Classement




Contenu populaire
Contenu avec la plus haute réputation dans 28/08/2021 Dans tous les contenus
-
Bonjour @icare voici des nouvelles de mon atelier, voici le premier test de la mécanique. Tout se passe rien les deux ponts réducteurs fonctionne très bien.Le moteur 24v est juste placé en attendant le moteur d'origine ! test dynamique des ponts2 points
-
C'est une bonne nouvelle . Cet extrudeur en plastique est une plaie on y passe tous un jour ou l'autre a le changer ^^.1 point
-
Pour PPAC J'avais chargé le Cura disponible sur le net mais le gcode est vraiment réduit à sa plus simple expression. Y a t-il un bug là dedans? Je n'en sais fichtre rien.1 point
-
Oui oui le couple de la buse en effet.1 point
-
J'avais l'oreille qui sifflait je sais pourquoi mdr . Le premier liens il s'agit du modèle que j'utilise et qui va très bien mais le second est sorti début d'été et va aussi bien. D'un côté tu as côté buse en Cuivre liaison en titane et côté heatsink en cuivre, sur le second tu côté buse en titane, puis liaison et part heatsink en cuivre, sur l'efficacité cela semble équivalent. Mais j'aurais tendance a dire que la seconde version a peux être moin de rique de s'endommagé si le couple de serrage est trop elevé (entre 1.8nm et 2.5nm sur les Artillery de mémoire). Donc pour faire simple les 2 iront bien.1 point
-
Comme il n'y a pas de révision, de changement d'huile ni de bougies, l’intérêt de connaitre le nombre d'heures de prod est en réalité assez limité. Il n'y a aucune pièce à changer régulièrement, les PTFE et les buses sont d'origine avec des milliers d'heures de fonctionnement sur mes bécanes. J'ai acheté des pièces de rechange pour les MK3S et les Mini, ils sont toujours dans un tiroir (au cas ou). Donc si tu fais une moyenne en regardant dans le Slicer, tu auras une bonne idée du temps.1 point
-
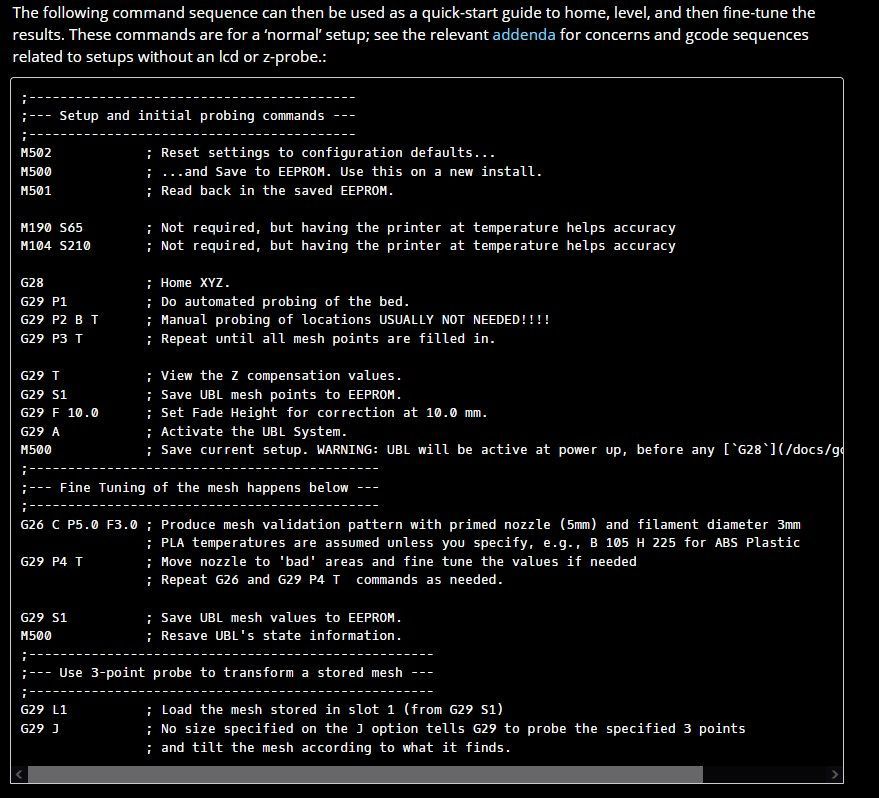
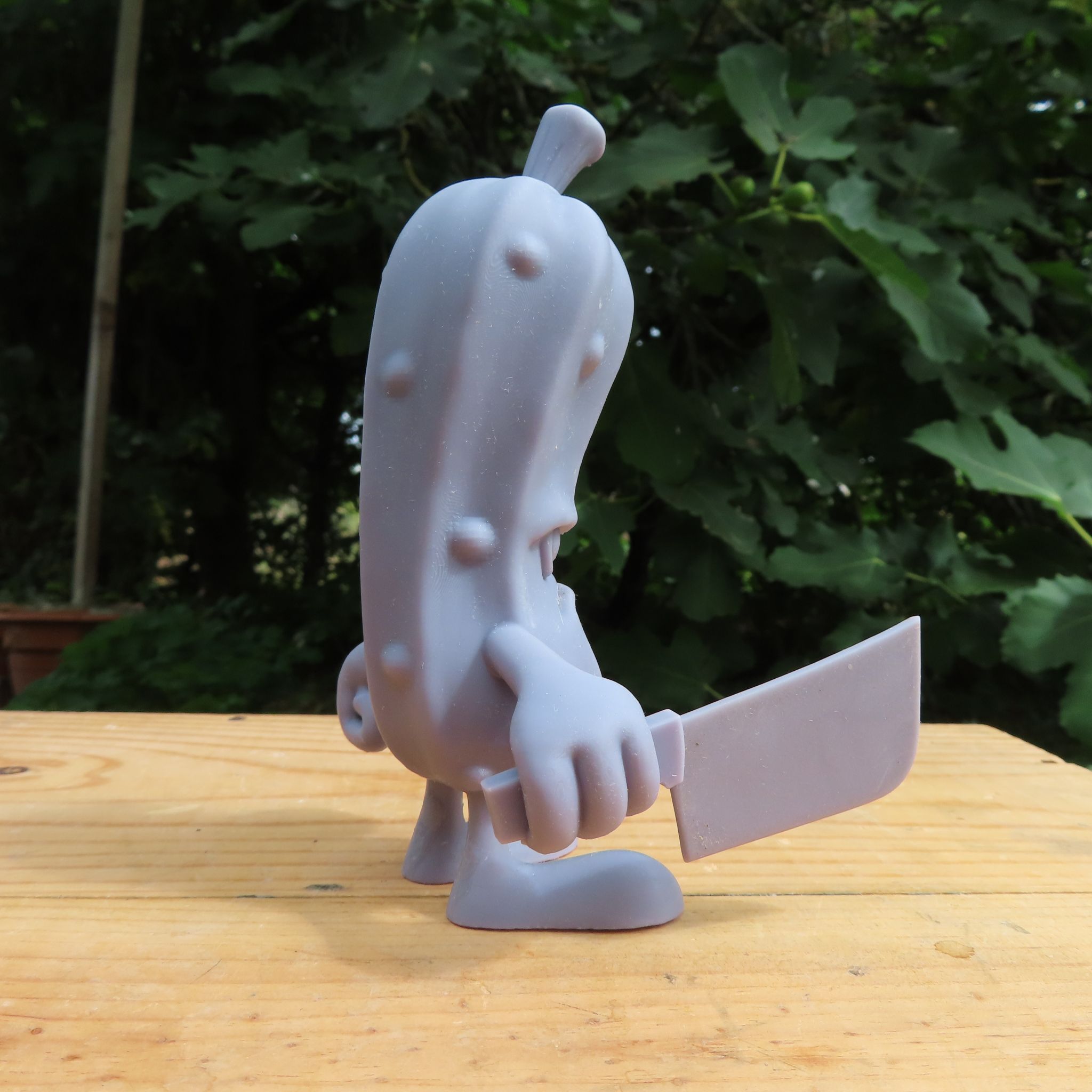
Actuellement, le maillage n'est ni utilisé ni pris en compte (M420 S0 et le premier «slot» (0) qui devrait contenir un maillage n'en a aucun). As-tu effectué la séquence préconisée pour effectuer le nivelage / maillage du plateau (lien donné plus haut que je remets ici) ? Extrait du lien : L'UBL n'est pas la méthode la plus courante ni la plus facile quand / si on débute dans le monde de l'ABL (AutoBedLeveling) Les vidéos de Chris's basement sont de très bonnes vidéos (dans de nombreux domaines).
 1 point
1 point -
j'évalue à plus de 80 heures d'impression ! mais c'est relatif car j'utilise deux imprimantes donc les temps sont divisés en théorie par deux1 point
-
Il y avait plus simple : On peut régler ces paramètres dans les onglets "extrudeur gauche" et "extrudeur droite" en bas à droite; Mais c'était formateur1 point
-
Merci pour ton aide mais finalement, à force d'insister, je pense avoir trouvé la solution. Le kit que j'ai acheté fonctionne et pour le montage des ventilos, j'avais imprimé une cage comme celle que nécessite le BIQU H2. Donc je l'ai monté et c'est beaucoup mieux. Référence pour cette cage SATSANA : https://www.thingiverse.com/thing:4720050 Je suis en train d'imprimer un objet de test pour le flex : j'ai peut-être un peu de sous extrusion mais ça marche. Les engrenages de l'extrudeur ont un diamètre beaucoup plus petit que la roue de l'extrudeur classique : je pense donc qu'il va falloir que je règle les steps de l'extrudeur en conséquence. Je vous tiens au courant mais si ça marche je m'en sors pour pas cher...1 point
-
@PPAC Je pense que @DaFunkRobotparle de son extrudeur à entrainement double et pas de deux extrudeurs, impossibles à gérer avec les cartes Creality v4.2.{2|7} . Le pas de cet extrudeur (un BMG sans réduction) est aux alentours de 140. Sans aucune installation de logiciel complémentaire (même si c'est bien d'avoir Pronterface ou similaire) ou modification via l'écran, un simple fichier Gcode à «imprimer» permet de faire la modification des pas de l'extrudeur et d'enregistrer celle-ci : M92 E140 ; modification du nnb de pas de l'extrudeur pour un BMG sans réduction M500 ; enregistrer ce paramètre dans l'EEPROM M501 ; prendre en compte ce nouveau paramètre afin de l'utiliser M117 Tada, enregistrement du nouveau pas Extrudeur ; afficher un zoli msg sur l'écran LCD Enregistrer la suite de commandes dans un fichier nommé, par exemple, «modification-du-pas-de-l-extrudeur-pour-correspondre-a-celui-installe-sur-ma-machine-a-moi-qu-elle-me-sied-parfaitement.gcode» sur la carte SD Lancer «l'impression» de ce fichier via la carte SD. Pour l'écran tactile, bah, vu le nombre qui ont essayé et ont rencontré des difficultés, je ne m'aventurerai pas à tenter d'aider à son installation.1 point
-
@J-Philippea créé un site dédié aux Artillery plutôt complet. Ses pages concernant le(s) firmware(s) ( ici et là ) me semblent exhaustives, rédigées dans un français plus que correct. Leur lecture, si tu ne l'as pas encore fait, abonde de détails.1 point
-
Tu utilises l'UBL comme méthode de nivelage du plateau donc normalement tu ne devrais pas avoir besoin de ton M420 S dans ton Gcode de départ, il est préférable d'utiliser un G29 A (pour l'activer). Il est possible également que le contenu de l'EEPROM soit corrompu, le rappel du maillage via ton G29 L0 est en ce cas «inefficace». Si tu as enregistré en EEPROM des paramètres différents de ceux par défaut du firmware (Zoffset, pas de l'extrudeur, …) et que tu en as une sauvegarde (papier, fichier), le mieux serait de repartir sur de bonnes base via un M502 suivi d'un M500 (Reset EEPROM, Initialize EEPROM via le menu de l'écran). Il faudra ensuite soit remettre les anciens paramètres modifiés soit refaire le Zoffset, puis effectuer un premier maillage (P0, P1, …) Pour information, les Sovol sont des Creality «améliorées / rebrandées». Les créateurs sont d'ex ingénieurs de chez Creality. Les pièces qui composent les Sovol sont identiques aux Creality (parfois un peu moins chères que sur la boutique officielle de Creality ).1 point
-
Cura va aussi à l'essentiel si on ne présume pas de ses forces et que l'on garde le menu qui va bien...une fois ce choix fait, c'est à mon sens, le plus ergonomique de tous avec une gestion des profils la plus performante. Au niveau qualité des impressions, dans tous mes essais pas de gros écarts entre Prusaslicer et Cura avec même un léger avantage pour ce dernier. Chacun voit midi à sa porte.1 point
-
De tête je ne connais pas de guide qui explique de A à Z désolé, il faut simplement chercher sur Thingiverse / Google / Youtube avec les mots clés de l'extruder et l'imprimante et puis tu choisis celui qui a un support BLtouch. Ceux sont des extruders universel, la plupart du temps c'est la communauté qui va fournir les supports. Comme dit dans mon précédent message, "support dispo sur Thingiverse" exemple pour le Biqu H2 : https://www.thingiverse.com/thing:4805781 ou https://www.thingiverse.com/thing:4907865 Un autre exemple pour le Biqu H2 si tu recherches sur Youtube : https://youtu.be/64GKpcXCic4 Et dans la description de la vidéo, tu as ce lien : https://www.prusaprinters.org/prints/67733-remixed-biqu-h2-mount-bltouch-and-fan-shroud/file1 point
-
Les pistes sont tracées !!!... il vas y avoir du sport ! Piste Tracteur tondeuse : 539 m Piste 2cv cross : 550 m Piste ovale Dirt Track : 261 m
 1 point
1 point -
Salutation ! Sans plus de détails y a t'il un détecteur de fin de filament, des modifs, machine neuve fraîchement assemblé ou non qui a deja imprimé ou non ... et une description la plus précise possible de ce qui se passe : cela chauffe, cela fait le home, cela extrude un peus ou rien, la température reste stable ... un message d'erreur ... un bip ... ... pas simple de t'aider ... A tu testé avec une autre carte SD de qualité de maximum 32 gibi-octets fraîchement formaté en FAT32 ? A tu tester une impression depuis la carte SD avec une connexion USB ouverte avec par exemple Pronterface ou Repetier Host (pour les log de connexion) avec un ordi et le marlin donne t'il un message d'erreur lors de l'impression ?1 point
-
Je pense que tu te lasseras assez rapidement de tout cela. Le plus simple c’est de compter le nombre de bobines que tu auras utilisé et de faire un petit ratio temps / bobine.1 point
-
un pylône d'aqueduc pour Playmobil ? Un support de tringle ? Un support de bobine ?1 point
-
As-tu déjà imprimé aussi haut ? A mon avis tu dois avoir un problèmes de point dur a partir d'une certaine hauteur Z. donc vérifier excentriques et l'équerrage notamment le parallèle de l'axe X par rapport à la structure. Pour faire cela le tuto de Superpat l'explique (épinglé dans la section creality du forum) Contrôle également la jonction coupleur/tige filetée1 point
-
Ok. Autant pour moi. Nous étions sur un post concernant l'ABS. La soude caustique fait fondre le PLA. Il y a aussi le chloroforme, mais c'est extrêmement volatile et très dangereux quand on le chauffe. De plus, je pense que ce n'est pas très facile à trouver. Si c'est pour coller au bed, le PLA colle très bien avec de la laque. Et souvent, il n'est même pas nécessaire de faire chauffer le bed.1 point
-
bonjour j'avais déjà il y a quelque mois essayé dans la version d'essai l'export en d'autre format est désactivé cdlt1 point
-
Bonjour alors imprimé du TPU avec un Bowden est compliqué mais pas impossible j'ai une Tevo Tornado et Alphawise U30 toutes deux en Bowden et avec l'extrudeur d'origine sur les deux j'ai imprimé des joint pour carburateur de mobylette/scooters introuvable dans le commerce , des coques de smartphone (ceux la je ne les compte plus tellement j'en n'ai imprimé pour des commandes ), pneu pour voiture RC, SilentBloc pour Automobile (les vrai pas les modèle réduits ) mes conseils pour imprimé du TPU en bowden ne pas descendre en dessous de 95A en dureté en dessous ca va merder 20mm/s grand max ( le mieux est 10mm/s) pas de rétraction infill rectiligne extrudeur et PID calibré au micron prés refroidissement a partir de la 5 eme couche et a 30% max voila ceci est mon avis et expériences cdlt1 point
-
Je viens de découvrir le sujet. Avec un très bon extrudeur (donc pas celui d'origine) tu peux imprimer du TPU. Attention toutefois, il faut une dureté assez élevée. Le filament, sur des extrudeurs bas de gamme, à tendance à s'échapper juste après les roues dentées d'entraînement et avant le tube PTFE. Tu auras certainement du stringing, même en affinant ta rétraction. L'idéal dans ton cas est d'éviter les rétractions (pas simple) Ensuite, il faut, avec une lame très tranchante, supprimer ce Stringing. Ne pas enlever ces "cheveux" à la main comme sur des plastiques classiques.1 point
-
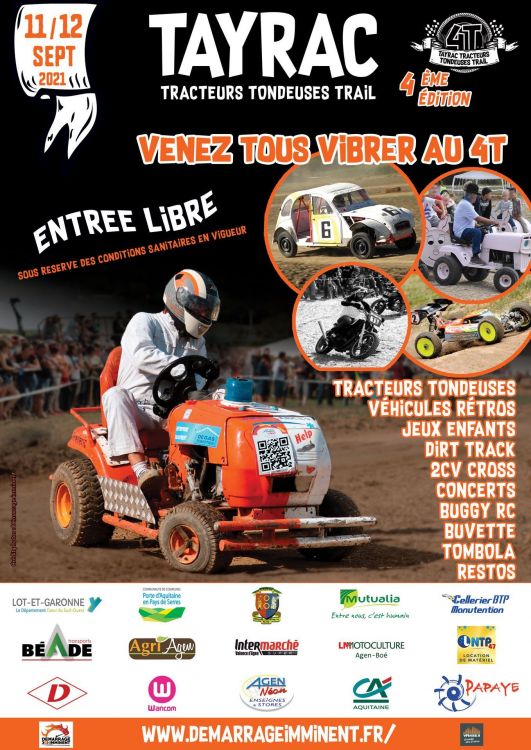
Bonjour à tous, Nouvelle réalisation avec Blender...Comme c'est de saison, cette fois j'ai fait une courgette... courgette.mp4 Impression sla avec une Elegoo Mars pro Hauteur 14,5 cm, imprimé en deux parties le corps et la lame du hachoir. Résine Elegoo lavable à l'eau. Modèle évidé, parois 5 mm d'épaisseur, trou d'évacuation à la base du corps. Finition peinture acrylique après une couche d’apprêt... Les fichiers STL sont disponibles sur Cults3D.


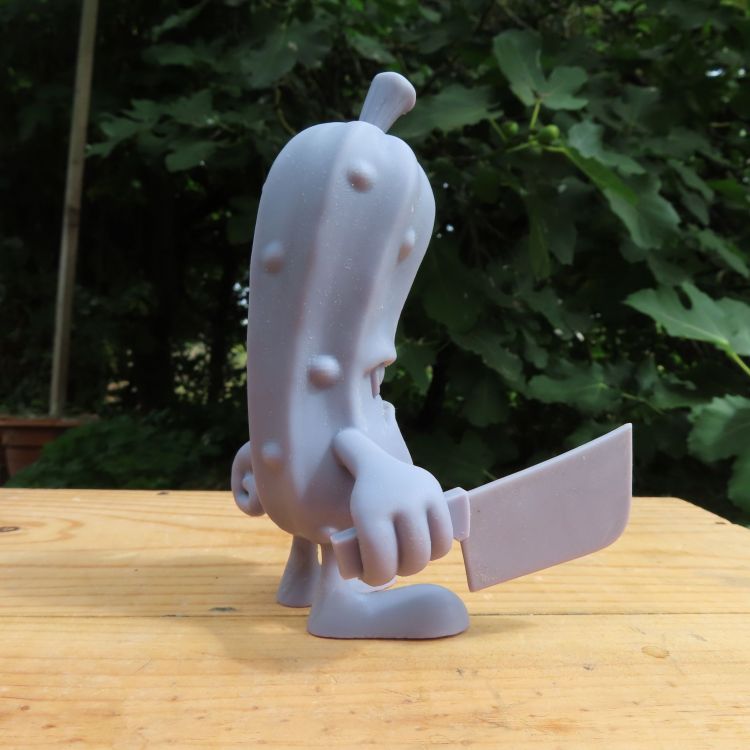


 1 point
1 point -
Je trouvais pas ça super sexy dans son emballage.....
 1 point
1 point -
Le Bowden c'est galère pour imprimer le TPU, rien de mieux qu'un bon Direct Drive ! Le mieux c'est d'avoir l'entrainement du filament au plus prêt de la buse. Le Must (Support dispo sur Thingiverse..) : - Bondtech LGX (105€) + LGX for Flexible set (74€) Pas mal du tout (Support dispo sur Thingiverse..) : - E3D Hemera (139€) - Trianglelab Matrix (80€) (copie E3D Hemera) En réutilisant ton ventilateur/hotend (rapport qualité/prix) : - DDE Lite Trianglelab (39€) "24V DDE-Lite" Directement compatible sur l'Ender 3, si le support BLtouch n'est pas fournie il faudra l'imprimer : ICI Le guide de montage se trouve ici : ICI A voir : - Biqu H2 (75€ chez Ali ou 89€ chez 3Djake) En théorie c'est génial, mais attention pas mal d'utilisateurs remontent des soucis qualité Et la méthode la moins chère en réutilisant ton extruder/hotend (8€) : ICI (Simplement la plaque de montage noir avec ou sans roulettes) Ce n'est pas la meilleure solution avec l'extruder d'origine qui date d'un autre temps..mais vu le prix ça peut toujours se tenter.1 point
-
Bonjour, Voici TINTIN et Milou réalisation ludique sympathique ! Pas de difficulté toutes les pièces sont ajustées et collées. la réalisation est facile pas de support résolution de 0.2 mm remplissage 10% 3 coques, température 204° Bed à 55° vitesse 60mm/S J'ai utilisé 3 imprimantes (2 TLD3 et Une A10M) pour gagner du temps durée d'impression une journée ! je partage avec vous mon plaisir car le sujet est très intéressant pour l'utilisation de filaments de différentes couleurs.

 1 point
1 point