Classement




Contenu populaire
Contenu avec la plus haute réputation dans 21/03/2021 dans Messages
-
Evite de laisser du filament sur l'imprimante . Tu le retires et la purge de la buse est inutile. Ce serait mieux de desserrer les excentriques, la bande de roulement du galet sinon risque d'avoir un aplat.3 points
-
Salut, Je dirais: détendre les courroies, garder l'imprimante dans un lieu à température ambiante et sans humidité, la dépoussierer complétement et la placer sous un tissus (ou un caisson si t'en a un) pour la protéger de la poussière.3 points
-
Ou une moufle si il fait froid....2 points
-
Il faut faire le réglage du PID et ne pas oublier de mettre une chaussette sur le bloc de chauffe2 points
-
Bonjour @Bricerem Pour parler le même langage, je te propose de lire : Donc tu a plusieurs possibilité pour une température fluctuante : Ventilation mal placé, Défaut de la boucle de contrôle de la température : défaut du capteur/sonde thermique (a changer, ou mal placé, mal connecté, ...), défaut de la cartouche/résistance chauffante (a changer, ou mal placé, mal connecté, ...), câbles abîmés, faux contactes, connecteur a redresser, ... défaut carte mère, ... Si tu a vérifier cela (placement et connexion), un calibrage du PID peut être a effectuer : il reste sinon l'utilisation d'une protection du bloc chauffant pour réduire les pertes thermique de se dernier ex : chaussette en silicone : https://www.banggood.com/fr/search/silicone-sock-3d-printer.html?from=nav ou de bande de polyimide ex : https://www.reprap.me/high-temperature-polyimide-film-heat-resistant-tape-5-size-for-3d-printer-10846.html Espérant que tu trouve la solution, bonne continuation !2 points
-
Bonjour, fraîchement équipé d'une D12, je joue avec la config et je jongle avec quelques difficultés, cf autre topic: Un autre de mes soucis concernait la config Wifi, puisque l'interface limite la clé wifi à 16 caractères, ma clé en fait 20. J'ai contacté Wanhao qui m'affirme que c'est une limite de la carte électronique. Sauf qu'il suffit de mettre son SSID et sa clé wifi dans le fichier de config du firmware "robin_nano35_cfg.txt" pour que cela fonctionne. C'est bien l'interface qui limite, pas la carte électronique. Enfin, il n'est pas nécessaire de reflasher tout le firmware pour prendre en compte une modif du fichier "robin_nano35_cfg.txt". Après un flash, il est renommé en robin_nano35_cfg.txt.cur. En lui redonnant son nom, un simple redémarrage de la D12 et la nouvelle config est prise en compte.1 point
-
Bonjour à tous, Suite au post Je vous propose un tutoriel qui va tenir compte du fait que si vous êtes ici, vous avez certainement soit une imprimante 3D, soit une CNC, ce qui va grandement faciliter les choses. Déjà, comme je pense que chacun devrait préciser s'il est dans la tranche des amateurs ou des pro, je vous précise que ma boite vend des produits pour anodiser. Les modérateurs me signaleront s'ils acceptent que je donne les liens des produits que je cite ou pas. Au pire, je vous donnerai les mots-clefs de recherche en français et anglais, vous tomberez sur les 3 ou 4 boites qui peuvent vous approvisionner, dont la mienne. Autre point d'importance, on ne fera pas de cours de chimie théorique. Vous n'avez pas besoin de savoir comment votre voiture marche pour démarrer et faire des milliers de Km? En anodisation, c'est pareil ! En outre, chaque fois que c'est faisable, je vous dirai comment faire en DIY. Je vais faire un post par étape pour traiter chaque poste : - Lavage, Décapage, Désoxydation, Anodisation, Coloration, Colmatage. Surtout ne croyez pas que j'ai inventé quoi que ce soit... C'est comme cela que l'on anodise en OAS (Oxydation Anodique Sulfurique) dans l'industrie depuis bientôt 1 siècle. Je ne fais que vous indiquer comment faire ce procédé avec des moyens limités et des produits autorisés pour les particuliers. En revanche, si vous suivez ce procédé, vous ferez des anodisations de qualité professionnelle, voir mieux car les industriels ont des contraintes que vous n'aurez pas. Dernier point, attendez que le tuto soit fini pour vous lancer, ça va prendre plusieurs jours et vous aurez ainsi une vue d'ensemble... A bientôt1 point
-
Ok... je viens de baver... Tu viens de me faire découvrir la Sovol SV04... et sur les détails, elle est top ! Mais 249$ pour le lancement... et ensuite à 639$... cela fait une sacrée différence pour un lancement. Du coup... je vais aller à la pêche aux infos... __________________________________________________________________________________________________________________ Je t'aurais recommandé une Tenlog TL-D3 Pro... mais tu as trouvé mieux avec cette Sovol SV04... donc mon conseil : Attend la Sovol SV04.1 point
-
ici par exemple, ou sur le micro-controleur:
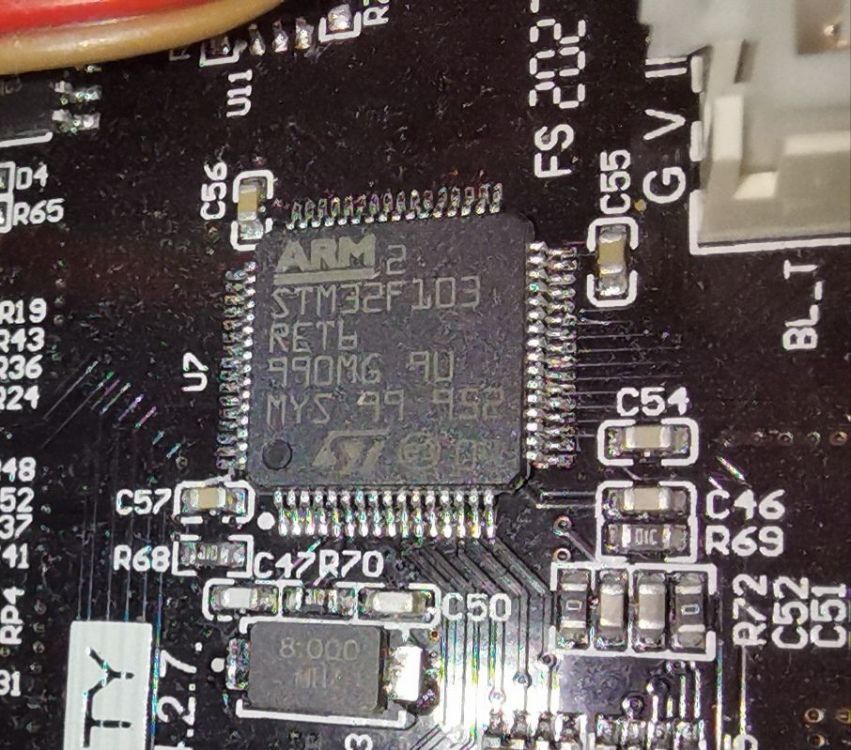 1 point
1 point -
Salut, J'ai répondu à ta question ici mais en fait, le mal est plus profond . Je te conseille de partir sur une version stable de Marlin, c'est à dire la 2.0.7.2. Ca doit donner ça: 1- tu installes VSCode et Platformio (voir ce tuto) 2- tu télécharges les sources de Marlin V2.0.7.2 dispo ici (trouvé sur cette page). 3- tu décompresses le dossier marlin 2.0.x directement sous C : 4- tu écrases le fichier platformio.ini par le mien. 5- tu écrases les autres fichiers (fichiers exemples) dans le dossier C:\Marlin 2.0.x\Marlin SAUF cardreader.cpp (lui, il va dans Marlin\src\sd) 6- dans VisualCode, tu cliques sur: file-> open folder et tu choisis le dossier C:\Marlin 2.0.x\ 7- tu cliques sur Terminal->run Build task->platformio->build ça compile et si tout va bien, tu récupères le firmware_xxx.hex dans le dossier des sources C:\Marlin2.0.x\.pio\build\STM32F103RET6_creality Pour ajouter "Filament Change", tu décommentes la ligne dans le fichier configuration.h: //#define FILAMENT_RUNOUT_SENSOR et la ligne dans le fichier configuration_adv.h: //#define ADVANCED_PAUSE_FEATURE Je te conseille de décommenter la ligne dans le fichier configuration.h: //#define PIDTEMPBED Tu pourras ainsi activer le PID pour le chauffage du plateau. Pour le réglage des PID, tu peux suivre ces instructions: Pour la buse: M303 E0 S210 C8 en retour, tu devrais avoir quelque chose comme ça (les valeurs seront différentes): RECU: p:17.22 i:1.00 d:74.22 tu n'as plus qu'à envoyer la commande avec tes propres valeurs: tete: M301 P17.22 I1.00 D74.22 Pour le plateau chauffant: M303 E-1 S70 C8 en retour: RECU: p:841.68 i:152.12 d:1164.25 tu envoies la commande avec tes propres valeurs: M304 P841.68 I152.12 D1164.25 Tu sauvegardes et tu lis les valeurs de l'eeprom: M500 M501 Pour mémoire, avant de flasher le firmware, tu notes les valeurs de l'eeprom avec M503. Après avoir flashé le firmware, tu envoies M502 (reset "usine") suivi d'un M500 (enregistrement de l'eeprom) et un M501 (applique les valeurs de l'eeprom à la SRAM) ou via les menus de la machine. Ensuite tu mets à jour les valeurs des paramètres machine (M92 = pas/mm des moteur,M301 = PID du bloc de chauffe de la buse ,M304 = PID du plateau,...) Configuration_adv.h _Bootscreen.h _Statusscreen.h Configuration.h platformio.ini cardreader.cpp1 point
-
Déjà un problème de résolu !1 point
-
Mais, petit Shadok, tu ne m’avais pas dit que tu n’étais qu’en première année, c’est quoi ce cirque. je ne discute jamais avec un première année, il va falloir que tu pompes jour et nuit pour t’en sortir, mais comme tout avantage à ses inconvénient et réciproquement alors la cinquième année est égale à la première année avant qu’elle ne commence ou c’est peut-être le contraire. de toutes façons, les imprimantes plus on s’en sert moins, moins ça a de chance de mal marcher.1 point
-
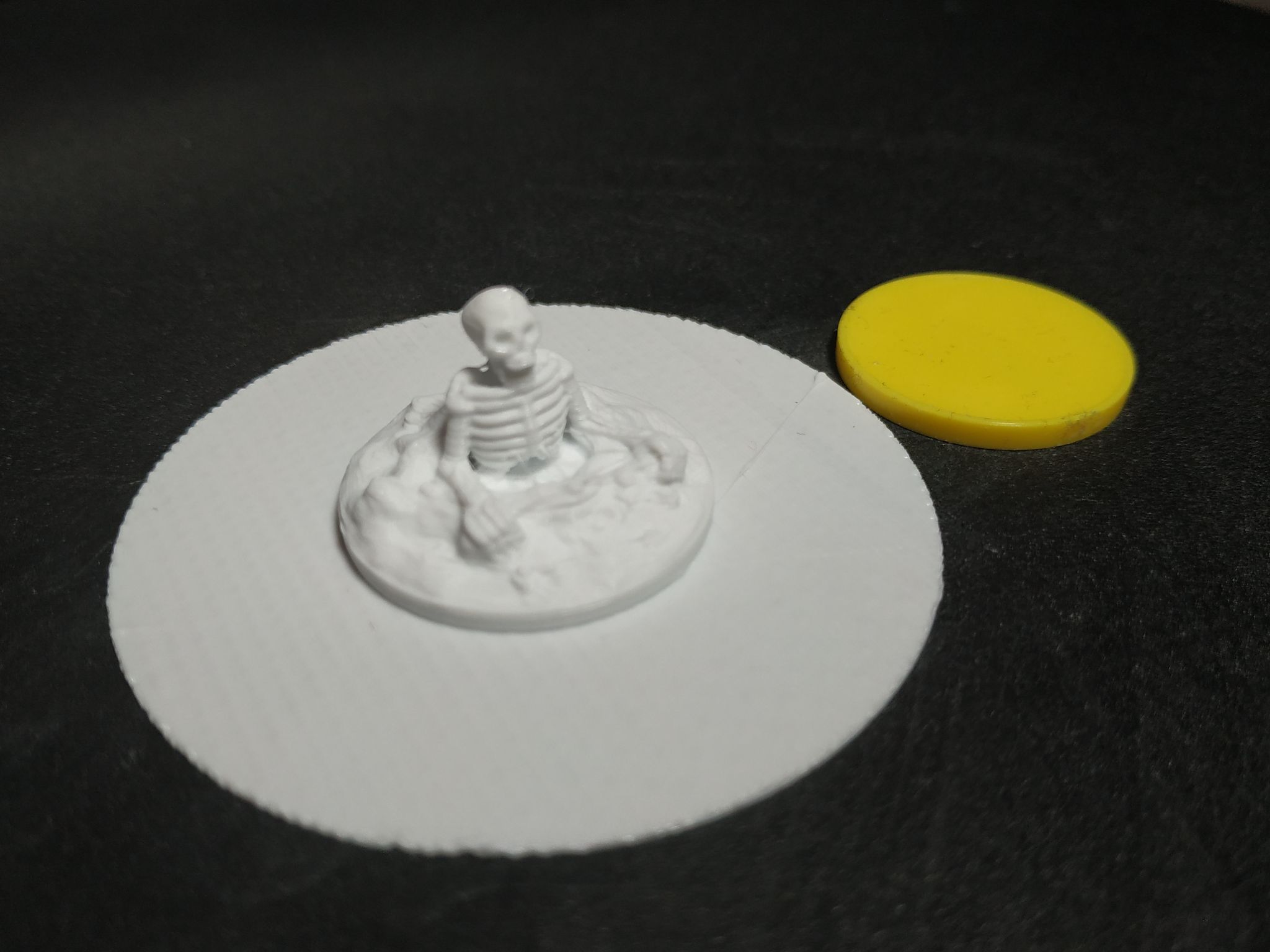
Je joue avec depuis quelques jours, et je suis attentivement les propositions du groupe francophone sur Facebook. J'ai donc fait les 2 modifs suivantes pour résoudre les problèmes de sous extrusions annoncés : 1) J'ai dévissé complètement la vis haute du capteur de filament, dévissé légèrement celle du bas pour pouvoir incliner le capteur. Et fixé le tout en révissant la vis du bas. 2) J'ai changé le idler par une version proposée sur fb. Et finalement, j'ai mis à jour Marlin avec la version proposée sur GitHub dédié à l'artist-d. J'ai également vérifier toutes les connexions électriques et resserrer quelques vis. J'ai eu un problème d'affichage avec un écran brouillé. J'ai décalé l'anti parasite et le problème semble résolu. Voici des photos de mes premiers essais. Soyez indulgents, je n'avais encore jamais utilisé d'imprimante 3D.



 1 point
1 point -
A tu moyen de regarder la carte, il devrais y avoir écris sur la PCB un nom et une version se sera la "clé de recherche" google. @TitouanBa compléter avec des mot clé comme : makerbot replicator 2 motherboard documentation / schematic P.S. : Plutôt éditer son dernier post que de poster plusieurs fois a la suite. sinon un admin va te faire un rappelle a l'ordre. Edit 2 : (la création d'un compte makerbot semble indispensable pour trouver les info. ) Edit : extrait de http://downloads.makerbot.com/replicator2/MakerBot_Replicator2_UserManual_Fr.pdf : Vous trouverez plus d'informations sur les opérations avancées de dépannage et de maintenance sur makerbot.com/support.1 point
-
Merci pour les conseils, j'essayerais ça à l'occasion et je ferais remonter les informations si il y en. Je vais supprimer l'autre post, désolé je commence juste, merci du conseil.1 point
-
Chez moi, je n'ai pas ce problème. Je fais un standby de température à 210°, je change le filament en faisant une purge normale, j'attends bien que tout soit ok, et quand c'est bon, je cliques sur reprise d'impression, et ça repart... Maintenant, si tu mets le filament et que tu cliques sur ok... fatalement ça ne va pas le faire. Pour la bonne chose, il faut modifier ton gcode pour lui indiquer un X Y et Z de stationnement. Peux-tu poster tes paramètres pour "pause at eight"?1 point
-
Hello ! Pour utiliser la d12 avec PS, j'ai simplement pris le profil de la ender 3 en modifiant la taille du plateau...1 point
-
J'ai eu le même problème sur la Wanhao D12. Je pense que c'est la cas de la plus part de ces imprimante graphique à écran tactile, car le contenu à afficher est figé quand on flash l'écran, et si quelque chose n'a pas été prévu dans le firmware de l'ecran, ca ne peut pas être rajouté à la volé, contrairement aux ecran LCD Alphanumérique classique. Pour ma part pour résoudre ce problème j'ai dû renoncer à ce type d'affichage. J'ai recompilé Marlin et j'ai activé le mode d'affichage TFT_COLOR_UI au lieu de TFT_LVGL_UI, et j'en ai profité pour activé le M600, et le tour est joué. Maintenant je peux faire des pause directement sous Cura ou manuellement en rajoutant un M600, et ca fonctionne sujet bien.1 point
-
Salut, La réponse est oui, et c'est ici que ça se passe1 point
-
@Idealnight Too late, c'est fait Si tu veux je peux masquer ta dernière réponse et la mienne car là ce n'est plus vraiment compréhensible1 point
-
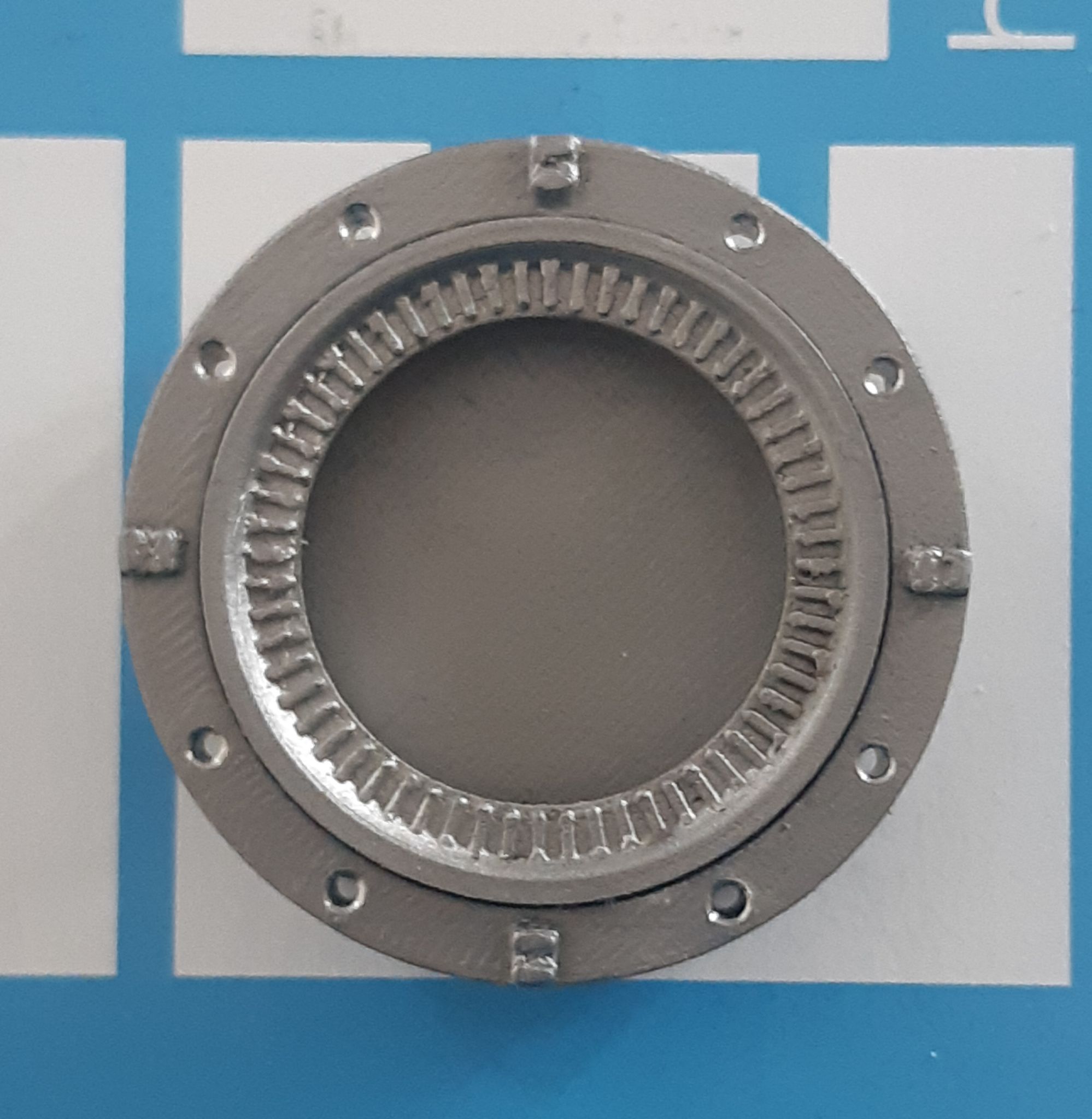
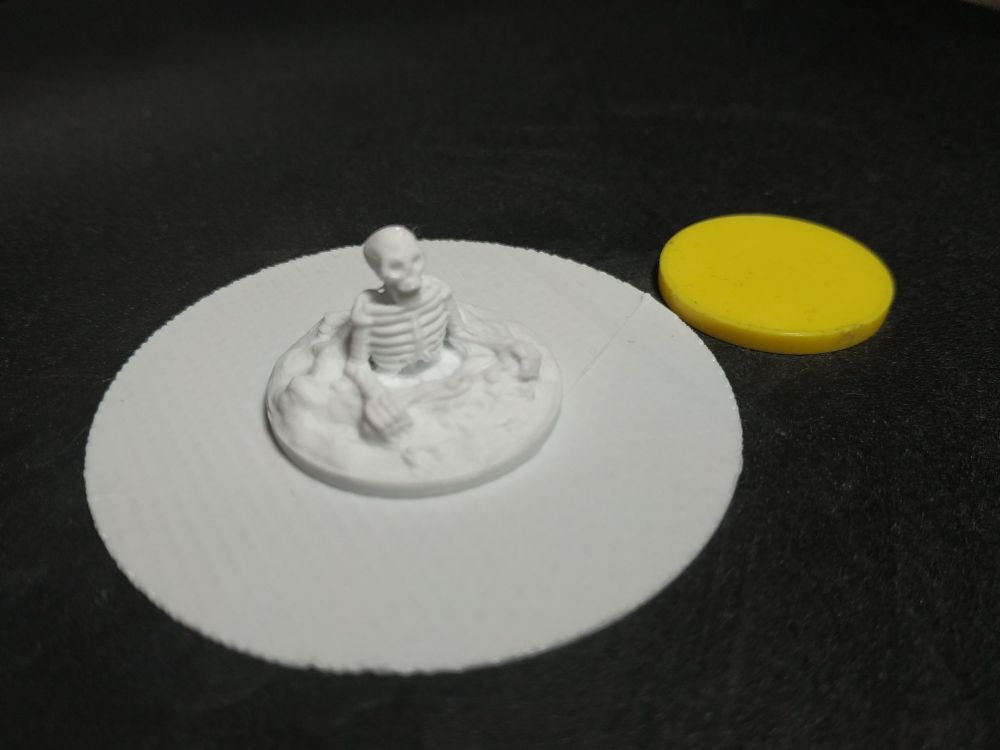
Bonjour, Suite à un projet proto perso j'ai usiné les pièces en INOX imprimées par SCUPLTEO : opérations d'usinages pour des perçages, taraudages et alésages. je devais respecter des cotes bien précises à 6/100 de mm en assemblage. Challenge réussi avec beaucoup de précautions et de savoir faire ! La matière est très dure même comportement que le même métal issu dans lopin de barre traditionnel. Il faut surtout les bonnes vitesses de coupe avec du lubrifiant spécifique. Quand tous les paramètres sont corrects les copeaux sont comme des fils d'argents. L'état de surface est très bon Ra de 0.8 acceptable même pour des surfaces au contact des joints toriques. Conclusion : c'est exceptionnel l’impression 3D INOX c'est une bonne solution pour les industries du médical, de l’automobile, de l’aérospatiale, afin de créer des prototypes fonctionnels, ou la production en séries. si vous êtes curieux c'est ici les explications du fabricant sclupteo IMPRESSION 3D CI-JOINT une pièce en Inox 8 perçages... a+
 1 point
1 point -
220° pour du pla ça me paraît chaud tu devrais essayer à 200° et changer par pas de 5° Donc commençons par le commencement : * Est-ce que tu as réglé ton plateau correctement et à chaud (tête à 200 et plateau à 50) ? * Est-ce que ton plateau est propre lors des différents réglages il y a forcément des traces de doigts et ce n'est pas compatible avec l'impression - Grand nettoyage : Eau chaude savonneuse (et plateau chaud si possible) - Nettoyage courant : Alcool isopropylique à 99.9 (IPA)1 point
-
Sur ce forum, comme sur la plupart des fora, il est mal vu et rarement toléré de faire du multipost (plusieurs posts à la suite sans réponse d'autres intervenants). J'ai donc regroupé tes deux interventions précédentes en une seule. En haut de chaque post, se trouve un bouton « … ». Quand on clique dessus, un menu déroulant apparait dans lequel se trouve l'option ÉDITER. Cette option comme son nom l'indique, permet de modifier, corriger, compléter son propos durant une période de 12 heures après parution. En tant que débutant, tu ne le savais peut-être pas. Désormais tu es au courant et je te demande donc de l'utiliser . Merci d'avance
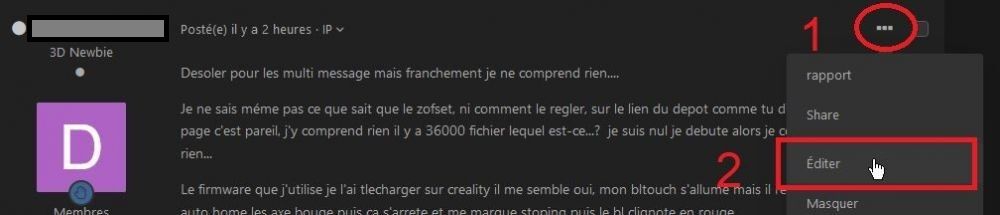 1 point
1 point -
Salut, il y a deux petites visses pour fixer le heatbreak on dirait que tu ne les a pas serrées.1 point
-
Salut, A ma connaissance, les vitesses sont données en mm/min. Donc F100 = 100mm/min = 1.67mm/s. Déjà qu'avec un F300, il trouvait ça lent, alors là... Tu pourrais commencer avec un G1 Y290 F2000 De plus, si tu ne veux pas emplafonner dans la butée Y, supprime le G91! Ton GCode de fin devrait plutôt ressembler à ça: M104 T0 S0; M104 T1 S0; M140 S0; G92 E1; G1 E-1 F300; G1 Y290 F2000 ; J'ai mis 290 (300-10) étant donné que mon imprimante est une 12/300 M84 ;1 point
-
Bonjour @bertin Ma première idée ai que le model n'est pas créer(ou exporter en .stl) a la bonne échelle. Souvent lors de la création d'un projet dans un modeleur 3D, il faut choisir une unité d'échelle (mètre ou millimétré ...) Après il reste la possibilité sous le trancheur, avant "Découpage" de transformer la taille de l'objet ... Bonne continuation. P.S. La section "présentation" ne semble pas être la bonne section pour cette question, un admin. va surement déplacer se sujet.1 point
-
Il suffit de modifier le gcode de fin et donner "une consigne" à l'imprimante de positionner le plateau vers l'avant. Fourni moi le gcode de fin dans les paramètres de ton slicer... et je te donnerai une version avec le plateau vers l'avant à la fin des impressions. PS : Il suffit d'ajouter une ligne G1 Y220 ; move Y to front, juste après la ligne G28 X0 Y0. Et ainsi ton plateau finira vers l'avant. Mais il y a différente manière de modifier cela, comme en insérant un "home en position relatif" (avec un G91 ; Relative position), et cela permet de supprimer la ligne G28 X0 Y0.1 point
-
Bonjour @TitouanB Rechercher la documentation constructeur de la carte pourrais te donner la signification des "bip" que fait la carte. Sinon, tous débrancher de la carte mère, sauf l'alimentation (Comme avec un vieux PC assemblé qui bug, prend des photos avant pour t'y retrouver plus tard), puis tester de rallumer, en rebranchant un a un les éléments peut-être un moyen de déterminer se qui cause problème. Enfin tenter une connexion USB depuis un PC sous un logiciel comme Repetier Host, Pronterface, Cura ou autre de se genre pourrais, si tu arrive a ouvrir une connexion a l'imprimante, te permettre de tester cette carte. Espérant donner de bonne pistes, bonne journée. P.S. Avoir créer deux topic identique, (même si le dernier ai dans la bonne section) te vaudra une remarque des admin, quand il ferons le ménage, donc toujours bien prendre sont temps pour vérifier avant de créer un topic.1 point
-
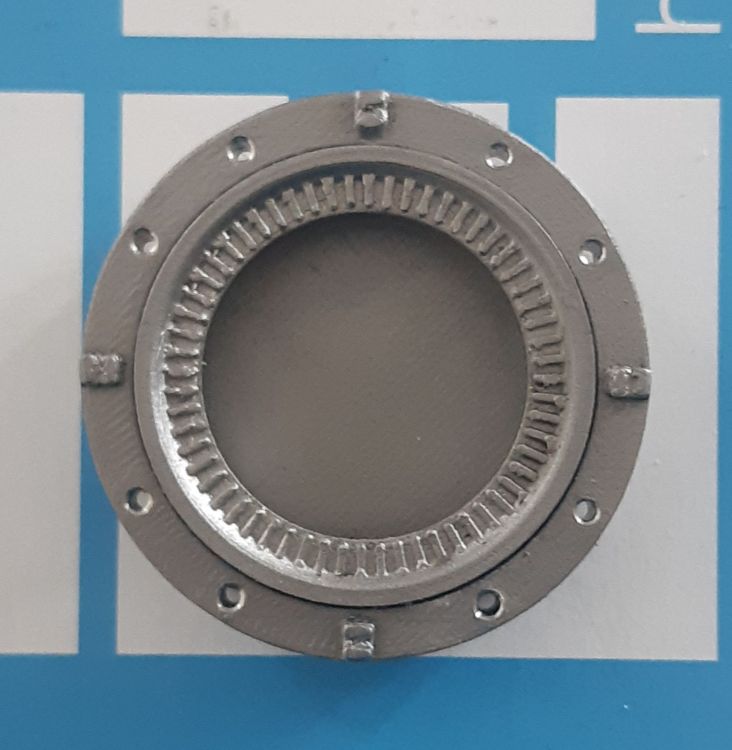
@Lizzy77 Pour jouer sur le parallélisme de l'axe X par rapport à la structure sachant que A et B doivent avoir la même mesure, tu peux le faire ainsi en dévissant les vis qui ont un peu de jeu pour descendre ou monter le triangle métallique (du côté sans moteur rien a démonter mais du côté moteur il faut sortir l'axe) :
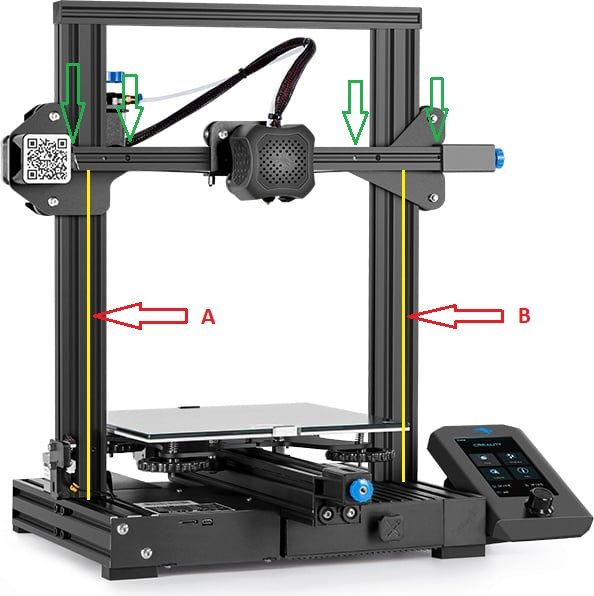 1 point
1 point -
Hello all ! Rapide intro : 50 balais depuis janvier 2021 je me lance dans le bouzin à base de PLA fondu ! Il n'est jamais trop tard ... pour quoi que ce soit ! Humour et second degré total, c'est un peu ma marque de fabrique à priori ... et heureusement parce que de nos jours il en faut pas mal pour résister à l'ambiance pour le moins relou. Bref, j'arrive avec mon ENDER 3 V2, et grâce à ce forum j'ai pu trouver quelques infos vraiment pertinentes et donc d'une aide précieuse, rien que pour ça, MERCI aux gens qui le gèrent, et bon courage aussi, on sait combien de taf ça peut parfois représenter !! Donc longue vie à ce forum !! .... et YALA c'est parti !!!!! \m/ Cordialement, Lizzy77.1 point
-
une vidéo de démonstration faite par le fabricant du produit, c’est une pub, sauf si tu estimes qu’il a fait cette vidéo dans le but de te rendre service. Lorsqu’une personne ouvre un sujet sur un forum en expliquant son besoin, c’est pour avoir des avis d’autres personnes. Effectivement tu t’es trompé sur le principe d’un forum et son intérêt, je pensais que tu étais capable de comprendre cela tout seul, donc comme toi je me suis trompé (ainsi nous sommes deux à surestimer un intervenant)1 point
-
Perso on m'a livrer deux buses de 0.2 j'ai mis tu temps a le voir quand même1 point
-
Je t'avoue que mes connaissances marlin ne sont pas excellentes, mais je ne trouve pas de M600 sur ma lk4 pro, et le M2600 fonctionne bien... donc, à moins de flasher le marlin, je vais rester comme ça. Je suis néanmoins preneur de toute astuce se rapprochant de cette méthode.1 point
-
Salut, concernant le plateau de 235 mais renseigné à 220, on peut trouver des explications du coté de l'Ender 3 qui a les mêmes caractéristiques de plateau (cf article). Cette différence s'explique surtout par la conception et tolerance de fabrication (pas de reglage physique endstop X par exemple). On peut gratter jusqu'à 230, mais 2.5mm de part et d'autre du plateau, ça ne fait pas une grande marge...mais pourquoi pas si ça peut sauver un coup1 point
-
j'ai imprimer en 0.12 le cube avec une buse 0.4 je print pratiquement que comme ca je suis assez pointu sur la qualité j'aime pas trop les trucs mal fait ahah et t'inquiète pas pour ton print il est pas mal j'ai vu des truc bien pire!! ahah1 point
-
Je vient de valider le M600 et recompiler Marlin et ca fonctionne bien le changement de filament sous Cura, c'est hyper simple comme ca. Par contre, je précise pour ceux qui ont la D12 comme moi, que j'ai du renoncé à mon affichage type graphique pour passer sur un affichage plus classique type LCD pour pouvoir valider les différentes étapes du changement de filament, mais aucun regret Avant cela , j'ai toujours galéré au changement de filament, maintenant c'est un jeu d'enfant1 point
-
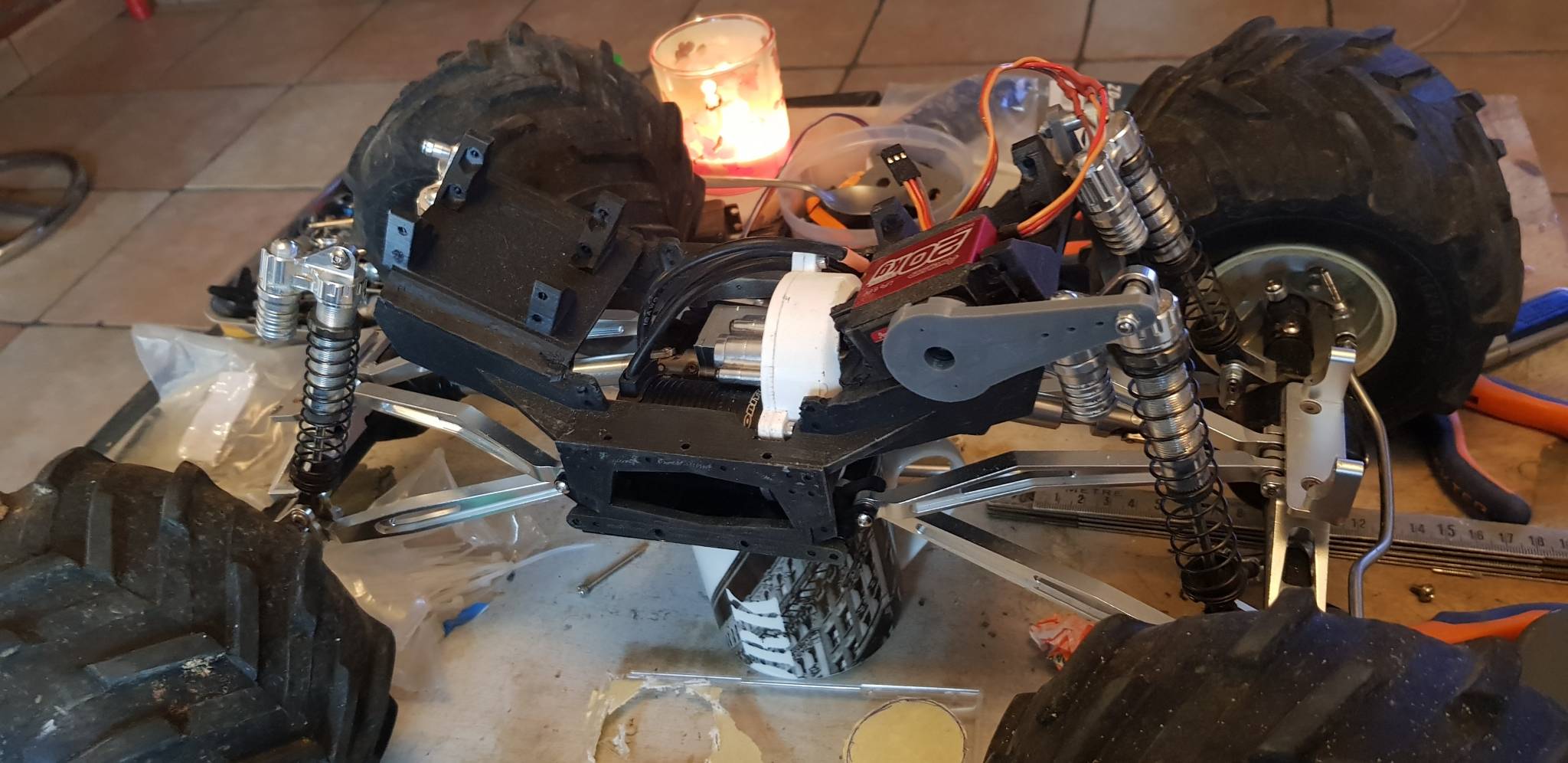
Bonjour @papygeek92140 oui il est possible d'imprimer du PETG c'est mon filament préféré, j'utilise toujours du filament de Arianeplast c'est pour moi le plus performant ! J'ai utilisé comme couleurs Noir, Blanc, Argent, aluminium ils sont tous performants. Température 220 -230 selon la nature de la pièce BED 65-70° réduire la ventilation à 30-40% vitesse 40à 50 mm/s selon la dimension de la pièce. rétraction 2.5mm vitesse 35-40 mm/s Adhérence 3DLAC de préférence ou une laque forte pour les cheveux; bien dégraisser la surface du bed (alcool à bruler) Qualité du PETG produit alimentaire, très bonne résistance mécanique, moins résilient que le PLA, bonne tenue des vis pour un assemblage, résistance extérieure aux intempéries satisfaisante. Il faut un peu l'habitude pour régler le Slicer pour évider des fils d'ange; c'est le seul inconvénient quand la température, vitesse d'impression et rétraction ne sont pas en corrélation ! Il faut une bonne pratique et les essais sont très satisfaisant au filing... J'ai utilisé à 80% le PETG pour le chassis et éléments mécaniques pour mon 4X4 LANDY Land Rover LANDY 4x4 a+1 point
-
Bonjour, Quelque photo de la sonde que je fabrique, Capteur DHT22, (Température et Humidité de l'air ) avec boitier fait à l'imprimante 3D. trou légèrement ovale en dessous pour la circulation de l'air et perçage sur le dessus, pour le capteur Alim 9V avec régulateur 7805 alim 9V pour l’émetteur = plus de portée ! le reste en 5V. Développement sur Arduino et finalisation sur Attiny 85 Le code que j'ai écris et dispo pour qui le souhaite ! La Sonde est compatible avec certaine station météo Oregon Scientific mais surtout reçue par un RFXCOM qui lui est connectée à bon nombre de Box Domotique Je suis occupé a imprimé un boitier stevenson pour l’extérieure ( protection intempérie et évité l'exposition directe du capteur au UV. ) DomoTX, Stef...






 1 point
1 point -
Et la vidéo du chassi pour le rover ..... dynamique ....je suis en tein de voir pour y mettre un accéléromètre et un gyro ...ça c une autre histoire .....1 point
-
Vidéo du jet boat ..... là il tourne en 3s..... depuis je suis passer en 6s.1 point
-
Mon rover ...en court de modif.Sur base axial wraith ... et un chassi dynamique est intégrés à la carrosserie..


 1 point
1 point -
Suite jet boat.

 1 point
1 point -
Bonjour à tous, Mon bateau a été mis à l'eau, et il s'est très bien comporté, c'est le top. Je vais essayer de mettre une vidéo, mais là c'est pas gagné.

 1 point
1 point -
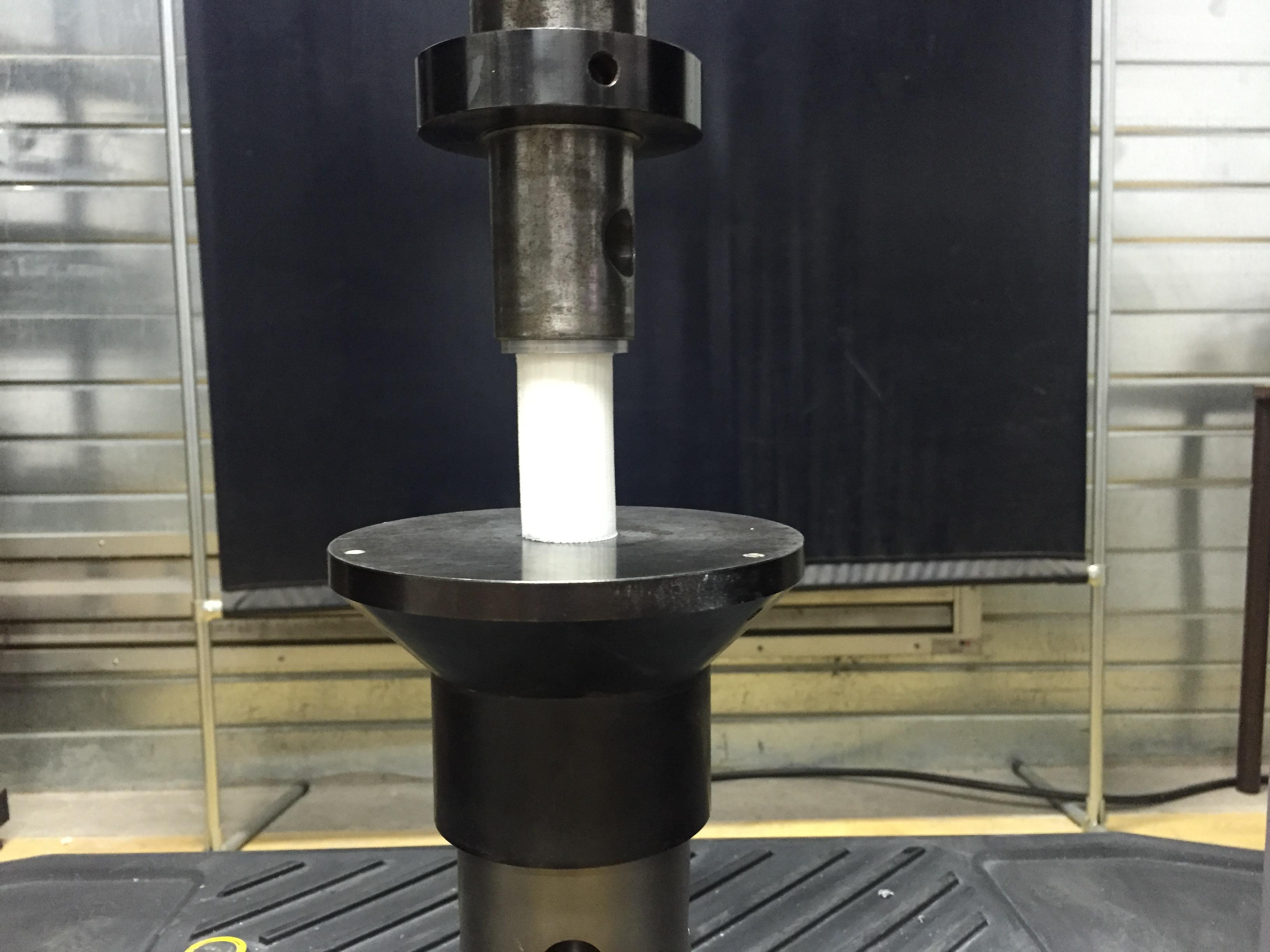
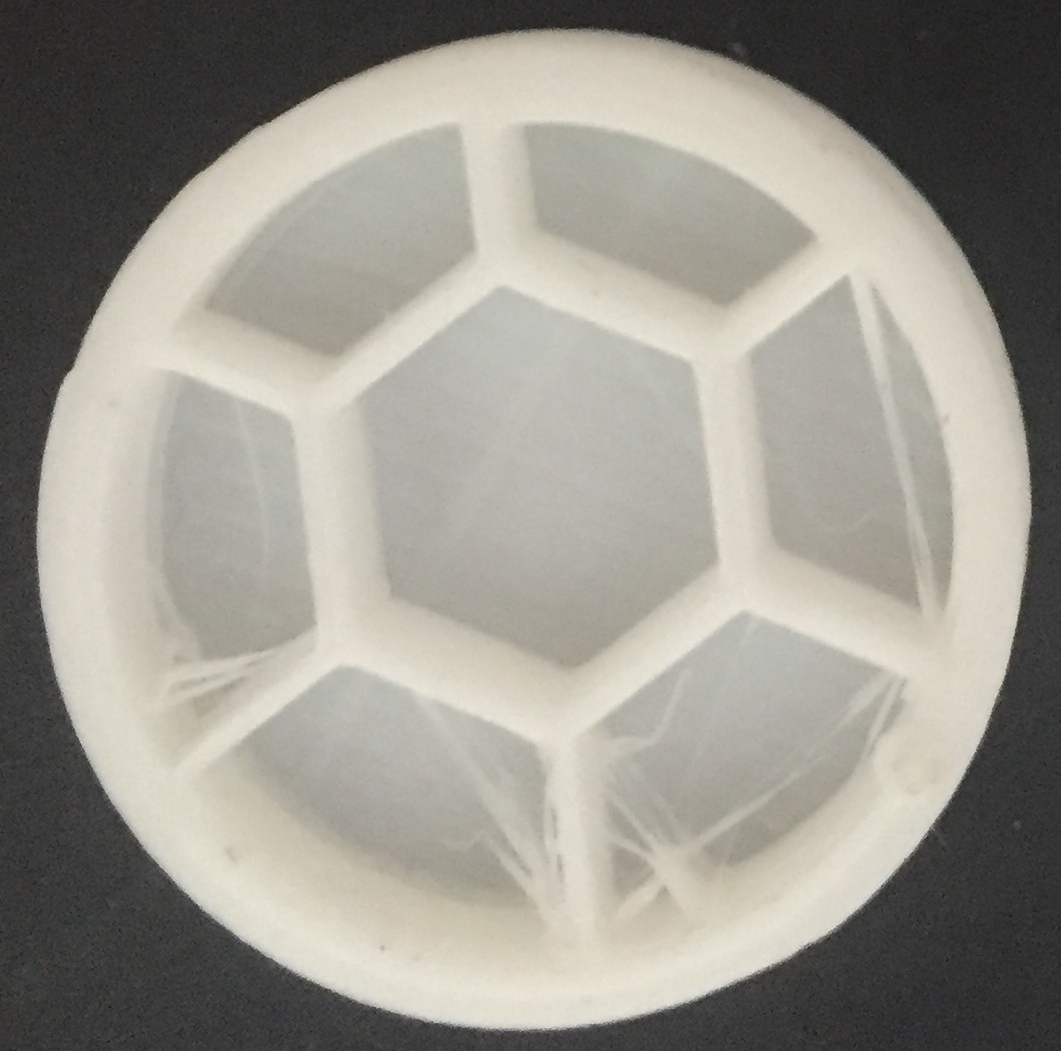
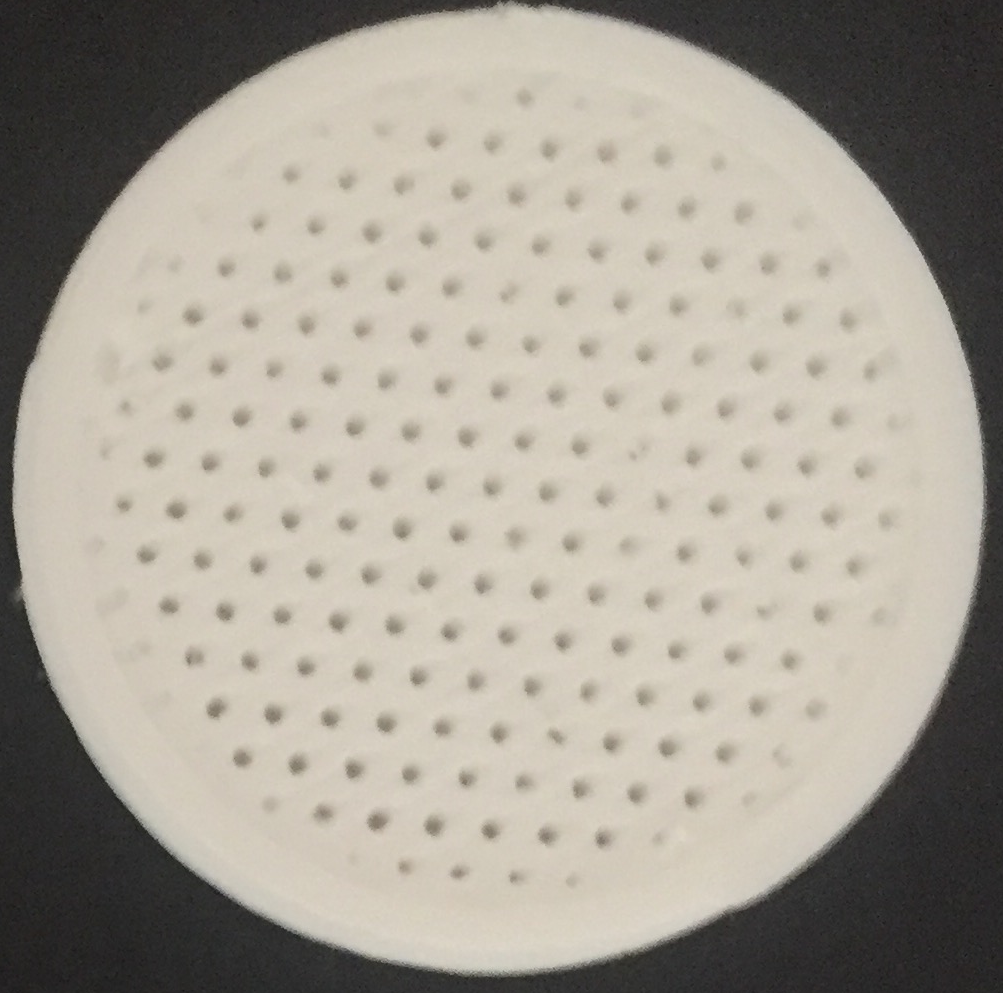
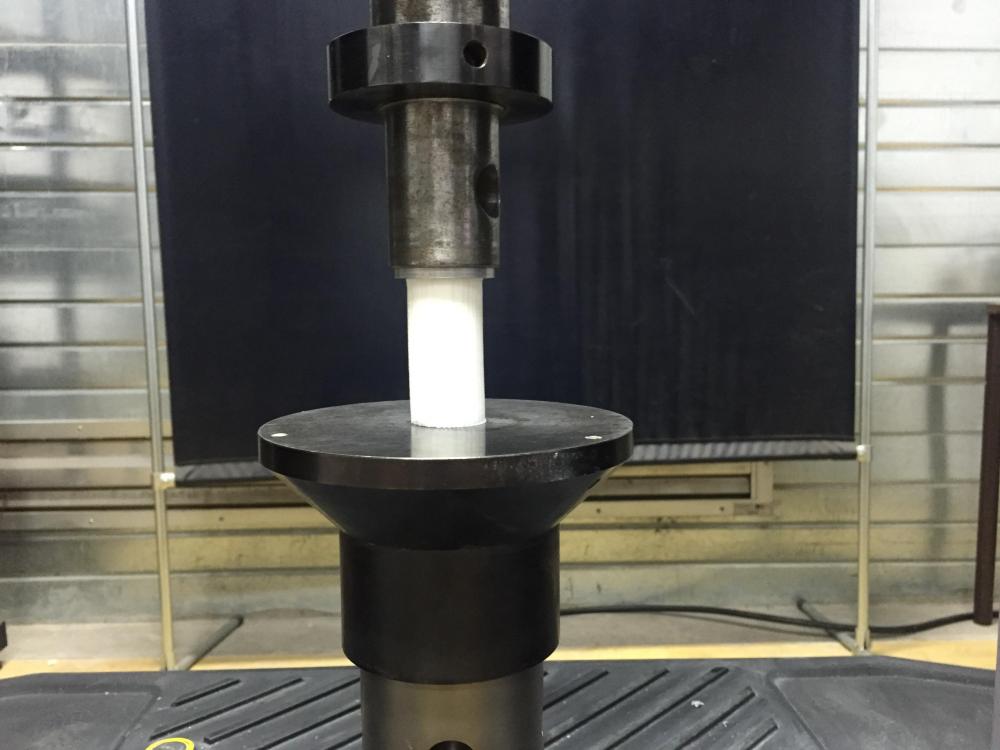
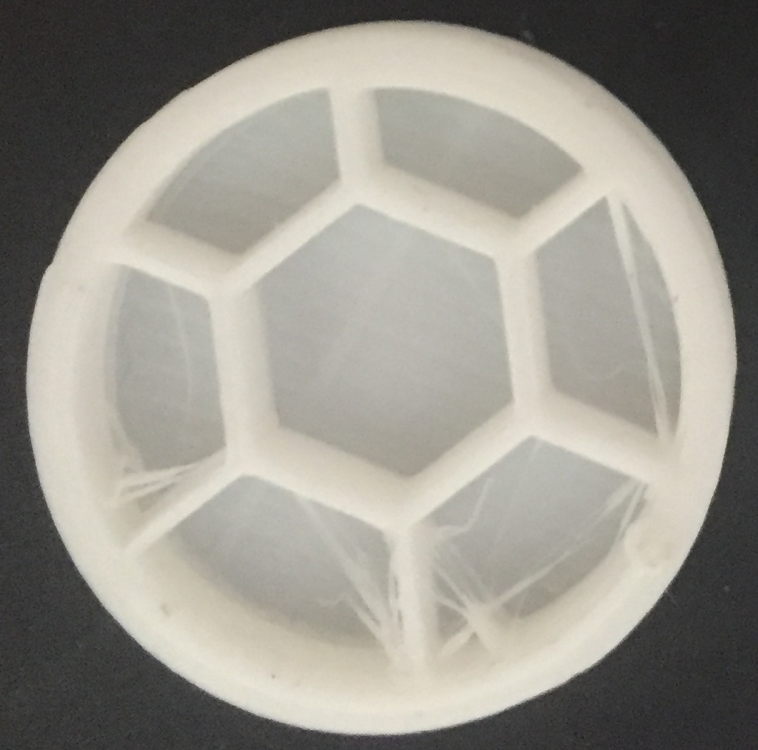
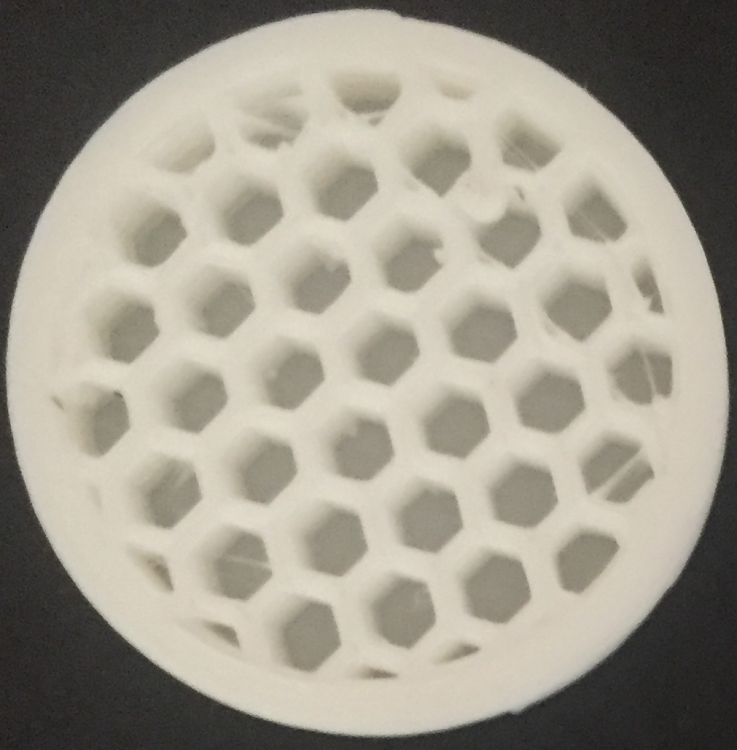
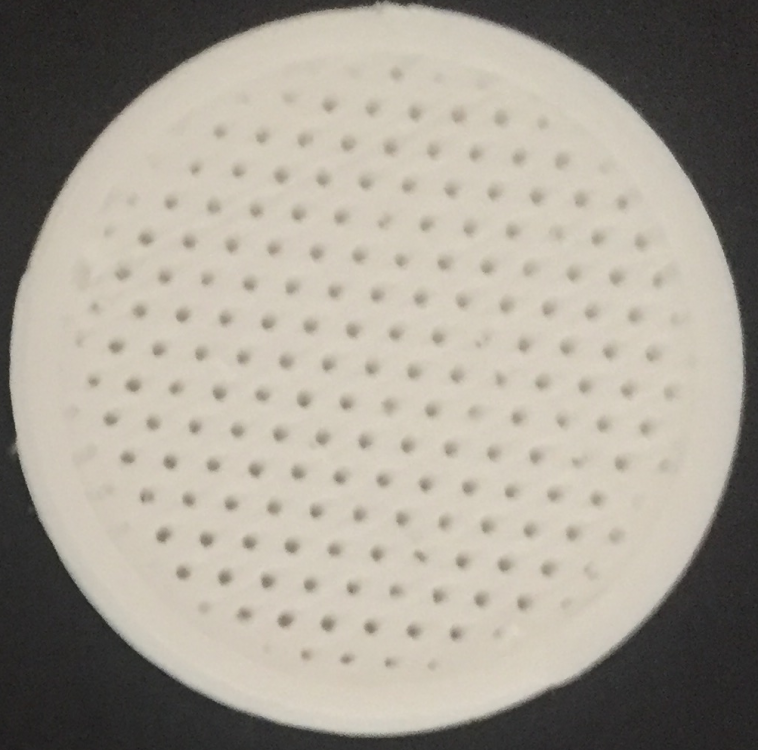
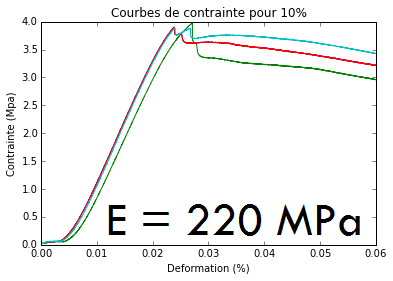
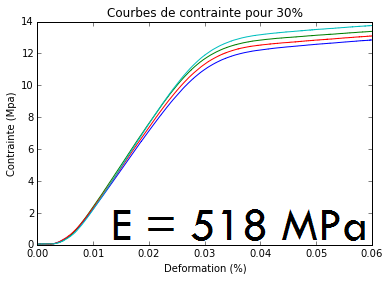
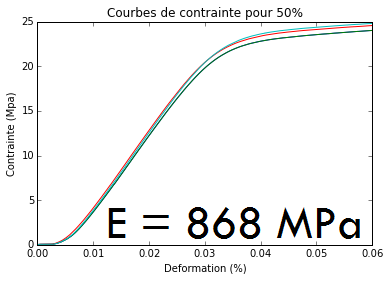
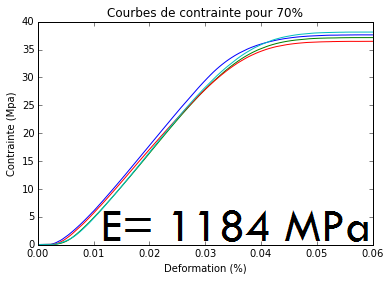
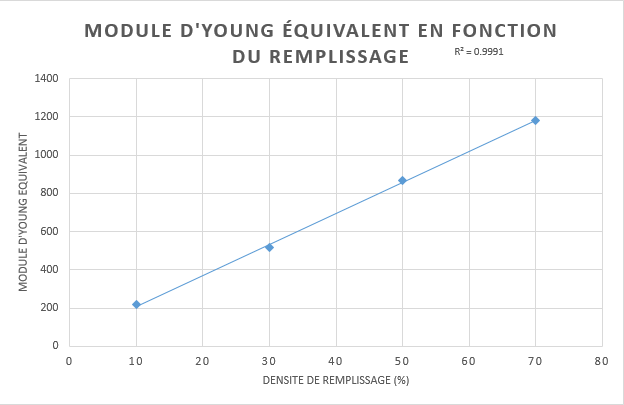
Bonjour, dans le cadre de mes études j'ai décider de réaliser des compression d'éprouvettes de PLA imprimées en 3D pour savoir s'il y avait un taux de remplissage privilégié. J'ai voulue vous partager mes résultats, le sujet est un peu long mais j'espère qui vous intéressera . Pour réaliser cette expérience je suis allé dans un laboratoire de recherche sur les matériaux : Le but était de déterminer s'il y avait un taux de remplissage limite au-delà duquel il n'était pas rentable de remplir plus les pièces imprimées. Pour ça, comme j'avais pas forcément énormément de temps sur la machine, j'ai testé 4 taux de remplissage différent à partir d'une géométrie hexagonale : 10% / 30% / 50% / 70% (coupe transversale) Comme on peut le voir sur les coupes, l'échantillon a 10% n'a pas beaucoup de contact avec la surface latérale (périphérie) et cela se traduit qualitativement par une rupture non linéaire de cette surface latérale assez rapidement et une perte total des propriétées mécanique après rupture. Tandis que pour les autres taux de remplissage (30% , 50% et 70%) , la surface latérale reste intact même après rupture et donc toutes la matière interne se condense / se tasse à l'interieur de l'éprouvette, subissant une déformation uniquement selon la hauteur. Le diamètre de l'éprouvette reste inchangé. ==> on a une conservation des propriétées mécanique même après rupture. Cela se confirme par les courbes ci-dessous, avec le module d'Young (E) déterminé par un calcul de pente lors de la première phase de contrainte, la phase d'élasticité. courbes de contrainte (1courbe = 1 éhantillon) Que nous disent les courbes ? cela confirme nos observations qualitative. En effet, les courbes pour 30,50 et 70% on exactement la même allure, seul leur pente et donc leur module d'Young diffère. On remarque pour ces courbes que, après rupture de la courbe (donc de nos échantillons), on conserve une pente croissante qui confirme également une conservation des propriétées mécaniques après rupture, puisque cela montre que l'échantillon montre encore une résistance face à la machine. Les observations pour 10% sont également confirmé par ces courbes puisque l'ont voit que les courbes font un peu chacune leur vie après une chute nette de contrainte ce qui montre la perte des propriétées mécaniques. Les courbes nous révèle en plus l'aspect aléatoire de la rupture pour les échantillons à 10% puisque l'on peut voir le point de rupture se fait jamais au même point de déformation alors que pour les autre taux de remplissage, les courbes sont très similaire. Pour l'anecdote, le technicien du laboratoire m'a confirmé n'avoir jamais vu des courbes aussi rapproché pour différent échantillons. On a donc une régularité des propriétées mécanique à partir de 30%, alors que pour 10%, la résistance est incertaine, et on aime pas vraiment ça ! Que révèle alors le module d'Young noté E sur les courbes ? En physique, le module d'Young est déterminer par une relation de proportionalité, appelé loi de Hooke : où : est la contrainte, exprimé en MegaPascal (MPa) , c'est à dire la force appliqué à l'échantillon par rapport à sa surface. (rapport Force / Surface) est la déformation, exprimé en %, rapport de la différence de hauteur engendré par l'expérience sur la hauteur initiale () est le module d'Young, exprimé en MegaPascal (MPa) est une grandeur caractéristique des matériaux / échantillon testé. Comme le module d'Young n'est pas forcément très parlant à tout le monde, je vais vous donner un équivalent du poids nécessaire qu'il aurait fallu pour arriver à une rupture : 10% : 290 kg 30% : 940 kg 50% : 1670 kg 70% : 2600 kg Si je vous donnais l'équivalent en twingo, votre première remarque serait : Merde, c'est que du plastique ! Vous vous souvenez du but de l'expérience ? On voulait déterminer s'il y avait un taux de remplissage au-delà duquel il était pas rentable de remplir plus, il faut donc tracer là courbe qui exprime le module d'Young en fonction du taux de remplissage, à partir des 4 valeur que l'on à ici et essayer de voir si on peut remarquer si la courbe admet une rupture de pente notable. Et bien il se trouve que l'on obtient une courbe parfaitement linéaire, on peut supposer que l'on obtiendra éventuellement une rupture de pente au delà de 70% mais bon, 70% c'est déjà beaucoup. Donc quelles sont les conclusion de tout ça ? Au final, 10% est à proscrire ( si la pièce est soumise à une contrainte de compression plus ou moins importante, au quotidien pour des pièces quelconque, 10% peut amplement suffir) puisque on arrive à une rupture qui détruit totalement la pièce. On peut alors recommander 30% pour avoir des propriétées mécaniques régulière et qui peut encaisser une déformation sans forcément détruire le système. En revanche, sauf nécessité mécanique, il n'est pas nécessaire d'aller au delà, vous connaisez tous les contraintes en terme de temps d'impression et de coût en matière que cela engendre de monter à 50 ou 70% Cependant, il aurait été intéressant de réaliser de nouveau test entre 10% et 30% pour voir jusqu'où on pouvait descendre pour obtenir des résultats similaire. J'ai fait une machine pour des essaie de compression pour d'autres expériences lié à ces travaux, j'essaierais de le faire si j'ai du temps à perdre cet été . Voilà, j'espère que cela aura été intéressant, encore une fois je précise que les résultats obtenue sont par rapport à des pièces qui serait soumise à des contraintes, je ne dis pas qu'il faut bannir le remplissage à 10% pour tout type d'impression.




 1 point
1 point -
J'ai changé mon script de démarrage pour que la purge de l'extrudeur démarre à l'endroit où l'ABL s'arrête. Il est également plus long pour bien purger / nettoyer la buse M140 S[bed0_temperature] ; Set bed temp and do not wait - preheat M104 S150; Set extruder and do not wait - preheat G28 ; home all axes G29; ABL M190 S[bed0_temperature] ; Set bed temp and wait to be reached G1 Z25 F3000 ; move z up little to permit manual extruder cleaning M109 S[extruder0_temperature] ; Set extruder temp and wait to be reached M117 Purge extruder G92 E0 ; reset extruder ;ABL END AT X:291.00 Y:310.00 Z:17.83 E:0.00 Count X:23315 Y:24838 Z:7130 G1 X298.5 Y290 Z0.3 F5000.0 ; move to start-line position G1 X298.5 Y110.0 Z0.3 F1500.0 E15 ; draw 1st line G1 X298 Y110.0 Z0.3 F5000.0 ; move to side a little G1 X298 Y250 Z0.3 F1500.0 E30 ; draw 2nd line G1 X297.5 Y250 Z0.3 F5000.0 ; move to side a little G1 X297.5 Y100 Z0.3 F1500.0 E30 ; draw 2nd line ; G1 E27 F3000 ; retract filament 3mm G92 E0 ; reset extruder ; done purging extruder G1 Z1.0 F3000 ; move z up little to prevent scratching of surface M117 Sweetness is Happening!1 point
-
bonjour, c'est bon. c'est bien à cause des caractères spéciaux. il est bien dans le fichier racine. j'ai du le renommer. Merci à tous.1 point
-
un avis concret, c’est quand on parle d’une imprimante concrète pour le reste, si je poste, c’est déjà un avis, comme lors d’un vote, quand tu lèves la main, sans rien dire de plus …0 points
.thumb.jpg.8e4f3c7962529d5b54999ca8667a07c0.jpg)