Classement




Contenu populaire
Contenu avec la plus haute réputation dans 22/01/2023 dans Messages
-
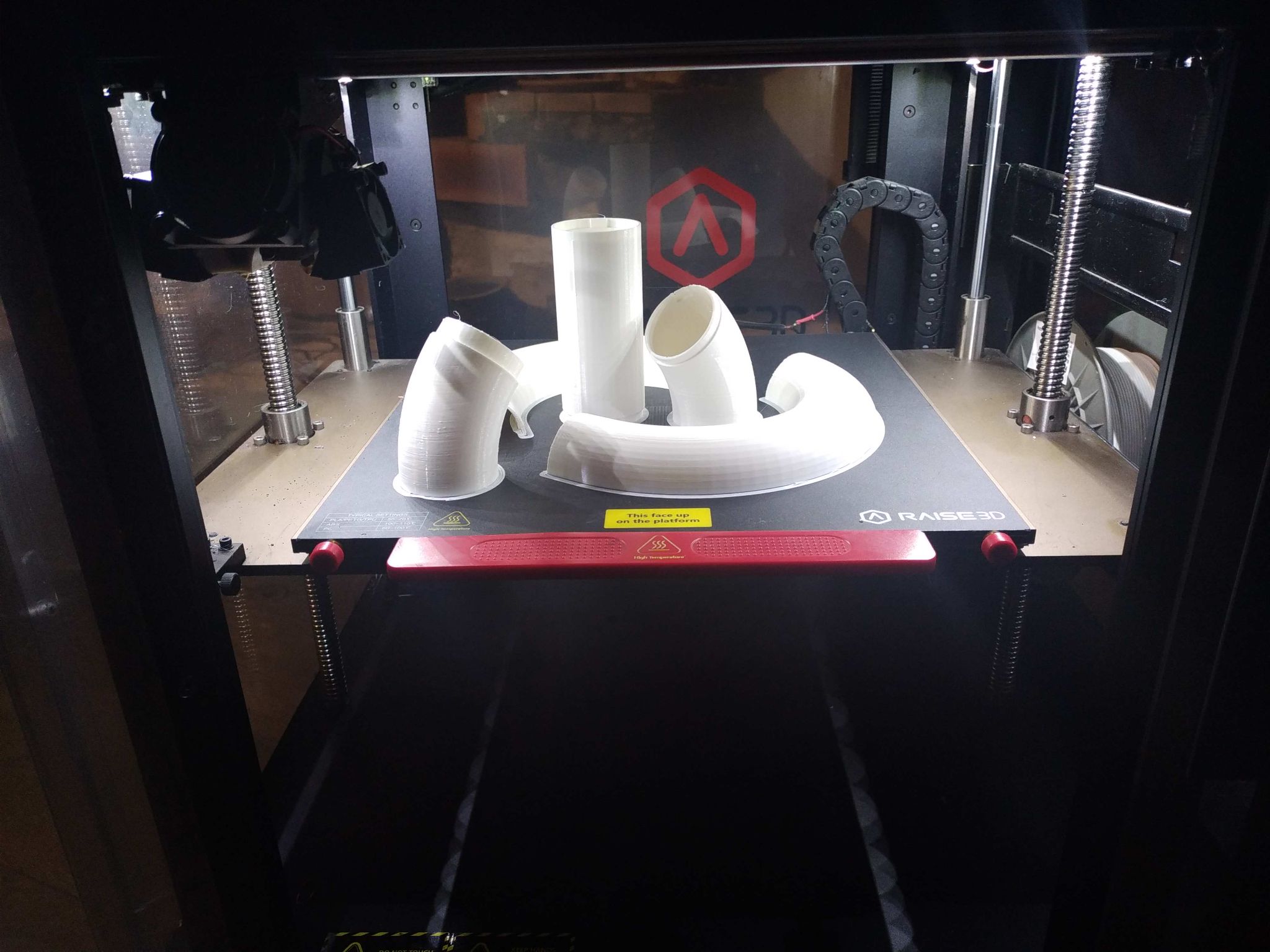
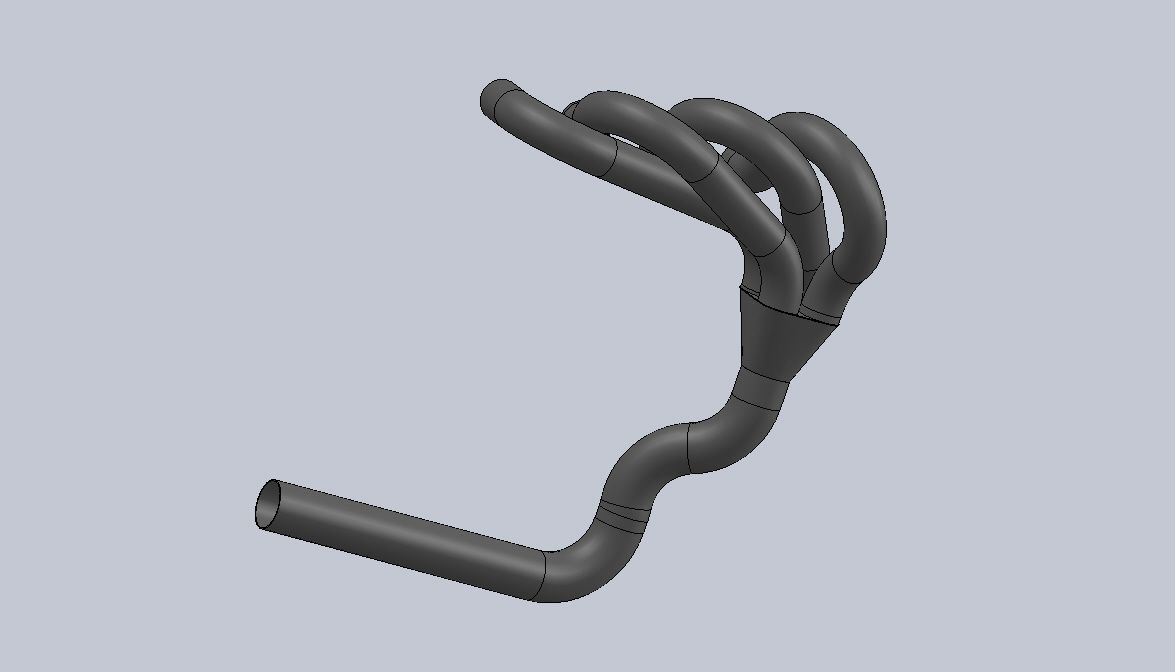
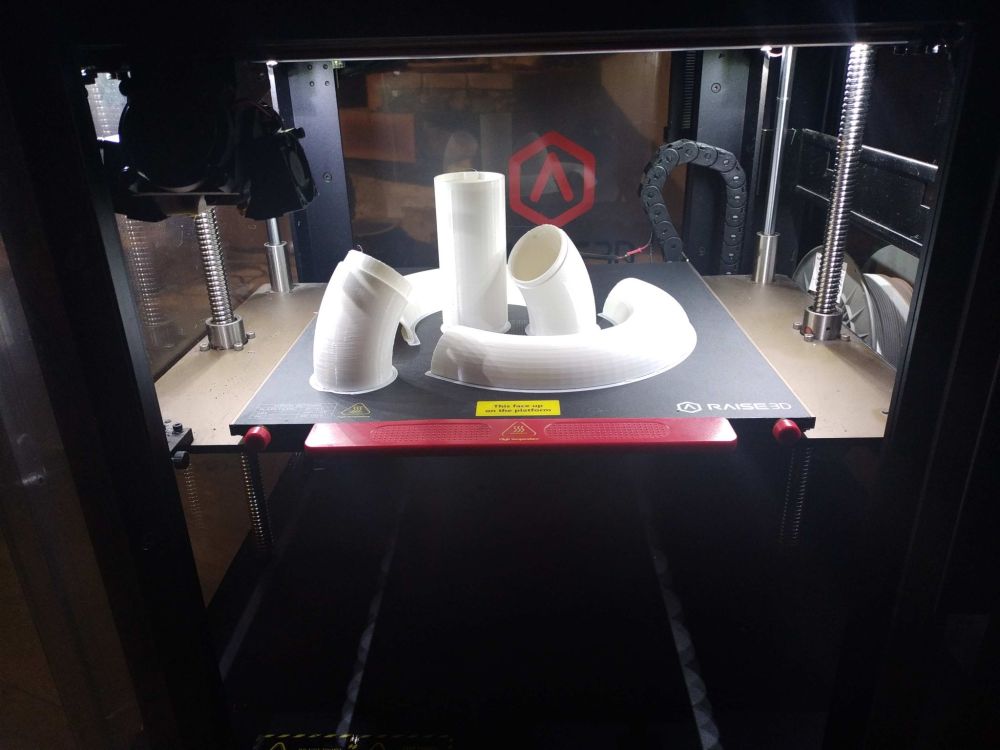
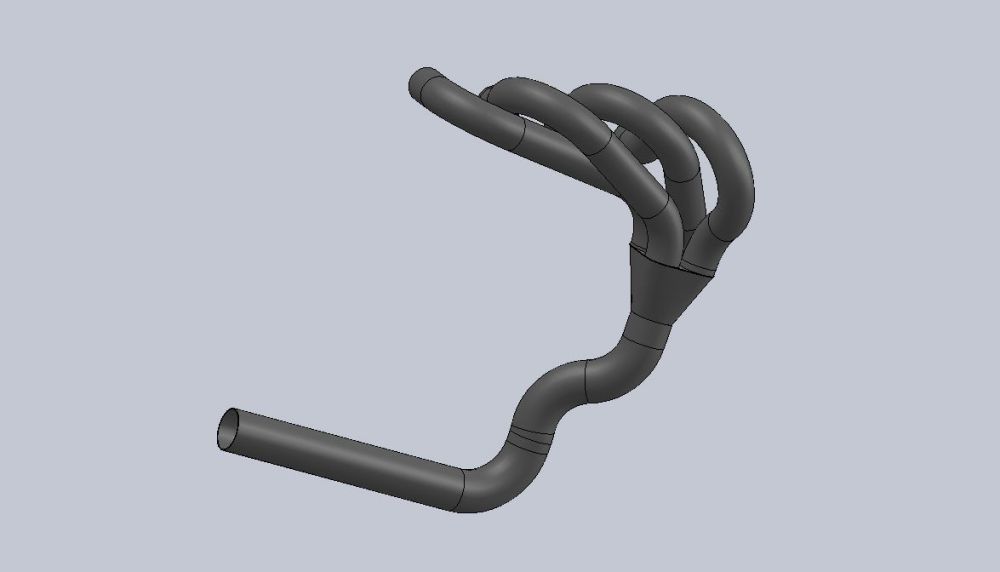
Bonsoir Faisant suite à ma première intervention sur ce forum ( dans la rubrique bien choisir son imprimante) j'ai fait l'acquisition d'une RAISE3D PRO2 d'occasion. Pourquoi celle la ? Elle étais disponible a une 100 de Km de chez moi et semblais pouvoir correspondre a mes besoins immédiats. Une fois celle-ci arriver dans son lieux de prise en main il a fallut l'alimenter. Direction la rubrique concernant les filaments: J'ai opté pour des Arianeplast (satisfait du résultat) en réassort ayant a commander des composants électronique j'ai pris chez Farnel ce qu'ils proposent ( je vais les renvoyer déçu par la mise en œuvre, le rendu, et surtout la solidité). Prise en main rapide du slicer Raise et j'ai pu lancer mes premières impression, cela c'est, je dirais, mieux passé que je n'aurais pu l'envisager . Avant de vous laisser jugé, je vais vous présenter rapidement la bête a qui est destiné le dit collecteur. C'est la reconstruction intégrales du véhicule vainqueur du Rallye du Maroc 1969 acheté en état d'épave. Ici dans sa livré d'origine prête a rejoindre Paris pour le salon Rétromobile 2019 afin d'être exposer sur le stand de Citroën pour le centenaire de la marque. Bon revenons à nos moutons Le collecteur dessiner par un stagiaire en BTS Conception des produits industriel. le dit stagiaire est passé par ici pour demander conseil sur les méthodes de découpages pour en permettre le prototypage. Quelque photo des différentes étapes. L'ensemble des tubes déjà assembler une première idée du puzzle assemblé. a vos commentaire




 4 points
4 points -
Pour noël je lui ai fait un hamac, il à fait la gueule pendant 15 jours quant je lui ai mit et maintenant il ne le quitte plus...

 4 points
4 points -
Merci beaucoup pour ton topic ! C'est une vraie mine d'or et en plus, il est très complet. Grâce à toi j'ai déjà imprimé : - Le purge bucket et le gear removal tool (je n'aurais pas pensé à l'imprimer avant d'avoir un problème). Là je me lance dans le Y, le rallongement du support de spool et les clips ! Mon AMS vient d'être expédié du coup je prépare le terrain.2 points
-
Je suis aussi de cet avis. de toute manière je ne rentre pas dans une Berlinette donc2 points
-
Juste valider l'encombrement avant une réalisation tout inox de ce type Ici une réalisation pour une clio d'autocross T3F


 2 points
2 points -
j'ai une question bête : comment on voit que ça fait la gueule ces trucs là ? ok, je suis sorti ->2 points
-
Annie Cube Hic Photon Plusplusplus kelleestmieuxquelaprecedentellemememieuxquelaprecedenteellemememieuxquelaprecedente… Kobra mini, Kobra micro, kobra nano… Metallic blue ? Bleu pailleté ?2 points
-
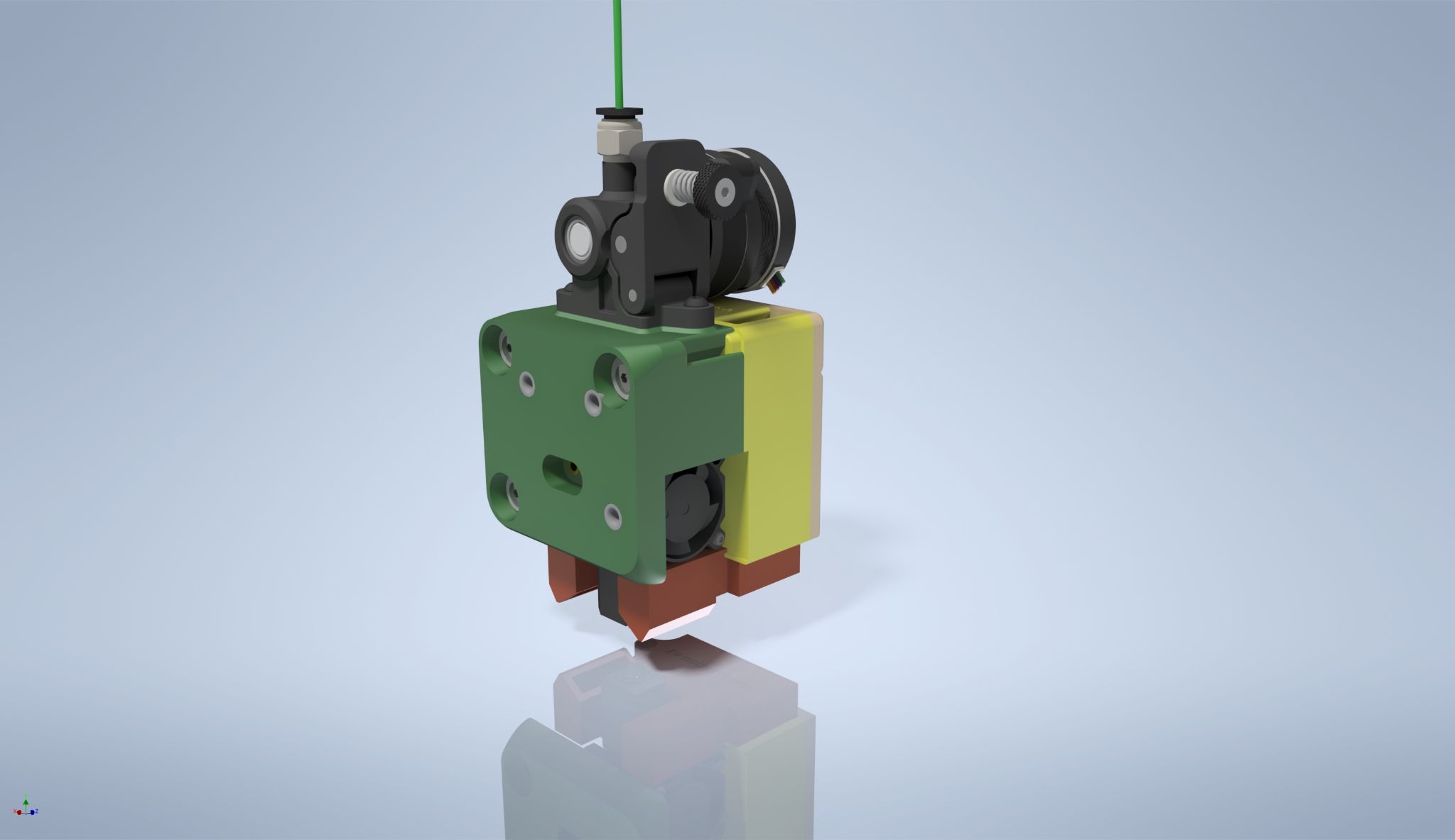
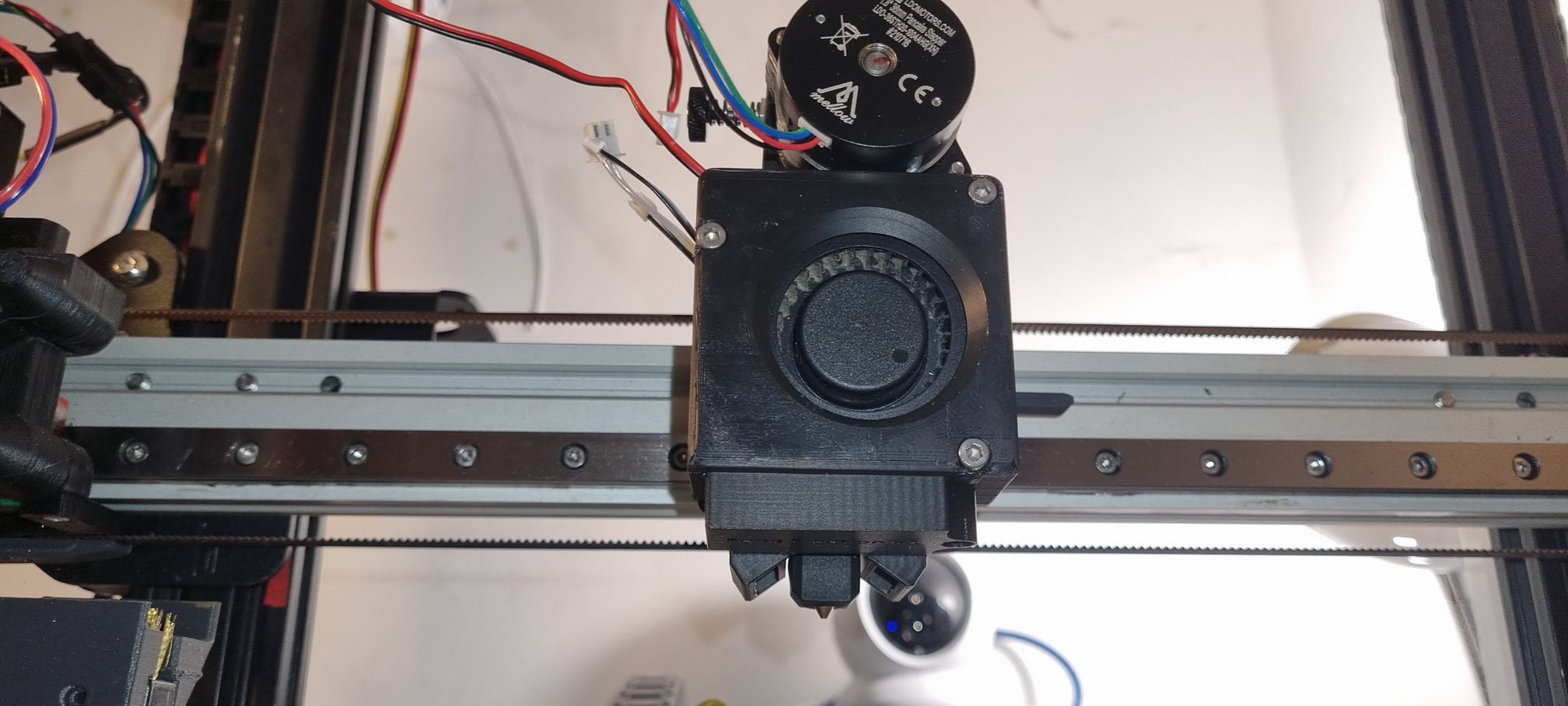
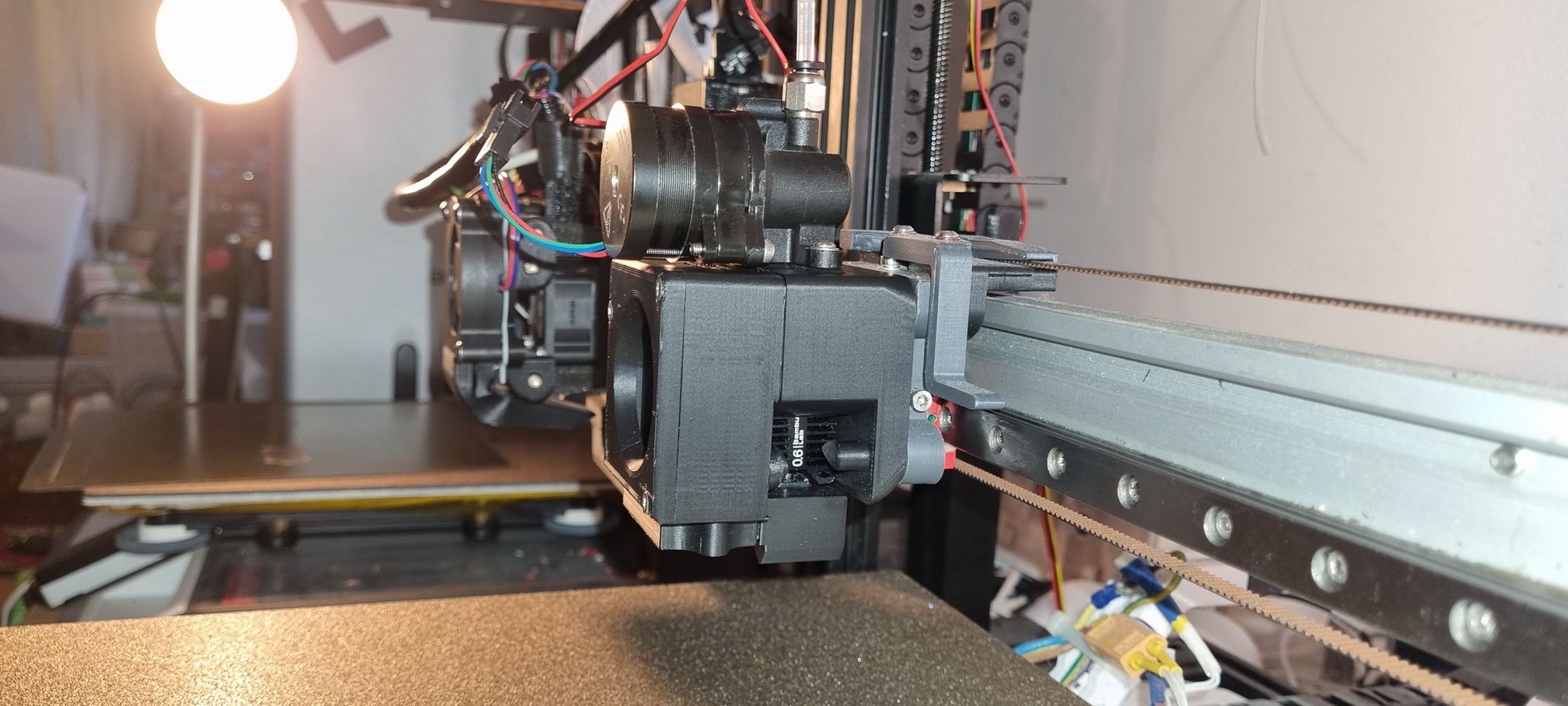
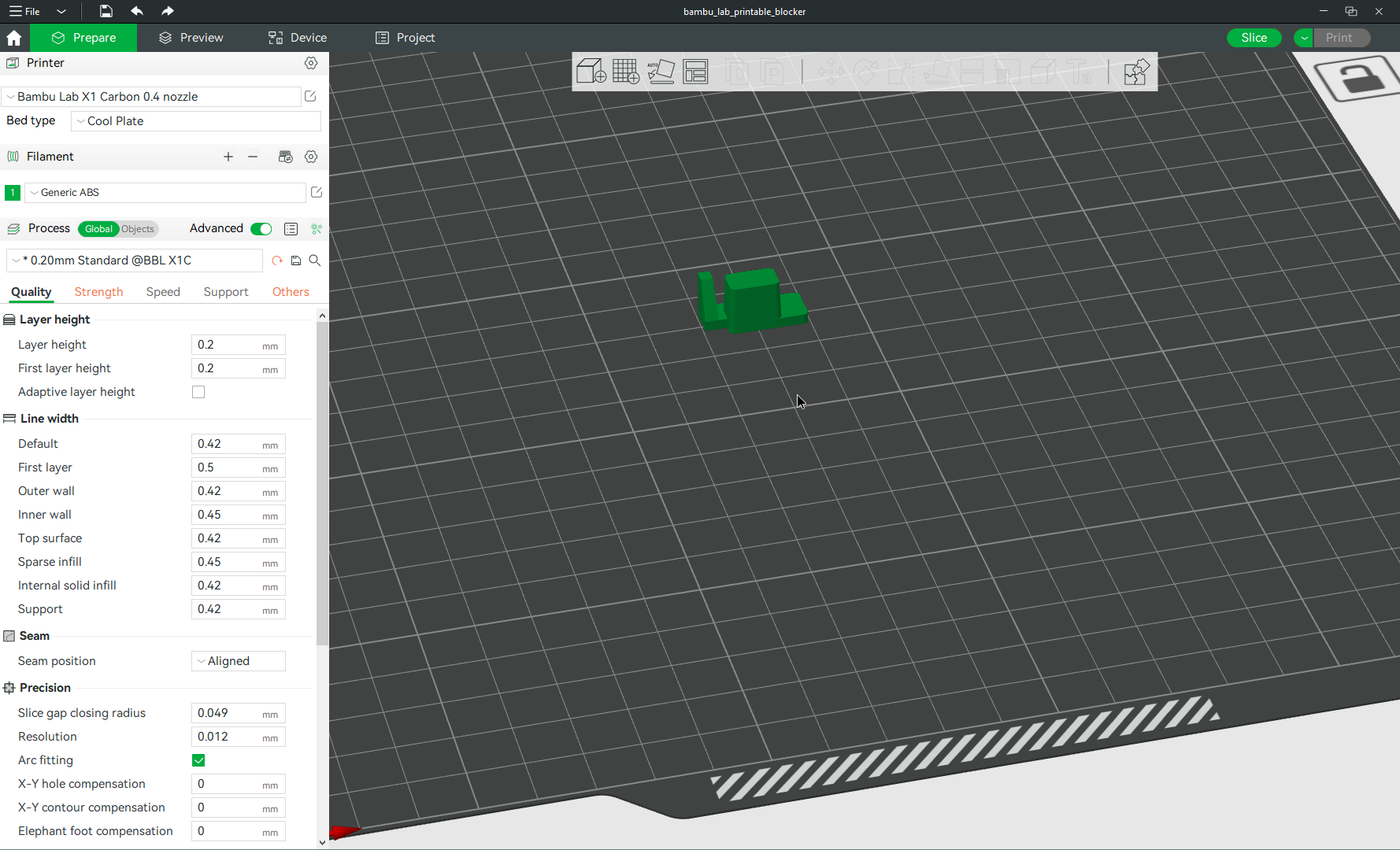
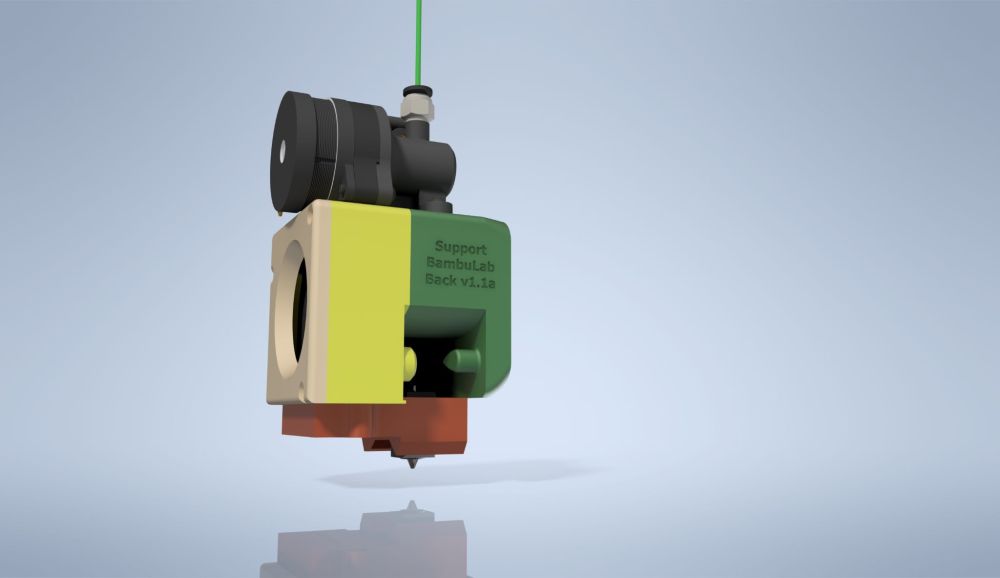
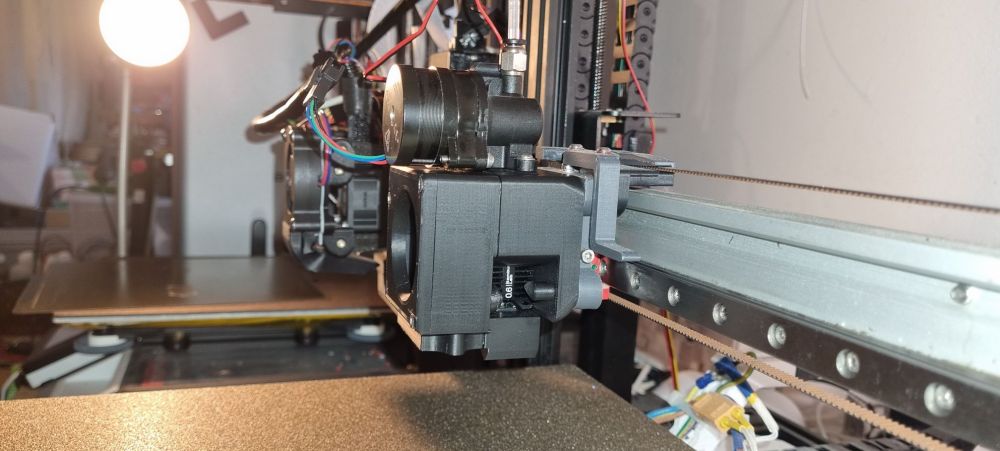
Commandées le 16 janvier juste avant le nouvel an chinois, c'est pas une super bonne idée... la carte Fly Super8Pro "H7 chip" et les cartes Duet3 Toolboard 1LC avec la carte Duet3 Tool Distribution Board ne sont toujours pas expédiées... Bon je suis pas pressé non plus, et je n'ai pas encore travaillé sur l'intégration de l'électronique et des toolboard, je sais où elles seront positionnées, mais je ne savais pas encore ce que je mettrai derrière, mes outils existants ou une nouvelle version de mes outils : Les premiers montages : J'ai quelques difficultés à obtenir une hotend fermement positionnée, car la surface de contact de la fixation est d'à peine 1cm². J'ai imprimé de nouveau la pièce sur laquelle la hotend se fixe (en vert sur les screenshots), mais en PC-ABS, et si ce n'est pas suffisant, j'essaierai d'imprimer en Nylon. Après, c'est alu usiné ou tout au moins une semelle de fixation rapportée sur ma pièce verte... Il restera à résoudre la connexion, mais je ne connais pas le connecteur de la thermistance, et le fan sera remplacé, car c'est une prise 4 fils, certainement avec le PWM, mais je ne connais pas le brochage. La nouvelle tête est censée être compatible avec mon système de fixation rapide, mais j'ai été obligé d'avancer l'axe d'extrusion de 10mm suivant Y. Si je poursuis le lifting avec les outils e3d, je prendrai en compte ce décalage de Y 10mm. Ancienne version d'outil (Volcano NozzleX) : 291 g Nouvelle version d'outil (base hotend BambuLab): 141 g sans l'extrudeur qui doit pesé 151 g, de mémoire, et sera identique sur les deux versions.





 2 points
2 points -
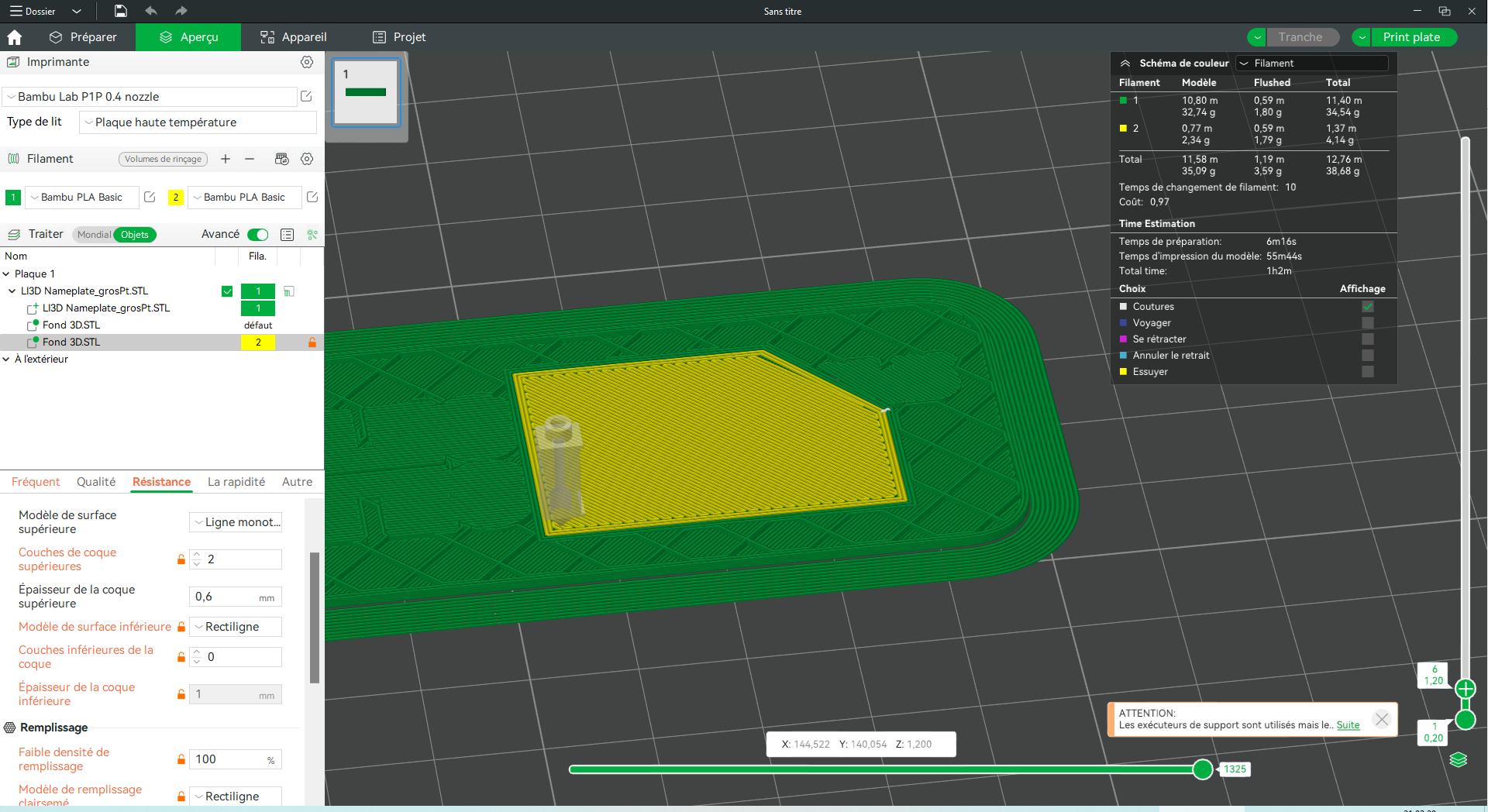
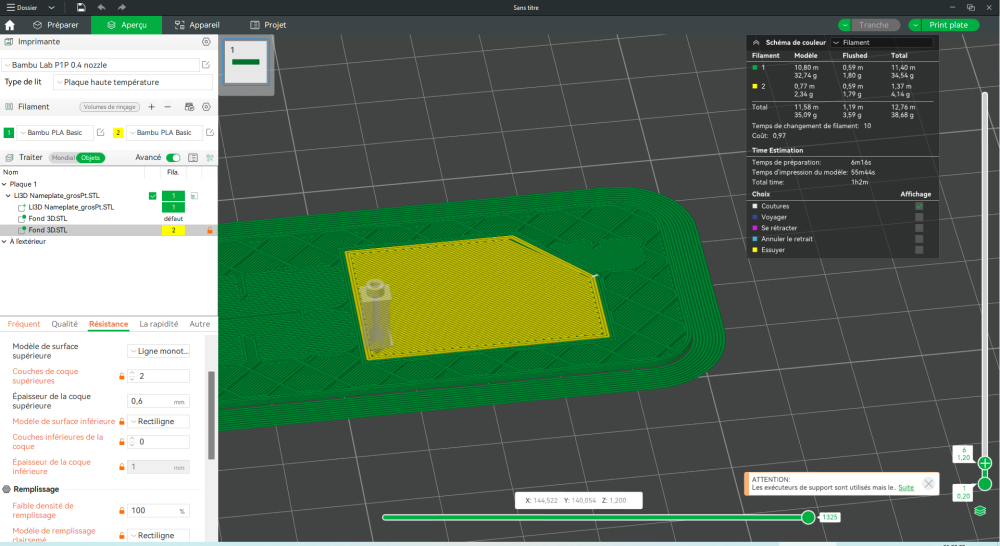
J'ai augmenté le diamètre du point (Ø1.5 passe à Ø2.5). Tu me diras si c'est suffisant : LI3D Nameplate_grosPt.STL Edit: Le meilleur remplissage que j'ai trouvé, c'est un ajoutant un modificateur que j'ai modélisé ( Fond 3D.STL). En le positionnant dans la pièce, et en choisissant 0 couche inférieure de la coque pour ce modificateur, on arrive à avoir une surface uniforme dans le fond du "3D":
 2 points
2 points -
Aussi curieux que ce soit, je n'ai jamais autant imprimé d'améliorations (certaines indispensables, certaines un peu moins) que pour la Bambu Lab X1C dans mon cas. Ce topic pour recenser les améliorations et donner des idées aux autres possesseurs de Bambu. Il est conseillé pour beaucoup de ces objets de les imprimer en ABS ou PETG afin de résister aux températures à l'intérieur voire autour de l'imprimante. Je vous mets à chaque fois l'objet que j'ai retenu (parmi les N versions et remix disponibles, parfois très nombreux !), j'ai imprimé tous ceux de ce post (la plupart des photos sont les miennes, mais pas toutes). Et j'en oublie, mais c'est déjà un début. N'hésitez pas à partager les votres. Sommaire. A. Où trouver des items à imprimer pour améliorer la Bambu Lab ? B. Les items indispensables. C. Les items indispensables pour AMS. D. La catégorie "objets additionnels". E. La catégorie "il faut encore que je m'y penche". F. La catégorie "gadgets" Bambu. ------ A. Où trouver des items à imprimer pour améliorer la Bambu Lab ? Sur les sites classiques : - sur printables.com (c'est là où, je trouve, il y a le plus d'activité et d'items en rapport avec les Bambu) : lien vers la recherche "most downloaded", lien vers la recherche "nouveaux uploads Bambu Lab", lien vers ma "collection" personnelle d'items Bambu Lab m'ayant intéressé - sur Thingiverse (pas grand chose, mais ce site n'est-il pas en perte de vitesse) : https://www.thingiverse.com/search?q=bambu+lab&page=1&type=things&sort=relevant - sur Thangs : https://thangs.com/search/bambu lab?scope=all - sur Cults3D (pas grand chose non plus) : https://cults3d.com/fr/recherche?q=bambu+lab (beaucoup d'objets se retrouvent sur chaque, mais il y a parfois des différences - çà vaut le coup de faire le tour) B. Les items indispensables. - Le support pour le fan intérieur, quasi indispensable, à imprimer en ABS/PETG pour résiter à la chaleur de la chambre. Plutôt que celui fourni sur le wiki officiel, préférez plutôt ce modèle : https://www.printables.com/model/256442-bambu-lab-aux-fan-saver/comments/447422 pour les Bambu "v1" (le fan est juste collé de base avec des scotchs 3M double-face) (c'est celui que j'ai imprimé pour la mienne) ou celui-ci pour les Bambu "v2" (fan vissé) https://www.printables.com/model/311255-bambu-lab-aux-fan-saver-20 : - Un support vertical à mettre à côté pour faire tenir les plaques supplémentaires : https://www.printables.com/model/270579-bambu-lab-x1c-plate-holder/comments/447985 - Un purge bucket pour collecter les scories expulsées à l'arrière - il y a 36 modèles, celui là me semblait clairement mieux, pas trop grand, bonne collecte, aimants) : https://www.printables.com/model/291141-bambu-lab-x1-purge-bucket/comments/448965 - Des bases GRIDFINITY pour permettre de ranger tout son bordel au-dessus de l'imprimante. Compatible AMS ! Il y a plusieurs versions, avec ou sans LED en dessous, j'ai pris cette version "sans". Voir ce post sur le forum sur ce qu'est GRIDFINITY, si vous ne connaissez pas, je vous encourage vivement à vous y pencher. Pour ma part j'ai imprimé niveau boitiers : un 1x1 pour le tube de glue, un 3x2 pour les clips, ..., le 2x2 en support des pinces, un 1x1 pour chargeur de lampe OLight (histoire d'en avoir une toujours chargée sous la main), ... Cette photo d'exemple n'est toutefois pas la mienne mais çà donne une idée (il faut que j'en prenne une de mon installation) : https://www.printables.com/model/287407-bambu-lab-x1-gridfinity-base-without-light Ce lien par exemple pour une case Gridfinity 1x1 pour le tube de colle Bambu : https://www.printables.com/model/355112-gridfinity-glue-stick - Des clips pour maintenir les plaques en place et éviter le warping, particulièrement pour les grosses pièces en ABS. En imprimer 4, 2 de chaque type(voire plus au besoin). https://www.printables.com/model/321213-bambulab-x1-bedclamps-for-big-prints - Le petit clip pour permettre de passer le volume d'impression en 256x256x256 au lieu de 250x250x250, tel que décrit sur le wiki : https://wiki.bambulab.com/en/knowledge-sharing/print-volume-limitations - Dans le même ordre d'idée, à imprimer avant d'en avoir besoin, depuis le WIKI officiel : l'outil aidant à démonter la tête "gear removal tool" : https://wiki.bambulab.com/en/x1/troubleshooting/extruder-clog - Réducteur de son : une partie du bruit vient du fan à l'arrière. Plutôt que de le remplacer, il est possible de positionner un réducteur de son par l'extérieur (qui va faire perdre quelques décibels, à priori sans augmentation de température). Il y a très nombreux modèles, tous plus ou moins sur le même principle ("boite" à positionner avec vis et/ou aimants, et un cheminement particulier du flux d'air pulsé en sortie du ventilateur). Tous sont normalement compatibles avec le hub pour AMS (j'ai imprimé un de tous premiers mufflers proposés, et il passe tout juste avec le hub AMS). Celui ci est toutefois sans doute le plus recommandé : https://www.printables.com/model/338482-bambu-x1-ams-hub-exhaust-muffler-fan-silencer (chercher "muffler" sur printables.com pour trouver d'autres modèles) C. Les items indispensables pour AMS. - Des containers pour absorbeur d'humidité : afin de pouvoir mettre des billes de silice libres, sans en éparpiller partout. Ce modèle est compatible AMS v3, et on peut continuer à utiliser le cache d'origine pour un rendu plus propre : https://www.printables.com/model/322613-new-bambu-lab-silica-gel-desiccant-tray - Des boites pour aborbeur d'humidité à mettre à l'avant de l'AMS : idem, il y a 36 modèles, j'ai choisi ceux ci (faciles à installer, encoche arrière si vous devez réparer votre AMS, et version pour hygromètre qui se trouve sur aliexpress pour 2€, avec 2 piles LR44) : https://www.printables.com/model/292343-silica-dry-box-for-bambulab-ams et https://www.printables.com/model/299215-bambulab-ams-dryer-pod-with-indent-for-ams-fix - Un "Y Splitter" pour permettre de garder branchés à la fois le spooler simple et à la fois l'AMS. Il faut des connecteurs pneumatiques, j'ai pris ceux-ci (boîte de 20 pour 10€ sur amazon). Le modèle : https://www.printables.com/model/308131-bambu-lab-y-splitter-with-pc4-m10-pneumatic-connec - En complément, il faut une pièce pour permettre d'espacer le support du spool d'origine (pour que les cables de l'AMS puissent passer), j'ai pris celui-ci, il permet pile d'utiliser des vis M3x30mm (j'ai pris ce kit sur amazon, je n'en n'avais pas des si grandes) et il y a un espace pour positionner les cables en dessous : https://www.printables.com/model/315677-bambulab-x1-spool-holder-extender/comments - Et tant qu'on y est, des clips pour attacher les 2 cables de l'AMS ensembles : https://www.printables.com/model/276184-bambu-lab-ams-cable-clip D. Dans la catégorie "objets additionnels". - Des pièces pour aider à sortir la carte SD, qui sinon est en effet assez difficile à extraire (peuvent se clipser n'importe où autour de l'écran histoire de ne pas les perdre) : https://www.printables.com/model/271315-bambu-x1-printer-micro-sd-ejector - Des risers pour sur-élever la vitre du dessus : préférez la version "avec aimants" pour une meilleure tenue en place. Usage marginal au final (beaucoup d'impressions se font finalement vitre fermée). Soit ce lien : https://www.printables.com/model/314181-bambu-lab-x1-top-glass-lid-cover-riser-holder-shim - Un boitier interne pour mettre des billes absorption d'humiditié. Pas indispensable, mais si jamais vous vouliez vraiment avoir des billes de silice à l'intérieur. Attention, cette boite se couple bien sûr avec le support pour ventilateur interne linké plus haut. https://www.printables.com/model/344792-desiccant-box-for-bambu-lab-fan-support - Une pièce facilitant le nettoyage des déchets à l'intérieur du caisson, pour pouvoir + facilement les évacuer à l'aide d'une balayette. https://www.printables.com/model/288373-bambu-lab-x1c-p1p-filapoop-scoop-base-insert-plast ou https://www.printables.com/model/345528-waste-recovery-base-insert-for-bambu-lab-x1 E. La catégorie "il faut encore que je m'y penche". - Un mécanisme pour placer des LED au dessus. Il y a 36 modèles, j'ai du mal à choisir, d'autant que tous ne sont PAS compatibles avec les AMS v3 (beaucoup ont une forme "carrée" qui ne matche que les v1 / v2, alors que les v3 sont un peu moins larges niveau espacements entre les pieds à l'avant qu'à l'arrière). Exemples : https://www.printables.com/model/326664-bambu-lab-x1c-led-bracket, https://www.printables.com/model/320939-bambulabs-ams-attached-lightbar, https://www.printables.com/model/260470-bambu-lab-x1-chamber-light-ring-frame, https://www.printables.com/model/280168-bambu-lab-x1-led-light-frame, https://www.printables.com/model/265701-bambu-lab-x1c-light-frame, https://www.printables.com/model/273214-bambu-lab-x1-ams-riser-frame-with-leds, https://www.printables.com/model/271784-low-profile-led-frame-for-bambu-x1-and-others, ... - Des QR code à imprimer / coller sur les plaques Bambu de vendeurs tiers. Pour qu'elles soient reconnues comme des plaques officielles. A coller et à recouvrir de "quelque chose" (résine epoxy, ...) pour que çà résiste à la chaleur de la cambre voir à l'eau en cas de nettoyage des plaques. Voir : https://www.printables.com/model/335511-bambu-labs-smooth-pei-gr https://www.printables.com/model/330476-bambu-lab-bed-sheet-qr-codes-xile6 https://www.thingiverse.com/thing:5535223 Ex. : F. La catégorie "gadgets" Bambu. - Des dessous de verre en fac-similé des plaques Bambu. Parfaits pour le salon quand vous avec des geeks à la maison. https://www.printables.com/model/341733-bambu-lab-build-plate-coaster





 1 point
1 point -
Comme pour la SR, je vais essayer de créer un topic qui rassemble toutes les informations sur la FLSun V400. Il s'agit d'un topic à but évolutif et participatif. Je vais essayer de mettre à jour dès que possible. Si vous avez des compléments, des remarques ou des corrections, n'hésitez pas à les partager dans les commentaires ! Caractéristiques techniques • Fiche comparateur Les revendeurs En France : • Atome3D • Octogone3D • FLSun France • Wanhao France • Polyfab3D En Chine : • Site officiel FLSun3D • Banggood • Aliexpress • Tomtop • GeekBuying Le test en vidéo Vous pouvez également retrouver tous les détails et informations complémentaires de ce test sur le blog et dans ce topic. Firmware et mise à jour Grosse nouveauté, la V400 est livrée flashée sous Klipper et accompagnée d'un Speeder Pad. Malgré une sortie controversée, le tout est désormais Open Source et set met à jour plutôt facilement en suivant ce tutoriel : Logiciel La FLSun V400 est livrée avec une vielle version de Cura alors que la 4.X mais aussi une version de Cura 5.0, l'idéal étant cependant d'installer à minima la 5.1 et même la 5.2 beta qui fonctionne sans problème. On peut aussi lister quelques profils efficaces pour différents slicers ici : Profil pour Cura Profil pour Simplify3D Profil pour PrusaSlicer Profil pour SuperSlicer Profil pour IdeaMaker gCode de démarrage avec nettoyage de la buse en arc (prime) : G21 G90 M82 M107 T0 M140 S{material_bed_temperature_layer_0} M104 S100 T0 G28 BED_MESH_PROFILE LOAD=default G1 F3000 Z370 G1 F3000 X-150 M190 S{material_bed_temperature_layer_0} M109 S{material_print_temperature_layer_0} T0 G1 F3000 Z1 G1 Y0 Z0.4 G92 E0 G3 X0 Y-130 I150 Z0.3 E30 F2000 G92 E0 G1 E-0.8 F1800 gCode de démarrage délégué à Klipper : START_PRINT BED_TEMP={material_bed_temperature_layer_0} EXTRUDER_TEMP={material_print_temperature_layer_0} gCode de find délégué à Klipper : END_PRINT Il convient par conséquent d'avoir des macros START_PRINT et END_PRINT définies dans la configuration de Klipper. Voici les miennes : [gcode_macro START_PRINT] description: Start G-Code gcode: {% set BED_TEMP = params.BED_TEMP|default(60)|float %} {% set EXTRUDER_TEMP = params.EXTRUDER_TEMP|default(210)|float %} LED_HOTEND_ON G21 G90 M82 M107 T0 M104 S100 T0 M140 S{BED_TEMP} G28 BED_MESH_PROFILE LOAD="default" G1 F3000 Z370 G1 F3000 X-150 M190 S{BED_TEMP} M109 S{EXTRUDER_TEMP} T0 G1 F3000 Z1 G1 Y0 Z0.4 G92 E0 G3 X0 Y-130 I150 Z0.3 E30 F2000 G92 E0 G1 E-1.2 F2000 [gcode_macro END_PRINT] description: End G-Code gcode: M107 T0 M104 S0 M140 S0 G92 E0 G91 G1 E-1 F300 G1 Z+0.5 F6000 G28 G90 LED_HOTEND_OFF Elles sont fortement inspirées de celles de Guilouz donc ma conf repose en partie sur la sienne dans laquelle il a mis des ajustements de la mienne également ^^ Maintenance et qualité • Tuto - Calibrage de l'extrudeur (toutes imprimantes 3D) • Pour les réglages PID et Pressure Advance je vous invite à lire ce message "pour aller plus loin" du test sur le forum • Pour l'Input Shape, la documentation officielle de Klipper, à la main ou à l'accéléromètre type ADXL345 (qui nécessite un Raspberry Pi ou Pico) ou encore plus simple avec le Fysetc RP2040 en USB (directement compatible avec le pad). Améliorations A acheter et installer : • Lit magnétique et flexible type PEI ou PEX de 310mm de diamètre • Corps de chauffe céramique (à installer en suivant ce tuto de montage) • Buse CHT High Flow pour Volcano (attention les 3 trous de la BondTech semblent poser problème avec le TPU) • Antenne Wi-Fi externe • Port Ethernet (RJ45) pour une connexion réseau plus stable A imprimer : • Fan duct • Guide filament par le dessous • Carte mère BTT SKR 3.0 avec son schéma de câblage Pièces de rechange • Alimentation d'origine • Carte mère • Bloc de chauffe Volcano sur Banggood, Aliexpress ou 3DJake • Cartouche chauffante • Heatbreak bi-métal titane Aliexpress ou Amazon • Buses type Volcano High Flow Accessoires divers • Seringue de dentiste pour graisser les axes • Graisse synthétique type Super Lube ou Lithium pour les axes • La liste des webcams compatibles
 1 point
1 point -
Merci beaucoup, très sympa de ta part. C'est exactement ça, manque pas un détail. Jason s'est fait aider de 3DLabs, c'est du beau travail. Je casse ma tirelire et réimprimer une aile. L'association S3D klipper est tout simplement magique. Bonne semaine à tous.1 point
-
Salut, J'ai pas l'impression, tu ne sembles pas avoir de délaminage sur l'extérieur avant gauche de ta pièce Est-ce que tu peux fournir le fichier tranché (gcode) de ta pièce?1 point
-
Mais comment tu peux le savoir ? Le consensus général est sur ce sujet, pour rappel, et comme le pré-suppose greguy : - le LIDAR fonctionne de manière silencieuse : qu'il réussisse ou échoue, il n'y a AUCUNE différence en terme de comportement visible par l'utilisateur. Dit autrement, si le LIDAR échoue, alors l'impression continue comme si de rien n'était, sans erreur, sans pause, sans warning, sans notification (et prenant les valeurs précédentes ou sinon les valeurs par défauts). S'il a réussit sa détection, on ne le sait pas non plus, simplement il prend du coup les valeurs à jour. - le LIDAR est réputé très sensible : autant il s'active et fait le job en situation normale sur une plaque engineering, cool plate, ..., autant il est perturbé soit par une lumière annexe (c'est pour çà que toutes les LED ajoutées par le dessus ne doivent être allumées que APRES l'analyse par LIDAR et pas dès le début : sinon çà perturbera le LIDAR), soit par une plaque texturée (à cause, justement, de sa texture). Du coup de tout ce que j'ai lu, le LIDAR ne fonctionne entre PAS BIEN et PAS DU TOUT avec une plaque texturée (ni avec une LED supplémentaire constamment allumée) : simplement il est impossible de s'en rendre compte à l'usage (en tout cas à l'heure actuelle, çà évoluera p-e d'une manière ou d'une autre avec de nouveaux firmwares). note : j'imprime 100% du temps sur plaque PEI texturée et je n'ai jamais eu un seul message lié au LIDAR (et je n'ai jamais entendu parler ou vu sur les forums de tels messages) - tu es sûr que les messages que tu as vu est en rapport avec le LIDAR ? (et pas le positionnement de la plaque, genre plaque d'un fabricant tiers sans QR Code, etc.)1 point
-
Chez moi, si si, àa fonctionne; ça met quelques fois des messages d'erreur disant que le laser ne fonctionne pas, ou un truc du genre, mais au final il fait le boulot! Avec les plaques texturées Energetic, comme la plaque PEI texturée BambuLab !1 point
-
Bonjour, @vic003qu'elle est le type de carte mère ? il est possible de générer une pause par un M25 çà fonctionne très bien chez moi L'extrudeur est bien figé sans bouger pour changer le filament et la reprise de la pause est nickel pour la température voici le Gcode de début à intégrer M104 S1200 ; start heating the extruder a bit to save some time but prevent oozing M140 S[first_layer_bed_temperature] ; heatbed temperature M190 S[first_layer_bed_temperature] ; wait for the bed to heat up hélas je n'utilise pas CURA je suis vacciné à IDEAMAKER un Slicer qui fait ce qu'on lui demande J'ai installé depuis deix mois la carte V3 32 bits qui fonctionne très bien pas de soucis (un gain d'environ 15% sur la vitesse et un gain de qualité et un plus la WIFI... a+1 point
-
Pas imprimable, mais peux quand même rejoindre la liste des améliorations utiles:1 point
-
J'ai contrôlé le châssis OK j'ai contrôlé la glisse du plateau: problème sur 2 roulettes j'en avais de rechange Lubrification et remontage. Test de Bed mesh y a du mieux, je reviens dans 2 jours Pour le screws tilt calculate1 point
-
Bonjour, Acheter une bobine de fil alimentaire pour faire un séparateur d'oeuf vendu 1€ , c'est sur que ça vaux le coup . ok , je sors...1 point
-
Ah ben ça1 point
-
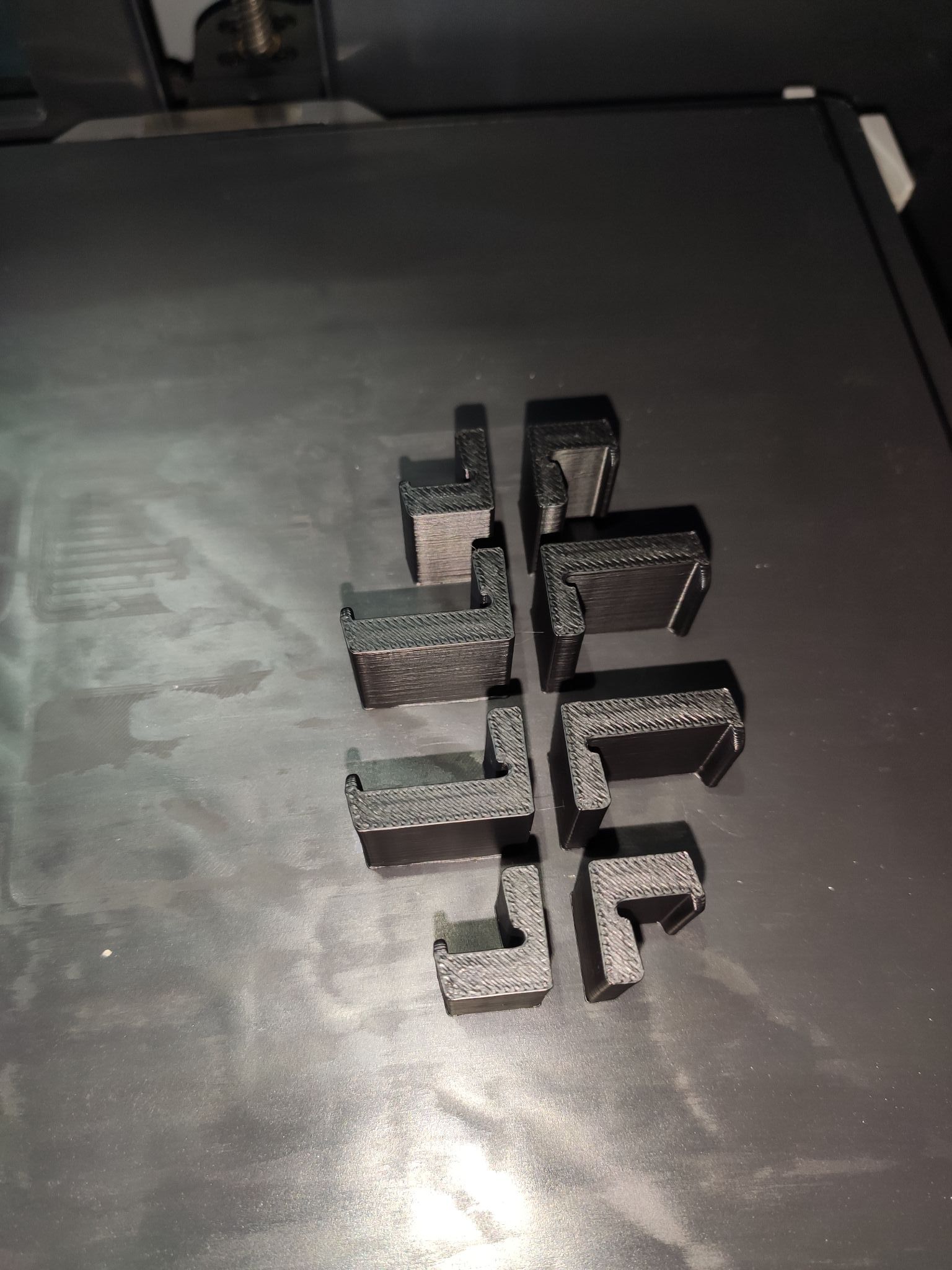
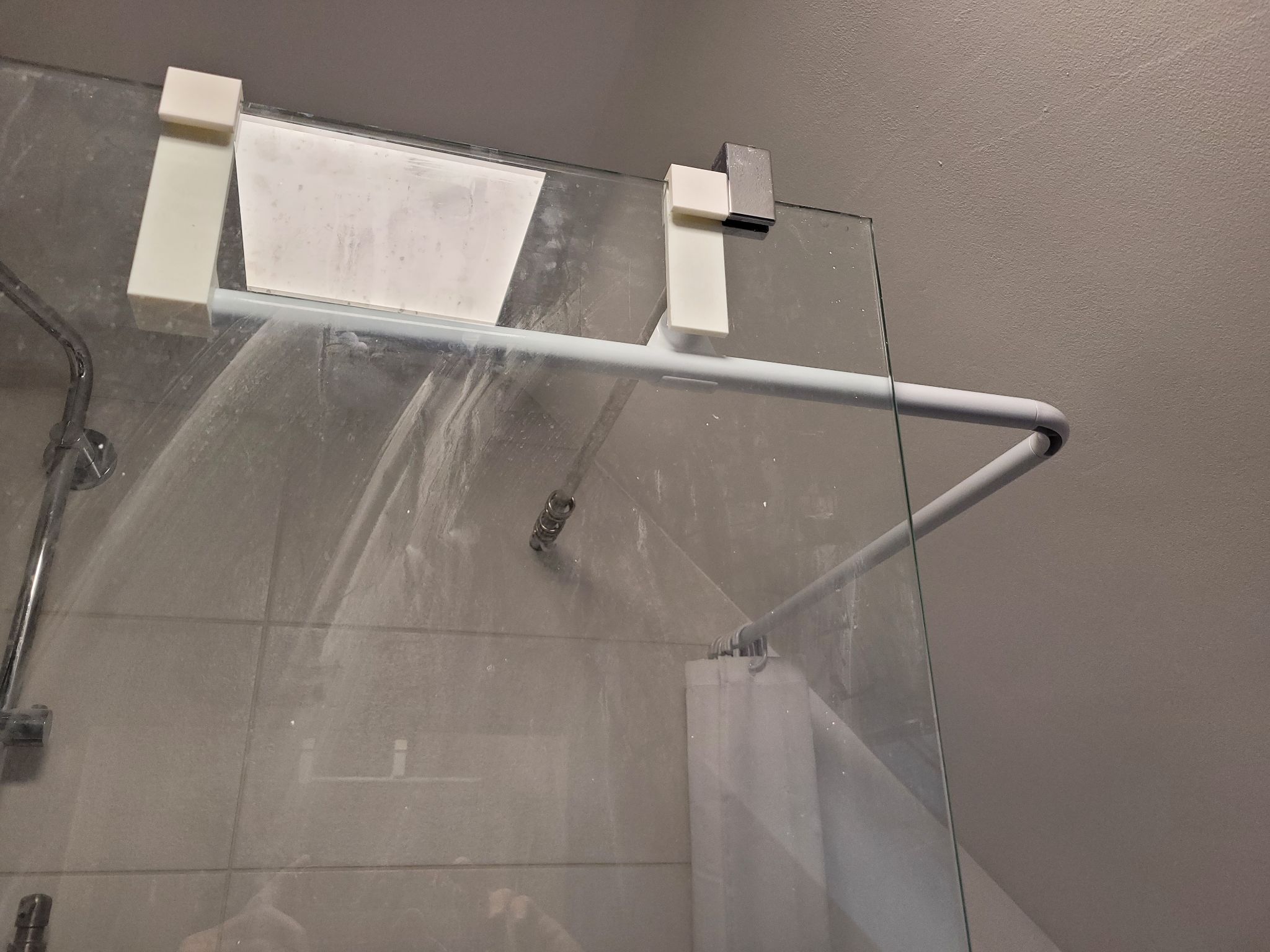
Petit système pour maintenir ma tringle à rideaux. Je ne pourrais plus me passer d'impression 3D....

 1 point
1 point -
Bon bah j'ai dû tomber à côté1 point
-
Pour la Kobra, en référence à un célèbre robot, cela aurait été bien qu'elle se nomma «Nao» mais je penche ( pense ? panse ? …) sans trop me pencher (la plaque rivetée sous les fenêtres des trains existe-t-elle encore ( E pericoloso sporgersi ) ?) plus pour un «E» ou un «É» ce qui donnerait »Néo» comme Creality l'a fait pour certaines de ses dernières Ender. Sinon: Nio, Noo, Nuo, Nyo , là on a fait le tour de toutes les voyelles non diacritiques de la langue française Pour la Photon ( est-elle aussi rapide que la lumière ?) ça fait penser à une maladie sans le nucléose (pour le X, je rappelle que sur ce forum certains membres sont peut-être mineurs et que cela va à l 'encontre des règles dudit forum, sinon je verrai bien un -18 après le X, au moins ce serait explicite ). #Yzonvraimentrienafairedautrequediredesfoutaiseslesretraités1 point
-
Je peut t'envoyer mes macros, tu piocheras ce que tu as besoin... Mais les macros Pause et Resume ne sont pas définis encore !!! ###################################################################### # Macros ###################################################################### [gcode_macro START_PRINT] gcode: G90 # Use absolute coordinates # Reset Pressure Advance to 0, will be adjusted later in gcode based on material settings from cura #M900 K0 BED_MESH_PROFILE LOAD=default # Use the bed mesh G1 X2 Y30 Z5 F6000 # Move the nozzle near the purge beginning M117 Waiting for temperature PURGE # Prime line M117 Impression... [gcode_macro END_PRINT] gcode: M117 Impression terminee :) G91 # Move nozzle away from print while retracting G1 X-2 Y-2 E-3 F300 G1 Z10 F3000 # Raise nozzle by 10mm G90 # absolute xy G1 X5 Y295 F2000 M104 S0 # Turn off hotend, heated bed and fan M140 S0 M106 S0 M84 # disable steppers BED_MESH_CLEAR [gcode_macro PURGE] gcode: M117 Prime Line G92 E0 ;Reset Extruder # move z axis G1 Z2.0 F3000 ;Move Z Axis up # move to prime position G1 X2 Y30 Z0.20 F5000.0 ;Move to start position G1 X2 Y200.0 Z0.20 F1500.0 E15 ;Draw the first line G1 X2.4 Y200.0 Z0.20 F5000.0 ;Move to side a little G1 X2.4 Y50 Z0.20 F1500.0 E30 ;Draw the second line G92 E0 ;Reset Extruder G1 Z2.0 F3000 ;Move Z Axis up G1 X5 Y20 Z0.2 F5000 ; Move over to prevent blob squish # G29 => (1) home all (2) get bed mesh (3) move nozzle to corner so it doesnt ooze on the bed while heating up. [gcode_macro G29] gcode: G28 M190 S60 BED_MESH_CALIBRATE METHOD=automatic M125 #BED_MESH_PROFILE SAVE=default SAVE_CONFIG # Park toolhead [gcode_macro M125] gcode: SAVE_GCODE_STATE NAME=parking M117 Parking toolhead G91 G1 Z10 F600 # move up 10 mm G90 G1 X150 Y300 F4000 # move to park position RESTORE_GCODE_STATE NAME=parking # LOW_TEMP_CHECK checks if there is a setpoint for the extruder. # - If this setpoint is reached, continue. # - If not, heat to setpoint. # - If no setpoint, heat to parameter T (default@200) [gcode_macro LOW_TEMP_CHECK] #variable_T: 200 gcode: {% set T = params.T|default(200)|float %} {% if printer.extruder.target != 0 %} # if there is a setpoint for extruder {% if printer.extruder.temperature < printer.extruder.target %} # if not reached, heat M118 Heating from {printer.extruder.temperature} to {printer.extruder.target}. M109 S{printer.extruder.target|float} {% endif %} {% else %} # if no setpoint for extruder {% if printer.extruder.target < param.T %} # heat to T. M118 No setpoint, heating to {param.T}. M109 S{param.T} {% endif %} {% endif %} # load filament [gcode_macro M701] gcode: SAVE_GCODE_STATE NAME=loading_filament M117 Loading Filament M83 G92 E0.0 LOW_TEMP_CHECK G1 E80 F2100 # Premier 80mm rapide G1 E20 F600 # purge --> lentement G92 E0.0 RESTORE_GCODE_STATE NAME=loading_filament # unload filament [gcode_macro M702] gcode: SAVE_GCODE_STATE NAME=unloading_filament M125 # park M117 Unloading Filament LOW_TEMP_CHECK G91 # set relative G1 E3 F100 # preparation retrait en extrudant un peu de filament G92 E0.0 # Tete CR10V2 G1 E-15 F1500 # retraction primaire G1 E-85 F1800 # retrait hors tete G92 E0.0 RESTORE_GCODE_STATE NAME=unloading_filament # M600: Filament Change. This macro will pause the printer, move the # tool to the change position, and retract the filament 50mm. Adjust # the retraction settings for your own extruder. After filament has # been changed, the print can be resumed from its previous position # with the "RESUME" gcode. [gcode_macro M600] gcode: {% set X = params.X|default(30)|float %} {% set Y = params.Y|default(30)|float %} {% set Z = params.Z|default(10)|float %} SAVE_GCODE_STATE NAME=M600_state PAUSE G91 G1 E-.8 F2700 G1 Z{Z} G90 G1 X{X} Y{Y} F3000 G91 G1 E-50 F1000 RESUME RESTORE_GCODE_STATE NAME=M600_state MOVE=1 [gcode_macro CANCEL_PRINTING] gcode: G91 # Relative position G10 G0 Z20 F600 # Move Z up 20mm G90 # Absolute position G0 X0 Y290 F2000 # Park the nozzle and present print M104 S0 # Disable all heaters M140 S0 M106 S0 # Disable fan1 point
-
Ce que je comprends de ce code, c'est qu'il positionne la tete à X190 Y190 ( 200 - 5%) et que le Z monte de 4mm Mais je ne comprends pas trop le principe de l'ascenseur de sauvegarde ! Peut-être pour ne pas aller taper dans le Maximum en Z sur des grosses pieces ??1 point
-
@Maker des bois Si tu parles de Klipper, la macro, c'est toi qui la créé, dans ton fichier printer.cfg. Voici un exemple de ma macro : [gcode_macro CANCEL_PRINTING] gcode: G91 # Position relative G10 # Retract un peu G0 Z20 F600 # Monte le Z de 20mm G90 # Position Absolu G0 X0 Y290 F2000 # Place la tete et avance le plateau M104 S0 # Désactive la chauffe M140 S0 M106 S0 # Désactive le fan1 point
-
La version alpha est dispo https://github.com/Ultimaker/Cura/releases/tag/5.3.0-alpha%2Bxmas1 point
-
Salut, solidworks . J'ai converti ton svg en DXF avec inkscape pour l'importer dans un sketch (esquisse). Je me suis rappelé de ce sujet quand j'ai vu "ajouter un modificateur" en faisant un clic droit sur la pièce . C'est fou ce que l'on apprend quand on aide sur le forum . Grâce à toi, je découvre Bambu lab studio1 point
-
Bon allez je donne les pistes l'une est une Anycubic Photon quelque-chose... l'autre est une Anycubic Kobra quelque-chose... et pour ajouter de la difficulté, qui pourra me dire le nom de ce filament de chez Anycubic

 1 point
1 point -
Ma première pièce de grande taille pour le sous marin Gymnote au 1/18. 33,5 cm de long. Durant l'impression et après nettoyage. 3:30 environ, 0,2 400 mms, Cura 5.0 avec le profil FL Sun. L'imprimante est ma première, reçue il y a une semaine, non modifiée. Les deux premiers essais ont raté la buse touchait la pièce à partir du tiers de la hauteur. Il y a des filaments mais faciles à enlever. Le PLA venu avec l'imprimante ne faisait pas de filament celui ci est différent. Marque Eryone. Un doigt hors sujet mais le sous marin est fait de 12 pièces quelle est la meilleure colle pour le pla?

 1 point
1 point -
Hello @Arash68 Merci pour ta réponse ! Je ne connaissais pas du tout Tronxy, je vais regarder leur site voir ce qu'ils proposent et je vais essayer de trouver quelques présentations sur Youtube pour voir de quoi elle a l'air en impression.1 point
-
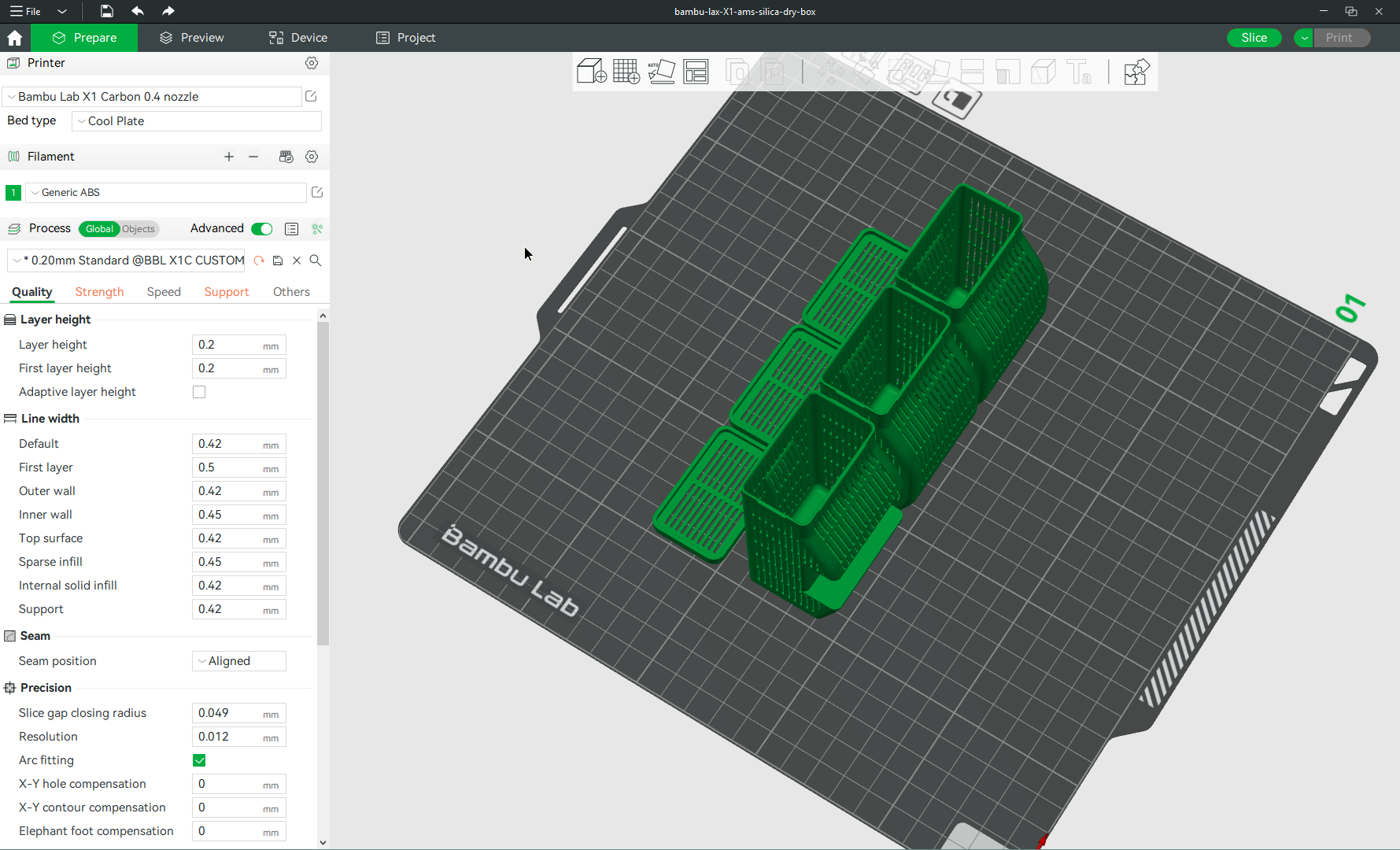
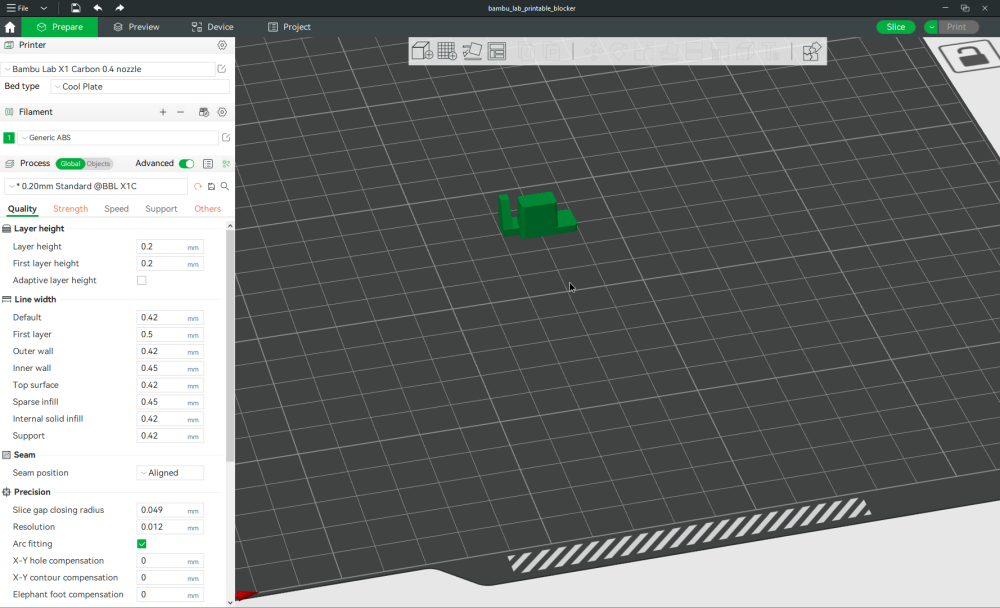
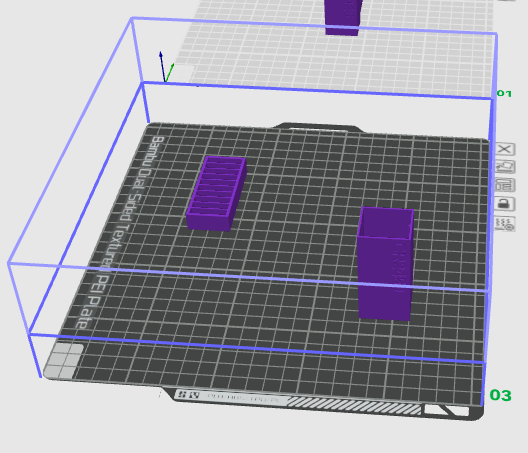
Tutoriel rapide sur comment imprimer objet par objet et pas layer par layer. Introduction. Il y a des avantages : - réduction du temps d'impression, vu que la tête fera moins d'aller / retour - qualité homogène des pièces, car en "layer par layer" il est sinon possible de voir des différences entre les couches basses (avec des layers communs à plusieurs pièces) et les couches hautes (il y aurait moins de pièces), tout simplement parce qu'en layer "couches basses", les parties imprimées auront plus de temps pour refroidir (selon réglages / filaments, bien sûr) - en cas de print HS, il est possible qu'une ou plusieurs pièces ait été 100% finis (alors qu'en layer par layer, il y a plus de risques de tout perdre) Mais aussi bien sûr des inconvénients : - il faut être hyper vigilant sur le positionnement des pièces, pour éviter que la tête d'impression ne touche une pièce déjà terminée lorsqu'elle passe à la suivante (garder de la place autour de chaque objet + imprimer dans le bon ordre, les pièces les plus petites en premier) - en général, de par ce fait, çà réduit la surface d'impression (Bambu Studio va affecter une "zone de sécurité" (configurable) autour de chaque pièce). Tutorial. Activer dans "Others" l'impression "By Objects" sous "Print Sequence" (versus "By Layers"). Ensuite on se retrouve en rendu avec un autre mode de représentation : Quand on déplace les pièces à la souris, on voit la zone "de sécurité" pour éviter que la tête ne soit en contact avec une pièce déjà finie. Il faut veiller à commencer par imprimer les pièces "basses" en premier, selon leur ordre de grandeur (ici la pièce en haut à gauche en premier - la plus basse, un rack pour piles CR2450, puis celle en bas à droite, haute car imprimée en vertical). Ca se fait de deux manières. 1. Soit dans la vue "Process", en réorganisant par drag'n'drop à la souris (ici sur "Plate 3") 2. Soit tout seul via Bambu Studio avec le bouton "auto-arrange" qui ici a une vraie utilité, contrairement à d'habitude (au milieu ici) : Appuyer sur "CTRL-E" permet d'afficher les labels ET les séquences (c'est pratique) : En prévisu on peut ensuite bien sûr vérifier que le bon ordre sera appliqué (slider à droite pour voir le futur historique du parcours de la tête) - ici la pièce en haut à gauche est 100% finie quand il commence celle en bas à droite : Le timelapse correspondant : Liens et paramétrie. Il est possible de paramétrer les "zones de sécurité", comme indiqué dans le wiki (détaillant finement les paramètres qu'il est possible de tuner pour ajuster ces zones - personnellement je ne m'y risquerais pas, et je préfère rester sur les valeurs par défaut quitte à perdre de la surface d'impression) - explications que je je ne vais donc pas copier/coller aussi mais que vous pourrez retrouver ci-dessous : https://wiki.bambulab.com/en/software/bambu-studio/sequent-print (page que j'ai eu du mal à trouver, même via google, d'où ce post, d'ailleurs - la fonction me semble injustement méconnue)

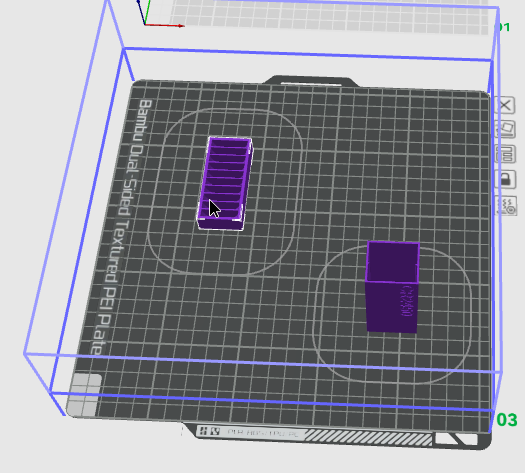
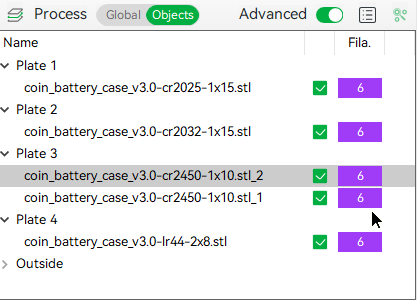

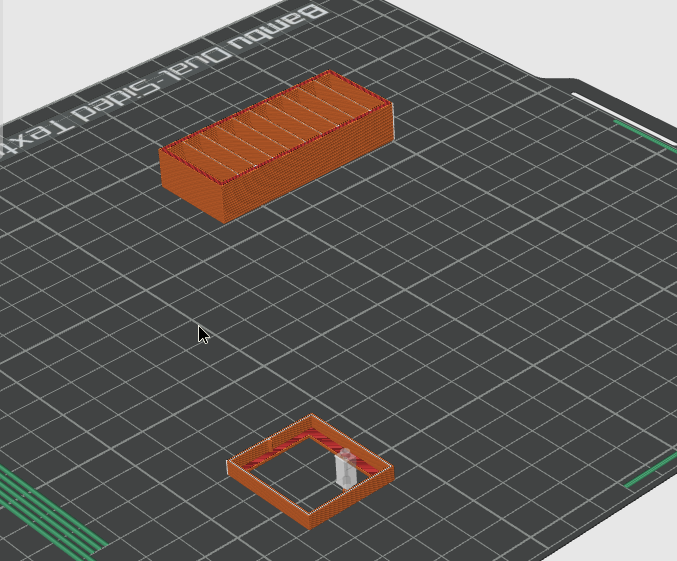
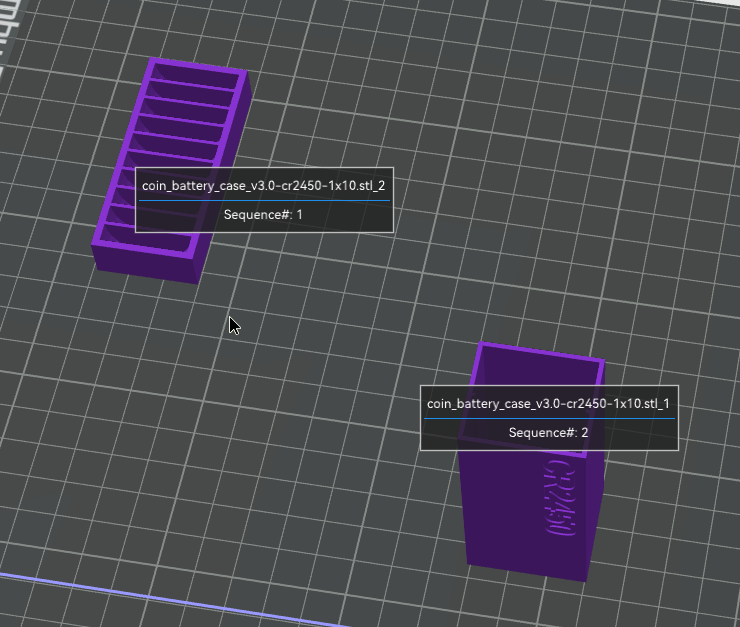 1 point
1 point -
Erci, je te tiens au courant1 point
-
Je ne sais pas si je t'ai déjà vu aussi enthousiaste !1 point
-
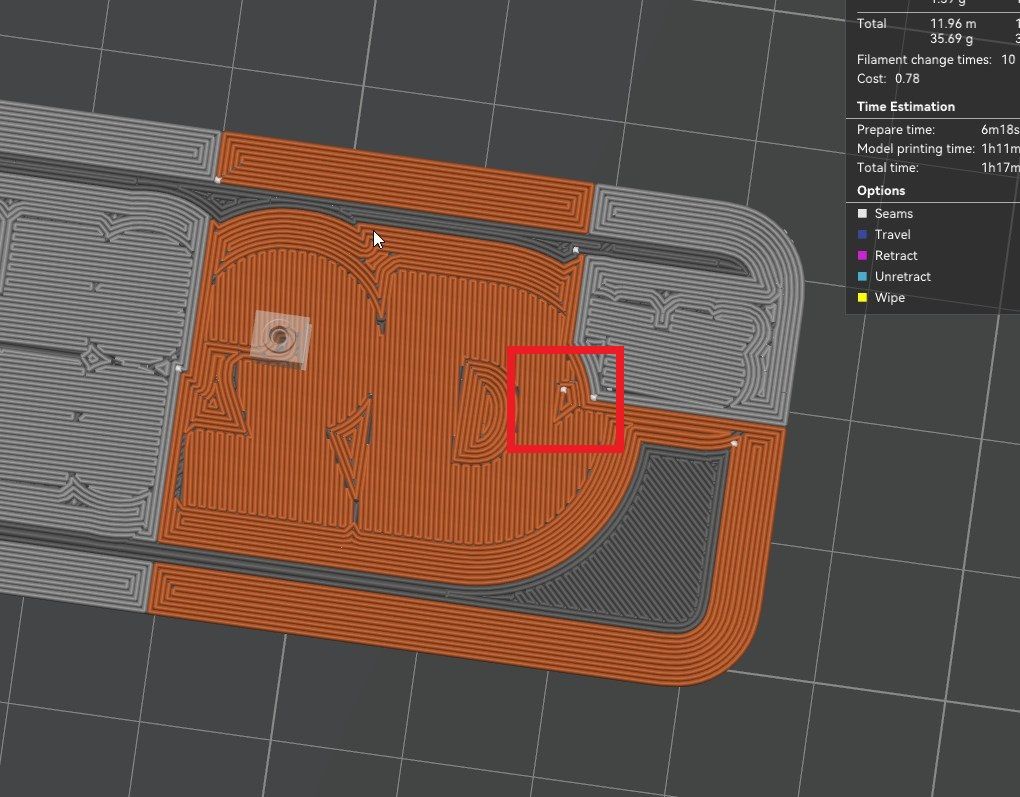
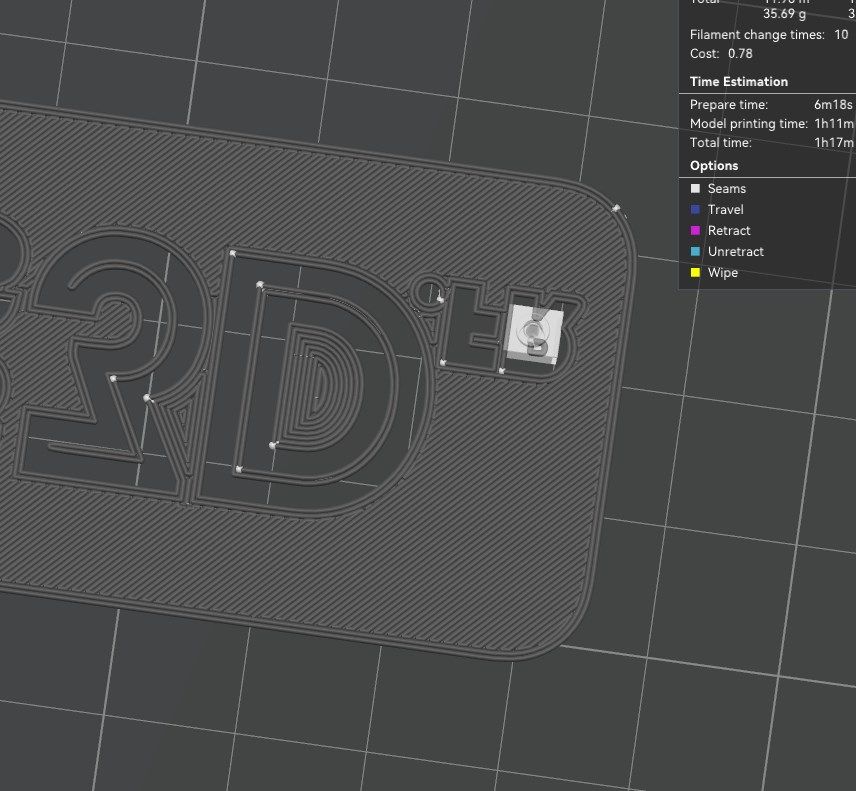
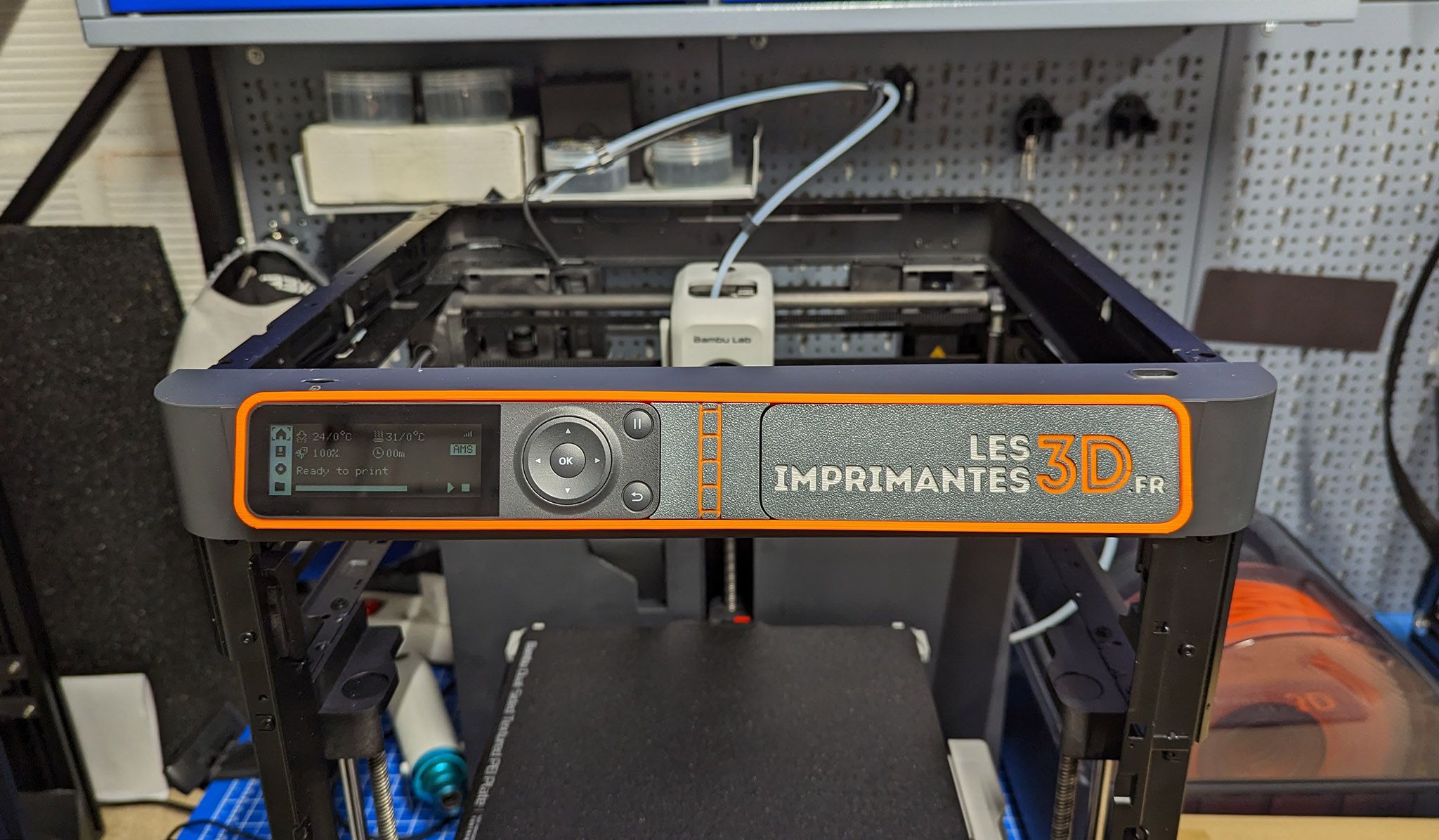
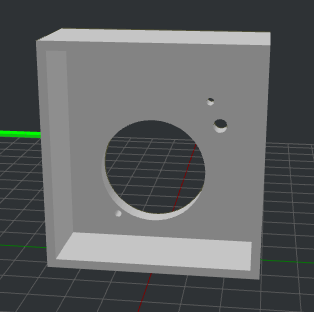
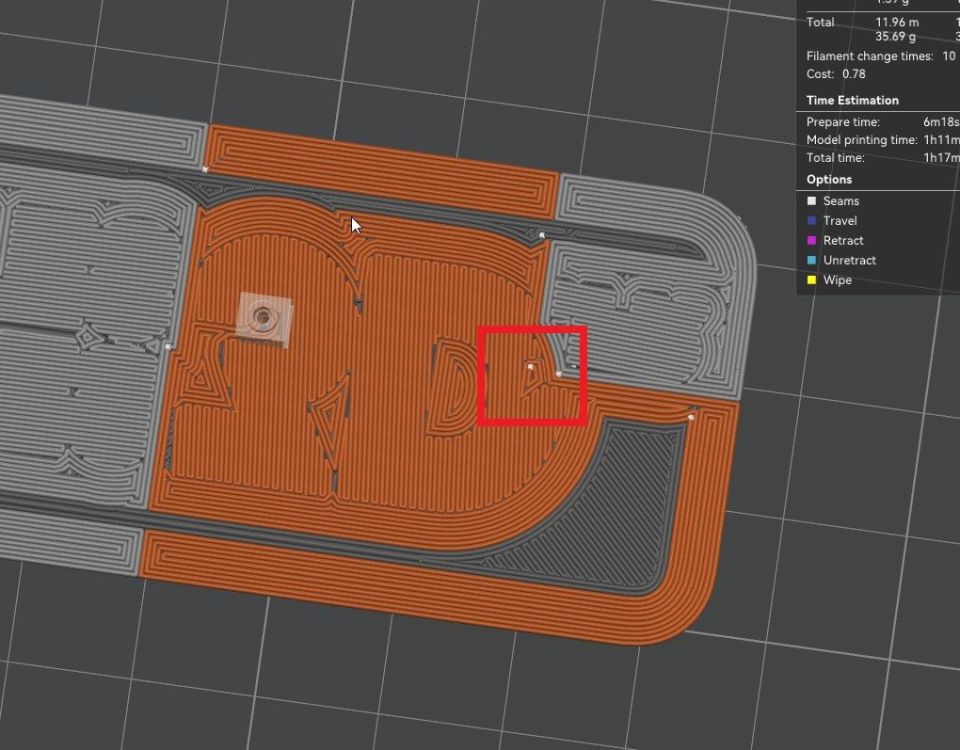
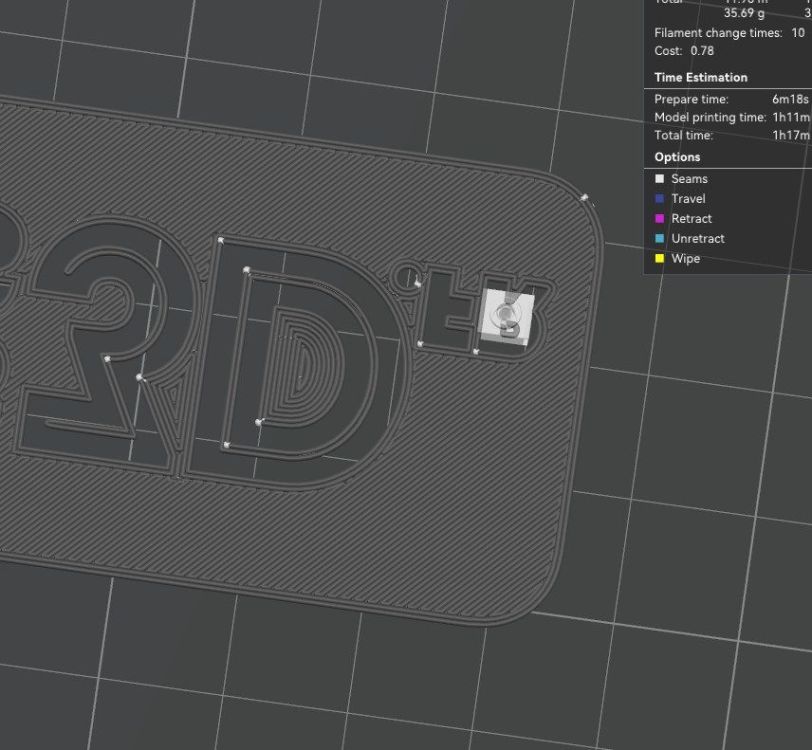
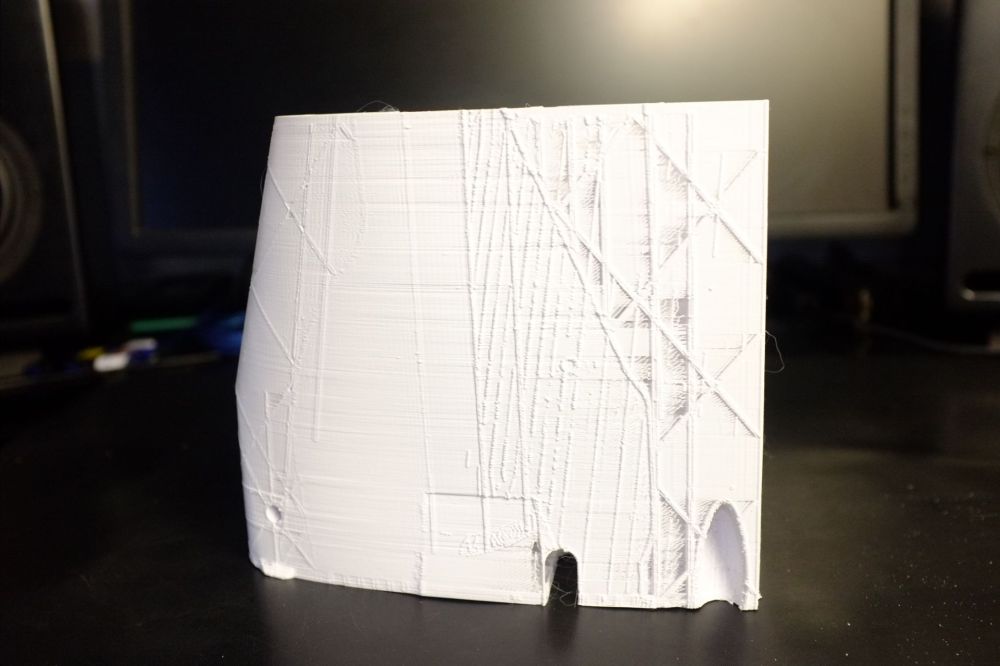
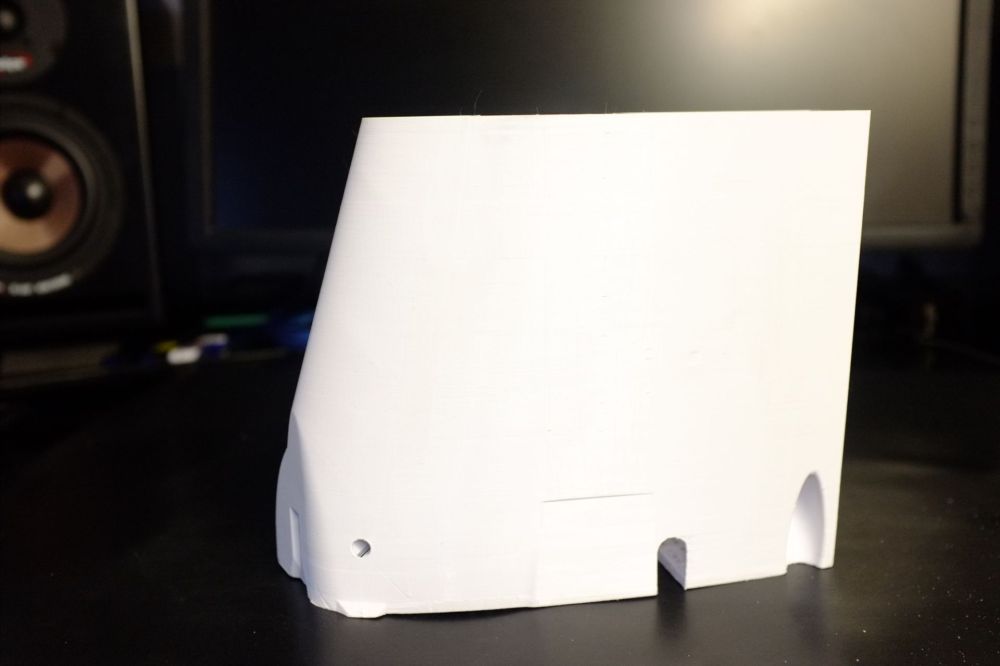
Ma Bu FacePlate est terminé ^^ Le D n'est pas parfait car j'ai pas réussi à trancher sans qu'un bout soit complètement imprimé dans le vide (et pourtant j'avais peint un support en dessous)...

 1 point
1 point -
Ca valait le coup de s'attarder sur les nervures @pommeverte Je vais surement élargir le point et essayer de slicer de tel sorte à ce que la petite partie du D foirée ne s'imprime pas dans le vide...
 1 point
1 point -
Bonjour à tous, mes projets que je partage gratuitement.1 point
-
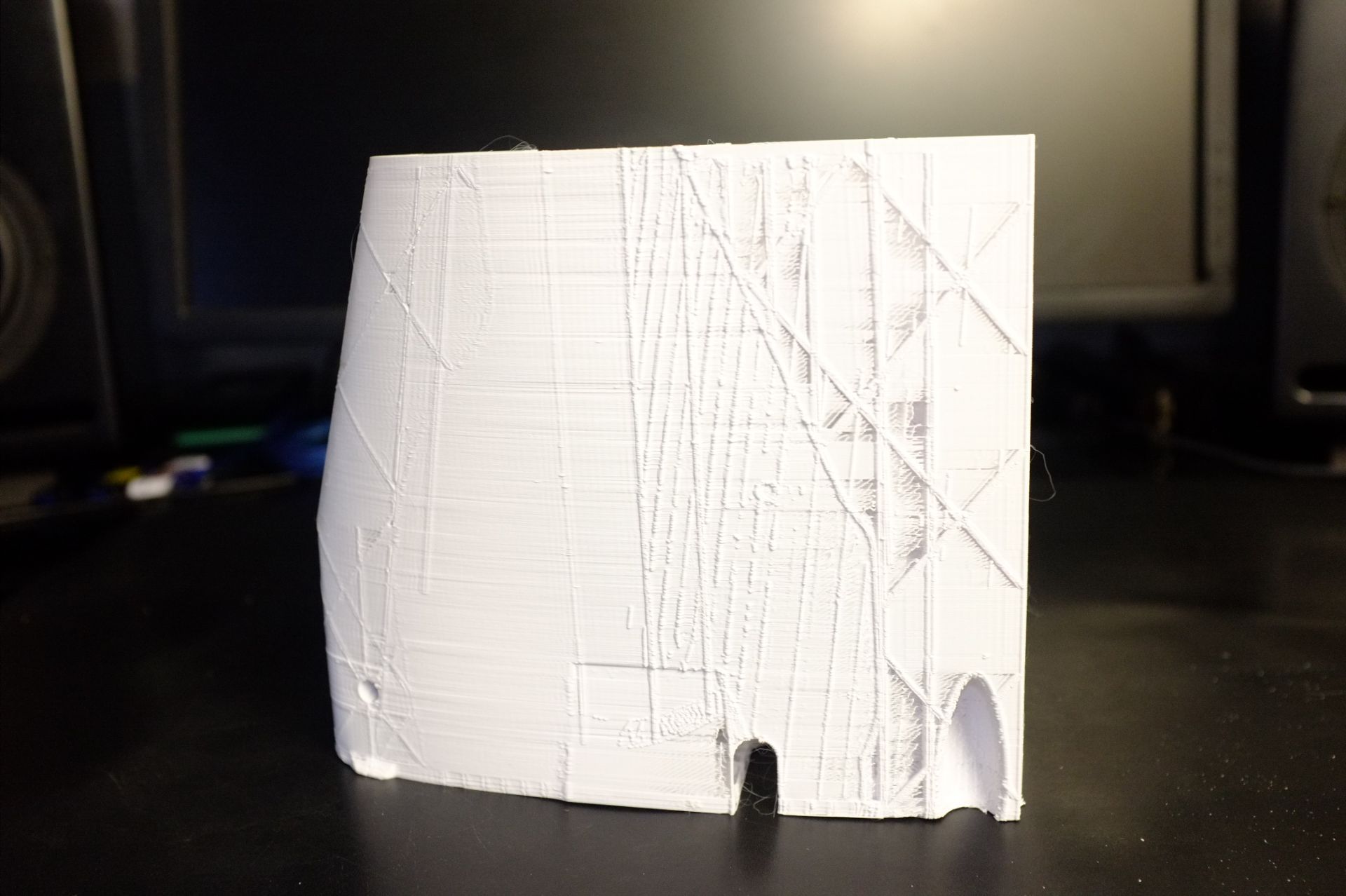
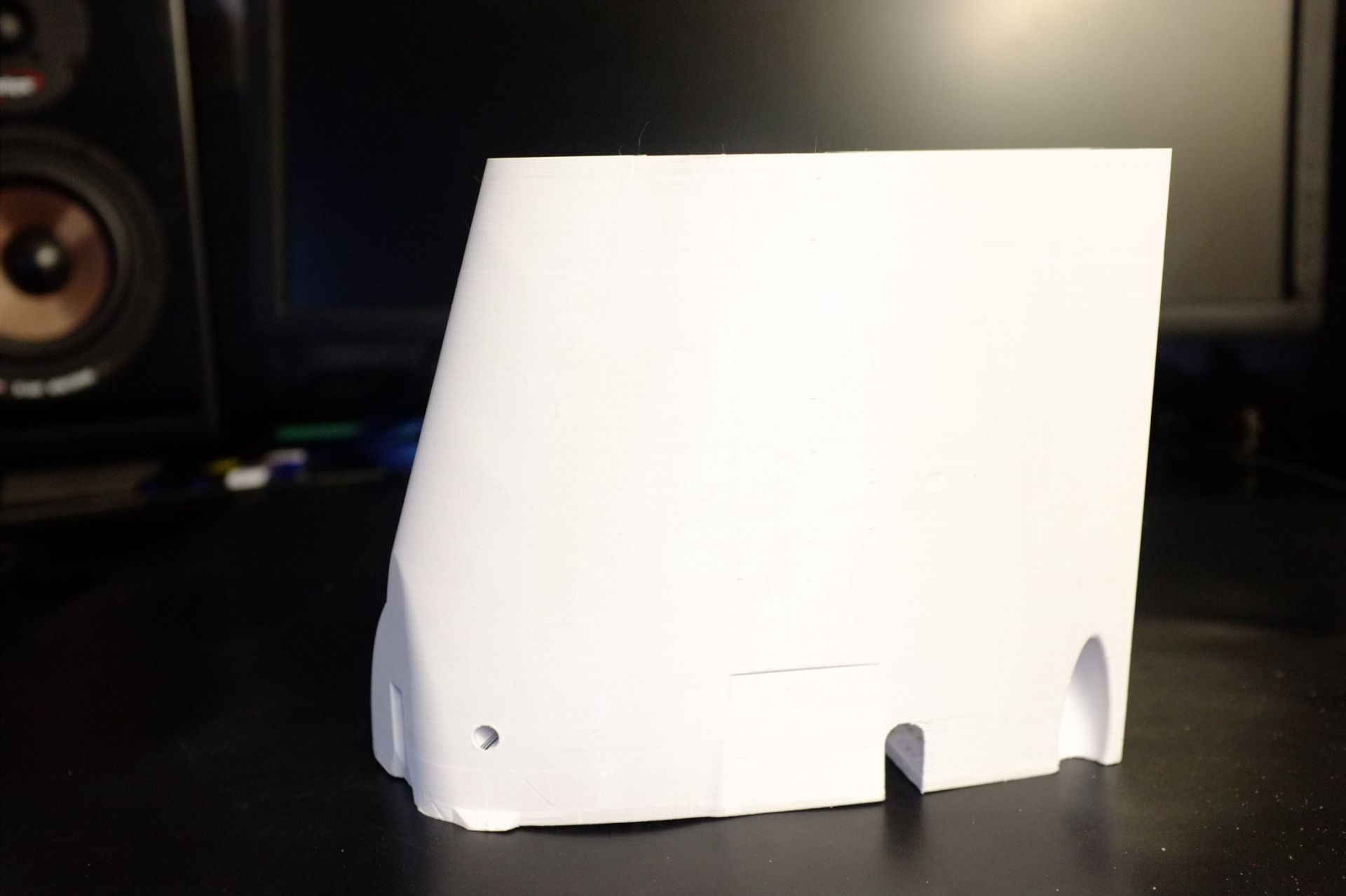
Bonjour, J'ai finalisé l'installation de la Sonic Pad Creality, chouette appareil. Très bien fichu, assez simple à mettre en œuvre sauf pour le paramétrage de l'accélération ou tout est calé au maximum par défaut après le calibrage. Mais sinon je ne regrette pas mon achat (146€ actuellement). Je n'aimais pas beaucoup la gestion de klipper par Octoprint. J'en ai profité pour faire des essais sur le dernier élément de l'aile du P51 de 1.70m de chez 3DLAbs. Voici le résultat avec une des deux CR10S Pro V2 en Firmware TM et slicer Cura , je pars du ficher 3mf commercialisé par 3DLabs. J'ai juste diminué un peu la tempé et modifié la bordure. On peut le dire c'est immonde, j'ai depuis renoncé à utiliser Cura pour ce genre de pièces, j'explique pourquoi à la fin du message. Après cet essai j'ai installé cette machine sous klipper, je garde l'autre en TinyMachines, au cas où... J'ai repris la même pièce cette fois en stl sous S3D avec les "même" paramètres que Cura. C'est évidemment impossible, il y a plus de 500 paramètres sous Cura, environ 20 fois moins sous S3D. Mais voilà le résultat. C'est pas parfait mais pas loin. La raison de cette différence ? l’algorithme de S3D en beaucoup plus performant sur ce type de pièce. La structure interne de ces éléments n'est pas du remplissage mais de éléments de renfort constituant d'autres pièces. Cura ne sait pas gérer ça, les fonctions disponible pour la gestion du remplissage ne s'applique pas aux éléments interne. S3D sait gérer ça, il applique la fonction dedans/dehors à cette configuration alors que Cura en est incapable. Je précise que c'est la version 4 de S3D, la V5 a un bug qui empêche de travailler sur ce type de pièce. Je n'ai pas parlé de vitesse. En haut sous TM je suis à 60mm/s, en bas sous klipper 150mm/s, c'est le maximum raisonnable.
 1 point
1 point -
Quand tu visses le profilé X sur les chariots tu as un léger jeu au niveau des vis sur la hauteur. Tu peux jouer là dessus sans rien démonter moi cela m'avait suffit pour être a moins de 0.1mm de différence ce qui suffit pour ensuite compenser avec les ressorts.1 point