Classement




Contenu populaire
Contenu avec la plus haute réputation dans 09/12/2022 Dans tous les contenus
-
Salut, Pas tres cool de venir faire sa pub comme ca. Pour la peine voici de la pub pour un concurrent Bordelais. https://www.gryp-3d.com/fr/ Cdt SoM
 5 points
5 points -
Nous avons même quelqu'un sur le forum qui fabrique des pièces pour sa vieille de 72 ans @+ JC3 points
-
Bonjour, Les seules fis où cela m'est arrivé, cela provenait d'une fuite par le haut du bloc de chauffe. Quand tu retires la chaussette, est-ce propre dessous ?2 points
-
ah ok méthode Russe ? oui je sors avant que ce ne soit Armaggedon ->2 points
-
Sur mes plaques PEI texturées, j'utilise soit du 3DLAC, soit du Dimafix en bombe. Pas stick de colle qui remplirait les trous !! Les bombes sont pratiques pour ces plaques. Mais ça reste variable suivant les filaments. J'ai testé ma plaque Bambu texturée avec du vieil ABS sans rien mettre sur la plaque bien nettoyé au savon. J'avais ensuite des impressions de PLA Volcano de Formfutura qui ne voulaient pas accrocher sans un peu de 3dlac. Il faut tester et définir les bonnes combinaisons. Maintenant pour mes tests sur la plaque PEI lisse, qui est un sticker comme la cool plate, donc fragile et "consommable", j'ai préféré mettre de la colle pour éviter que ma pièce en Nylon attaque le sticker ! J'ai cherché le Windex, mais les frais de livraison sont supérieurs au prix du produit ! Le gros stick de colle UHU plus rapide à appliquer puisque plus large, n'a pas été très efficace. Si quelqu'un trouve une marque de stick large aussi efficace que le BambuLab... Peut-être que le 3DLAC, plus pratique en bombe, pourrait suffire, mais ça pollue l'air de la pièce... Après la Prusa XL et la BambuLab X1-C ne sont pas comparables. Sans lister toutes les différences, le volume d'impression n'a rien à voir (256x256x256 vs 360x360x360). Sans parler des retards ou autres concernant la XL, nous avons clairement 2 produits qui ne répondent absolument pas aux mêmes attentes ! La XL est multi-têtes, mais, pour avoir développé une corexy double tête sur la base d'une ENDER5pro, j'entrevois bien toutes les difficultés techniques à surmonter pour proposer un produit fiable et facilement mise en œuvre par un large public non expérimenté ! La X1-C est aux antipodes de la XL. Son volume d'impression est contenu mais répond à certainement à 98% (c'est au pif!) des besoins, en proposant avec l'AMS ou les AMS, un large choix de filaments (16 maxi) immédiatement disponibles. On pourra y trouver des inconvénients comme la consommation importante de matériau due à la purge, le choix unique du diamètre de buse. Mais l'écosystème bien pensé et fiabilisé à des tarifs abordables permet à la X1-C, d'adresser un public plus large et non spécialiste. Certes le tarif n'est pas celui d'une Ender 3, mais le résultat est là, et sans effort.2 points
-
Cette semaine, voyagez sur la Lune grâce à la fabrication additive https://www.lesimprimantes3d.fr/semaine-impression-3d-361-20221209/1 point
-
En effet y Une chose a voir il est arrive sur qu'autre imprimante que l'on vois les profiler de Z mal coupé, dans ce cas tu peux les rectifier a la CNC fraiseuse numérique, mais recoupe les pas avec une scie circulaire tu 99% de chance de faire pire, les machine qui nous sont accessible sont pas réputer très très précise a ce niveau. L'autre possibilité serrait de voir en mettant les profiler a l'envers le haut en bas et le bas en haut tu peux avoir le haut parfaitement d'équerre. utilise une equerre metalique et vérifie l'equerrage des extremité des profiler1 point
-
J'allais écrire "payer 32.96€ alors que BambuLab les vend 13.99€" jusqu'à la ligne où ils parlent de "500C". Je me posais la question de savoir si BambuLab prévoyait des têtes haute température à court terme ? Si je comprends bien, la tête est capable de chauffer jusqu'à 500 degrés ?! Mais la cartouche chauffante et la thermistance ne sont pas fournies, et les Bambu sont données pour 300° max ! Je n'ai pas trouvé de thermistance et de cartouche chauffante pour Bambu, même pour 300°. Mais c'est à suivre de près ... NB: je viens de tester en tapant 350° sur l'écran, et la X1-C te met gentiment en rouge "pas plus de 300°". Et pour le lit, "pas plus de 110°"1 point
-
Ça va dépendre de sa forme et de comment il est imprimé. Typiquement sur l'image ci-dessous (qui est un test de rétractation), l'imprimante a besoin de faire beaucoup de rétractations pour passer d'une tige à l'autre. Mais vu que ta pièce n'a pas l'air d'être dans ce cas, ce n'est pas du tout sûr que ce soit ça. Sinon pour la fuite, une photo de ton bloc de chauffe et de ta buse devrait aider à s'en assurer. Et si c'est ça, tu as la Titi's procédure qui devrait d'aider.
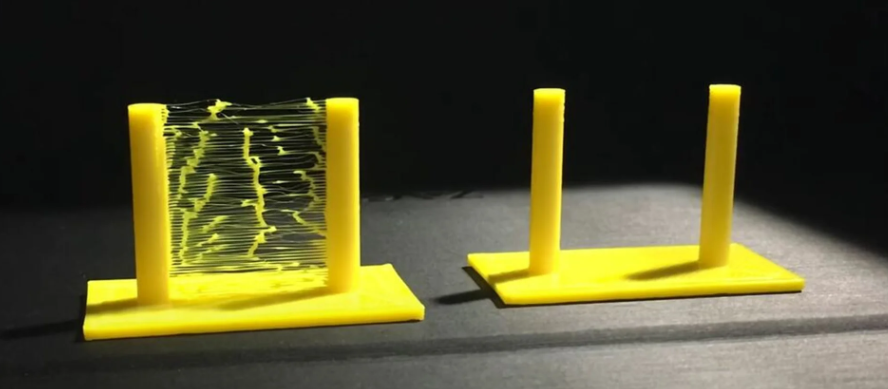 1 point
1 point -
Appliquer la Titi'procédure... Pour la rétraction, cela peut varier en fonction de la longueur du bowden, du matériau et de la température utilisée.1 point
-
J'ai parfois vu ce problème avec du PETG sur des pièces qui nécessitaient beaucoup de rétractations, ce qui causait du stringing qui parfois accrochait sur les côtés de la buse et faisait un pâté qui chauffait en continu. Parfois ce pâté brulé se décrochait des côtés de la buse, et ça laissait des marques comme ça. La seule différence avec mon cas c'est que je ne pense pas que tu aies eu besoin de beaucoup de rétractations pour imprimer ce modèle, donc ce n'est peut-être pas ça. Si tu réimprimes un modèle et que ça recommence, jette un coup d'œil à ta buse pour voir si elle est propre et si non, regarde si le morceau accroché est plutôt sur le haut de la buse ou sur le bas, ça pourra peut-être aider à savoir si c'est une fuite ou non.1 point
-
Parfois ce sont les élément les plus simple a regarder en premier1 point
-
@Yamh et @MrMagounet Bon pour le portique je vais voir ce que je peux faire en forçant le redressement avec des tiges (mais pas gagné). Pour l'extrudeuse, j'ai exploré plusieurs piste. Ce n'est déjà pas Stealthchop, qui je ne suis pas sur soit pris en compte avec un TMC2100 car il n'y a aucune commande marlin pour les modifier. Mais même désactivé c'était pas cela. J'ai changer mes deux extrudeurs ensemble pas cela non plus J'ai changer les steppers du E et du Z par ceux de l'autre machine pas cela non plus J'ai donc poursuivi en modifiant ma configuration dans s3d. Descendu ma vitesse de rétractation qui était à 40mm/s pour la passer a 35mm/s (pas de changement un léger mieux) J'ai revu le flux aussi et la j'ai eu une surprise il devait être à 96% et dans ma config il était toujours a 100% j'en déduis un oublie d'enregistrement car sur l'autre machine j'ai bien fait le teste avec 96% .(en le redescendant à 96% c'était déjà bien mieux). J'ai refait mon calcul de flux et j'ai du encore dut le baisser légèrement à 95% pour un Estep à 931. Donc enfin une machine qui fonctionne :). Et des fois on s'acharne sur des problèmes alors que c'était juste une configuration mal enregistré. Pour le moment je regrette pas toutes ces modifications même si cela ma pris beaucoup de temps pour l'ajustement.Par contre je maudis ce portique en biais.1 point
-
Super ! bonnes impressions alors ! Par contre pense peut-être à changer la buse car il y a des chances qu'elle ne fasse plus pile 0.4mm de diamètre (fonction de la taille du clou que tu as utilisé). a+1 point
-
Les moteurs sont commandés par des petits modules que l'on appelle drivers qui sont enfichés sur la CM Le but de la manoeuvre c'est de changer le driver de l'extrudeur par le driver d'un des autres axes, pour vérifier que le problème ne viens pas de ce composant (/!\ opération à faire bien évidement imprimante éteinte /!\). le driver ressemble à ça :1 point
-
Où simplement le driver... D'où le basique test croisé Il ne devrait pas...1 point
-
si tu échanges le driver de l'extrudeur avec un des autres axes et que l'extrusion marche, c'est que c'est le driver qui pose problème, pas le moteur.1 point
-
plutôt dans beaucoup d'eau bouillante ou au sèche-cheveux (ou les deux)1 point
-
Alors Oui sur les X1 ce sont des Clone de AT2100 qui sont utiliser, on peux parfaitement mettre des TMC2208 ou mieux des TMC2209 ou encore mieux les TMC2226 qui sont des 2209 avec un meilleur TDP (qui chauffe moins donc), par contre ici aussi cela implique une modification de marlin (pas très compliquer très simple même) a savoir la définition des driver utiliser et inverser le sens de rotation des moteurs dans Marlin (car oui le sens de rotation des moteur est inverser sur la AT2100 ou A4988 par rapport a des 2208, 2209 etc) changer les drivers est simple a configurer dans marlin. Après si tu te sens je peux te donner les infos a changer dans marlin et a prendre en compte, tu peux aussi essaye de prendre une firmware custom pre configurer comme le molise et activer les options qui correspondrait a ta config, ou encore les fichier source de base sur un marlin récent pour les X1 et te dire quoi aller modifier. Mais je pourrais prendre le temps de le faire pour toi j'ai trop de chose à gérer en ce moment. Pour ce qui est de l'extrudeur le bondtech BMG original est extrudeur BMG bowden tu as un X1 en direct drive ici donc tu ne peux pas l'installer comme cela faudrait faire une tête adapteur supportant le E3D V6 ajouter un support pour placer le BMG au dessus, tu perdrais par la même en hauteur d'impression total. Quite passer sur un système regarde plutot que ce @P_tite_tete a fait ici sur ce sujet cela me semble plus pertinent comme solution ou l'installation Extrudeur Matrix de Trianglelab voir encore un un système BMG wind de Mellow comme présenté ici par 3Dprint beginning1 point
-
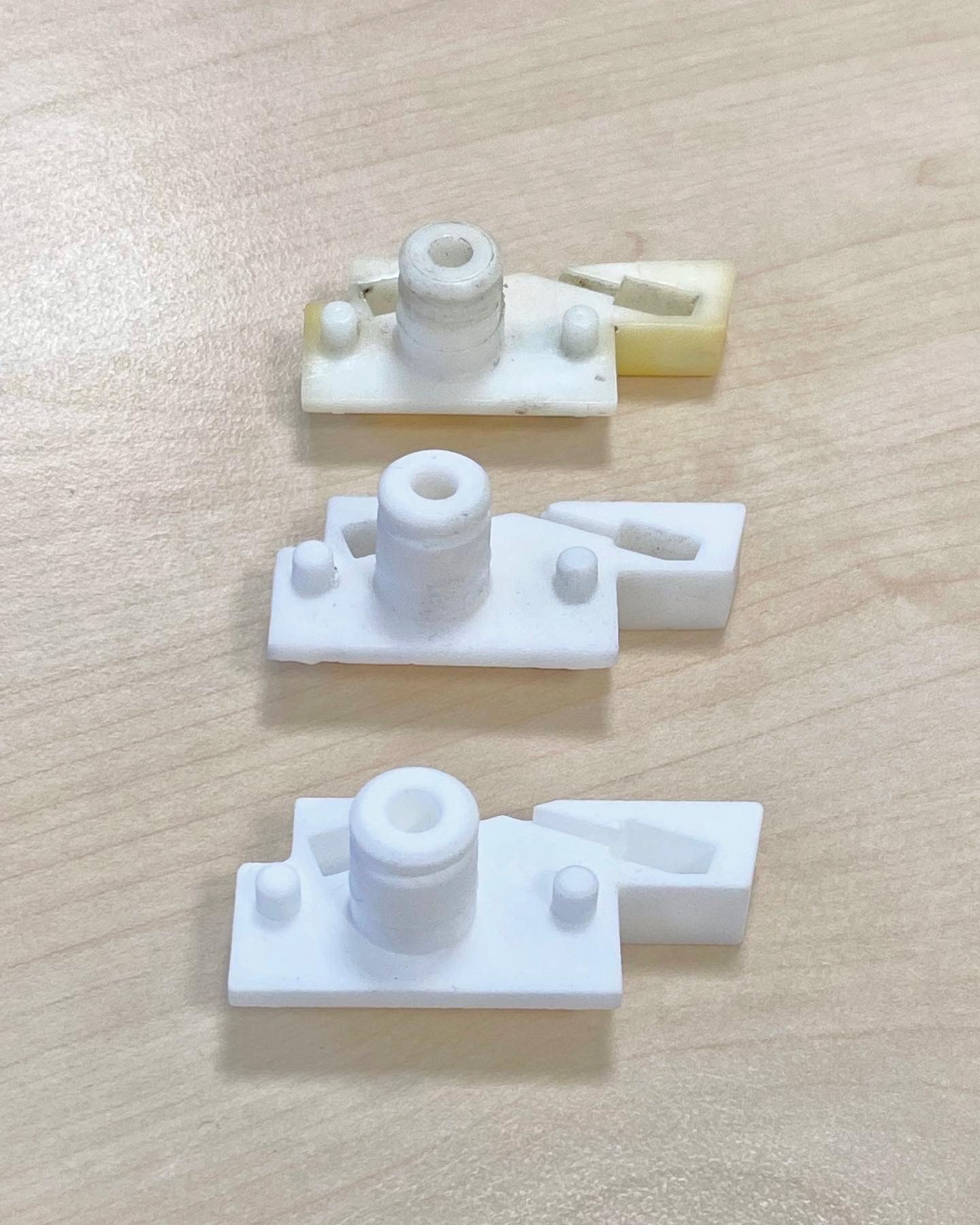
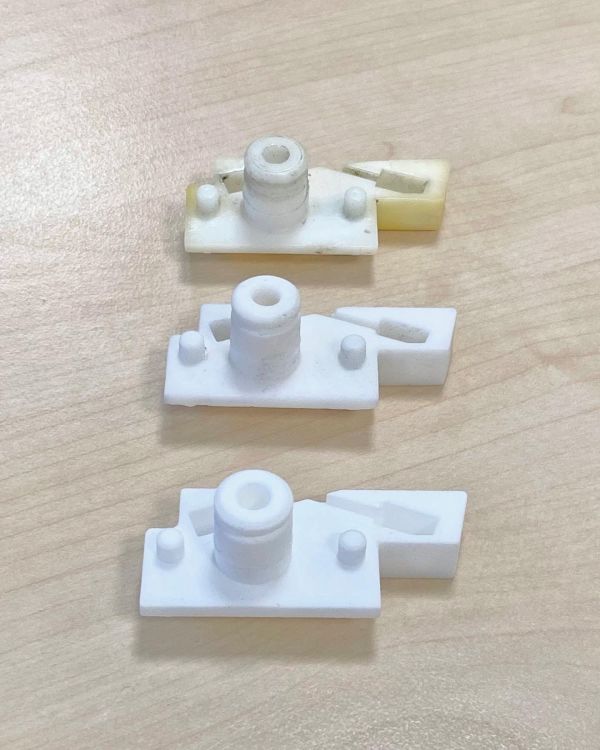
Meca place refabrique des pièces automobiles esthétiques disparues avec des imprimantes 3D. Que ce soit dépôt de fil, frittage de poudre ou encore l’impression en résine. N'hésitez pas à venir nous suivre sur les réseaux sociaux @mecaplacefr et nous contactez par email : mecaplace@gmail.com https://mecaplace.com/


 1 point
1 point -
C'est bon j'ai géré autre carte sd j'ai remis l'image d'origine. All is okay bon toujours mon extrudeur qui saute, qui crée des lignes en pointillés Exactement, tout s'est bien déroulé même pas 10min Tout est okay, restauré, j'ai pu remettre le wifi. Comme avant1 point
-
Il faut bien une carte de 32Go pour restaurer l'OS. Si tu l'as installé sur une inférieure tu as sans doute dû avoir une erreur lors de la copie de l'image et si tu as malgré tout tenté d'installer cette image normal que ça n'a pas été au bout. Et j'espère que tu as pas flingué la partition de boot en faisant ça parce que Flsun a pas donné l'accès au FEL mode pour restaurer autre que via cette procédure. Normalement une restauration prends en moyenne 15min.1 point
-
Bah il suffirait peut être d'une buse un peu plus longue avec un système de spirale comme dans les embouts de cartouches de résine pour sceller en maçonnerie ... ou quelque chose dans le genre pour avoir un meilleur mélange ... Parce qu'effectivement, parler actuellement de mélange est un peu optimiste ... Par contre tu peux faire un Bioman jaune devant marron derrière en 1 passe ! Je suis déjà sorti1 point
-
Bienvenue @Hitman47 tout pareil quand je suis arrivé en 2020...et c'est déjà largement suffisant pour débuter et être un minimum autonome1 point
-
mais non...comme le dit Bigard (qui s'y connait en blagues et impressions foireuseuses), un PET imprimé chez soi sentira toujours beaucoup moins qu'un PET imprimé chez les autres !1 point
-
Bonjour, Je vais vous faire part de mon expérience avec Klipper et vous expliquer comment l'installer et le configurer sur votre imprimante. I - Introduction Klipper est un firmware pour imprimante 3D comparable à Repetier ou Marlin. Son rôle est d'interpréter le Gcode en provenance du slicer et de le convertir en commandes qui permettent de piloter individuellement le hardware de l'imprimante. Pour certaines machines, comme les CoreXY ou les Delta, la cinématique est très complèxe, ce qui demande des calculs importants. Malheureusement, avec une carte 8-bits, la puissance du microcontroleur n'est pas super adaptée à ces calculs. Du coup, la vitesse sera limitée par la puissance du processeur et les calculs seront moins précis. C'est ce qui pousse certains à vouloir passer à une carte 32 bits. Nous allons voir que Klipper permet de s'affranchir de ces limitations. 1) Les fonctionnalités de Klipper La particularité de Klipper est d'utiliser un ordinateur hôte pour faire tous ces calculs et de réserver le microcontroleur pour ce qu'il sait bien faire: gérer les entrées-sorties en temps réel. Ceci décharge le microcontroleur qui n'a plus que ça à faire, et l'hôte, qui est généralement un Raspberry Pi 3 avec un processeur ARM quad core, se charge des calculs, avec du multi-thread, plus de mémoire, et une interface graphique plus attrayante. Par ailleurs, Klipper s'interface avec Octoprint, ce qui permet d'utiliser sa partie graphique pour controler l'imprimante. On pourrait meme virer le LCD de l'imprimante et utiliser un écran tactile connecté au Raspberry. Le résultat, c'est un surcroit de performances important. Avec une carte 8-bits, on a des performances supérieures à celles d'une carte 32-bits. Klipper utilise cette puissance pour calculer les trajectoires de façon plus souple, ce qui permet de gagner en précision, en fluidité, en bruit, et en vitesse d'impression. Avec Klipper, j'imprime en 120mm/s sans problème sur une imprimante cartésienne. Il semblerait que les gains sont encore plus importants sur des CoreXY ou Delta. Et bien sûr, une carte 32-bits permettra d'aller encore plus vite, mais on se limite alors à l'énergie cinétique que la mécanique de la machine peut encaisser. Les firmware classiques ont aussi d'autres inconvénients: Ils se configurent en modifiant les fichiers de code source, ce qu'un utilisateur ne devrait jamais avoir à faire. Il faut ensuite les compiler et les flasher à chaque modification. Avec Klipper, on ne touche plus au firmware qui est sur le microcontroleur. Les modifications se font sur un fichier de configuration qui réside sur l'hôte, ce qui est instantané et beaucoup plus pratique. Jusqu'à l'année dernière, Klipper était plutôt expérimental, mais depuis la version de décembre et l'introduction du bed levelling, le support BL Touch, le "pressure advance", la calibration delta, les écrans LCD, les protections thermiques, etc... c'est devenu parfaitement utilisable tous les jours. Il y a deux étapes à l'installation de Klipper: L'installation. C'est la partie la plus facile et on ne la fait qu'une fois. La configuraton. Celle-ce se fait dans un fichier de config. Avec un plugin qui va bien dans Octoprint, on peut éditer ce fichier directement dans Octoprint. 2) Prérequis Avant d'installer Klipper, il vous faut: Une imprimante 3D. Ben oui, c'est pas pour les machines à laver. Il faut pouvoir flasher le firmware, donc on évitera les machines avec un hardware propriétaire. En principe, tout ce qui tourne avec Marlin peut tourner avec Klipper. Un firmware basé sur Marlin. C'est plus simple, parce qu'on pourra récupérer un certain nombre de paramètres. Il est possible de se débrouiller autrement, mais il faudra connaître ou calculer les mm/step etc... Un ordinateur hote sous Linux. Ici, on parlera de Raspberry, mais en théorie ça pourrait fonctionner avec n'importe quel PC sous Linux et Octoprint. Attention, il faut un Raspberry Pi 3 au minimum. Un Raspberry Zero ou un vieux Raspberry 1 vont trop ramer. Octoprint. Je ne vais pas détailler ici l'installation d'Octoprint. Il y a plein de tutos là dessus. On y installer un plugin OctoKlipper qui facilite la configuration de Klipper. Des connaissances (basiques) en Linux. On va utiliser une ligne de commande SSH pour télécharger et installer Klipper. Note importante: Avant de procéder à l'installation de Klipper, assurez-vous bien que tout l'ensemble Imprimante 3D + Octoprint Raspberry fonctionne correctement et est parfaitement maîtrisé. Sinon, si un truc ne marche pas après, on ne pourra pas savoir si ça vient de Klipper ou de la configuration matérielle. 2ème note: Je vous conseille d'avoir toujours une stratégie de repli, autrement dit les moyens de pouvoir reflasher Marlin avec une configuration qui marche si pour une raison ou une autre Klipper ne vous convient pas.1 point
-
Content que tu aies pu trouver la solution pour ton extruder Je n'ai pas vraiment d'idées pour le portique, c'est sans doute l’extrémité du portique en cause ? Si ce n'est que ça, il faudrait recouper le bout du profilé ou refaire une mise à plat si tu es équipé. Sinon méthode Bricolage : rattraper l'équerrage en limant l’extrémité du profilé du bon côté, il faut un bon Feeling Avis aux autres, ce n'est pas vraiment mon rayon Si tu parles des Tiges de renfort comme sur l'image ci-dessous, j'ai peur que ton profilé fasse une flexion une fois redressé, un genre d'arc au lieu de rester droit ? Certes se serait minime, mais l'erreur d'équerrage serait progressive dû à la forme d'arc.
 0 points
0 points