Classement



Contenu populaire
Contenu avec la plus haute réputation dans 13/01/2022 Dans tous les contenus
-
Salut, je vous raconte là une de mes mésaventures que je viens, je crois, que dis je je l’espère, réussir à résoudre ! Cela fait quelques temps que mes impressions "foiraient" car les mouvements de l'axe Y s'arrêtaient, avec pour conséquence un artistique étalement du PLA de gauche à droite. c'était au début relativement aléatoire, le moment ou cela se produisait n'était ni fonction de la durée d'impression,ni du niveau de couche, ni de rien. Puis cela se produisait plus régulièrement. Pensant à des problèmes d'abord de slicer, je suis passé de cura à prusa, cela marchait.Évidemment, de temps en temps cela déconnait à nouveau, je retranchais, en modifiant 2 - 3 paramètres (notamment le pourcentage de remplissage et/ou le motif) , cela marchait à nouveau ( j 'ai compris pourquoi après. Puis, il y a 2 semaines, ça ne suffisait plus. sur des grosses impressions. Évidemment. pour info, l 'imprimante est (était, il n 'y a plus grand chose d'origine) une tevo tornado, équipée entre autre d 'une carte SKR PRO v1.2, un TMC 5160 sur l'axe Y. J ai d'abord pensé à un problème sur le driver. après changement par un autre 5160, même problème. je pense ensuite à un problème de moteur. Je le remplace, même problème ( bien sur je re teste sur des impressions qui dur au moins une nuit, vous comprenez bien l'énervement le matin au réveil lorsque je vois ce gros paté étalé de gauche à droite ). La je me dis qu" il y un peu être un problème avec les TMC 5160 et ma config marlin (ce qui est très c*n, puisque cela marchait avant). Je remets alors un 2208, pour voir. je relance un impression, une croix de calibration. cela ne s'arrête plus, mais ca perd des pas. évidement, je règle les Vref , ca perd toujours des pas. Un peu prés au même moment, j aurais du en prendre compte à ce moment là. je change le endstop, me disant que peut être celui ci foutait le bazar. toujours les mêmes problèmes. Je me dis alors que mon marlin est quand même très trafiqué, je repars de la dernière version. toujours des pertes de pas. En revanche, j 'entant le moteur Y "claqué" et , hasard, quand je touche la connexion cela ne le fait plus . Me me ensuite alors que le problème et du à cette connexion. Je refais le câblage et là... CA PERD TOUJOURS DES PAS. J 'hésite alors. Entre le marteau ou le feu . Est ce la carte? je modifie alors le fichier pin de marlin pour connecter l'axe X sur le connecteur E2 de la carte, et le endstop sur un autre port également. AAAAAHHH ça déconne toujours! je suis à deux doigts de passer tout ça par la fenêtre. AU SECOURS !! J 'inspecte quand même la quinzaine d'impressions foirées . je les compare . je les maudis. je me rend compte quand même que cela par en vrille lors des remplissages, vous savez quand les mouvement sont rapides et saccadés. Qu 'est ce que ça peut bien être? est ce mécanique ? le moteur , je le change à nouveau ! le câblage, je le refait à nouveau! Est ce que ça pourrait être la courroie, détentue ? je la retend . ça suffit pas. je la tend un peu plus. elle se décroche du plateau . J ouvre la fenêtre, je prend un marteau ou des allumettes?? Finalement j inspecte la courroie. Elle est .. USEE. AAAAAAHHHH. je retourne la courroie, pour que le moteur prenne sur la partie pas trop usée, relance une impression. ça marche ? CA MARCHE!!!! Voila . je vais relancer 2 3 impressions pour être sur puis il me restera à : -commander de la courroie -re modifié marlin pour remettre le driver et l'axe Y sur le connecteur Y, et peut être le 5160 refaire la cable management. recalibrer les steps/mm reniveler le plateau brefs, des jours passés à se prendre la tête pour une simple courroie. moralité : pour résoudre un problème , toujours partir dans la direction opposée à celle qu' on pense au départ ! a+2 points
-
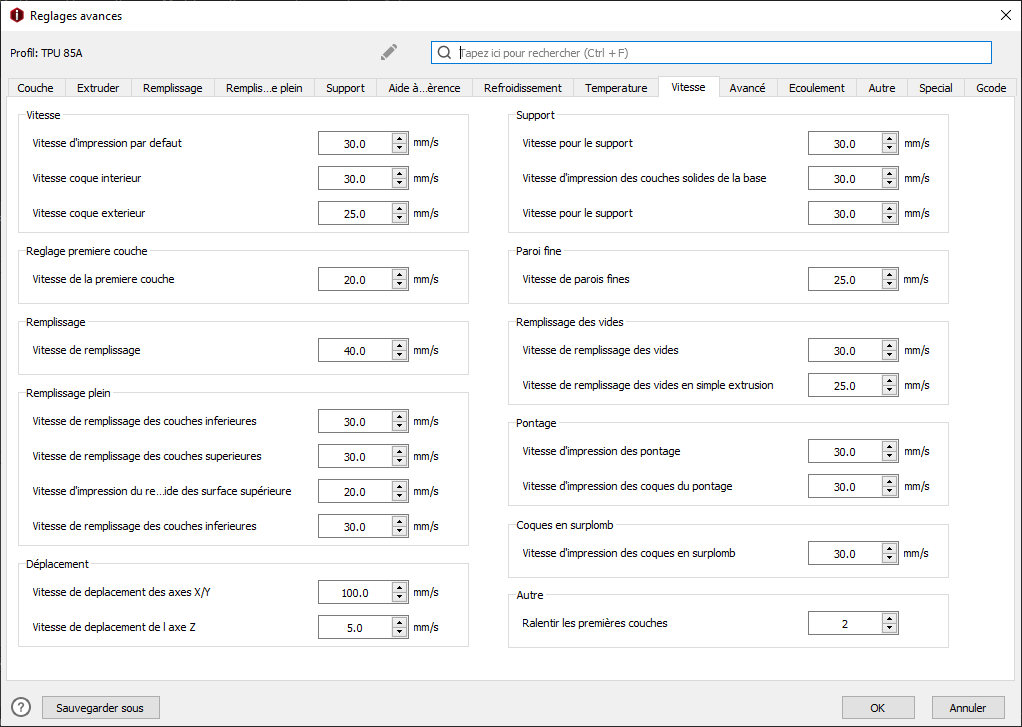
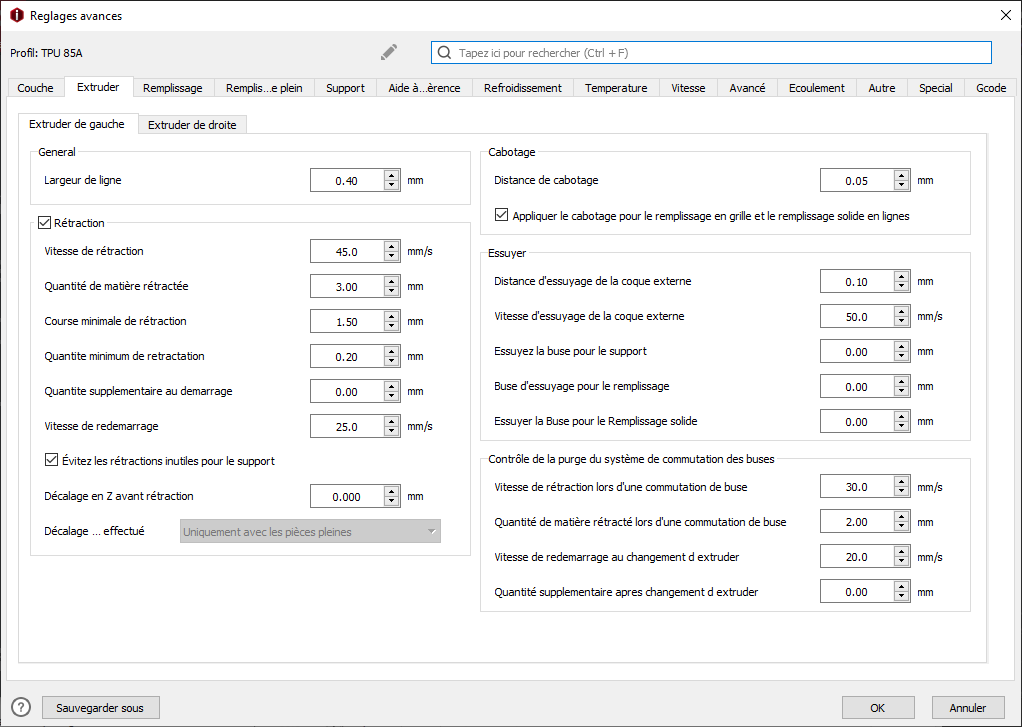
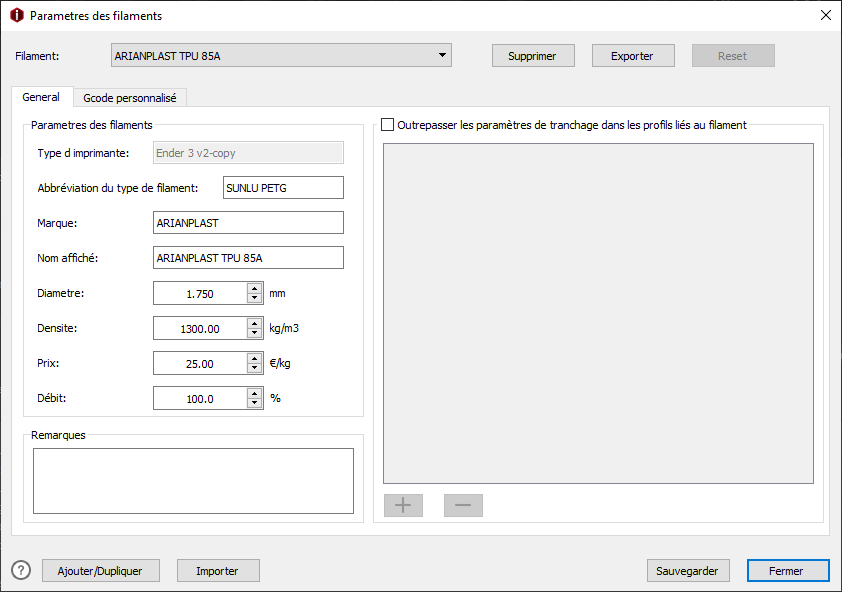
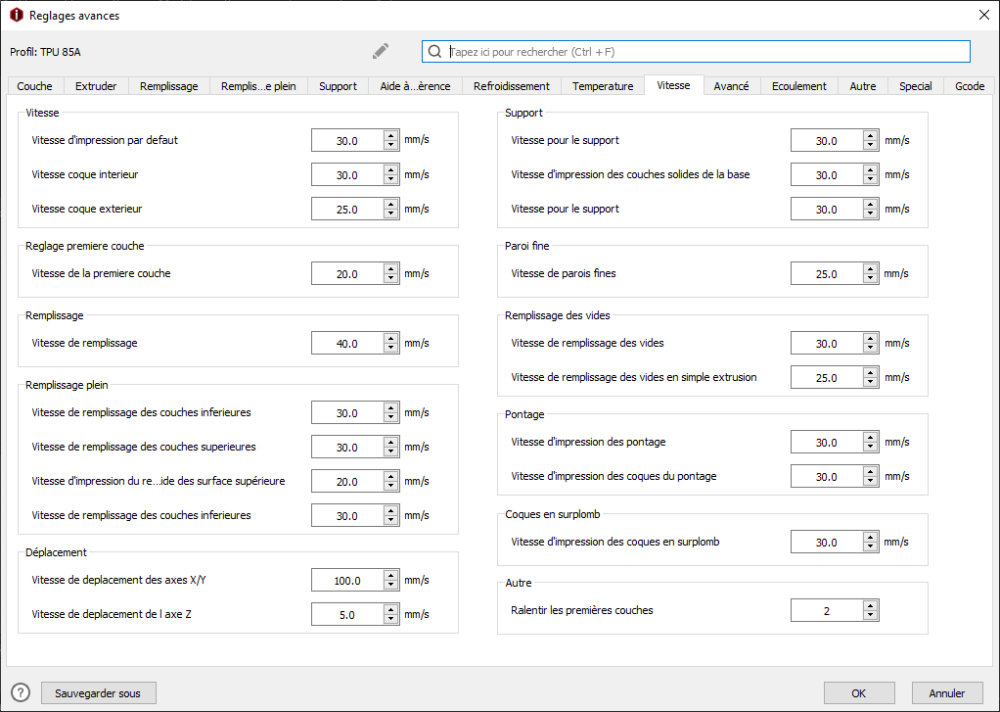
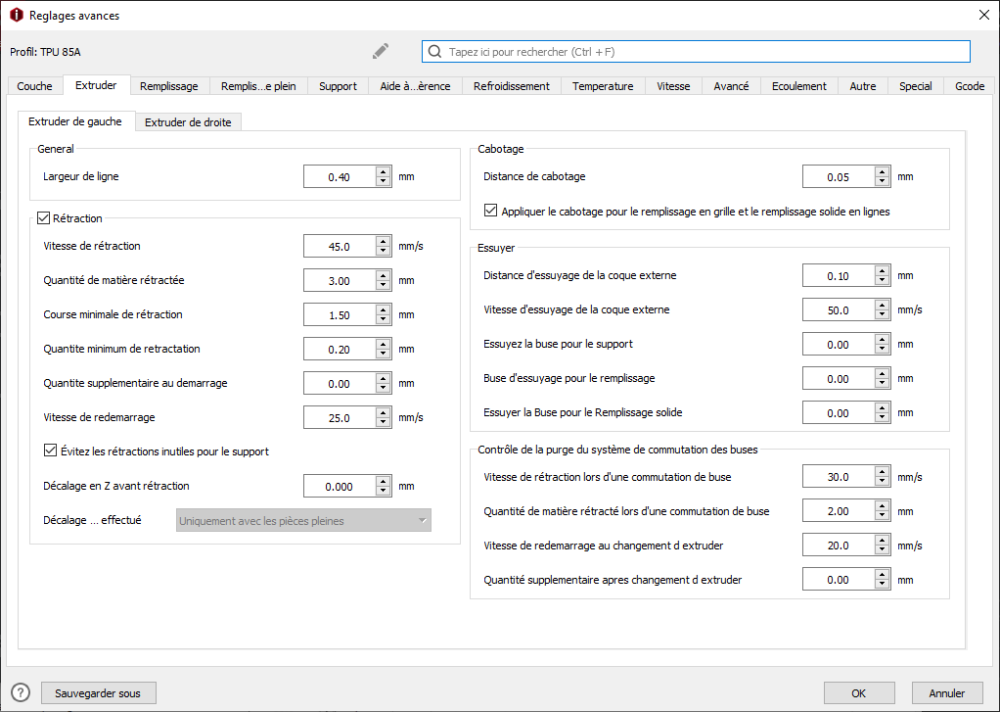
Bonsoir, Je partage avec vous mes premiers pas avec du TPU. Tout d'abord j'ai imprimé les leviers recommandés par @studiolab39 officiel : https://www.lesimprimantes3d.fr/forum/topic/43020-pourquoi-chercher-à-changer-les-blocs-dextruder-tenlog/#comment-450797 Ensuite je me suis inspiré de ce post pour ajuster mes réglages dans Ideamaker : https://www.lesimprimantes3d.fr/forum/topic/45531-reglage-cura-tpu-flexible/#comment-476357 Le filament que j'utilise est du Arianplast TPU 85A que j'ai imprimé à 220° (valeur mini préconisée par le constructeur) et plateau à 60° comme d'hab. Voici les réglages (je ne sais jamais réellement quoi mettre dans densité qui n'est jamais communiquée par le fabricant il me semble): réduction des vitesses pour ne pas dépasser le 30mm/s (cf.. post mentionné plus haut) Je n'ai pas touché aux paramètres de rétraction qui sont donc les même que pour du PLA : J'obtiens une belle première couche : Le cube lui-même est pas trop mal malgré quelques petits défauts autour du X (et du Y non visible ici): Par contre il semble que mes parois ne soient pas très solidaires... je me demande s'il ne faut pas que j'augmente un peu la température. Je referais quelques essais. Pour un premier essai je suis plutôt satisfait du résultat et je suis preneur de vos conseils pour améliorer la qualité et sur tout la solidité de mon impression avant que je ne passe sur des pièces plus utiles. C'est une matière vraiment surprenante. A+ Jeff


 2 points
2 points -
@Zipvirus Personnellement, sachant que je manque d'espace, j'aurais fait une image de ma carte de 32 Go, et transférer tout cela sur une carte de 64Go. Au moins, ca te donnerais de l'espace pour respirer et tenter de trouver le problème de ces logs énormes.... Une fois le problème identifié, tu reprend ta carte de 32 Go, et tu y applique la solution....2 points
-
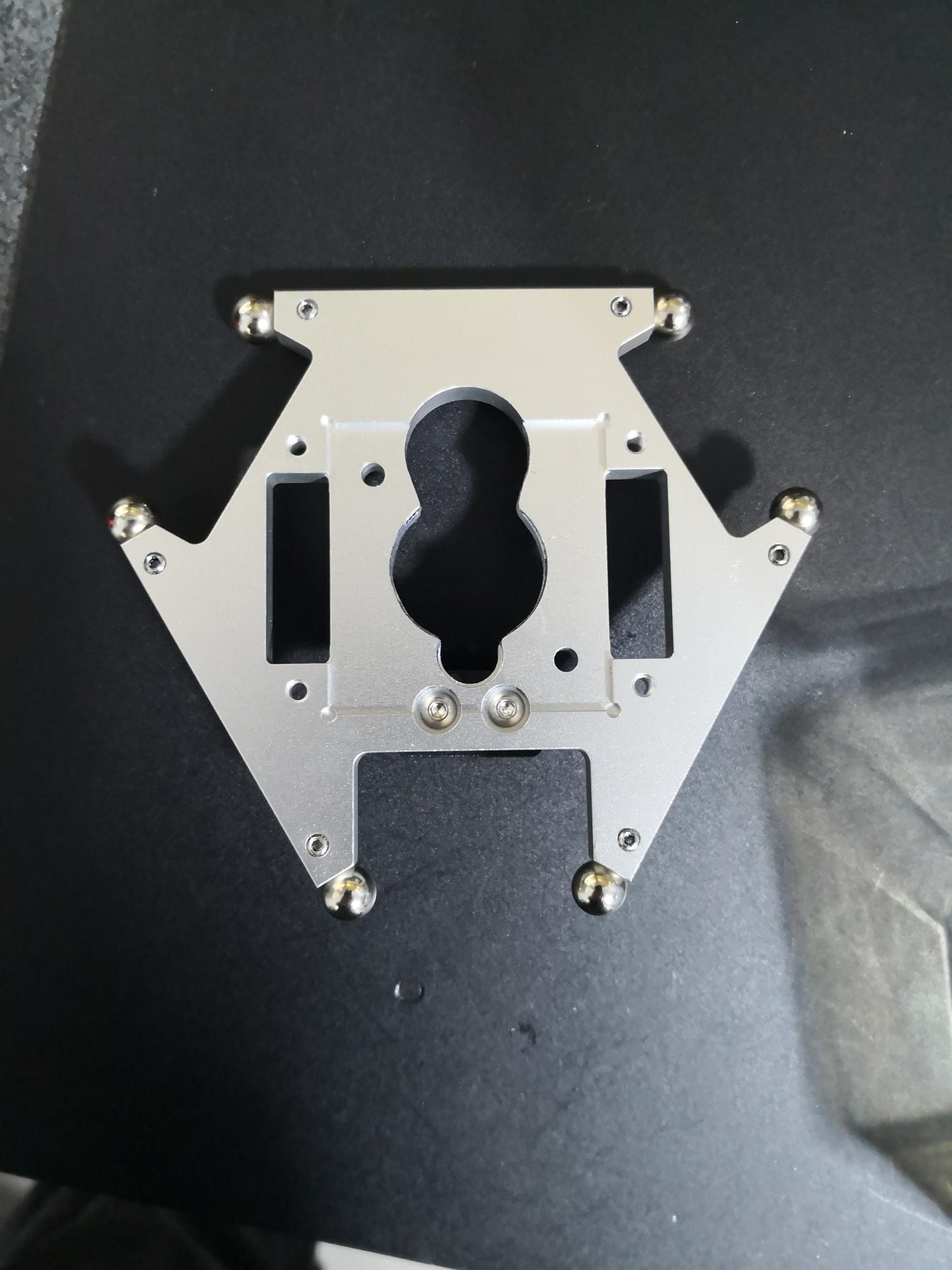
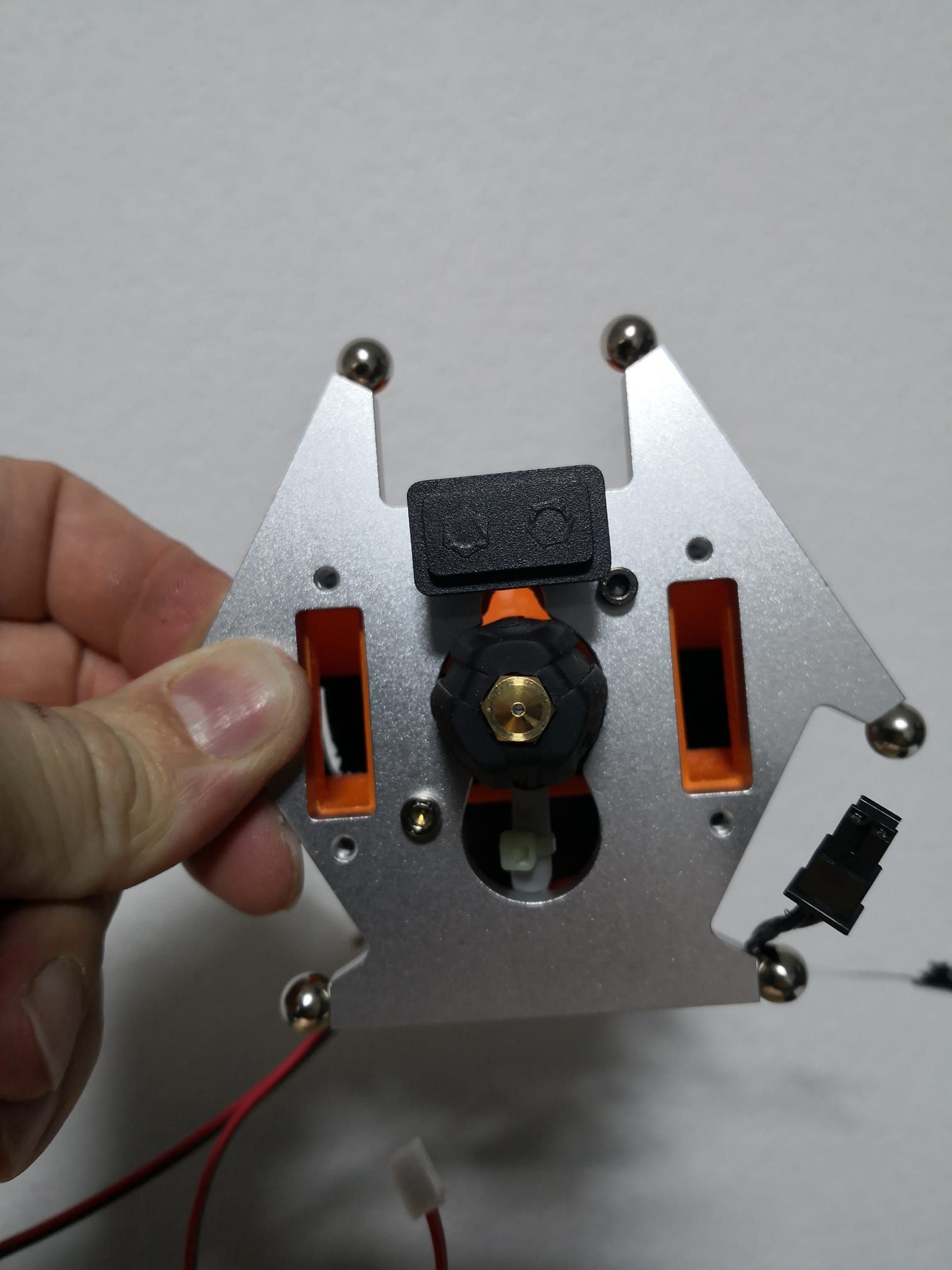
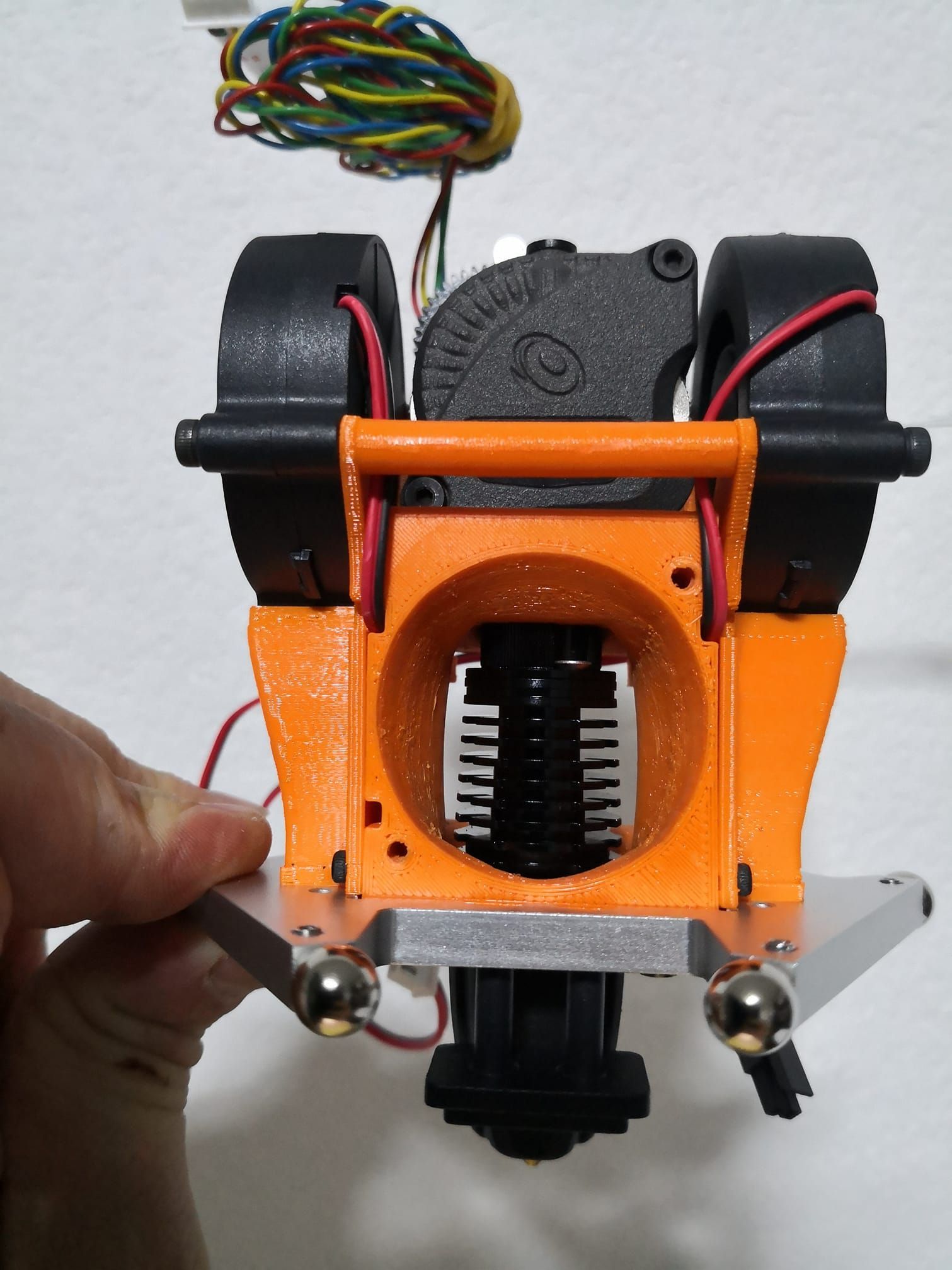
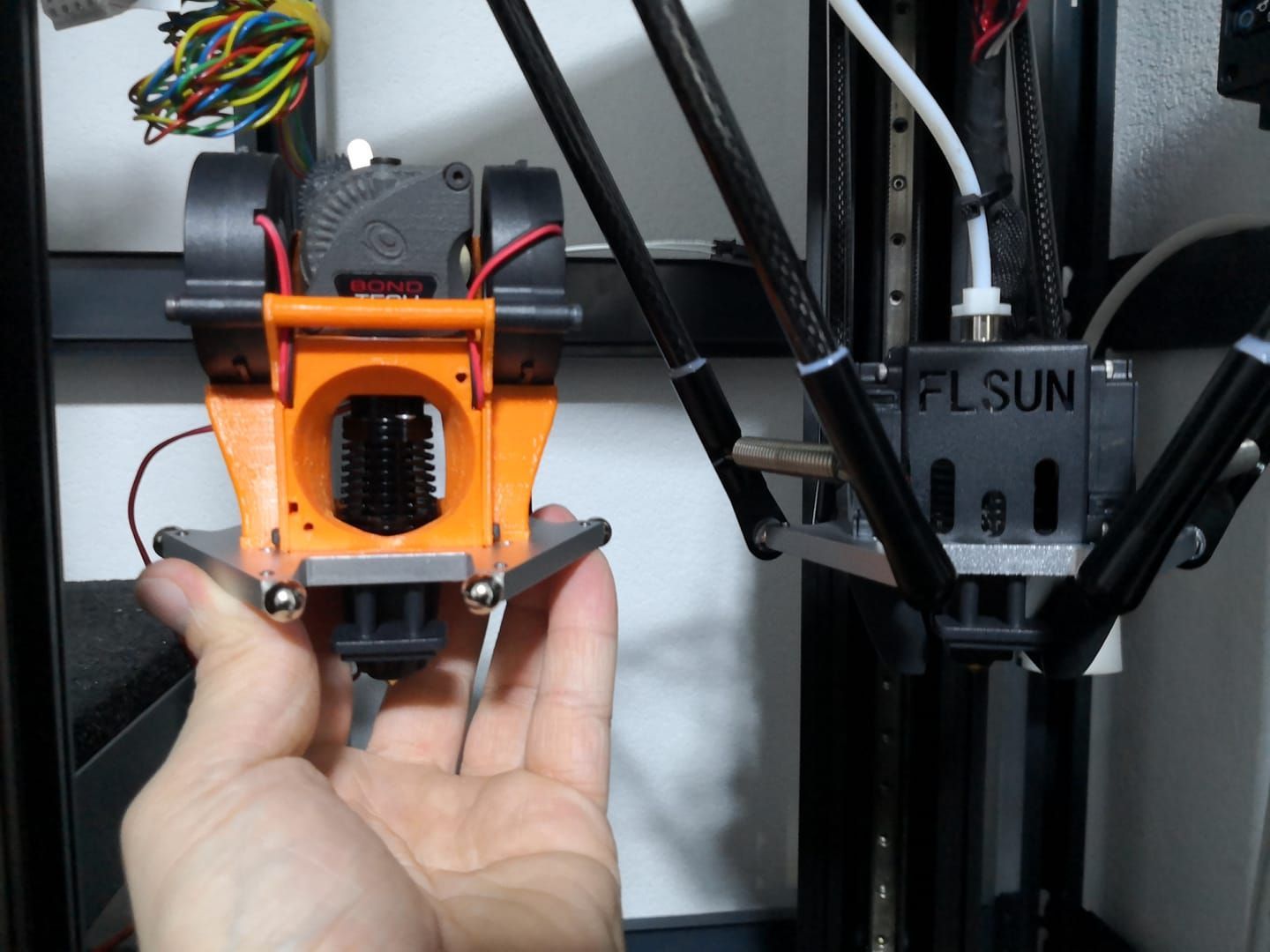
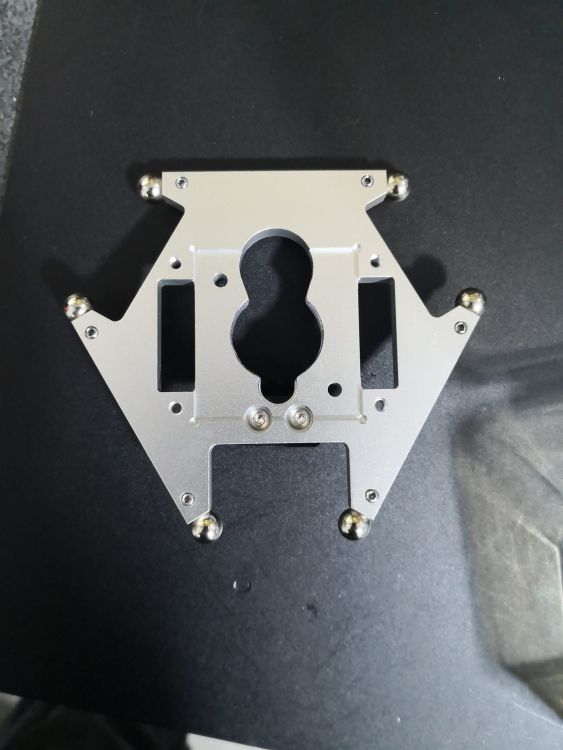
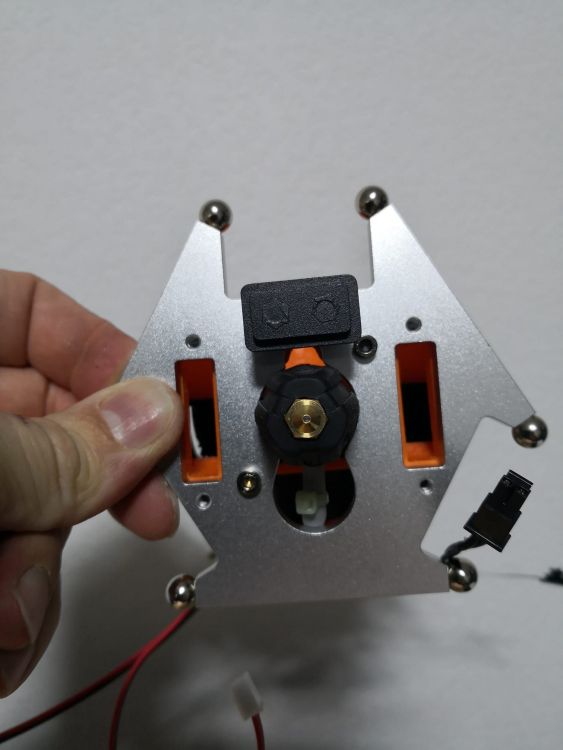
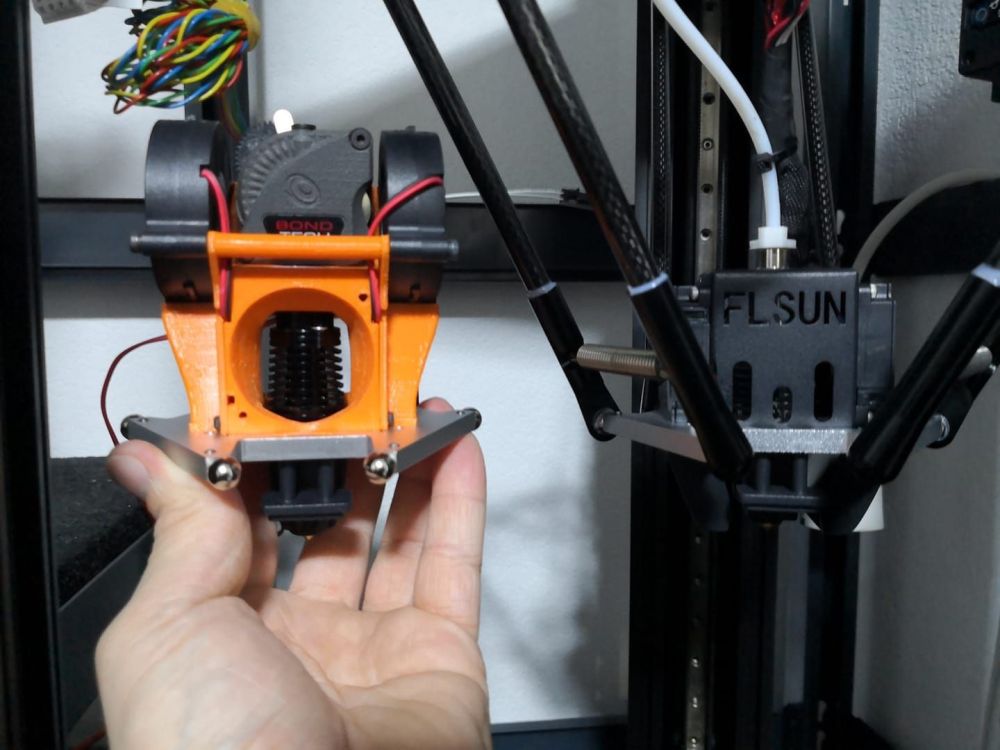
J'ai un peu avancé sur mon direct Drive ! il a fallu un peu bcp limer pke le Rapido est plus large.

 2 points
2 points -
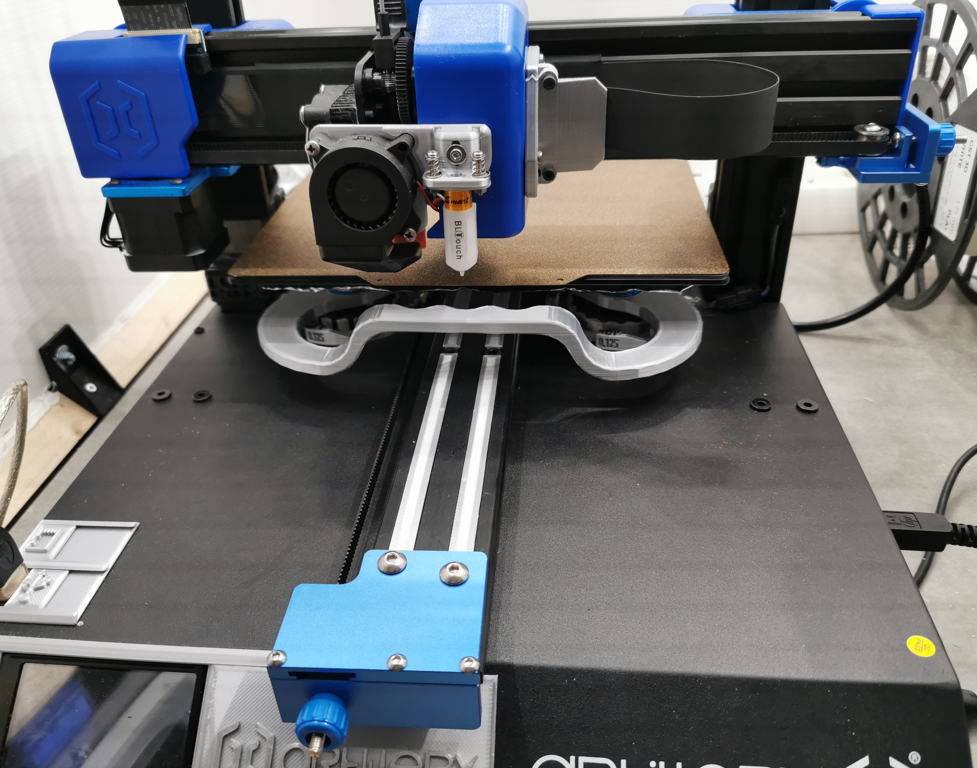
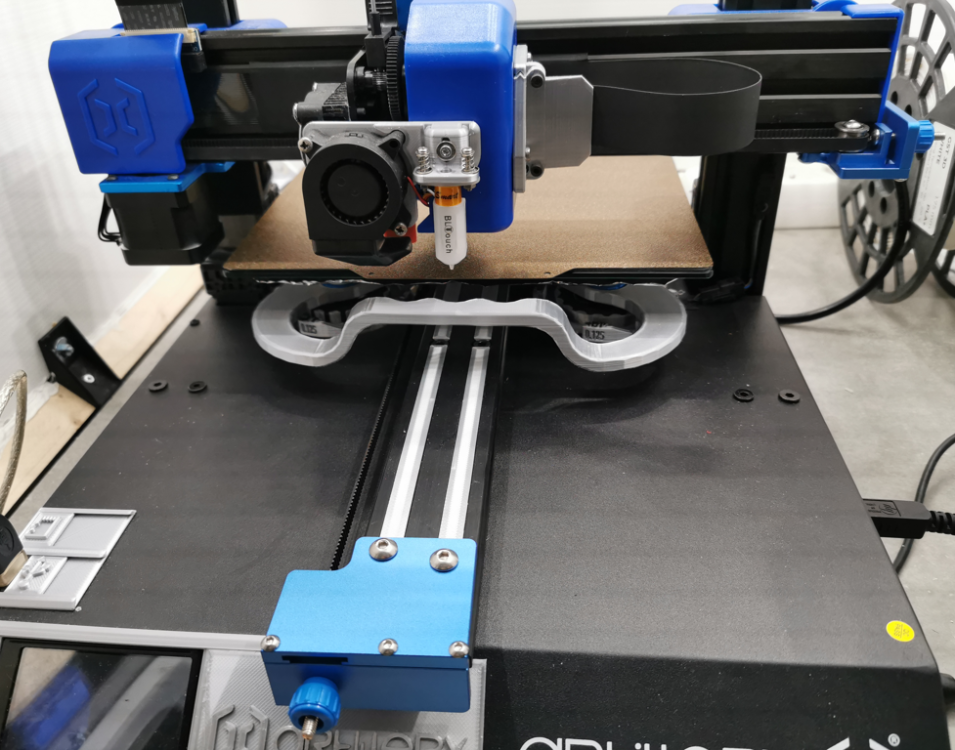
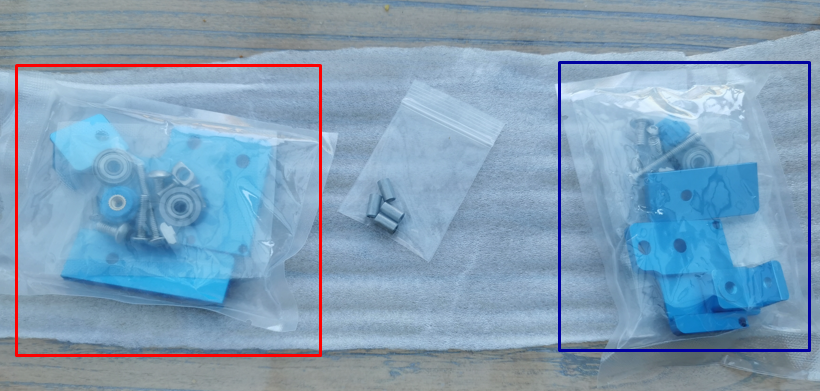
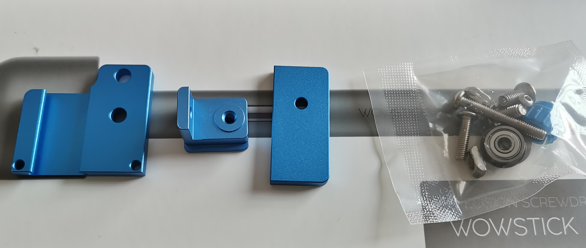
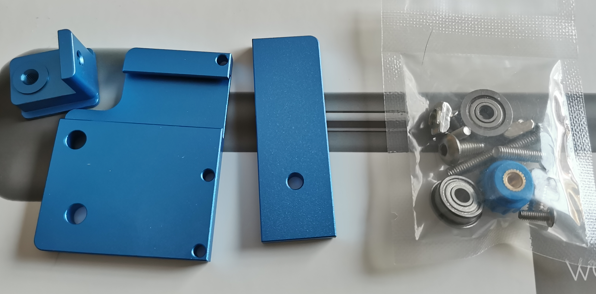
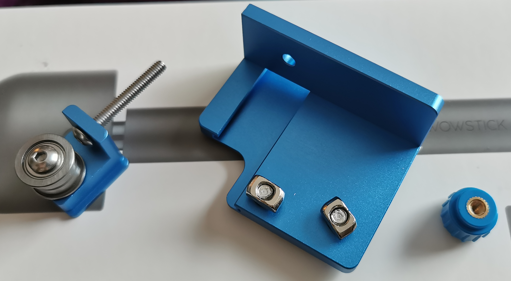
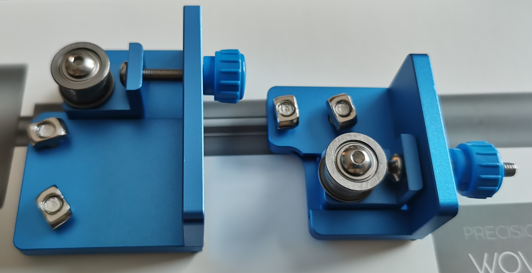
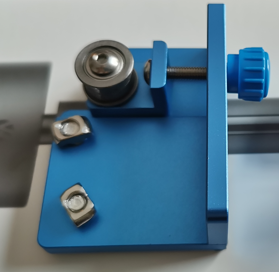
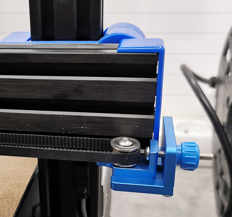
MAJ 13/01/2022 : Voici les dernières upgrade mécanique l'ajout de Tendeurs de courroie X et Y pour la Genius, provenant de la boutique Haldis sur Aliexpress, je les ai payé 21€ en promo en novembre dernier. Voici le résultat final (et oui je vous spoile ) Voici le kit a l'arriver, en rouge le tendeur Y et en bleu le tendeur X, le sachet avec les spacer au centre ne a pas été utile (et d'ailleurs je ne vois a quoi il servirait). Tendeur X Tendeur Y Pour le montage, commencer par retirer l'ancien système de tension du X, pour ma part j'ai fini sur le X par utiliser les t-nut d'origine au lieu de ceux fournit dans le kit pour le X (je les trouve mieux pour la stabilité du tendeur X). Le cache Bleu devra être retirer aidez vous d'un petit tournevis plat. Pour le montage du tendeur Y retirer les Vis complètement et retirer la pièce. Cette fois utiliser les t-nuts fournit avec le kit ce sera plus simple, placer la courroie et insérer le tendeur Y puis serrer les vis. Il ne reste que la tension des courroies a adapter. Et voila




 2 points
2 points -
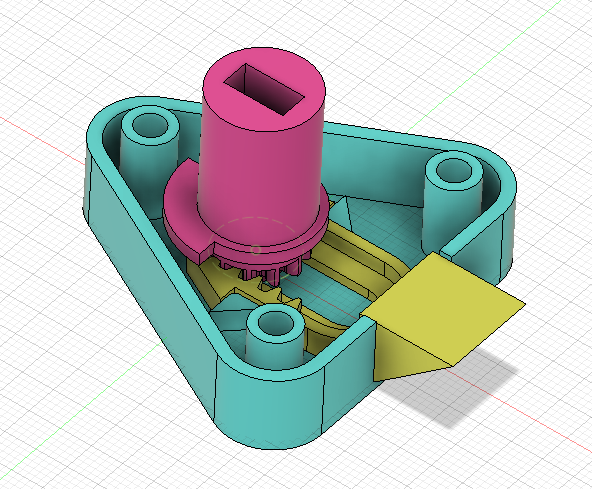
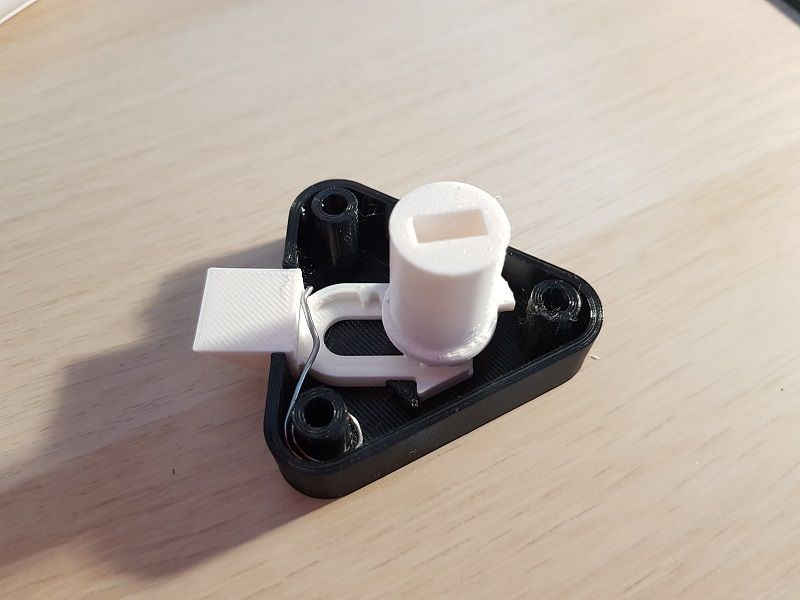
Nouvel épisode de la série Après le le coffret EDF, je me suis attaqué au coffret Gaz. La serrure et les 2 charnières sont HS. Par contre des systèmes différents. Peuvent pas faire des trucs standards ? Pour la charnière le boîtier était aussi cassé. Seul le couvercle était récupérable. Il y a aussi une petite pièce cassée en forme de S que je n’ai pas réussi à identifier. Sans doute la partie qui fait office de ressort. Mais là je sèche… Etape de modélisation avec Fusion 360. Je l’adore de plus en plus ce logiciel. Pourvu qu’il ne devienne pas payant... Je me suis amusé à refaire le système d’entraînement d’origine pignon et crémaillère. Pour cella j’ai utilisé le script "SpurGear" de Fusion 360 qui permet de modéliser des engrenages et un des excellents tutos de CrazyMaker pour la crémaillère C'est pas beau ça ? Impression en PETG (Prusament Jet Black et Signal White) avec paramètres PrusaSlicer par défaut. Montage à blanc et essais ça fonctionne. Pour le ressort qui doit maintenir le pêne sorti, n’ayant pas trouvé comment c’était fait à l’origine, j’ai fait un ressort à partir d’un morceau de corde à piano. Pas très joli amis ça fait le job La serrure est montée sur le coffret et fonctionne plutôt bien. Juste le système de ressort qui doit être perfectible. Il y a un point dur avant d’arriver en butée lors de l’ouverture. Mais bon ça fera l'affaire comme ça Prochaine et dernière étape les charnières… @+ JC



 2 points
2 points -
Je penche pour une carte SD corrompue. Le plus simple est de repartir sur une nouvelle carte et réinstaller l'image Octopi. Une fois fait, si tu fais régulièrement des sauvegardes via l'option «Backup & Restore» et que tu récupères ensuite cette sauvegarde ailleurs que sur le RPi, la prochaine réinstallation passera comme une lettre à la poste (à condition que le préposé à la distribution du courrier ne soit pas en grève ).2 points
-
@lorenzo78 si j ai bien compris le ressort que tu as coupé est celui de la vis externe ? si j'ai bien mis les deux clips en haut et en bas et malgré tout cela bouge pas mal @Alain.Proviste merci de tes réponses mes aventures continuent.1 point
-
Je n y ai pas pensé mais c est pas idiot en effet.1 point
-
@PPAC J'ai peut être été un peu "brutasse", mais j'ai fait les choses suivantes: sudo mount -o remount, rw / puis je suis allé dans le dossier /var/log sudo rm syslog ensuite un reboot et de nouveau un sudo mount -o remount, rw / puis sudo service octoprint restart de la j'ai retrouvé mon serveur Octoprint, et j'en ai profité pour faire un backup, maintenant je peux bidouiller plus sérieusement pour comprendre d'où viennent ces 27Gb de logs. En tout cas un grand merci PPAC si une procédure de vérification pour comprendre ce syslog de dinge te passe par la tête n'hésites pas, en tout cas, savoure bien ton dîner avec le sentiment d'avoir sauvé mon serveur Zip1 point
-
Les log qui utilisent tout l'espace peut être le symptôme d'un problème (et pas forcement le problème en lui même ... ) Normalement il existe une commande pour vider les log Si tu arrive a remonter t'on système de fichier en écriture il y a des commandes du genre sudo journalctl --vacuum-size=5M pour faire un peux de ménages dans les log cf https://unix.stackexchange.com/questions/139513/how-to-clear-journalctl Mais alors pour remonter la racine en écriture là je ne sais plus ... un truc du genre : (mais tu dois surement avoir un message au démarrage qui te propose une methode) sudo mount -o remount, rw /1 point
-
Maintenant que tu es devenu Pro des serrures, tu n'as pas une serrure de poulailler ou de clapier qui aurait des signes de faiblesses. Je ne parlerais pas des ceintures de chasteté qui sont passées de mode depuis bien longtemps.1 point
-
Salut, merci pour ce topic. Pour le top 2 c'est la v4 (celle sans possibilité de mettre le capteur) et pour le top 3 c'est bien la version que donnes. Edit : le top 2 c'est la v3 et non la v4 comme je l'ai cité plus haut. Désolé.1 point
-
J'ai créé un topic sur les Fan Ducts :1 point
-
Oui, j'ai tjs le meme extruder. J'ai aussi remarque que le PTFE bouge pendent les retracts. Je suppose que les clips sont bien en place, et le tube bien pousse jusq'au bout? Je pense que l'extruder excerce trop the pression, il marque trop le filament, ce qui augmente la friction dans le bowden. Je l'ai ajuste de facon qu'on resente a peine avec les doigts les marques. Hier j'ai change le tube avec un Capricorn. Dans 2-3 jours je dirai si cela marche.1 point
-
non il n'y en avais déjà plus même à l'époque (des vis platinées) mais soupapes et bougie ont toujours besoin de cales Les vis platinées c'est pour un très vieux fantic 50cc qu'utilise mon filleul et qui est toujours en panne (mais déjà à l'époque il était toujours en panne ) Il faudrait que j'essaye le réglage à la feuille de papier un jour1 point
-
@FlopezSi elle est neuve, demande une nouvelle vis d'axe Z auprès du revendeur, c'est pas normal de recevoir une imprimante avec des pièces abîmées. Normalement ton SAV devrait te fournir une pièce neuve et fonctionnelle.1 point
-
Ah mince j'ai pas mis à jour les liens. Y'a eu un gros test publié récemment sur le groupe FB. Le meilleur serait celui là : https://www.thingiverse.com/thing:4916950 ET en seconde position celui que j'utilise qu'appelle quad X mais je retrouve pas le mien avec mon téléphone. Je le mettrai demain.1 point
-
@Patrick76 @gerardm Un peu plus de détail : On est pas mal HS !!! hi hi hi hi h
 1 point
1 point -
C'est un excellent tutoriel que @PierreGa donné Il me semble y avoir tout expliqué.1 point
-
@dudu59Les valeurs remonter par le M503 sont correcte pas de soucis, ce que je me demande c'est si les valeurs des offset X et Y serait pas fausse c'est la seule explication que j'ai de ton soucis. Il est possible de les ajuster via la console pronterface ou repethier host, si besoin demain je regarderais dans le firmware des Genius pro les valeur d'offest X et Y pour le 3dtouch.1 point
-
Donc tu n'a plus d'espace libre sur la racine "/" ... le 0 de "Avail" pour available (disponible) ... et le 100% de "Use% " Pour redimensionner la partition en fait cela fait longtemps que j'ai pas installé de OctoPi et il semble que se soit fait automatiquement ... (je parlais du truc que j'ai mis en rouge a la fin de la citation avant fait via une histoire d’expansion de la partition racine raspi-config ) Mais pour changer le mot de passe ( le truc en gros ) extrait de https://octoprint.org/download/ Sinon pour faire de la place ... là il faut faire le ménage a coup de "rm" bien ciblé ... je te laisse étudier l'espace utilisé a coup de du -sh * et en changent de répertoire pour affiner ... souvent les log sont a effacer (vérifier l'espace qu'il prenne avec du -sh /var/log1 point
-
70€ les renforts! Ça fait cher le bout de tôle ! D’ailleurs concernant les renforts vous avez vu une différence avec et sans dans vos prints ? L’utilité est prouvée ?1 point
-
Au début, le nettoyage à l'alcool à bruler laissait des traces jaunes sur le chiffon, ça a disparu avec le temps. On dirait qu'il y avait une espèce d'apprêt...1 point
-
@Motard Geek le hauteur de l'imprimante dans le profil est a 360mm, ce qui corresond a la QQSP. Pour la SR il faut la changer a 320mm Teaching Tech a publie une video sur SuperSlicer et publie son Profil SuperSlicer pour SR. (G-Code Flavor est Klipper, doit etre change si vous utilisez Marlin) J'ai imprime le duct V5 avec le profil superslicer du 1er post ( SR 0.20mm Quality). J'ai un trou dans l'objet. Quel parametre faut changer pour eviter cela? Activer "Extra perimeter on overhangs"? Est-ce que vous obtenez des resultats similares comme sur la photo?
 1 point
1 point -
Au programme de cette semaine des news du CES 2022, du scanner 3D, un écran OLED flexible imprimé en 3D et 3 projets DIY ! https://www.lesimprimantes3d.fr/semaine-impression-3d-314-20220112/1 point
-
Merci ! J'utilise tindercar mais inkscape fonctionne aussi1 point
-
Pour informations: Creality est coutumier des sertissages sur les axes moteurs La dernière (Ender-3 S1) en est équipée sur les axes X et Y.1 point
-
Bon, une dernière...une version améliorée de ce qui a été cité plus haut: Tu mets le moteur au congel une nuit et la...tu mets un coup de chalumeau juste sur le pignon et tu fais levier avec une clé plate et une cale en bois !1 point
-
Me souviens plus perso Et maintenant j'ai plus que 37mm de tube ^^1 point
-
l tat de mon ecran apres grattage au rasoir mort ou pas grave .?
 1 point
1 point