Classement




Contenu populaire
Contenu avec la plus haute réputation dans 12/03/2023 dans Messages
-
toi tu ne vas pas tarder à finir grillé au wok tu aurais dis réseaux sociaux ça aurait été plus crédible oui, iel sort ->3 points
-
Cette semaine l’actualité fut dense sur le blog, on vous repartager tout ça avec quelques news et sujets sélectionnés ici-même https://www.lesimprimantes3d.fr/semaine-impression-3d-374-20230312/2 points
-
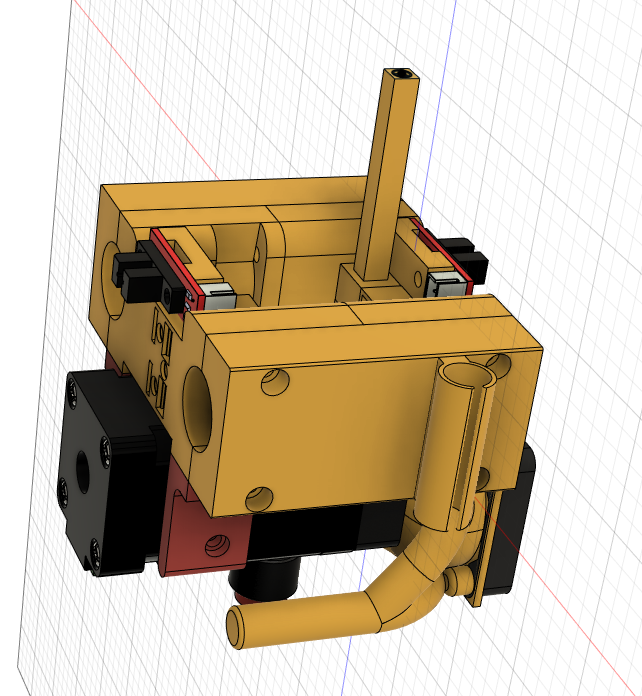
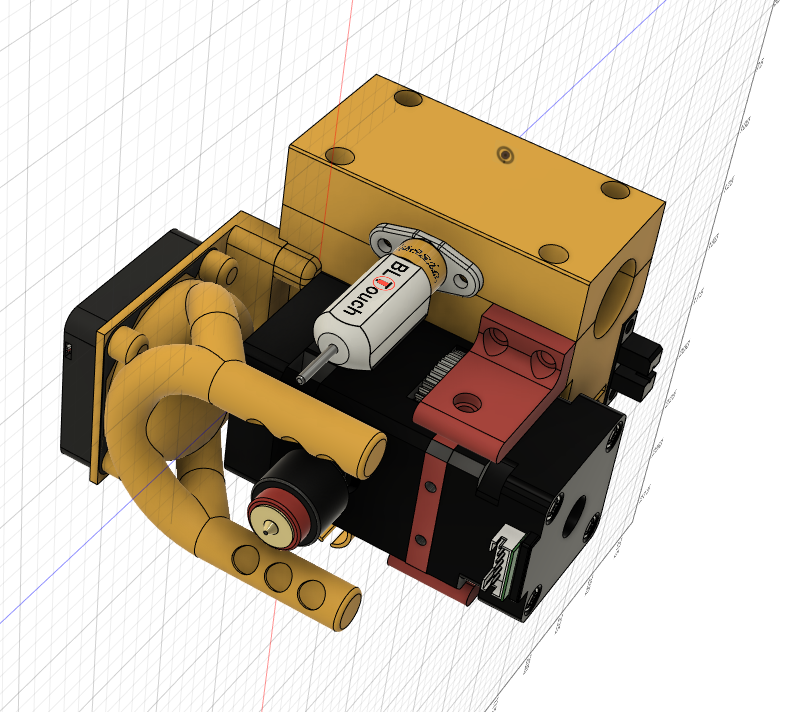
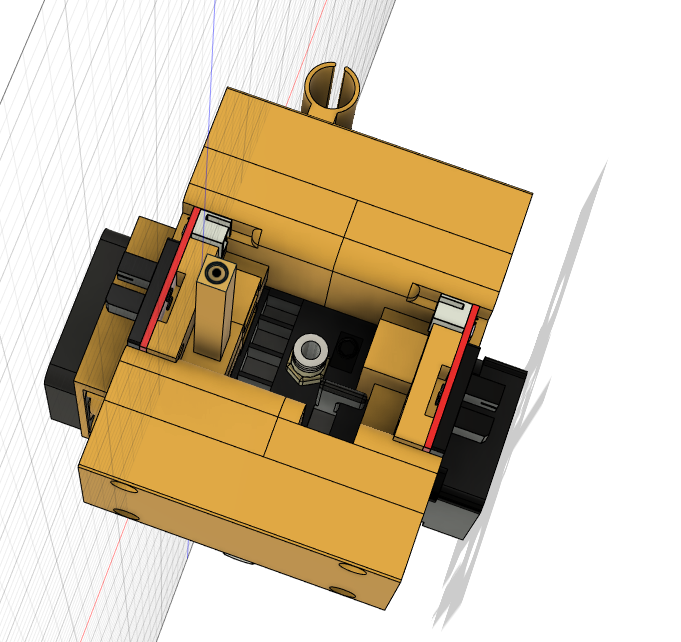
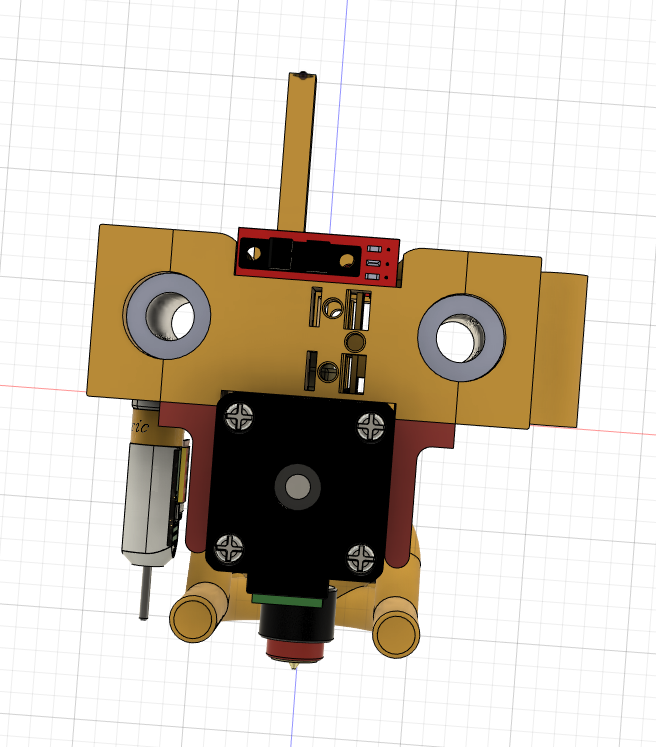
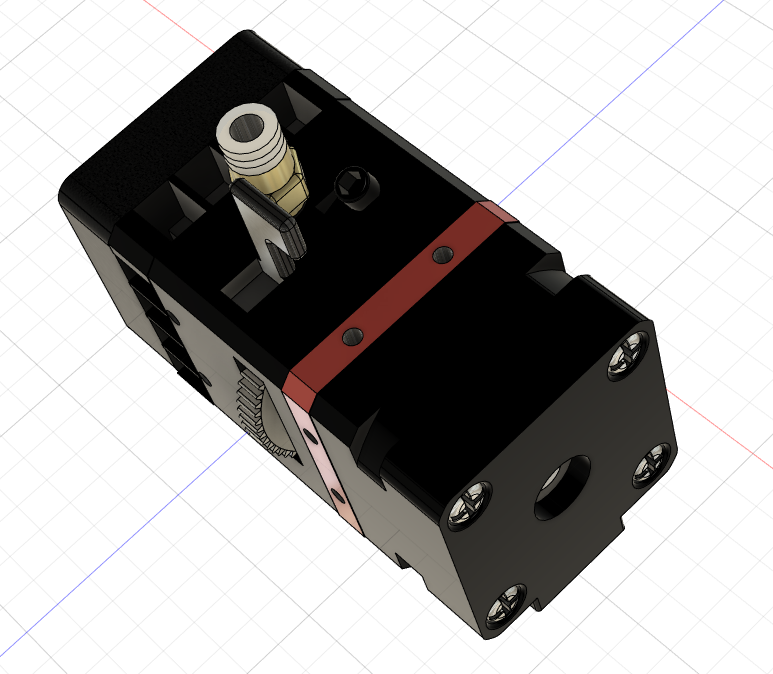
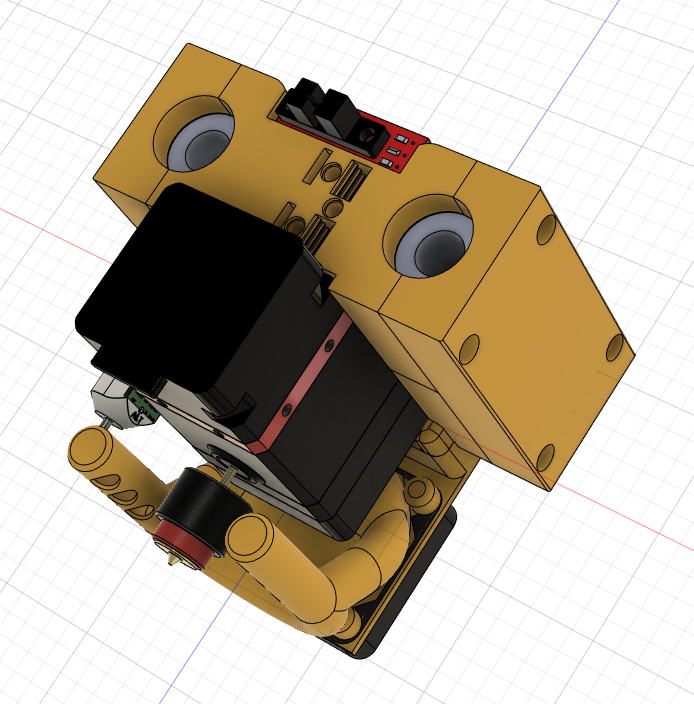
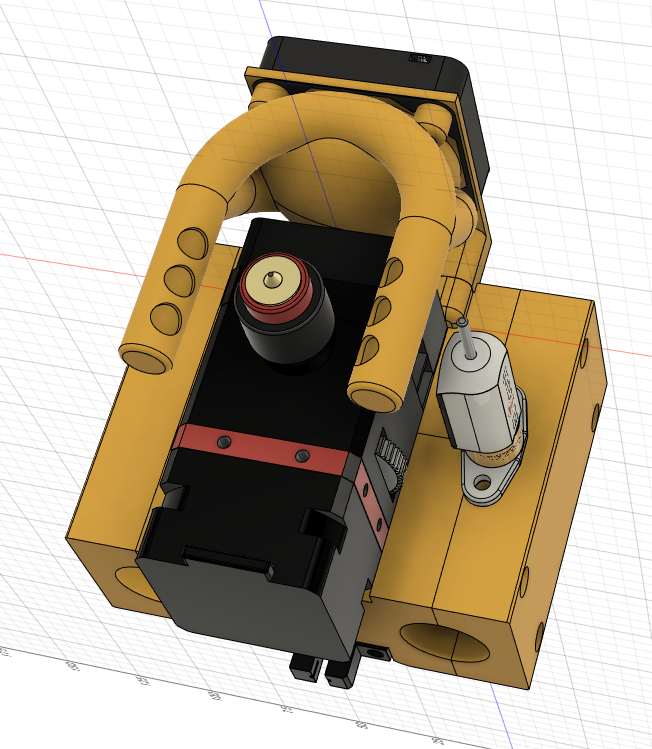
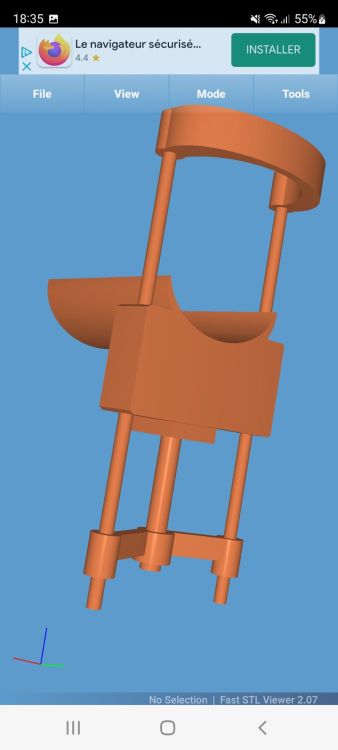
Voilà la conception des pièces est terminée, je vais passer à l'impression des pièces. Une fois tout terminé on passera aux paramétrage de MARLIN et les essais. J'ai amélioré la modélisation de l'extrudeur V2S REVO, c'est pas parfait mais bien utile pour concevoir l'environnement. voir capture écran ci dessous Merci a @P_tite_tete pour l'idée avec cet extrudeur. Voilà a bientôt pour la suite
 2 points
2 points -
Attention à ne pas confrondre avec celui-ci : de la même époque : https://fr.wikipedia.org/wiki/FGM-148_Javelin Mais d'actualités !!!2 points
-
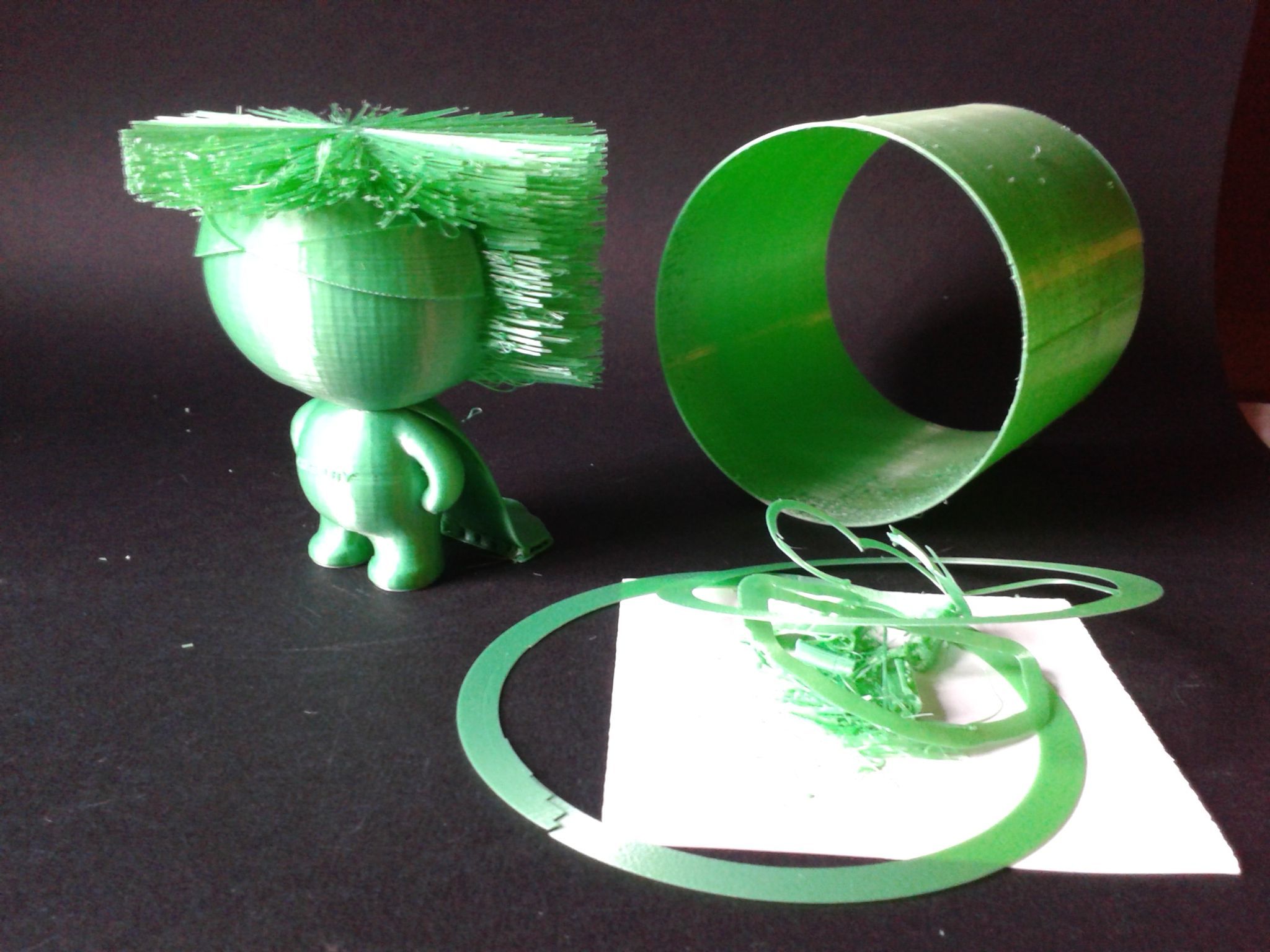
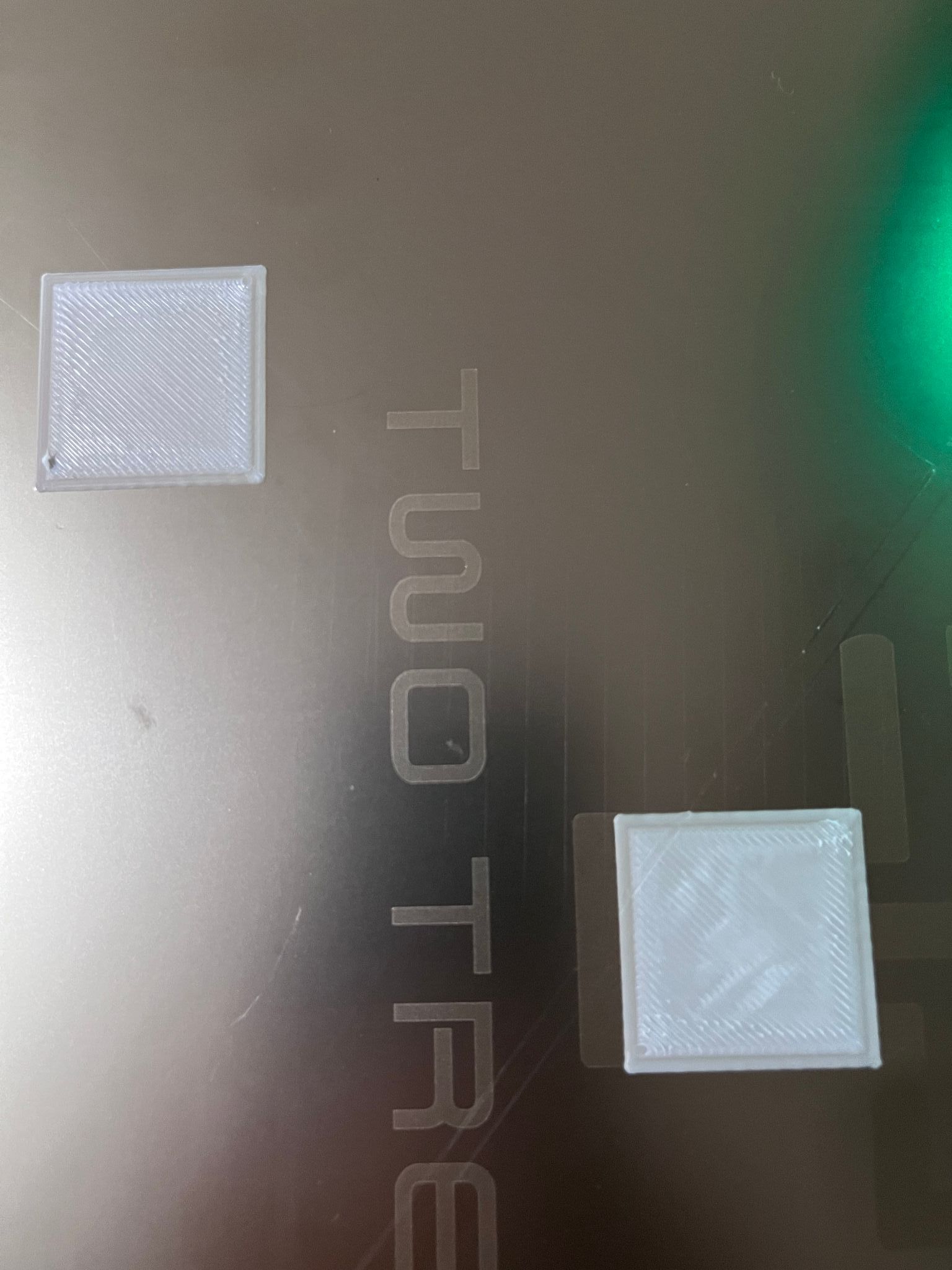
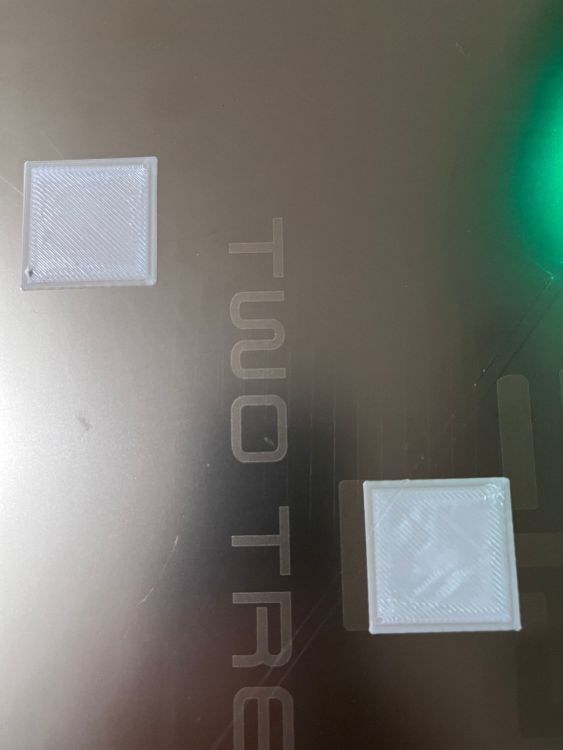
Deux jours après... La X1C imprime, imprime, imprime et imprime encore... 10 heures d'impression pour la totalité des pièces du caisson de l'Ender 5 Plus (PETG Sunlu White, compatible avec l'AMS)... Quelques petites pièces ici et là pour faciliter l'utilisation de la X1C, le puzze dino inclus pour mon fils et d'autres petites choses... J'ai aussi imprimé du TPU (hors AMS), chargé grace à un Y splitter en 2 parties qui fonctionne parfaitement, et ce matin, j'ai décidé d'imprimer une poubelle pour les rejets de filaments, en PLA + Silk Silver Sunlu (encore une fois une bobine compatible - je ne voulais pas respooler une bobine Amazon Basics non compatible), et comme il reste un peu de vert, j'ai coloré le logo, et on va voir ce que cela donne... Quand je vois comment j'ai pu galérer à mes début avec l'E5+ pour obtenir une première couche décente (je ne parle même pas de parfaite), c'est ce qui est le plus impressionnant, en fait... Le print est en cours, ça va durer un certain temps, le PLA+ nécessite des vitesses plus basses que le PLA.... En attendant, j'ai commencé à assembler mon caisson à base de table basse Lack pour l'Ender 5 plus... Le plexi participera à le renforcer, mais il me faudra rajouter des renforts supplémentaires pour poser l'a Bambu Lab dessus ... et je confirme que le stock de bobines risque d'en prendre un coup à la vitesse où ça va...2 points
-
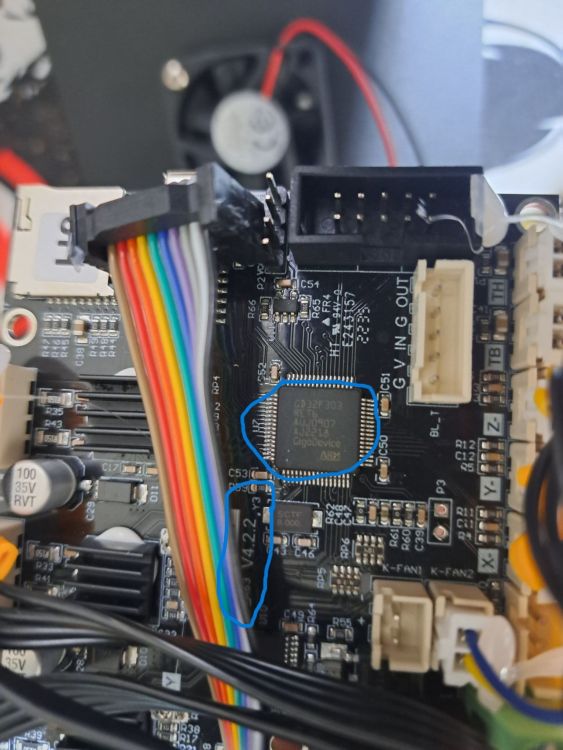
Salutation ! Je n'ai pas de V400 donc je parle sans savoir, mais de manière général, sur nos imprimantes, Soit les fils de la thermistance sont en court circuit, soit le port de microcontrôleur où l'on branche la thermistance a pris un coup de jus et est grillé. Normalement quand on débranche la thermistance on doit avoir une température affiché proche de 0°C ou négative. Et quand on chuinte ( court-circuiter ) les pins du port de la thermistance sur la carte mère une température affiché au plafond ..2 points
-
surtout que c'est le mur de la salle de bain, donc trou dans le mur et raccord direct sur la VMC...je peux annuler la commande du filtre. Je valide avec Madame avant, y a pas de raison que cela soit refusé mais sait on jamais ...2 points
-
Pour la blague > Mais si, il suffit de rendre le mur "compatible" ( c-a-d "découper" le mur )2 points
-
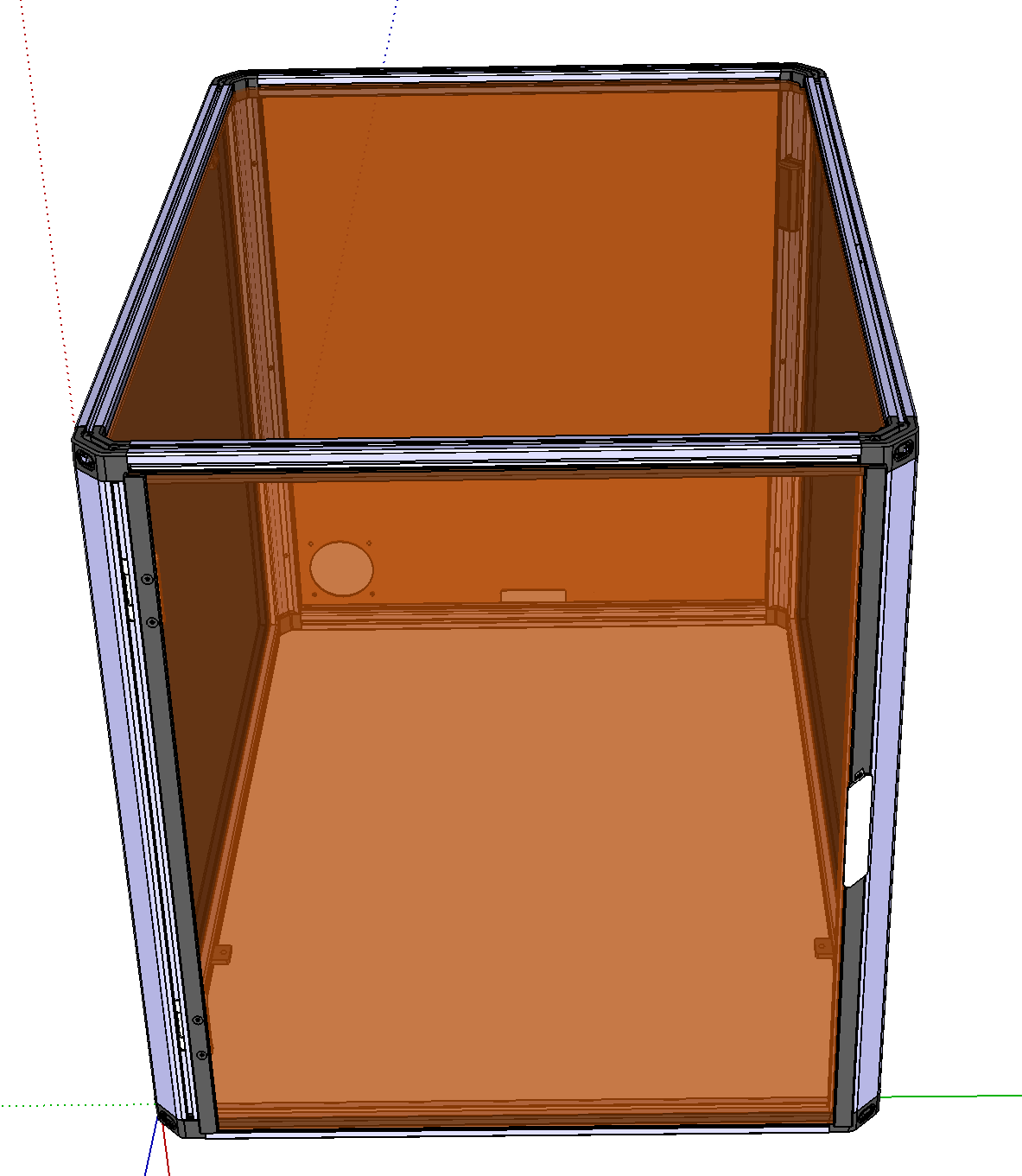
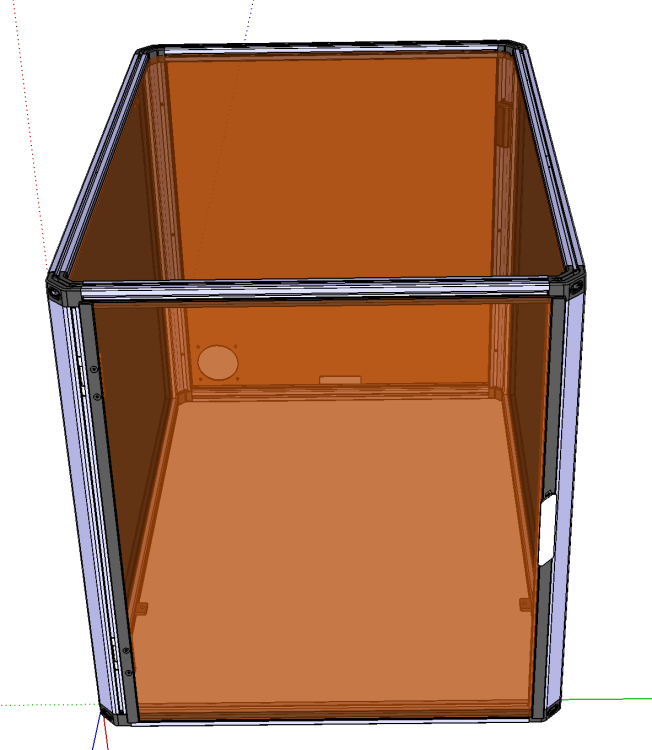
Voila, la numérisation du caisson est globalement terminée. Direction l'atelier pour passer au physique. Num dispo sur demande. Je vois déjà un problème, le fond du caisson sera contre un mur donc la sortie de l'aspiration avec le manchon droit livré ne me va pas. Je vais numériser un manchon double coude à 90° plat afin de limiter la perte de profondeur. Il faut que je laisse suffisamment de place pour la sortie des câbles vers l'unité de commande.
 2 points
2 points -
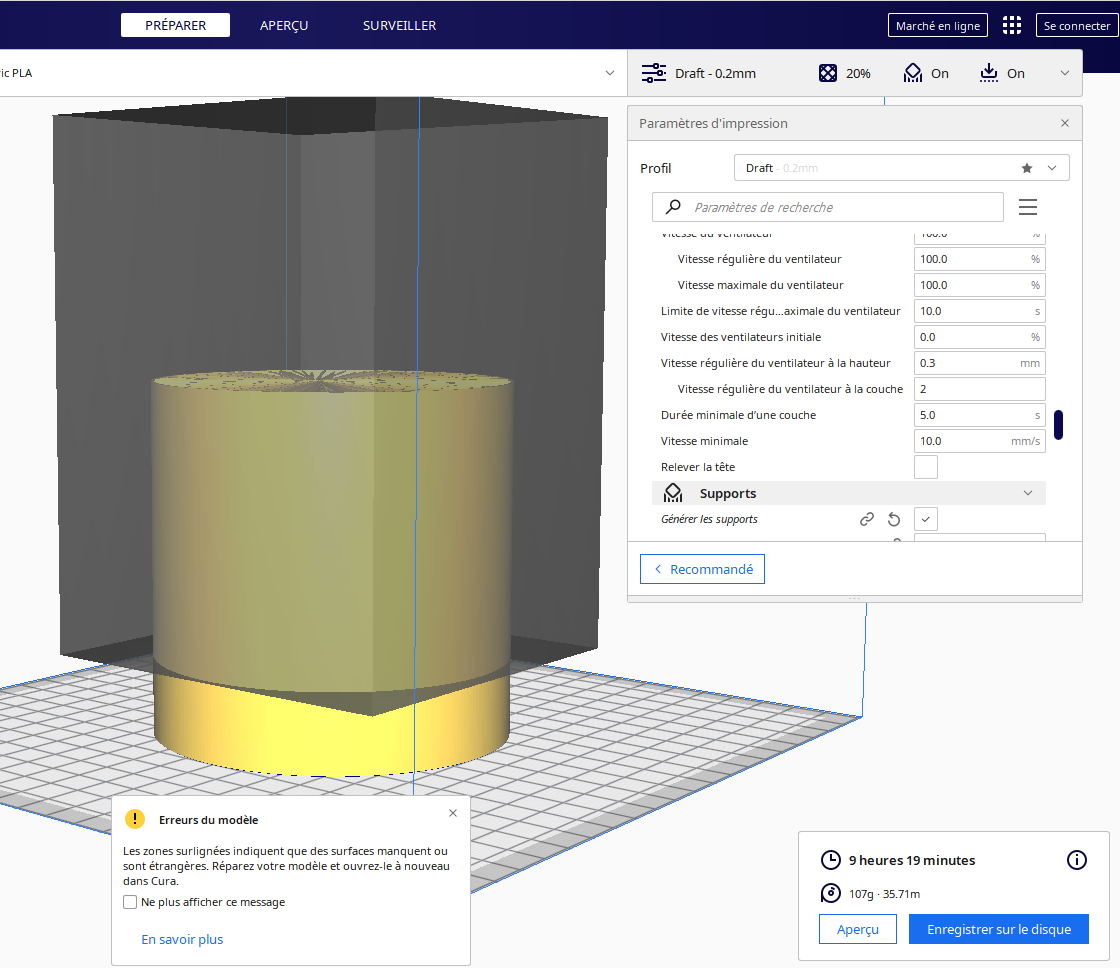
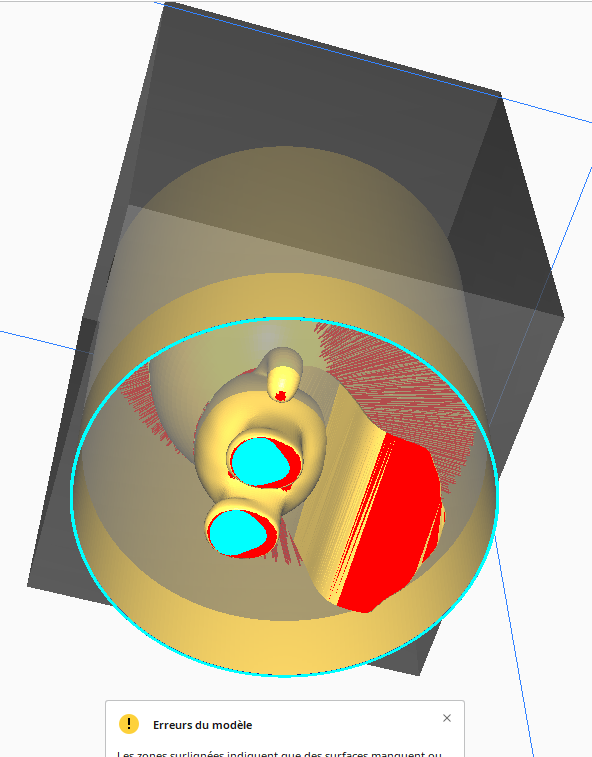
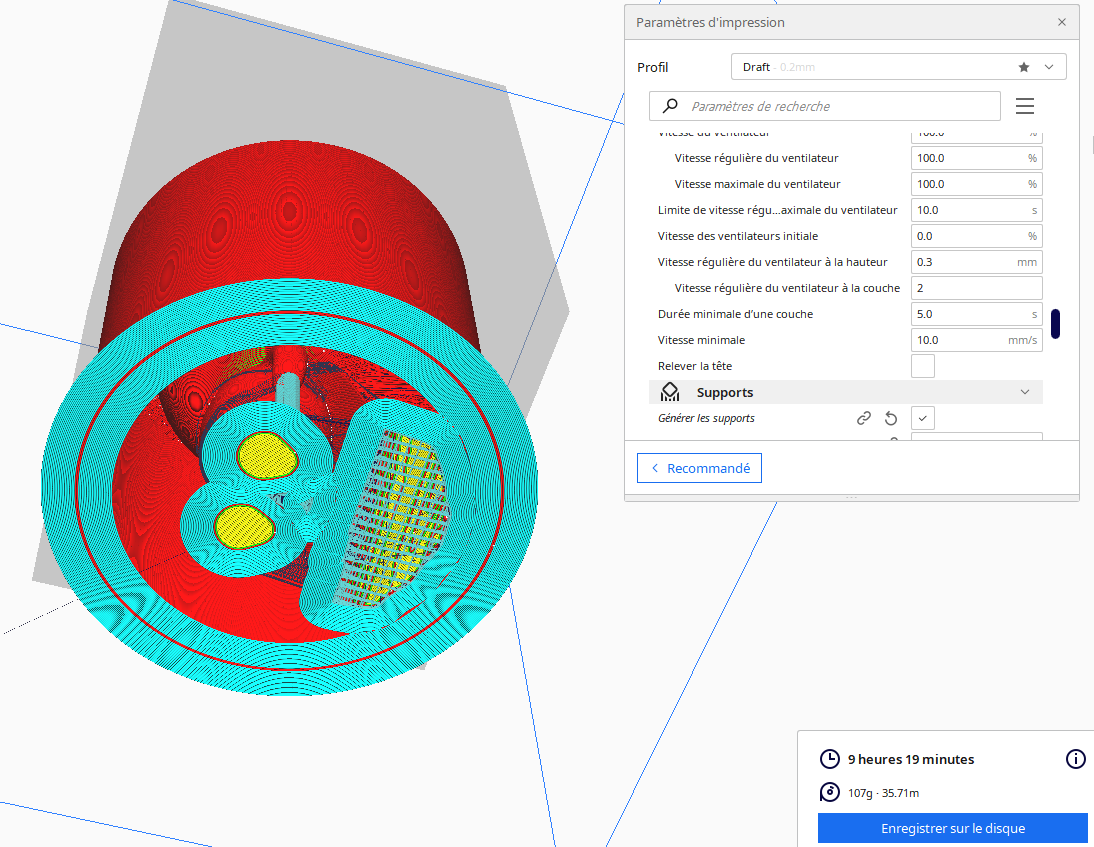
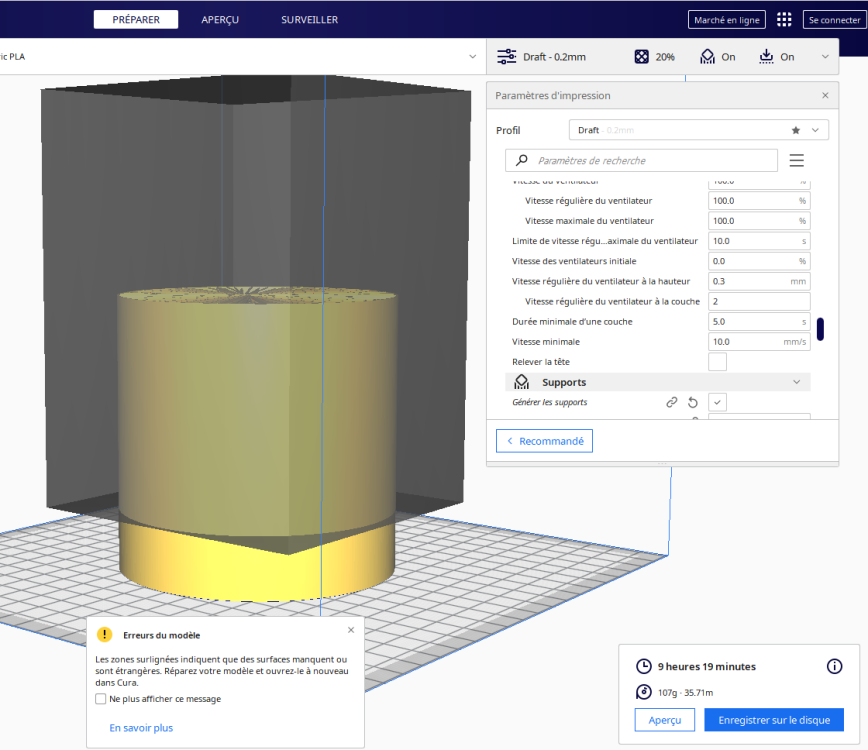
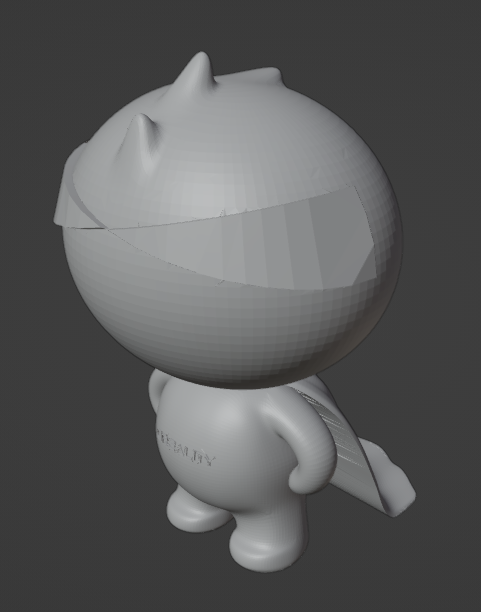
Une version chevelue https://www.crealitycloud.com/model-detail/640dc65718deebd192c59948 ( Merci https://makertales.gumroad.com/l/Hairify ) forcement avec un bloqueur de supports sur les "cheveux" ... car besoins de supports pour la cape et les "mains" ... le modèle a des erreurs de géométries, mais cela ne semble pas poser problème pour le découpage ... Edit > Impression en cours ... ( ce commentaire sera mis a jours avec le résultat de l'impression. ) J'ai définitivement des choses a revoir sur le profil d'impression que j'ai utilisé ( épaisseur de la coque a augmenter pour ne pas voir le remplissage, ... ) après un coups de sèche cheveux pour enlever "l'effet casque", il a un certain "style"
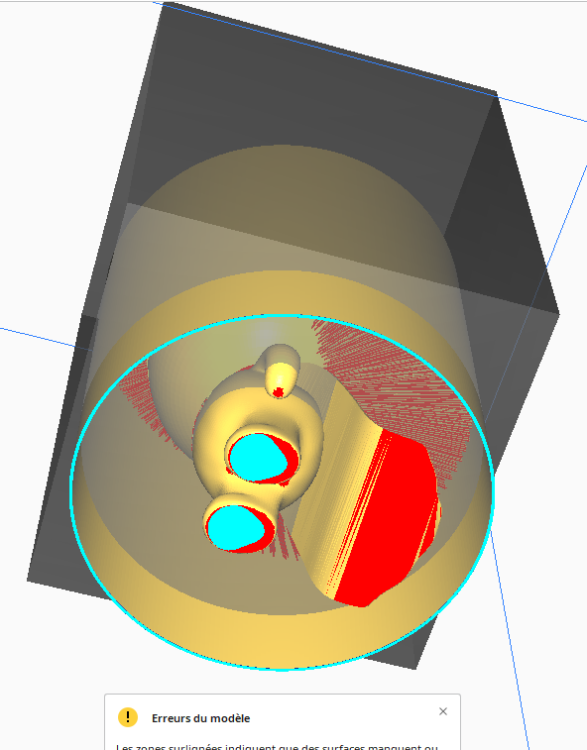
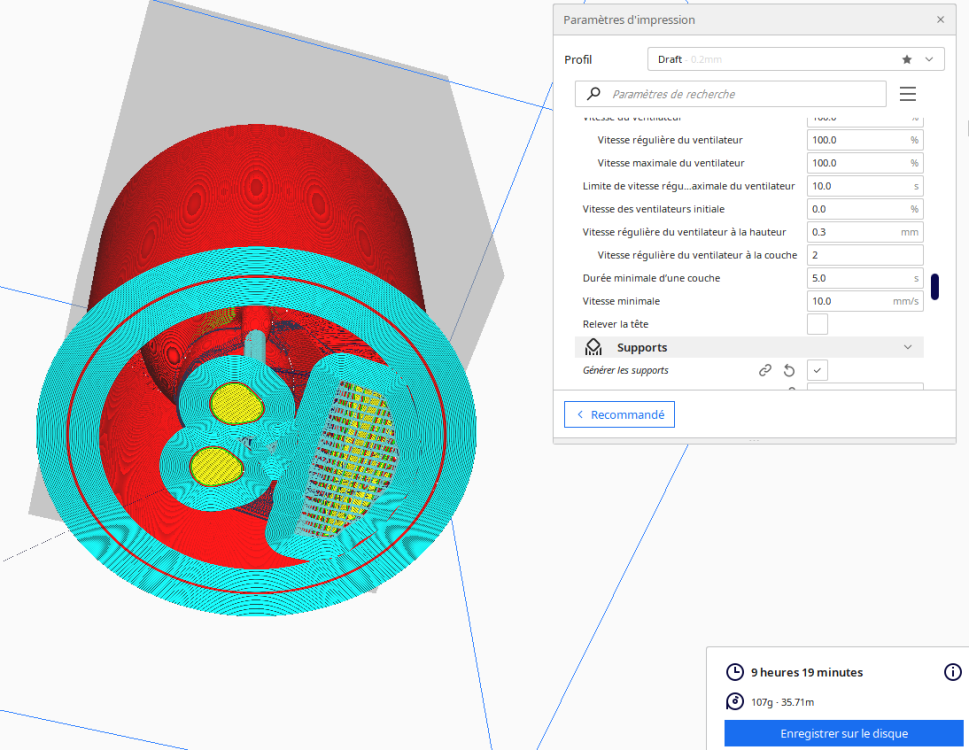







 2 points
2 points -
Quelques "commandes" de ma fille faites avec ma Creality 6 SE et le PLA livré avec. Le résultat est plutôt pas mal ! même si ce PLA accroche pas très bien avec la peinture...

 2 points
2 points -
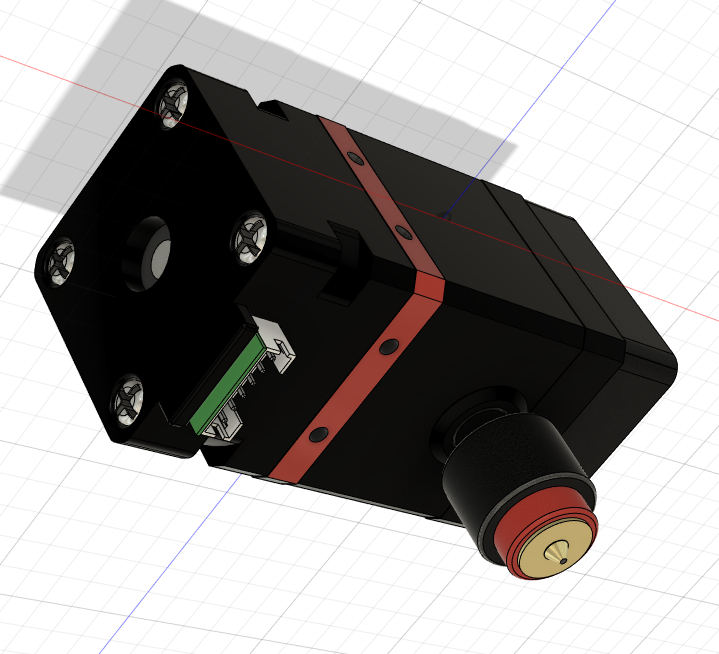
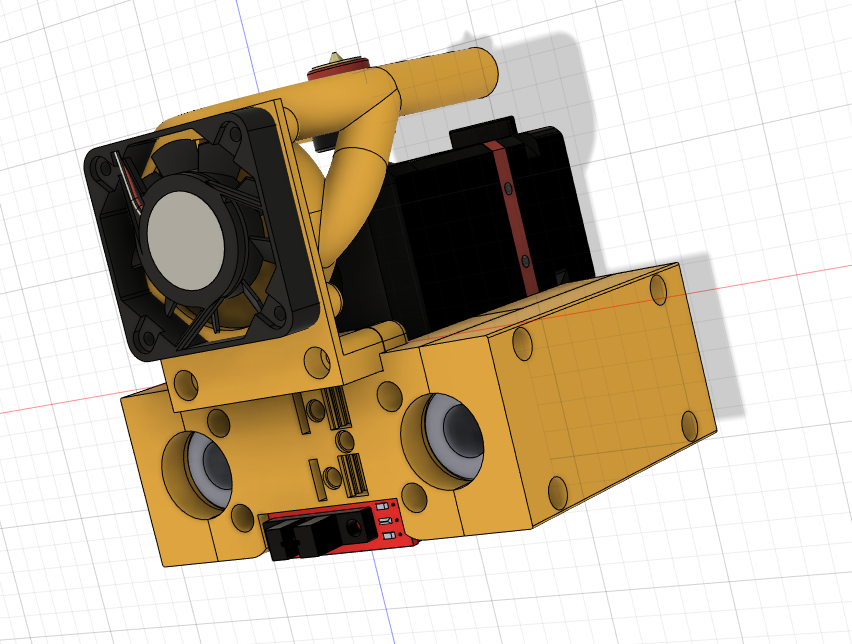
Bonjour, J'avance bien sur mon extrudeur , il me reste à ajouter une cale le BL TOUCH, la fixation du H2 V2S REVO et le support des câbles. Prochaine étable , on passe à l'impression 3D des pièces.
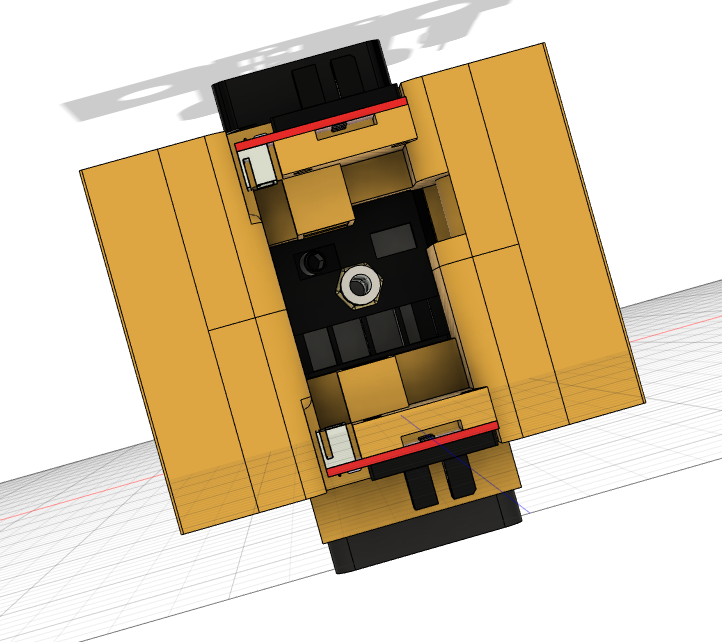
 2 points
2 points -
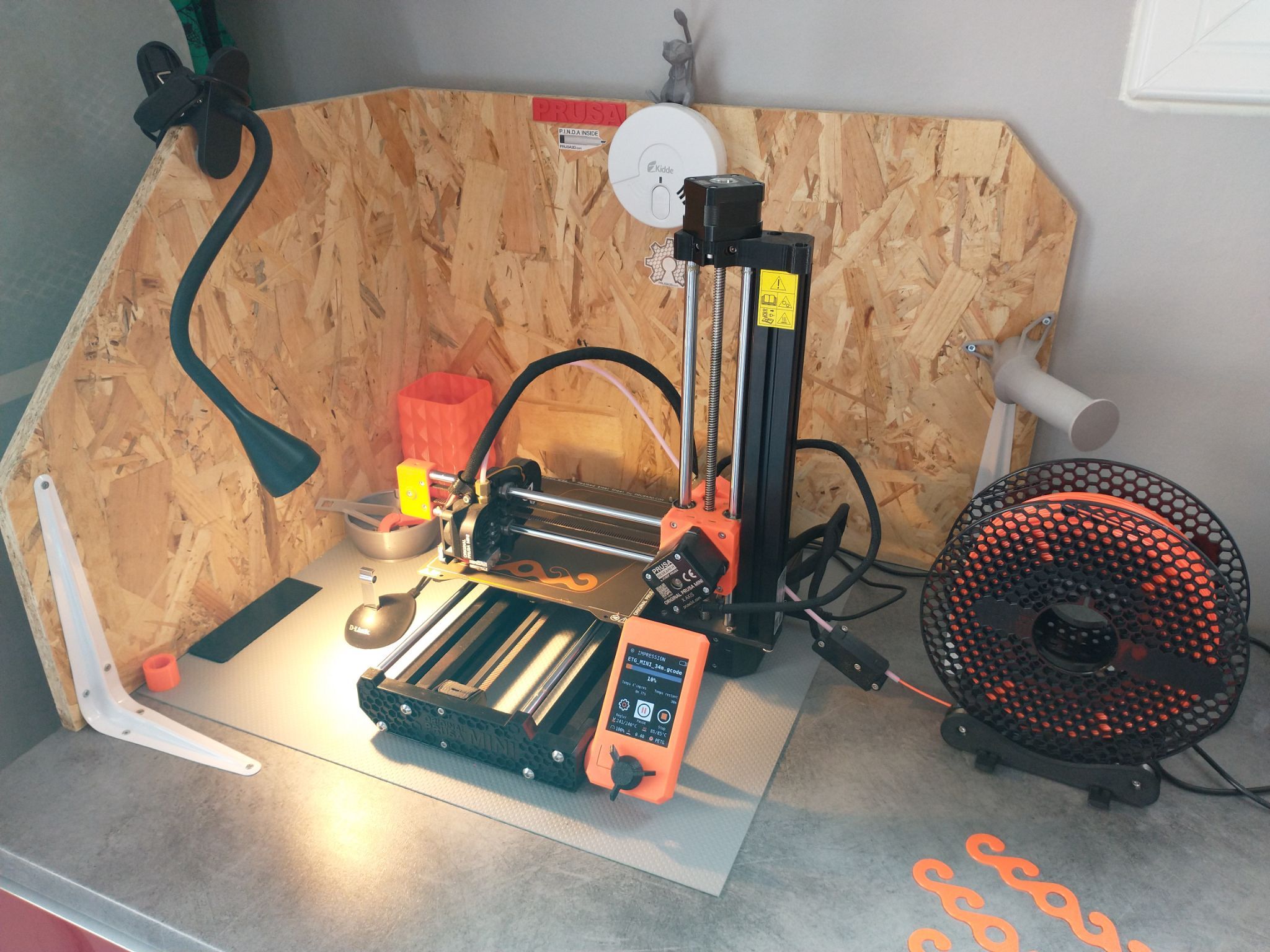
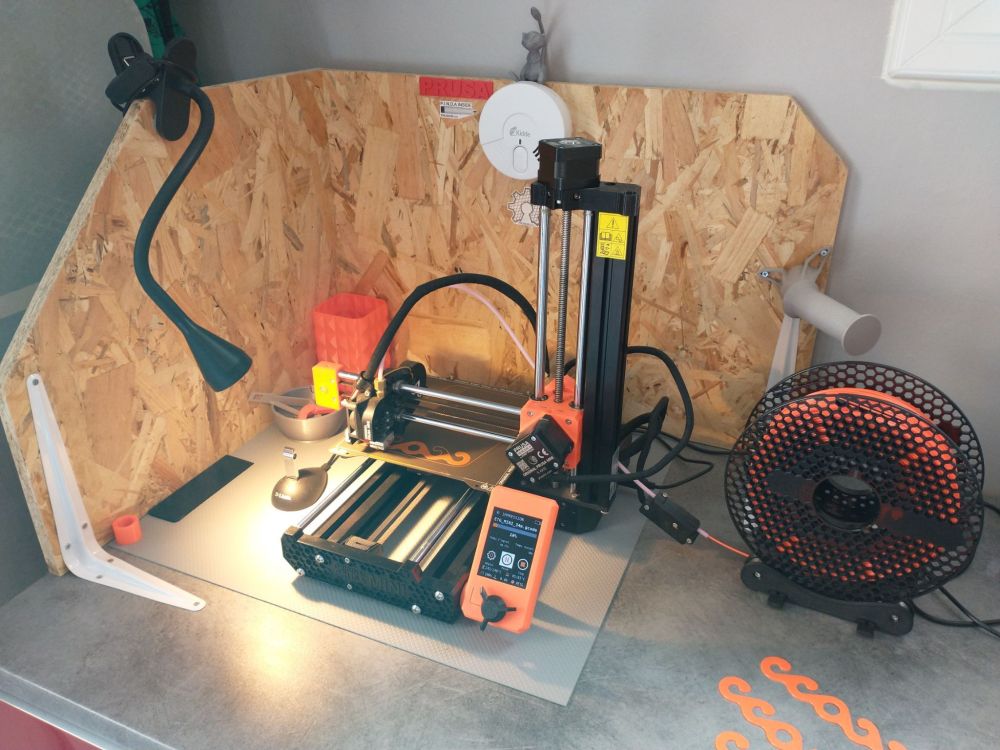
Bonjour à tous, Cela fait environ 1 an que j'ai ma Prusa Mini +, il est donc temps de partager un petit retour d'expérience. Il s'agit de ma première imprimante 3D. N'ayant quasiment aucune connaissance en électronique, et pas spécialement envie de me prendre la tête avec du code (même s'il m'arrive de faire quelques scripts au travail), j'avais cherché une imprimante "plug & print" avec des avis positifs notamment sur la fiabilité et la régularité d'impression. J'ai par contre un bon niveau en CAO. Pour l'usage, je m'en sert régulièrement pour imprimer tout un tas de trucs inutiles mais amusants venant de bibliothèques en ligne, réparer les jouets et objets cassés à la maison (interrupteur hotte, charnière de placard, manche aspirateur...) ou encore des trucs utiles pour le bricolage (jonctions de planches composite pour bordures de potager, supports pour outils, ...). Bref, du classique pour un imprimeur amateur :-). Donc après avoir passé environ 8kg de PLA ou PETG, pour imprimer environ 400 pièces sur 700h. Je reste très (très) satisfait de cette imprimante. Elle est "stock", j'ai juste ajouté des clips pour tenir plus proprement la nappe de l'écran, et j'utilise une rallonge USB pour déporter la clef du côté gauche (moins gêné par le filament). La maintenance depuis le début a uniquement consisté à resserrer les (3) vis après les premières impressions (conseil de @divers de mémoire) et à graisser les axes de temps en temps. Pour les plateaux, je les manipule toujours avec des gants (comme ça pas de gras dessus ) et les nettoie de temps en temps à l'eau tiède + produit vaisselle (d'une célèbre marque au citron ). J'y mets aussi quelques fois un coup de lingette nettoyant lunettes (ça dépanne mais ce n'est pas aussi efficace que l'IPA ou le nettoyage évoqué précédemment). Je note quand même une légère usure du plateau lisse (qui a plus servit), mais il me reste le 2e côté avant d'en commander un neuf . Côtés outils, j'utilise une petite spatule (qui est en fait un rectangle de plastique biseauté d'un côté), une pince coupante (la petite bleu que l'on voit partout), une pince à bec et un petit chalumeau (quand il y a un peu de stringing car cela laisse moins de suie qu'un briquet). Pour les principaux points positifs: - Toujours prête à imprimer, - La qualité d'impression avec les réglages de base (utilisation de PrusaSlicer), - L'accroche des feuilles PEI (lisse et texturée) et leur côté pratique pour décoller les impressions, - La possibilité de mémoriser ces plateaux et donc leur Z initial, - L'auto-levelling et la facilité d'ajuster au besoin (très rare) le Z en live, - Si besoin aussi, la température facile à modifier en cours d'impression, - Le changement de filament bien guidé, - L'ergonomie des menus. Les "problèmes" rencontrés: - Attention lors des changements de filaments, il faut se souvenir que l'imprimante n'a pas forcément en mémoire la position z et la tête monte de quelques cm en positions "parking". Si on avait arrêté l'imprimante proche de la limite haute, elle tente de monter quand même et ..." claclaclac" en butée haute => penser à redescendre un peu la tête avant de changer le filament. - L'impression en couches de 0.05mm qui ne m'a pas convaincu, je pense que la buse est trop proche et fait fondre les tous petits détails (après j'ai pas poussé mes recherches pour améliorer le truc). - Deux fois récemment, j'ai retrouvé la tête en Z=0 en haut à gauche du plateau en fin d'impression, au lieu d'être remontée de quelques cm au dessus du Z d'impression final et "rangée" en haut à droite du plateau. Je me demande si cela est lié à un update du profil sur PrusaSlicer (j'ai le souvenir d'avoir cliqué sur la MaJ). Cependant j'ai comparé mes G-codes et n'ai pas vu de différence sur la fin d'impression mais j'ai peut-être loupé un truc... Voila pour les plus et les moins. J'envisage par la suite de tester une buse de 0.6 sur de plus grosses impressions, mais pour l'instant la 0.4 d'origine faisant très bien son travail, j'ai "peur" de la démonter et que ça fonctionne moins bien après . J'ai aussi acheté une bobine d'ASA que je testerai surement cet été. Le TPU me tente également, mais compte tenu du Bowden, je testerai le jour où j'en aurais vraiment besoin. Côté filament, j'ai presque toujours utilisé du Prusament que ce soit en PLA ou en PETG. Selon les couleurs, certains s'impriment un peu plus propre (stringing principalement) que les autres mais rien de très variable non plus. Au global, j'aime beaucoup ces filaments. J'utilise aussi du Polyterra (de chez Polymaker), le prix est correct, le rendu est beau (mat), mais je trouve l'accroche entre les couches moins bonne que le Prusament. Son trancannage est moyen, et il remonte un peu trop par capillarité sur la buse. Il blanchit aussi très rapidement au ponçage ou bien à la séparation des supports. Je suis donc globalement mitigé sur ce filament. Pour conclure, de mon avis personnel, c'est une très bonne imprimante pour commencer. Même si le budget est plus conséquent que d'autres, je pense que l'on s'y retrouve en partie au vu de la fiabilité, du confort d'usage et du fait qu'elle ne nécessite pas d'upgrade. Pour la prochaine : une Prusa i3 MK3S+ ou bien une idex histoire de s'amuser avec les deux têtes. Mais ai-je vraiment besoin de changer d'imprimante ? Une petite photo pour finir.
 1 point
1 point -
Pour le buste de de funès, il faudrait quand même quelque de plus ""on va dire plus réaliste"1 point
-
Personnellement, je commence par des essais avec les cônes de calibration de https://www.tableflipfoundry.com/. Avec les valeurs proposé par les constructeurs pour ma machine si il y en a. Puis j'affine selon le résultats des cônes. ( imprimer sans anti aliasing avec les hauteurs de couches que tu compte utiliser ... )) Sur l"Anycubic Photon Mono X2, le firmware permet si l'on renomme un fichier en "R_E_R_F.pmx2" ( Resin Exposure Range Finder et l'extension c'est celle de des fichiers d'impression pour la Mono X2 ) en une impression, d'avoir 8 zones ayant une Durée d'exposition des couches normales chacune incrémenté d'un pas de 0.25s ( je ne sais pas si tu a cela avec la M3 ) Donc je me suis fait un fichier R_E_R_F avec des cônes de calibration bien placé sur chaque zones et numéroté pour bien les différencier ... ( car celui fournis utilise un model de test qui ne "récupère pas les essais de supports ratés" donc ma version me permet normalement d’éviter de filtrer la résine du VAT et d'avoir a nettoyer le VAT a condition que je ne commence par trop faible en durées d'expo... ) Après, affiner selon les résultats ( sans oublier de bien noter la température de l'environnement lors de l'impression ... ) Et bien remarquer que (pour les version que j'ai testé ) Photon Workshop a un bug qui fait qu'il ne faut pas mettre un caractère '.' dans le nom d'un profile de résine ... sinon il bug ... et ce profile devient inutilisable car il ne se met pas a jours car ( sauf si on vient le renommer dans les fichiers de config ... ) ( en gros ils on raté l'enregistrement en .json car tronque au 1er caractère '.' pour retrouver le nom du fichier ... )1 point
-
et en plus tu m'as reglé l'eepom merci1 point
-
ahhhh un Javelin, une de mes machines préférée... Kyosho a ressorti ses machines des années 1980 et adapté au techno modernes... C'est probablement à cause de ces machines que je suis revenu au modélisme, et par la suite à l'impression 3D1 point
-
normalement, il est opérationnel, donc tu peux l'utiliser pour imprimer.1 point
-
Oui ça boote sans carte SD et j'ai pu mettre en français les menus aussi. En prime mon écran qui déconnait est maintenant recalibré !
 1 point
1 point -
J'ai une carte GD32 sous la main (celle que j'avais d'origine avec un soucis de tactile), je suis en train de tester le flash de Gigapro. Je suis en boot 3.0.4 J'ai utilisé de zip posté par gigapro vendredi à 14h36. il passe nickel !1 point
-
J'ai réduit mon débit, mais pas encore testé, malgré le réglage de l'extrudeur qui semble correct. Mais en augmentant le Z Offset, j'ai tout de même une couche plus lisse. Je vais tester tout ça demain. Merci pour vos retours d'info @fvuichard @PPAC1 point
-
C'est vrai que les Bambu Lab sont d'une efficacité redoutable... Pas plus tard que ce midi j'ai pensé à un truc pour ma session drone FPV, j'ai pris le premier modèle venu sur Thingiverse, j'ai démarré la P1P via Jeedom, j'ai lancé le print et 20 minutes plus tard mon téléphone m'indiquait que c'était terminé et j'ai pu monter le truc pour filmer ma nouvelle radiocommande juste avant de partir
 1 point
1 point -
Salutation ! Une version officiel de chez Anycubic ... non il ne semble pas ( pas de nouveau commit sur leur github https://github.com/ANYCUBIC-3D/Kobra ) Mais des versions non officiel certainement ( il y a déjà celle là https://github.com/jojos38/anycubic-kobra-improved-firmware mais je n'ai pas encore pris le temps de la tester et l'auteur semble être passé a une autre carte mère donc ne la maintiendra pas) De plus il faut bien identifier qu'il y a deux firmware, celui de la carte mère de la machine et le firmware de l’écran ... donc c'est éventuellement risquer d'avoir une incompatibilité entre les deux selon les versions ...1 point
-
Merci. Suite à ta réponse, j'ai cherché sur le net et vu que la thermistance était le câble jaune. J'ai débranché, allumé et là, j'ai Klipper qui est en erreur dès le départ mais j'ai une température affichée à -68° Heureusement, il y a une thermistance supplémentaire fournie avec l'imprimante. Je viens de tester avec ce câble et la température est ok. Je n'ais plus qu'à démonter la tête d'extrusion, changer le câble et rebrancher. Vachement fragile en tout cas1 point
-
ChatGPT semble avoir été utilisé pour une partie du scénario du dernier épisode (Saison 26 Episode 04) de "South Park". https://en.wikipedia.org/wiki/Deep_Learning_(South_Park) extraits de l'épisode1 point
-
GM (general motors) s'intéresse à ChatGPT. https://www.begeek.fr/gm-travaillerait-sur-une-assistance-facon-chatgpt-pour-les-vehicules-379561 Ils vont travailler avec Microsoft, aussi pour la conduite automome. Cela va faire Bing-Bing !!1 point
-
Bonjour, J'ai pris ce modèle ci : https://www.amazon.fr/dp/B09JSQMVVK?psc=1&ref=ppx_yo2ov_dt_b_product_details1 point
-
Tu as tester avec la version firmware TFT que @gagiproa mis quelques message plus haut en .zip ? car avec ces fichier il semble avoir corrigé ce soucis sur le bootloader pour la µsd.1 point
-
Bonjour @palouf34, Effectivement, je n'imprime que de l'ABS et un peu de TPU avec mes Tronxy. -Coté matériel: Un caisson fermé, isolé et ou chauffé. Plateau en verre dépoli (type miroir poncé avec du grain de 80). Surtout pas de verre avec revêtement alvéolé Pour l'adhérence, je n'utilise que du jus d'ABS (Dissoudre des chutes dans se l'acétone). J'ai essayé la laque, la colle uhu ça se décollait tout le temps Perso, tous mes heatbreakers sont en bi-métal, j'ai testé le tout métal inox (mais j'ai eu des soucis de blocage), j'ai viré les heatbreaker avec le tube PTFE traversant. -Coté paramètres d'impression: 240°C pour le filament 110°C pour le plateau Pas de ventilation pour refroidir le filament. Pour le moment, dans Cura, je mets en vitesse d'impression, 40mm/s pour les petites pièces (inf 100mm), 60mm/s pour pour les pièces moyennes (inf 200mm), et j'ai réussi à monté à 100mm/s pour les très grandes pièces, pour les couches "pleines", je mets 50% de la vitesse nominale Ensuite quelques recommandations: A- Si tu passes d'un filament différent (PLA, TPU, etc), bien tout nettoyer manuellement. Alors perso, étant en pseudo direct-drive, je ne démonte pas tout, mais: 1- A sa temp normal, je retire le filament, avec l'aide de l'extrudeur 2- Je retire le tube entre la tête et l'extrudeur 3- je chauffe d'abord à 220°, j'insère un morceau d'ABS, et je fais un "push-pull", pour faire sortir les derniers résidus de l'ancien filament, et que ceux qui resteraient en théorie reste collé sur le filament à son retrait complet. je fais ça 2-3 fois, et à chaque fois, je coupe l'extrémité qui a fondu avec les résidus. Je finis par le passage d'une "aiguille" pour nettoyer ma buse. 3bis- Si c'est ta première fois en ABS, j'en profiterai pour vérifier mon calibrage d'extrudeur (voir recommandation B) 4- je remets mon tube en place 5- je chauffe manuellement à 240°, je débraye l'extrudeur, et j’insère manuellement le filament, jusqu'à que ce ça sorte de la buse. B- Vérifies ton calibrage d'extrudeur et de débit (voir les tutos déjà existants). C- NE PAS VOULOIR DECOLLER TON IMPRESSION, TANT QUE PLATEAU EST CHAUD (PLUS DE 40°). D- Pour les pièces à parois fines, rajouter des "pads" pour bien maintenir la pièce sur le plateau
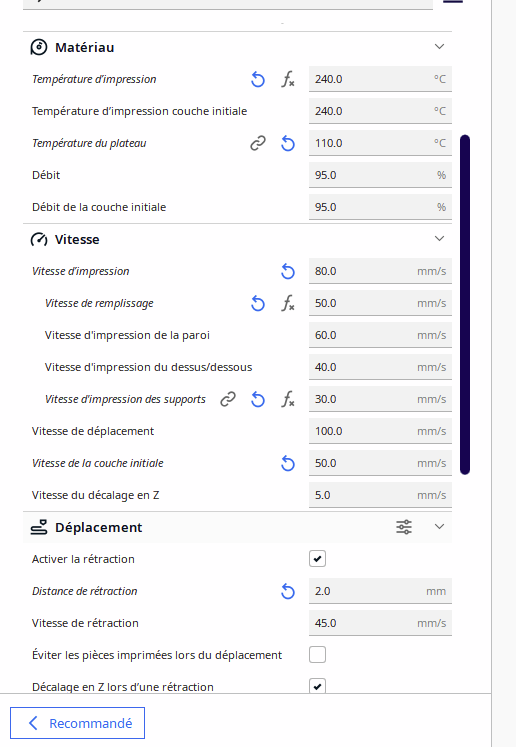
 1 point
1 point -
Salut, je l'ai imprimé et je ne suis pas convaincu. Un axe a cassé dés la première utilisation, et la bobine sort souvent de son emplacement. Je pense que de nouvelles versions vont arrivées.
 1 point
1 point -
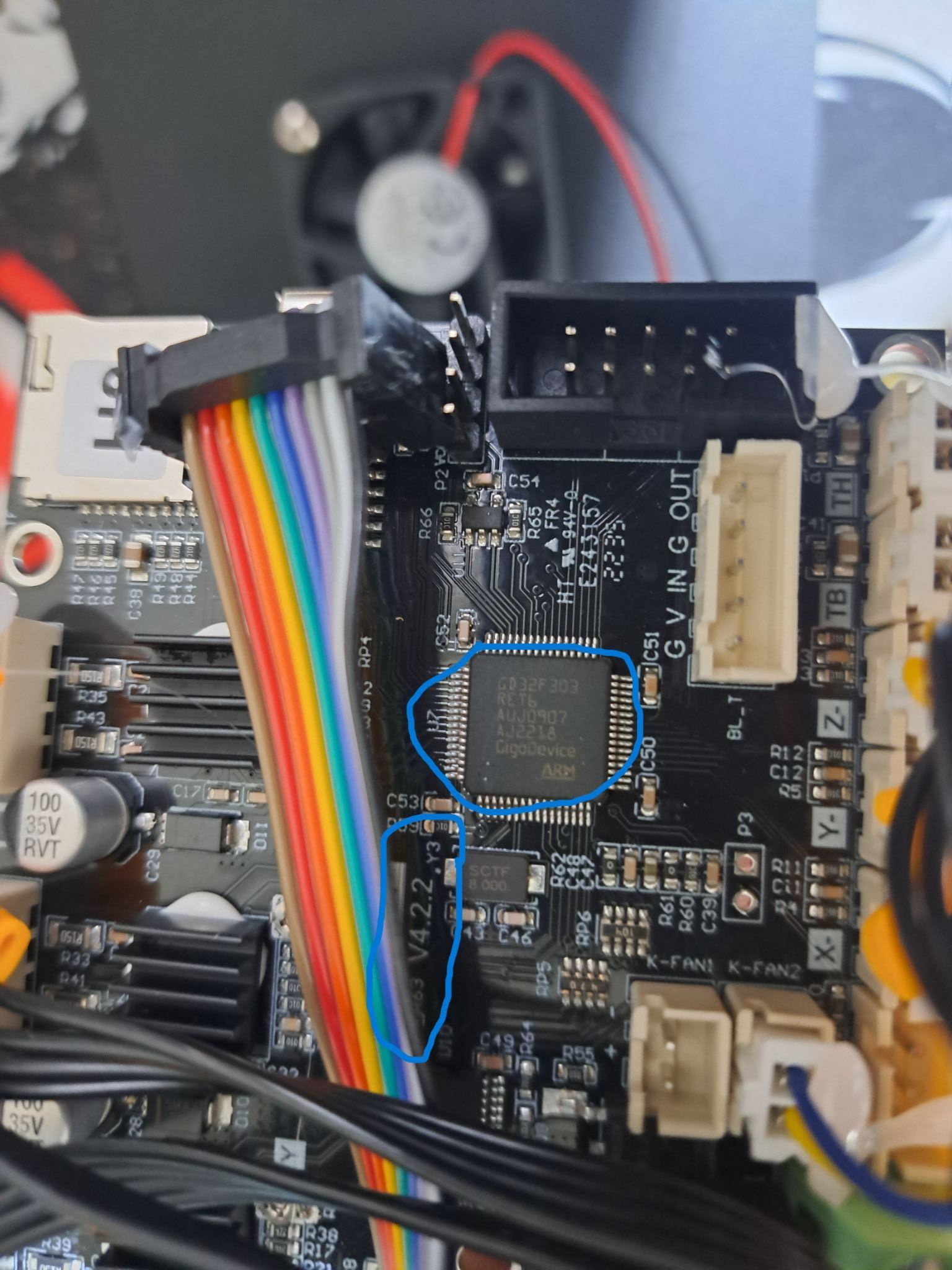
Bonjour a tous Je remet la photo de la CM. Merci Hyoti effectivement j'arrive a nouveau a faire les MAJ avec ta méthode. Merci beaucoup pour ta solution. Maintenant je rencontre toujours le même problème de départ ou mon affichage est bug. je suis en version 2.0.6 aug 3 2021. Quand je connecte mon écran 3D pad mini j'ai toujours un problème de connexion. Non connect apparait en haut de l'écran alors qu'il n'y qu'une fiche a brancher celle de toute les couleurs. N'y a t'il pas un moyen de restart la Ender en version original d'usine d'une autre façon ? car la je pêche, j'ai surement dû trop flash le system. Enfin en tout cas merci beaucoup a vous pour votre aide les amis.
 1 point
1 point -
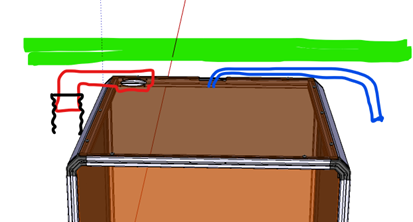
Bonjour, oui nos ventilateurs sont bien pour du PWM Pour la correspondance des couleurs : Rouge>Jaune (+24V) Noir>Bleu (GND) Bon Dimanche1 point
-
Bonjour, je venais de changer le tube laser car mon ancien tube était très faible et en fin de vie. Une fois tout bien réglé, j'ai lancé une coupe mais malgré que je ne l'avais pas mis en pleine puissance, le bois que je découpais a fait quelque mini flamme qui ont fini d'endommager la courroie qui avait déjà 4 ou 5 ans. Je n'ai pas de référence, c'est une machine chinoise et je n'ai pas de notice. j'ai commandé une GT2 et je dois la recevoir demain. Je n'ai pas assez d'accès pour prendre des photos qui seraient assez visible.1 point
-
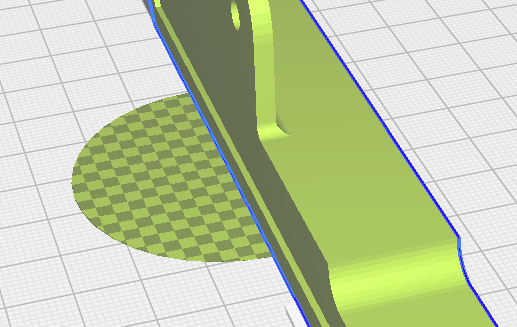
Là, pour moi, c'est de la sur-extrusion ( on vois bien la ligne en cours "déborder" de sont chemin ) , donc comme il s'agit de la couche initial, soit, le "débit de la couche initial" a ajuster ou la distance buse <> plateau (un peut trop proche) a ajuster (Z offset si tu a cela) , soit le débit général a ajuster. Et pour rappelle1 point
-
Avant d’essayer de changer cette courroie, il te faut comprendre pourquoi elle a lâchée.1 point
-
Salut, Je n'ai rien de plus à ajouter à ce que j'ai dit dans ce message. Le programme d'amorçage (bootloader) que tu as actuellement dans ton microcontrôleur, n'est pas "compatible" avec Marlin. Il faut donc le changer, avec un module USB, par exemple, un STlink, comme je l'ai indiqué précédemment. Ce n'est pas anodin, mais ça été réussi du 1er coup dans l'autre sujet que je mentionne.1 point
-
Pas si intelligent que ça le ChatGPT, il n'est pas fichu de me donner les numéros du prochain tirage de l'Euro Millions !1 point
-
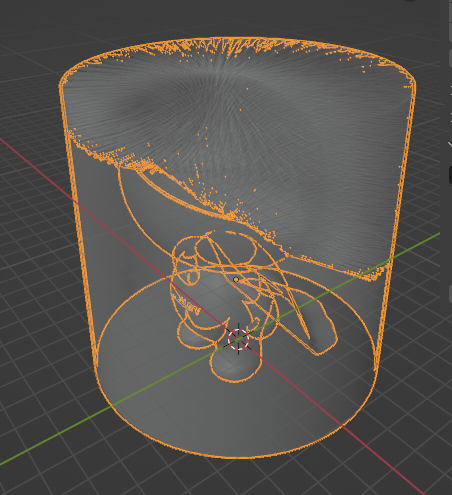
Une tentative de modification sous blender du mesh (je débute donc j'ai juste fait une sorte de crête via une sélection, subdivision des arêtes, puis mode sculpture ... ) https://www.crealitycloud.com/model-detail/640cd03c18deebd192c42dbb
 1 point
1 point -
Ta remarque est intéressante. Elle met le doigt sur un point important dans le débat. ChatGPT joue beaucoup sur notre tendance naturelle à l'anthropomorphisme(*). C'est même voulu de la part de leurs créateurs ce qu'on peut leur reprocher : ils auraient pu créer une interface ergonomique sans une interface prêtant à confusion à un dialogue avec un être humain par clavier interposé. * C'est percevoir dans des animaux ou des objets des caractéristiques humaines Ca nous est tous arrivé : face à une voiture, une chaudière ou une machine à laver en panne, de lui cirer dessus comme si "elle" avait une "volonté" de nous faire ch*er exprès au plus mauvais moment D'ailleurs la langue française favorise l'anthropomorphisme car, contrairement à l'anglais qui possède un genre neutre pour les choses ("it") tous les noms sont féminins ou masculins. De même, notre vision, optimisée naturellement pour les relations sociales et réagir rapidement en cas de danger, a tendance à nous faire percevoir des visages dans toutes sortes de formes qui n'en sont pas (nuages, veines de bois d'un meuble, ...) Une certaine dose d'anthropomorphisme ciblant les animaux peut être utile, pour éviter de les faire souffrir inutilement. En revanche l'anthropomorphisme ciblant les objets est un biais contre lequel il faut luter, mais là, on le favorise. Les machines sont des machines et il faut les traiter et les respecter comme tel. C'est à dire qu'il ne faut pas prêter de sentiments et d'émotions à une machine, mais aussi, ça ne sert à rien de crier ou être violent sur une machine qui ne fait pas ce qu'on veut car elle n'a pas de volonté ni de libre-arbitre. Ce qui m'énerve dans cette histoire, c'est que les personnes dont le rôle est de nous éclairer (journalistes, politiques...) nous encouragent vers ce biais. Non seulement par méconnaissance, mais aussi probablement parce que c'est plus vendeur, plus populaire... bref pour de mauvais raisons, ce qui est encore pire.1 point
-
Cela m'a surpris quand j'ai fait mes premières impressions avec la X1C: elle n'est au final pas plus bruyante qu'une Ender 5 Plus avant d'en changer la carte mère pour une Silent Board, et ce, même quand le ventilateur de la chambre fonctionne à plein régime... Avec un immense avantage à mon avis : elle imprime beaucoup beaucoup beaucoup (je ne suis pas sûr que ce soit suffisant) plus vite que l'Ender 5 plus (et encore, j'imprime en vitesse normale)...1 point
-
une petite photo du problème aiderai à le comprendre ...1 point
-
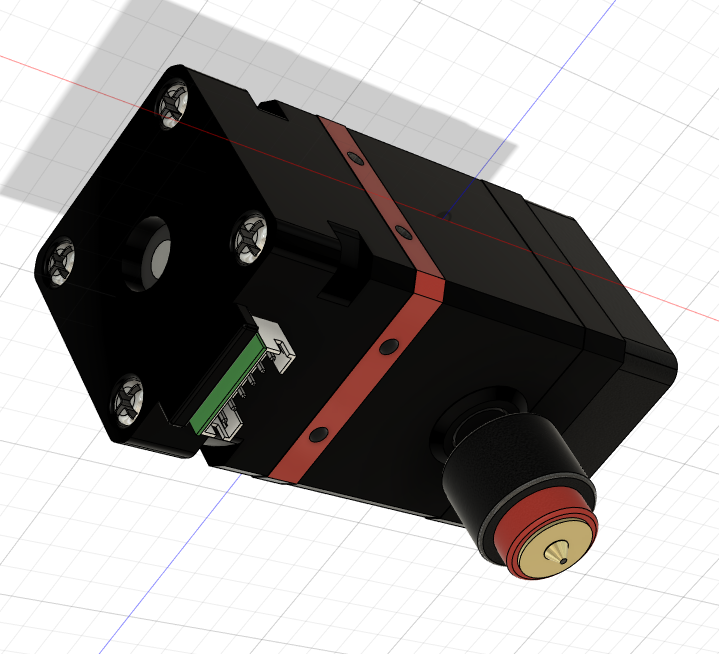
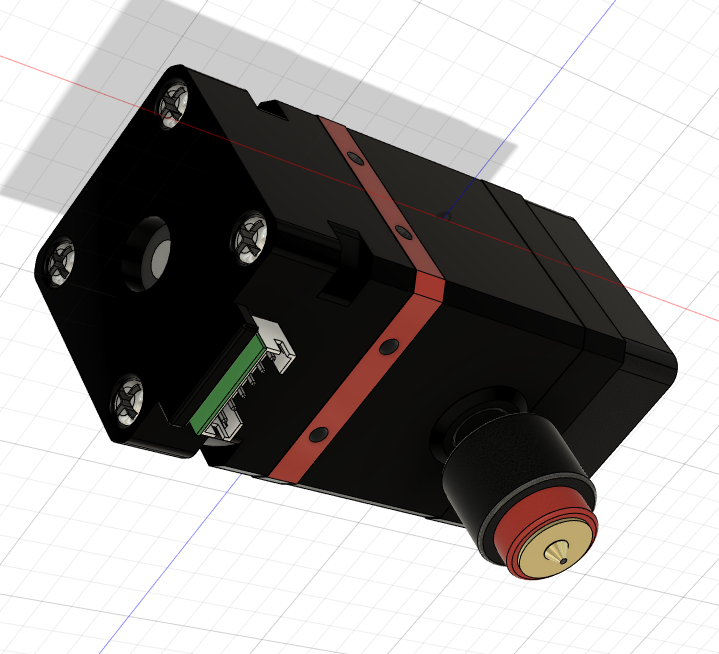
Suite au post de P_tite_tete j'ai revu mon sujet en prenant le nouveau extrudeur H2 V2S REVO. j’ai commencé à modéliser mes pièces pour adapter cet extrudeur, pas une mince affaire. En gros voilà le principe en 3D.
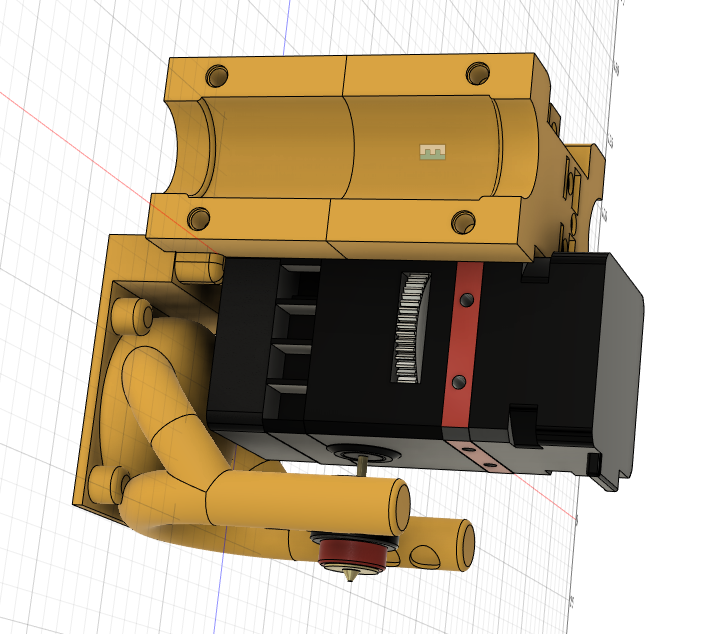
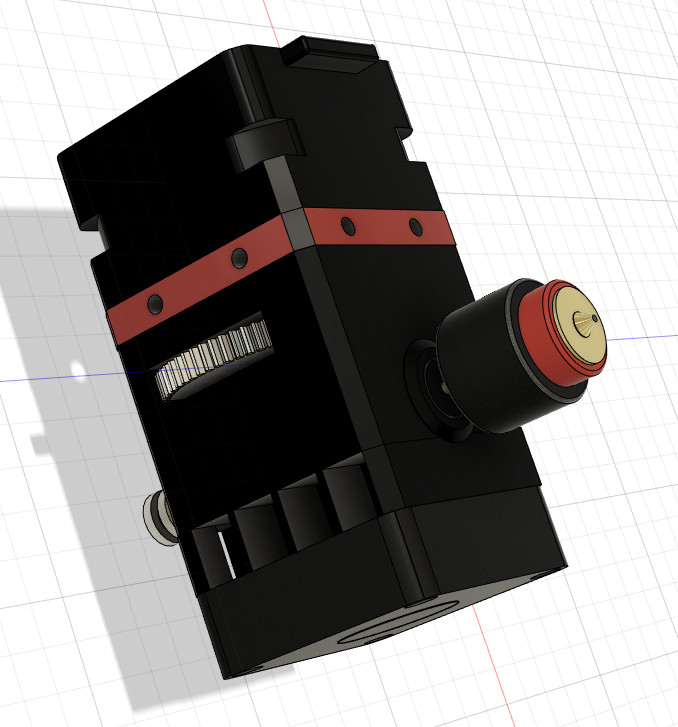 1 point
1 point -
Merci à @fvuichard et à @Savate pour vos conseils judicieux. J'ai fait un RAZ de l'EEPROM et refait le réglage du plateau, puis un Mesh Bed Leveling et … Le résultat est nettement meilleur. Je continue les réglages, merci encore, je commençais à douter. Certes, il y a encore des marques indésirables, mais en y allant par petites touches ça devrait s'arranger. Imprimé avec un plateau à 55° demandé (Cura), et ça tiens même une heure après l'impression, pfff j'y crois pas !
 1 point
1 point -
salut @Lefebvre59 il est en effet possible de mettre un extrudeur hemera il y aura quelques pièce a imprimer en PETG pour le support de l'extrudeur sur le chariot de la Artillery, si tu veux je peux te donner le lien du STL que j'ai retenue pour l'installation de mon extrudeur sur ma Genius Matrix trianglelab qui s'intall a 100% de la même façon que le Hemera. Dans les choix d'extrudeur possible, tu as : - Biqu H2 V2S et H2 V2 Revo @P_tite_tete a fait un support tuto d'install pour les X2 avec des STL fournit. - Matrix et Matrix Lite qui sont des système proche du Hemera mais un poil mieux cote conception et heatbreak - Et le Hemera Revo qui a l'avantage d'avoir des buse revo qui intègre buse et heatbreak en une pièce. Pour l'install sans modification de firmware mais a voir possible qu'il faille ajuste la position des Endstop.1 point
-
Moteur bien reçu, installé et tout semble bien fonctionner. Je n'ai pas eu besoin de modifier quoique ce soit au niveau câblage. Les impressions vont enfin pouvoir reprendre... Merci encore à tous pour vos aiguillages et conseils !1 point
-
voila @icky @ric80 @gagipro @polo89 j'ai mis a jour la première page pour le plus que proposer le firmware Marlin 2.1.2 avec gestion de l'input shaping j'ai juste passer par defaut les valeur de résonnance de 40 à 30 pour les AXE X et Y mais cela demandera malgré tout de les calibrer au plus juste pour ne plus avoir de ghosting en print. J'ai modifié dans marlin l'alerte pour que en démarrage de l'imprimante après flash Marlin ne soit plus affiché l'erreur "Error enabeling Leveling" mais un message en français indiquant "Merci de faire un ABL et un Z-Offset" cela sera plus parlant. Et j'ai mis le package complet qui permet de flasher les TFT en STM32&GD32 avec le config.ini preconfigurer et le fichier langue FR de façon a simplifié l'install pour tous. Le liens au github de Ciotto est mis aussi sur la page et des remerciement a @gagipro pour le taf effectué.1 point
-
Salut, J'espère que le SAV corrigera le problème. Quoi qu'il en soit et malgré ce qu'un SAV peut dire, il y a des lois et comme tu as peut-être pu le lire dans les liens que je t'ai adressés et les vendeurs doivent les respecter. Tiens nous informés de leur réponse. Les frais d'expédition sont à la charge du vendeur et si tu les as avancés ils dovent t'être remboursés. A+1 point
-
non comme indiqué sur mon profile en dessous de mon avatar je suis d'ile de france donc bien loin de toi1 point
-
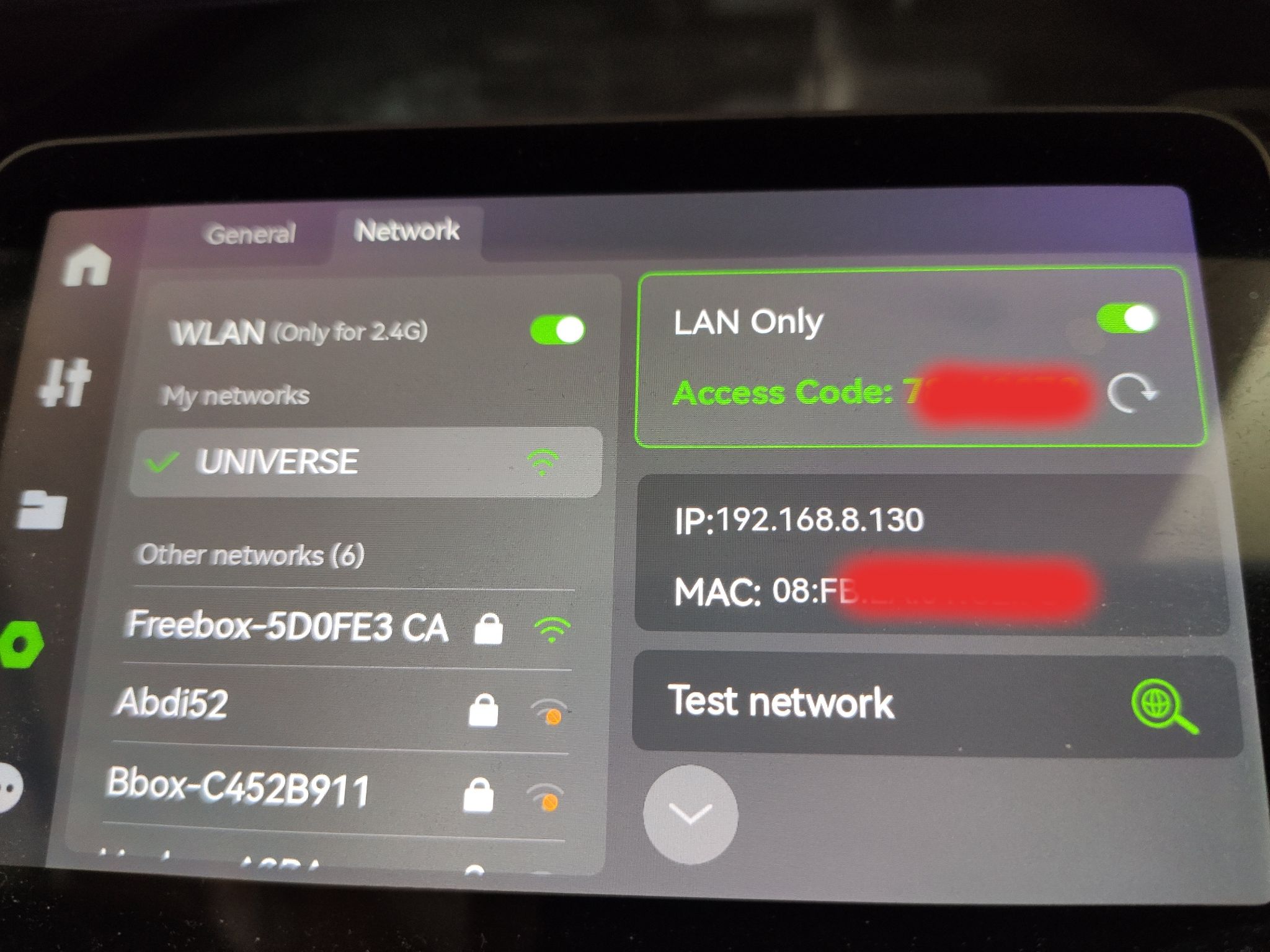
Quand le cloud est HS, on peut toujours imprimer mais c'est beaucoup + pénible. Impression par le réseau local (sans connexion au Bambu Cloud). Aller (une fois pour toute) sur l'imprimante et activer dans les options "Réseau" le mode "LAN IP". Celà coupe la connexion au cloud (et emêche Bambu Studio, la caméra, Bambu Handy de fonctionner, à partir de là). Noter le PASSCODE (genre "123A1234" affiché sur l'écran en dessous de la case à cocher "LAN IP"). Noter/retrouver l'adresse IP de l'imprimante (soit sur son routeur, soit dans les infos réseaux de l'imprimante sur le touchscreen, toujours au même). Ensuite, sur un PC, exporter le fichier à imprimer depuis Bambu Studio (en haut à droite, liste déroulante, export plate). A noter que le fichier est généré est donc "<filename>.gode.3mf" (il ne faut surtout pas le renommer en .gcode). Lancer un client FTP quelconque (genre WINSCP ou FILEZILLA). Créer un nouveau profile FTP avec : - hostname = l'adresse IP (dans mon cas 192.168.8.130) - port = 21 (soit le protocole "FTP" et PAS "SFTP" ni "SCP") - login = bblp (ce login est "en dur" dans l'imprimante et n'est pas configurable) - password = le PASSCODE (genre "123A234") noté à l'étape précédente Ensuite il suffit de déplacer le fichier .gcode.m3f à la racine du répertoire FTP (ne PAS créer de sous-répertoires, ce n'est pas géré à ce stade). L'impression peut ensuite se déclencher soit depuis le touchscreen (rien de spécial, le fichier transféré sera visible), soit en envoyant une commande via MQTT (mais là c'est une autre paire de manches). Tout ceci ne marche que en LAN IP mode. Impression par la carte SD Rien de spécial, juste la mettre sur un PC, placer le fichier <filename>.gcode.m3f à la racine de la carte SD (pas de sous-dossiers), lancer depuis le touchscreen de la X1C A propos des pannes du Bambu Cloud. Enfin, une précision importante : quand le Bambu Cloud est HS : c'est difficile de savoir qu'il est HS, mais ne faites par 36 essais, et arrêtez d'urgence votre imprimante, ou passez là en mode "LAN IP". En effet, cette semaine, tous les envois vers le cloud fonctionnaient (depuis Bambu Studio > Bambu Cloud), sans erreurs dans Bambu Studio, mais les impressions ne partaient pas côté imprimante. Perso j'ai relancé plusieurs fois au début (la première fois j'ai crû que j'avais mal clické et rien lancé, après, comme je venais d'installer la version LINUX et que je faisais tout sur LINUX, j'ai crû que çà venait de là, etc.) Une fois le problème Bambu Cloud corrigé par Bambu : toutes les impressions sont toujours dans une file d'attente et seront envoyées une après l'autre vers l'imprimante ! Du coup si votre imprimante est toujours allumée et n'est pas prête (genre il y a toujours une plaque avec une impression dessus), une 2e impression va quand même se lancer, puis une 3e, etc. (selon le nombre de fois où vous avez clické sur "Print" pendant le souci sur le Cloud) (certes çà peut tomber en erreur... mais çà peut aussi poser des soucis si vous aviez de gros objets toujours sur le palteau). Il n'est PAS possible de manipuler cette file d'attente et d'annuler des prints. Il vaut donc mieux avoir coupé son imprimante. Quand le Bambu Cloud revient en ligne, si l'imprimante est OFF, alors les jobs tomberont en erreur côté Bambu Cloud les uns après les autres (et ne seront pas relancés le lendemain quand vous relancerez l'imprimante).
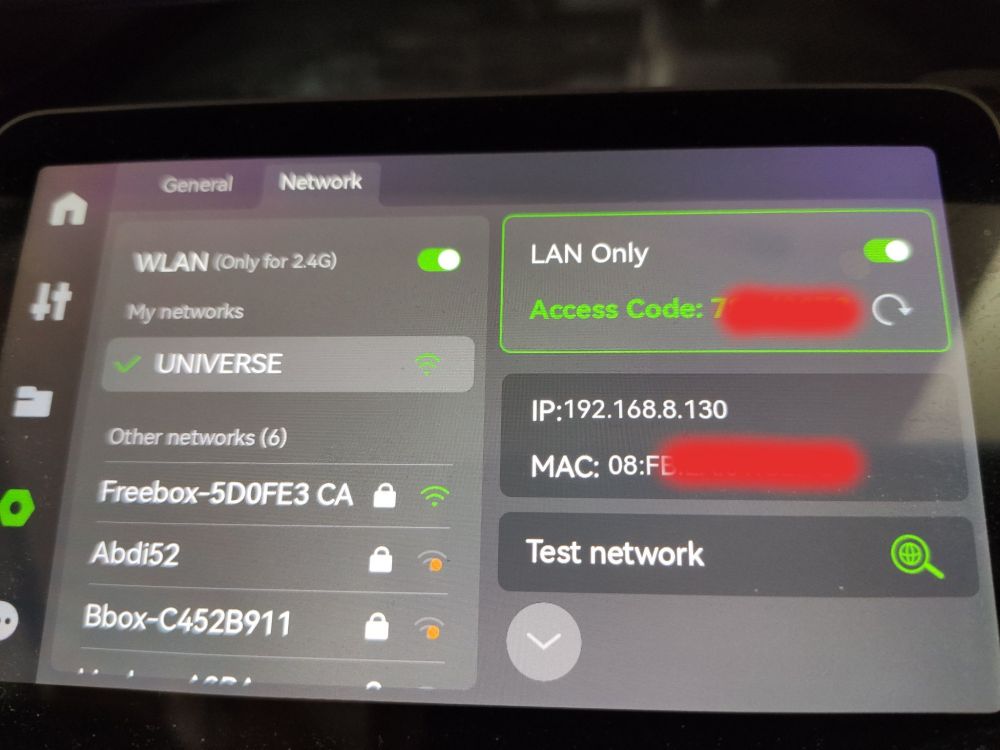
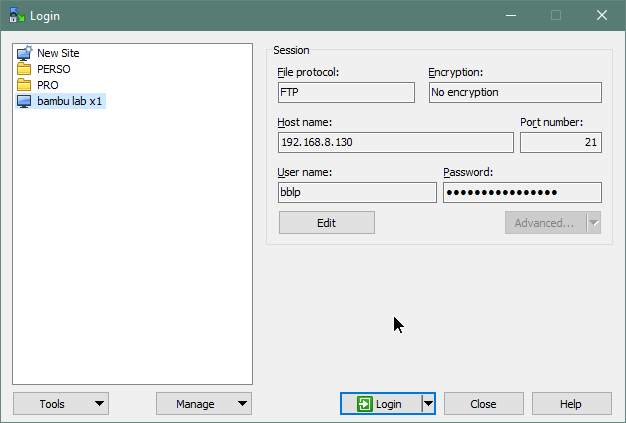
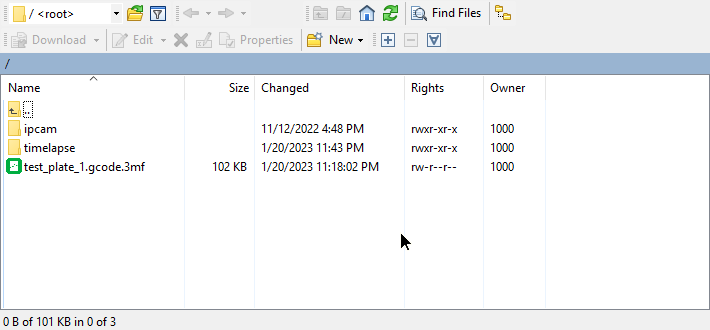 1 point
1 point -
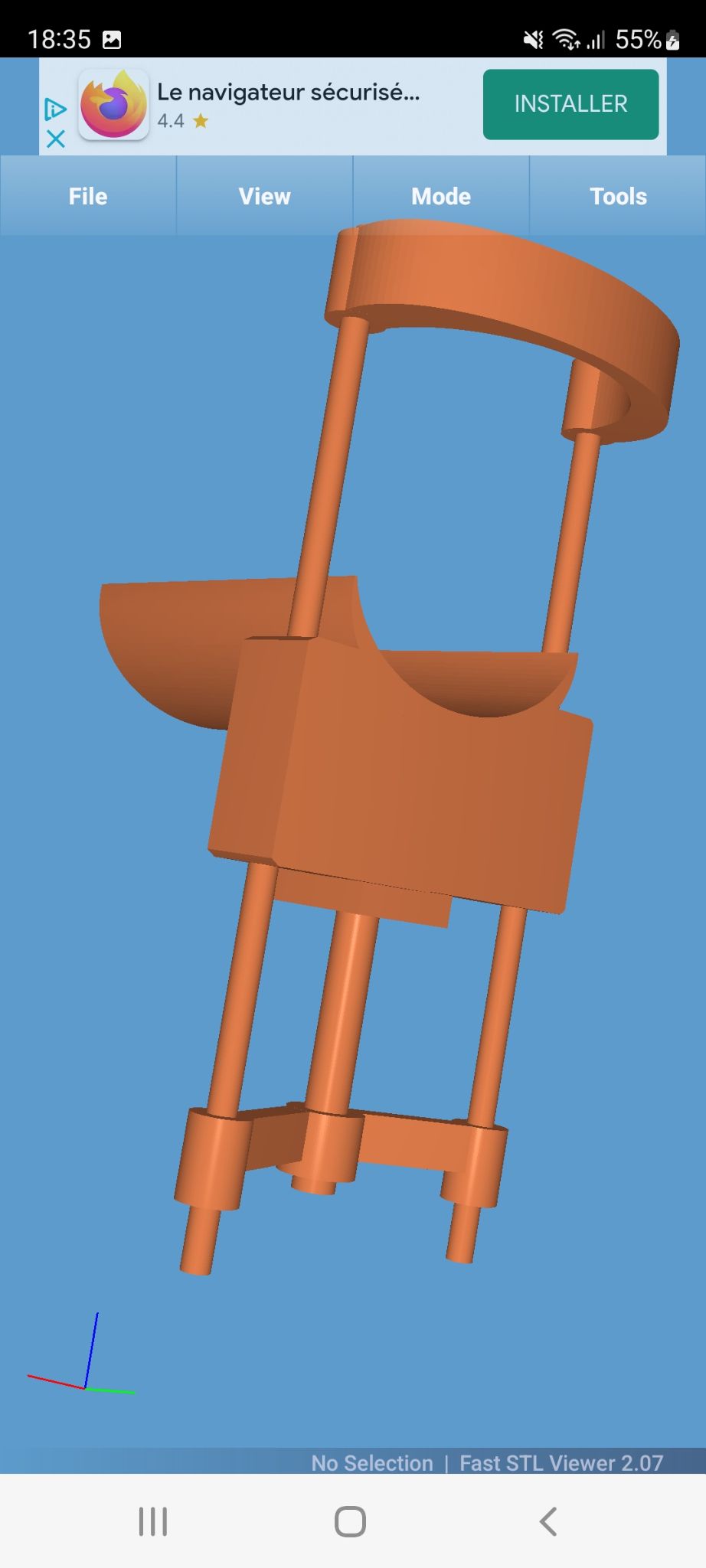
Rien d exceptionnel mais suite à une grosse entorse , me suis modélisé et imprimé une bequille "main libres"

 1 point
1 point