Classement




Contenu populaire
Contenu avec la plus haute réputation dans 20/04/2023 Dans tous les contenus
-
Je vais envoyer un petit colis chez Snapmaker, afin d'améliorer les délais de livraison: EN TRANSIT depuis le 20 février, dans le colis dix boites de dragées FUCA cela devrait suffire pour débloquer le transit.
 2 points
2 points -
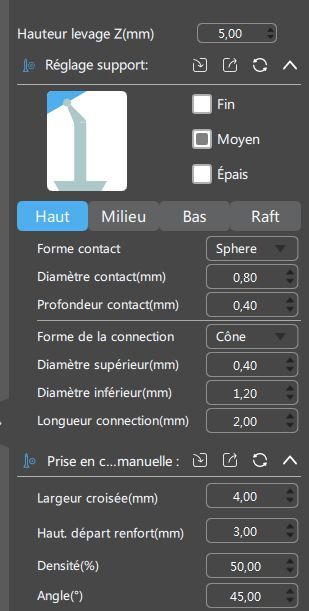
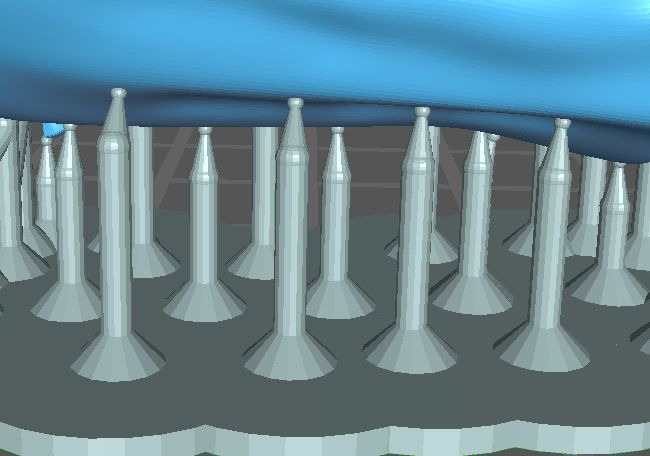
bonjour , je n'utilise pas Lychee slicer . essentiellement pour son manque de choix dans la fabrication de la pointe des supports . dans la version gratuite ,en tout cas . ton problème vient essentiellement de là. ton diamètre de la pointe des supports est trop important et elle doit trop pénétrer dans ton objet . vérifie l'onglet support et si tu veux utiliser lychee ,joue sur ces valeurs pour trouver le meilleurs compromis entre résistance des supports et taille des supports dans mon cas ,j'utilise chitubox avec des supports avec une boule , cela me permet de décaler le point de rupture des supports , ensuite il faut juste poncer la boule qui ressort de l'objet

 2 points
2 points -
En terme de vitesse y'a pas photo (bien que le firmware alpha avec input shaping pourrait bien réduire l'écart) Niveau qualité c'est moins flagrant mais je donne les Bambu gagnantes. Et à part le côté Open Source et Long Term Service, cette MK4 n'a pas de gros arguments (dans cette vidéo en tout cas).2 points
-
Bonjour à tous, Je vous partage un bon plan sur Humble Bundle. Une série de 149 modèles 3D pour 23.70€ au lieu de 1194.55€ pour encore un peu plus de 4 jours. https://www.humblebundle.com/software/dungeons-and-monsters-2-software Bonne journée1 point
-
Alors voici un...puits. C'est peu de choses mais c'est ma toute première belle création! Tenez: Et le lien:https://www.tinkercad.com/things/8dwAXshdt6I-puits Si vous avez besoins d'eau...1 point
-
Tu pourras mentionner notre forum qui généralement apporte de bonnes réponses Bonnes impressions Pour le «problème» Pronterface, il est possible que ce soit le firmware Creality qui mette le bazar. Certains firmware Creality (Marlin) ne gèrent pas correctement le retour des informations (M105). Avec Octoprint il y a un greffon qui permet de palier à ce «soucis» : https://plugins.octoprint.org/plugins/ender3v2tempfix/1 point
-
hello @sebicorv j'utilise Prusascliser v2.6 beta6 sans problème pour la SV06 + ou même Ideamaker ou cura la version est fournie sur la carte SD. j'utilise indépendamment chaque Slicer selon la complexité des pièces et des volumes. J'ai une nette préférence pour Ideamaker. je ne rencontre pas de problème sauf ma dernière panne ! qu'elle aventure ! ci-joint les config PrusaSlicer et Ideamaker pour cura la config et dans la carte SD sovol.zip1 point
-
Bah, il nous écrit qu'il n'est pas satisfait des dimensions de ses cubes, par exemple au lieu de 20mm il mesure 19,99 mm, il lui manque donc 1/100 de mm pour être à 20 mm, alors qu'en moyenne les imprimantes FDM sont précise à 100µ, soit 1/10 ème de mm, soit encore 0.10 mm, c'est déja bien comme tolérance, je trouve Je ne vois pas pourquoi ont fait état de "µ", au lieu de 1/10 ème, certes ça fait moins précis , moins commercial ......lol.1 point
-
Histoire de redorer leur image, ils envoient un mail par option acheté. Je viens d'en recevoir un pour la filtration et un second pour le quatrième axe. Avec un peu de chance ils vont mettre en place un vrai suivi de commande.
 1 point
1 point -
hélas tous les fichiers gcode sont visibles à la racine uniquement . nota sur la nouvelle TLD3 en 32 bits WIFI il est possible de visualiser les dossiers individuellement et de les imprimer en accès sur le WEB ! personnellement quand j'ai fini un projet j'archive dans un dossier tous les prints réalisés1 point
-
Bien vu Francis !! L'imprimante fonctionne nickel à présent ! Merci pour l'aide !!
 1 point
1 point -
Bonjour, J'ai encore fait quelques tests... Première chose, j'ai enfin réussi à faire fonctionner platformIO et à téléverser via la arduino avec un modification du fichier .ini. Ca marche super bien, et ça va beaucoup plus vite (25s de compilation contre ~10min avec arduino ide.... ) J'ai essayé de modifier le réglage de la vis, rien. J'ai augmenté le bltouch_delay de 1000 par défaut à 1300, rien. Ce que j'ai finalement fait, c'est désactiver BLTOUCH_FORCE_SW_MODE et activer #define BLTOUCH_FORCE_MODE_SET ce qui a réglé le problème. Je l'ai désactivé par la suite comme indiqué, et c'est bon. Pus aucune erreur, plus aucun comportement étrange, des premières couches superbe... Rien à redire... J'ai depuis diminué le délai à 400ms, et c'est très bien. Vraiment chouette. En tout cas merci beaucoup @pommeverte pour toutes les pistes que tu m'as donné! Je pense que sinon je n'aurais pas osé toucher à tout ça, et j'ai appris pas mal de choses. Je vais enfin pouvoir continuer tous mes petits projets... EDIT: Au final, après environ 20min d'impression, la sonde s'est remise en erreur. Impossible à régler, dès qu'elle tentait de se déployer elle flashait frénétiquement. Les resets n'y changeaient rien. J'ai essayé en décommentant le sw mode, ça ne flashait plus mais la machine ne reconnaissait pas la sonde, un peu inutile donc. Je suis finalement revenu avec sw mode désactivé et force_mode_set activé, et tout a l'air d'aller. Marlin préconise de ne pas laisser cette option activée pour ménager la sonde, mais je n'ai pas trouvé plus d'infos sur les effets que ça pourrait avoir...1 point
-
J'ai la flemme de regarder la vidéo, mais si certains se posent la question, ils pourront peut-être nous faire un résumé ensuite :1 point
-
Salutation ! En impression résine, malheureusement il est très difficile de ne pas obtenir des traces et petite déformation due aux placements des supports. ( Surtout avec les fonctions de supports automatiques ... c'est un art de savoir bien placer et juste ce qu'il faut de supports pour garantir une impression sans échec ni défauts ( je ne maîtrise pas encore ) ) Il faut aussi avoir trouvé la juste valeur d'exposition des couches pour la hauteur de couche et résine utilisé.... ( voir où tu en est avec les cônes de calibration de tableflip foundry https://www.tableflipfoundry.com/ ) Si tu n'as pas vu cette vidéo, elle souligne que les zones imprimées orienté coté plateau auront des défauts. Donc souvent l'on essai d'orienter pour avoir les défauts sur une zone sans importance ou pour faciliter en post-traitement un ponçage https://support.formlabs.com/s/article/Removing-Support-Marks?language=fr Aussi une vidéo sur comment supporter une base qui me semble a voir Enfin, je déplace ce sujet vers un sous forum plus adapté que celui normalement fait pour les Présentations. Tiens nous au jus et bonne continuation.1 point
-
Bonjour, vaste sujet que le scan ... regarde là , ils en parlent bien... https://www.sculpteo.com/fr/centre-apprentissage/les-meilleurs-logiciels-pour-impression-3d/applications-logiciels-scan-3d/1 point
-
Sujet intéressant pour lequel je n'ai pas de réponse. D'autres en auront probablement. J'ai juste déplacé celui-ci dans une section qui devrait, je l'espère, lui apporter plus de visibilité.1 point
-
Salut, d’après tes photos je pense que tu as un soucis avec ton extrudeur assure toi d'avoir bien calibré celui ci, regarde aussi du coté de la rétraction sur ton profit cura tu peut calibré celui ci à l'aide un print de calibration et pour finir si tu ne la pas encore fait une tour de température pour trouver ta température idéal1 point
-
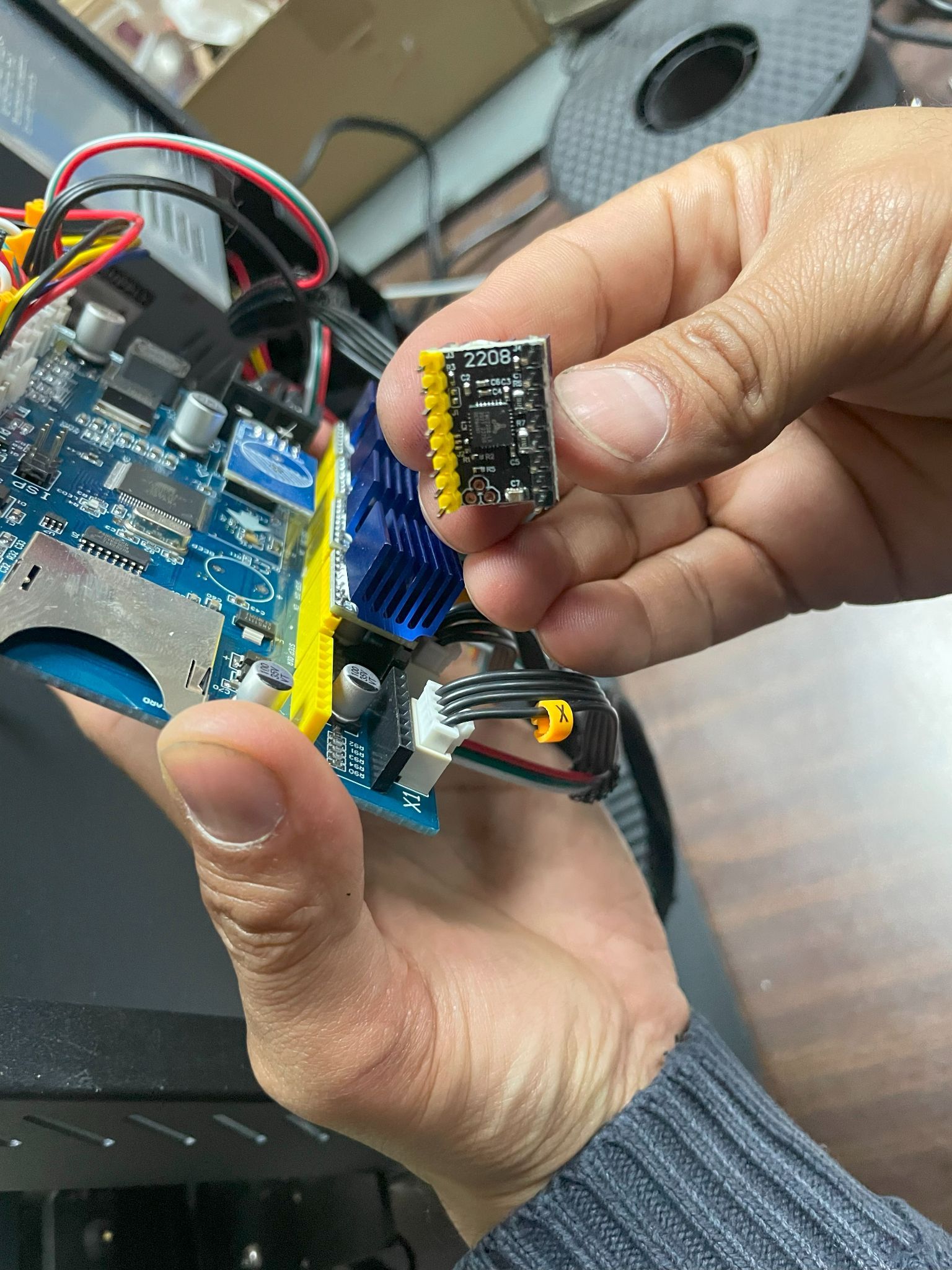
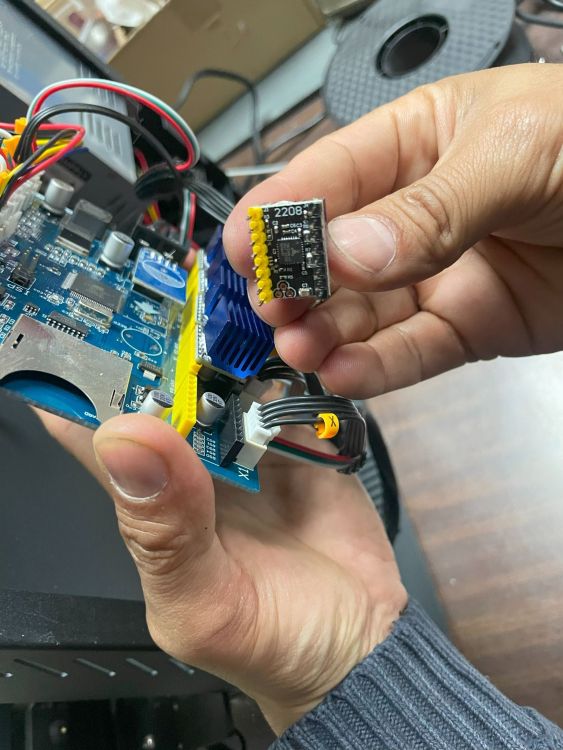
Ok il faut ouvrir le carter et vérifier que tous les driver de couleur bleus sont tous bien enfoncés ! cette panne est connue bien vérifier la connectique interne aussi sur la carte mère. Cibler la prise reliée sur la carte E1 de puissance, vous avez deux driver un pour E1 et un autre pour E2 bien enfoncer les driver bleus. dans cette situation il faut être attentif et tout vérifier. Si çà ne fonctionne toujours pas il est possible que le driver TMC2208 est HS si l'imprimante à déjà fonctionnée pour E1. A+1 point
-
le post processing est fait... D'abord un bain dans de l'isopropanol (pas frais, il a déjà servi), ensuite j'ai oté les supports, puis un autre bain dans de l'IPA propre (dans les deux cas avec agitation. Ensuite, j'ai séché avec de l'air comprimé, dehors, dedans puis dehors a nouveau... Ensuite, j'ai laissé posé pour 30 minutes... J'ai eu un petit problème de pneu baladeur avec l'air comprimé : le pneu s'est echappé et a roulé sur le sol sale du garage (le pneu était encore collant quand c'est arrivé) : j'ai fait mon possible pour ôter les traces, mais il en restait encore à la fin... Pour la cuisson aux UV, le fabriquant précise qu'une fois le pneu sec, il est mieux de le poser dans un récipient avec de l'eau (à défaut d'azote) pour les premières minutes d'exposition aux UV. J'ai donc fait 5 minutes aux UV dans l'eau, puis séchage, puis 25 minutes aux UV sans eau... J'ai aussi exposé l'intérieur aux UV avec une bande Led UV... Voici le pneu... Vous pouvez voir les traces dues à son échappée dans le garage... Je peux vous dire qu'il est très proche de l'original en termes de dureté... Et l'aspect de la bande de roulement est vraiment joli... Je ne montre pas la partie supportée, c'est définitivement pas aussi beau... Et les jantes sont prêtes... Cela ne le fera peut etre pas pour une étagère. Mais j'ai hâte de pouvoir essayer ça en roulage sur différents sols, sachant qu'il est vraiment très proche de l'original en termes de sensation dans la main...1 point
-
Et le premier print avec la deuxième résine candidate est fait.. . Reste du post processing... Pas mal de travail en perspective, et 3 autres pneus à imprimer pour le Hunter...1 point