Classement



Contenu populaire
Contenu avec la plus haute réputation dans 18/01/2022 Dans tous les contenus
-
Bonjour pour information j'ai bien reçu les pièces (que j'ai acheté pour éviter d'attendre les pièces du sav qui sont en route ) j'ai changé le capteur de l axe X que j'ai remplacé par un capteur de la X1 sa fonctionne bien j'ai du collé une pièce sur la tête pour que le capteur le détecte pour le bltuch que j'ai changé aussi tout va bien merci pour vos conseils2 points
-
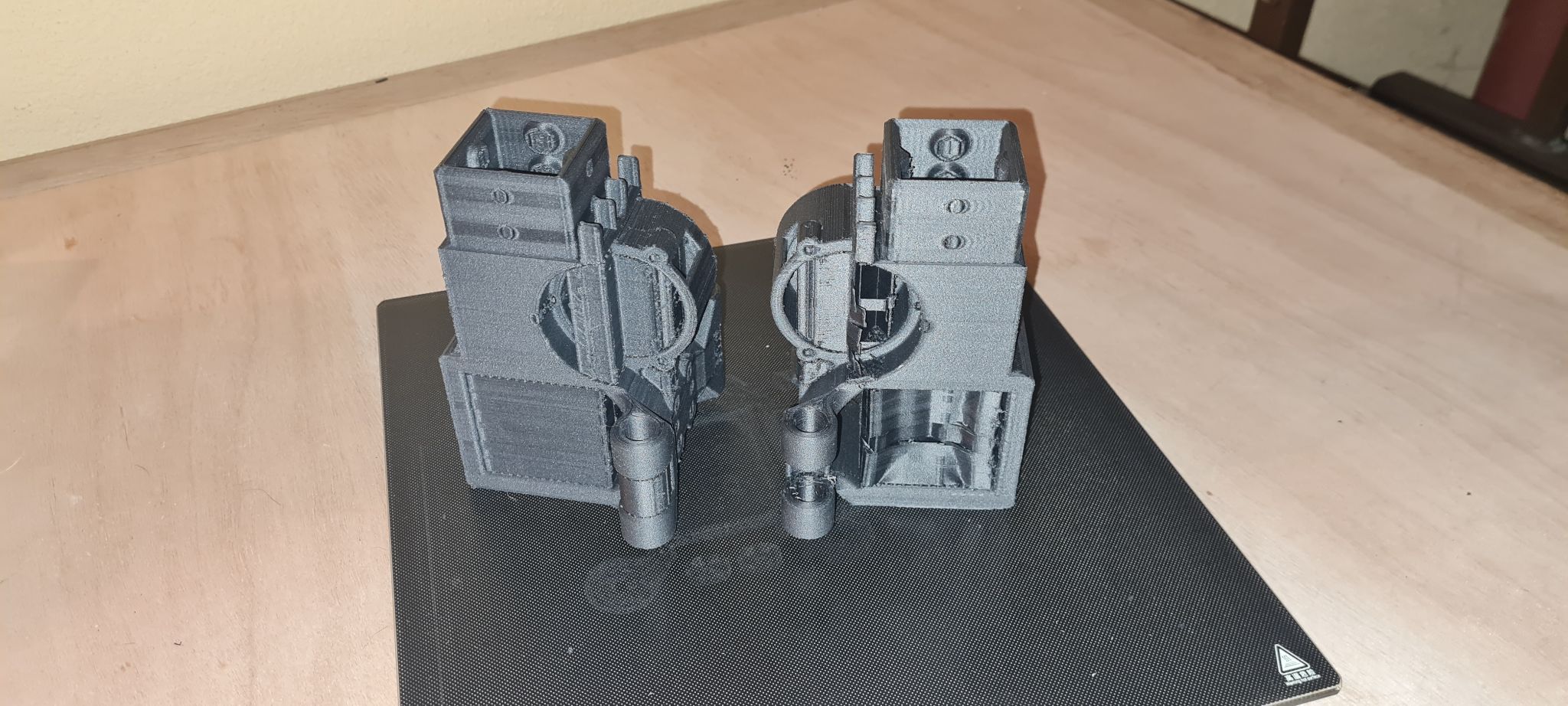
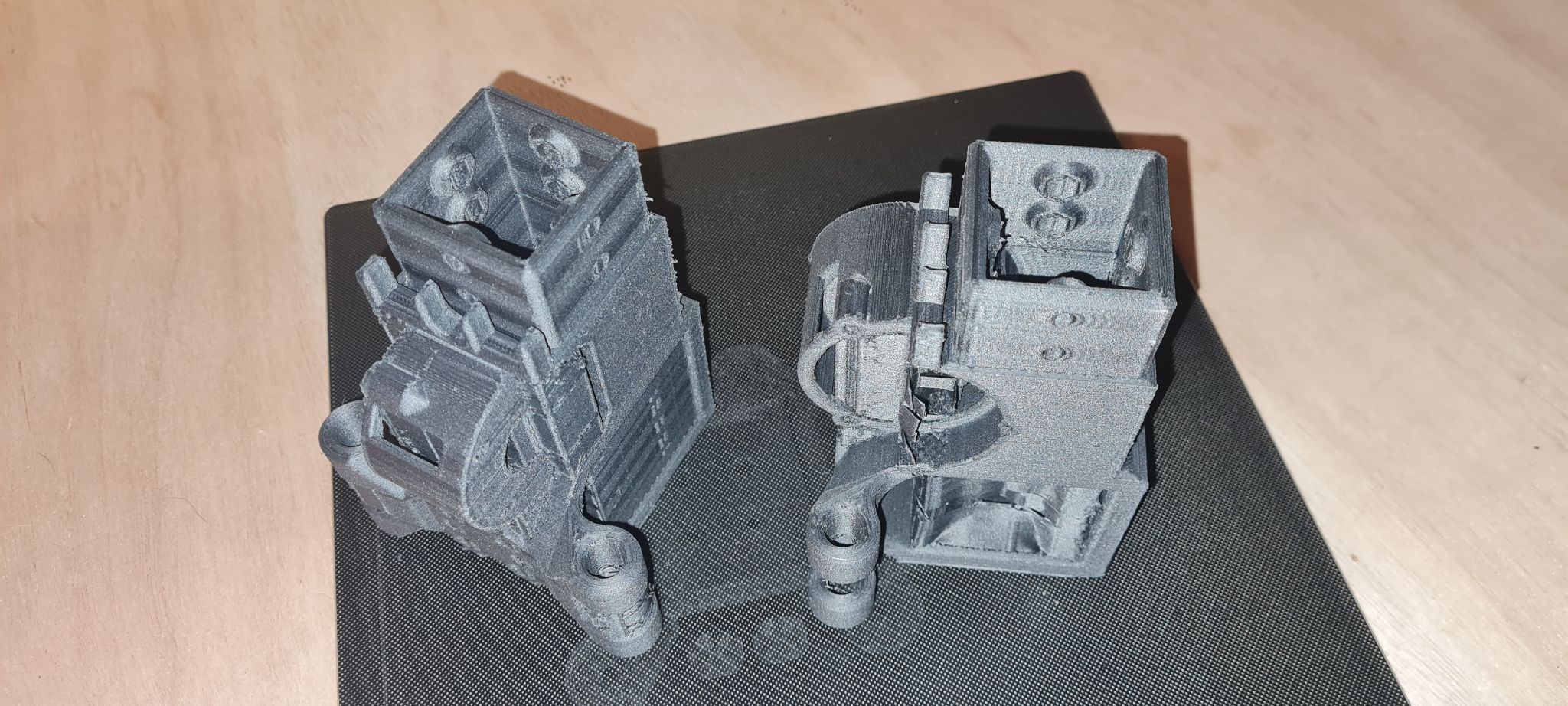
Bonjour, voici un support visuel qui te permettra de mieux voir la manip et de comparer avec ce que tu fait.2 points
-
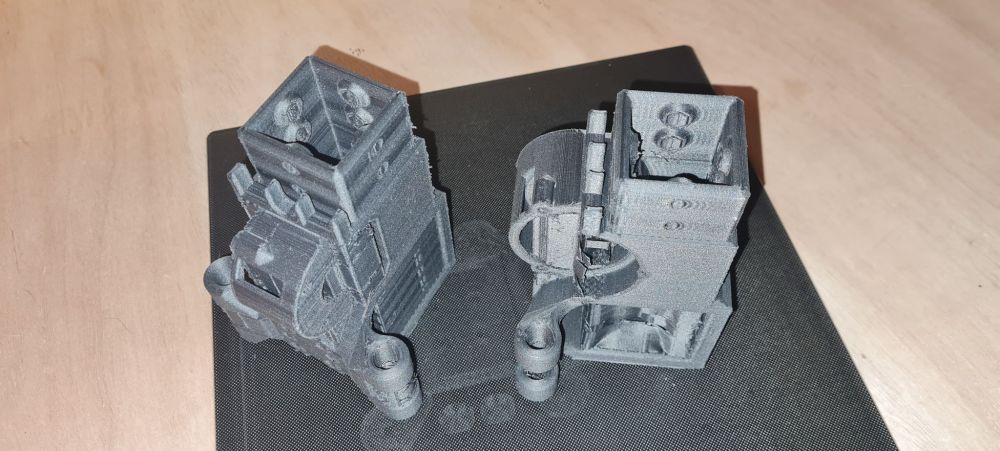
Bonjour et bonne année à Tous et Toutes, Yoda quasi fini, retouches et vernis à venir, mais on est pas mal là
 2 points
2 points -
Sommaire 1) Imprimer sans se blesser ni abîmer son imprimante 2) Se donner les moyens de faire de belles impressions 3) Pour aller plus loin Pour poser une question technique, rendez vous ici Pour discuter de ce livre blanc (commentaires, idées d'amélioration, etc.) , rendez vous ici2 points
-
Je ne connais pas Blender. Mais de ce j'en ai compris c'est qu'il est plus adapté à de la modélisation organique/sculpture. Il y a quelques tutos là -> Fusion est effectivement bien adapté à la modélisation de pièces techniques. Un bon tuto ici pour commencer -> https://m.youtube.com/channel/UC2FNUcKh_ZfJkemWcttF-ZA Il y a aussi une chaîne Youtube Fusion360 en français. Je te la conseille. Je regarde une vidéo de temps en temps et j'apprends énormément de choses -> https://m.youtube.com/channel/UC2FNUcKh_ZfJkemWcttF-ZA @+ JC1 point
-
Merci d'avoir pris le temps de me répondre depuis le Québec j'ai déjà remisé la microSD de boite Belle journée à vous
 1 point
1 point -
C'est une des raisons pour lesquelles je me suis mis à l'impression 3D @+ JC1 point
-
Salut A mon avis ça va être difficile de trouver un modèle déjà modélisé aux bonnes dimensions En cherchant vite fait sur PrusaPrinters: https://www.prusaprinters.org/prints/2046-16mm-tube-connectors https://www.prusaprinters.org/prints/115555-obi-27cm-steel-pipe-short-t-connector https://www.prusaprinters.org/prints/99510-half-inch-pvc-corner-joint-for-3-pipes et sur Thingiverse https://www.thingiverse.com/thing:195140/files https://www.thingiverse.com/thing:3347880 https://www.thingiverse.com/thing:4192048/files Ou alors trouver un modèle avec le fichier de modélisation 3D paramétrable SCAD ou Fusion360 par exemple (Dernier exemple) Dans ton cas je modéliserai la pièce moi même en adaptant le design à l'impression 3D et la rendre facilement imprimable. Exemple surfaces extérieures plates et non rondes (1er exemple), etc... @+ JC1 point
-
Merci @fran6p Je creuserai ton histoire de fichiers autoX.g plus tard car le problème semble résolu: la connexion USB est rétablie.... il y avait bien un problème de câble de charge ! le souci, c'est que je l'avais remplacé, de nouveau, par..... un CABLE DE CHARGE !! (...perseverare diabolicum) Après un achat d'un BON câble (0.99€ !!! chez Action, si, si !), j'ai retrouvé ma possibilité de passer le Z en 200 pas/mm (vis-mère au pas de 2 mm) avec la commande M92 Z200 @Lorenzo78 le câble de mon Ender3 est un micro-USB (comme sur les portables autres que "la pomme") pour @PPAC, je suis peut-être aveugle, mais, même en retournant la Ender de tous les côtés, je n'ai pas vu de connecteur "à l'ancienne" type B .... Pour l'instant le PC "cause" avec l'imprimante; je vais donc faire quelques tests d'impression et je vous tiens au jus. ---> je reviens: il semble que la Ender3 "discute" beaucoup avec Repetier --> j'ai continuellement un tas de commentaires incompréhensibles sur le bas de l'écran défilant de Repetier et ceci même quand je n'imprime pas ! Quelqu'un a déjà eu ce comportement curieux ?1 point
-
Ça marche ! Pareil pour toi1 point
-
Salut airj45, Ami de galère. Le terme est bien trouvé . J'ai passé une bonne partie de ma soirée hier à "réparer" l'extrudeur. Le pignon moteur était mis à l'envers, et trop bas. Résultat la vis noire le tenant touchait le filament et l'abimait... Et coup de chance, la vis serrée de force était foireuse, Je l'a attaquée à la perceuse et autres joyeusetés. Heureusement que j'avais un kit mk8 en stock pour reprendre un pignon. J'en avais même un avec un moteur déjà monté, mais impossible de régler les drivers sur cette carte pour un moteur différent. C'est un gâchis l'électronique, car je trouve que mécaniquement elle est correcte (Venant d'une ctc, suis je objectif? ) et assez silencieuse (en excluant les ventilos). La carte mère c'est du jetable, comme tout est soudé, notamment les drivers, en cas de pépin, c'est poubelle. J'attends de recevoir des tmc 2208 (j"avais des 4988 sur ctc) que j'ai commandés hier, pour la remplacer par la mks gen L 2 que j'avais installée sur ma ctc. A voir si tu ne peux pas trouver une autre carte, autre que tronhoo et moins chère que lk. la mks gen L je la trouve sympa mais depuis il y a du avoir mieux. Grosso modo pour 35 euros (20 € de carte +14 € tmc. Edit : +mosfets si tu n'en as pas) tu pourrais te passer de smoothers et être tranquille.. Quant à l"écran, je vais repartir sur un écran lcd classique. Il est joli cet écran certes, mais comme tu as pu le voir, on ne peut rien régler!! Concernant ton problème de flux de filament, si tu parles de la pression, tu peux peut être regarder du coté du gcode M 128 S nombre (0 à 255). Pour calibrer les steps de l'extrudeur je cherche encore. D'ailleurs j'aimerais bien récupérer les steps de tous les moteurs avant de changer de carte, et je ne sais pas comment faire. Marlin est en mode silence apparemment et la commande M503 ne renvoie rien du tout... Si quelqu'un a une idée merci :-). Pour ton histoire de level, je ne sais pas comment l'implémenter comme on a pas accès au marlin.. Peut être que la carte est câblée comme une lk3 ou une ramps classique, mais comme il n'y a aucun support de tronhoo... Je suis d'accord avec toi sur le coté inadmissible. Car j'avais passé du temps à choisir une imprimante, et je me suis fait refiler une autre machine au nom identique, qui lui ressemble. Je ne sais pas si Gearbest a arrêté de la produire, ou si c'est une copie pure et simple, mais sur le carton, il y avait marqué tronhoo comme fabriquant et modèle Alfwawise. J'ai remonté mes problèmes au vendeur ebay, il me demande des vidéos mais j'ai tout résolu maintenant...1 point
-
Je viens de tester la résine Anycubic Craftsman Grey au boulot, très visqueuse (j'avais peur d'être encore plus emmerdé qu'avec la monocure) mais c'est le jour et la nuit par rapport à la monocure (même l'anycubic standard que j'aimais bien est nul par rapport à la Craftsman), les détails sont top (et j'étais un peu trop exposée) j'en met moins à côté quant j'enlève le print de l'imprimante, les supports laissent moins de traces et même avec le merdique resinaway, elle se nettoie facilement et elle est moins cher que la monocure..... Dommage que sur ali on en trouve pas souvent en promo sinon je ne prendrais plus que celle la en perso. Je vais faire une commande d'esun bleu car cette couleur n'existe pas chez anycubic, j'espère qu'elle est mieux que la monocure et pour le prix, j'espère qu'elle est aussi bien que la Craftsman.1 point
-
Merci Les choses n'avance pas comme je voudrais (pas trop de temps ) ,j'espère commencer le montage ce week-end A plus1 point
-
@badarin19salut a toi. Oui alors ton soucis semble ici etre le même que j'ai eu et que d'autre comme Atoban on eu sur les MKS GenL cela arrive parfois. Ici ta fluctuation est en effet assez flagrante et va empirer avec le temps, de plus si la température est a + ou - 4°c de différence avec la cible pendant plus de 40sec tu aura la sécurité thermique qui ce déclenchera et tu sera bon pour éteindre et rallumé l'imprimante. Le problème est lié au système qui gère le mosfet de chauffe de la buse (ce n'est pas un soucis avec le 5v de la carte la chauffe est gérer en 24v), tu as dans ce cas souvent 3 condensateurs de qualité moyenne qui finissent par fuir avec le temps. il peux être utilise de passer a ce type de condensateur 2x 100uF 50V LOW ESR 1x 1000uF 6.3V LOW ESR Maintenant cela n'est pas forcement évident si tu n'es pas habituer pour les remplacer en les dessoudant, Atoban avait pose la question et trouver que en mettant un condensateur parallèle cela stabilisait le soucis (recherche de post dans cette rubrique) mais cette solution n'est que provisoire si un condo fuit il continuera et a une moment les dégâts sont définitif. L'autre solution en effet est de changer la Carte Mère par une MKS GenL et remettre ton firmware dessus les MKS GenL cout environ 22-25€. P.S : A oui une dernière chose les TLSmoother sur une X1 cela ne sert a rien bien au contraire, retire cela au plus vite conseil.
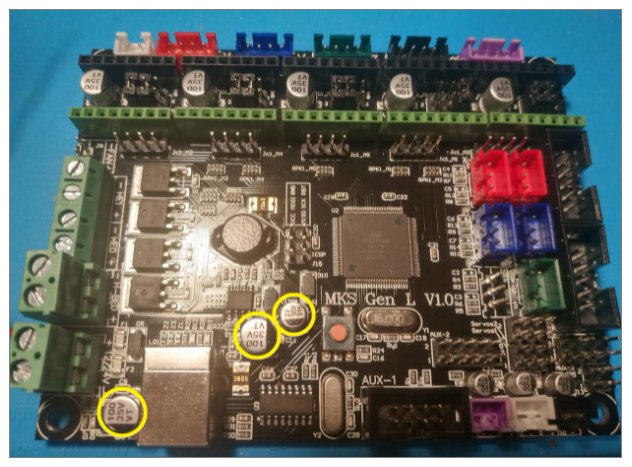 1 point
1 point -
@PPAC Merci pour ta reponse !! J'avais le meme probleme que @Michael62 et ca l'a en effet resolu !! Etrange que Dagoma, ne propose pas un update pour leur config de Cura slicer sur github... Bonne soirée !1 point
-
La seule «vraie» grosse différence par rapport aux modèles «classiques»: la tête avec son extrudeur en mode direct drive type BMG démultiplié => facilité de changement / remplacement du filament, impression sans problème (en tout cas pour le moment) de TPU. Tête elle même facilement démontable de son support sur l'axe X. La surface d'impression est une base aimantée amovible recouverte d'un PEI structuré. Par rapport à une CR6-SE, peu de différences hormis le système utilisé pour le nivellement. Toutes deux, la E3S1 et la CR6-SE sont pré-montées (montage en moins d'un quart d'heure mais les vérifications indispensables prennent elles un peu plus de temps). Elles ont toutes deux, deux tiges filetées pour l'axe Z, tiges accouplées via une courroie. Les axes X et Y sont munis de tendeurs de courroies. Une Ender3 «basique» (ou une Ender3V2) elle nécessitera l'assemblage complet de la structure. Une seule tige filetée pour l'axe Z, pas d'auto-nivellement, … Entre les trois, ça dépend de l'utilisation qu'on souhaite en faire et de son budget. Si on envisage de partir d'une Ender3 pour la faire évoluer pour qu'elle approche ce que possède d'origine une CR6-SE ou une Ender3 S1, au final on arrivera à peu près au même prix.1 point
-
Ouf a oui on rigole pas.. bravo sacré boulot1 point
-
Salut voici les supports de l'axe X Ils sont brut pas encore enlevé les supports, toujours en carbonfil Reste quelques pièces en alu à faire et les supports des moteurs en Z je posterais les dessins ce soir A+

 1 point
1 point -
Pour aller plus loin (ou pour poser une question technique) Si vous cherchez une définition, visitez le glossaire de l'impression 3D : https://www.lesimprimantes3d.fr/forum/topic/45754-glossaire-de-limpression-3d/ Ne négligez pas la première couche de votre impression ! La section des tutos 'hardware' (aller vers la section) En particulier les tutos pour débutants les tutos pour intermédiaires La section des tutos 'software' (aller vers la section) Les sections tutos spécifiques aux constructeurs Alfawise / Longer3D Anycubic Artillery Creality Dagoma GEEETech Pour poser une question technique, vous avez deux options La section dédiée aux constructeurs https://www.lesimprimantes3d.fr/forum/56-les-constructeurs/ Une section plus généraliste https://www.lesimprimantes3d.fr/forum/69-entraide-questionsréponses-sur-limpression-3d/1 point
-
Se donner les moyens de faire de belles impressions Conserver vos filaments hydrophiles (PLA, PETG, PVA, ...) dans un endroit protégé de la lumière et de l'humidité. Lorsqu'un filament absorbe trop d'humidité, il devient difficile à imprimer à cause de sa densité irrégulière et les pièces imprimées seront de moins bonne qualités qu'avec un filament sec. Un filament trop humide est reconnaissable par différents moyens - Il devient cassant lorsqu'on le plie. - Lors de l'impression, de la vapeur va se créer au niveau de la buse. - Lors de l'impression, des crépitements vont se faire entendre au niveau de la buse. Pour déshumidifier un filament à base de PLA, il faut le passer au four à 45°C au minimum durant 4H. Ne pas modifier une imprimante avant de bien maîtriser son utilisation. Les mauvaises qualités d'impression sont majoritairement dues à de mauvais réglages et à un mauvais entretien de l'imprimante. Si vous décidez de faire des modifications logicielles ou mécaniques, n'en faites qu'une seule à la fois afin de vous apercevoir de l’influence qu'elle a sur votre impression. Si vous rencontrez un problème mécanique, réglez-le par la mécanique, n'essayez pas de le compenser via un quelconque réglage logiciel. Si vous rencontrez un problème de lié à un réglage logiciel, traitez le par un meilleur réglage logiciel, n'essayez pas de le compenser via une quelconque modification mécanique. Traitez le problème à la source plutôt que d'essayer de le compenser. Pour réussir vos impressions de PLA, PETG, TPU - Évitez les courants d'air - Une température de la pièce dans laquelle se trouve l'imprimante comprise en 18 et 25°C. Si la température est inférieure à 18°C, laissez votre imprimante préchauffer durant 15 minutes Il est à noter que certaines imprimantes ne permettent pas d'imprimer lorsque la température est inférieur à environ 5°C. Pour réussir vos impressions d'ABS, ASA, PP - Caisson fermé sans ventilation (40° à 60°C dans l'enceinte) - Pas de courants d'air dans l'enceinte Avant de trancher une pièce, assurez-vous de son orientation sur le plateau car elle va influer sur sa solidité. Je répète : Ne modifiez qu’un seul réglage à la fois dans le slicer afin de voir clairement son impact (positif ou négatif) sur la pièce imprimée. La vitesse excessive est l'ennemie de la qualité d'impression, commencez par imprimer avec une vitesse maximum de 40 mm/s. Après le tranchage, prendre quelques minutes pour vérifier la future impression de la pièce grâce à la prévisualisation des couches. Inspectez les couches les unes après les autres en vérifiant leur bon empilage et l'absence de défauts tels que des parties qui ont été supprimées lors du tranchage. Pour rappel, le réglage parfait buse<>plateau se joue à 0,05mm +- 0,025. On est loin du réglage à la louche au millimètre près. Prenez soin de l'état de surface de votre plateau. le contact d'un doigt sur la surface utile du plateau suffit à réduire l'adhérence de la pièce imprimée. Lorsque vous modéliserez vos futures pièces, pensez à la manière dont vous allez l'imprimer.1 point
-
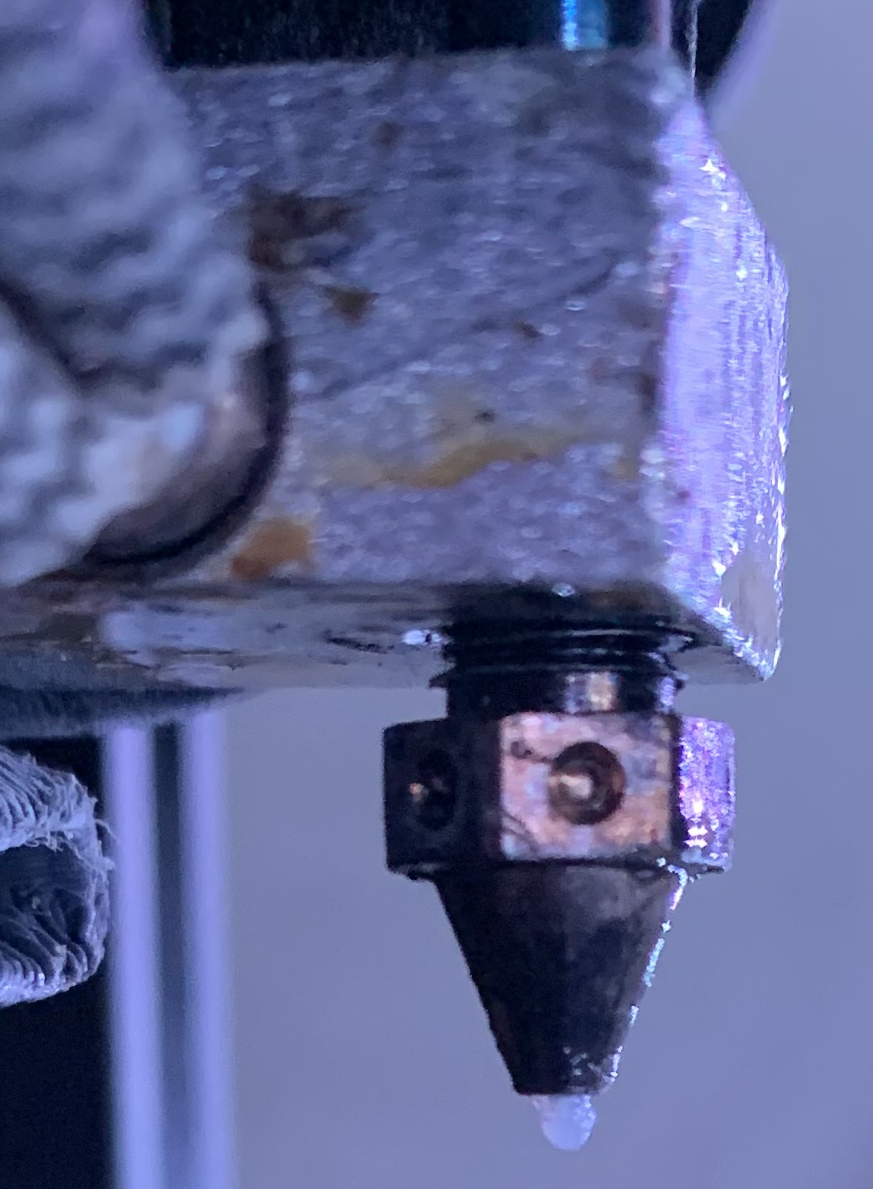
Imprimer sans se blesser ni abîmer son imprimante L'utilisation d'une imprimante 3D par dépôt de filament implique des risques de brûlures et de blessure par pincement. Ne touchez jamais la partie chaude de la tête d'impression durant le fonctionnement de l'imprimante. La température est de l'ordre de 200°C. Ne mettez pas vos mains sur le plateau durant le fonctionnement de l'imprimante. La température est de l'ordre de 60°C. Ne mettez jamais vos mains dans le volume d'impression. Des pièces se déplacent rapidement et les moteurs qui les actionnent sont suffisamment puissant pour causer une blessure. Installez votre imprimante bien à plat sur un meuble stable. Vérifiez que la tension affichée par le sélecteur de tension du bloc d'alimentation corresponde bien à votre tension secteur. La tension secteur est de 115V en Amérique du Nord et 230V en Europe. Pour les autres régions, consultez cette carte. Réglez les jeux de fonctionnement de votre imprimante avant de vous en servir. Cette opération prend 2 minutes. Reportez-vous au mode d'emploi de l'imprimante ou aux tutos. Vérifiez manuellement que tous les mouvements se font librement sur toute la longueur des axes sans aucun point dur. Lubrifier vos axes en utilisant de la graisse blanche au lithium ou un lubrifiant similaire qui n’agglomérera pas les poussières et autres saletés. Réglez le parallélisme entre le plateau et les axes X et Y. Cette opération prend 2 également minutes. Reportez-vous au mode d'emploi de l'imprimante ou aux tutos. Réglez la distance ente la buse et le plateau est un impératif. Trop d'écart empêchera les impressions d’adhérer au plateau. Un écart négatif abîmera votre plateau car la buse s'incrustera dedans. Le réglage se fait avec l'ensemble (buse et plateau) propre et à température d'impression (environ 200 et 60°C) avec un papier standard d'imprimante 2D (60 à 80 gr/m carrés). Le plateau doit être exempt de toutes traces de gras, de poussières et d'autres impuretés. Vous pouvez le nettoyer avec de l'alcool à 90° ou de l'alcool isopropylique. Pour débuter, utilisez du filament de type PLA. Le filament doit être inséré et extrait de la tête d'impression lorsque la température est d'environ 200°C. Avant insérer le filament, coupez-le en biseau. Pour extraire le filament, poussez-le sur un centimètre puis retirez le franchement. Utilisez le trancheur fournit avec votre imprimante. Si il n'y en a pas, utilisez Cura ou Prusaclicer. Les trancheurs sont livrés avec des profils d'imprimantes qui définissent les dimensions de votre imprimante. Choisissez le profil qui correspond à votre imprimante et ne touchez pas aux réglages. Si le trancheur n'a pas de profil pour votre imprimante, prenez en un autre. Commencez par imprimer une seule pièce à la fois. Utilisez une bordure pour maximiser l’adhérence sur le plateau. Durant vos premières impressions, restez devant votre imprimante pour parer à d’éventuels problèmes. Soyez prêts à couper l'alimentation pour arrêter l'imprimante et pensez à la remettre en route pour continuer à refroidir le heat break. Laissez refroidir la buse à moins de 50°C avant de couper l'alimentation de l'imprimante.
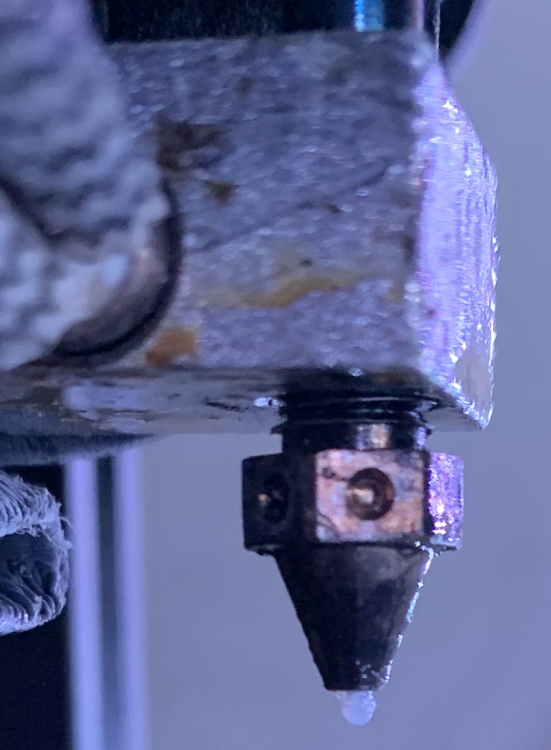 1 point
1 point -
Peut-être qu'on ne teste que de «vraies» imprimantes 3D Quoi que , des «jouets» ont déjà été testé (encore moins cher que la Weedo) pour un résultat pas si mauvais que ça : https://www.lesimprimantes3d.fr/test-easythreed-x1-20201017/1 point
-
Boulanger vend bien des Dagoma... Est-ce que je vois ce que je vois ?? Avec le fil (et le bowden) passé comme ça, c'est sûr qu'il va y avoir plein de nouveaux membres...1 point
-
Les «mini» bobines de filaments (250g) vendues par Carrefour portent la marque Esun. Ce n'est pas du tout bon marché : 9,99€ la bobine ( => ≃ 40€ le kilo ). Ces imprimantes risquent fort de rester dans un coin de la maison après leur déballage, l'avenir le dira.1 point
-
Bonsoir, C'est un sujet qui m'intéresse, autant me servir de SuperSlicer que de trouver un bon profil pour la SR. Seulement je suis sur mac, est ce que quelqu'un à la marche à suivre pour ajouter ses profils sur mac ? ce n'est pas comme sur windows, apparemment tout est en un seul fichier... En fait avec le profil de base le qualité d'impression n'est pas dingue, j'ai des murs "wavy" et comparer à la qualité de ma ender 3 c'est un soucis que j'ai jamais eu. Merci !1 point
-
tu as un multimètre sous le coude? mesurer la résistance en ohm de ton plateau chauffant. et hop la magie de la loi d'ohm I = U/R I = intensité U= tension R= résistance du plateau ton alim si elle est en 12v divisé par la valeur que tu vas trouver en mesurant la résistance du plateau. tu devrais trouver au alentour de 1,2 donc 12x1.2 = 10 A -> 12x10=120w oublie pas de cliquer sur coeur pour dire merci1 point