Classement



Contenu populaire
Contenu avec la plus haute réputation dans 17/10/2022 Dans tous les contenus
-
Une enseigne faite en petg pour une copine. Un mélange de dessin vecto, de modélisation 3d et galère pour obtenir des vis fine mais longue en inox.. Mais elle est contente du résultat c'est le plus important.
 2 points
2 points -
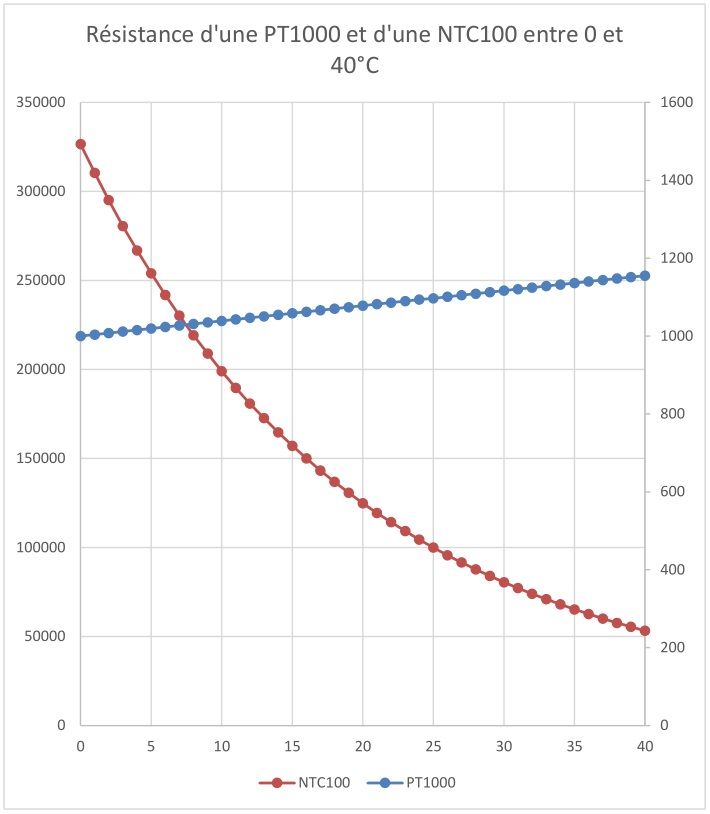
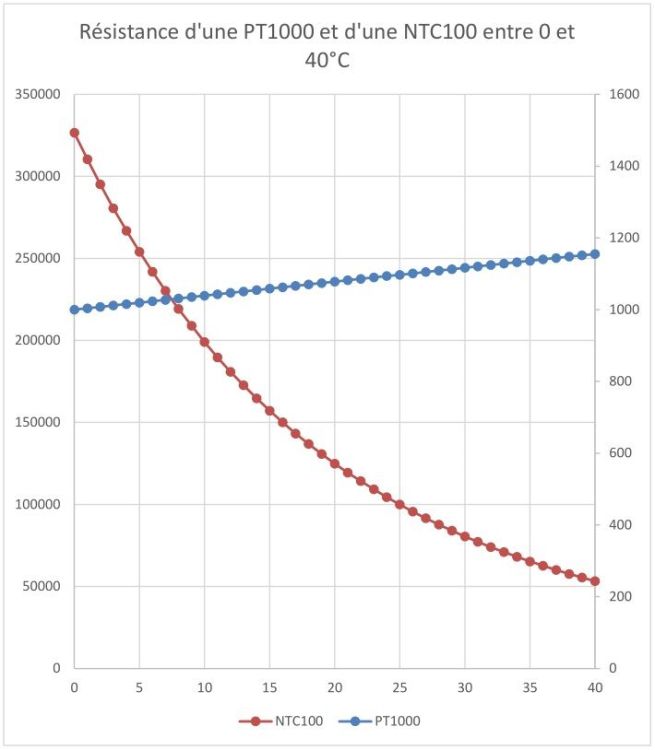
Salut, Non, je ne crois pas Tim... Lorsque l'entrée est en mode CAN (convertisseur analogique numérique), la résistance interne de tirage au +3.3v (pull-up) est désactivée, sinon, on ne pourrait pas bénéficier de toute la plage de mesure (0-3.3V). D'après la photo de la carte-mère, la résistance de 4.7kohms me semble être la R24. La R23 correspondrait à la résistance pour le lit chauffant. Pour l'histoire de la résolution qui serait meilleure avec une résistance de 1Kohms, c'est parce que la plage de mesure sera plus grande. Dans le détail: l'entrée analogique va mesurer une tension qu'elle va convertir en valeur de 0 à 2^12 (= 4096) si déclarée en 12bit (= maxi possible). Avec une résistance de 4.7Kohms et une résistance de la PT1000 qui va varier de 1000 ohms à 0°C jusqu'à 2470 ohms à 400°C (voir cette table de conversion ) la tension à l'entrée du convertisseur va varier de ~0.58V à ~1.14V (résultat du calcul du diviseur de tension) soit une plage de 0.56V. Avec une résistance de 1Kohms, la tension s'étalera entre 1.65V à ~2.35V soit 0.7V. Si le CAN est configuré en 12bits et une tension de référence de 3.3V, cela donne: avec une résistance de 4.7Kohms, une résolution de (0.56V * 2^12 / 3.3V / 400°C = ) 1.74 pour 1°C avec une résistance de 1Kohms, une résolution de (0.7V * 2^12 / 3.3V / 400°C = ) 2.17 pour 1°C La résolution sera donc meilleure avec une résistance de 1Kohms. Pour la PT1000 pro, je me méfie toujours des mots "PRO(fessionnel)" et "produit chinois" dans la même phrase. Peut-être que la courbe T°C / résistance est plus linéaire que d'autres PT1000, mais ça n'engage que celui qui y croit. oui. Si tu compares les courbes d'une NTC 100 avec une PT1000, tu vois que la résolution autour de 20°C est largement moins bonne avec une NTC 100 (pente de la courbe): du coup, non , il faut remplacer R24 bon courage il suffit de changer le type de TEMP_SENSOR_0
 2 points
2 points -
Dans ce glossaire de l'impression 3D, vous trouverez des définitions qui se veulent simples et compréhensibles des mots techniques, liés à l'impression 3D FDM et à l’impression 3D résine, utilisés par les membres du forum ainsi que sur le blog du site Ce glossaire est en cours d'élaboration. Si vous voulez y participer, rendez vous sur ce sujet. Afin de faciliter votre recherche, vous pouvez utiliser le moteur de recherche de votre navigateur accessible via l'appui simultané sur les touches CTRL et F Sommaire A ABS Alcool isopropylique ALM AM Arduino ATMega1280 ATMega2560 Axe X Axe Y Axe Z B Barrière thermique (fr) Bed (en) Bordure Bowden Bridge (en) Bridging (en) Brim Buse (fr) C CAO CFF Cheveux d'ange (fr) CJP CNC ColorJet Printing Composite Filament Fabrication Computer Numerical Command Conception Assistée par Ordinateur Cordage (fr) Crowdfunding D Décollement Dépot de filament fondu Digital Rights Management Direct Metal Laser Sintering DLP DMLS DRM E Écrou excentrique Elephant’s foot Epaisseur de couche Excentrique Extrudeur ? Extrusion F FabLab Fabrication Laboratory Fast Ceramic Production FCP FDM Feeder FFF Filament Filasse (fr) Film Transfert Imaging FLS Formatage Frittage Laser Sélectif FTI Fused Deposition Modeling Fused Filament Fabrication Fusion sélective par laser G Gauchissement G-Code H Heatbed (en) Heatbreak (en) HIPS I Imprimante FDM Infill IPA Isopropanol J Jupe L Layer height M Machine-outil Maker Maker Faire Masked SLA Microsoft 3MF MJM MSLA MultiJet Modeling N Nozzle (en) O Octo4a Octopi Octoprint Oozing Open Source Overhang P PC (Plastique) Pied d'éléphant Pillowing PLA Plasticine Plateau (fr) Polyacétate de Vinyle PolyLactic Acid Polymérisation Pont (fr) Pontage (fr) Print bed (en) PTFE PVA R Radeau Raft Remplissage S Selective Laser Melting Selective Laser Sintering Shell Skirt SLA Slicer SLM SLS Stéréolithographie STL Stringing (en) Surplomb T Tension secteur Trancanage Trancheur Tube PTFE U Ultra violets UV V Visual Studio Code Voxel VSCode W Warping Wobble Wrapping X X axis Y Y axis Z Z axis Total 129 alias pour 68 définitions.1 point
-
Dans le doute j'avais déjà testé mais sans succès. Tu m'a conforté dans l'idée, j'ai donc retesté mais sans succès une fois de plus. Puis j'ai observé que le câble était en tension (tendu). J'ai soupçonné les connecteurs JST j'ai donc coupé les 2 câbles au raz des connecteurs, les ai dénudés puis liés et là Bingo !! ça imprime sans erreur depuis 20 minutes. Je croise les doigts. Merci de m'avoir fait insister. Reste plus qu'à recâbler avec des fils plus longs. le capteur doit être bon finalement.. Amis bricoleurs bonsoir !!!1 point
-
Salut, Ça y ressemble beaucoup. oui, tu mets un bout de fil métallique (trombone à papier,...) dans les 2 trous du connecteur du câble et tu l'isoles. perso, sur ma U20, j'ai même pas essayé, trop petit et qualité de ... je l'ai remplacé par un détecteur à levier .1 point
-
bon bah cest bien les driver qui sont hs... je les commande sur le site artillery1 point
-
Je suis sûr... que je me suis trompé évidemment . Tu as parfaitement raison, c'est #define Z_HOME_DIR -1 Tu peux m'appeler JeanMichelApeuPrès si tu veux1 point
-
Sur ma E3S1, avec : [heater_fan hotend_fan] pin: PC0 heater: extruder heater_temp: 50.0 Le ventilateur de refroidissement du radiateur ne démarre «à fond» qu'au delà de 50"C, en dessous il est éteint (et c'est une bonne chose car il est très audible ).1 point
-
ou de démarrage ?1 point
-
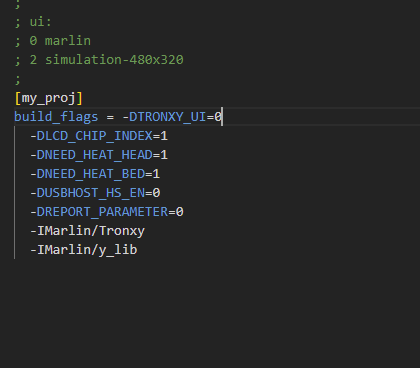
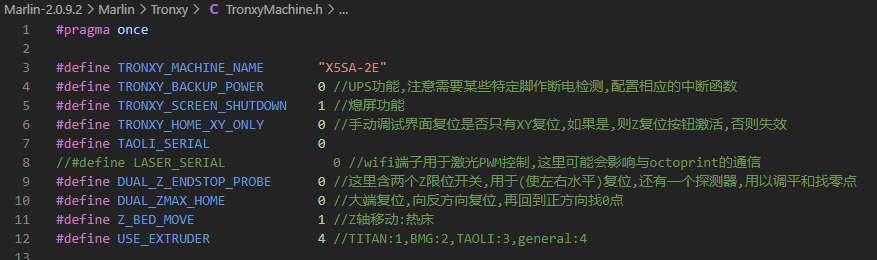
Je dois faire amende honorable. Le problème de compilation ne venait pas de Tronxy, mais de chez moi. J'ai tous désinstallé, supprimer le dossier platform.io, remis tout au propre et pour finir j'ai mis le dossier du firmware sous C:\ Que dire, pour le moment: YOUPIIIIIII!, CA FONCTIONNE. Enfin pour le moment j'ai réussi à avoir un "vrai" Marlin sur une STM32F446. C'est sur une carte de test, donc je n'ai pas vérifié sur les moteurs allaient dans le bon sens, si ça chauffait, en somme toute la partie fonctionnelle. Mais, j'ai enfin mon mixage couleur qui apparait, l'accès à toutes les configs possibles. Il y a un truc que j'arrive pas à virer c'est l'affichage de fonction du laser. AVANT APRES Je ferai un topic à part pour expliquer les modifs que j'ai faites, parce que il y a quelques trucs autres que les fichiers habituels. Mais voici quelques pistes: Si vous ne voulez plus de l'interface Tronxy, il faut modifier "platformio.ini" Pour certaines personnalisations, il faut passer par le fichier "TronxyMachine.h" Toutefois, je suis sur que je passe à coté de plein de choses. Mais pour le moment, sous réserve que cela fonctionne sur une vrai machine, ça me convient. Injection dans ma X5SA-2E faite. Bien sur, quelques corrections. Mais tout fonctionne, les mouvements sont dans les bons sens, les montées et descentes en température sont bonnes, et le principal pour moi, le mode mixing est ok et la pause pour le déploiement du palpeur se fait. Coté points contraignant, toujours ce menu "Laser" dont je ne sais pas comment le désactiver, et pas de retour de la configuration lorsqu'on fait M503. Pour le M503, j'ai déjà un début de réponse, car les fichiers sources sont ceux de leur version 2.17. Pour le menu "Laser", je creuse encore. Mais il faut rendre à César ce qui appartient à César, VisualStudio c'est pas ma tasse de thé, et il existe des pros la dedans. Chose que je ne suis pas






 1 point
1 point -
Salut, Ça se fait simplement avec l'antique virtualdub, si tu n'es pas allergique aux interfaces des années 90 . Sinon, n'importe quel logiciel de montage vidéo en effet.1 point
-
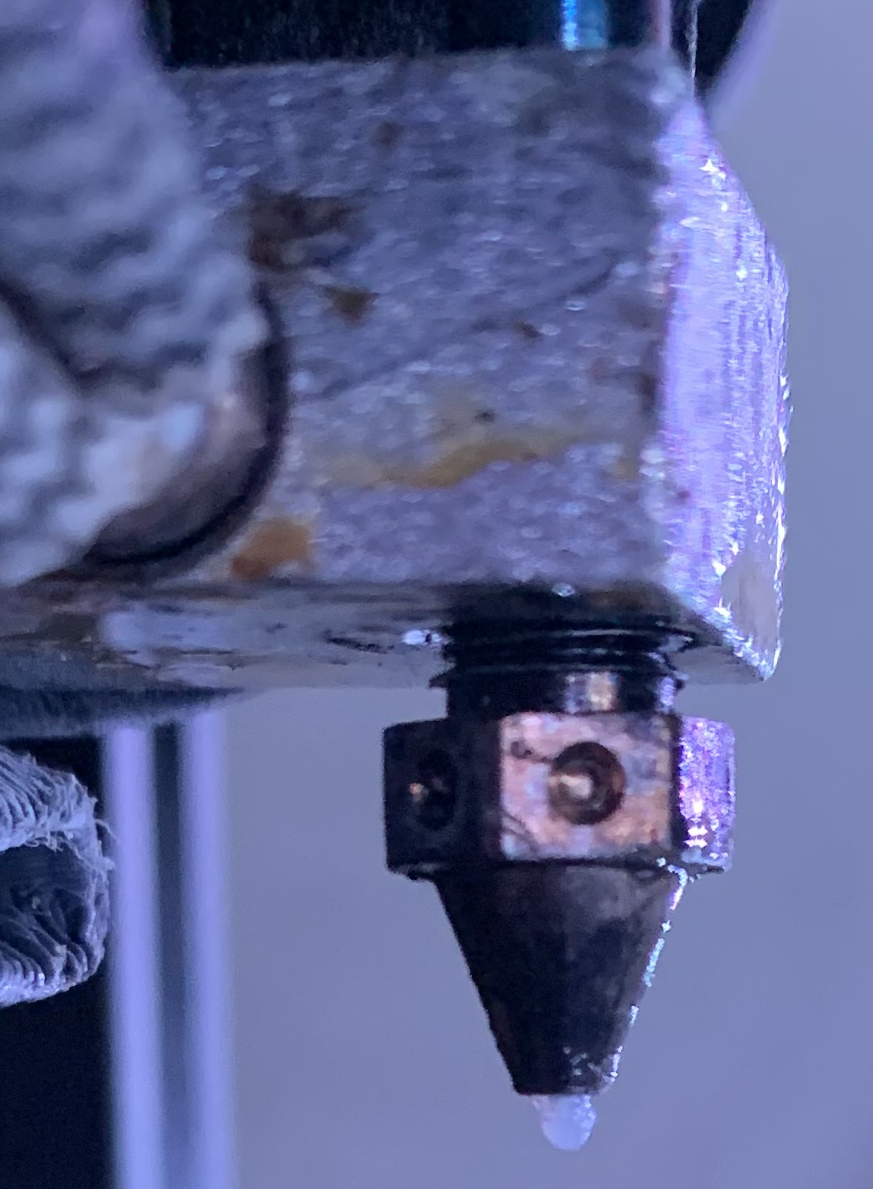
Salut, Remplacement des ventilateurs par des 5015 et remplacement de la buse dont l'orifice devait être légerement déformé. J'ai également retiré un écrou en laiton qui était vissé sur la buse (astuce censée apporter une amélioration ...) cet écrou devait gêner pour le serrage de la buse. Suivi de réglages PID buse et plateau + calibrage de l'imprimante, résultat désormais très correct : A+
 1 point
1 point -
A tester sinon : https://www.thingiverse.com/thing:51523171 point
-
Pour le timelapse faut que j’apprenne à le faire, j’ai Lightroom et je sais qu’il y a moyen mais tout le monde n’a pas ce logiciel, je ferais un preset si j’arrive à m’en sortir ^^ je compte faire une vidéo (ma première !) pour faire plus propre car ça fait « a l’arrache » tout de même. Chouette ta bidouille !1 point
-
Cette section permet d'allumer le ventilo dès la mise en chauffe et de l'arrêter lorsque la t° de la sonde choisie arrive à 45° [heater_fan controller_fan] ## Controller fan pin: z:P2.4 -> a remplacer par le pin de commande du ventilateur kick_start_time: 0.5 # Délai de démarrage heater: heater_bed -> a remplacer par le nom de ton heater (heater_bed pour le lit ou extruder pour la buse) heater_temp: 45.0 # temp d'arrêt1 point
-
Tu ne la trouveras pas, elle est généralement intégrée dans la puce, mais par contre tu peux la désactiver dans le firmware. La nouvelle résistance peut être mise au plus près du connecteur entre les fils signal et le +V (3.3v)1 point
-
C’est quoi cette étape stzp1 point
-
Mais quelle est cette douce odeur de caramel qui chatouille mes narines? une idée @PPAC? tu devrais te dépêcher de faire les courses pendant que tu as du carburant dans ta voiture parce que t'as pas intérêt à me faire le coup de la panne d'essence1 point
-
Salut, N'ayant pas précisé de quelle imprimante il s'agit, j'imagine que c'est celle-ci. J'espère également que tu n'es pas parti d'une version bugfix Des trucs . Je suis surpris que la direction de prise d'origine en Z ne soit pas inversée comme sur une Ender 5 par exemple. Ta valeur de Zoffset est complètement aberrante. Elle devrait se situer entre 2.3mm et 4.3mm d'après la doc du BLTouch: #define NOZZLE_TO_PROBE_OFFSET { 39, 0, 7.4 } Si c'est réellement 7.4mm, alors en position rétractée la touche devrait être plus basse que la buse Si tu décides d'enchainer le G28 avec un G29, alors tu peux commenter la ligne suivante puisqu'elle devient inutile: #define RESTORE_LEVELING_AFTER_G28 Comme tu ne dois pas avoir de matrice sauvegardée, cela doit provoquer une erreur je pense. Même si ce n'est pas obligatoire, tu peux dé-commenter cette ligne: //#define USE_PROBE_FOR_Z_HOMING tu pourrais faire l'origine en Z au centre en décommettant: //#define Z_SAFE_HOMING tu pourrais ajouter ces menus: //#define LCD_BED_LEVELING //#define LCD_BED_TRAMMING Pour mémoire, tu as 2 solutions pour corriger ton plateau (voir ici) et tu as choisi la moins pratique.1 point
-
Sans fautes ! Et j'ai craqué car l'utilisateur Discord Tiger3DPrinting#6933 a publié des photos d'impressions qui semblent bien lumineuse sur Discord Regarder depuis le message https://discord.com/channels/814562049550975026/894960636113584189/1029946370309767239 (invitation Discord Siraya tech https://discord.gg/uuFDmJFS3d )



 1 point
1 point -
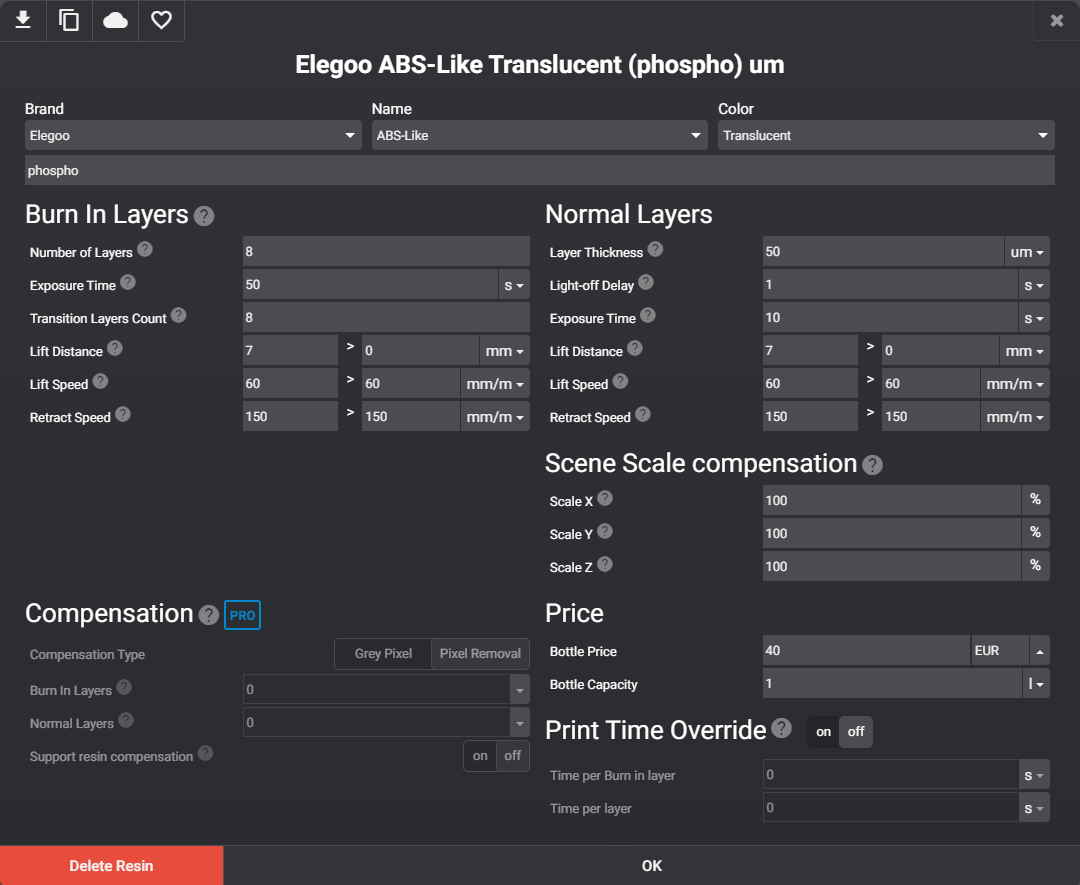
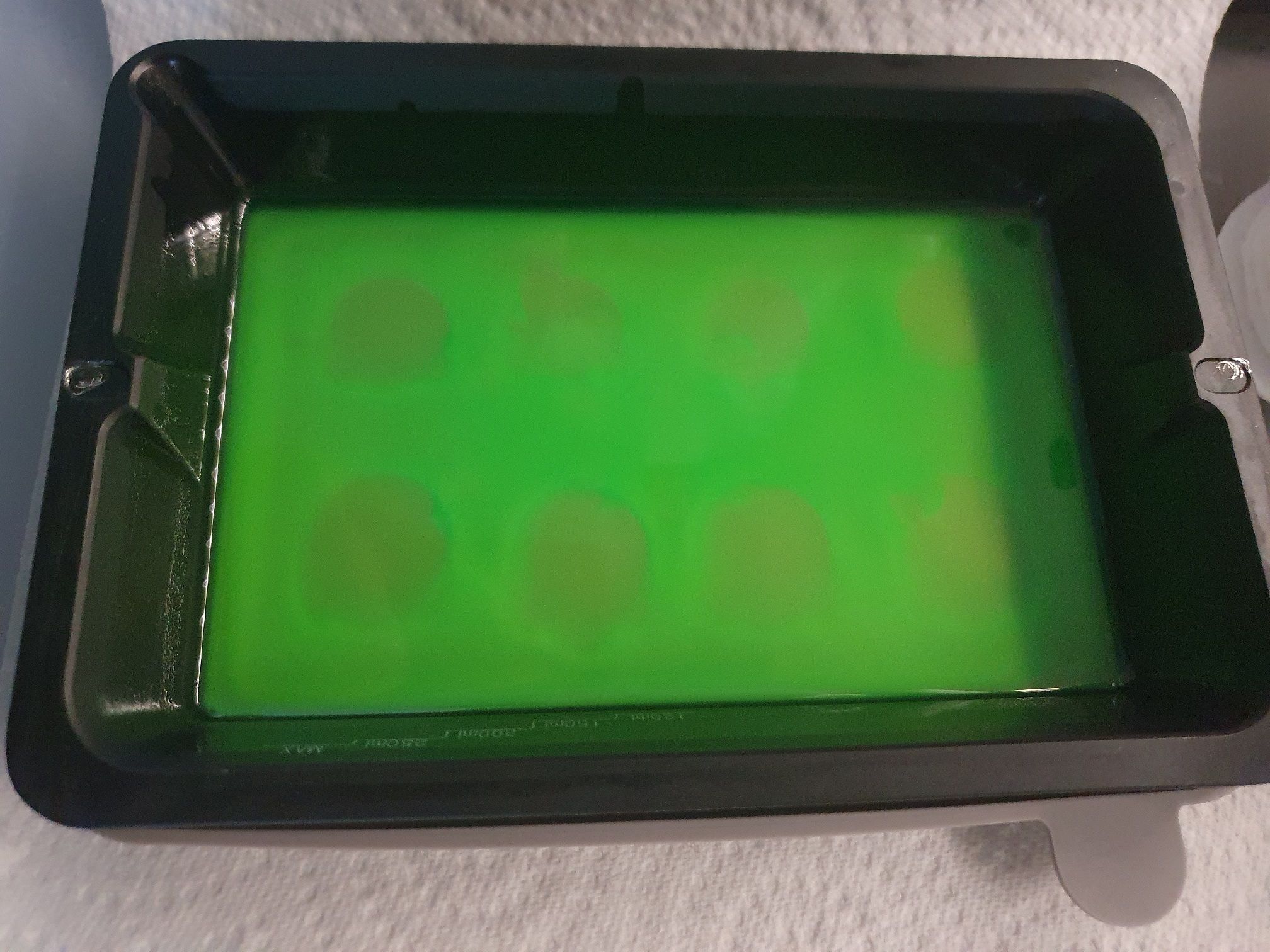
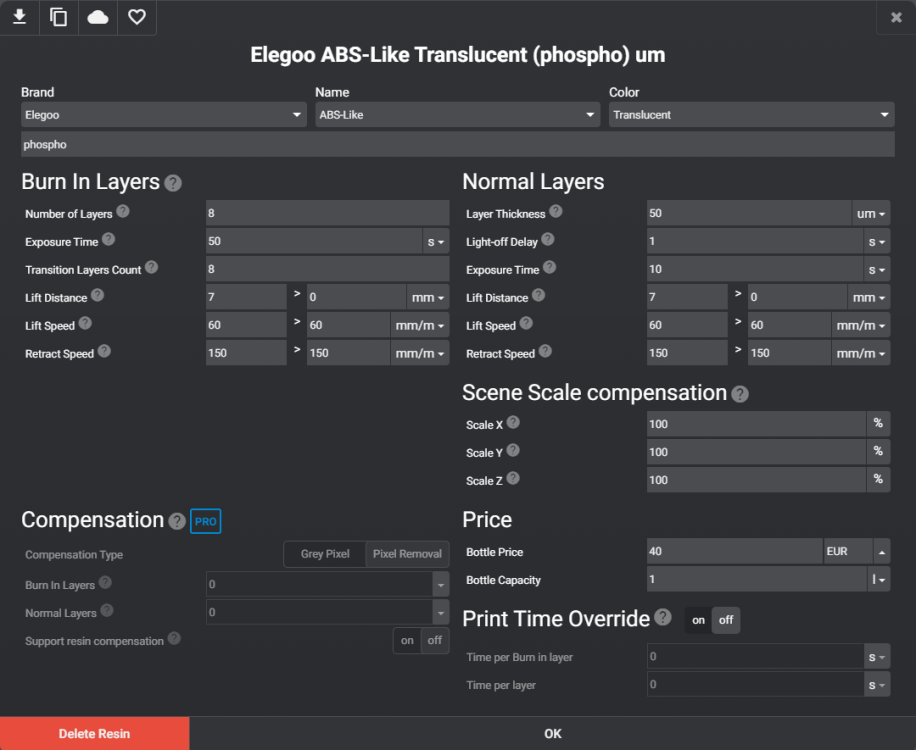
Bonjour a tous ! je reviens vers vous suite aux différents tests : - Utilisation de la poudre phosphorescente : https://www.amazon.fr/gp/product/B09GB74YDC/ref=ppx_yo_dt_b_asin_title_o01_s01?ie=UTF8&psc=1 - Utilisation d'une résine translucide Elegoo ABS-Like - Paramétrage : Résultat : C'est pas ouf. en gros le pigment rend une jolie couleurs verte et arrive à ce mélanger, la ou la poudre phospho tombe au font du bac.... Donc pas vraiment d'effet phospho en sortie d'impression. Bac après impression. Modèles chargés avec une lampe UV Modèles après CURE de 3min


 1 point
1 point -
Salut, La PT1000 serait laaaaaaaaaargement plus simple à câbler en effet puisqu'elle se branche sur l'entrée TH EXT. (plus d'infos ici) Pour la T-K500, tu vas être confronté aux mêmes contraintes qu'avec la PT100 (ampli + entrée analogique seule), plus d'infos ici1 point
-
Bonjour , Mon problème semble résolu , je vous met la solution si quelqu'un rencontre le même soucis j'ai du modifier les lignes suivantes dans le fichier Robin_Nano.cfg >LEFT_PROBE_BED_POSITION 20 >RIGHT_PROBE_BED_POSITION 210 >FRONT_PROBE_BED_POSITION 20 >BACK_PROBE_BED_POSITION 183 les valeurs ne sont pas forcement au plus juste dans l'exemple du dessus mais cela permet de délimiter les zones ou le bltouch peut palper pour éviter qu'il ne sorte du plateau . je vous met le lien qui m a permis de comprendre cela : http://cr10.fr/positionbl/ ps : cette configuration est pour la tete Mandibule avec le Bl_touch sur le devant de la buse . ce qui est dommage c'est qu'avec le Bl_Touch sur l'avant de la buse , on ne puisse pas palper l'arrière du plateau aussi près du bord qu'avec le BL_Touch sur la gauche aligné avec la buse sur l'axe X comme la configuration d'origine. j'espère que cela pourra aider d'autres personnes dans la même situation que moi . Alex. robin_nano35_cfg.txt1 point
-
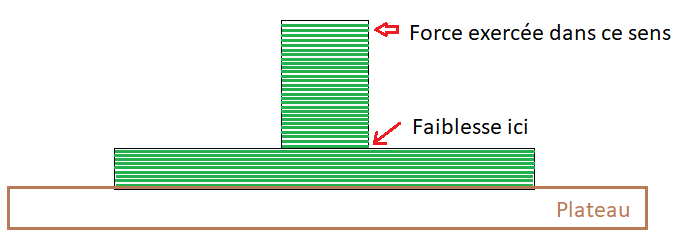
Si ça peut t'aider à visualiser ce que @Ironblue a expliqué, voici un schéma moche sur Paint que j'avais fait sur un autre post et qui résume l'idée (même si ce n'est pas la même forme que ta pièce).
 1 point
1 point -
oui car c'est moins solide en Z, on peut schématise le truc comme pour le bois, fendre une buche dans le sens des fibres c'est beaucoup plus facile que de le fendre à 90°, la c'est pareil le plastique que tu dépose est plus solide dans les sens X et Y que dans le sens Z ou c'est juste des couches collées les une sur les autres.1 point
-
Juste une dernière chose. Si / quand tu utiliseras la section [screws_tilt_adjust] corrige le paramètre de la vis comme on le voit sur la majorité (totalité ?) des exemples. Ce sont des vis M4 et pas M3 donc «screw_thread: CW-M4» (en tout sur mes Creality, c'est ainsi). Le mieux étant plutôt que recopier un exemple de vérifier avec le pied à coulisse le diamètre de ces vis1 point
-
Bonjour à tous, ma petite contribution sans prétention; manque juste la petite ficelle du ballon Mon épouse est fan de cette figurine
 1 point
1 point -
Et voilà j'ai encore joué sans avoir quoique ce soit à proposer ... Si quelqu'un à la bonne idée d'avoir un schmilblick à proposer, je lui laisse la main avec plaisir.1 point
-
Un grand merci à toi @tank3386. J'ai dû faire la manipulation plusieurs fois car à chaque fois, il y a un truc qui n'allait pas et mon bltouch clignotait en bleu. jusquà ce que je fixe l'aimant, répare la fissure, mette la tige, vérifie que tout coulisse bien et referme le capteur. J'ai contacté le service technique Artillery car mon bltouch est "recollé" et nécessite d'être changé (je ne sais pas combien de temps il va tenir mais je peux poursuivre mes impressions). Tout ce que je trouvais sur internet c'est des réponses du genre "mets à jour ton firmware" ou "n'utilise pas de clé USB". Tu nous as décrit ton problème avec photos à l'appui et ça m'a rendu service et je suis sûr que je ne suis pas le seul Bonnes impressions à tous et encore merci @tank33861 point
-
Sur Delta il n'y a pas de reference X pour l'horizontale (Tours/moteur X), Y pour la profondeur (tours/moteur Y) et Z pour la hauteur (Tours/moteur Z) puisque sans calibration la tête ne sais pas où elle est (et FLSun n'en fait toujours pas avec la v1.4!?!). La calibration sert à définir les limites du volume de déplacement et d'avoir une référence XYZ. Elle peut-être plus ou moins poussée selon les option rajoutées au G33. La méthode de FLSun est d'ajuster/corriger cette hauteur de référence (qui sert aussi pour d'autres calculs de déplacement) de la Delta au lieu de corriger l'espace entre la buse et le lit (Z_OffSet de la sonde). Tout ceci contribue à avoir une hauteur Delta qui reste fixe en logiciel mais dans la pratique nous avons cette hauteur qui diminue selon la température de travail. Ceci est du à la dilatation du lit (quelques dixièmes de millimetre) selon la chaleur que vous demandez pour travailler et provoque une diminution de cet espace et donc ces frottements pendant le déplacement de la tête.Cela se produit aussi avec le changement de filament (PLA silk, PETG, etc). L'ajustement du Z0 n'est pas corrigé par rapport à l'offset de la sonde qui restera fixe(16.2) mais par rapport à la hauteur de l'imprimante (méthode FLSun). Donc en pratique, vous aurez un bon résultat d'impression juste apres les procédures de calibration et de réglage de Z0 mais les suivantes se dégraderont au fil de l'usure de fonctionnement. De même que l'ajustement du Z pendant les premières lignes (BabyStep) sera reporté sur la hauteur Delta au lieu d'ajuster l'offset et l'impression suivante ou la coupure de jus vous raménera à un soucis de hauteur dans les déplacements. En conclusion vous pouvez diminuer ce problème en effectuant une VRAIE calibration Delta (G33) à la température de travail de votre filament et ensuite effectuer un nivellement mais tout ceci sera à refaire lorsque vous changerez la température du plateau et/ou le type de filament. Voilà, j'espère que je t'ai éclairci sur le fonctionnement du Delta. Donc si tu veux un Delta sans restriction, soit tu remplaces l'écran STOCK ou soit tu bascules sous Klipper sans l'écran. Merci et heureux de constater que certain ont compris le bon fonctionnement d'un Delta et le gros avantage du nivellement UBL.1 point
-
Se donner les moyens de faire de belles impressions Conserver vos filaments hydrophiles (PLA, PETG, PVA, ...) dans un endroit protégé de la lumière et de l'humidité. Lorsqu'un filament absorbe trop d'humidité, il devient difficile à imprimer à cause de sa densité irrégulière et les pièces imprimées seront de moins bonne qualités qu'avec un filament sec. Un filament trop humide est reconnaissable par différents moyens - Il devient cassant lorsqu'on le plie. - Lors de l'impression, de la vapeur va se créer au niveau de la buse. - Lors de l'impression, des crépitements vont se faire entendre au niveau de la buse. Pour déshumidifier un filament à base de PLA, il faut le passer au four à 45°C au minimum durant 4H. Ne pas modifier une imprimante avant de bien maîtriser son utilisation. Les mauvaises qualités d'impression sont majoritairement dues à de mauvais réglages et à un mauvais entretien de l'imprimante. Si vous décidez de faire des modifications logicielles ou mécaniques, n'en faites qu'une seule à la fois afin de vous apercevoir de l’influence qu'elle a sur votre impression. Si vous rencontrez un problème mécanique, réglez-le par la mécanique, n'essayez pas de le compenser via un quelconque réglage logiciel. Si vous rencontrez un problème de lié à un réglage logiciel, traitez le par un meilleur réglage logiciel, n'essayez pas de le compenser via une quelconque modification mécanique. Traitez le problème à la source plutôt que d'essayer de le compenser. Pour réussir vos impressions de PLA, PETG, TPU - Évitez les courants d'air - Une température de la pièce dans laquelle se trouve l'imprimante comprise en 18 et 25°C. Si la température est inférieure à 18°C, laissez votre imprimante préchauffer durant 15 minutes Il est à noter que certaines imprimantes ne permettent pas d'imprimer lorsque la température est inférieur à environ 5°C. Pour réussir vos impressions d'ABS, ASA, PP - Caisson fermé sans ventilation (40° à 60°C dans l'enceinte) - Pas de courants d'air dans l'enceinte Avant de trancher une pièce, assurez-vous de son orientation sur le plateau car elle va influer sur sa solidité. Je répète : Ne modifiez qu’un seul réglage à la fois dans le slicer afin de voir clairement son impact (positif ou négatif) sur la pièce imprimée. La vitesse excessive est l'ennemie de la qualité d'impression, commencez par imprimer avec une vitesse maximum de 40 mm/s. Après le tranchage, prendre quelques minutes pour vérifier la future impression de la pièce grâce à la prévisualisation des couches. Inspectez les couches les unes après les autres en vérifiant leur bon empilage et l'absence de défauts tels que des parties qui ont été supprimées lors du tranchage. Pour rappel, le réglage parfait buse<>plateau se joue à 0,05mm +- 0,025. On est loin du réglage à la louche au millimètre près. Prenez soin de l'état de surface de votre plateau. le contact d'un doigt sur la surface utile du plateau suffit à réduire l'adhérence de la pièce imprimée. Lorsque vous modéliserez vos futures pièces, pensez à la manière dont vous allez l'imprimer.1 point
-
Imprimer sans se blesser ni abîmer son imprimante L'utilisation d'une imprimante 3D par dépôt de filament implique des risques de brûlures et de blessure par pincement. Ne touchez jamais la partie chaude de la tête d'impression durant le fonctionnement de l'imprimante. La température est de l'ordre de 200°C. Ne mettez pas vos mains sur le plateau durant le fonctionnement de l'imprimante. La température est de l'ordre de 60°C. Ne mettez jamais vos mains dans le volume d'impression. Des pièces se déplacent rapidement et les moteurs qui les actionnent sont suffisamment puissant pour causer une blessure. Installez votre imprimante bien à plat sur un meuble stable. Vérifiez que la tension affichée par le sélecteur de tension du bloc d'alimentation corresponde bien à votre tension secteur. La tension secteur est de 115V en Amérique du Nord et 230V en Europe. Pour les autres régions, consultez cette carte. Réglez les jeux de fonctionnement de votre imprimante avant de vous en servir. Cette opération prend 2 minutes. Reportez-vous au mode d'emploi de l'imprimante ou aux tutos. Vérifiez manuellement que tous les mouvements se font librement sur toute la longueur des axes sans aucun point dur. Lubrifier vos axes en utilisant de la graisse blanche au lithium ou un lubrifiant similaire qui n’agglomérera pas les poussières et autres saletés. Réglez le parallélisme entre le plateau et les axes X et Y. Cette opération prend 2 également minutes. Reportez-vous au mode d'emploi de l'imprimante ou aux tutos. Réglez la distance ente la buse et le plateau est un impératif. Trop d'écart empêchera les impressions d’adhérer au plateau. Un écart négatif abîmera votre plateau car la buse s'incrustera dedans. Le réglage se fait avec l'ensemble (buse et plateau) propre et à température d'impression (environ 200 et 60°C) avec un papier standard d'imprimante 2D (60 à 80 gr/m carrés). Le plateau doit être exempt de toutes traces de gras, de poussières et d'autres impuretés. Vous pouvez le nettoyer avec de l'alcool à 90° ou de l'alcool isopropylique. Pour débuter, utilisez du filament de type PLA. Le filament doit être inséré et extrait de la tête d'impression lorsque la température est d'environ 200°C. Avant insérer le filament, coupez-le en biseau. Pour extraire le filament, poussez-le sur un centimètre puis retirez le franchement. Utilisez le trancheur fournit avec votre imprimante. Si il n'y en a pas, utilisez Cura ou Prusaclicer. Les trancheurs sont livrés avec des profils d'imprimantes qui définissent les dimensions de votre imprimante. Choisissez le profil qui correspond à votre imprimante et ne touchez pas aux réglages. Si le trancheur n'a pas de profil pour votre imprimante, prenez en un autre. Commencez par imprimer une seule pièce à la fois. Utilisez une bordure pour maximiser l’adhérence sur le plateau. Durant vos premières impressions, restez devant votre imprimante pour parer à d’éventuels problèmes. Soyez prêts à couper l'alimentation pour arrêter l'imprimante et pensez à la remettre en route pour continuer à refroidir le heat break. Laissez refroidir la buse à moins de 50°C avant de couper l'alimentation de l'imprimante.
 1 point
1 point -
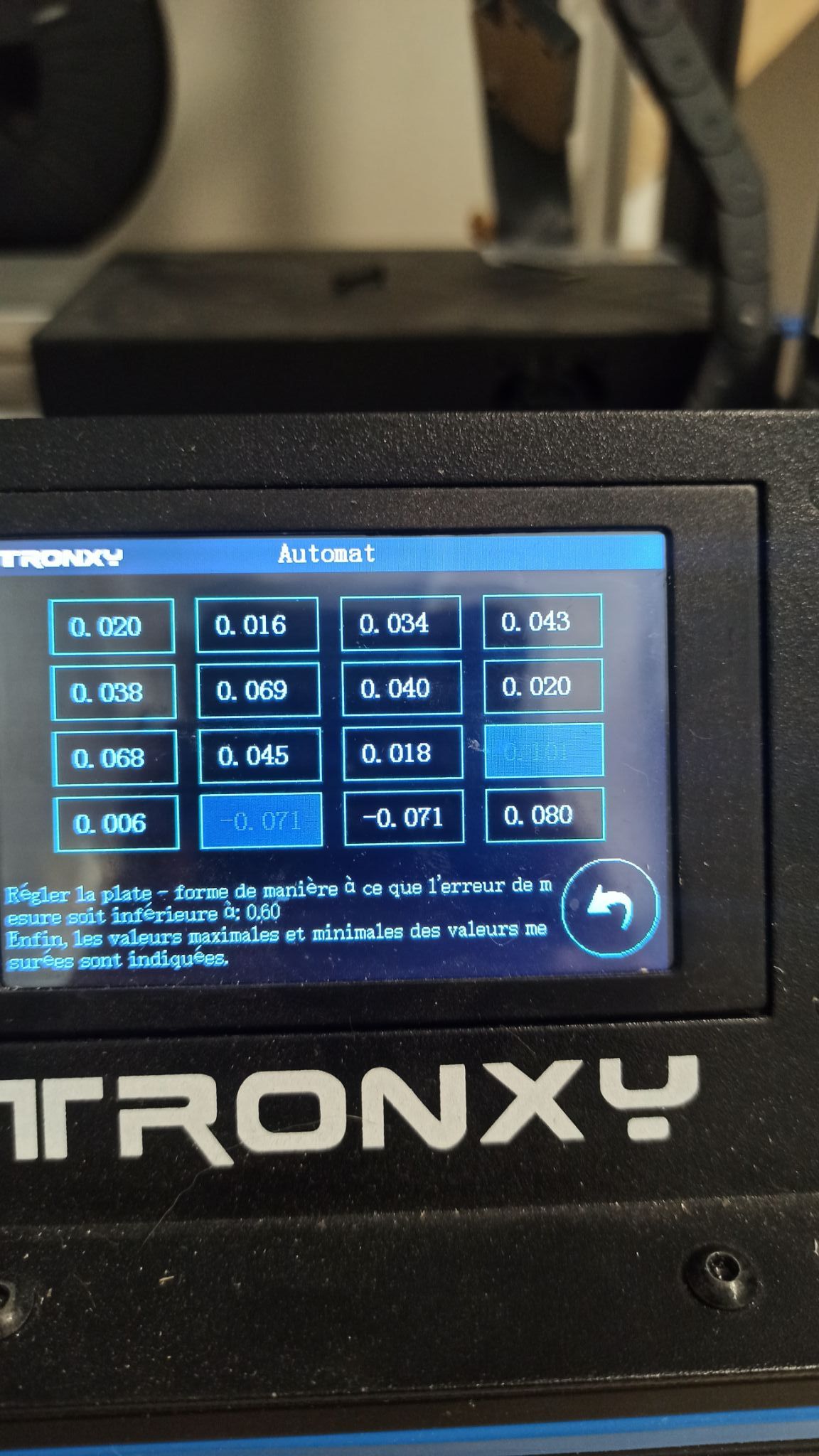
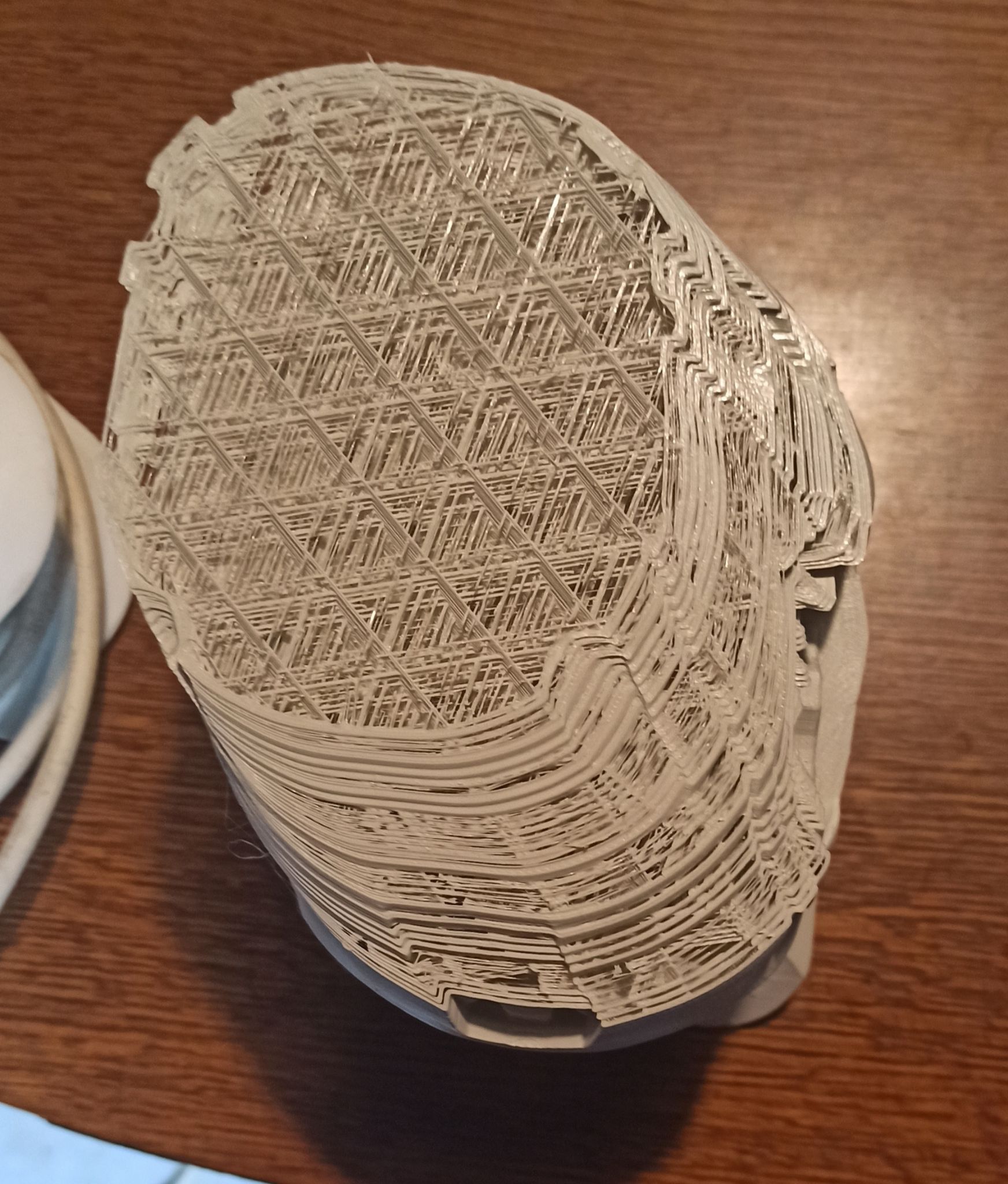
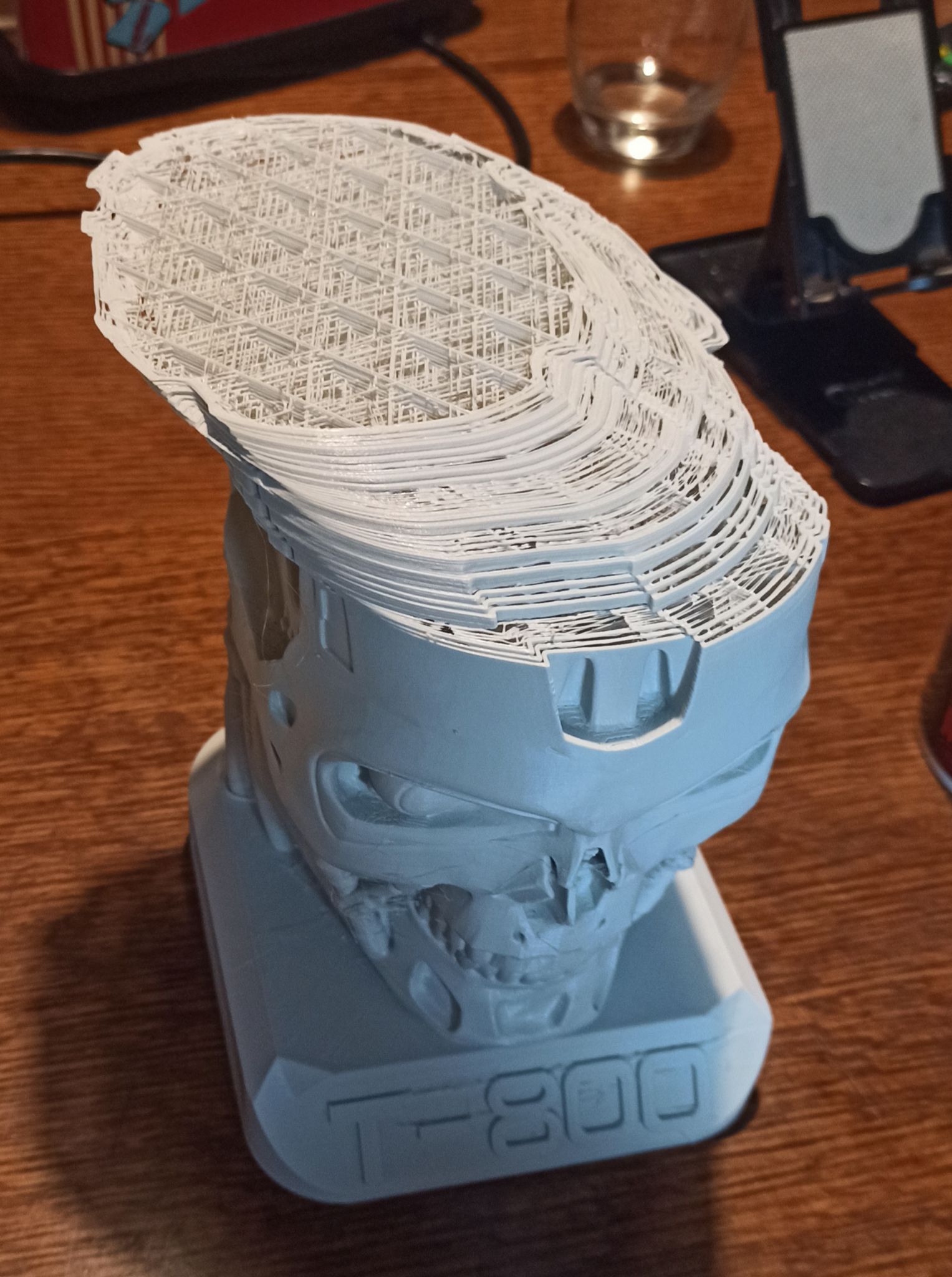
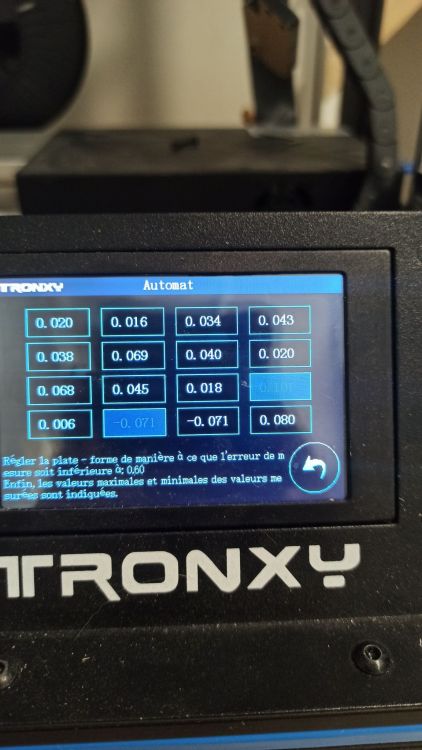
Hello, je suis pas trop présent mais je donne des nouvelles. Je me bas toujours avec ma x5sa pro. J'ai redresser le plateau, j'ai juste une bosse de 0.1mm dans un bord maintenant, Ça ce voit pas sur la photo car je vérifiais directement sur le plateau alu. Mais avec le plateau en verre j'ai 0.1mm d'écart... Comment j'ai redressé ? Je l'ai posé sur 2 cales en bois et... Je suis monté dessus. Je le remettais en place, lançais une mise à niveau automatique, j'écrivais sur l'alu les différences de niveau et j'appuyais plus ou moins fort avec le pied. Ça c'est pas fait en 5 minutes. J'ai tenté ma première grosse impression, qui fut un échec. Ça c'est décalé à 92% . J'hésite entre moteur trop chaud ? Où courroies pas assez tendu. J'ai surélevé le moteur Y à l'aide de rondelles, pour à la fois descendre la roue cranté sur l'axe moteur et aligner la courroie. D'origine, la roue cranté est vraiment en bout d'arbre moteur. J'ai toujours des problème d'adhérence au démarrage, je suis toujours obligé de monter au l'aide du menus le bed en z. Souvent de 0.1mm, alors que le z offset à été effectué juste avant et un mise à niveau automatique juste avant l'impression. Bref, j'ai beaucoup d'appréhension a l'utiliser maintenant, il y a toujours un problème ou un échec, c'est très rageant. Merci de m'avoir lu, j'espère que ça va de votre côté.

 0 points
0 points