Classement




Contenu populaire
Contenu avec la plus haute réputation dans 21/05/2020 Dans tous les contenus
-
yop, session peinture par un beau soleil , couche primaire

 2 points
2 points -
yop, session peinture par un beau soleil , couche primaire

 2 points
2 points -
Bon je viens de commander la Artillery Genius2 points
-
Bonjour à toutes et à tous, Une fois pour toutes, voici la bonne méthode pour renseigner les valeurs Steps_per_unit (nombre de pas moteur par mm parcourus) de votre firmware (logiciel d'interprétation de votre imprimante 3D). Cette méthode est applicable à toute CNC. INTRO : Peut-être vous a-t-on conseillé ou lirez-vous que la calibration des Steps_per_mm se fait à partir d'une valeur X que l'on affinera par la suite en mesurant une pièce de calibration, généralement un cube, puis en modifiant par une règle de trois ladite valeur. Vade retro satanas ! C'est le pire conseil que vous pourrez rencontrer. Il n'y a pas de valeur passe-partout à affiner. D'abord la valeur X ne sort pas d'un chapeau mais est bien d'un calcul à partir de certains composants mécaniques et électroniques. En clair, il y a mille raisons pour lesquelles cette valeur ne soit peut-être pas adaptée à votre machine. Ensuite, lesdits composants n'étant pas élastiques, la valeur calculée ne s'affine pas ! Jouer sur cette valeur calculée : 1/ est inutile ; 2/ déplace l'erreur ailleurs, notamment sur les perçages de vos futures pièces ; 3/ le supposé "ajustement" ne serait correct que pour le cube de calibration et non pour les pièces plus grandes ou plus petites. Évidemment, vous trouverez des membres d'influence aguerris qui prétendront qu'ils font ainsi depuis toujours et que ça se passe à merveille chez eux. Résistez à la tentation, car cela indique seulement qu'ils se satisfont du résultat pour leur usage (quand on fait uniquement des figurines par exemple, la précision n'a pas de vraie importance). Surtout si vous êtes débutant, n'ayant ni leur talent, ni leur aplomb, restez-en à la méthode ci-dessous qui marche forcément à tous les coups. Pour vous faciliter la tâche, il y a un glossaire à la fin 1 :: Pour une transmission directe à courroie : steps_per_mm = (pas_moteur_par_tour * nb_de_micropas_driver) / (pas_courroie * nombre_de_dents_de_la_poulie) exemple : (200 pas moteur * 16 micropas) / (courroie 2mm * poulie 16 dents) = 100 steps_per_mm 2 :: Pour une transmission directe à vis : steps_per_mm = (pas_moteur_par_tour * nb_de_micropas_driver) / pas_du_filetage exemple : (400 pas moteur * 32 micropas) / (pas de filetage 8mm) = 1600 steps_per_mm 3 :: Pour un extrudeur à entrainement direct (direct drive) : steps_per_mm = (pas_moteur_par_tour * nb_de_micropas_driver) / (diamètre_effectif_galet * pi) exemple : (200 pas moteur * 16 micropas) / (diamètre galet 12mm * 3.14159) = 85 steps_per_mm 3 :: Pour un extrudeur à réduction (geared) : steps_per_mm = (pas_moteur_par_tour * nb_de_micropas_driver) * (Nb_dents_plateau / nb_dents_pignon) / (diamètre_effectif_galet * pi) exemple : (400 pas moteur * 32 micropas) * (48 dents plateau /16 dents pignon) / (diamètre galet 8mm * 3.14159) = 1528 steps_per_mm /!\ Pourquoi ajuster les steps_per_mm extrudeur uniquement ? Si les composants ne sont pas élastiques, pourquoi la valeur steps_per_mm extrudeur doit-elle être ajustée ? La réponse est simple. Si le diamètre effectif du galet d'entrainement peut être mesuré à l'aide d'un pied à coulisse, les dents du galet pénètrent dans le filament pour l'entrainer. Cela modifie le diamètre effectif du galet de deux fois la valeur de la pénétration des dents dans le filament, or ceci n'est pas mesurable. De plus, selon le type de filament ou la pression qui sera exercée dessus pour le forcer dans le galet, cette mesure peut varier. Voila pourquoi on passe par une étape d'ajustement. Il est important de comprendre que ceci ne s'applique qu'aux extrudeurs, bien entendu. Voici la méthode de calibration d'un extrudeur : On fait une marque sur le filament à 150mm de l'entrée de l'extrudeur On demande une extrusion de 100mm On mesure ce qui reste, et on fait une règle de 3 sur les Steps Per Unit de l'extrudeur pour connaitre la valeur approchante. ex. #define DEFAULT_AXIS_STEPS_PER_UNIT {3200/40,3200/40,3200/1.25,12800/22.9041} ... la valeur à changer est en rouge On modifie la valeur existante par la valeur calculée on recommence à l'étape 1 jusqu'à ce que 100mm demandé = 100mm extrudé. 4 :: GLOSSAIRE : Buse d'extrusion (ou Hotend) : composant dans lequel le filament est fondu Extrudeur (ou plutôt Feeder) : mécanisme qui sert à alimenter la buse d'extrusion en filament. Extrusion : action de fondre du filament Galet (ou Hobbed bolt) : roue dentée/crantée servant à entrainer le filament. Poulie : roue servant à entrainer et/ou guider une courroie. Driver : composant électronique servant à commander un moteur pas à pas. Micropas : procédé électronique organisé par le Driver pour décomposer les pas moteurs. Il en résulte un mouvement plus fluide. Moteur pas à pas : moteur électrique dont le mouvement rotatif est décomposé en pas. Selon l'angle de décomposition, la rotation sera décomposée en un certain nombre de pas. Nombre de dents : s'identifie sur une poulie ou un engrenage. Sert de base au calcul du rapport de transmission. Nombre de pas moteur : Selon l'angle de décomposition, ce nombre varie. Pour un moteur à 1.8° (le plus commun) : 360°/1.8°=200 pas moteur par révolution. 0.9°: 360°/0.9°=400 pas moteur par révolution. Pas de la vis ou pas du filetage (ou Screw Pitch) : distance d'un filet à l'autre sur une vis. Il correspond au déplacement effectué par l'écrou à chaque révolution de la vis. Pas de la courroie (ou Belt Pitch) : distance entre deux dents d'un système de courroie. Par exemple une courroie GT2 2mm a un pas de... 2m. Une T2.5 a un pas de 2.5mm. Attention de bien prendre en compte la valeur du pas, car sur une courroie GT2 de 6mm, les 6mm correspondent à la largeur de cette courroie, non à son pas. Il existe des courroies GT2 au pas de 3mm, mais communément les imprimantes 3D utilisent des courroies GT2 au pas de 2mm, ce qui est amplement suffisant. Un doute ? Mesurez ! Pi (ou π) = 3.141592653589793238462643383279502884197169399375105820974944592307816406286208998628034825342117067982148086513282306647093844 etc. Pignon : dans un système de démultiplication mécanique, le pignon est fixé sur l'axe du moteur, il est généralement plus petit, et entraine le plateau. Plus le pignon est petit par rapport au plateau, plus la démultiplication mécanique est grande. Plateau : dans un système de démultiplication mécanique, le plateau est fixé sur l'axe de transmission, il est généralement le plus grand et est entrainé par le pignon. Réduction (ou geared) : démultiplication mécanique, augmente la précision et le couple et simultanément diminue la vitesse. Règle de trois (ou produit en croix) : Méthode de calcul permettant d'ajuster proportionnellement une valeur. Steps_per_mm (ou Steps_per_unit) : nombre de pas moteur par mm parcourus le long d'un axe, le paramètre à changer se trouve dans le fichier configuration de votre firmware. sur Marlin : #define DEFAULT_AXIS_STEPS_PER_UNIT {AXIS_STEPS_PER_UNIT_X, AXIS_STEPS_PER_UNIT_Y, AXIS_STEPS_PER_UNIT_Z, AXIS_STEPS_PER_UNIT_E} sur Repetier (une ligne par axe) : #define XAXIS_STEPS_PER_MM (valeur) etc. sur Smoothieware : ;Steps per unit: M92 X80.00000 Y80.00000 Z1259.84253 et ;E Steps per mm: M92 E367.0000 Transmission directe (direct drive) : se dit d'un système d'entrainement lorsque celui-ci est monté directement sur l'axe du moteur. Vis : composant mécanique de transmission servant à déplacer un ensemble le long d'un axe. Il existe des vis métriques, trapézoïdales ou à bille. Voila, qu'on se le dise ! ++JM1 point
-
Bonjour à toutes et tous, Je regarde votre forum depuis quelque temps maintenant. Cela m'a permis de choisir mon imprimante, que j'ai reçu il y a maintenant deux jours. Et je doit dire que je suis agréablement surpris par la qualité d'impression (ci-joint mon premier print avec les réglages de base). J'ai depuis imprimé mes première pièces (exemple porte savon ci-joint). C'est un monde très intéressant à découvrir et déjà une liste longue comme le bras à imprimer. Je vais dans les prochains jours regarder plus en détails les réglages pour encore affiner, si possible, la qualité d'impression (j'attends aussi un bl touch). A bientôt, William

 1 point
1 point -
@yopla31 voila la boutique sur ali , c'est la seul ou j'avais trouver du 2060 en 1m. J'ai fait plusieurs commande chez eux comme je suis un manche et que je ne pense pas à tous. La première est arrivée en 2 colis, le premier après 6 semaines et le 2eme au bout de 10 semaines (c'est celui la qu'ils n'ont pas été foutu de se rappeler qu'ils me l'avaient envoyé). Et la 2eme commande on est à 5 semaines, et avec les problèmes de logistique du covid , je sais juste qu'elle est partie de chine le 13/04... Pour @PC-CNC si ils bossent pas demain j'aurais dépasser les 3 semaines de délai pour l’expédition, à se demander à quoi sert de prendre GLS pour la livraison ...(mais bon je leurs en veux pas et comme je lui ai dit en mp, je suis pas pressé)1 point
-
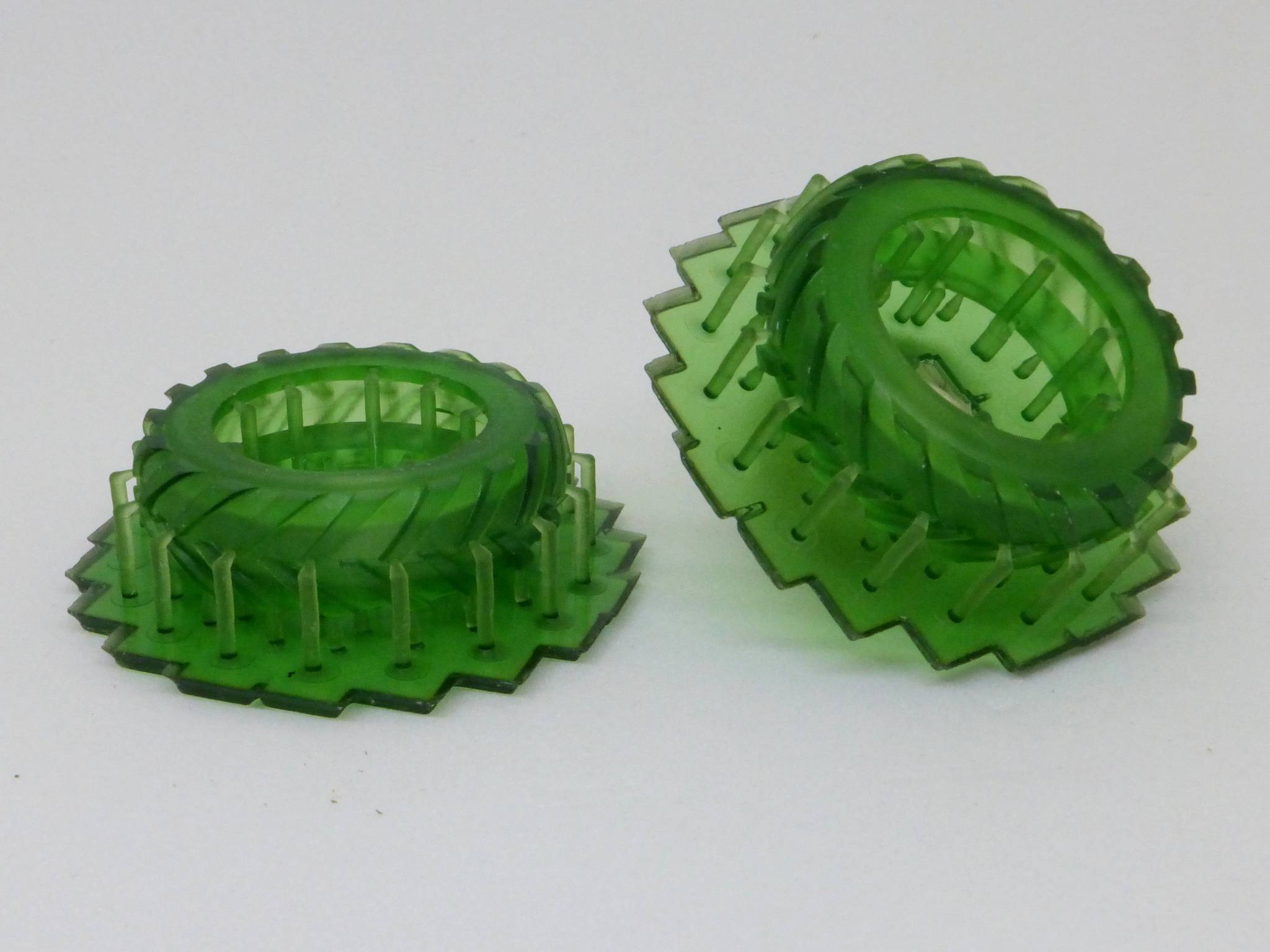
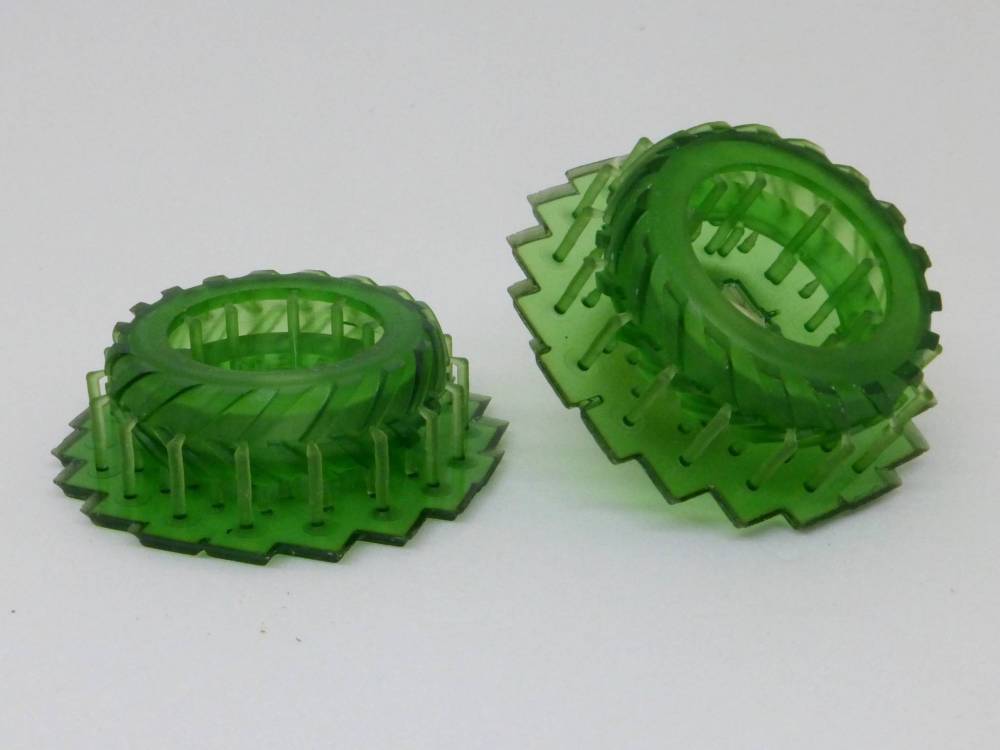
bonsoir, pour ma part j'ai une photon (pas S), j'ai fais des pièces très fines pour mes maquettes. Pour un copain j'ai modélisé et imprimé des jantes et pneus de tracteur au 1/32, résultat super et parfaitement lisse, si tu veux on en parle.... ça corespond a ce que tu cherche à faire
 1 point
1 point -
Déjà qu'un seul c'est parfois compliqué à maîtriser.... Fusion en Français c'est holly crap and bull shit. Traduit avec les pieds, approximatif et trop verbeux (too much verbose) Je l'ai remis en Anglais après avoir vu le carnage. Heureusement, c'est pas obligatoire. Je comprends pas que certains fassent une telle fixette là dessus, avec une centaine de mots on a fait le tour. Pas plus difficile à assimiler que le vocabulaire du kite surf, de la musique ou de la pêche à la ligne.1 point
-
Tout à fait d'accord avec @macandnews Si tu prends une autre imprimante, elle doit apporter un plus, à savoir plateau plus grand, multibuses, plateau auto nivellement, etc... Les imprimantes chinoises qu'on a, ont une qualité d'impression vraiment comparable pour peu qu'elle soient bien réglées. La 300 est plus chère mais le volume est complétement différent. Bandes de nazes, vous m'avez fait craquer, je l'ai commandée chez Tenlog (TL-3D Pro). J'ai hésité avec la Greetech, mais je me fie à votre retour d'expérience. Par contre, il va falloir que je refasse mon caisson...1 point
-
Salut Véronique. Je vais parler philosophie, du moins la mienne: Je pense qu'une machine trop généraliste est bonne à rien, mauvaise à tout . En plus, pour passer d'une activité à l'autre, il faut démonter et tout re-régler, et à la longue, c'est chiant. Mon expérience perso: J'ai une fraiseuse CNC, j'ai adapté un couteau de découpe vinyle, j'ai fait qqles autocollants, mais à chaque fois que je remontais ma broche de fraise, il fallait que je refasse un surfaçage de plateau martyre pour repartir sur de bonne base. Pénible. Depuis j'ai acheté une Silhouette Portrait et je m'emmerde plus moins à tout régler. Après je vous vois, sur ce forum, partir dans tout les sens: Au début, imprimante résine, puis imprimante filament, maintenant CNC et laser. C'est pas du tout la même chose, il faudrait un vrai projet, un fil conducteur, un besoin .... autre que s'occuper . Mon expérience perso encore une fois, je fais du modélisme, aéro, construire et faire voler des avions, pour cela j'ai construit ma première "CNC", un fil chaud piloté par ordi, trop encombrant, pas assez d'utilisation, démonté/rangé. Puis j'ai pris une fraiseuse CNC, elle tourne encore, elle fait des découpe d'avion indoor en Dépron et qqles pièces 2D. Il me fallait des autocollant pour le décor, j'ai acheté la Silhouette. Puis est arrivée l'imprimante 3D FDM, magique pour faire des supports moteur, servo, etc ..... Vous voyez, il y a une continuité, je prends ces CNCs comme des outils, pas seulement faire des vases et les aligner sur une étagère. Maintenant, je suis entrain de passer au modélisme ferroviaire 1/87 , alors j'envisage une imprimante résine parce que les pièces sont plus précises et plus petites, un petit bonhomme sur un quai de gare fait moins d'1 cm de haut. Encore une fois, j'ai une bonne raison .... Mais vous, quel est votre fil directeur ??? En résine, vous parliez de bijoux, vous aurez du mal à faire des bijoux à la fraiseuse (toujours possible mais compliqué). En plus, toutes ces machines ont des contraintes, les fraiseuses beaucoup de poussières, de bruit et faut surveiller, la résine l'odeur et le post traitement, je ne parle pas du laser et sa dangerosité, et son inefficacité si trop faible, juste bon à faire qqles gravures brulés (Là aussi c'est un autre domaine). Bref !!! mon conseil, définissez un fil directeur, ne vous éparpillez pas trop, commencez doucement sans trop investir pour découvrir ce monde passionnant. Bonne journée, bonne réflexion. A+1 point
-
Bonjour, Non les frais de douane représentent environ entre 8 à 10% du montant de la facture. Oui nous pouvons imprimer un sujet en blanc et noir en exemple et chaque buse imprime la couleur indépendamment. il n'est pas possible de réaliser du mixage couleur comme sur les imprimantes GEEETECH A10m A20m . Tout dépend du besoin selon les pièces à réaliser cette machine Tenlog est innovante car c'est la saule qui permet d'imprimer des sujets compliqués avec des support solubles à l'eau!. les imprimantes mono extrudeur ne permettent pas de faire du miroring, duplication de pièces en deux couleurs et impression de support en PVA soluble à l'eau. il faut faire un choix selon son besoin, la qualité d'impression est remarquable grâce au rail guide monté sur roulements. En conclusion la Tenlog c'est un outil polyvalent qui apporte plus de possibilités qu'une imprimante CREALITY. Le budget n'est pas le même mais nous gagnons du temps d'impression car la machine conserve une qualité d'impression à des grandes vitesses >à 90mm/s voilà pour la découverte j'ai réalisé beaucoup d'essais pour lesquels je n'ai rencontré aucune difficulté d'utilisation.

 1 point
1 point -
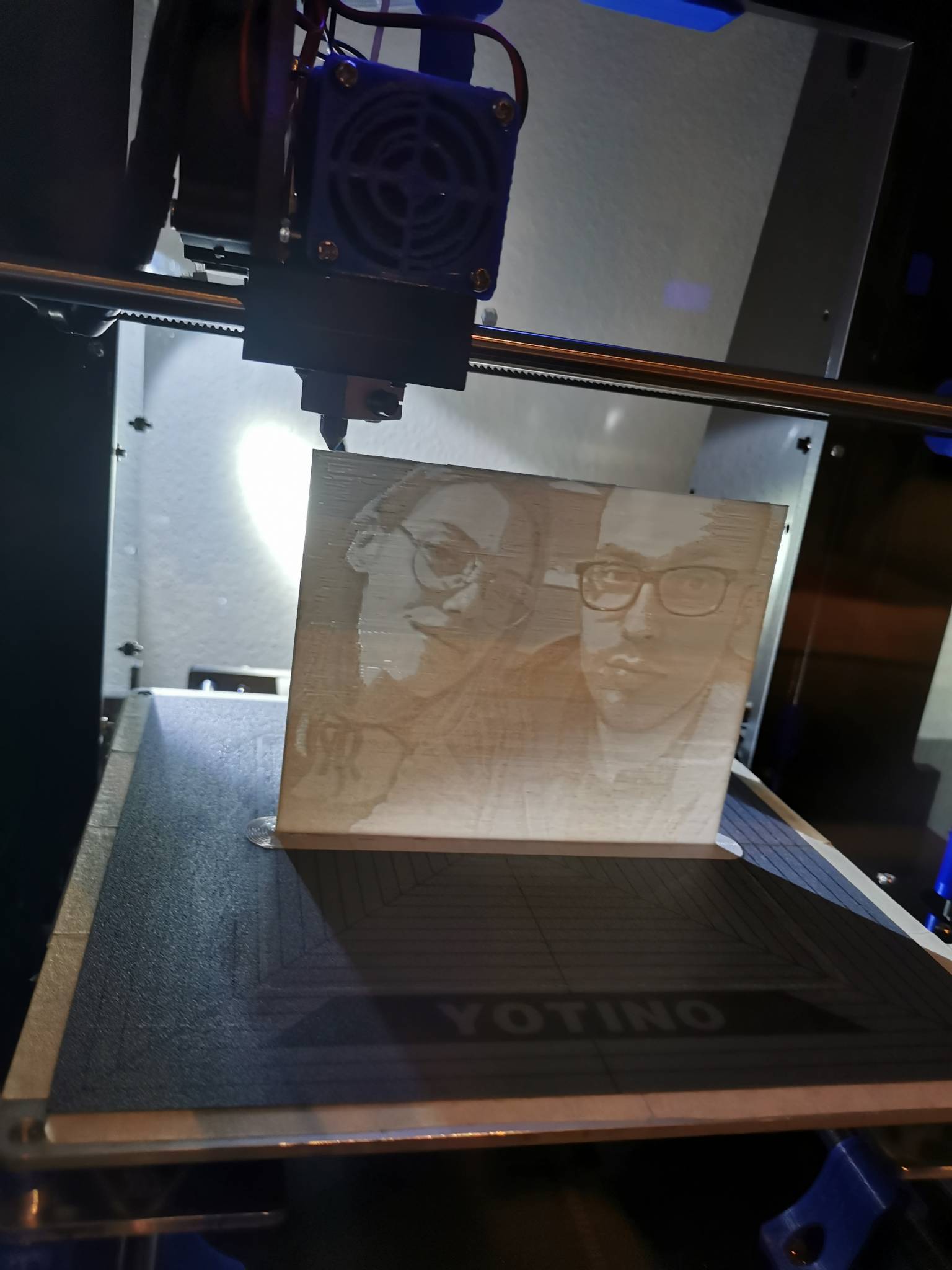
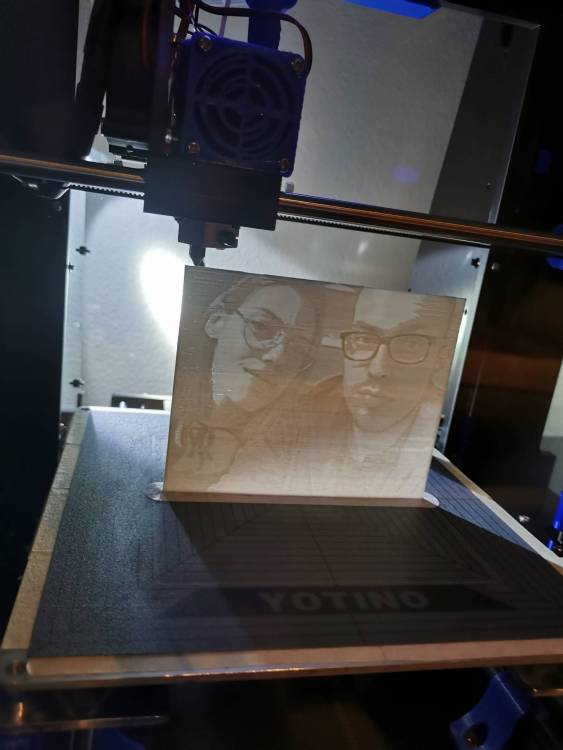
Non, je mets 8 mm de brim, ça tient très bien, ou tu peux mettre 8 mm de skirt à 0 de distance de l'objet, ce qui revient au même. J'éviterais le raft, tu risquerais d'abîmer la litho en l'enlevant. Je viens de me souvenir que j'avais fait une photo pendant l'impression du premier panneau :
 1 point
1 point -
Pas mal d'erreur dans ces fichier de config, mais la plus grosse c'est de ne pas avoir déclaré le type de driver que tu utilises //#define X_DRIVER_TYPE A4988 //#define Y_DRIVER_TYPE A4988 //#define Z_DRIVER_TYPE A4988 //#define E0_DRIVER_TYPE A4988 Il faut mettre ici que tu utilise des TMC2208 ou TMC2208_STANDALONE desactiver le linear advance si tu choisis l'UART, et faire attention aux chopper timing si tu n'est pas en 12V1 point
-
Bonjour, Je ne suis pas une spécialiste de la lithophanie, mais j'ai fait une lampe qui a ravi ma mère à qui elle était destinée. Je n'ai pas modifié la rétractation (direct drive aussi) et je n'ai pas utilisé les Z-hop. La litho doit être positionnée verticalement, avec 8 mm de bordure je n'ai eu aucun souci d'adhérence. PLA blanc. Voici les paramètres utilisés : T° du bed à 60 °C. Hauteur de couche 0,2 ; couche initiale 0,15 mm. Infill 100 %. 2 lignes de paroi pour une litho de 3 mm d'épaisseur. Vitesse d'impression 40 mm/s. Voici une photo, mais ce premier essai n'était pas parfait : le filament que j'ai utilisé à cette époque était de mauvaise qualité.
 1 point
1 point -
regarde ici https://github.com/bigtreetech/BIGTREETECH-SKR-V1.31 point
-
Après l'apéro le crabe farci le poulet boucané et le blanc mangé, si je peux encore ramper jusqu'à mon Pc je vous mets les fichiers avec les lettres en trou (pas facile à imprimer) et le fichier avec les lettres en bosse ( pas essayé) EDIT : Voici les 2 fichiers en trou ou bosse dans le zip Li3D-carre titi78 remix trou bosse.zip1 point
-
J'ai démarré directement avec une MK3s et franchement je ne le regrette pas. Je n'ai pas eu de problème de réglage, de pièce défaillante, de version non compatible comme tu peux en lire des centaines sur les machine à 200€. Un conseil, va sur le site de Prusa et charge le manuel d'assemblage de la Mk3s, cela te donnera peut-être envie ou te rassureras sur l'assemblage de la machine en kit. J'en ai assemblé quatre et je n'ai fait qu'une seule erreur (vite rectifiée). Je trouve que cela aide beaucoup à comprendre le fonctionnement d'une imprimante. De plus, le logiciel Prusaslicer fonctionne très bien, il est en français et il évolue très régulièrement (tu peux le télécharger et jouer avec, il est gratuit), je trouve que c'est également intéressant de comprendre son fonctionnement et aussi de pouvoir voir directement comment sera imprimée ta pièce (tu peux voir chaque couche de ta future pièce). Bon démarrage dans l'impression 3D.1 point
-
non, ce n'est pas la liste des commandes ça . ça décrit comment l'écran communique avec marlin . mais ça c'est géré pour nous, nous on doit juste gérer les informations qui sont communiquées Oui, c'est un peu normal ... si tu n'es pas développeur, le code c'est assez indigeste . Pas si simple je dirais ... déjà, les fichiers qui gèrent l'écran sur la version 1.1.9 (la version modifiée par longer), n'existent pas sur marlin ... Donc il faudrait reprendre tout leur code ... et ça ce sera indigeste ... et du coup, l'écran sera géré par marlin, et pas par l'UI de longer (de ce que j'ai compris, sur la LK4) . selon ce topic, ça ne semble pas si simple, mais @Aximakers semble proche d'une solution : et je vois qu'apparement, ce que j'ai trouvé avait déjà été trouvé :1 point
-
Bonjour, je n’ai pas modifier le pid de la buse cela ne pause pas de probléme . j'ai régler la valeur de l'extrudeur a E100et OK. pour thingiverse je te joint le fichier slt Bonne impression. support_cable_bed.zip1 point
-
Bonjour, Le diagnostic était bon, j'ai reçu et changé la carte mère, ça fonctionne :) C'est reparti pour de nouvelles aventures. Bonne journée,1 point