Classement




Contenu populaire
Contenu avec la plus haute réputation dans 26/09/2023 dans Messages
-
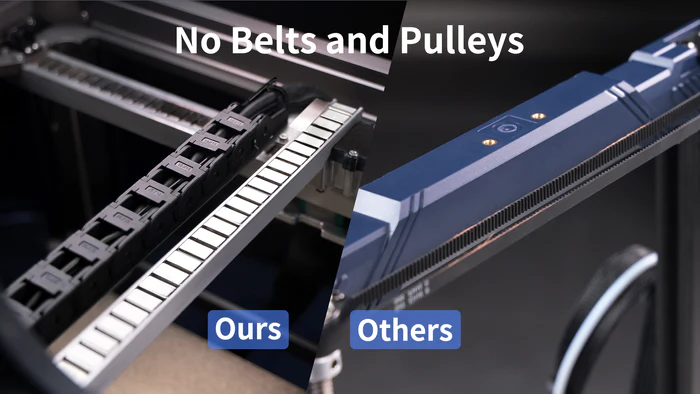
Connaissez vous Peopoly ? Si oui, vous devez connaître ce fabricant pour ses imprimantes résines Phenom assez couteuses, les seules qu'il produisait à ce jour. Ils viennent aujourd'hui d'annoncer et de lancer les précommandes pour une imprimante 3D FDM à un prix alléchant pour des performances alléchantes. Celle-ci se nomme la Magneto X MagLev, nom pas terrible il faut bien l'avouer. Déjà première chose, oubliez les 500 mm/s de votre Bambu Lab ou les 600 mm/s de votre Creality K1. Ici, on passe à 800 mm/s en impression et 1500 mm/s en déplacement, avec des accélérations à 22 000 mm/s². Comment font-ils ? Grâce à leur système non pas CoreXY mais MagXY. Ici, pas de courroie ou de poulie, mais des aimants et des moteurs linéaires à lévitation magnétique (c'est Google traduction qui traduit ce système, mais ça semble correspondre). Sur les axes sont disposés des aimants et le moteur va se déplacer au-dessus de ces aimants avec très peu de frottements, tout en limitant le nombre de pièces mécaniques (pas de tension de courroie à faire, moins d'usure, etc.). Sinon qu'avons-nous d'autre ? Surface d'impression de 400 * 300 * 300 mm Précision de 3 µm, notamment grâce à leur système de moteur à lévitation magnétique Un débit maximal de 60 mm^3/s Compatibilité avec les buses type E3D V6 volcano Autoleveling en 48 points 4 moteurs indépendants pour l'axe Z Température max de la hotend de 300°C et de 130°C pour le plateau Caméra 1080p 30 fps Fonctionne sous Klipper et avec Orca Slicer, car Peopoly est sponsor du projet Orca Slicer Écran tactile couleur de 7 pouces Enfin, derniers détails (prix, options, etc.) : Le prix sera de 1999$, mais il est actuellement à 1399$ pour les précommandes La machine est vendue de base non fermée, il faut acheter dans la boutique la fermeture sur les côtés (69.99$) et dessus (139.99$) Le ventilateur auxiliaire est également en option à 49.99$, son design est différent des autres (une sorte de turbine horizontale) Aucune idée de la qualité finale de la machine, l'avantage c'est qu'il ne s'agit pas d'un constructeur sorti de nulle part. Dans tous les cas j'adore l'idée, merci pour les innovations comme ça pour des machines avec un prix "accessible".
 3 points
3 points -
En effet, les liens n'ont pas fait long feu.. mais on a eu le temps de choper les infos pour faire nos fiches techniques : Artillery SW X3 Pro Artillery SW X3 Plus3 points
-
Après avoir baissé le K-factor et fait une calibration c’est tout beau … @rambouze et moi avons été convaincus par ta présentation de la Bambulab du coup au revoir la SR et la V400 … et je regrette pas du tout
 3 points
3 points -
C'est un serpent ?3 points
-
Bon les ptits jeunes, vla une valise qui a du vécu et les autocollants n'ont pas tous résistè : Je l'ai eu il y a environ 50 ans et c'était déjà une vieille valise.
 2 points
2 points -
Voila un premier de fait, faut encore le salir et lui mettre du sang mais faut que j'achéte de la peinture rouge.
 2 points
2 points -
Avec ce genre d'autocollant tu va vite la retrouver...2 points
-
oui c'est l'équivalent d'un 3B+ avec 512 K de ram2 points
-
Salut, Franchement, si tu veux une valise qui se distingue des autres, tu as une solution assez simple: rapporter des souvenirs de voyages2 points
-
Hello, Reçue ce matin. Je ne peux pas mettre une autre vue car il y a des inscriptions sur les autres faces. H = 27 cm. Quoi qu'est ce ?
 2 points
2 points -
vla-ti-pa qu'on va devoir faire un téléthon pour t'acheter des fringues.2 points
-
J'anonymise. Ca dépend du parterre, si ce sont des orties ou des cactus, il est évident qu'on va essayer d'éviter.2 points
-
Bonjour à tous, - le chargement de filament ne se fait pas automatiquement, il faut pousser le filament dans le tube juqu'à la tête d'impression. - écran tactile, pour cette taille d'écran c'est pas toujours aisé (je préfère la molette) - manque d'information lors du début de l'impression (plus de barre de progression chauffage plateau, chauffage buse...), juste un écran figé qui vous dit d'attendre ! - le feeder c'est plus la même technique de chargement - pour un produit vendu en France !!! Gros bémol les menus sont en anglais et impossible de mettre en Francais @+ Eric.1 point
-
Pour présenté un petit projet fait vite fait pour le fun, je me suis mit au Wing Foil cette été, j'ai donc trouvé un Foil sur le bon coin. mais je n'avais pas de planche. j'ai donc ressortie mon très vieux surf de mon adolescence, j'ai donc modélisé et imprimé un boitier US box pour y fixé mon foil de 80cm de haut j'ai renforcé la planche qui était bien fatiguée avec deux bout de contreplaqué, le tout juste collé avec de la colle polyester, je n'ai pas utilisé de fibre de verre (travail vite fait mal fait quoi, mais on était presser de tester le foil ) il n'y a pas de vent en ce moment, donc on a fait une sorti en wake avec, tiré par un zodiac. ca marche du feu de dieu!!!! 75kg, en porte a faux sur l'avant du surf (ma position sur le surf place mon poids environ 50cm devant la fixation du mat) même au pumping, ca n'a pas bougé on a quand même prit 20 nœuds en pointe, fini par un gros splach quand je refait une sortie je met une vidéo pour montré le truc, pour ce rendre compte des effort qu'il y a sur cette piece pour info la pièce sort de ma x1, il a été imprimé avec le PETG basic bambu, avec 6 parois pour la solidité


 1 point
1 point -
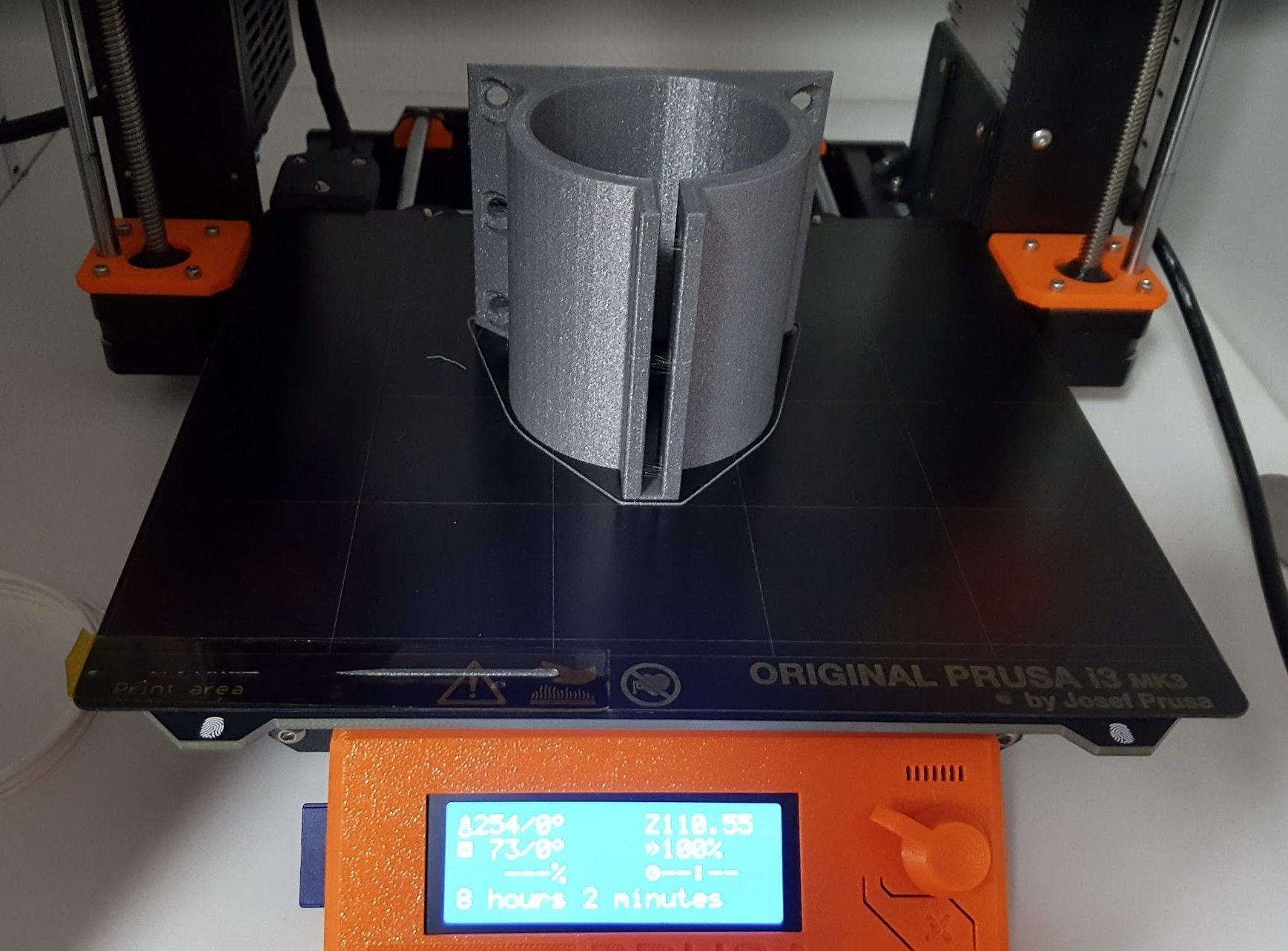
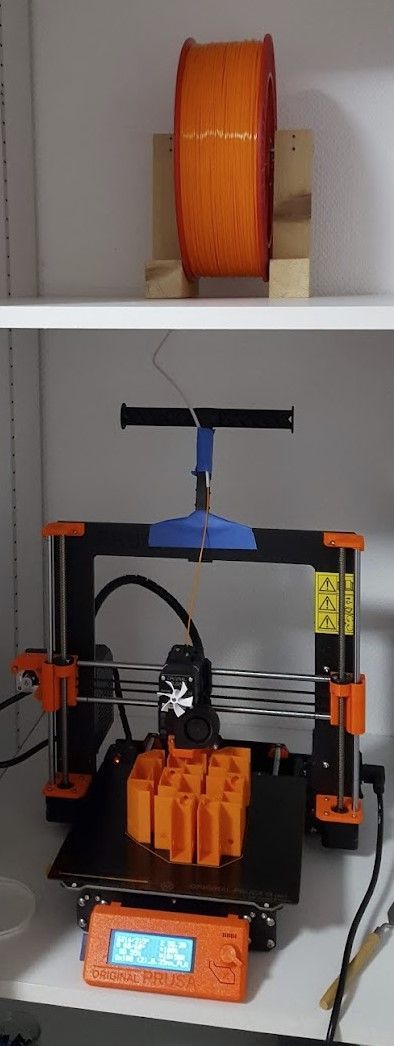
Mes imprimantes ne sont pas en caisson, mais dans un dressing (mon bureau est une ancienne chambre). Pas de problème pour imprimer de l'ABS durant des heures, comme le montre cette vieille photo de 2019 : Pour l'anecdote, cette pièce avait "foiré" à 9 minutes de la fin, à cause du capteur de vitesse du ventilo qui s'est sectionné. L'imprimante est resté en pause toute la nuit avec le plateau à 110°C. Au petit matin j'ai pu désactiver le capteur et reprendre l'impression comme si de rien était. D'ailleurs cette config est un bon exemple d'utilisation du scotch bleu. que j'ai utilisé pour tenir un tube PTFE servant de guide filament par le fond du placard.
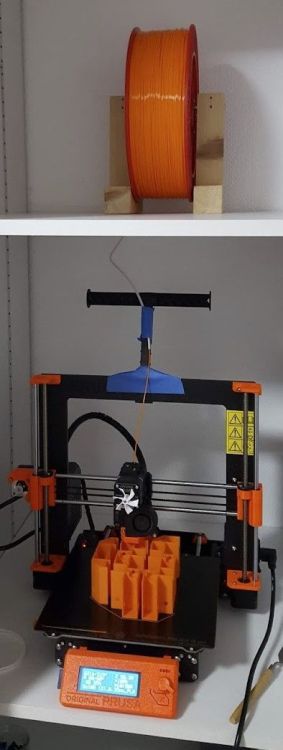 1 point
1 point -
une Creality Ender 3 Neo Max SE ?1 point
-
fiché S directe1 point
-
Il ne faut pas fragiliser la valise... elles sont maltraitées notamment celles qui vont en soute. Un nettoyage non agressif chimiquement et une peinture c'est ce qui reste le mieux je pense.1 point
-
Aucune idée pour la Disco Ultimate (ma première imprimante était une Dagoma Discovery 200 (2015)). PS: quand tu veux citer un utilisateur, tape l'arobase (@) puis commence à saisir son pseudo, au fur et à mesure de ta frappe tu pourras cliquer sur son pseudo (par exemple: @Skwal ). Si tout s'est bien déroulé, le pseudo apparait sur fond bleu foncé => il reçoit alors une notification et peut y répondre (ou pas ).1 point
-
Tu as toutes infos sur le lien précédemment donné (celui de @Guilouz), Cyril de son prénom est français mais dans un soucis de plus large public ne publie qu'en anglais sur Github Dans le même genre que KAMP, avec des versions Klipper / Moonraker / … «vanilla», il existe aussi cette possibilité : Klippain (qui offre d'autres fonctionnalités)1 point
-
Pas sûr Sur mes imprimantes fonctionnant avec Klipper, j'utilise généralement KAMP qui ne palpe que la région imprimée (plus rapide que tout le plateau et surtout plus efficace).1 point
-
Avec un Klipper «pur» probablement… Avec Creality, il se peut qu'ils aient implémenté ce code sous forme de «pseudo» macro. C'est par exemple le cas avec leur tablette SonicPad pour le M600. Donc à vérifier: que cette macro «CX_PRINT_LEVELING_CALIBRATION» soit vraiment une macro (d'après ce que j'ai vu, @Guilouz penche pour une implémentation dans le code… Le plus simple serait de passer à une version plus «open source». Pour ce faire, le indications du Wiki de ce dépôt sont à suivre à la lettre sauf à savoir déjà se débrouiller avec Linux: en gros, le parler et le comprendre comme pour une seconde langue parfaitement maîtrisée1 point
-
Nop (ou alors je suis pas au courant) Sinon, ton serpent ta Kobra 2 Max, fait toujours des trucs bizarre ? Moi je devrais allumer pour la 1er fois la mienne (2 Pro) aujourd’hui si je trouve le temps.1 point
-
pour enregistrer un profil BED_MESH_PROFILE SAVE=tonnomdeprofil pour charger un profil BED_MESH_PROFILE LOAD=tonnomdeprofil1 point
-
une imprimante 3D ? est-ce possible ? 27cm x 50cm x 45cm ça commence à faire une belle bête, une grande imprimante à filament ... mais laquelle ... aucune idée1 point
-
J'ai eu ce matin quelques nouvelles d'Australie, et les autocollants sont en chemin... J'ai hâte, et merci à mon pote Johann1 point
-
Salut, Tu pourrais relier l'imprimante à un ordinateur via un câble USB et ouvrir Pronterface pour voir les éventuels messages d'erreur/pause/... en envoyant au préalable le Gcode M111 S7 à moins que tu puisses faire cette manip dans l'écran (envoi de Gcode et réception d'infos) Je suis curieux, tu nous expliqueras comment tu fais1 point
-
J'en ai fait une que je trouvais marrante et comme c'est la mienne je ne vexe personne.1 point
-
Wow génial ! tu es un magicien ! merci !! je ne connaissais pas cette fonction Z-hop je pense que c'est effectivement primordial !1 point
-
Suffisant ou pas, je ne peux pas dire, mais aére aussi après l'impression. ci-joint la fiche toxico qui donne les produits volatils pour l'ABS entre 200 et 350°C (vers la fin) Pour le spray UHU faut essayer, commence avec du PLA. Selon tes besoins le PETG est moins toxique que l'ABS et résiste bien en extérieur. POLYMERE_ABS.pdf1 point
-
C'est pas faux, je devrais peut-être en acheter un. Ok, ok, Pour répondre à ta question j'ai bien un bed aimantée et une plaque en métal avec un revêtement, j'ai acheté seulement le revêtement. Alors oui pour l'ABS c'est compliqué et justement, j'allais poser la question par apport aux vapeurs que produit l'ABS... Par ce que l'imprimante se trouve… dans ma chambre j'ouvre les fenêtres en grand quand j'imprime pour essayer d'éviter le cancer mais je sais pas si c'est suffisant ? ÉDITE : J'ai trouvé ce spray UHU au fond d'un tiroir, est-ce que ça pourrait être une solution sur la plaque de métal ?1 point
-
Citation Ender ou under, il n'y a pas de quoi se taper le cul parterre Pour finir la citation s'améliore au cours du temps !!1 point
-
Hello, Depuis que j'ai intervertis les drivers entre Axes des X & Y mon imprimante tourne à fond depuis. Ce qui est étrange c'est l'axe des Y devrait lancer l'erreur mais comme je vous l'ai dit cette panne reste complètement aléatoire donc difficile de dire si le pb vient d'un driver. Mais à vous lire, j'ai commandé 2 drivers et je vais changer le Y (maintenant) on verra bien si le pb réapparait. A+ pour les news1 point
-
Bonsoir @LeTux Je n'ai jamais imprimé sur une plaque de verre pur, seulement sur du verre recouvert de carbure de silicium (carborundum de creality), Sur du verre pur le PETG a la réputation de coller très très fort, au point que le verre puisse s'écailler. la couche de colle sert d'interface entre le verre et le PETG. Autrement sur une surface en PEI texturé ou type carborundum, le PETG se décolle bien une fois bien après refroidissement, pas besoin de colle. Une question : tu indiques que tu as recommandé une plaque adhésive : je ne connais pas ton imprimante, ta plaque d'impression est directement collé sur le lit en aluminium ou plus classiquement, tu as sur la plaque alu un revêtement aimainté, collé dessus, et une feuille d'impression amovible en acier (fer) avec un coating. si c'est bien le cas tu n'as pas besoin de la partie qui sert d'aimant. La colle Magigoo est très bien, mais au niveau du prix pour un flacon de 50 ml, tu as 100m de scotch bleu à l'aise. Il me semble que ton imprimante est ouverte (pas en caisson) à part pour de toutes petites pièces en ABS si tu n'as pas de courant d'air cela va être difficile, en évitant les pièces à vivre en raison des vapeurs pas très saines.1 point
-
pardon , j'avais pas vu l'onglet vitesse , il etait a 50 %1 point
-
Pour les marques, ça sera pas pire que des bouts de revêtements collés sous la pièce. La texture c'est pas vraiment moche si la première couche est bonne, il faut surtout être méticuleux pour parfaitement aligner les bandes de manière jointives. 15 balles c'est pour 100-150 mètres de scotch, t'as de quoi faire quelques plateaux, et puis ça sert tout le temps pour : Tester de nouvelles matières qu'on ne connait pas bien sans niq abimer son plateau au premier essai (au hasard, le TPU) Sauver des pièces en cours de décollement ou des supports casse-gueule Fixer de tout et n'importe quoi sur son imprimante ou autour Fabriquer des écopes pour la ventilation (ben oui, l'ABS aime pas les courants d'air, et surtout ceux des ventilos de l'imprimante elle même) Fermer des boites sans avoir à sortir le cutter pour les réouvrir (en plus c'est réutilisable) Accessoirement pour masquer lorsqu'on fait de la peinture. Et ça n'a rien a voir avec la daube blanc/jaune premier prix... Tu peux en trouver en bande plus large, moins fastidieux pour couvrir tout le plateau. J'achète le mien dans la GSB du coin, il y a toujours des lots par 3. Après, bah... directement sur l'alu ça marchotte, idéalement avec de la colle style magigoo ou dimafix, mais c'est pas moins cher. Pour le jus d'ABS je sais pas, je n'en ai jamais utilisé sur mes plateaux PEI (l'acétone est prohibé). D'ailleurs, pas convaincu que l'adhésif du scotch tienne la température de l'ABS... Mais bon tu parlais d'une solution temporaire, et non d'une solution de remplacement...1 point
-
Avant tout merci pour ta réponse ! En cherchant un peu, j'ai effectivement vu qu'il fallait peut-être lubrifier l'axe Z. Du coup du WD40 au PTFE fera l'affaire ? Je ne connaissais pas du tout UVTools, je viens de regarder et visiblement il n'y a pas de soucis avec le fichier. L'autre clé USB que j'avais testé était de la marque Lexar, formatée au préalable en FAT32 donc je pense que la qualité chez Lexar est correcte ? Mais je vais m'acheter des clé USB SanDisk histoire d'éviter des problèmes par la suite. Pour les couches normales, je suis à 3 sec d'exposition pour des couches de 50 µm avec la résine Basic Gray de chez Anycubic, ce sont les paramètres recommandés par LycheeSlicer pour cette résine, et lorsque j'avais fait des cones de calibration j'étais tombé sur cette valeur aussi. En tout cas merci pour ces conseils, je vais déja nettoyer et lubrifier mon axe Z et je verrai si cela change.1 point
-
Mriscoc plutôt1 point
-
Peinture de la twingo entre 2 averses, j'ai fait qu'un côté, trop de vent pour faire le côté passager, ça va rester à l'année et c'est évolutifs

 1 point
1 point -
Plutôt que suivre le Github Creality, va consulter celui de @Guilouz => https://github.com/Guilouz/Creality-K1-and-K1-Max Sa mise en garde est à ne pas prendre à la légère :1 point
-
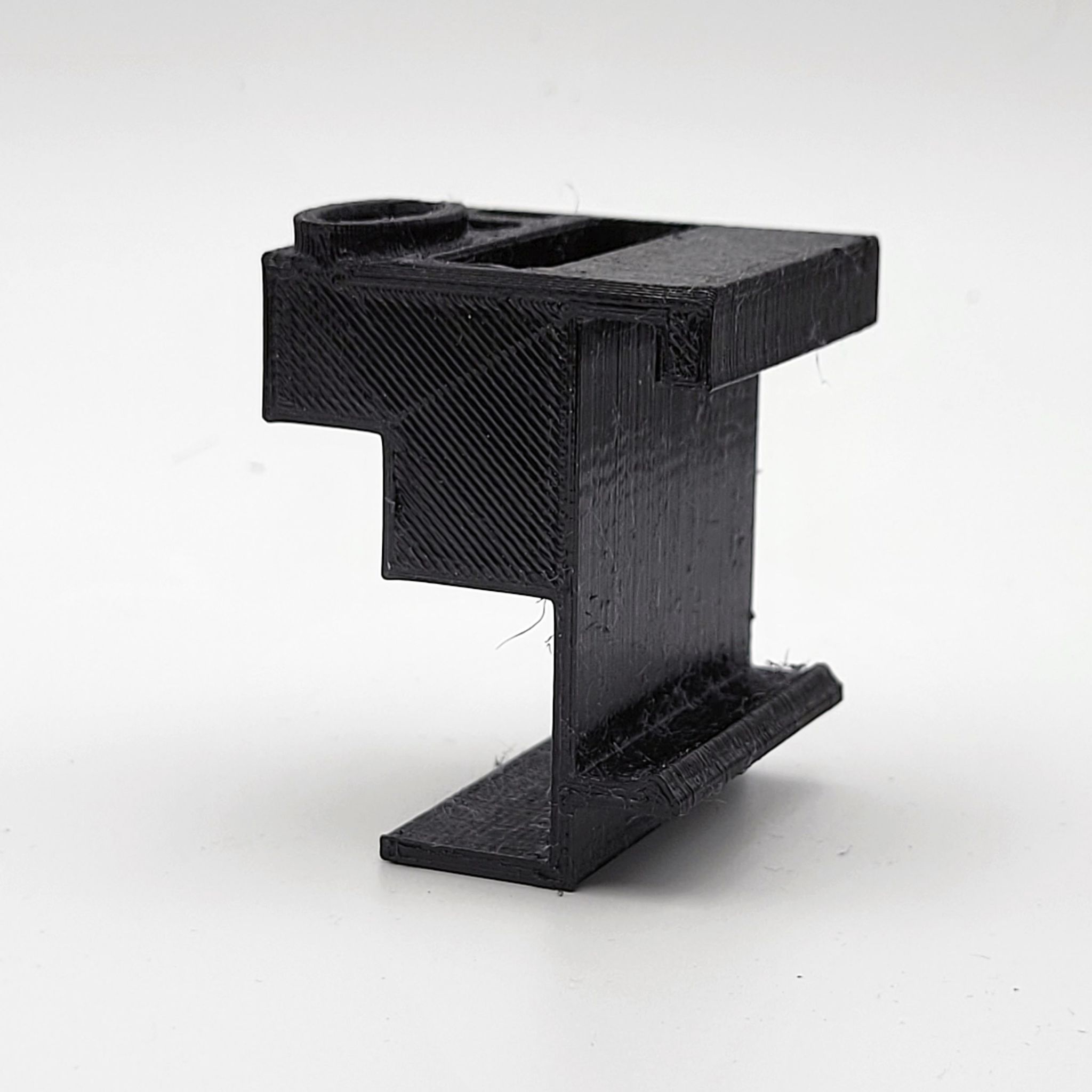
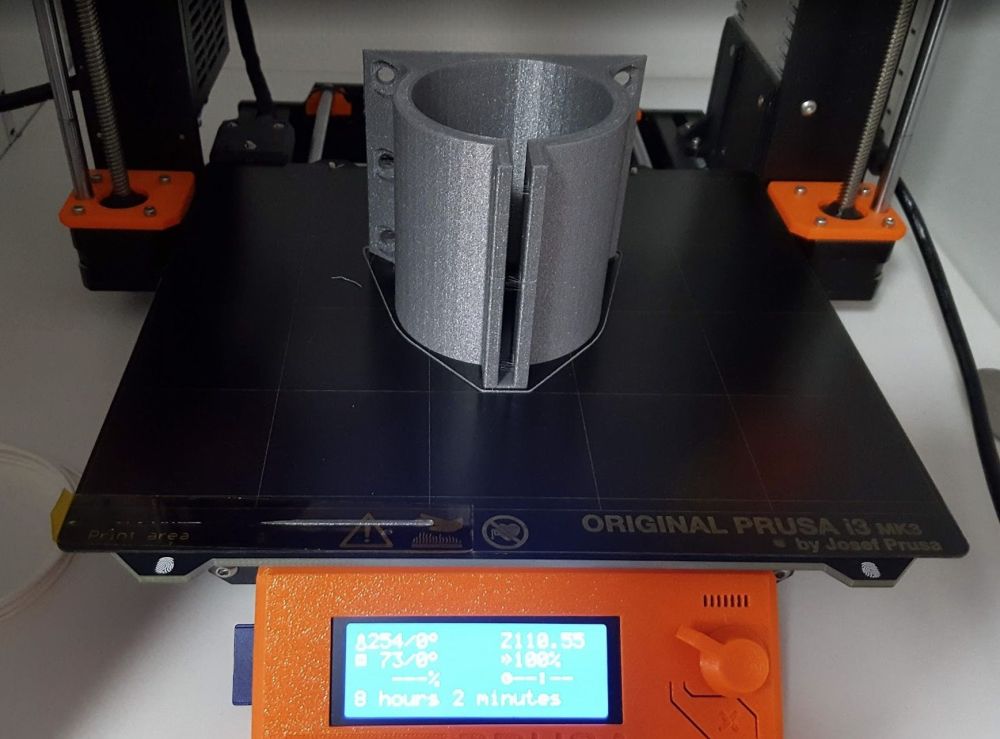
Bonsoir à tous, J'ai eu la curiosité d'utiliser le Cura fournit par Sovol avec les paramètres d'origine. Il se trouve que j'ai un filament PETG eSUN PETG noir et, pour ce filament, les paramètres sont également fournis dans ce Cura. Donc, voici les paramètres recommandés par Sovol, je ne mets que l'essentiel : Comme vous pouvez le voir, une vitesse de 150mm/s. Pour les 245°, mes calibrations m'avaient fait retenir 235° mais j'ai voulu tout laisser comme préconisé. Et bien voici le résultat d'un porte-outil pour la SV06+ trouvé sur Thingiverse : Très franchement, je suis agréablement surpris. Certes, du stringing mais rien de bien méchant. Un coup de séchoir devrait arranger les choses. Je ne dis pas que je vais tout imprimer à cette vitesse mais, au moins, je sais que je peux accélérer mes impressions de façon très sensible.
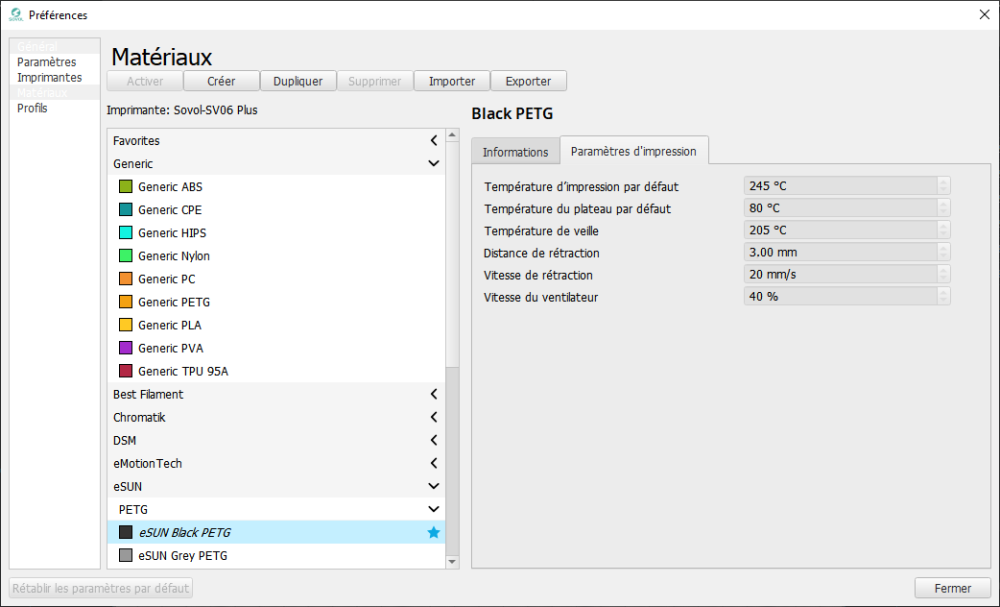
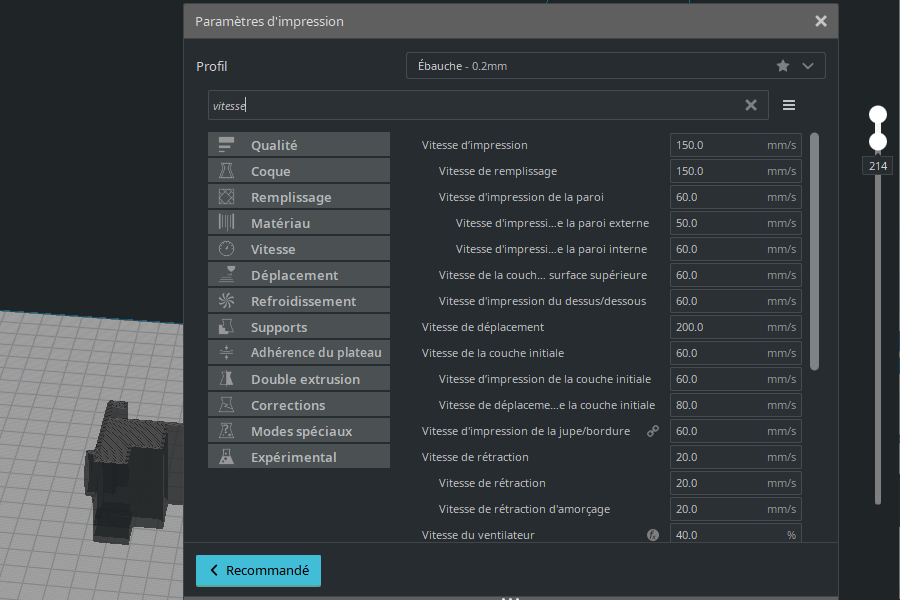



 1 point
1 point -
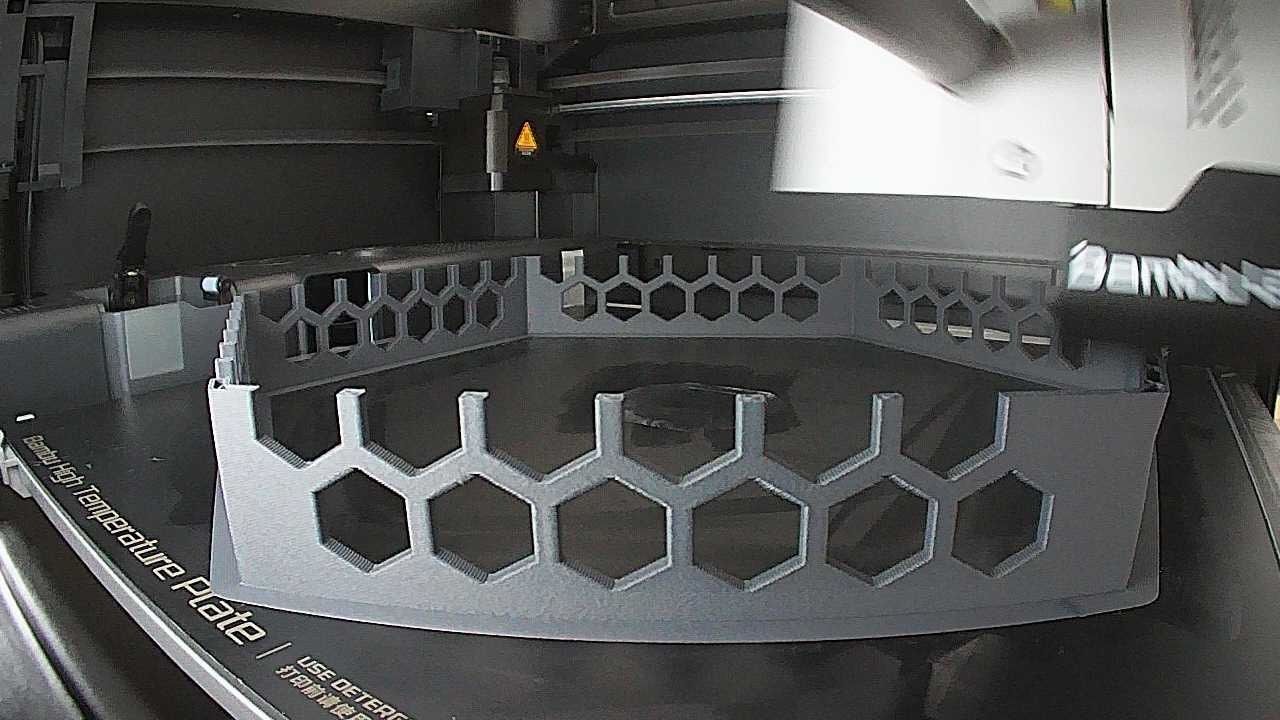
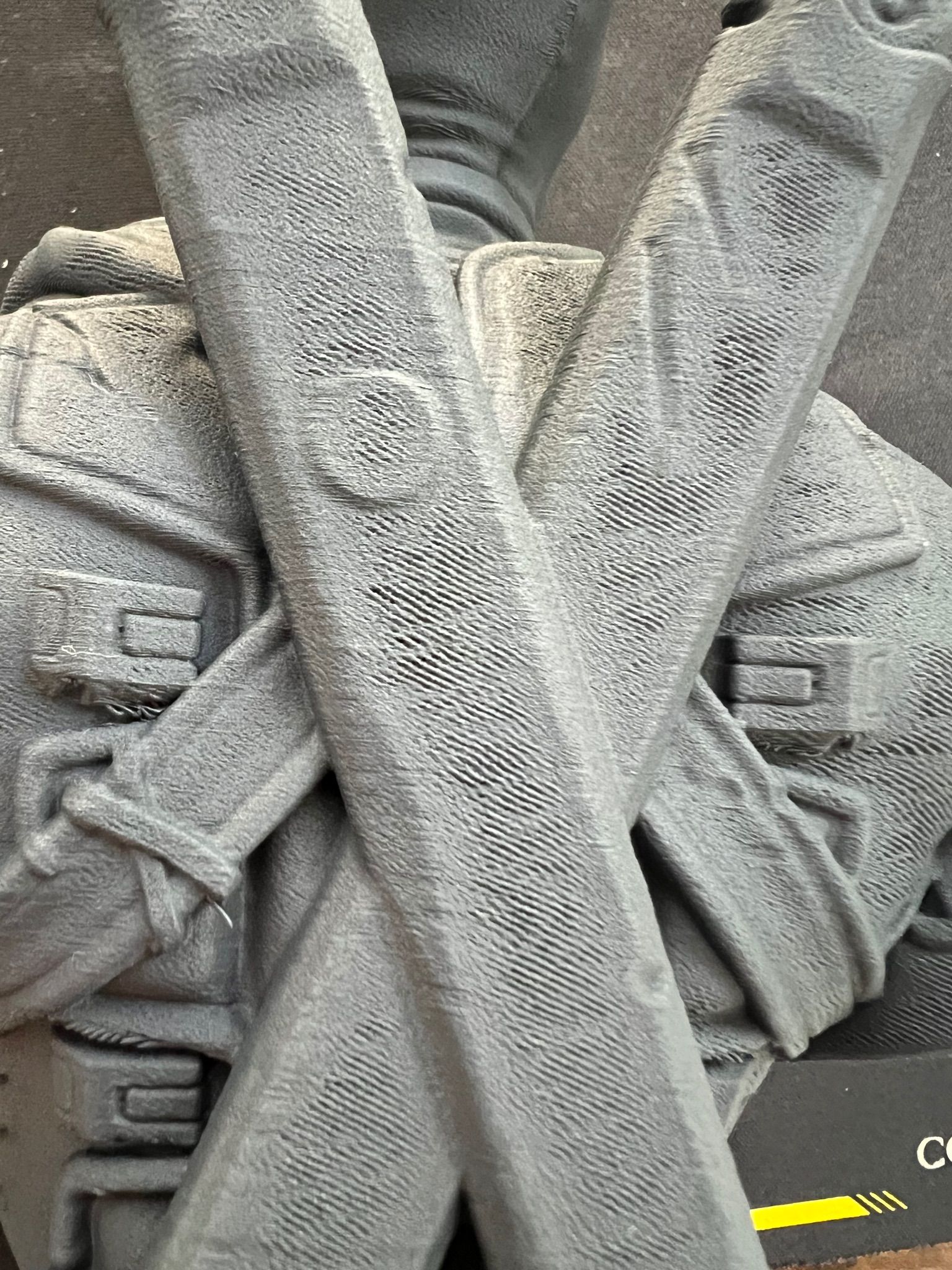
Hello les makers, sur une bambulab ps1 j’ai des ces imperfections …. Je ne sais pas du tout à quoi cela est dût… l’imprimante a à peine 20 heures de fonctionnement j’utilise du PLA-CF avec buse acier et gear renforcée. je suis globalement très satisfait mais je pense qu’on peut solutionner ça non ? merci pour votre aide ! impression en 0.12 / paramètres de base dans Bambu studio la fig fait 20 cm de haut / 9h30 d’impression
 0 points
0 points