Classement




Contenu populaire
Contenu avec la plus haute réputation dans 01/05/2022 dans Messages
-
Voici une de mes activités qui n'a rien à voir avec l'impression 3d, mais qui m'a peut être donné envie d'aller voir plus loin ce qui se faisait........ : la réalisation de maquettes en papier Voici une yama mt01 qui m'a pris un certains nombre d'heures (proche des 200) on imprime le modèle sur du papier 260g imprimante jet encre classique, une bonne cutting map, un bon cutter de précision , colle blanche, loupe sur pied et beaucoup de patience....... quelques autres réalisations...... une carte qui se déplie quand on l'ouvre...... C'est aussi très sympa mais aussi chronophage que l'impression 3d


 6 points
6 points -
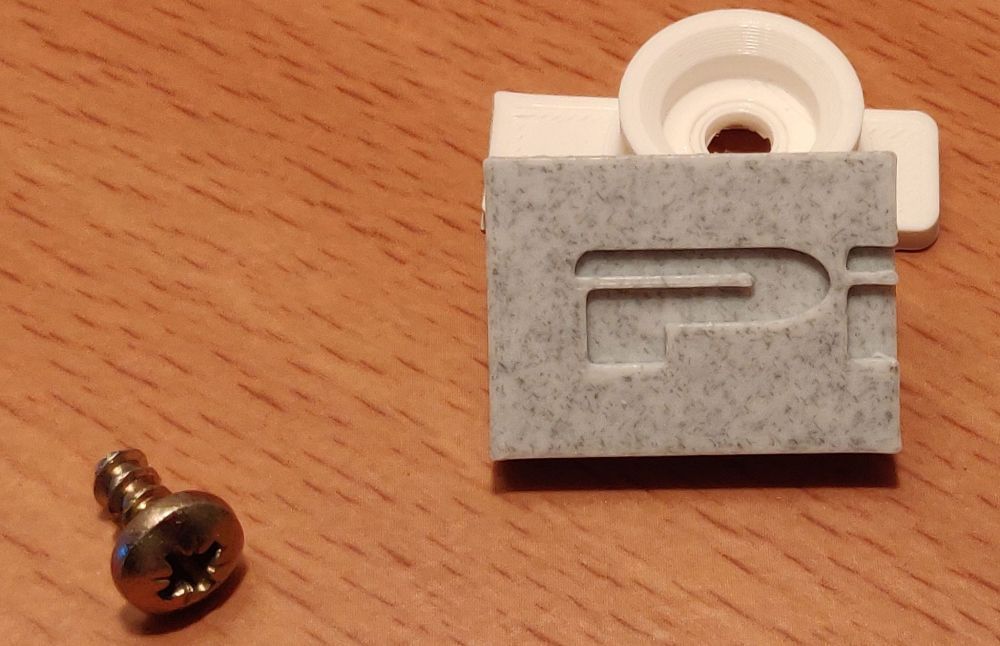
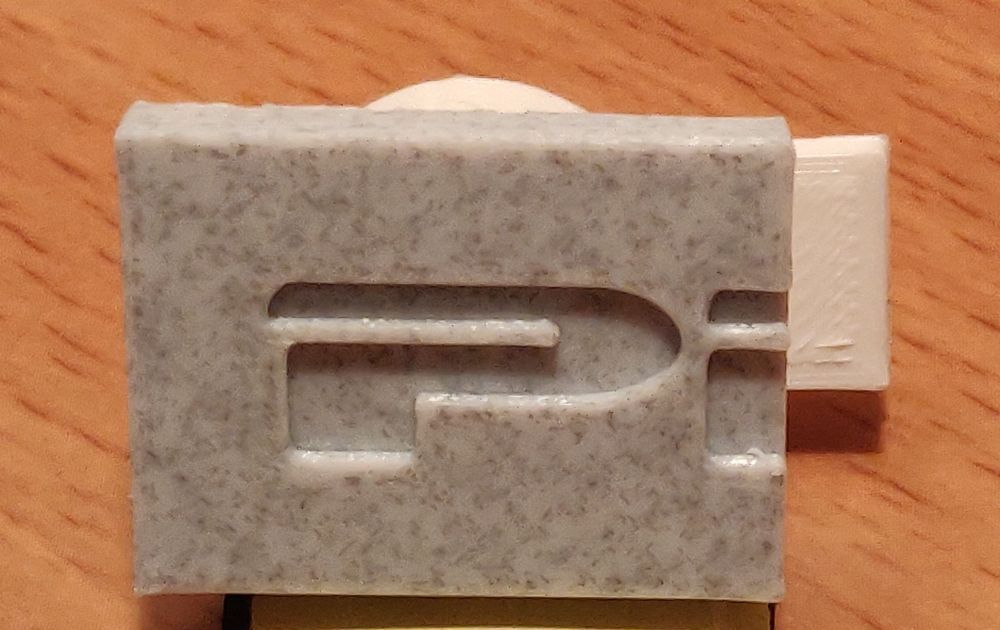
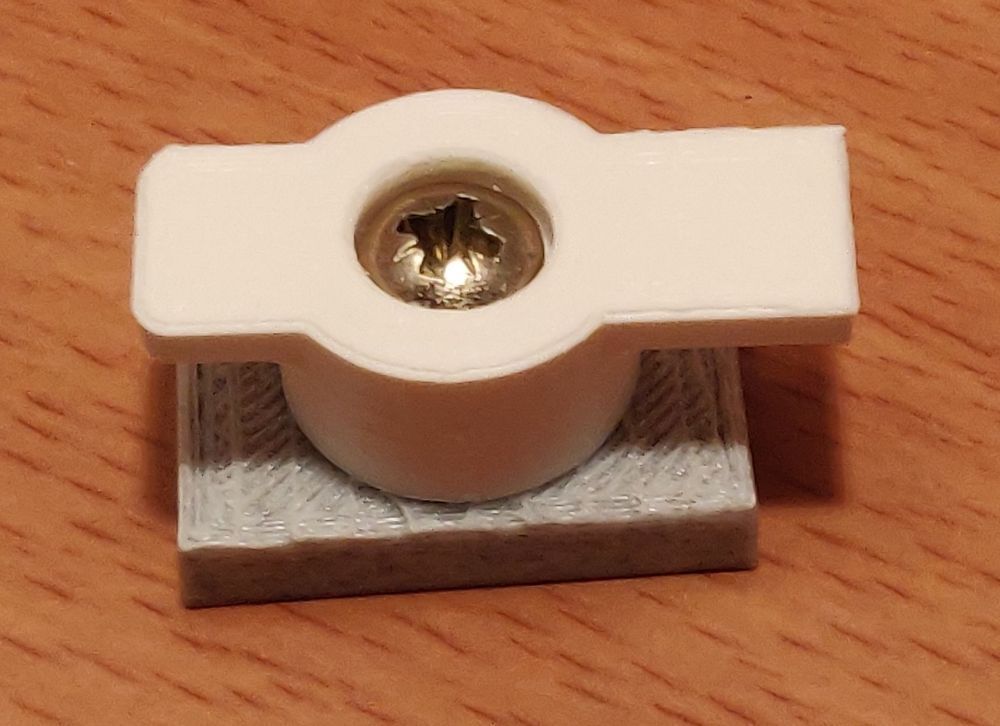
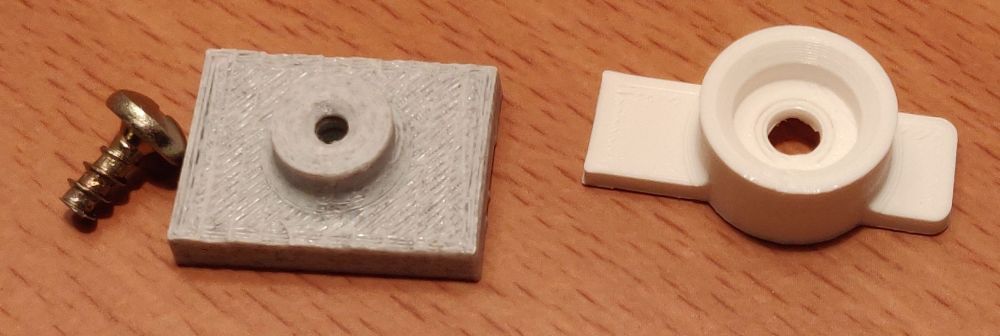
Et bien chers imprimeurs, vous avez une pepite sur ce forum ! Il s'agit de @pommeverte qui a répondu de la meilleure des manières à ma demande ses derniers jours. Nous avons très agréablement discuté sur la messagerie privé et voici en résumé ce que nous avons imprimé : Voici les versions logiciel Des tests d'impressions pour la fixation et la qualité/solidité Puis l'impression finale : Une fois le colis reçu quelques coups de peinture et vernis pour le resultat final : Je suis très très content du résultat. Et d'autant plus que c'est un geste d'une extrême gentillesse de la part de @pommeverte ! Pour ceux que ça pourrait éventuellement intéresser, voici les fichiers 3D qui correspondent aux 2 pièces imprimées Prius.zip





 3 points
3 points -
UP J'ai complété le post de départ avec les scripts d'installation2 points
-
Salut, Les menus cachés c'est assez courant, et pas uniquement sur les imprimantes SLA. J'en connais personnellement dans des imprimantes FDM, des CNC, des smartphones, des jeux vidéos, des voitures, des oscilloscopes, des thermostats d'ambiance, des calculatrices... Souvent sous la forme de menus purement technique, de test ou de maintenance, et d'autres parfois plus ludiques. Un petit souvenir de jeunesse : A cette époque, on sentait bien que certains ingénieurs ayant conçu ces menus cachés ont été à la place de ces étudiants qui s'ennuyaient lors de longues séances de TP. J'ai moi-même intégré des Easter eggs dans des produits commerciaux. Aujourd'hui ça ne passerait plus, les grosses entreprises ne cherchant plus que le profit au maximum, on a plutôt tendance à sortir au plus vite des produits pas terminés, en gardant l'espoir de pouvoir les mettre à jour rapidement sur le terrain. Si un tel menu caché était découvert, autant on peut toujours dire qu'on a fait ça sur son temps libre, autant il serait impossible de justifier les ressources mémoire inutilement consommées. Donc plus le temps pour ces con**ries.2 points
-
Il semble que l'on peut retrouver des trucs ( Merci web.archive.org ) https://www.vice.com/en/article/nem7yz/yamahas-paper-craft-website-shut-down -> https://web.archive.org/web/20180802051052/https://global.yamaha-motor.com/showroom/papercraft/ -> ... -> https://web.archive.org/web/20180802035729/https://global.yamaha-motor.com/showroom/papercraft/racing/pdf/A-block.pdf2 points
-
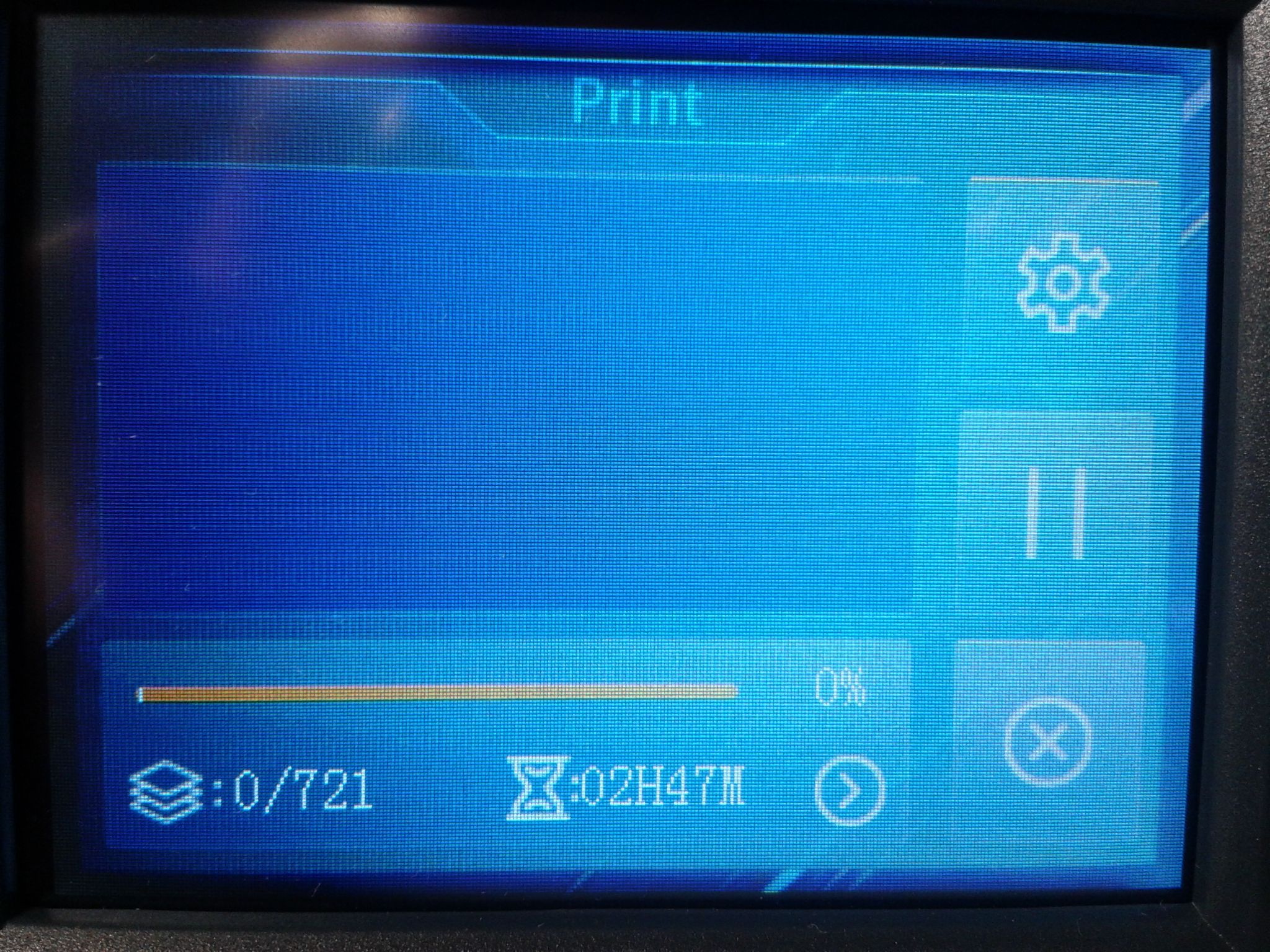
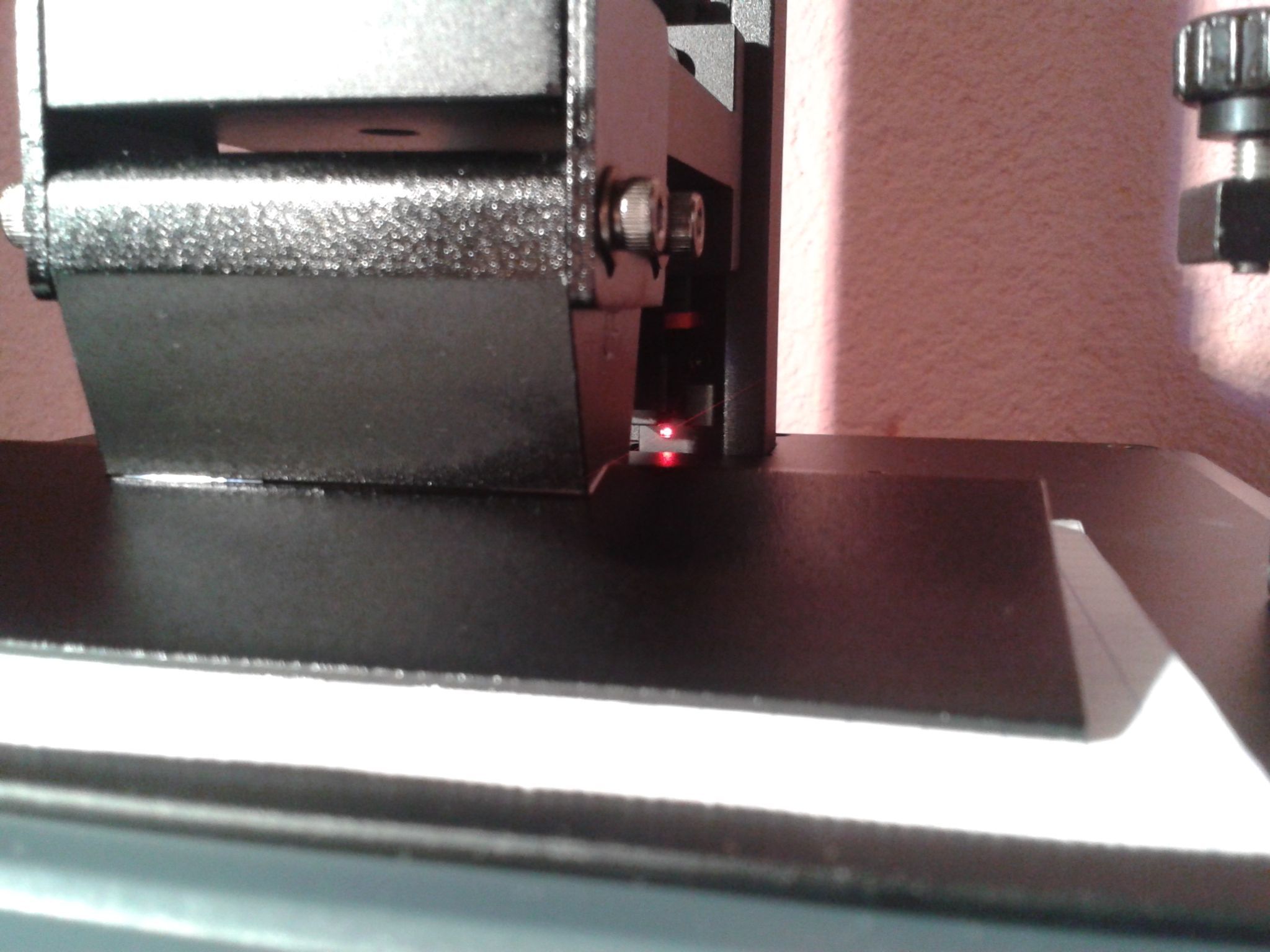
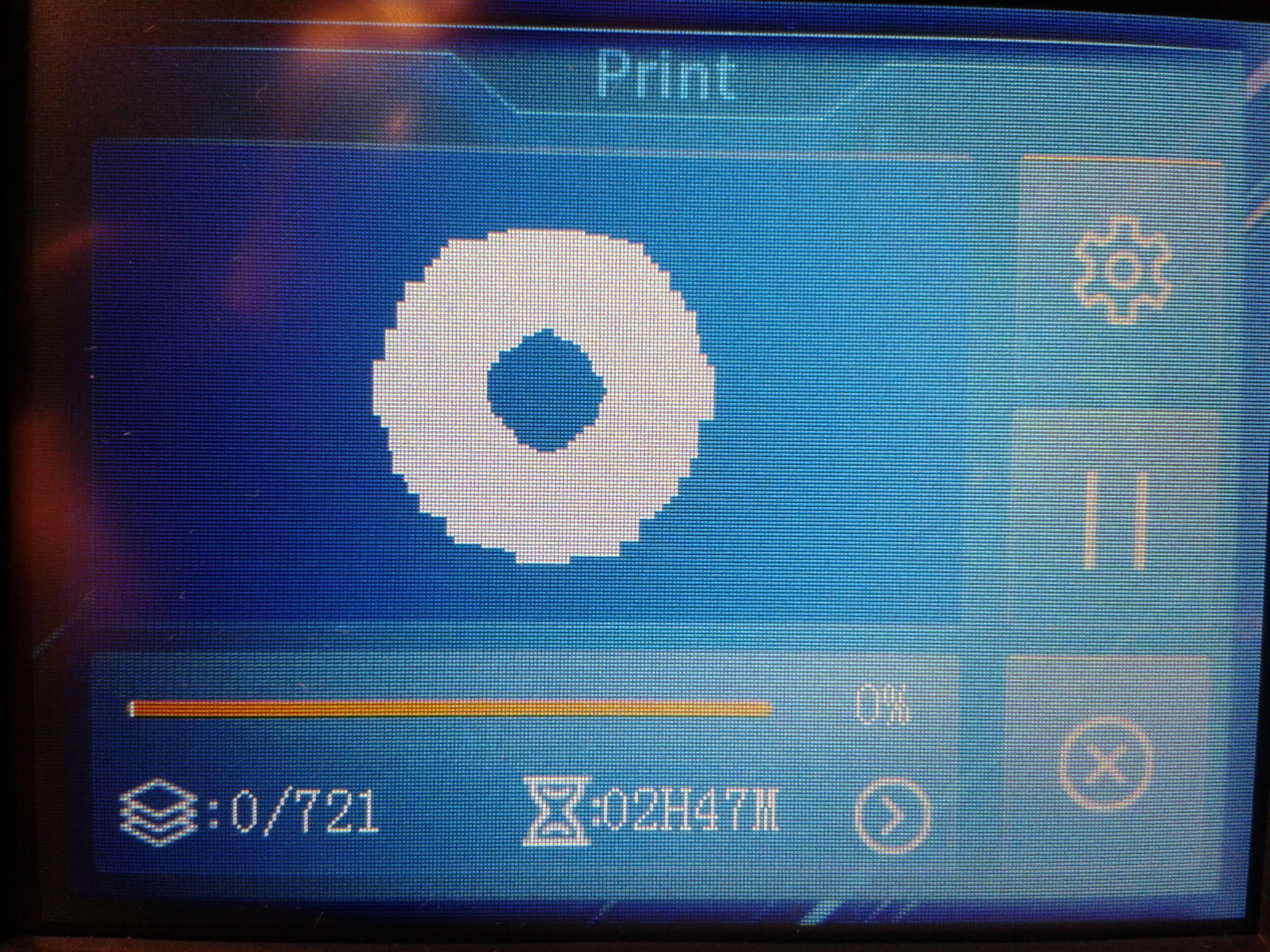
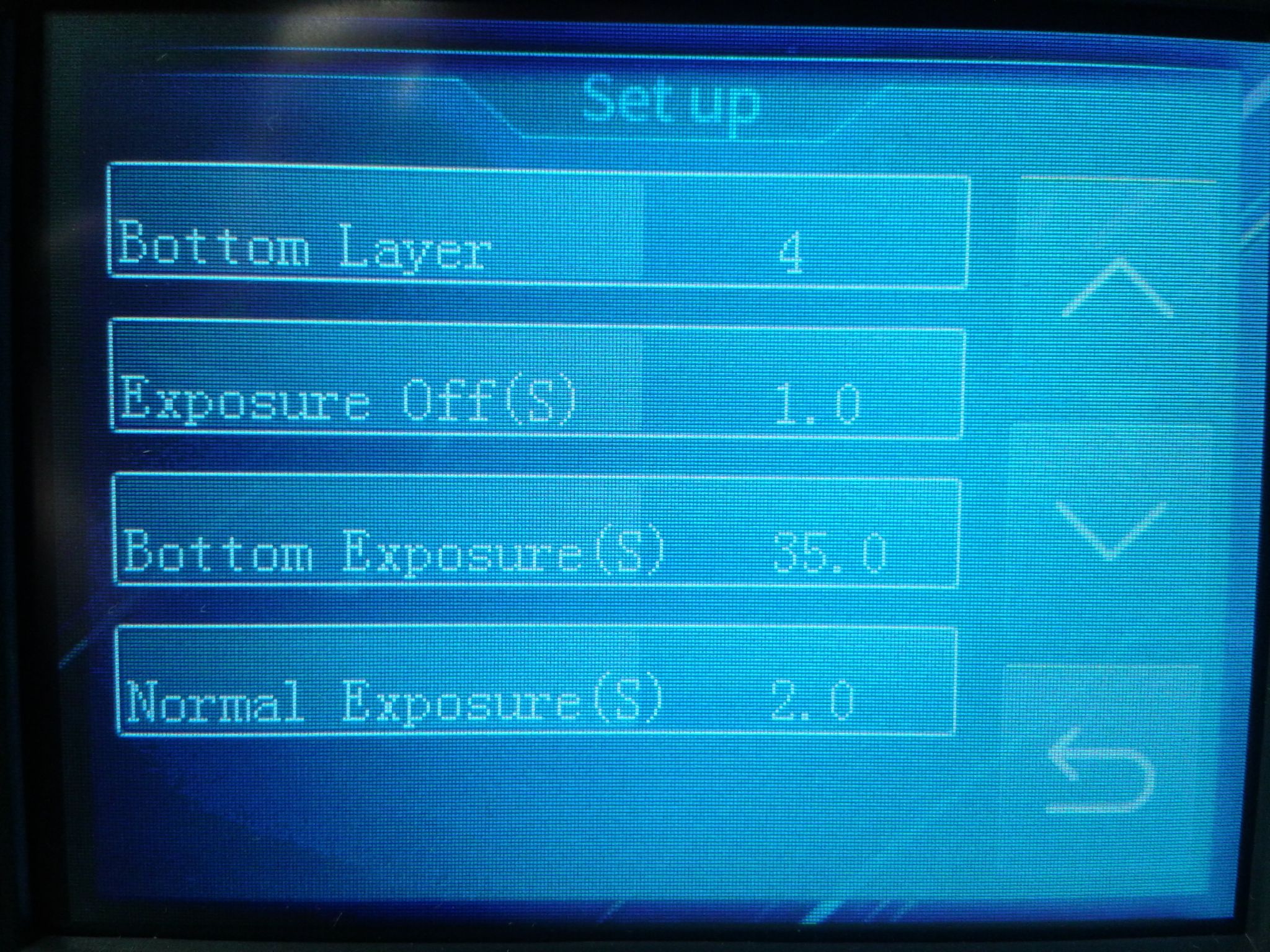
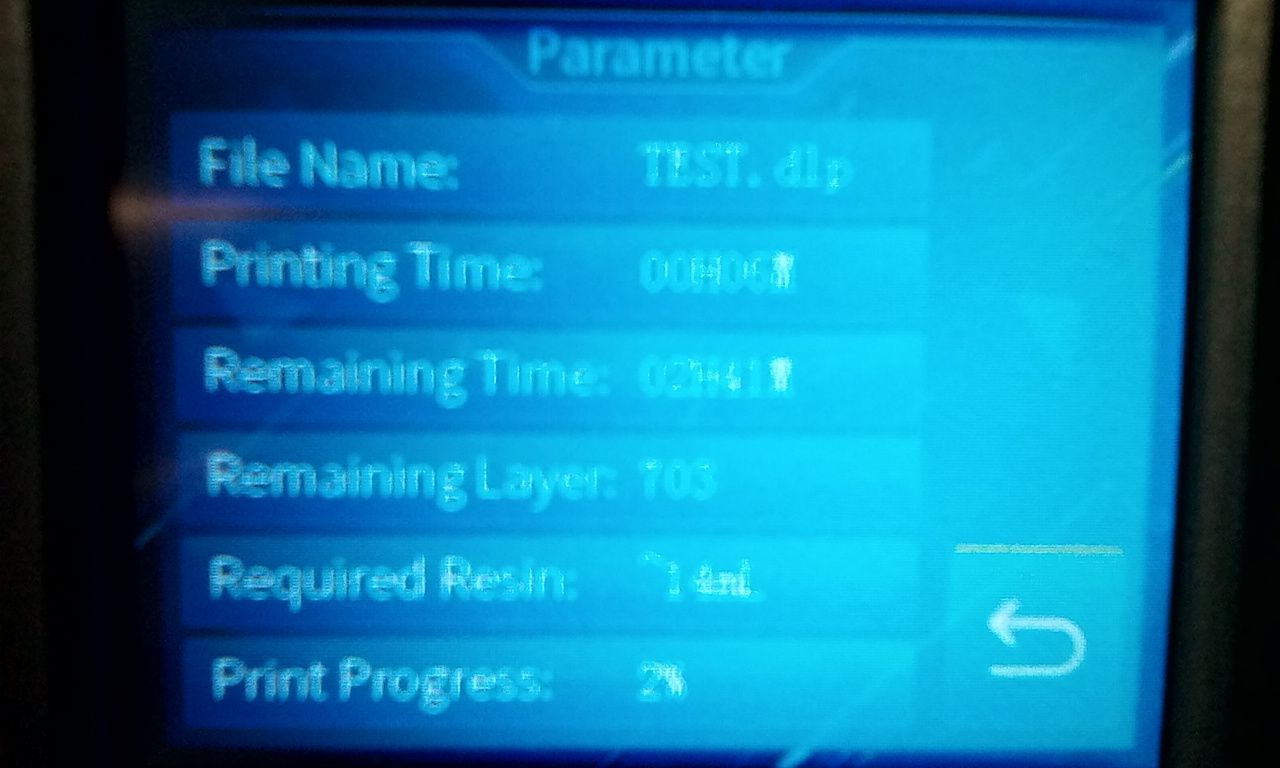
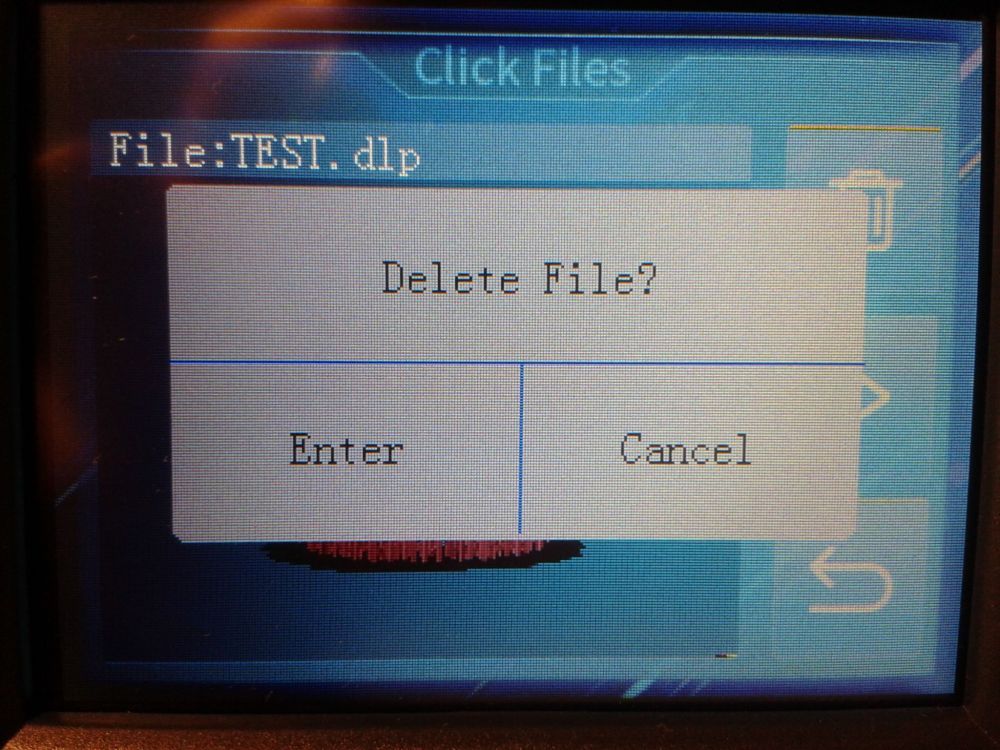
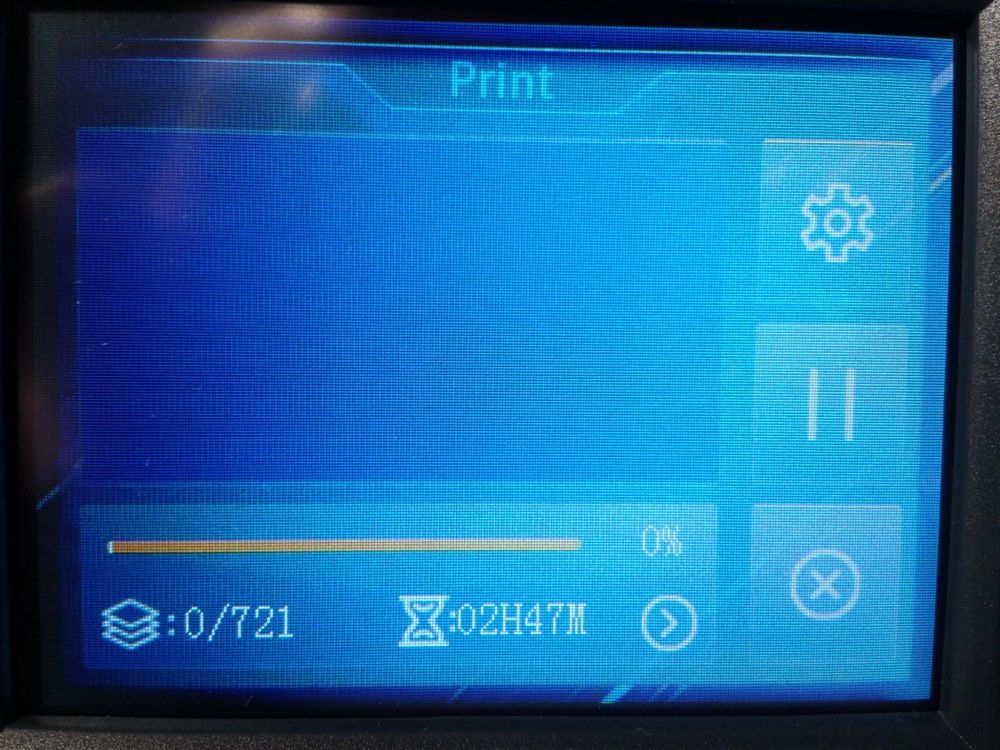
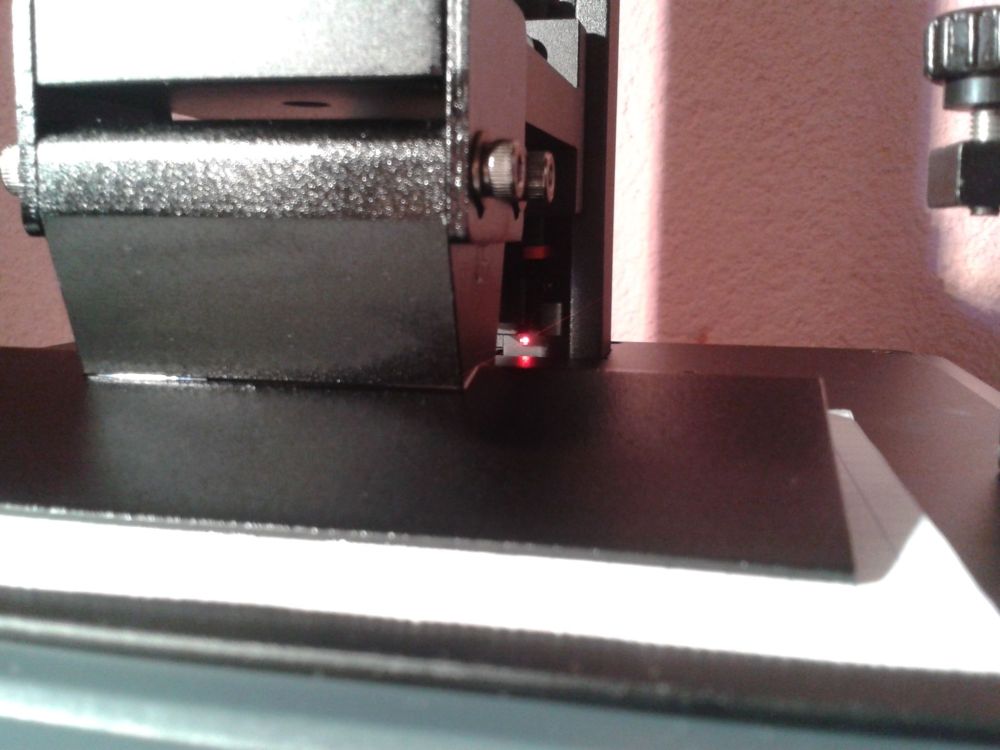
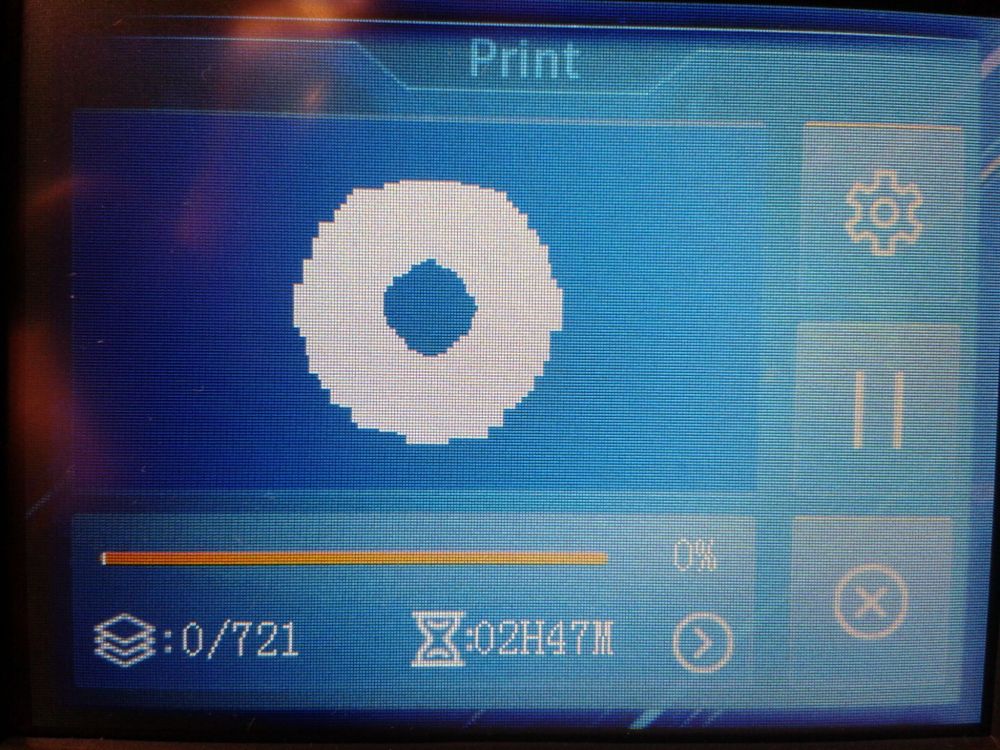
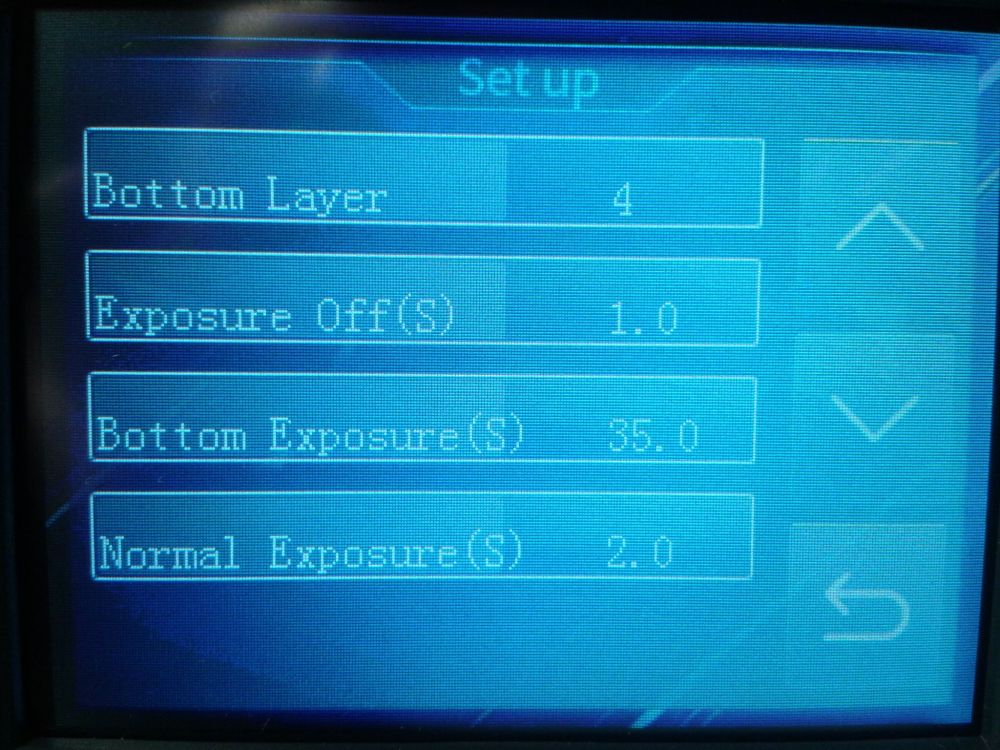
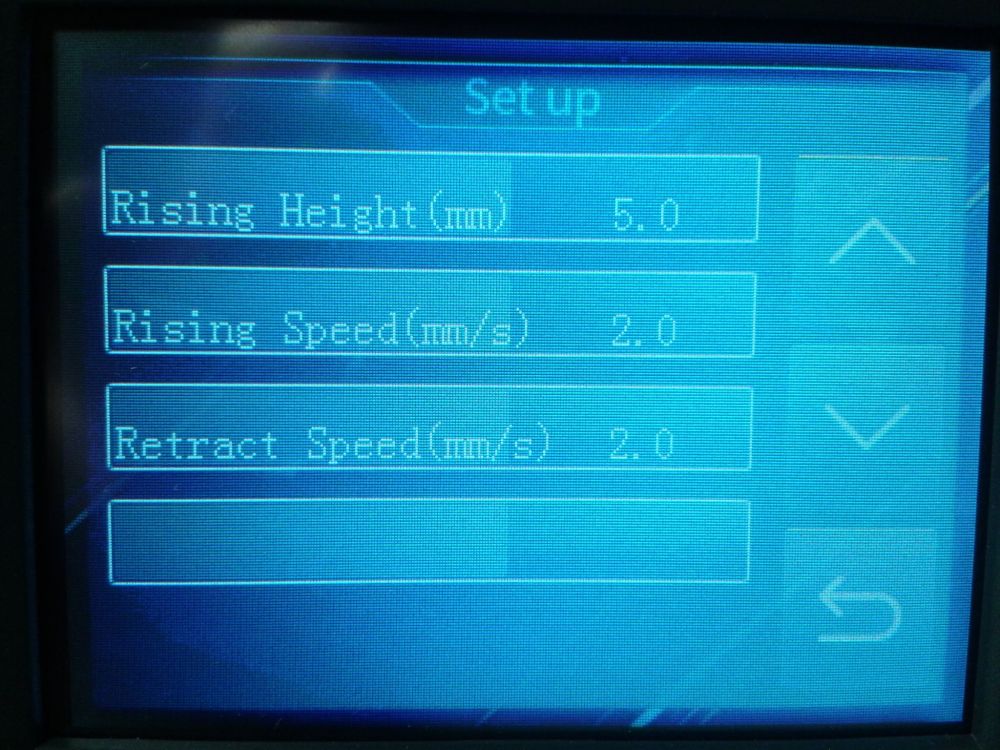
Si l'on clique sur la "poubelle" ... Lors d'une impression Ecran affiché lors de l'impression Remarquer le capteur de fin de course qui s'allume lors du début d'impression Ecran des valeurs des paramètres (modifiables) lors de l'impression ( l'engrenage) Si l'on clic sur une valeur par exemple ici pour "Bottom Layer" Ecran de détails d'informations de l'impression ( avec la quantité de résine utilisé estimé) 'le tout petit "play" a coté du bouton pour "annuler" (la croix encerclé) )

 2 points
2 points -
Nos imprimantes 3D sont très sensibles au type de carte SD ou clé USB utilisée pour transférer les fichiers G-Code et aussi à leur mode de formatage. Dans ce tutoriel nous allons donc voir comment bien choisir et formater sa carte SD ou sa clé USB : L’importance de la carte SD / clé USB Le formatage sous Windows Le formatage sous Linux Le formatage sous MacOS Autres points importants à retenir Merci à @PPAC, @fran6p et @jmarie3D pour leur contribution1 point
-
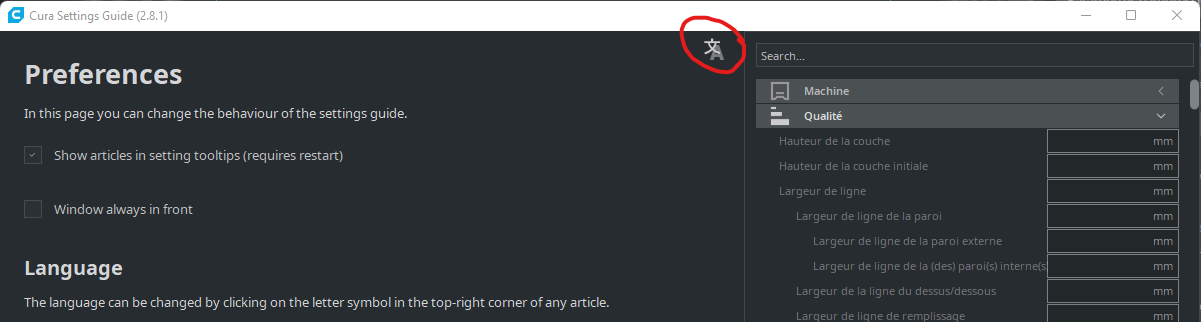
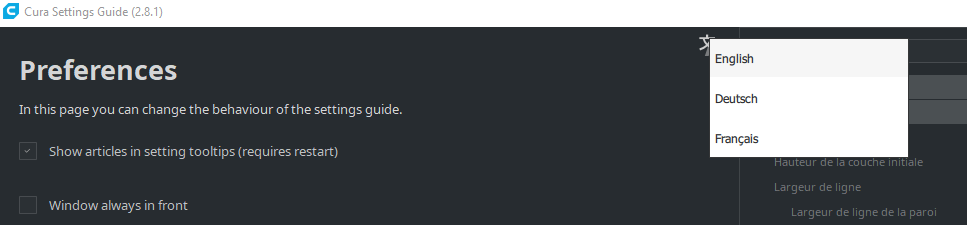
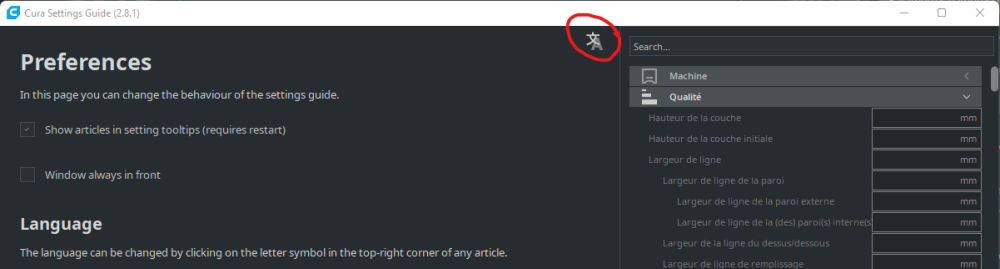
Bonjour à tous, Je voulais partager avec vous une petite manipulation afin de disposer de l'aide de Cura en Français. Avant tout, vous devrez avoir installé le plugin Settings Guide dans Cura Installation du plugin Pour cela, dans cura, cliquer sur Marché en ligne (en haut à droite) puis sélectionner Settings Guide puis cliquer sur Installer. Un redémarrage de Cura sera nécessaire afin que le plugin fonctionne. Vous avez maintenant l'accès à l'aide complète de CURA en Anglais par défaut. Configuration de la langue du plugin Si vous cliquer sur le menu Extension puis Settings Guide puis Préférences, vous pouvez voir que seul les langues Anglaise et Allemande sont "Disponible" Cela n'est pas tout à fait vrai, car la traduction en Français est bien installée. Toutefois celle-ci n'est pas activé. 1 - Fermer Cura 2 - Télécharger le fichier preferences.md 3 - Ouvrir un explorer et naviguer vers l'emplacement suivant : %appdata%\cura\4.13\plugins\SettingsGuide2\SettingsGuide2\resources\translations\fr_FR\about 4 - Copier le fichier preferences.md dans ce dossier. 5 - Ouvrir Cura, puis cliquer sur le menu Extension puis Settings Guide puis Préférences. Vous devriez maintenant avoir la possibilité de sélectionner la langue Française. Apres avoir un peut regardé différents aides sur les régalages, la traduction est plutôt bien réalisée (les termes techniques sont gardés) et peux aider certaines personnes qui débute ou qui ne sont pas à l'aise avec l'Anglais. J'espère que cela aidera certains d'entre vous.
 1 point
1 point -
En complément de ce sujet, voilà quelques scripts à exécuter sur une carte SD sur laquelle seul le système d'exploitation a été «imagé». Je renvoie vers mon dépôt Github où la lecture du LISEZMOI vous apportera plus d'informations. En gros, trois (3) ou quatre (4) scripts exécutent les étapes décrites dans le sujet cité plus haut (la durée d'installation variera en fonction de l'état de votre connexion, chez moi de l'étape 1 à la 7, cela a pris moins d'une demi-heure (30 minutes) . A NOTER: peu de modifications seraient à réaliser pour installer Octoprint sur une carte Raspberry Pi. La méthode préconisée pour les RPi reste l'installation de l'image «octopi».
 1 point
1 point -
Impressionnant en effet1 point
-
Pour le lissage, je le pratique rarement partant du principe que cela fait parti de l'impression sinon je ponce au grain fin quand il n'y a pas trop de détails. (et quand les détails sont peu importants je peux compenser par 2/3 couches d'apprêt) Donc désolé là dessus je ne peux te renseigner.1 point
-
Je l'ai pris (on n'en utilise pas beaucoup) pour nettoyer mes accessoires proprement et moi aussi je suis sur de la peinture à l'eau, c'est plutôt efficace. Cela peut se faire a l'eau mais il a l'avantage de bien dissoudre partout les résidus. Au départ j'asperge avec de l'eau pour le gros puis je mets un peu de cleaner dans le réservoir pour parfaire et je remplis à nouveau à l'eau qu'il ne reste pas de cleaner mais je suis assez chiant sur l'entretien de mes machines et appareils voulant que ça dure j'aime les remettre comme neuf ^^1 point
-
Bonjour, @Papa Schultz 67voici un tuto qui pourrai t'aider changer le tube PTFE l'aiguille piston fait partie des accessoires fournis avec une imprimante; c'est une tige longue de Ø2 mm qui permet à chaud de purger l'extrudeur pour éliminer un bouchon (c'est une technique archaïque que je n'emploie pas car pas facile à mettre en œuvre. le tube PTFE neuf fait 72mm de long. Voici un gabarit de coupe du tube ci-joint. Il est facile de démonter l'extrudeur tenu par 4 vis à l'arrière. CHC 2.5mm Ensuite ouvrir le carter tenu par deux vis. CHC 2.5mm Débrancher le clips de la sonde thermique ainsi que les deux fils de la cartouche chauffante. Le refroidisseur en alu est vissé par deux vis les enlever. deux vis CHC 2.5mm Ensuite l'ensemble Heatbrack et dissipateur en alu sont disponibles pour l'ouverture du bloc. Dévisser la petite vis CHC de 1.5mm qui bloc la tige filetée M6. dévisser la tige filetée complétement pour voir apparaitre le tube PTFE bleu. Je conseille de brancher une alimentation 24v sur la cartouche pour atteindre une température de 200° pour tirer sur le tube Bleu qui est collé. Nota ; j'utilise une pince étau pour maintenir le corps de chauffe très brûlant ! en principe il vient par force car il est collé dans le bloc de chauffe. extraire le tube PTFE bleu nettoyer avec un foret de 4 mm juste pour enlever le surplus de filament collé (attention de pas ne forcer au contact de la buse !!) c'est juste pour extraire les dépôts collés dans le heatbrack ! Placer le nouveau le tube bien coupé droit et le placer au contact de la buse. (c'est très important) remonter la tige filetée M6 avec un léger couple de serrage pour que celui-ci soit bien au contact de la buse. Serrage de la vis CHC pour abloquer la tige filetée M6. Ensuite remontage inverse après avoir refait un nivellement du bed. Je pratique couramment cet entretien période environ tous les 5 à 6 bobines consommées par extrudeur; c'est une opération d'entretien indispensable quand ont souhaite des qualités d'impressions irréprochables. En conclusion çà doit fonctionner nickel après cette opération. J'attire votre attention sur les filaments MAT il comportent un faible pourcentage de craie pour donner un effet mat. Les additifs comme la craie, les paillettes type alumine, PLA bois engendrent des colmatages de façon aléatoire après des heures d'impressions. Le filament PLA naturel brille après une impression, c'est un signe de qualité sans additifs. a+ decoupe_tube ptfe.STL1 point
-
Hello. De mon côté, que du bonheur avec cette machine. J'ai peut-etre eu de la chance, mais le 3d touch qui pose souvent problème fonctionnait tres bien chez moi. Même si j'ai finalement changer pour un BLTouch officiel qui tout de même plus précis. Au cas ou, lors du premier démarrage, remonte l'axe Z d'une dizaine de centimètre avant de lancer le premier abl et lorsque la pointe du 3d touch sors pour mesurer le z zero touche la avec le doigt pour voir si elle s'arrête. Si cela ne fonctionne pas tu aura le temps de l'éteindre avant qu'elle n'abime le plateau.1 point
-
j'ai pas vraiment de bonnes réponses, pour tester et me faire la main en impression SLA ... le "super early bird" m’était accessible ( mauvaise argument comme c'est fini ) d’après leurs "bla bla commercial", sur le long terme, le système DLP serais moins coûteux que les écrans LCD de masquage ( car le système DLP aurais une plus longue durée de vie ) mais comme j'ai pas encore connaissance du prix des pièces détaché de remplacement du système DLP ... je ne sais pas si c'est vraiment un bon critère. Et comme je débute, avoir une résolution de 80 micron X et Y me suffit ( aussi, c'est que j'ai pas testé mieux, donc pour le moment j'en suis content ) Navré de ne pas pouvoir mieux argumenter ou donner de meilleurs comparaisons. Edit : Une vidéo de VOG que je n'avais pas encore vu et qui me dit qu'il va être temps de tester la résine "Anycubic DLP Craftsman Resin - Grey" fournis en "add on" que je n'ai pas encore utilisé car je voulais me faire la main avant ...1 point
-
Salut et merci, effectivement je ne vais pas m'embêter a flasher le firmware, je vais ajouter mon m92 en début de Gcode. Petite question je dois rajouter mon M92 avant ou aprés la ligne: G92 E0 ; reset extruder ?1 point
-
Non les lancers pas de soucis on les voies unpeu près me ça change rien je vais voir avec sav merci quand même1 point
-
bonjour et merci pour ce compte rendu très détaillé . j'ai juste une petite question : pourquoi avoir choisi ce type d'imprimante dlp ?1 point
-
Merci @PPAC, je n'ai pas tout regardé mais on doit pouvoir récupérer pas mal de choses...cool !
 1 point
1 point -
Tu m'étonnes: posté à 2h du mat'1 point
-
Merci @pommeverte je suis pas frais aujourd’hui ( j'ai même pas pensé a vérifier les messages ou sujets déjà créé par l'utilisateur .... alors qu'il y a un compteur .... ha la la ...)1 point
-
Salut @guffroy, ou alors, tu poursuis dans ton sujet initial en répondant à celui qui t'a donné des pistes? et en précisant si tu as un détecteur capacitif ou autre une technologie...1 point
-
au temps pour moi1 point
-
tu aurais dû faire des mouvements moins rapides alors C'est probablement le ou les roulements à billes qui ont un défaut. Au point où tu en es, tu pourrais démonter le moteur et vérifier l'état des roulements1 point
-
Bonjour, Expérience avec ma SATURN d'occasion, je me suis mis en contact avec "Elegoo", vraiment très réactif. @ydemenage je pense que les réglages ne sont pas bon, de ce fait ton impression reste sur le FEP. Regarde ici : https://docs.google.com/document/d/1B4ed7Gdcou7Q4iR0_dafnmqM5eu29btdThBtbXcONH4/edit?usp=sharing Il est probable que cela t'aidera dans tes paramètres. Ceci étant, Elegoo sont très rapide à répondre Souriceaux1 point
-
Juste pour apporter mon grain de sel quant au savon. Il est le résultat d'une réaction chimique entre un corps gras (huile, graisse) et une base (soude ). C'est un "sel d'acide gras" et non plus un corps gras. Par contre, il ne faudrait pas que le "savon de Marseille" laisse un dépôt, ne serait ce que le calcaire du à l'utilisation d'eau du robinet pour rincer. L’intérêt de l'alcool isopropylique c'est qu'elle ne laisse pas de résidus. Mais l'alcool à bruler marche bien et le produit lave vitre aussi.1 point
-
Hello, tu n'as pas précisé si tu utilises un caisson ou des protections autour de ton imprimante. L'ABS n'aime pas les courants d'air et c'est une cause de délaminage.1 point
-
Cet incident de fonctionnement de l'extrudeur peut provenir d'un mixage de qualité de filaments. Je m'explique quand nous utilisons en permanence que du PLA de même marque pas de soucis ! en exemple en utilisant du PETG et ensuite du PLA le mixage de qualité de filament provoque des adhérences dans le tube PTFE. Ce que ce passet 'il ? les adhérence dans la paroi du tube provoque un colmatage et un bouchon natif avec des lignes manquantes dans les impressions. Le remède changer les tubes PTFE et purger le bloc de chauffe avec l'aiguille piston. Remarque je propose de toujours utiliser des filaments PLA de marque; car nous avons une dispersion de qualité selon des marques de filaments inconnus. Je propose de changer les tubes PTFE sur les extrudeurs et d'imprimer à une températures comprise entre 205 et 210° Quand l'extrémité du tube PTFE devient noir il faut le changer c'est impératif. Nota : le tube PTFE à la longue provoque des micros fuites de filament à son extrémité et engendre un bouchon aléatoire. Le filament de purge facilite et entretien le bon fonctionnement de l'extrudeur. a+1 point
-
Salut Papa Schultz 67, cela ressemble un problème d'extrusion. Vidéo 1 = claquement du moteur d extrusion qui force je dirais. Tourne librement sans fil? As-tu un tube PTFE dans ton montage? Si oui ce serait mon premier suspect, et je démonterais l'ensemble pour vérifier son état. Le fil peut se concoincer ds le montage. Quand je suis passé en hotend Bi-metal, j'ai également était confronté à ce genre de problème avec le PLA. Une lubrification maison du fil a réglé le soucis définitivement. Cela pourrait être aussi parceque tu n'imprimes pas assez chaud...1 point
-
La première chose a contrôler est la jonction buse/ptfe. Voir tuto Titi's procédure de la section creality du forum. Profites pour regarder celui de Fran6p sur les 2/3 trucs a régler lorsque l'extrusion n'est pas bonne.1 point
-
Merci, c'est vrai que j'utilise du vinaigre blanc pour nettoyer, peut être que ce n'est pas de très bonne qualité. Je vais essayer avec du savon de marseille, pour voir (je ne trouve pas l'alcool isopropylique facilement) Et pour la buse, pas idiot ! de temps en temps je passe un coup de brosse à dent dessus, je vais monter ma buse pour la vérifier. Et le nivelage, franchement, je ne fais que ça... Je vais bien sûr encore le refaire à chaud, mais s'il faut le faire à chaque impression et refaire un test d'impression à chaque fois, je n'aurais même plus le temps d'imprimer mes objets ^^ Merci encore et à plus1 point
-
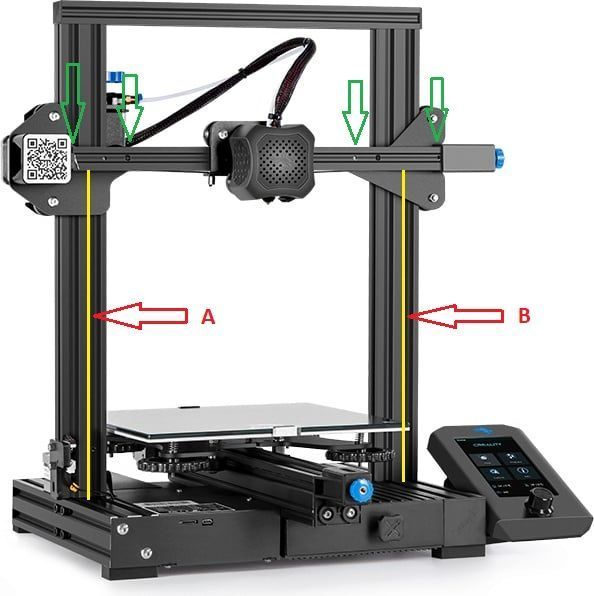
C'est bien de faire des changements mais c'est mieux de les comprendre . Déjà tu passes en direct drive bien mais ta rétraction ne va pas du tout celle choisie correspond au bowden, tu devrais tourne autour de 1.5mm et 25mm/s. Ton filament fait des courbures a l'entrée du direct drive il faut corriger cela afin qu'il y est soit un belle courbure unique ou direct. Tu as vérifié tes excentriques ? pas de point dur, ça coulisse fluide ? Tu n'as aucun jeu dans les axes (tête d'impression, bed) ? Lors de l'installation du double Z tu as vérifié l'équerrage ? Ton double Z est à courroie sur un seul moteur ou sur 2 moteurs ? (si c'est le deuxième es-tu sur qu'ils soient synchronisé) Et je dois oublié des choses... En image A=B pour l'équerrage qui se fait sur la base de la structure
 1 point
1 point -
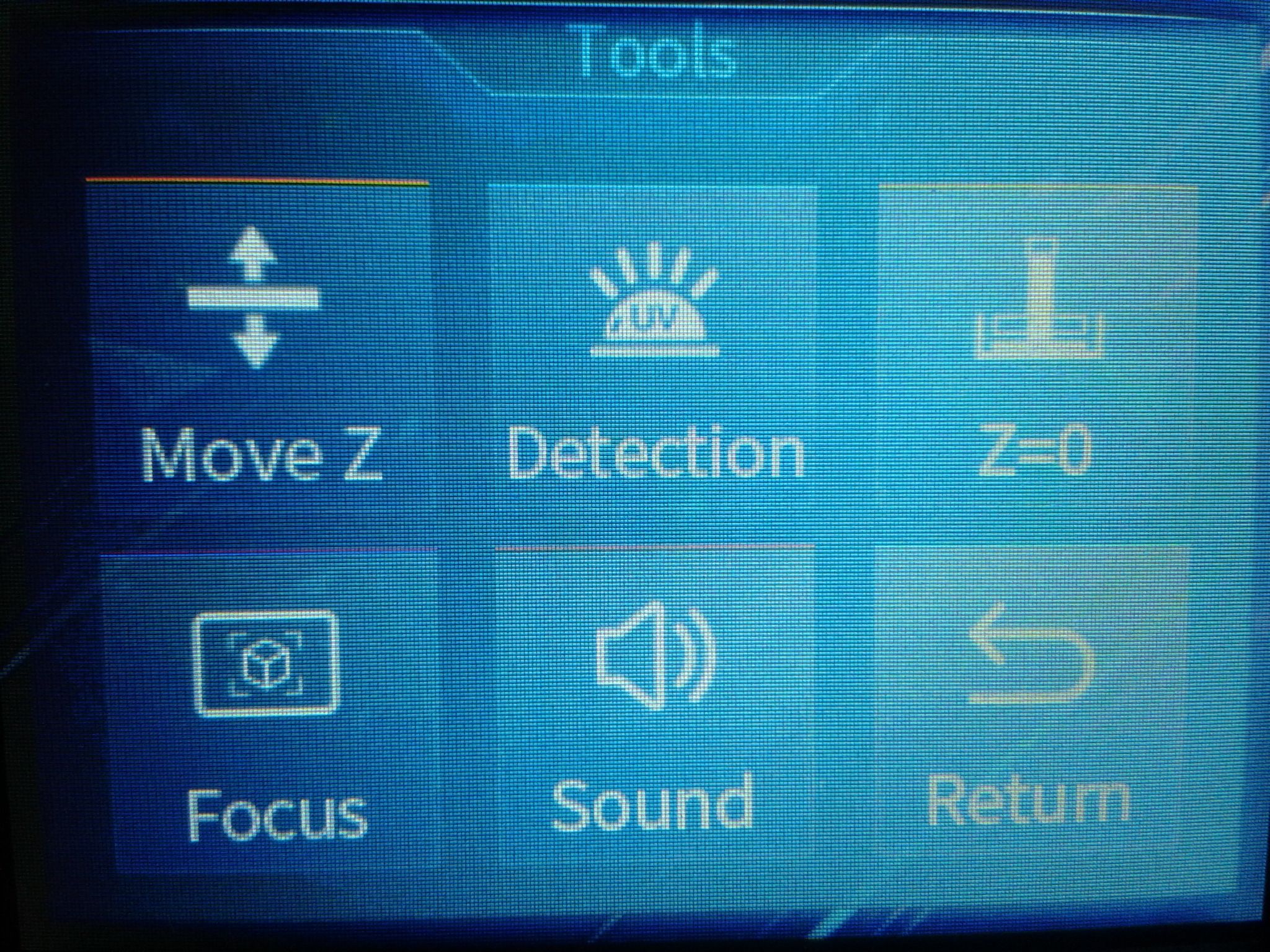
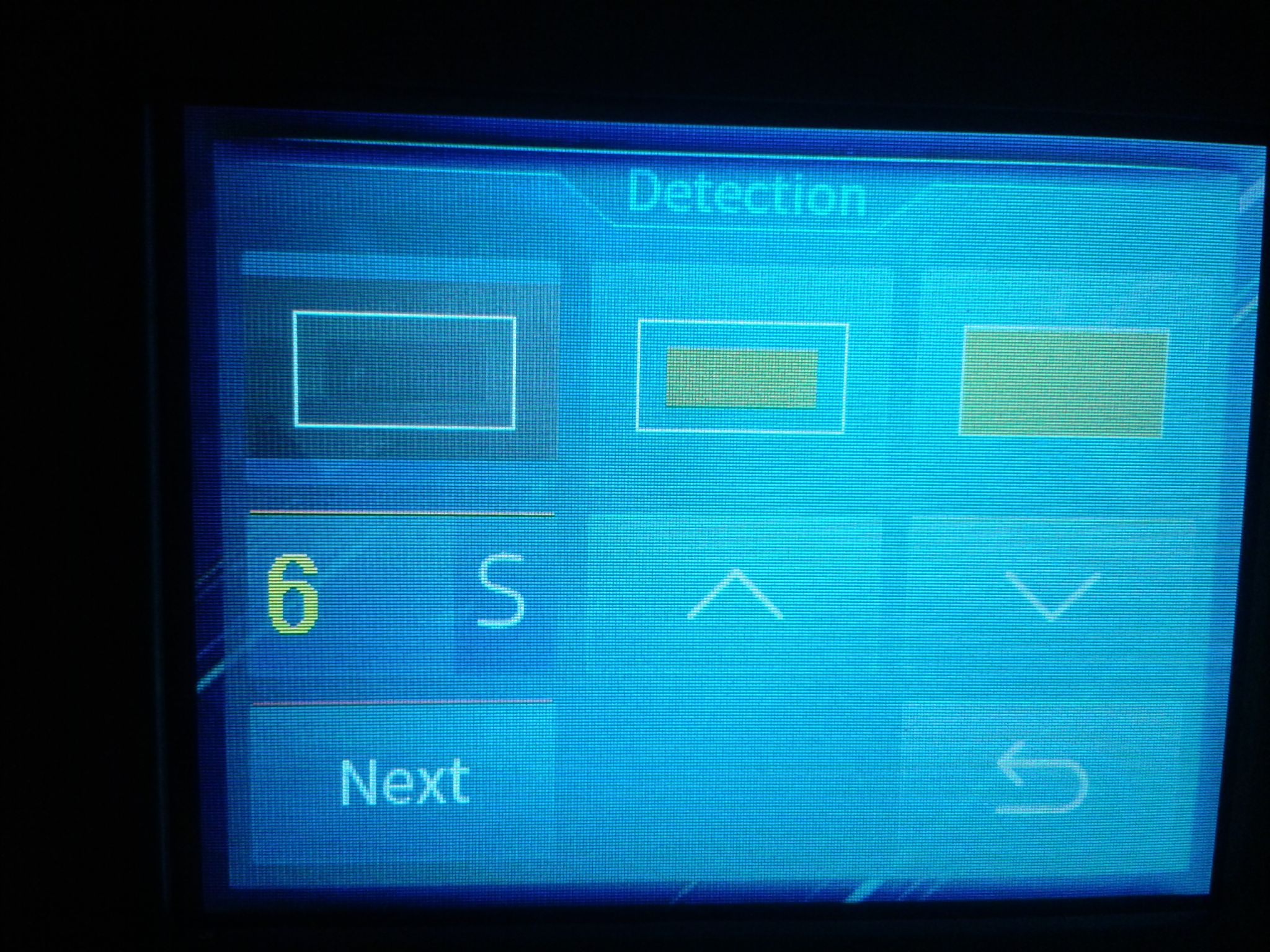
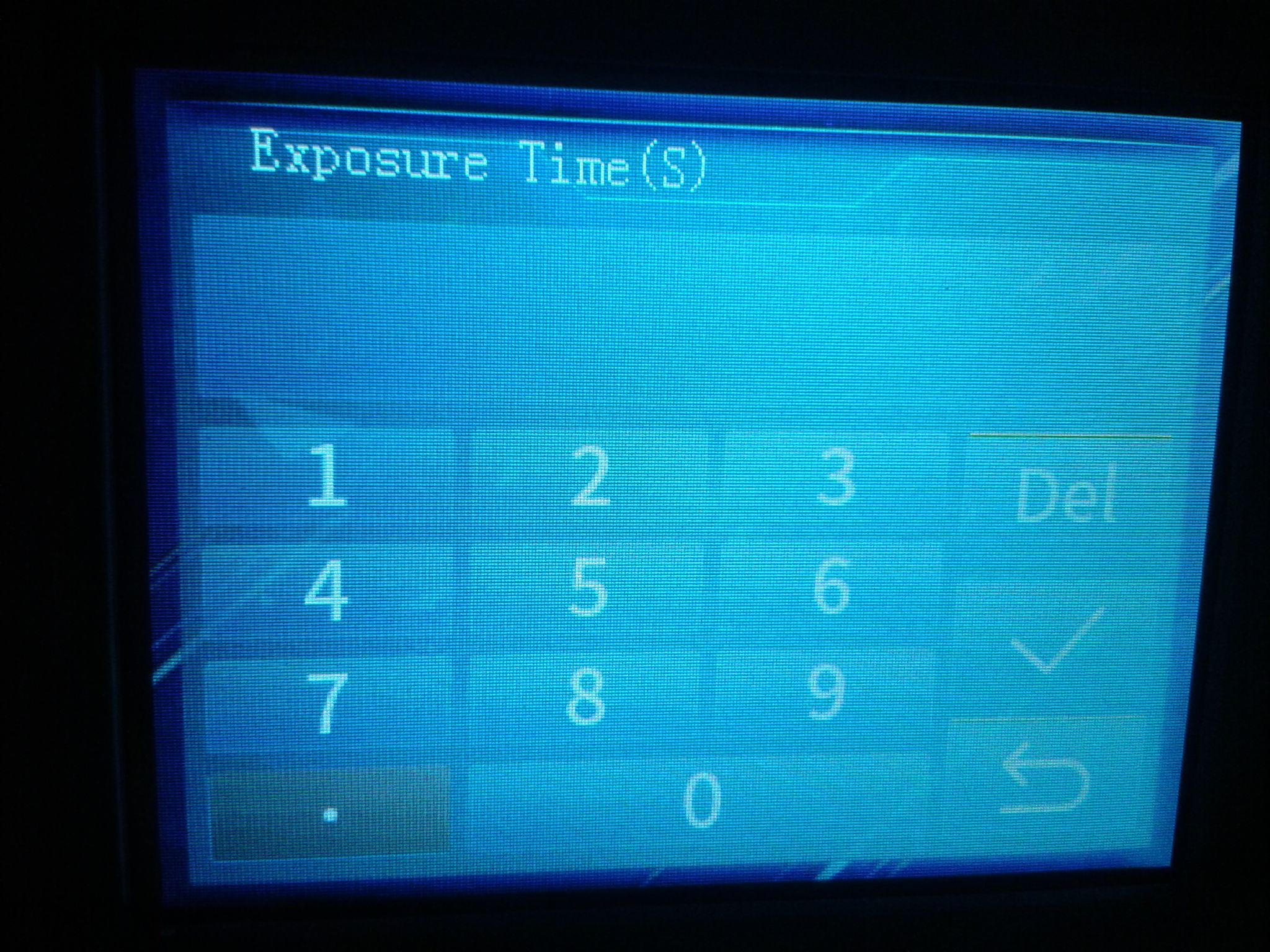
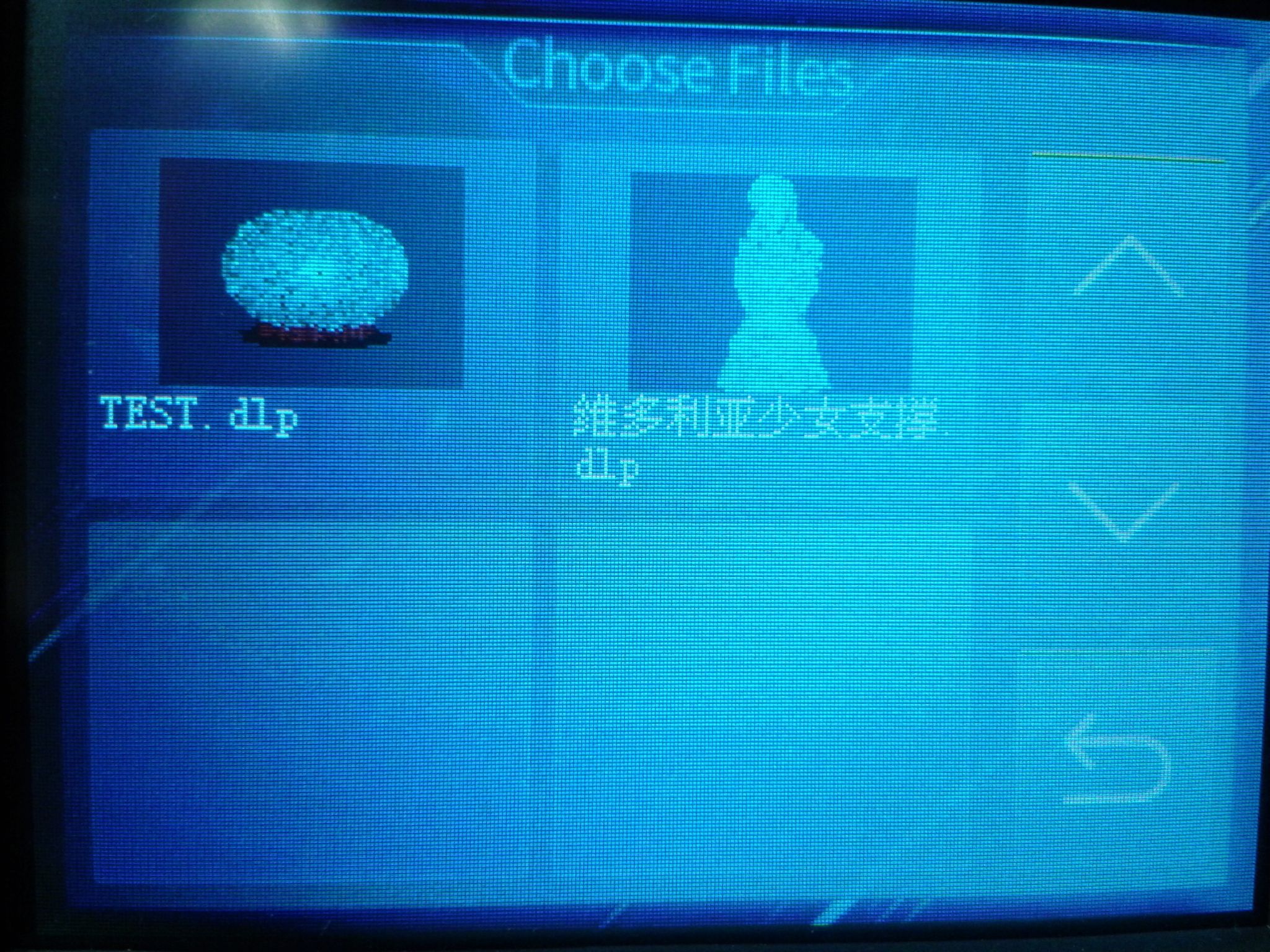
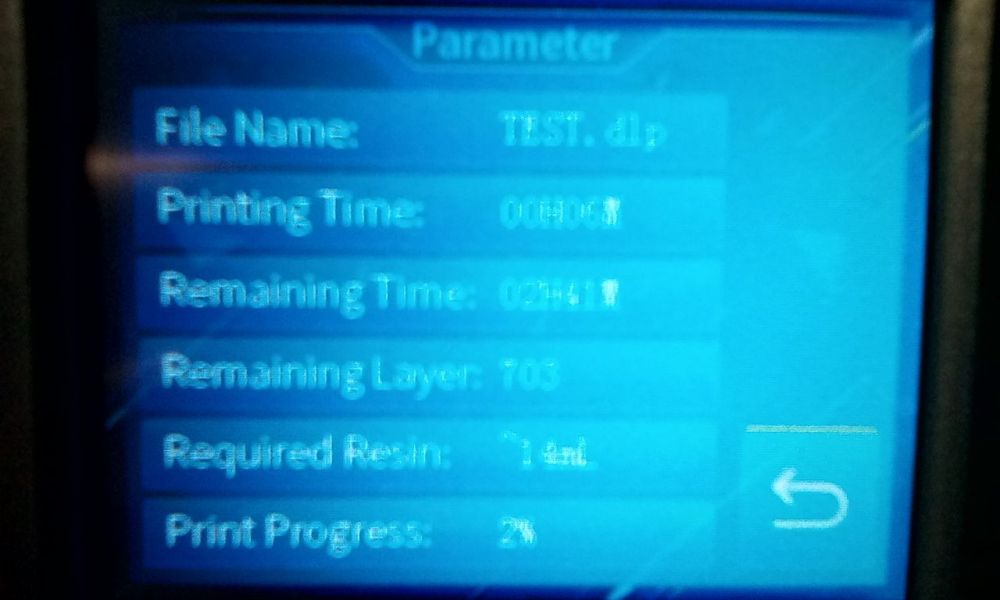
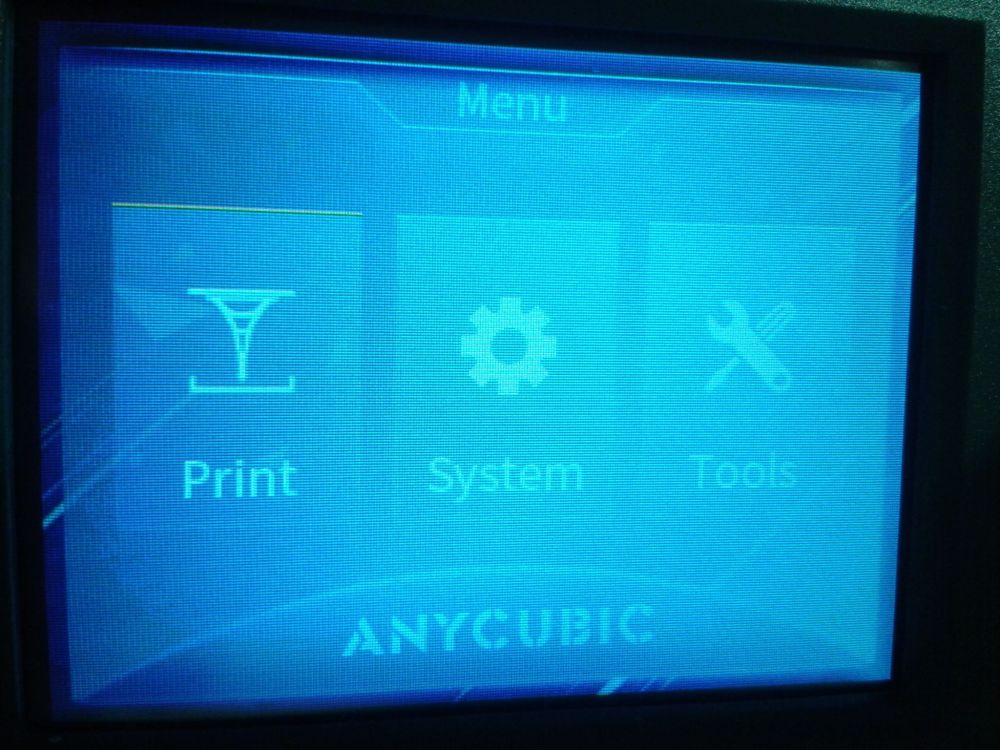
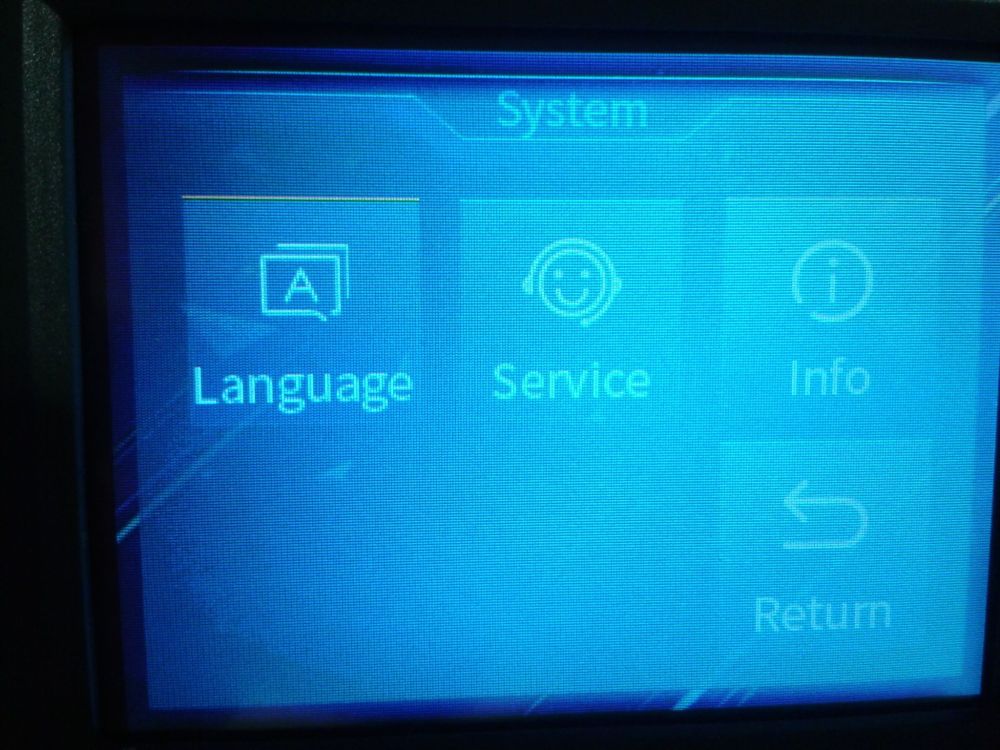
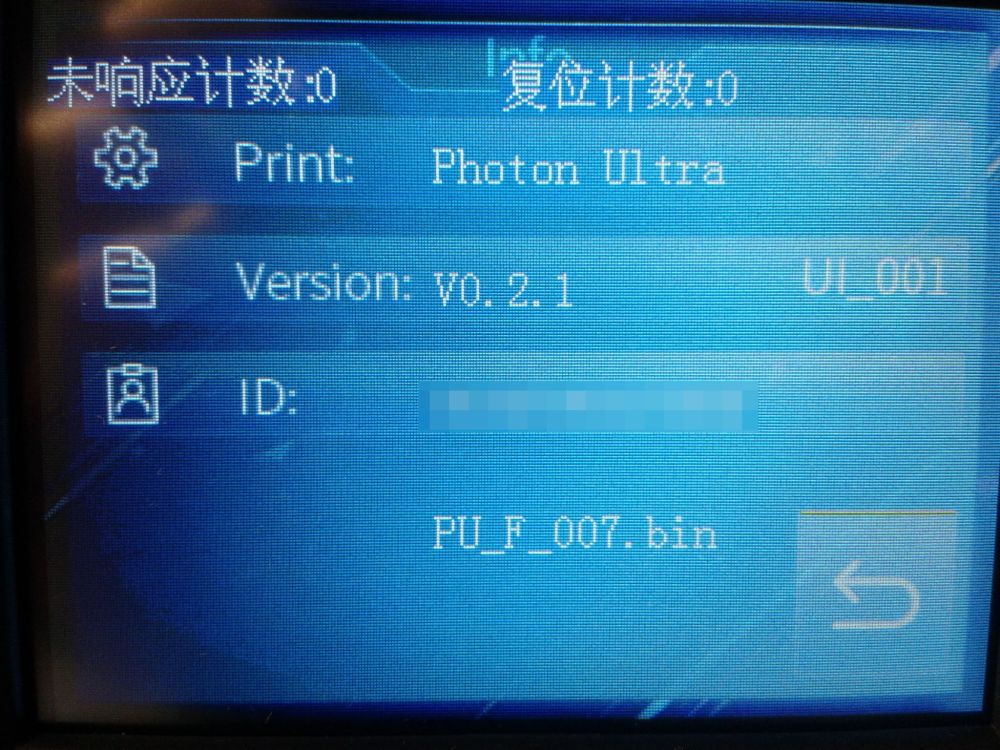
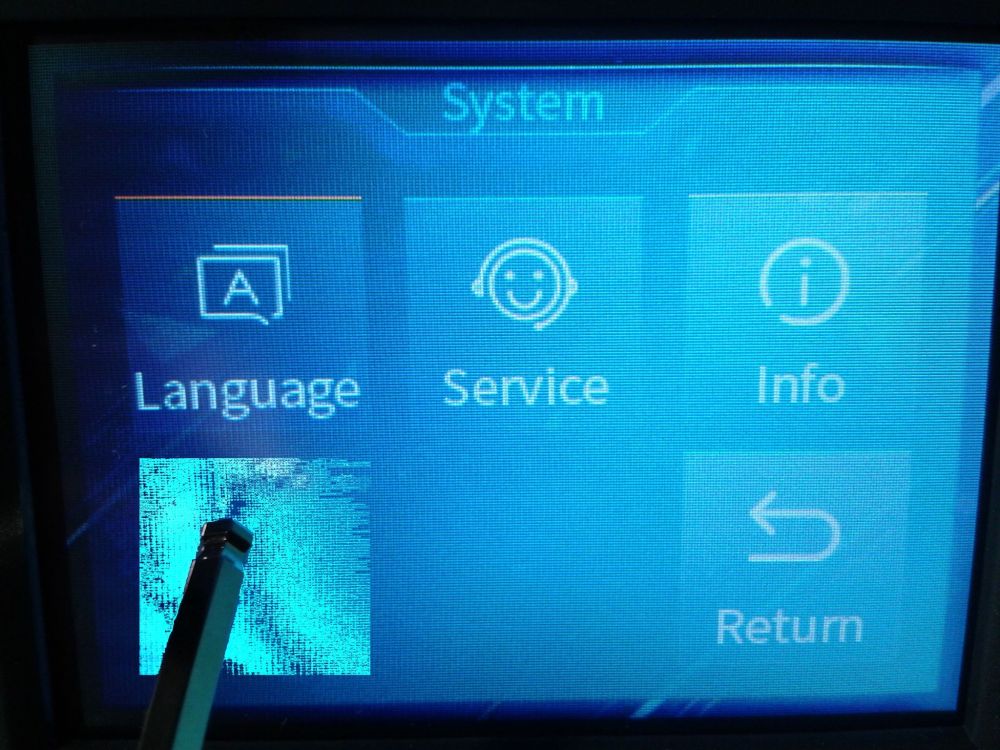
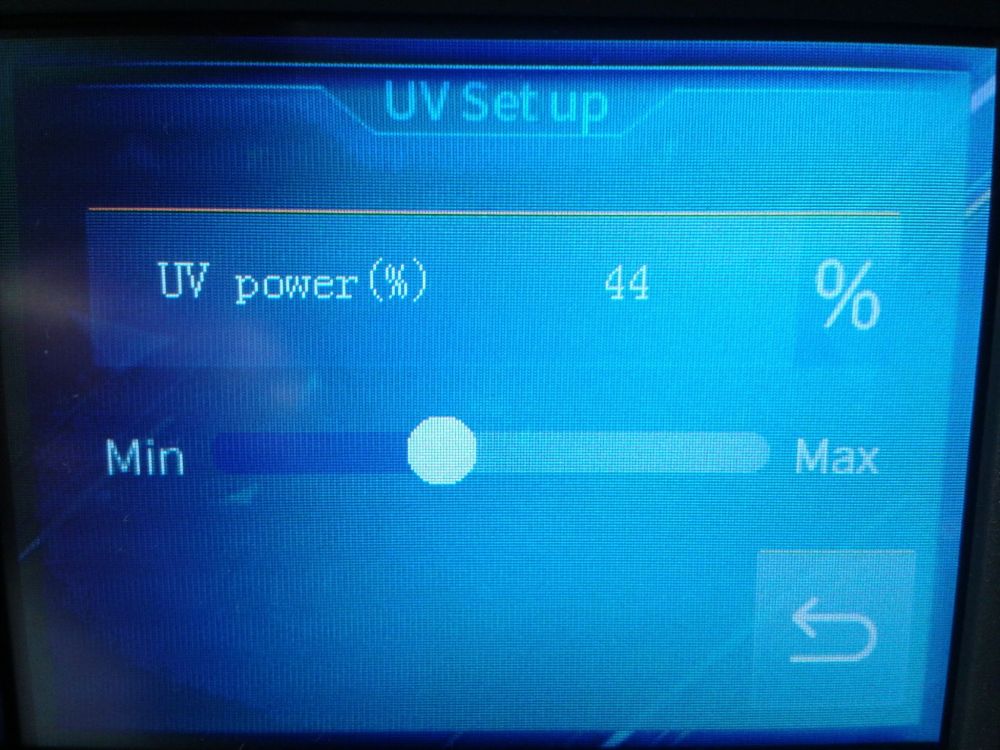
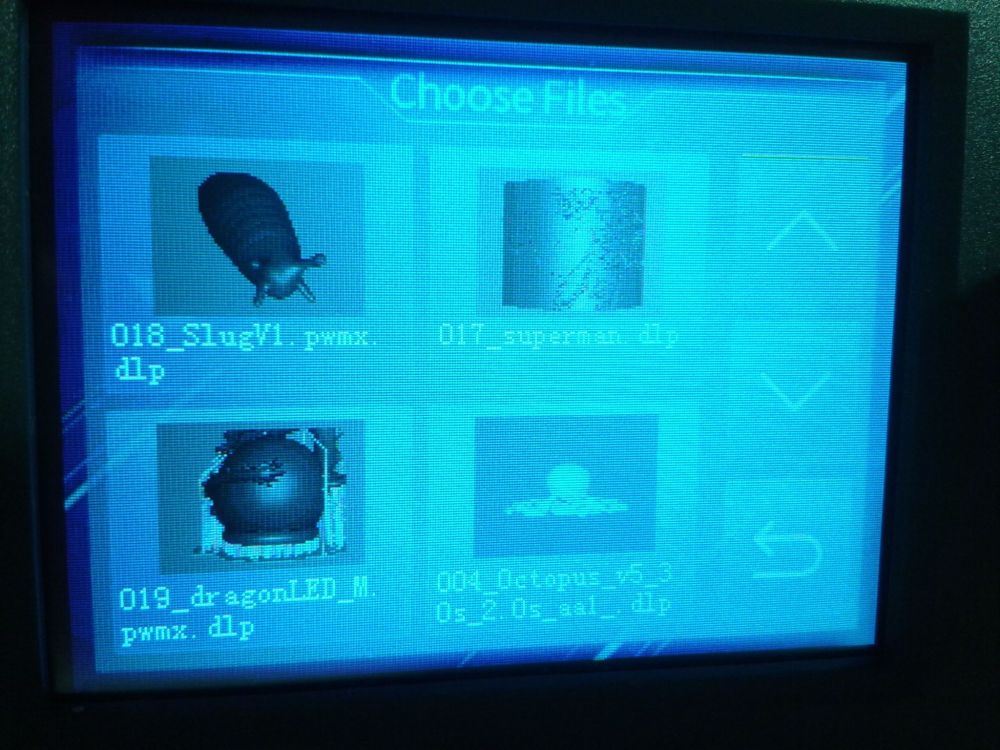
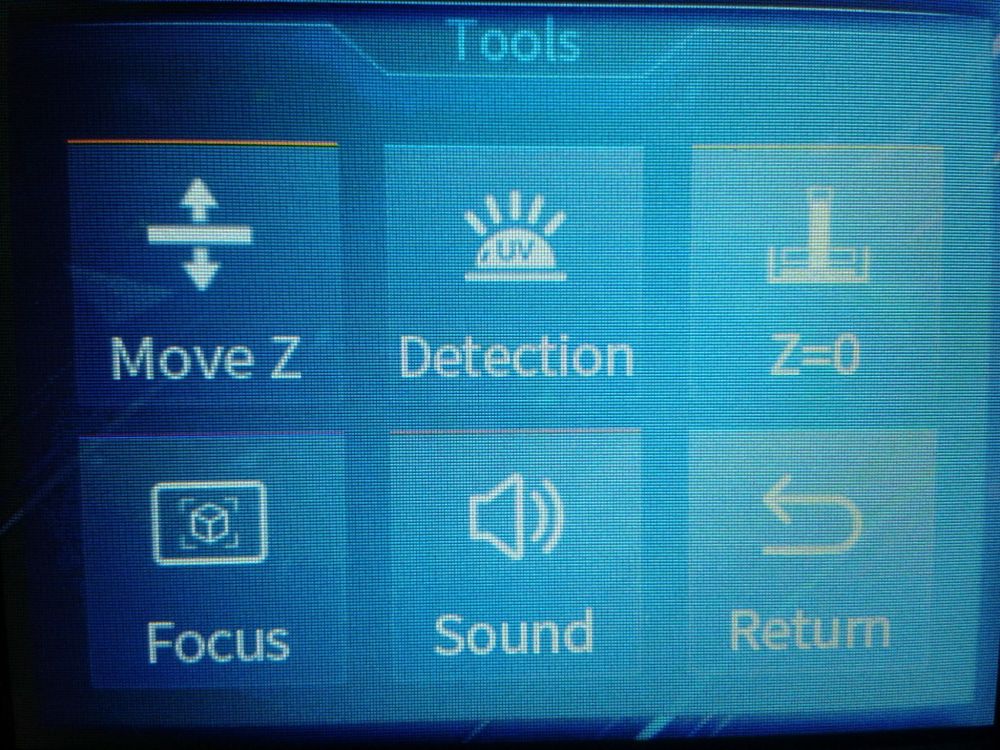
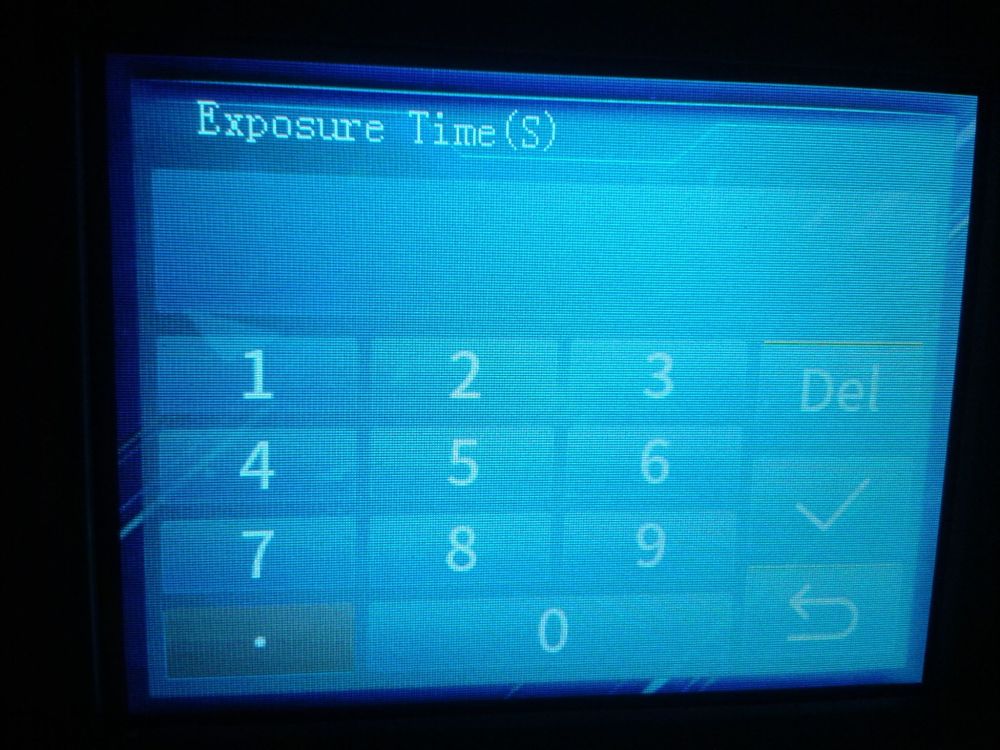
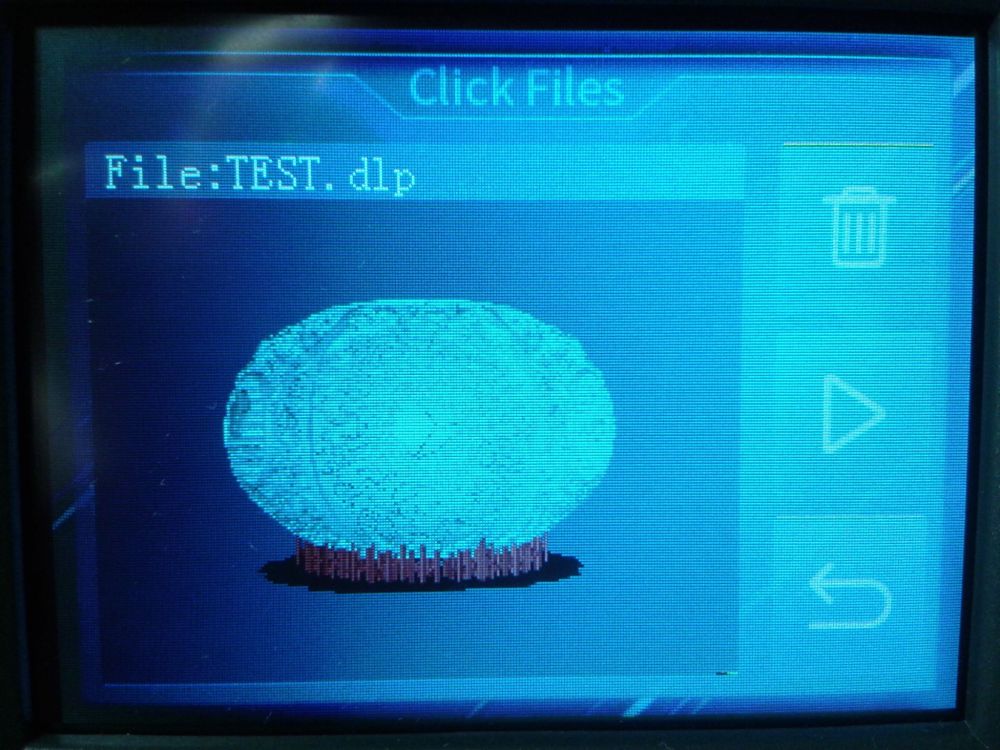
Détails des menus de l'écran de contrôle Anycubic Photon Ultra Désolé pour les photos mal cadrées voire floues, mais, je n'ai pas encore trouvé les astuces, pour obtenir de bonnes photos de ce que, cet écran 2.8 pouces tactile couleurs (320*240 ? px), affiche. Veuillez noter que j'ai une version de firmware qui peut ne pas être la même sur les machines qui seront vendues après le kickstarter. Ecran à l'allumage ( affiché environ 5s ) Ecran d'accueil Menu Print System Tools N.B. : Sur cette écran d’accueil, la zone de sensibilité n'est pas l'ensemble du rectangle de l'icone, cliquer sur le texte ne fonctionne pas, il faut faire un appuis sur les petites images. Ecran d'accueil > System System Language ( pour permuter entre Anglais et Chinois ) Service Info UV Set Up ( Icône non visible (non affichée), en dessous de "Language", mais qui bip, et si l'on appuie 11 fois de suite ( 11 bips ) sur la zone, on se retrouve dans le menu "UV Set Up" ) (Return) Ecran d'accueil > System > Service Service www.anycubic.com (Return) Ecran d'accueil > System > Info Info Print: Photon Ultra Version: V0.2.1 UI_001 ID: ... (Return) N.B. Il y a une zone ( juste sur le texte "UI_001" ) qui bip si l'on appuies dessus, et si l'on appuies 6 fois de suite ( 6 bips ) d'autre informations s'affichent a l’écran En haut, en chinois, a ":0" il me faut faire la traduction ... et "PU_F_007.bin" (Surement le nom du fichier du firmware flashé.) Ecran d'accueil > System > UV Set Up ( icone non visible dans le menu "System" en dessous de de l'icone "Language", une zone qui bip, et si l'on clic 11 fois de suite ( 11 bips ) sur la zone en dessous de "Language") UV Set UP UV power (%) (Return) Avec possibilité de modifier le pourcentage de puissance des UV. Chez moi, a 44% ( mais je n'y ai pas touché.) (A noter que lors du clic sur le bouton de retour, l'on reviens au menu "Tools" et non au menu "System".) Ecran d'accueil > Tools Tools Move Z Detection Z=0 ( Si le capteur optique, de l'axe Z, ne se trouve pas déclenché, cela affiche une message comme quoi il faut faire un Home ...) Focus Sound ( Pour activer / désactiver le bip lors d'un appuis sur les zones "cliquable" ) Return Ecran d'accueil > Tools > Move Z Move Z (choix de la distance pour le déplacement entre) 0.1mm 1mm 10 mm ^(up) (down) (Home) (Cancel) (Return) Ecran d'accueil > Tools > Detection Detection choix du motif a afficher pour le test d'exposition UV (bords extérieur) (centre) (complet) modification de la durée d'exposition pour le test (Durée) S (Augmenter de une seconde la durée) (Diminuer de une seconde la durée) Next ( Pour effectuer le test en utilisant le motif selectionné et la durée défini. ) (Return) Ecran d'accueil > Tools > Detection > (Durée) Exposure Time(S) ... Ecran d'accueil > Print ou avec la clé USB fournis (non modifié) Choose Files ( 4 vignettes des fichiers) ... ... ... ... ( fichiers suivant) ( fichiers précédant) (Return) Affiche uniquement les fichiers d'extension ".dlp" a la racine. ( Pas d'affichage des répertoires. Pas d'affichage des fichiers ".dlp" dans des répertoires ) les fichiers d'extension ".dlp" sont au format Anycubic pw0Img ( sous chitubox 1.9.0 si l'on modifie un profil de "Photon Mono X" aux dimensions et résolutions de la "Photon Ultra" le résultat d'un tranchage ( fichier d'extension ".pwmx") renommé avec l’extension ".dlp" s'affiche et permet une impression.) Je met ici un export des paramètres profil de machine et d'impression ( basé sur une "AnyCubic Photon Mono X" sous chitubox v1.9.0 donc pour le réimporter il faut avoir ajouté une "AnyCubic Photon Mono X" et l'importer depuis cette machine) _AnyCubic_Photon_Ultra_based_on_Mono_X_APU_defaut_@0.05_profile.cfg (La suite bientôt ...) Ecran du lancement d'une impression ( Ici le fichier TEST.dlp sur la clè USB fourni )





 1 point
1 point -
Bonjour a toutes et à tous. Nouveau dans la 3d,après beaucoup d'hésitations,et après avoir vu la vidéo sur la tenlog de neoprod FX,je me suis lancé. J'ai acheté l'imprimante en occasion a un membre d'ici il le semble. J'ai déjà pas mal imprimé depuis sa réception il y a 2 semaines ½. Je l'ai principalement acheté pour les jeux de sociétés,les décors pour le jdr,faire des trucs pour la belle fille et ses Cosplays et surtout pour m'amuser à gaslands. A bientôt au détour du forum1 point
-
J'avais trouvée le miens sur ebay mais le vendeur n'en vend plus, il y a cette boutique (mais j'ai pas essayée de commander) : https://www.semeubleronline.com/?q=Chlorure+de+méthylène1 point
-
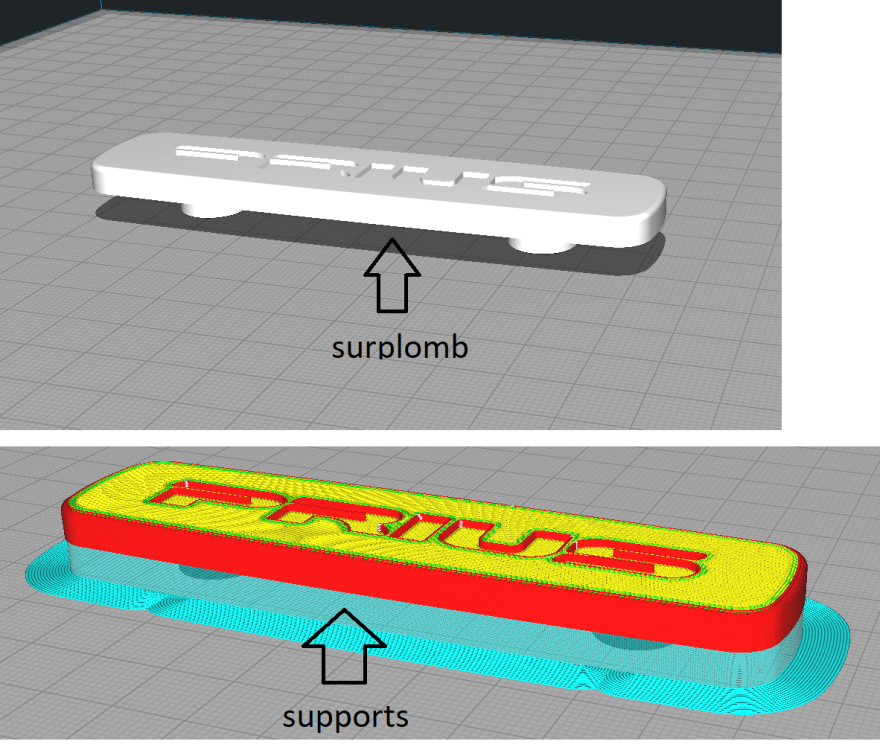
Salut, Histoire de faire avancer le schmilblick, j'ai dessiné les 2 pièces d'après la règle que tu as placée sous les pièces. Pour éviter le surplomb du dessous de la pièce marquée Prius, j'ai changé la conception, au risque que ce soit peut-être plus fragile . C'est donc un point à voir/tester. J'ai préféré visser les 2 pièces (version avec des vis à bois fraisées de Ø4 ou une version avec des vis fraisées M5). N'hésite pas à corriger les cotes fausses et à faire des remarques sur la fixation des 2 pièces PlaqueCompleteDiam4.pdf PlaqueCompleteM5.pdf1 point
-
Tant que ce n'est pas omicron, tout va bien -> je sors faire un tour.1 point