Classement




Contenu populaire
Contenu avec la plus haute réputation dans 21/06/2023 Dans tous les contenus
-
L'idle gear du Big Bear n'apparaissait pas assez résistante en Nylon PA12 Le design étant toutefois validé, c'est sans appréhension que j'ai commandé une impression métal SLM. J'ai au passage fait la même chose pour le Super Wheelie... Les prints sont arrivés aujourd'hui Y a plus qu'à essayer dans les gearbox destinataires...2 points
-
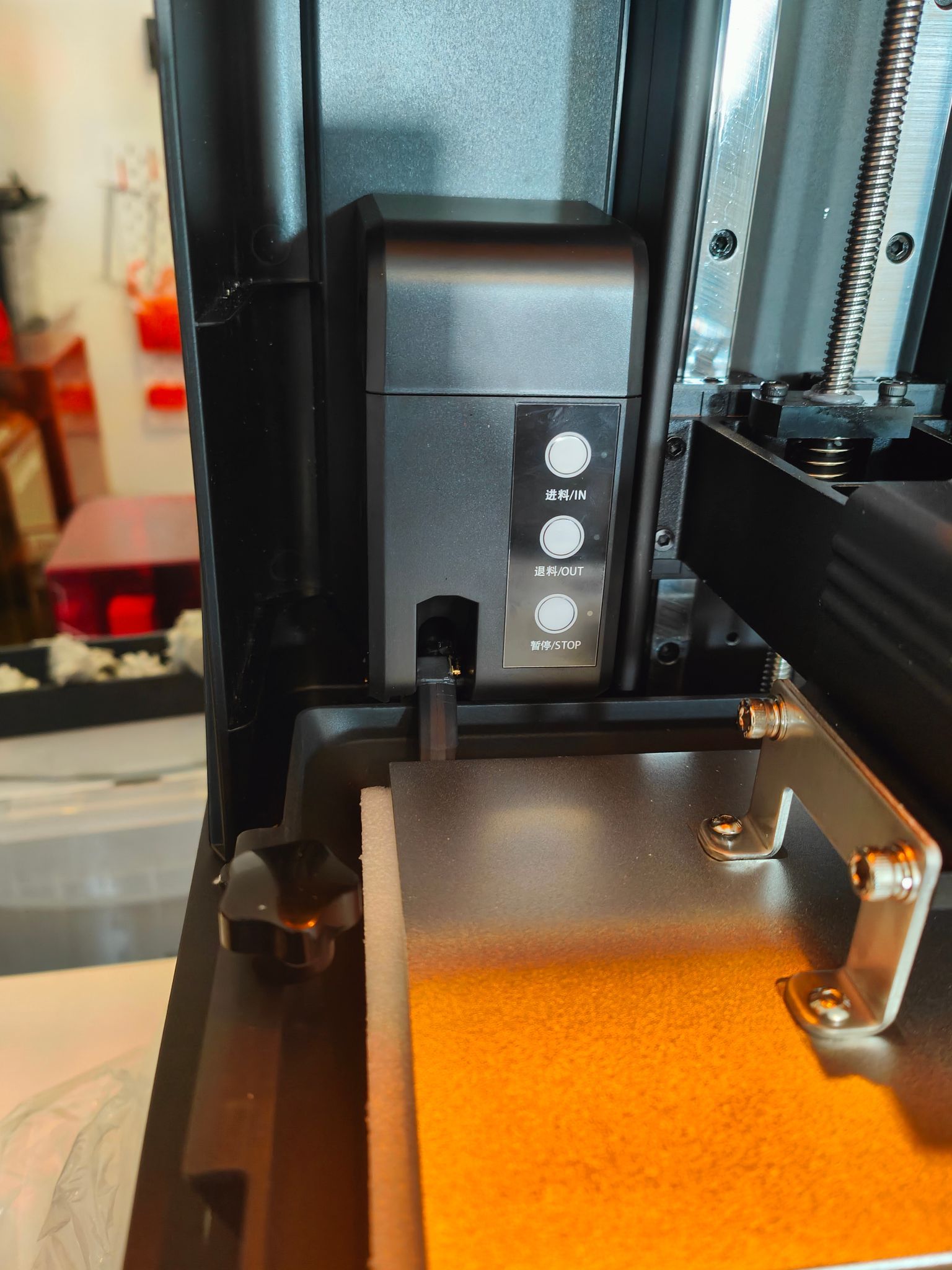
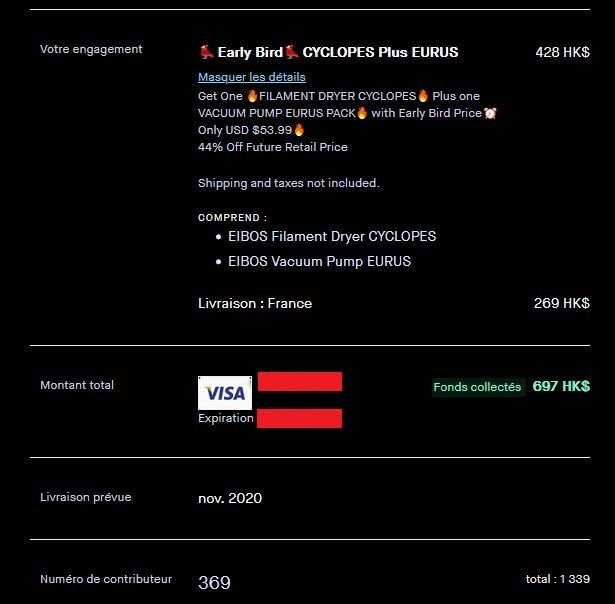
Ce sont les mêmes modèles que je possède (y compris les sachets et la pompe). <apparté> Leur Logo prend tous son sens en le tournant de 90° sens trigonométrique Récompense reçue en janvier 2021 (Cyclopes + sachets + pompe) à l'époque pour la somme de ≃ 700 $ HK ( = 84 € frais de port compris) Plus de deux ans après, il fonctionne encore très bien (le ventilateur de la box fait un peu plus de bruit mais ça reste raisonnable) </fin>

 2 points
2 points -
Eibos ? (j'ai leur «grosse» boite du Kickstarter d'il y a quelques années (+ sachets refermables et pompe à vide d'air électrique) et leur dernière boite mono-bobine, plutôt bien conçue d'ailleurs).2 points
-
ah jsuis pas seul à m'être foiré sur un refill2 points
-
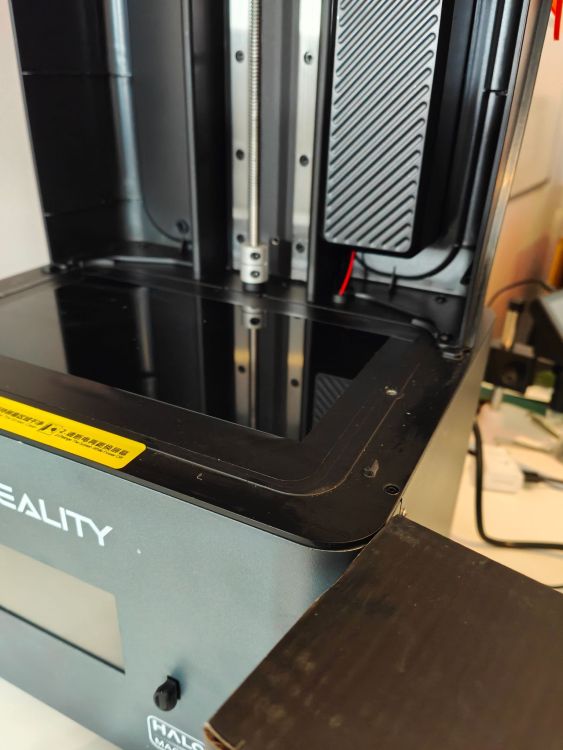
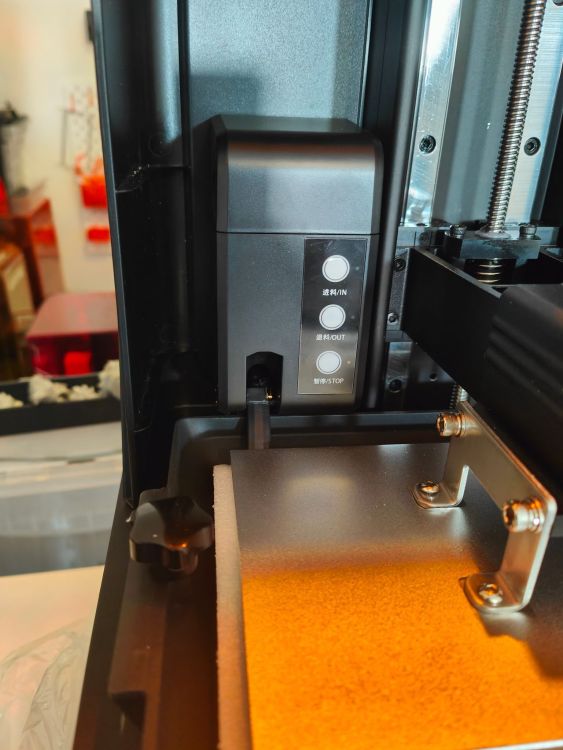
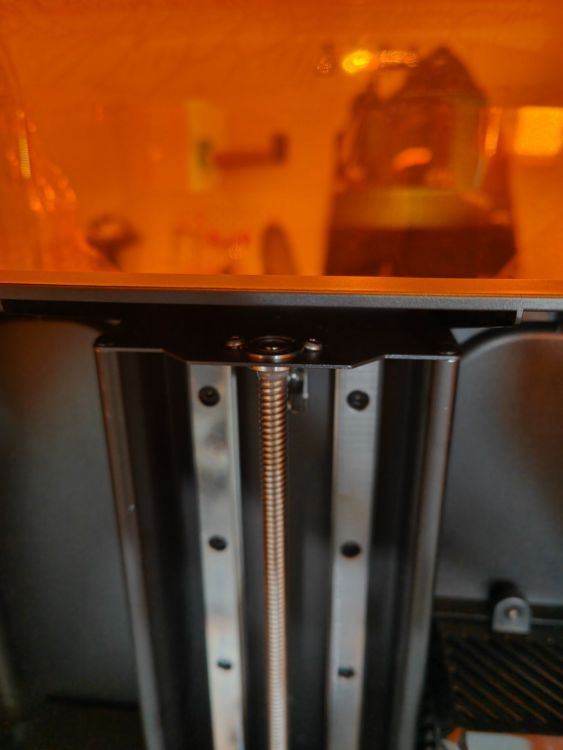
Hello les gars, le test de la Halot-mage pro commence ! Et si on jouait aux 8 différences ? Voilà quelques photos de la halot-mage : Voilà quelques photos de la halot-mage pro J'ai pu relever 8 différences VISIBLES sur les photos entre les deux machines(bon ok y'en a une qu'on voit pas vraiment, mais j'vous donne un coup de main, ça se passe sous la machine) pour le reste, j'ai clairement cherché à les prendre en photos. Je vous laisse chercher Trouvé : +1 port USB a l'avant ? +1 port RJ45 a l'arrière ? (indice : regardez au niveau des pieds des imprimantes - peu visible sur une) (indice : très visible sur une photo sur la droite des machines (indice : visible sur l'arrière) (indice : gros comme le nez de la figure, une des gadjets les plus attendus) (indice : un rapport avec le plateau) (indice : un rapport avec l'axe Z)






 1 point
1 point -
Bon ben voilà merci à toi PPAC ! tu as mis pile-poil le doigt dessus ! Groupe de ligne modifié (et oui, il y en a d'autre) maintenant tout est rentré en ordre C'est là tout l'intérêt d'une communauté solidaire, Un grand grand merci encore1 point
-
Petite vidéo d'une premier et plus petit colis ^^ Bonne surprise, la pompe est compatible avec mes sacs Amazon. C'est plus long qu'à la main mais tu te prends pas la tête1 point
-
Désolé, elle a un peu une bouche de babouin... Mais chose dite, chose faite !

 1 point
1 point -
Tu devrais avoir un menu init EEprom. Sinon, tu peux également imprimer ce fichier: initEeprom.gcode1 point
-
Salutation Là c'est (il me semble) l'extrusion maximum d'un coup autorisé (limite d'extrusion en une commande G1 ), donc en effet c'est pas le bon truc pour la distance d’éjection du filament lors d'un "filament runout" ou d'un "changement de filament". Il me semble que tu cherche un paramètres qui se trouve dans Configuguration_adv.h ( a vérifier mais il me semble que c'est du genre, ou l'un de ceux a coté de ) #define FILAMENT_CHANGE_UNLOAD_LENGTH 100 // (mm) The length of filament for a complete unload. cf https://marlinfw.org/docs/configuration/configuration.html#advanced-pause1 point
-
Bonjour a tous, Nouveau bon plan humble bundle avec une série de modèles 3D https://www.humblebundle.com/software/fantasy-3d-miniatures-the-complete-bundle-software?hmb_source=&hmb_medium=product_tile&hmb_campaign=mosaic_section_1_layout_index_3_layout_type_threes_tile_index_2_c_bardstale3dprintablebundle_softwarebundle1 point
-
Merci pour ton retour, Je vais suivre ton conseil et effectivement commencer par 100% de la Sunlu ABS like grise, je commanderais la Sunlu classique (et non plante) verte translucide, mais je ne l'utiliserais pas de suite car c'est pour un projet secondaire (des décors de Xenos WarHammer40K pour ceux qui connaissent).1 point
-
Bien vu le logo qui se lit !1 point
-
Je pense que @divers parlait du ping pong ingé-cout ? Je voulais juste souligner que la difficulté n'est pas dans le fait de faire une imprimante 3d de qualité, ça c'est facile pour n'importe qu'elle entreprise qui a des ingénieurs un minimum compétents, la difficulté c'est de la faire dans un cout raisonable avec une qualité suffisante. C'est bien la toute la difficulté, j'ai un de mes anciens apprentit qui travail depuis 2012 à peu près sur les logiciels d'imprimante 3d (https://3dceram.com/ à Limoges) dont certaines à plusieurs million pièce et évidemment c'est pas la même la, on fait pas l'économie d'un ventillateur à 5€ ou autre petites choses. Bambu/Prusa/etc... on est sur du grand public, en terme technique sur du bas de gamme, ou le nerf de la guerre c'est le coût, rien d'autre. La technologie encore une fois est trés simple, ce qui est difficile c'est la faire pas cher. EDIT: et donc évidemment que beaucoup de personne avec un minimum de bagage technique peuvent faire des améliorations utiles dessus leurs imprimantes.1 point
-
Trop fort EIBOS 3D Series X: Easdry EIBOS 3D Filament Dryer CYCLOPES Vacuum Bag + Vacuum Pump EURUS1 point
-
La licence Lightburn valable à vie mais ne bénéficiant de mises à jour que durant un an (renouvelable à moitié prix ) permet l'installation du logiciel sur deux matériels (trois en en faisant la demande gentiment via mèl au support). Sinon via son compte utilisateur, on peut désactiver un matériel pour permettre l'installation sur un autre.1 point
-
J'ai hésité à te piquer la technique du balai1 point
-
Dans mon cas, j'en ai encore faire venir 8 litres, vu que la dernière fois y'avais une rupture, j'ai du attendre deux semaines. La dessus, d'après moi c'est encore une fumisterie marketing, surtout que généralement les temps d'exposition nécessaire à la résine aux plantes sont supérieure, on use davantage l'écran et on consomme davantage d'électricité (même si en vrai, ça ne fait pas une grosse différence). De plus, mon test de résine aux plantes (c'était la marque Esun pas sunlu donc c'est peut être différent), déjà la résine aux plantes sentait EXTREMEMENT MAUVAIS, et la qualité du produit la rendait friable et maléable sur les petits élements, peut-être est-elle mieux adaptée au ponçage ou autre travail sur la figurine. En soit si elle est moins chère pourquoi pas mais je n'aime pas vraiment ça. Dans ce cas là, prends une verte justement pour tester. Autre sujet, je suis justement en train de faire des tests sur la Elegoo mars 4 DLP, j'ai donc utilisé de la résine anycubic DLP (60€/litre) sur les mêmes fichiers testé avec l'ABS like de sunlu, j'ai fait des figurines de la taille de la pointe d'une feutre (je ne plaisante pas), je dois encore passer tout ça sous microscope (mais je ne peux pas spoil à 100% le résultat du test :p), mais à l'oeil en tout cas, aucune différence de qualité ou de détails entre les deux. Autre sujet, vu que tu va débuter, peut-être serait-il sage de ne pas utiliser plusieurs résines, principalement pour éviter la corvée de filtre et nettoyage du bac, même si quand j'ai commencé, j'ai voulu tout essayer également pour trouver mes préférés, après maintenant je mélange tout ce que je trouve, même des résines aux propriétés différentes.1 point
-
@Serge62 Si jamais tu veux bricoler et que tu n'as pas peur de démonter ton AMS, tu peux regarder l'Hydra AMS : c'est une modification de l'AMS qui permet de loger des bobines plus grandes (jusqu'à 75 mm de large et jusqu'à 203 mm de diamètre) et plus petites (il y a des emplacements pour rapprocher les rouleaux) et qui comporte aussi d'autres améliorations. C'est vraiment bien conçu et bien détaillé !1 point
-
ouai mais j'aimerai savoir si il a trouvé une solution ?1 point
-
Ma 3eme imprimante 3D est la Artillery sidewinder II Elle est extrêmement silencieuse par rapport à mes précédentes, on peut imprimer sans gène avec l'imprimante posées sur le bureau juste à coté. Bonne qualité de fabrication et très simple à utiliser. (j'imprime des pièces pour mes ULM avec une précision au 1/10 de mm.)1 point
-
Bonjour, Depuis 2019 je duplique les semelles orthopédiques de mon dernier podologue avec du TPU (SainSmart Shore 95A, puis Filaflex 60A), pour avoir des semelles plus durables, plus nombreuses et moins chères. L'impression de flexible est assez facile en 95A mais en-dessous il faut forcément du Direct Drive et le résultat n'est pas toujours optimal. Depuis peu j'ai trouvé une autre stratégie pour utiliser l'impression 3D avec des matériaux encore plus flexibles : le moulage Il y a surement nombre de personnes ici qui le font déjà, mais je voulais partager mon expérience pour ceux que ça intéresse. J'ai fait mon premier gros test (après avoir fait un petit) avec du silicone Shore 30 et un moule imprimé en PLA. J'ai dupliqué la semelle droite que j'impime habituellement en TPU ou Filexflex. Etape 1 : La création du moule. Pour cela je vous donne le lien de la tuto YouTube que j'ai utilisé (un grand merci à son auteur d'ailleurs) : A noter cependant que si vous voulez garder les proportions en milimètres, utilisez plutôt la méthode de cette vidéo pour insérer le STL (aller directement à la 7:00 minute, si vous ne voulez pas voir chaque essai) : Etape 2 : J'ai imprimé les 2 faces du moule de ma semelle droite : 2*36h en 0.1mm sur buse 0.4mm sur ma Creality CR10S Pro v1, avec du PLA DailyFil Noir de 2020. Habituellement j'imprime mes semelles en TPU en 0.4mm sur buse 0.8mm, mais quitte à faire un moule qui sera utilisé plusieurs fois, autant imprimer au plus précis. (face inférieure) Etape 3 : Un petit coup d'antiadhérent, appliqué au pinceau (Glorex Trennfix, vendu par Amazon). Le temps se séchage est de 10 minutes, d'après les instructions sur la boîte. Cela ne laisse aucune trace et permettra de décoller le siliconne plus facilement. Etape 4 : J'ai scellé le moule avec des vis M4 et des écrous, que j'ai placé dans plusieurs trous de 5mm prévus pour ça. Cela permet de bien maintenir le moule de manière uniforme. Voici le trou utilisé pour couler le silicone. Le moule est fixé par des vis M4 avec écrous. Je le fais sous forme d'entonoir pour que le surplus de silicone ne coule pas trop sur le côté. De plus, il est préférable d'avoir un léger surplus, car le niveau baisse de quelques millimètres durant la polymérisation (notamment car il y en a toujours un peu, qui arrive à se faufiler dans la tranche du moule. Etape 5 : J'ai utilisé 133g de silicone avec un rapport 1:1 (moitié silicone, moitié durcisseur). Attention, c'est un rapport en poids et non en volume. Il faut donc utiliser une balance et non un doseur. Il faut aussi mélanger de longues minutes le mélanges et non pas quelques secondes, pour que le durcisseur soit bien en contact avec l'ensemble du silicone. J'ai versé en mettant le moule de biais et à la fin j'ai tapoté un moment avec un maillet en caoutchouc pour faire remonter les bulles d'air. Etape 6 : Le démoulage. Le flacon indique 3h de séchage à 23°C mais beaucoup plus si température inférieure (sans préciser le temps). Il fait 20°C chez moi. J'ai donc laissé 7h. Le résultat est nickel. A noter que je n'ai aucune "micro bulle" comme j'en avais sur mon cavalier la dernière fois (mon petit test avec un cavalier d'échec). Peut-être parce que j'ai fait un trou plus grand et tapoté durant le remplissage. Etape 7 : Les finitions avec un cutter pour couper les bords et le "socle" de remplissage vers le talon. Je suis plutôt content du résultat. Selon mes calculs (sans compter le moule, qui peut être utilisé plusieurs fois) cela me revient à 7€ la semelle, sachant que j'ai pris un kit silicone de 500g donc assez cher au kg. Avec un kit de 1-2-10kg c'est nettement moins cher. La semelle gauche étant plus grande, car avec une talonnette de compensation, ça me fait entre 16-18€ la paire (contre 170€ pour mon dernier podologue). Moins chère, plus rapide à faire (7h) et probablement plus durable (mes semelles en TPU durent déjà 2 ans, contre 6 mois avec mon podologue). J'ai fait cela avec une semelle, mais cela montre surtout que l'on peut créer facilement des objets eflexible avec une excellente finition, très solides (car pas de problème d'adhésien inter-couche), avec des dureté très faibles, même sans avoir de Direct Drive, notamment des pièces plus complexes ou plus grandes, pas toujours faciles à imprimer TPU. Cela fonctionne avec le silicone, mais aussi avec la latex ou le polyuretéhane par exemple. Bref, tout ce qui se moule à froid. J'ai utilisé du silicone vendu par Amazon, dispo en Shore 10, Shore 20 et Shore 30. Ici c'est du Shore 30 en 500g. Je testerai le shore 10 bientôt pour un autre projet. Lien : https://www.amazon.fr/caoutchouc-silicone-résistant-déchirures-utiliser/dp/B07H5QHRCJ/ref=pd_bxgy_img_sccl_2/259-6713338-3311144?pd_rd_w=3JcNZ&content-id=amzn1.sym.00d2088d-cac4-4001-9e97-31bf6e0209e1&pf_rd_p=00d2088d-cac4-4001-9e97-31bf6e0209e1&pf_rd_r=SRT3B04985284644V3NA&pd_rd_wg=rLzDR&pd_rd_r=8b914675-f31b-452c-9dbf-0b4cc81c842e&pd_rd_i=B07H5QHRCJ&psc=1 A noter aussi qu'il peut se colorer avec des colorants pour silicone, résine etc mais c'est pas top car jaune de base (j'ai essayé du bleu et ça a donné du turquoise). Il existe aussi des silicones blanc ou transparents, probablement plus adaptés aux colorants. Le silicone est aussi résitant à la chaleur, avec certains pouvant résistanter à plus de 300°C. J'espère que ce partage aura intéressé certaines personnes.1 point
-
J'ai fait ce cryptex. Je le trouve sympa, relativement propre, mais pas aussi beau que celui déjà présenté plus haut sur cette page. Sur celui présenté, on ne voit pas les stries d'impression, ce qui n'est pas mon cas. Peut-être les lettres sont à imprimer avec une hauteur de couche inférieure à 0.2 mm ?

 1 point
1 point -
Oui, qui n'est pas dans la liste du forum 2/3 oui et le 3ème c'est presque pareil Je pensais que ça durerait plus longtemps1 point
-
J'ai effectué 3 impressions avec la X1 toutes en PLA génrique la première impression est la spatule pour décoller les lignes de réglages sur le plateau. La deuxième est pour imprimer un bac pour récupérer les purges a l'arrière de la X1 la 3em est un astronaute bicolor or et noir. Du très bon travail rien a redire. Je me suis contenter de slicer les pièces et d'envoyer à l'imprimante aucune modification dans le slicer (Bambu studio) J'ai du quand même démonter l'AMS pour déboucher un PTFE vu que le retrait du filament ne s'effectuait pas. Bref Jean-Marie = Content

 1 point
1 point -
Je suis venu sur le forum car je vais me lancer dans l'impression 3D, et en plus par la résine donc je vais avoir 300K questions, mais là je vais pouvoir aider ! \o/ Une douche de sécurité (quand on est pas au boulot avec des douches spéciales) c'est d'abords rincer ABONDAMMENT à l'eau "froide" (mettez pas froide, mettez tiède enfin ce qui sort de votre pommeau de douche au plus vite !!!) Ensuite une fois bien rincer 5mn, passer à une solution savonneuse afin que les acides gras forment des micelles qui emprisonnent les particules... pareils, n'hésitez pas ! Et pour finir, un appel au centre antipoison n'est pas inutile, ne vous inquiétez pas ils vont vous laisser à la maison mais avec des consignes et enregistrer l'appel comme cela si la nuit se passe mal ils seront plus réactif.1 point
-
La principale différence entre l'architecture cartésienne et l'architecture core-xy, c'est le mouvement du plateau ... uniquement vertical en core-xy. On retire de l'équation l'inertie du plateau, qui non content d'être l'objet en mouvement le plus lourd, voit son poids augmenter au fur et à mesure de l'impression ... comme on veux pouvoir imprimer toujours plus grand, plus large et plus vite, ça prends de plus en plus d'importance. Les Delta, elles, ne sont pas non plus sans défauts ni contraintes, sont plus exigeantes en terme de hardware, difficiles a rigidifier et complexes a mettre en caisson ... par contre c'est le pied à regarder fonctionner. Je ne parlerais pas de technologie propriétaire ... les gars de Bambu Lab ont admis à demi-mots avoir ré-implémenté Klipper directement en C ... ce qui fait sens en terme de temps de développement et quand on voit l'utilisation massive du can-bus ou encore l'écran de contrôle identique de la Creality K1 qui elle, est intégralement sous Klipper. Il ne faut pas se leurrer, les imprimantes 100% open-source ont chacunes leurs spécificités ... principalement autour de la tête d'impression mais aussi de l'électro .... de plus en plus de marques font le choix de cartes déportées reliées à la carte principale par des nappes ... au final, l'évolutivité reste très subjective et plus souvent du fait des communautés que des fabricants, qui généralement sont déjà en train de bosser au modèle suivant. L'AMS, c'est l'accessoire dont tu ne pensais pas avoir besoin avant de t'en servir ... le fait d'avoir plusieurs couleurs ou matières à disposition, stockées dans un environnement étanche, c'est un confort d'usage non-négligeable ... par forcément pour imprimer des pièces multicolores, mais pour passer d'une matière une autre, ou même imprimer des pièces de matières différentes sur un même plateau. L'AMS a ses limites et contraintes quand même ... la taille et matières des bobines qui imposent parfois des transferts sur bobines vides (par ex, pas de bobine en carton, pas de bobines Amazon Basics, etc) et certaines matières qui ne sont pas compatibles avec l'AMS ... principalement le TPU mais aussi certains filaments très agressifs qui vont user prématurément l'AMS, ou cassants ... mais pour ces derniers, il est toujours possible d'utiliser les bobines sur le support externe, indépendamment de l'AMS. Pour l'ASA et l'ABS, tout dépends de ton environnement et de la taille des pièces, ce sont des filaments qui aiment avoir leur petit confort ... mais le caisson fermé et étanche de la X1 justifie à lui seul une bonne partie des 600€ d'écart, pour l'ASA et l'ABS mais aussi pour les autres filaments exotiques, pour les odeurs et autres émanations par toujours très bonnes pour la santé, sans parler du niveau sonore sérieusement réduit par l'utilisation du verre et du métal ... on peux certes imprimer/fabriquer son propre caisson, mais on n'arrivera jamais au même niveau d'efficacité. Et si le Lidar peux sembler gadget, la détection de spaghetti qui t'évites de te réveiller avec une imprimante remplie de filaments gâchés, c'est quand même un plus pas dégueu ... j'ai pu l'apprécier ce matin.1 point
-
La différence de prix entre la Prusa et la X1C est-elle justifiée? Les PRUSA sont plus chères de par leur modèle, le fait d'être précurseur, financer beaucoup d'open-source (hardware et logiciel). Bambu s'assied sur tout çà et sur le principe du "monter plus haut en grimpant sur les épaules des géants qui nous précédé", ils ont pu massifier / industrialiser / aller plus loin pour un prix moins cher (couplé à l'histoire du CEO et à leur expérience dans le domaine du drone au préalable). PRUSA a fait beaucoup pour l'écosystème, ils ont une offre très solide, mais à ce jour moins "clé en main" et finalement moins "innovant" (entre guillemets car çà reste light). Les PRUSA sont de très bonnes imprimantes, fiables, mais quand même + pour les makers. Les Bambu sont pour ceux qui veulent imprimer sans se prendre la tête. Et surtout, la différence entre la X1C et la P1P est-elle justifiée? (Je compte imprimer en ASA et ABS occasionnellement. Est-ce que la P1P se débrouille bien avec ces matériaux? Ce n'est pas très clair sur leur site) Pas vraiment justifié. Si petit budget ou si envie de customization => P1P, sinon => X1C. La P1P avec un coffrage (à faire soi même, ou à acheter, ou à imprimer, etc.) s'en sortira aussi bien que la X1C. Reste que la X1C est un peu + fluide à l'usage (meilleur écran, ...) et a un peu plus d'options (LIDAR, meilleure caméra), mais pas sûr que çà justifie l'écart de prix. Après encore une fois, la X1C est bcp + clé en main que la P1P. CoreXY (Bambu) vs. Cartesian XZ (MK4): Concrètement, qu'est-ce que ça change? Je ne comprends pas les gens (il y en a) qui opposent les deux. Une delta, oui, c'est différent, il y a vraiment des choses qui ne sont pas les mêmes (çà permet souvent d'imprimer + haut, etc.) Mais "cartésien XZ" ou "Core XY" : - les 2 sont en coordonnées XYZ dans l'espace sur 3 axes (mais les axes différent) - les core XY sont réputées (de par le principe de double courroie sur axes X et Y, d'où le nom) plus solides (tension continue sur les 2 axes et non pas sur un seul) et donc à la fois précise et à la fois à même d'encaisser de plus grandes vitesses / accélérations J'ai vu que les Bambu Lab utilisent une technologie propriétaire. Est-ce que cela a réellement des limitations en terme d'évolutivité par exemple? Très honnêtement, non. Le slicer (Bambu Studio) est full open-source. Tout un tas de choses sont closed-source (l'application smartphone, le firmware des imprimantes, ...), mais à l'usage ce n'est pas gênant aujourd'hui (ta Sidewinder a eu combien d'upgrades firmwares en 2 ans comparé à la Bambu (qui en a déjà eu un paquet)) Certaines pièces sont par ailleurs disponibles en "3rd party" sur aliexpress (hotend, plaque, ...). Les pièces de rechange "propriétaires" ne sont pas très chères sur le shop (mais pas toujours en stock) J'ai vu beaucoup de débats au sujet de l'AMS. Je n'ai pas un besoin particulier pour imprimer en plusieurs couleurs (mais je pourrais changer d'avis). Pour ceux qui l'ont, qu'en pensez-vous? Est-ce que ça marche vraiment bien ou est-ce que c'est plus galère qu'autre chose Un des intérêts (pour paresseux) est aussi le fait d'avoir quatre x N (N = nombre d'AMS) filaments prêts à l'emploi sans devoir constamment changer. Comme le dit souvent @Aezio. Et en effet, je change souvent de couleurs de filaments entre les pièces (selon leur usage, selon ce qu'il me reste sur les bobines, etc.). Quelles sont les pièces d'usure à prévoir pour les Bambu Lab X1C et P1P? (Est-ce qu'il faut prévoir un remplacement du bloc de chauffe par exemple)? - Plateau texturé PEI (si non fourni). Si pas de PEI, des tubes de colle d'avance. - Graisse pour lubrification - Tête complète alternative si changement de buse (0.2 éventuellement, 0.6 éventuellement - non pas pour imprimer plus vite, mais pour du filament avec particules de bois ou autre) - Un rail de LED supplémentaire pour mieux éclairer (j'ai mis du temps à trouver qq'chose qui me satisfasse). Le reste est + accessoire (sockets silicone pour hotend, ...) mais bcp se font des stocks de pièces de rechange "au cas où le fabricant disparaitrait et parce que les pièces officielles ne sont pas très chères, et histoire de les avoir sous la main si un jour c'est nécessaire"1 point
-
Salutation ! Fait nous des capture d’écran des supports et des photos du résultat pour des avis ... Pour moi, les temps d'exposition dépendent principalement de la résine utilisé (le lot, date de fabrication / date d'utilisation préconisé et environnement de conservation, si un mélange , ...) et de la température de l'environnement d'impression ne pas oublier de bien secouer la bouteille de résine. l'on peut éventuellement pour certain modèle 3D ajusté les durées d'exposition des couches surexposé ( l'augmenter pour les gros modèle pour être certain d'avoir une bonne adhérence plateau car qui dit gros modèles dit plus de forces pour les décollements du FEP donc il faut une base bien attaché au plateau ) voir aussi augmenter les durées d'exposition des couche normale quand on a des truc "fragile" mais forcement cela réduit la qualité des détails ... ( et bien noter qu'une couche trop exposé risque de trop coller au FEP ... donc d’abîmer plus vitre le FEP ... c'est donc une histoire de compromis Prendre aussi en comptes la vitesse de levage ( pour moi plus l'on va lentement plus la tension de décollement est répartie dans le temps et cela réduit les échecs ... mais c'est discutable / a tester )1 point
-
Hello Clairement, chaque résine a des paramètres d'expositions différents. Parfois ils sont sur la bouteille ou sur la notice fournie, parfois il faut aller voir sur le sites du constructeurs. Si tu débutes, il y a le logiciel Lychee Slicer qui propose des profils de résine utilisés par la communauté. Il suffira de renseigner ta machine et ta résine, il te proposera ensuite les profils les plus utilisés par la communauté. Note importante que tu sais peut-être : Ne lave pas la résine à l'eau dans l'évier, toute matière mis en contact avec de la résine liquide (même lavable à l'eau) doit -être stocké et jeté en déchèterie (en gros, bac de lavage... je recommande quand même avec un chouya d'alcool ménager au minimum, que tu utiliseras à chaque fois jusqu'à saturation du liquide)1 point
-
Hello, personnellement sur ma phrozen justement je n'ai pas distingué la moindre amélioration avec une résine siraya tech par rapport à mes résines habituelles. La fast navy grey est extrêmement belle, mais d'après moi, c'est plus la couleur en elle même qu'une réelle amélioration de texture. Pour ma part, j'ai trouvé une amélioration avec une résine abs-like de chez sunlu, ça tourne autour de 20/25€ selon les périodes et la quantité que tu va en commander. Concernant l'avis de Polyworkshop sur les résines à l'eau, je ne suis pas vraiment d'accord sur le principe de "qualité", bien que je partage son avis sur le marketing. J'ai utilisé de nombreuses résines à l'eau, mais de la même façon que des résines normales (nettoyée à l'alcool) et elles sont assez jolies, (en tout celles de la marques sunlu, pas chère du tout), on notera surtout un effet mouillé qui perdurera plusieurs semaines/mois, on aimera/aimera pas. Je suis également en train de tester la résine 8K de phrozen et la résine DLP blanche de chez anycubic, pour le moment, j'ai vraiment du mal à trouver qu'il y a des résines bien meilleures que les autres, bien que j'admet qu'il y a des résines mauvaises, mais pour moi il y a deux types de résine : La bonne La mauvaise (je me retiens de faire un sketch des inconnus). Bref, en tout cas je fais actuellement des bench entre mes 4 imprimantes avec de la sunlu abs-like et je ne distingue pas de différence sur les figurines faites avec la aqua grey 8K ou la DLP anycubic (bien qu'elles soient très bien, la DLP anycubic est liquide comme du petit lait, mais à part ça...)1 point
-
Salutation ! En fait il faut noter que "8K" donne une information sur le nombre de pixels de l’écran mais pas sur la finesse des pixels. Comme tu à une Phrozen mighty 8K tu cherche donc une résine pour une résolution de pixels de 28 µm. ( il y a une typo "Prhozen" vs "Phrozen" dans la liste des imprimantes de ton profil ... ) Personnellement je n'ai pas encore suffisamment de recul donc je parle sans savoir. J'ai principalement utilisé des résines Anycubic "Basic" et Anycubic "ABS-Like resin+" qui me donne je trouve de bons résultats. Mais il semble que Thomas de PolyWorkshop https://www.youtube.com/c/PolyWorkshop/videos ( qui est aussi le "boss" de mango3d.io donc de Lychee Slicer https://www.youtube.com/@LycheeSlicer/videos ) a une préférence pour la "SIRAYA TECH FAST ABS-LIKE RESIN" - "Navy Grey" ( https://siraya.tech/collections/europe/products/fast-abs-like-grey?variant=40080399761517 ) voir la vidéo et il dé-conseil fortement les résines "lavable a l'eau" là voir Mais dernièrement les fabricants comme Elegoo, Sunlu ou Anycubic ont sortie de nouvelle résines et donc les nouvelle "formules" change peut être la donne.1 point
-
Salutation ! Oui les débuts en impression résine sont pas forcement simples. ( Penser a remettre le couvercle de l'imprimante quand on détache l'impression du plateau pour éviter dans le cas d'un petit morceau qui vole de le retrouver dans le bac de résine et de devoir le filtrer, utiliser un plateau que l'on passe sous le plateau avant de le détacher pour ne pas mettre de goûtes de résine partout, avoir un bon stock de sopalin déjà découpé prés a l'usage, les bac de rinçage déjà ouvert, ... ) C'est selon les résines et du résultat du nettoyage. Pour de la Phrozen 8k, d'après les doc c'est pas plus de 30s dans un nettoyeur a ultra son ... pour certaine Siraya Tech 4 a 5 minutes en trempage dans l'IPA ... il faut regarder les doc ou guide fabricant quand il y en a ... ( exemple https://siraya.tech/pages/support ) et considérer que plus tu laisse tremper l'impression dans l'IPA, plus l'IPA a le temps de ramollir la résine durcie donc d'éventuellement changer les rendus de surfaces, les truc très fins. Si mon impression sort complète, que je ne voie pas de fuite et que si je passe une spatule en silicone je fond du VAT semble bien lisse, alors personnellement je laisse dans le VAT sans filtrer (éventuellement plusieurs semaines, mais bien avec le capots voir avec un truc en plus pour protéger des UV). Mais comme beaucoup de résine sédimente ou formes des phases si on les laisse plus de 12h, alors il faut prévoir une spatule en silicone (pour ne pas trop rayer le FEP) et bien mélanger la résine avant de lancer une autre impression. Oui quand l'IPAse trouve saturé de résine et donc que cela ne nettoie plus top top ... et la c'est encore tout une histoire ... car pour recycler de l'IPA c'est pas forcement rapide (exposer au UV, laisser sédimenter, filtrer se qui donne un IPA plus propre mais qui reste souillé de résine et donc collant et qui nettoyer moins bien) ni sans risques ( si on le distille )1 point
-
https://www.amazon.fr/10-alcool-isopropylique-99-9/dp/B005J4C8M0/ref=sr_1_11?adgrpid=124156813423&dchild=1&gclid=Cj0KCQjw7MGJBhD-ARIsAMZ0eevLaxzryh8h03VDKhgphFXcowIGp5eZ2b0mKr5q4Y_ia3ay_SDLelcaAqdQEALw_wcB&hvadid=537504780680&hvdev=c&hvlocphy=9055106&hvnetw=g&hvqmt=e&hvrand=17478691470332475369&hvtargid=kwd-871792166320&hydadcr=29582_1711210&keywords=alcool+isopropyl&qid=1630596015&sr=8-11 74,45 les 20 litres d'ipa soit 3.72 € le litre et la purification est moins alambiquée1 point
-
Bonjour, L'éthanol (bio ou pas) est miscible avec l'eau, en dehors de la distillation point de salut. (En méthode simple).1 point