
Classement




Contenu populaire
Contenu avec la plus haute réputation dans 08/11/2023 dans Messages
-
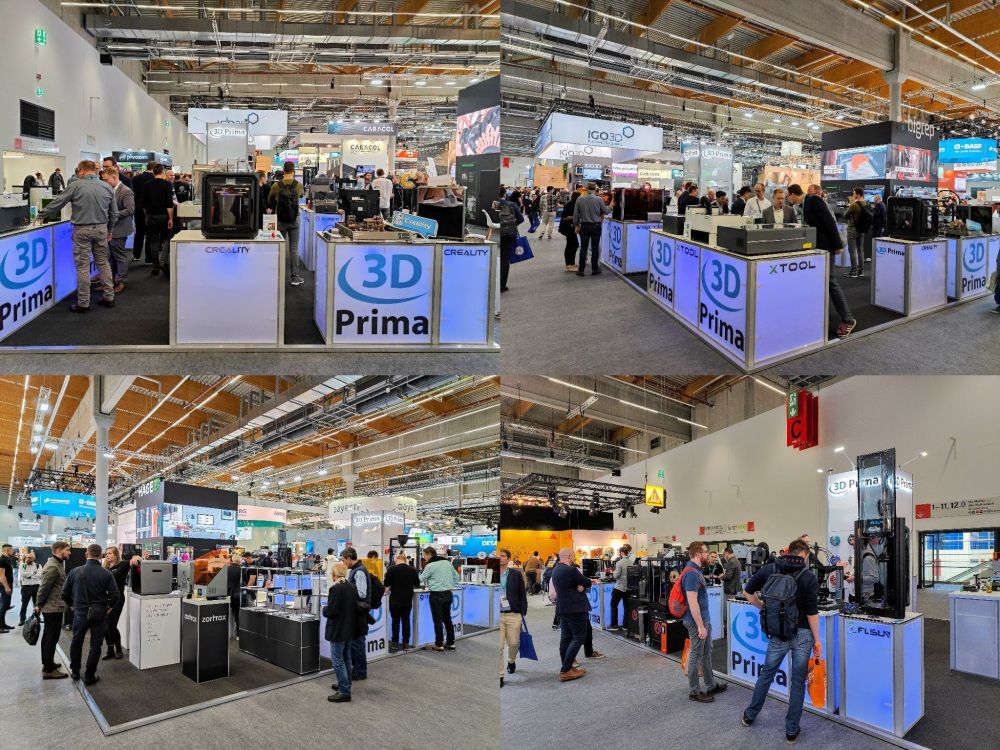
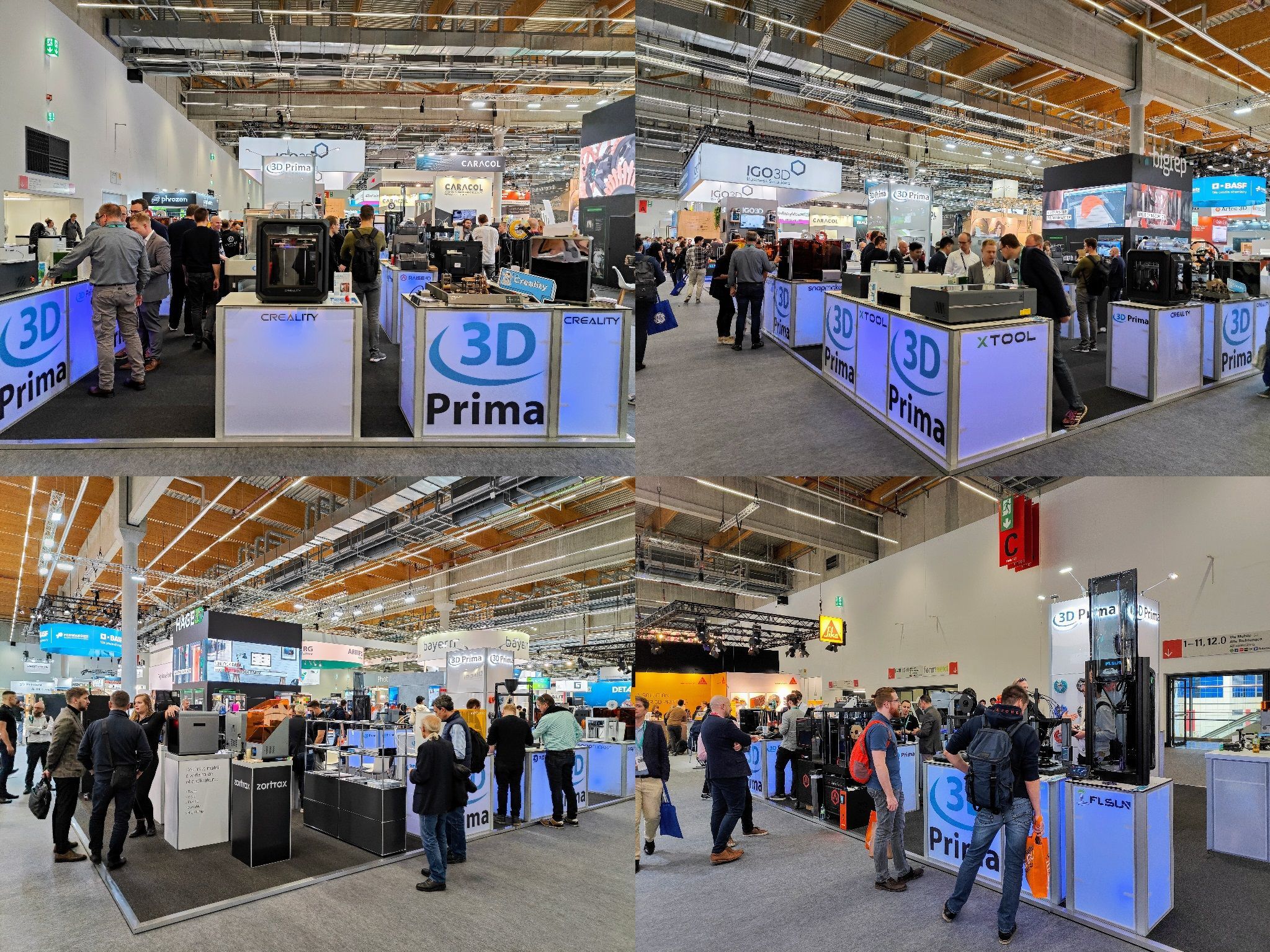
Merci à vous deux, ça fonctionne (pour info le message quand on est en mode édition et qu'on clique sur enregistrer alors que l'édition n'est plus possible n'est pas traduit). J'ai mis à jour le premier post avec de nouvelles annonces, et sur celui-ci je vais mettre quelques photos des stands (les images proviennent des réseaux sociaux des marques) : Chez 3D Prima, on empile les imprimantes et les marques (Snapmaker, XTool, Creality, Raise 3D, FLSUN, etc.) Chez Bambu Lab les rubans LEDs sont de sortie : Chez les français de Constructions 3D, l'araignée qui tisse du béton est de sortie : Chez Elegoo, on peut voir une OrangeStorm Giga qui imprime (ça a l'air de bien se passer à la jonction des 4 plateaux) : Autre projet Kickstarter en cours, Co Print est présent avec son ChromaSet Chez Stratasys il faut un gros stand pour de grosses machines Chez ColorFabb on a fait un effort sur la déco : Chez Polymaker, on fait envie au client : Chez Nano Dimension, il ne faut pas avoir une grande soif pour boire dans la chope : Le stand Chitubox : Le stand Prusa, je m'attendais à quelque chose de plus soigné et moins bordélique (on y voit une Prusa XL avec son "caisson", la nouvelle FDM professionnelle, un MMU3S avec une MK4, etc.)
 2 points
2 points -
Alors, je vais donner mon avis, très humble, mais qui me semble entrer directement dans le raisonnement étalé ici. j'utilise une imprimante 3d depuis 4 ans, je suis rentré dans le code Marlin il ya moins d'1 an pour pouvoir installer des améliorations sur ma machine. il ya moins de 2 semaines, je suis passé a Klipper... la connexion wifi me semblait inutile l'installation a base de commandes SSH et de trucs de geek linuxiens était, pour moi, une aberration complète à l'heure de l'IHM graphique (déja que manipuler le Marlin dans VSC était une torture pour moi) j'ai galéré 2 ou 3 jours pour arriver à démarrer cette fichue machine sous Klipper maintenant que j'ai pu surmonter ces difficultés initiales, j'y trouve un interet non négligeable à Klipper et son accès par mon navigateur depuis mon PC (a 1m de l'imprimante, géométriquement, ca ne me change pas grand chose) je peux corriger les réglages (macros, reglages géométriques, etc) à la volée dans l'interface Mainsail je peux slicer et envoyer à l'imprimante, sans me lever les ajouts d'options se font tellement simplement que c'en est une honte (on édite le fichier de conf, on redemarre, et on teste... ca marche pas, on stoppe, on change ledit point, on redémarre et on reteste! Avec Marlin, on est obligé de recompiler et reflasher a chaque fois qu'on touche à une option majeure avec Klipper, ca se fait à la volée et a chaud! honnetement! Je ne reviendrai certainement pas en arrière (j'ai quand même conservé mon fichier Marlin dans un coin au frais, histoire de le ressortir si nécessaire)2 points
-
Bonsoir, J'arrive ici comme 3e "vieux con" qui a développé en fortran et en cobol (entre autres) il y a bien longtemps puisque c'était au siècle dernier , mais là n'est pas mon propos. Je voulais juste répondre au post original sur l'utilisation du WiFi, je n'utilise mon imprimante (Anycubic Kobra Max), qu'en WiFi grâce à une caméra Beagle. Avantages : plus besoin de manipuler la carte SD, plus besoin de la relier à l'ordinateur par câble USB qui me posait un gros problème, je fais du développement sur cartes Arduino (un gros projet démarré il y a plus de 3 ans) et les drivers étant les mêmes, chaque branchement de l'imprimante me redémarrait les Arduino si je travaillais dessus (confusion des ports utilisant simultanément des divers identiques par Windows), ce qui n'est pas top quand on teste une routine en analysant les données sur plusieurs heures et qu'il faut tout reprendre à zéro. Ce n'est pas par esprit geek mais j'apprécie également de pouvoir surveiller mon imprimante située dans mon bureau depuis mon canapé devant un bon film sans être obligé de me lever (en vieillissant on court moins vite et l’arthrose commence à jouer des tours), idem pour la facilité de lancer un print de plusieurs heures depuis le boulot afin qu'il se termine quand je rentre (problème qui sera naturellement résolu dans 8 mois quand je serai en retraite !). Mon imprimante et ma Beagle Cam sont branchées sur des prises connectées afin de les mettre sous tension juste au moment de l'impression et à tout couper en cas de problème. Quant à Klipper, que je n'utilise pas, je pense que comme tout autre système, il faut lui laisser le temps de mûrir mais ça semble prometteur. Amicalement. Thierry2 points
-
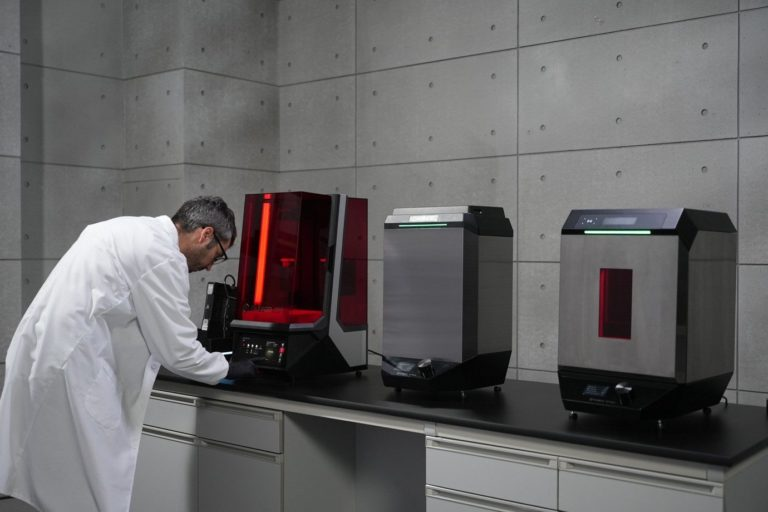
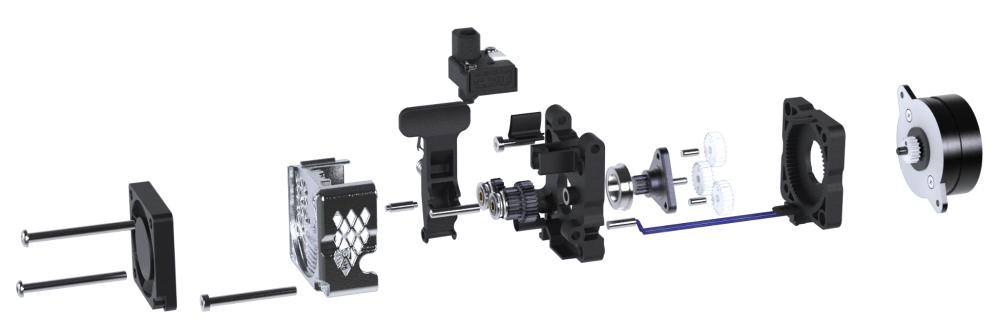
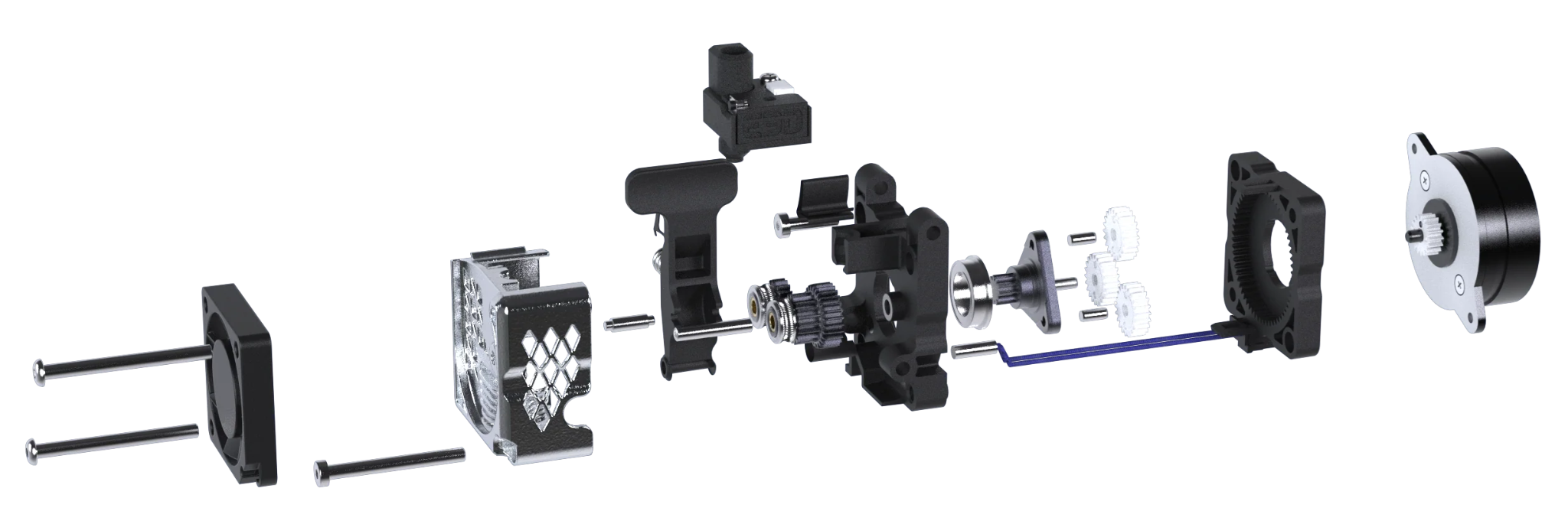
Je me permet de créer un sujet pour rassembler toutes les annonces du salon Formnext 2023 qui se déroule actuellement à Francfort, du 07 au 10 novembre. Je vais essayer de lister un peu tout ce que je vois passer sur les réseaux sociaux ou sur les sites des constructeurs, qu'il s'agisse de photos, d'annonces officielles de plus ou moins gros fabricants, etc. et je redirigerai vers les autres sujets des forums pour les gros sujets. Artillery 3D : Annonce de l'Artillery Sidewinter X4-Pro, X4-Plus et X4-Max (source) (sujet du forum) E3D : Annonce du E3D Revo Roto, un extrudeur tout en un de taille et de poids très réduit, il ne pèse que 140g sans buse. Malgré sa taille et son poids, il est assez puissant pour envoyer un débit suffisant aux buses E3D Revo High Flow. Son dissipateur de chaleur est en aluminium imprimé en 3D (source) Filamentum : Présentation du fiament Porthcurno PA 6, un filament composé à 100% de filets de pêche recyclés (source) Formlabs : Annonce du Fuse Blast, une station semi-automatique de nettoyage des impressions SLS. Les pièces à nettoyer peuvent être nettoyées automatique si elles sont placées dans une sorte de "bétonnière" ou à la main. L'objectif est de réduire le temps de nettoyage des pièces. Un système de polissage optionnel peut également être inclus pour avoir un meilleur rendu des pièces (source) Markforged : Annonce d'une nouvelle machine, la FX10, une imprimante industrielle optimisée pour produire rapidement des pièces en matériau composites. Elle est bien plus rapide que les anciennes itérations et dispose de plusieurs options de monitoring de l'impression (source) Nexa3D : Annonce d'une plateforme logicielle pour son imprimante industrielle XiP Pro, basé sur de l'IA. L'objectif est d'automatiser et de simplifier le travail de préparation et de post traitement tout en réduisant les temps d'impression, les quantités de matière utilisées, etc. Il permet également de suivre les impressions et de conseiller l'utilisateur sur l'éventuelle marche à suivre en fonction du problème détecté et analysé (source) Présentation d'une nouvelle machine qui utilise le procédé FAST (Field Assisted Sintering Technology, du frittage de poudre différent du SLS, la QLS 260 (source) Annonce d'une nouvelle machine de post processing pour les impressions résine qui est censée diminuer le temps de cette opération de 80% (source) Présentation de 3 nouvelles résines industrielles pour l'automobile, le dentaire, l'électronique, etc. (source) Prusa Research : Annonce de Prusa Pro, une nouvelle marque de Prusa destiné aux professionnels (suite aux acquisitions de TRILAB et de FUTUR3D) avec trois machines (dont deux sont nouvelles) : une FDM nommée Prusa Pro HT90, un concept d'une future machine SLA nommé Prusa Pro SLX et une nouvelle version de l'Automatic Farm System (AFS) qui a déjà été vu sur d'autres salons/expositions (source) Phrozen : Présentation de leur nouvelle machine FDM avec un système système à l'AMS de Bambu Lab, pas encore d'annonce officielle avec le nom et les spécifications (sujet du forum) Raise 3D : Annonce de leur arrivée dans le marché des imprimantes résines avec une machine DLP nommée DF2. Ils y ajoutent également une gamme de résine et les désormais classiques machines de wash & cure (deux machines distinctes) (source) Zaxe : Exposition de leur imprimante annoncée le 27/10, la Zaxe Z3S, une version plus grande, plus rapide et plus "intelligente" de la Z3 (source)

 1 point
1 point -
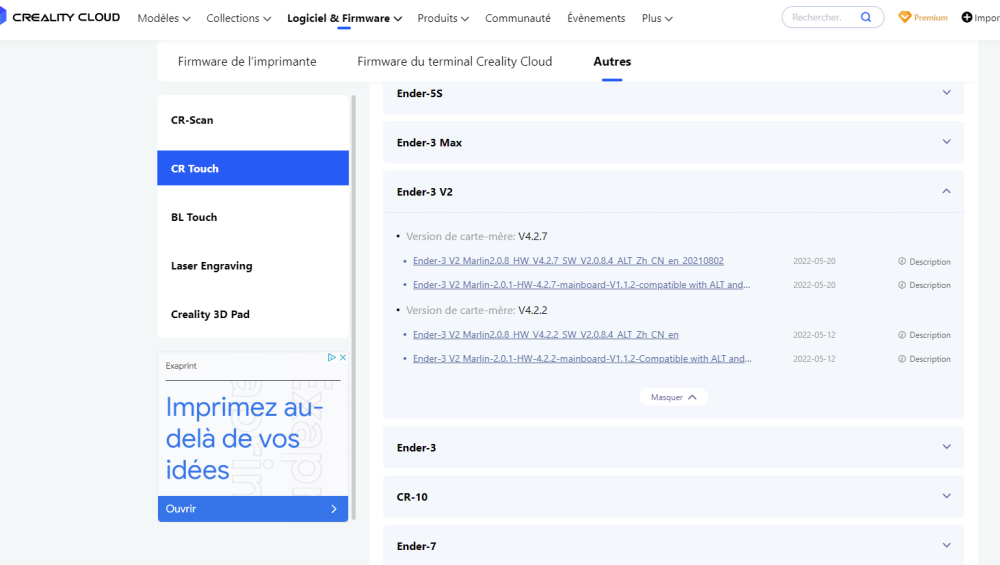
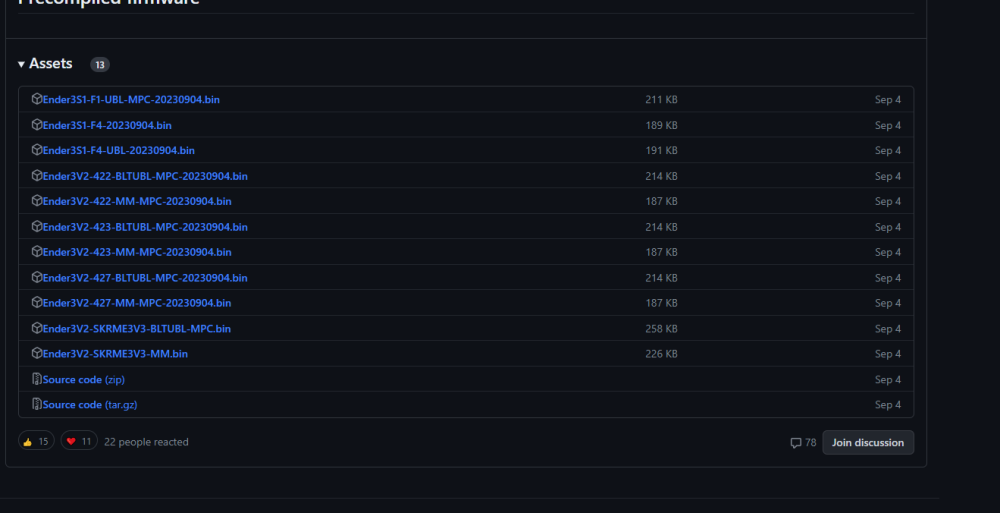
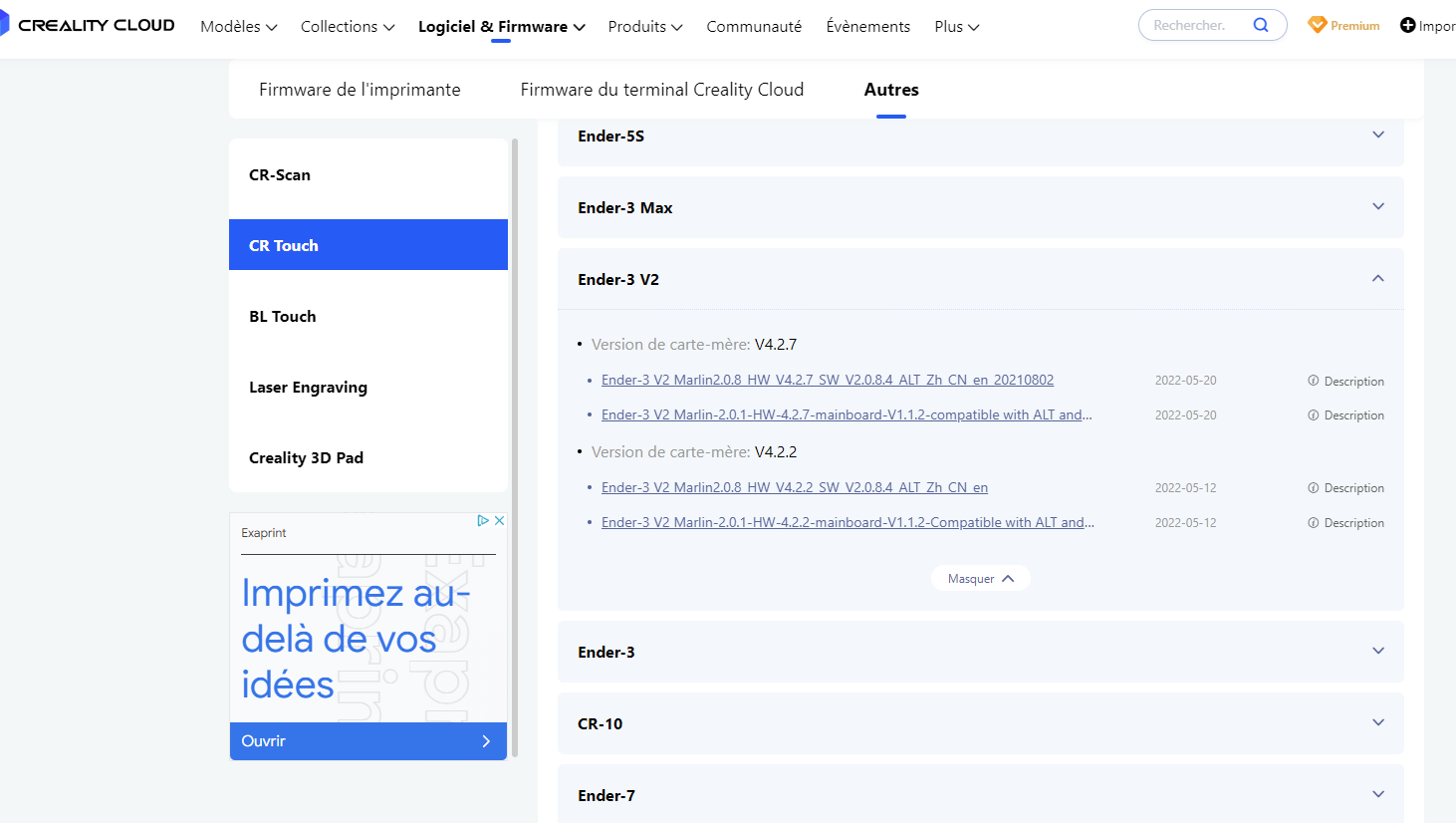
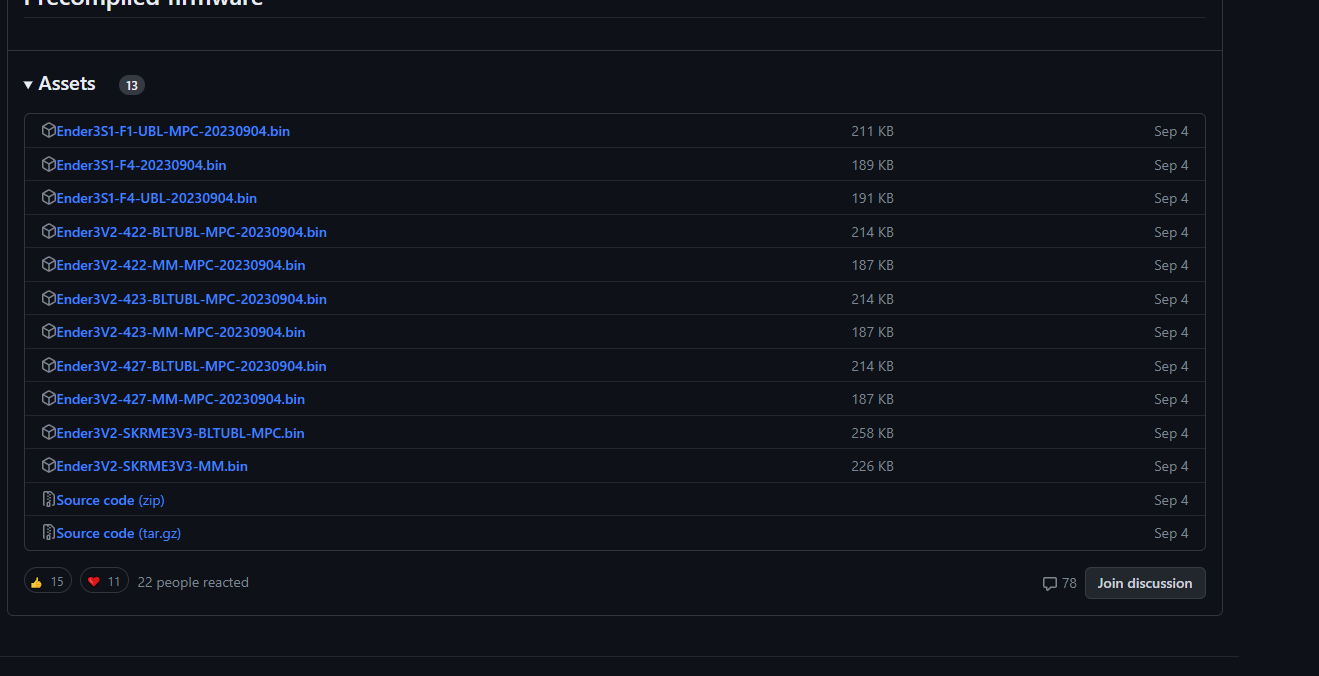
@PATMON Chez Creality tu as celles là : https://www.crealitycloud.com/fr/software-firmware/other/cr-touch Après tu as celles de Mriscoc https://github.com/mriscoc/Ender3V2S1/releases/tag/20230904 voir bas de page. Mais @pommeverte en a certainement une mieux toute prête, si tu lui demandes gentiment.
 1 point
1 point -
Merci pour ta réponse. C'est ce que je fais actuellement avec ma sidewinder x2, personne ne l'a jamais dit qu'il entendait du bruit derrière moi. De toute façon je testerai, si c'est correct je la garderai a côté de moi, sinon elle ira au sous-sol et je garderai la sidewinder x2. Mais a choisir je préfère garder la "rapide" proche, pour tout ce qui est tests des modèles que j'imprime, ça m'évitera des aller-retours. Je pense en plus que si le bruit principal est lié aux ventilateurs comme tu le dis @fran6p, il est possible de trouver des modèles plus silencieux si vraiment ça me dérange. Merci pour ton retour d'expérience.1 point
-
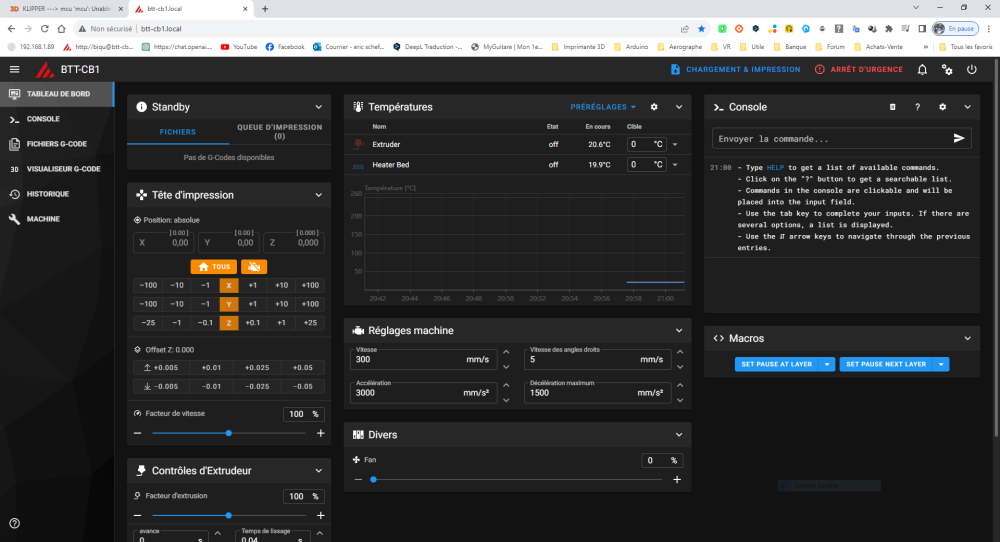
Oui Ce n'est pas la seule carte à inclure à la fois l'ordinateur monocarte (SBC) = équivalent d'un RPi et le microcontrôleur pilotant la partie matérielle de l'imprimante. MKS a la SKIPR (base de la carte qui équipe la Qidi X-Max 3), Mellow a la Fly Gemini v3 Le seul avantage de la carte BTT Manta est de pouvoir remplacer le SBC CB1 par un vrai Raspberry, une CM4 (bien plus puissante (on peut choisir la quantité de RAM, le Wifi, la présence ou pas d'une eMMC)).1 point
-
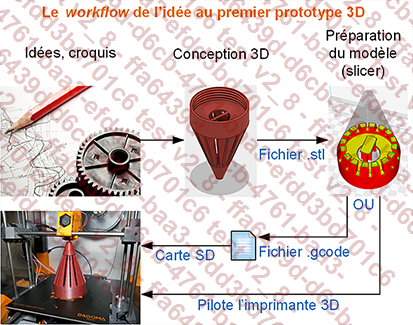
@jasmine Voici un petit workflow qui j'espère pourra t'aider. Si l'on oublie les parties, Idées, croquis et conception 3D, la plupart des personnes téléchargent des fichiers 3D sur différentes plateformes (ex: www.thingiverse.com, etc.) Ces fichier son généralement des fichier STL (ex: nomdufichier.stl) ce format ne peux malheureusement pas être lu par l'imprimante 3D. Il faut obligatoirement le transformer en fichier gcode. Pour ce faire, il faut utiliser un slicer ou trancheur (en français) par ex: Cura, Superslicer, etc. Ce logiciel (qui doit être préalablement configuré avec les différents paramètres correspondant à ton imprimante) permet donc de transformer le fichier STL de base en fichier GCODE qui pourra être copier sur la carte SD et enfin imprimé par l'imprimante. Donc, tu dois: 1) Télécharger un slicer. Cura par exemple car je vois que tu as déjà télécharger le fichier. 2) L'installer sur ton ordinateur et configurer un profil correspondant à ton imprimante (Tu peux utiliser le profile "anycubic kobra néo" sûrement déjà existant. 3) Depuis le logiciel Cura, ouvrir le ficher.stl que tu veux imprimer. il faut savoir qu'a ce stade, il y a une grande quantité de paramètres qui peuvent être ajusté en fonction des besoins de ton impression. Mais pour cette fois, tu ne touche rien et tu utilise tout les paramètres par défaut. 4) Cliquer sur le bouton "SLICE" en bas à droite et attendre la fin du processus. 5) Une fois le fichier "Slicer" tu dois avoir le bouton "Save to file" qui te permet de sauver le fichier.gcode sur ta carte mémoire. 6) Insèrer ta carte mémoire contenant le fichier gcode dans ton imprimantes et tu lance l'impression. 7) Ne pas oublier de nettoyer le plateau de l'imprimante avant de commencer afin d'éviter que la pièce se décolle de celui-ci. (eau tiède légèrement savoneuse) Si tout se passe bien (car tu découvrira que tout ne se passe pas toujours comme prévu) tu devrais voir ta pièce 3D prendre forme. Ceci est un petit exemple des différentes étapes de l'impression 3D, il manque évidement plein de choses que tu devra apprendre au fil du temps. N'hésite pas à posé tes questions sur le forum, mais pense aussi à aller voir quelques tuto avant tout.
 1 point
1 point -
Pas sûr qu'au niveau de l'inertie ça changent grand chose. Peut être au niveau vibrations ou 2 points de fixations (1 en haut et 1 en bas) mais il faudrait faire des tests à très grande vitesse et avec des changements de direction brusque.1 point
-
reçu hier (07/11/2023), commandé le 25/10/2023



 1 point
1 point -
Salut, On en a parlé dans ce sujet. D'une manière général, MKS me semble légèrement moins fiable que BTT/Biqu, c'est pour ça qu'on a orienté Ribem vers une Manta + CB1 mais si tu cherches à réduire les coûts, une SKR1.4 (turbo ou non) a un bon rapport qualité/prix.1 point
-
Avec un compresseur à huile faut mettre un séparateur eau/huile sinon tu risque d'avoir de mauvaise surprise et même avec un sans huile, tu peux avoir de l'eau dans la cuve donc dans tout les cas mettre un filtre. Perso j'en ai 2, un directement sur le compresseur réglé à 8 bars et j'ai installée un manomètre avec filtre dans l'atelier pour l'aèro réglé à 2 bars (comme ça pas besoin de changer les réglages à chaque fois et je suis sur de pas avoir de merde dans l'aire pour l'aèro)

 1 point
1 point -
Mais tu n'arrête plus en ce moment et c'est à la mode de construire des Delta... Un peu ou tu veux , perso j'avais fais le choix en bas pour justement mettre le max de poids au plus bas. Par contre, suivant ton système de tension des courroies lui est à mettre en haut pour pas galérer à les régler. idem, le plus simple est en bas, l'effecteur n'aura pas une forme bizarre et la maintenance sera simplifié. Pour le reste je laisse les autres répondre car j'ai arrêté de suivre alors que les MKS n'existaient même pas.1 point
-
ok, je comprends mieux. du coup, ben la réponse de @pommeverte me semble judicieuse1 point
-
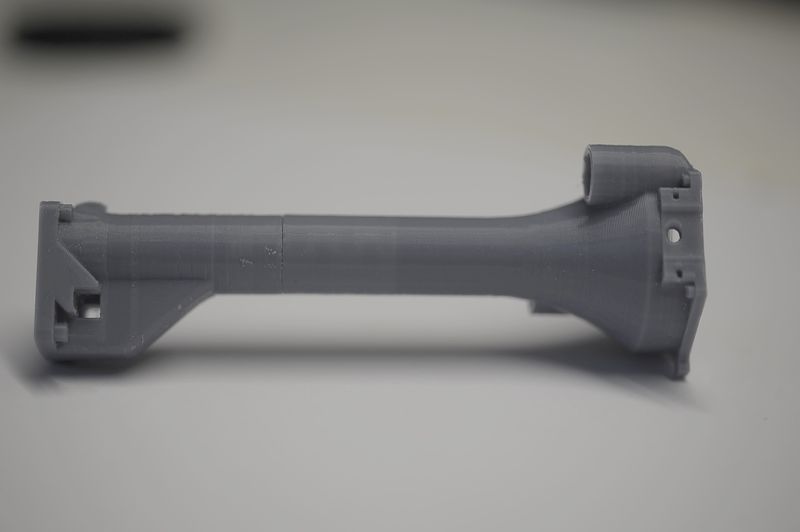
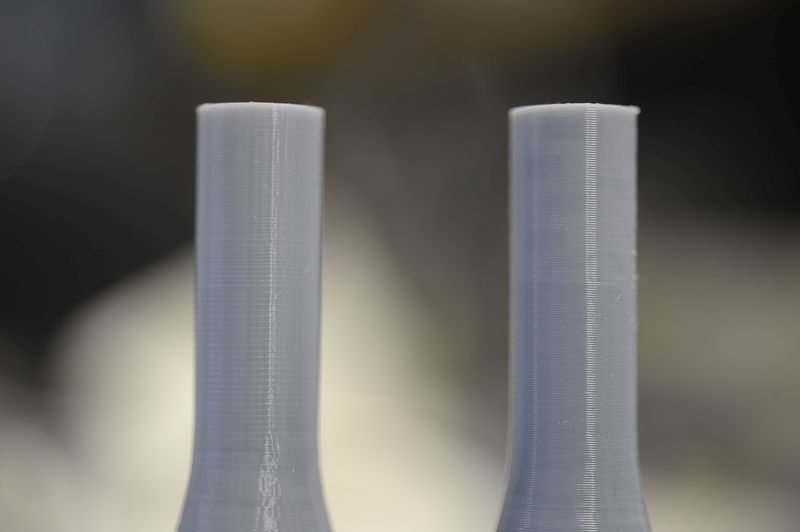
Pièces brut. Photo effectuée en macro à 10cm de distance. Imprimé avec une buse de 0.4 en PLA+ à 120mm/s. 215°/60°, ventilo 100% et 99% de débit. Paroi=1 / couche Sup et Inf=2 / Remplissage=15%. J'ai utilisé un profil standard sans aucun réglage particulier. Temps d'impression 17 et 11 minutes. L'emboitement se fait en forçant un tout petit peu, tes jeux sont donc valides, tout du moins avec ces paramètres d'impression. C'est perfectible, ne serait-ce qu'en diminuant la hauteur de couche à 0.1mm, en doublant le temps d'impression. Mais j'ai fait ça un peu à l'arrache. Je n'utilise pas de buse de 0.2mm. Les réglages sont plus délicats pour tirer parti de ce diamètre. De nombreuse pièces ne s'imprimerons pas en FDM quelque soit la buse. Il serait bien que tu mettes en ligne une pièce plus détaillée, comme le frein à main, je ferais l'essai en résine dès que j'aurais reçu mon imprimante. Mais sinon c'est du beau travail, je suis admiratif. Par curiosité, couche de 0.1mm à gauche, 0.2mm à droite. A noter qu'en 0.1mm d'épaisseur on voit les facettes des polygones qui sont masquées en 0.2. C'est plus flagrant à l’œil nu. Les lignes blanches verticales sont des reflets. Les réglages ont besoin d'être optimisé, en particulier doubler la paroi, et deux ou trois autres bricoles. En passant en buse de 0.2 les temps d'impression sont exponentiels.
 1 point
1 point -
Salut, Pour ton problème d'écran, est-ce que tu as modifié le fichier BoardEnv.txt en suivant les instructions du fabricant?1 point
-
Bonjour à toutes et à tous, Je reviens sur mon problème de calibration du second extrudeur, en vous donnant la réponse des techniciens de Wanhao. "Bonjour, Pour l'instant, puisque nous n'avons pas encore fait le tuto et bien explorer la chose, nous ne donnons aucune indication pour ne pas vous envoyer de mauvaises manips qui pourraient nuire à la machine." Je vous tiendrai informé de la suite. Bonne journée1 point
-
Bonjour, D'abord magnifique modélisation, je suis amoureux Je ne voit aucune imprimante FDM moderne grand public qui ne permettes pas de changer de buse, donc une buse de 0.2 est tout a fait envisageable sur presque toutes les imprimantes. Tu va gagner en précision et en détails. Par contre ce qui va beaucoup changer, ce sont les temps d'impression, qui vont grimper sérieusement. Vu ton projet, je suppose que tu va prendre le temps de post-traiter, peindre etc, donc la vitesse d'impression n'est probablement pas un critère fondamental. Bon courage pour ton projet et mets nous une ou 2 petites photos lorsqu'il sera monté. J'aime beaucoup les tracteurs .1 point
-
Bonjour, Question peut-être mal formulée. Ce serait plutot : Peut-on changer de buses sur n'importe quelle imprimante ? Bonne journée.1 point
-
@jasmine Tu as sur cette page des éléments de supports pour la anycubic kobra neo : https://www.anycubic.com/pages/firmware-software dont un manuel en français (pas toujours très clair...) joint Anycubic_Kobra_Neo_20230109_V0.1.0_Francais.pdf
 1 point
1 point -
C'est marrant on est marié avec la même femme ? En tout cas merci d'avoir répondu à mon appel et merci pour le lien, très instructif, je reçois une 4 plus au mois de décembre...1 point
-
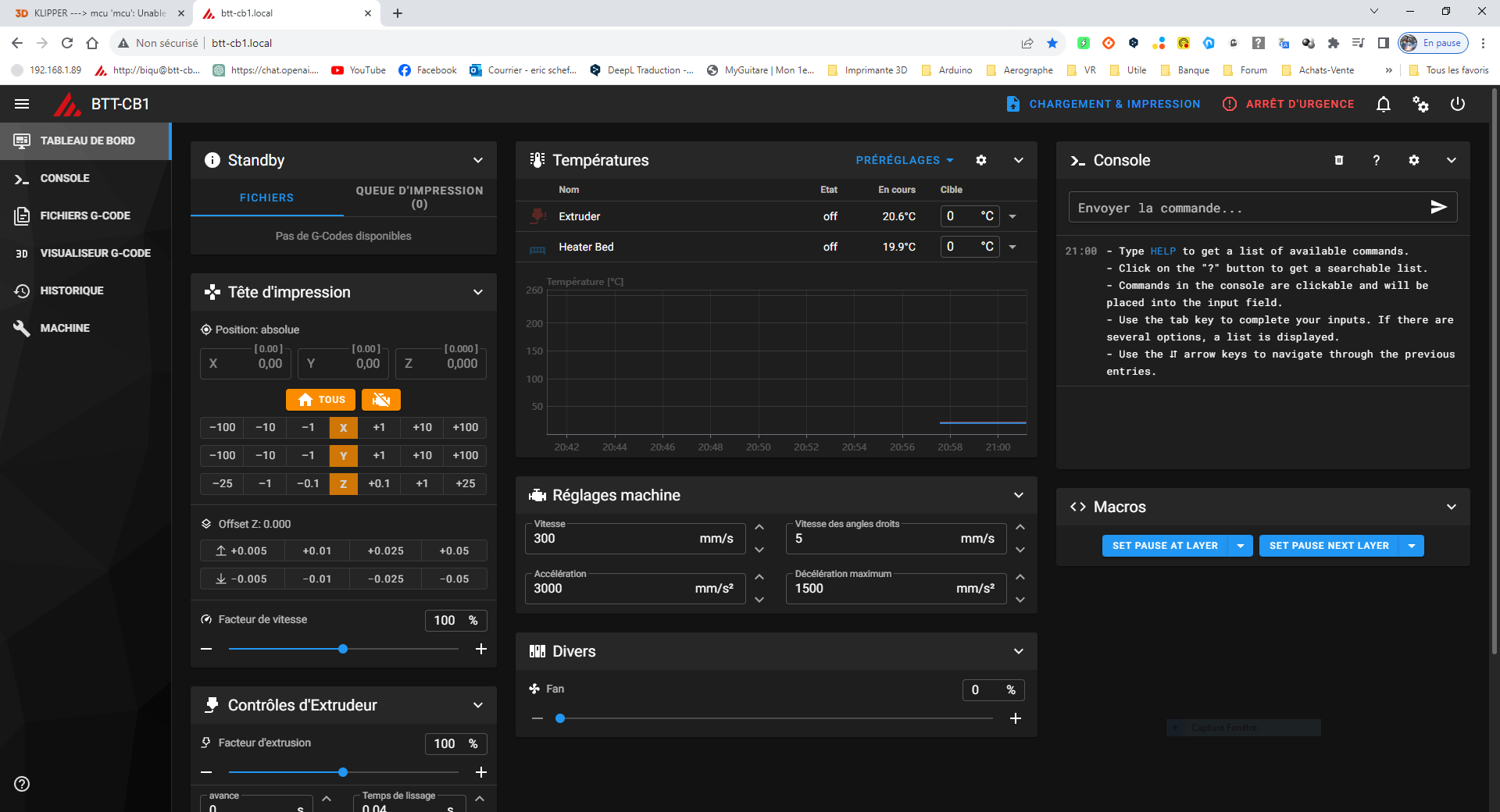
Un ami proche l'a mais pas moi si j'avais toute les machines intéressante chez moi ma femme me dirais de dormir dans le garage avec mes machines . Bon je passe sur Lens demain pour le boulot je passe pas loin d'amiens donc mais pas sur d'avoir le temps de m'arrêter t'aider car j'ai 6h de pris juste pour l'aller et retour plus le boulot que j'ai gérer je suis donc pas rentré demain. une explication de Elegoo sur le réglage des 4 coins, avec ABL après. Logiquement tu doit t'assure que les 4 coins sont ok après ajuster l'offset si necessaire pour ajuster les 4 coins et lancer un abl puis lancer le zoffset a ajustée au final, si besoin tu peux l'ajuster lors du print. Après tout depend comment la macro est configurer sur ce Klipper soit tu dois fait un enregistrement manuel via un save soit cela ce fait a la volé.1 point
-
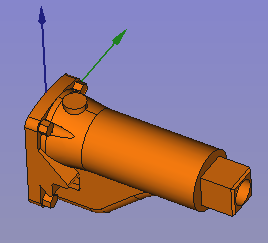
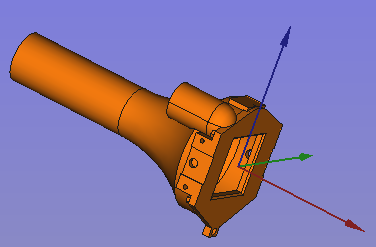
Bonsoir à tous, merci à ceux qui ont répondu. J'ai décidé de faire cette maquette au 1/12 (au 10/125 exactement) puisque je ne suis tenu par aucun contexte ou environnement. Ca me facilitera aussi la tâche de manipulation pour la préparation et le montage. Alors je pense que l'impression filament avec une buse de 0.4 mm me restituera les détails essentiels. J'ai fait des simulations avec deux "grosses" pièces que j'ai allégées de matière et de petits détails. Les résultats me conviennent mais je n'ai aucune expérience. Je vous mets à disposition ces deux pièces au cas où vous auriez quelques minutes .... Pour les "petites" pièces il faudra peut-être utiliser une buse de 0.2 mm. Les buses et le logiciel de la machine sont-ils(elles) interchangeables sur toutes les imprimantes ? Quels sont les invonvénients majeurs de l'utilisation d'une buse de 0.2 mm ? Merci d'avance. TubeFlasqueBV.stl TubeClochEmbray.stl
 1 point
1 point -
Bonne nouvelle tous marche Nikel et maj, quand je pense que s'étais surement juste la carte SD qui étai mal formater merci encore vous êtes géniaux Le seul chose qui est pas résolu est mon écran tactile qui reste blanc si vous avez une idée
 1 point
1 point -
Première impression x2 impeccable, quelques petits décrochages mineurs sur les plus longs support (en 0.8 c'est un peut juste au delà de 10cm, je pense). Je relance pour être sûr, mais je pense que mes soucis était dû à une densité de support insuffisante et a la seconde que j'essayais d'économiser a chaque couche qui devais trop fragiliser les supports pour pouvoir maintenir une coquille aussi lourde et sur aussi haut. Du coup maintenant je suis a une densité de support de 70%, je suis a 8 sec/couche (comme c'est écrit sur la boite), j'ai descendu la vitesse de levage a 40mm/min et ca a l'air de tenir. Comme quoi, en voulant aller plus vite, on gaspille de la résine et du temps. J'espère que mon expérience pourra être utile a d'autres. Je vous confirmerais la bonne exécution de la seconde impression et du passage au x4 sur la grosse mémère... Je vous salut, Elegoo, pleine de résine, Le slicer est avec nous Vous êtes bénie entre toutes les imprimantes Et la Jupiter, fruit de vos trouvailles est béni Saint FEP, père de la réussite Priez pour nous, pauvres makers Maintenant et à l'heure ou l'on dort Amen J'attend encore un peu pour le sacrifice...1 point
-
Je ne sais pas si pour les Feider (anycubic kobra néo), il faut aussi respecter pour le formatage FAT32 et allocation 4096 (4k) si oui, il vaut mieux ne pas dépasser 16Go, c'est plus facile. Sur la carte, l'imprimante ne sait lire que les fichiers tranchés format xxx.gcode, pas les STL. PS achetée chez Bricorama ou brico-dépôt ?1 point
-
Salutation ! @jasmine bienvenue sur le forum. (Prendre note que la Feider c'est semble t'il une Anycubic Kobra Neo Donc mon sujet de découverte de la Kobra Neo peut te donner des informations pratique ) Sinon pour la carte SD, il y a un type de formatage "fat32" a bien respecter. Noter aussi, que bien souvent les carte SD founie avec les imprimantes sont de mauvaise qualité. donc regarder pour en acheter une de qualité (une de maximum 32 GB mais pas plus pour pouvoir la formater en fat32 ) Enfin pour le fichier d'impression qui ne donne pas un bateau, il aurais fallut le regarder sous le trancheur ( Anycubic Slicer ou par exemple Ultimaker Cura pour vérifier se que cela devait imprimer.) Bon formatage de carte SD, essais de tranchage et d'impression. Tiens nous au jus.1 point
-
Merci à vous pour vos réponses, malheuresement c'est ce dont je redoutais... Je me souviens que j'avais passé pas mal de temps pour la calibration, et que c'était la seule solution que j'avais trouvé pour avoir mes impressions centrées (car mes points de leveling sont bons lors du palpage, c'est uniquement lors de l'impression que le décalage se fait, en prenant comme réferentiel mon capteur et non ma buse). Je vais réinstaller VSCode, et puis ça va être repartis pour du bidouillage de firmware ! Merci pour le liens des tutos @fran6p1 point
-
Super merci pour ta réponse ! Ça sert a rien de trop attendre Vous êtes trop forts en fêtes chinoises ... J en suis resté à l armistice de mon côté1 point
-
Enfin quelqu'un de positif !1 point
-
Les découpeuses vinyle permettent généralement de découper aussi du papier ou du carton. À voir pour le rhodoïd...1 point
-
On peut découper du rhodoïd éventuellement en mettant une feuille de Canson noir dessous. Mais non seulement c'est pas fait pour ça mais comme le dit très bien @PPAC, ça va être dangereux à respirer.1 point
-
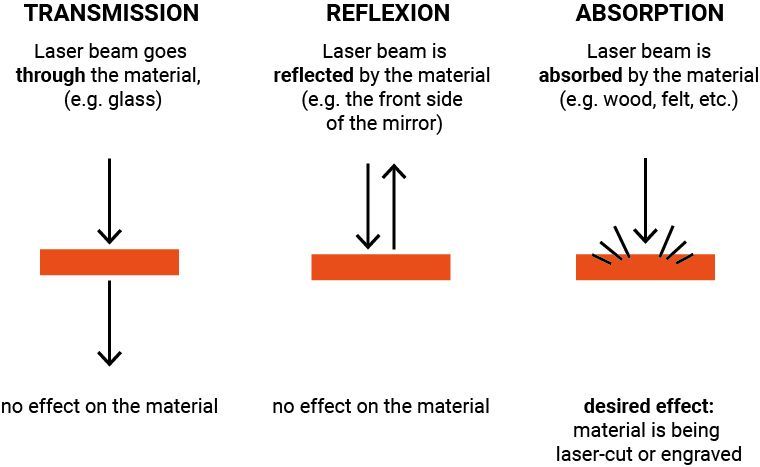
Salutation ! Navré, je débute avec un laser a diode (Je suis encore a découper du papier cartonné pour me faire la main.) et je ne connais pas la "matière plastique fine type rhodoïd". Mais si le rhodoïd est une matière transparente alors un laser diode ne fonctionnera pas ( avec un laser diode bleu de longueur d'onde de ~ 455 nm, si le matériau que l'on cherche a découper est transparent, malheureusement le laser passe au travers sans le découper extrait de ) et il faudra regarder pour les laser IR ou Co2. (plus puissant et avec d'autre longueur d'onde de laser) Aussi, découper des matière plastiques veux dire des fumées toxique, donc bien prévoir un caisson avec extraction et/ou filtration, de l'air vers l'extérieure pour la santé de tes poumons.
 1 point
1 point -
Lorsque j'ai vu ce sujet hier j'avoue que j'ai préféré attendre un peu avant de répondre tellement j'étais circonspect. Pour reproduire fidèlement ce magnifique travail le 1/24e me semble être le maximum, je ne connais pas la taille de l'engin grandeur mais en dessous de 20cm on ne verra plus les détails de ton travail. En FDM il y aura un travail énorme de finition pour avoir un fini parfait. Quant à la résine, pas de miracle, à moins de ne jamais y toucher, ce sera très très fragile. Il y aura de toutes façon beaucoup de choses à fabriquer à la main pour que ce soit réaliste. C'est typiquement le genre d'objet à fabriquer en laiton. Mais il faut être très motivé et passionné. Avec l'avantage que l'on peut rendre fonctionnel la direction par exemple. Ce petit locotracteur au 1/43e fait 8cm de long.
 1 point
1 point -
Elegoo et Quechua en pourparler pour créer un case facilement montable en 2 secondes??1 point
-
Pour formater ta carte SD en FAT32 : https://www.windows8facile.fr/formater-carte-sd-fat32/ Pour le logiciel slicer, tu charges effectivement le profil d'une Anycubic Kobra Neo dans Cura par exemple, l'équivalent de ta Feider, mais j'imagine (et j'espère) qu'il y a un mode d'emploi qui explique comment imprimer autre chose que les fichiers déjà présents sur la carte SD ?!0 points




















.thumb.jpg.8e4f3c7962529d5b54999ca8667a07c0.jpg)





