Classement




Contenu populaire
Contenu avec la plus haute réputation dans 03/08/2020 Dans tous les contenus
-
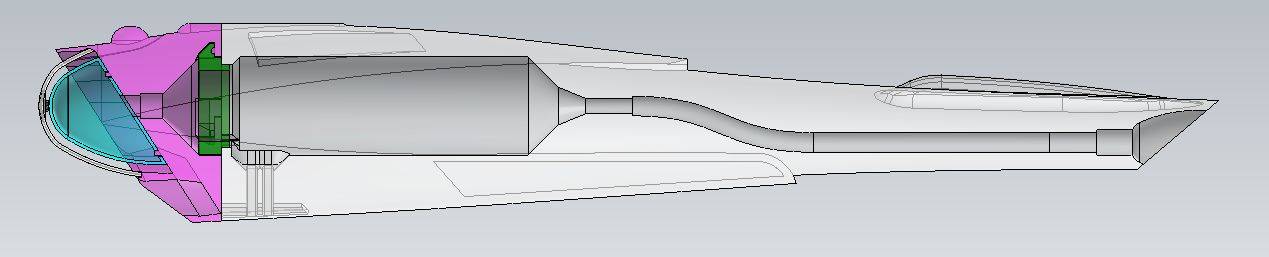
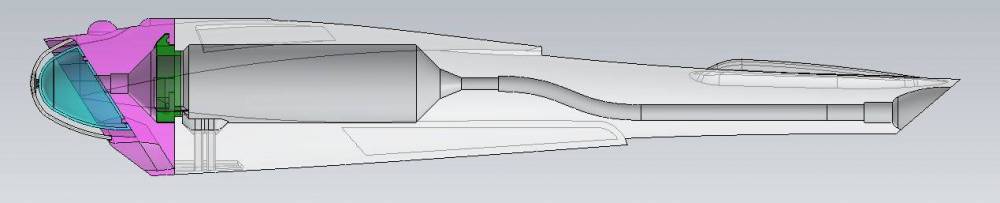
voici la nacelle /réacteur gauche assemblée et comme pour le réacteur central les 2 pièces sont démontables par un systeme de clips rotatif intégré à l'impression. j'ai pris le parti de laisser ma maquette brut d'impression car la peinture c'est pas mon fort et que le résultat est plus que satisfaisant comme ca :

 2 points
2 points -
@steve27 Bonjour, Sur ce forum, le sujet le plus complet est AMHA celui de @stef_ladefense :2 points
-
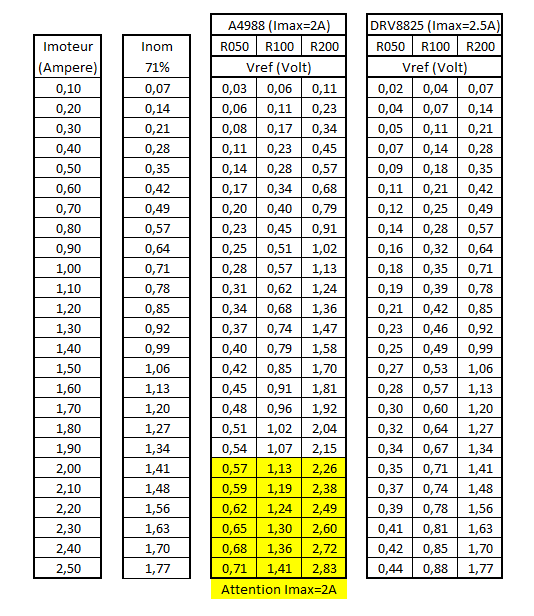
Bonjour à toutes et tous, J’entends souvent beaucoup de choses sur le réglage des drivers moteurs, bien souvent on me parle d’un réglage usine hypothétique, ou à l’oreille ou lors des nuits de pleine lune quand le vent souffle à l’ouest ! Je lis souvent « moi j’ai une Vref à 1.6V » et ça ne veut rien dire car il manque des informations capitales ! Le courant généré peut passer du simple au double ou même être hors limite si les modules ne sont pas strictement identiques ! Donc NON, le réglage de la tension de référence (Vref) sur un driver de moteur pas à pas ne se fait pas de manière empirique ! Il faut absolument connaitre plusieurs caractéristiques pour régler correctement ces bestioles. - Coté driver, le circuit utilisé A4988 ou DRV8825 a son importance et va surtout de pair avec la valeur des résistances « Rsense » qui sont présentent sur le PCB, elles-y sont souvent sérigraphiées « S1, S2, S1X, S2X, R1, R2…», et peuvent avoir comme valeur 0.05 ohm (Marquage R050), 0.1 ohm (R100) ou 0.2 ohm (R200) donc on sort la loupe pour être sûr. - Coté moteur, il faut chercher son courant de fonctionnement par phase (Imax) qui a été calculé par le fabriquant en fonction de ses caractéristiques. Si ce courant n’est pas indiqué par le vendeur du moteur, on cherche chez SON fabriquant avec SA référence dans son datasheet. Sous-alimenté, il va perdre son couple et risque même de vibrer sans pouvoir garder sa position stable. Suralimenté, il va faire beaucoup de bruit par résonance et bien entendu surchauffer (le driver également par contre réaction). Après une longue discussion avec un constructeur de moteur de type Nema (GE), il s'avère que le Imax d'un moteur n'est pas son Inominal, il faut donc diviser Imax par racine de 2 pour trouver Inom. j'ai donc mis à jour le tableau en correspondance. On calcule donc la valeur de Vref à régler avec le petit potentiomètre, la formule est donnée dans le datasheet du constructeur du driver, et est : on calcule Inom = Imax divisé par racine(2) Pour un A4988 : Inom = Vref / (8 * Rsense) donc Vref = Inom * 8 * Rsense Pour un DRV8825 : Inom = Vref / (5 * Rsense) donc Vref = Inom * 5 * Rsense La valeur maximale de la limitation de courant est donc définie en interne en fonction de la valeur des Rsense et de la tension de la broche Vref. Exemples de calculs : Un A4988 avec des Rsense de 0.05 ohm (Marquage R050) et un moteur avec un Imax à 1.8A, Inom = 1.27A : Vref = 1.27 * 8 * 0.05 = 0.51V. Un DRV8825 avec des Rsense de 0.1 ohm (Marquage R100) et un moteur avec un Imax à 2.1A, Inom = 1.48A : Vref = 1.48 * 5 * 0.1 = 0.74V. Un A4988 avec des Rsense de 0.2 ohm (Marquage R200) et un moteur avec un Imax à 1.5A, Inom = 1.06A : Vref = 1.06 * 8 * 0.2 = 1.7V. Important : Le courant maximum par phase pour un A4988 est de 2A et 2.5A pour le DRV8825. Donc si vous êtes dans la limite haute de votre drivers, réduisez un peu Imax. La température du driver peut monter à plus de 150°C si son courant arrive à son maximum admissible et il doit être de toute façon correctement refroidit par un dissipateur et si possible par un flux d’air au-delà de 1A par phase. Il passera en protection thermique et coupera le courant moteur si sa température arrive hors limite. Voir les datasheets pour les courageux, dont les tableaux « Relative Current and Step Directions » et « Step Sequencing Settings ». http://www.allegromicro.com/~/media/Files/Datasheets/A4988-Datasheet.pdf http://www.ti.com/lit/ds/symlink/drv8825.pdf Pour les TMC2xxx, il suffit de prendre Inom du tableau et de régler Vref à la même valeur. ex moteur 1.5A, Inom = 1.06A, Vref = 1.06V attention ceci n'est valable que pour Rsense = 110mΩ la formule donnée par Trinamic est IRMS = 325mV / (RSENSE + 20mΩ) * 1/√2 * VREF/2.5V avec des RSENSE = R110 = 110mΩ nous simplifions puisque 325/(110+20) = 2.5 (c'est pour ça que l'on trouve les pilotes avec ces valeurs de RSENSE sur le marché) IRMS = 2.5 * 1/√2 * VREF/2.5V 2.5 / 2.5 = 1 donc IRMS = 1/√2 * VREF je me débarrasse de 1/√2 en multipliant par √2 des deux cotés √2 * IRMS = √2 * 1/√2 * VREF donc √2 * IRMS = VREF VREF = √2 * IRMS et nous savons que IRMS = IMAX / √2 VREF = √2 * IMAX / √2 donc VREF = IMAX comme on prends 70% par sécurité, pour un courant de 1.5A, nous avons 1.5*0.7 = 1.05, réglage de VREF à 1.05V et ça tombais bien, puisque en prenant 70% de sécurité, c'est comme si on divisais par √2 (0.707...) c'est une astuce d'électronicien c'est comme si en prenant 70% de sécurité, on prenait la valeur RMS de ce courant IMAX pour simplifier, avec 70% de sécurité, IMAX * 0.707 = IMAX / √2 = IRMS donc on peut régler VREF à la valeur APPARENTE de IRMS, sous entendu que ça contient déjà les 70% de sécurité. mais ça ne fonctionne qu'avec des RSENSE à 110mΩ vous trouverez un XLS pour ces calculs, vous pouvez y changer Rsense si ça valeur n'est pas standard. ATTENTION les TMC sont hyper sensible à la température, ils doivent impérativement être refroidit sous un courant d'air, avec un dissipateur conséquent. Bonne lecture. Stef le tableau corrigé pour avoir une idée de Vref en fonction des valeurs d'Imax du moteur. TMC_Vref_V2.xlsx
 1 point
1 point -
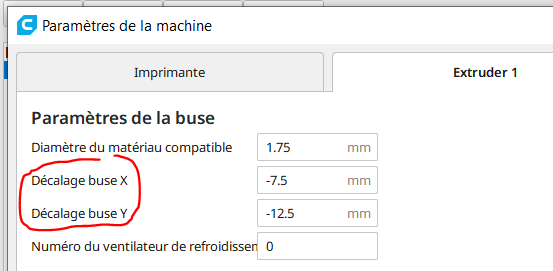
Salut @Arnaud Lecocq pour répondre à tes intérrogations Normalement, le zéro X/Y/Z correspond à la position de ta buse après la réalisation d'un auto home. Si tu coches "origines au centre", tu dis à Cura que le zéro n'est plus à sa place habituelle mais au cente du plateau. N'ayant jamais coché cette option avant de réaliser un gcode, je ne peux pas de confirmer ce qui se passe après mais normalement l'impression devrait rapidement se finir en dehors du plateau... Pour les paramètres de la tête d'impression, ce sont les dimensions physiques de ta tête d'impression autour de la buse. Ça sert à Cura à calculer les déplacements de la tête sans avoir de collision avec ce qu'il y a sur la plateau surtout si tu as coché l'option d'impression des objets sur le plateau les uns après les autres et non en simultané. Si tu souhaites recaler ta buse au centre du plateau pour que tes impressions soient bien centrées, il faut aller sur l'onglet extrudeur qui est à coté et remplir "paramètres de la buse" (ça répond aussi à la question de @Mykie)
 1 point
1 point -
Tu peux aussi dans Cura jouer sur la valeur d'accostage (coasting en vo) , c'est dans la partie expérimentale, ça permet de ne pas envoyer de matière en fin de ligne d'extrusion pour la finir juste avec la pression restante dans la tête. Ça permet de diminuer le surplus de matière en fin et début de ligne, comme ça agit avant la fin de ligne c'est plus efficace que la rétraction qui elle n'agit qu'après la fin de ligne.1 point
-
@Bosco2509 Sur ton «dépôt» Thingiverse, tu devrais ajouter un lien vers ton sujet sur ce forum ici , même si la majorité des utilisateurs de TGV (mon abréviation / acronyme de ThinGiVerse mode humoristique pour mes moquer de ses lenteurs (moins fréquentes depuis quelques temps)) est de langue anglaise .1 point
-
Non, t'inquiète Si un post nous embêtait, pour ma part mais je pense que pour @Yellow T-pot ce doit être semblable, je n' y répondrais pas (même si j'avais éventuellement un début de solution). Le principe du forum est de partager nos expériences (bonnes ou mauvaises) afin que d'autres en tirent parfois bénéfice (le tout bénévolement ça va sans dire mais ça va mieux en le disant); nous aussi on est passé par la case débutant et ce n'est qu'en posant des questions ou en lisant les réponses déjà apportées que l'on a progressé. Tu pourrais certainement nous en apprendre dans les domaines que tu pratiques (sublimation, broderie, coutre, …).1 point
-
Comme on ne sait pas quelle imprimante tu possèdes, on ne peut que te croire bien que même si ce ne te parait pas possible à réaliser on peut détoruner le problème via le G-code de début dans le trancheur Si tu le dis alors évite de demander de l'aide. J'ai aussi un système ABL sur une de mes imprimantes et je peux t'assurer qu'un bon réglage manuel préalable permet d'obtenir de bonnes impressions.1 point
-
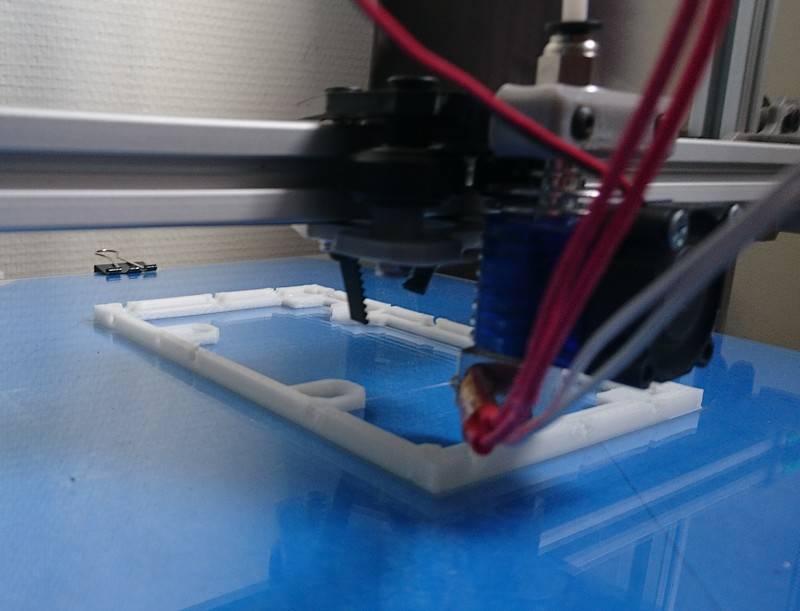
Salut a tous, je me permet de poster ce petit sujet pour vous faire part d'un test concluant que je viens de faire (la piece est encore en cous d'impression)! machine prototype non terminé home made type portique piloté par une mks sbase, Pla pro de chez grossiste3d, hot end v5 micromake. ayant besoin d'imprimer une piece pour le develloppement de mes machines, et la principale etant occupé a print mes esquisses Zbrush, je me suis resigné a tenter une impressions sur une machine prototype qui n'a pas d'alimentation pour le bed (j'utilisai du blue tape jusqu'ici). du coup etant dans la nécessité (et ne voulant pas attendre la fin des 7h d'impression en cours) et en ayant marre de voir le blue tape se decoller et engendrer du warping, je slice une piece avec une premiere couche normale tres ecrasé (0.03mm puis test en 0.15mm) et un brim de 4 tours. je lance le print me disant que cela va foirer tout simplement, mais etant joueur, je tente le coup.... l'extrudeur claque un peu sur la première couche (normal a part la hauteur initial je n'ai pas retouché aux paramètres de l'extrudeur) et CA COLLE!!! comment est ce possible alors que j'ai des soucis de leger warping sur la meme machine et le meme PLA en imprimant sur du blue tape. vous aller me dire : "c'est bien, tu veux une médaille?" mais c'est surtout que je reste dans l'incompréhension de la chose, avez vous deja testé? (cela fait des années que j'utilise mes printeuse mais je n'avais jamais tenté) photo a l'appui : edit : piece terminé, spatule obligatoire pour decoller la piece edit 2 : ca colle aussi avec une premiere couche a 0.20mm, legé warping a 0.2mm, 0.15mm c'est bon pour ceux que ca interesse, apres a voir sur le long terme si ca fonctionne, mais la vitre est dans l'amazonie en tapant ceci dans la barre de recherche "Wisamic Lit chauffant en verre borosilicate de 310x310x3mm" elle est plus chere qu'une vitre chez merlin le roi!
 1 point
1 point -
Hello, Voici le FW que j'ai appliqué sur ma U30 Pro, j'ai le fang @deamoncrack avec hotend MK8 + BL touch. Le FW est basé sur le patch de marlin 1.1.9 de @Psykokwak de mémoire et modifié pour matcher à ma conf. https://github.com/Guimove/Marlin1.1.9_LGT0.3_UxPro_Bltouch N'hésite pas à me faire donner ton avis. Edit : le sens de l'extrudeur est inversé, car j'ai un clone BMG de trianglelab et du coup les step aussi (4xx au lieu de 9x) Edit 2 : J'ai aussi le calibrage du PID du bed qui est activé, et les valeurs pour le bed et le hotend y sont configuré, il faudra donc que tu recalibres ton PID avec tes valeurs.1 point
-
Merci Prof, il m'aura fallu attendre 3/4 de siècle pour avoir une aussi bonne note ! Généralement j'étais plutôt en dessous !! Edouard1 point
-
J'ai la Nozzle X depuis plusieurs mois et si je devais la changer pour X raisons, je reprendrais la même et si je changeais d'imprimante, je remettrais une nozzle X sur la nouvelle.1 point
-
Oui Bons prints et comme j'aime à le dire: «Que l'épice le filament coule à flot». PS: belle progression dans ton apprentissage, je te mets un 15/20 (déformation professionnelle ).1 point
-
Salut @steve27 je te mais un lien ou il t'explique comment régler un driver https://www.genapart.com/2015/10/27/rôle-et-réglages-des-pilotes-moteurs-pas-à-pas/1 point
-
Salut @Franckmcf le fais de changer de carte mère ne changera en rien sur la taille de l'impression1 point
-
Merci pour vos réponses! Après moultes observations, je pense finalement me décider pour le SUNLU... A moins que quelqu'un le déconseille formellement avec preuve à l'appui? En effet, il ne me semble pas cher, et certains le recommandent, donc ça me semble concluant. Je suis débutant donc je ne vais pas m'engager dans du nylon ou du PTFE, mais merci @raoullevert du conseil. Au fait, je ne vous ai pas précisé ce que je voulais imprimer, mais si jamais en le voyant vous aviez d'autre suggestions, je vous le met la: https://www.405th.com/forums/threads/halo-4-5-master-chief-armor-high-poly-3d-printeble-for-you.41774/ Merci encore, et bonne journée!1 point
-
@Assomer74 Des nouvelles sur ton soucis ?1 point
-
Salut, ce projet à l'air vraiment bien. P.S: On dirait que tu as bien aimé ta Sidewinder1 point
-
Salut Razor, j'etais deja passé sur ton post mais je bave tellement devant tes realisation qu'un message de soutient ne fait jamais de mal!! tu a une maîtrise incroyable de la conception/sculpture, mes respects, tu est un maître au plaisir de suivre la suite de tes aventures !1 point
-
Je suis tout à fait de l'avis de Tormak. Et puis 1 kg de résine(environ 1 litre ) ça doit en faire un paquet de figurine.1 point
-
@Deflora c'est qu'elles sont assez susceptibles ces machines là !!! Beacoup ont eu le même genre de soucis avec leur carte SD enlevée sans éteindre c'est pour ça.1 point
-
Il m'est arrivé une aventure un peu semblable après l'achat d'un trigorilla sur AliExpress. A l'arrivée, c'est une Trigorilla 1.1 mais elle n'est pas reconnue par Cura Par contre, via l'IDE Arduino, je peux charger une programme "Hello world" qui me montre que la carte a un booloader mais pas le firmware Anycubic. J'ai bien tenté de compiler le code source mais impossible de le charger. Au final, grâce à l'outil Xloader, j'ai pu charger le firmware d'Anycubic. Au cas où il venait à disparaître, j'attache le fichier tel que chargé depuis le site. XLoader.zip1 point