Classement



Contenu populaire
Contenu avec la plus haute réputation dans 05/12/2023 dans Messages
-
Déjà, il faut arrêter avec la soit disant "obsolescence programmée" dès l'instant qu'un produit vieillit et se dégrade. En général ce type de problème arrive lorsque le soft touch est fait en SBS. C'est une matière très économique dans laquelle il y a des huiles, au bout d'un certain temps et en plus avec les U.V. la dégradation est inévitable. La durée de vie est améliorée en ajoutant de l'éthylène donc du SEBS (mais ce n'est pas éternel).3 points
-
Pour la désinfection c'est simple : quand tu nettoies ton plateau à l'IPA tu en verses sur le PAD, écran tactile c'est sale !! c'est aussi efficace que l'éthanol. Pour le reste c'est plus compliqué !!!2 points
-
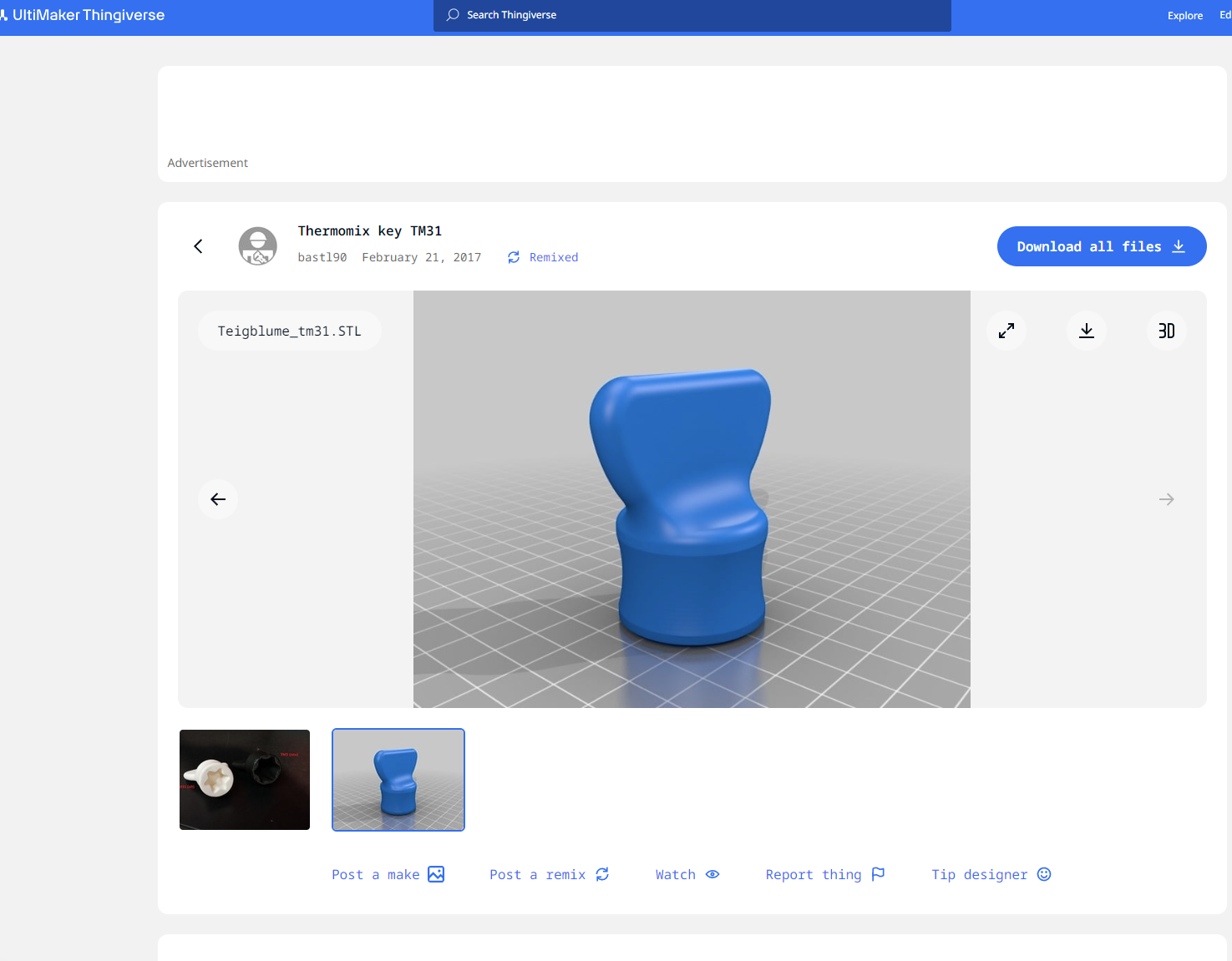
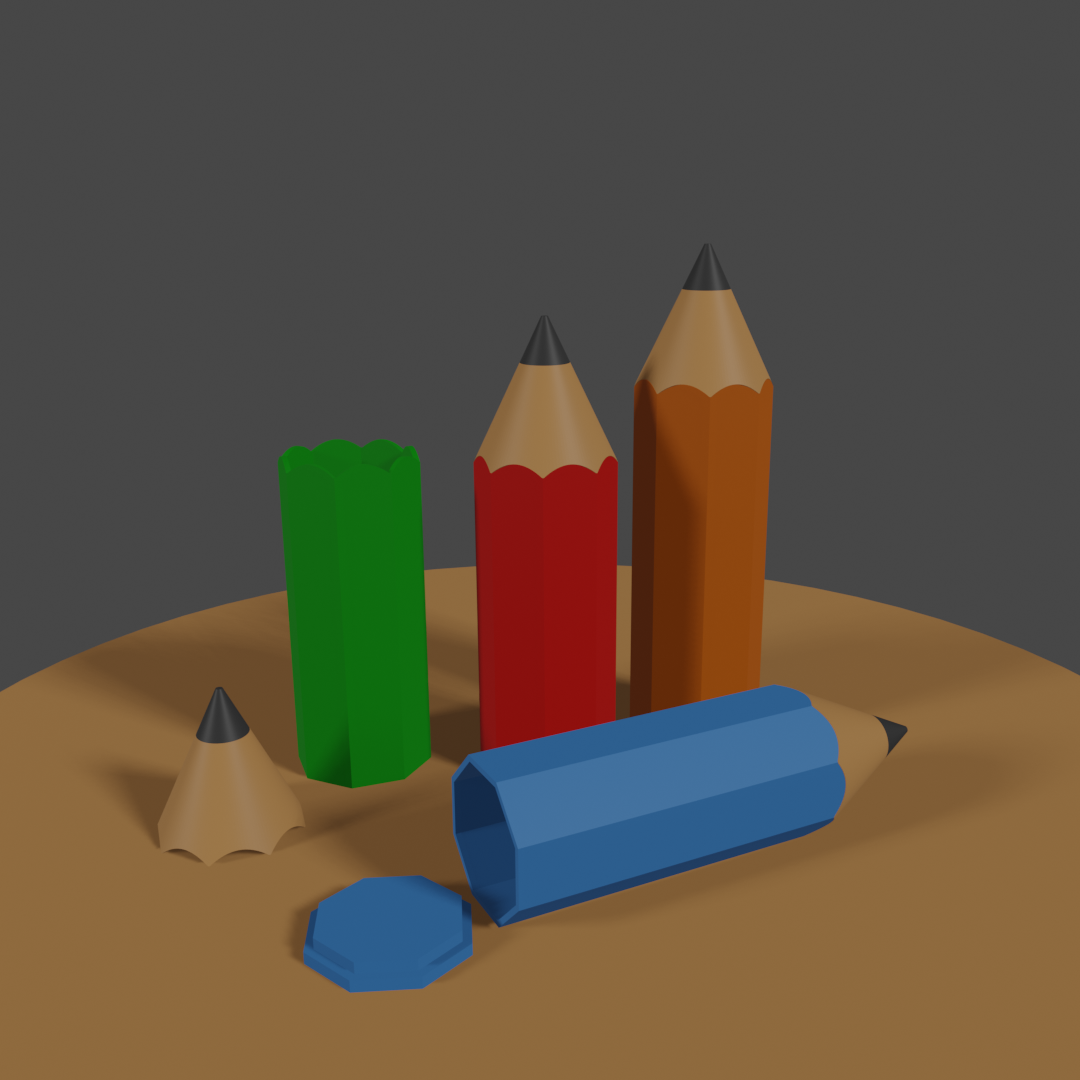
J'ai print cette pièce la semaine dernière, elle est parfaite2 points
-
1.8.0 Beta 2 sortie dans l'intervalle et Beta 3 ce matin : https://github.com/bambulab/BambuStudio/releases Improvement Add an edit preset button to the Filament dialog. Disable the AI monitor of the P series Disable open the context menu by right-clicking on the object List in the Preview Tab. Fix the daily tips to update content when slicing all plates automatically. Improve the display color of the load/remove button in the Bed Shape settings dialog. Improve the display color of the synchronized AMS button on the Preset page of Calibration when switching to dark mode. Repairing nonmanifold edges during the cutting process automatically. This function is only available on the Windows platform Some translations of Ukrainian. Thanks @iZonex Bugfix Fix the paste text issue in the Add Custom Gcode window and Text Shape tool on macOS. #2929 #2807 Fix the crash bug that "reload from disk " Fix the issue of support not being generated due to enabling the option "avoid interface filament for base" Delete the preset in the editing process, and click No, the preset will disappear in the UI, and it will still be available when reopened. Fix the issue that the Height Range Modifier will display on the Global Process page in some cases. Fix that input an invalid K Factor in the Manage Result page will exit edit. Fix the issue that input invalid K Factor will popup message dialog repeatedly in the Manage Result page on macOS. The dialog box doesn’t contain any information after setting the chamber temperature. Fix the issue that the name of the material in the error prompt is empty when the custom material does not match the printing board. Incomplete or overlapping display of "Dovetail" function in cutting tools on Mac Fix the issue of incorrect rendering of the section view tool Fix the issue that the create button on the create filament page disappears when the screen display ratio changes. The filament serial may not be correct in the editing filament dialog Fix the LAN mode issues of X1/X1C Fix the setting failure of the AI monitor Fix the issue that tips error while modifying the access code on the LAN mode Fix the crash in color picker init on some Linux system, this is picked from Orca Slicer, thanks to @mia-0 for the fix2 points
-
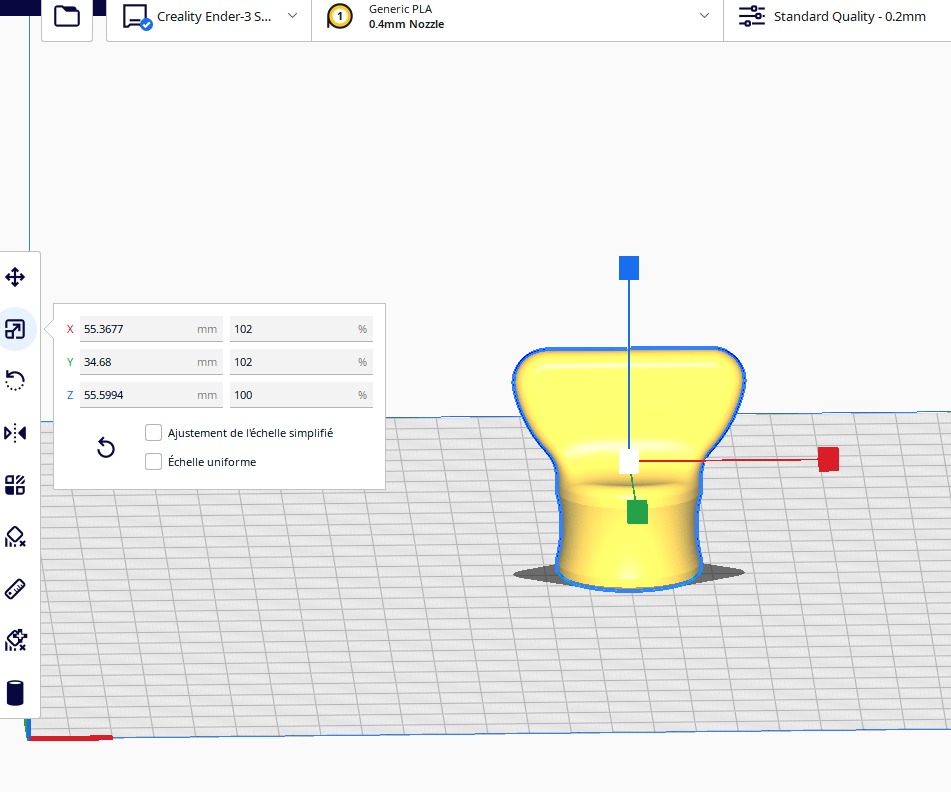
Bonsoir @gerardm @jasmine j'ai imprimé celui-ci, sûrement celui que tu as pris : En PLA, tu peux l'imprimer sans support, comme sur la photo ci-dessus. Il suffit dans Cura de cocher "activer les ponts". Mais par contre dans mon cas, la taille interne est un peu juste. Je te conseillerais sous Cura d'agrandir la pièce en X et Y à 102% environ pour avoir un peu plus de jeu. Ou plus si nécessaire.
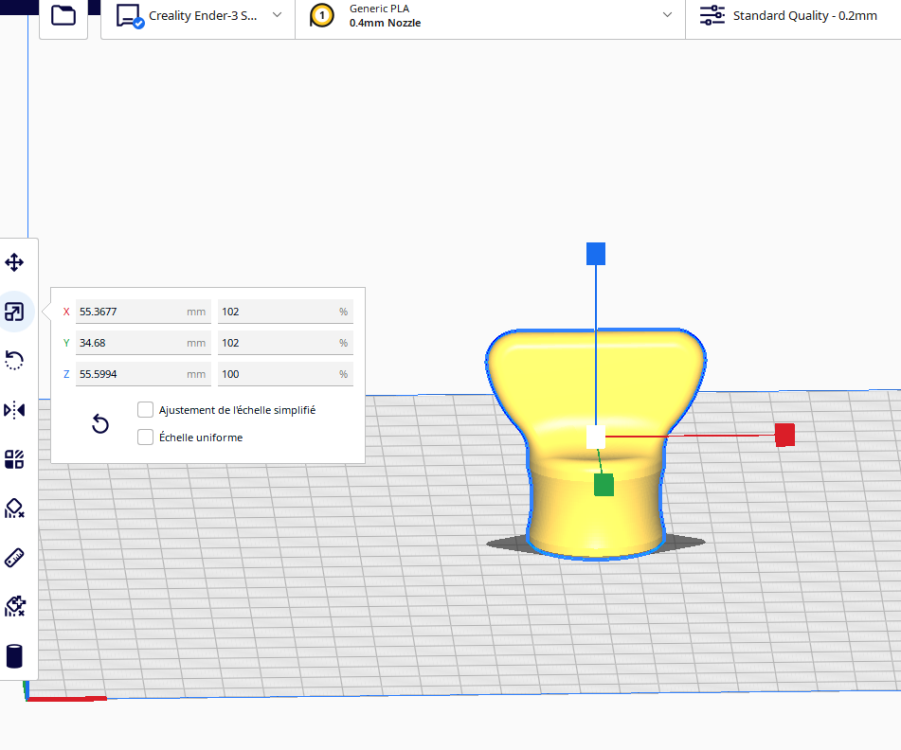 2 points
2 points -
Tu me rassuré un peu sur mes capacités...j ai passé réellement des heures à essayer sur fusion360 à modifier le filetage en regardant en simultané les tutos. J ai créé des trucs hallucinants,juré et maudit les maillages,fichiers stl,la bambu et autres machins bien prise de tête...et tout ça pour un gadget prise de poids...on va la faire simple: chacun piochera dans le paquet direct!2 points
-
Extrait de cette page : Pour ma part, ma préférence va à Openscad1 point
-
avec support mais a choisir je préfère sans oui ca va trés bien a mon thermomix je suis trop contente1 point
-
Bien, imprimé avec support ou sans ? Il s'insère bien sur le Thermomix ?1 point
-
bonsoir @hyoti oui c'est le meme mais toi il est plus beau voila le résultat
 1 point
1 point -
J'ai commandé la mienne la 13/11 et je l'ai reçu Jeudi . A côté de cela on peut pas dire que je sois un débutant de l'impression 3D mais je début chez Bambulab c'est officiel. Bon sérieusement elle est pas parfaite en effet mais je la trouve vraiment pas mal cette petite A1 Mini, après un scrapper d'imprimer en print de test j'ai lancer un adaptateur de bobine SunLu ne tienne pas sans cela sur l'AMS Lite, puis un Panda 3 couleur dispo sur la SD, cela prouve bien qu'il y a de l'optimisation qu'il va me falloir effectué cote gestion AMS c'est abuse d'origine les setting de purge qu'il applique, mais cela fonctionne pas trop mal, les impressions en terme de qualité sont très honnêtement ahurissante ma SR sous klipper fait des impressions propre et etait l'imprimante que j'utilise le plus (avec profils Orca) mais la honnêtement j'ai de base une meilleur précision sur les parfois fine et petite ecriture et les angles net et parfait et cela a des vitesses supérieur au 250mm/s de ma SR. Je vais continué de test cette machine et je comparerais la qualité et la précision d'impression de cette dernière avec l'autre machine en attente, mais je sais pas quand elle arrivera celle la1 point
-
Ce n'est pas tant l'intensité qui importe mais la tension d'alimentation. Les alimentations officielles de la Raspberry Pi fondation utilisent une tension de 5,1V , C'est quand la tension descend sous 4,6V qu'elle envoie le signal sous cadençant la vitesse du μcontrôleur du RPi. La plupart des alimentations sont Tension ±10%: 5V => 4,5-5,5V 5,1V => 4,6-5,6V)1 point
-
La Neptune 4 pro imprime bien y a pas de soucis j'ai encore analyse 2 3 print de mon pote qui a la sienne depuis fin septembre et le résultat est très bon. Par contre on ne peu plus vraiment dire de mon point de vue que les nouvelles générations d'imprimante soit évolutive, elles ont énormément gagné en qualité mais elles ce sont fermé matériellement utiliser de plus en plus du matériel propriétaire.1 point
-
Salut je prend ta question au vol j'etais absent quelques jours, alors pour le rendu esthétique je te dirais de vérifier ton pressure advance, vue que c'est principalement sur les zone ou il y aura un changement brusque de direction que cela ce gâte, je perçois un peu de résonnance oui mais cela n'explique pas ces défaut pour moi. Par contre pour le côté cassant c'est normalement pas lié a cela. Question c'est le même filament silk utilise sur la 2eme photos ? car je le trouve plutot mat, et je pose la question car j'ai eu une bobine de filament SunLu Silk par le passer qui etait horrible en liaison intercouche tu cassais n'importe quelques print en ne forcant même pas quoi que tu fasse et seule cette bobine m'a fait cela a ce jour.1 point
-
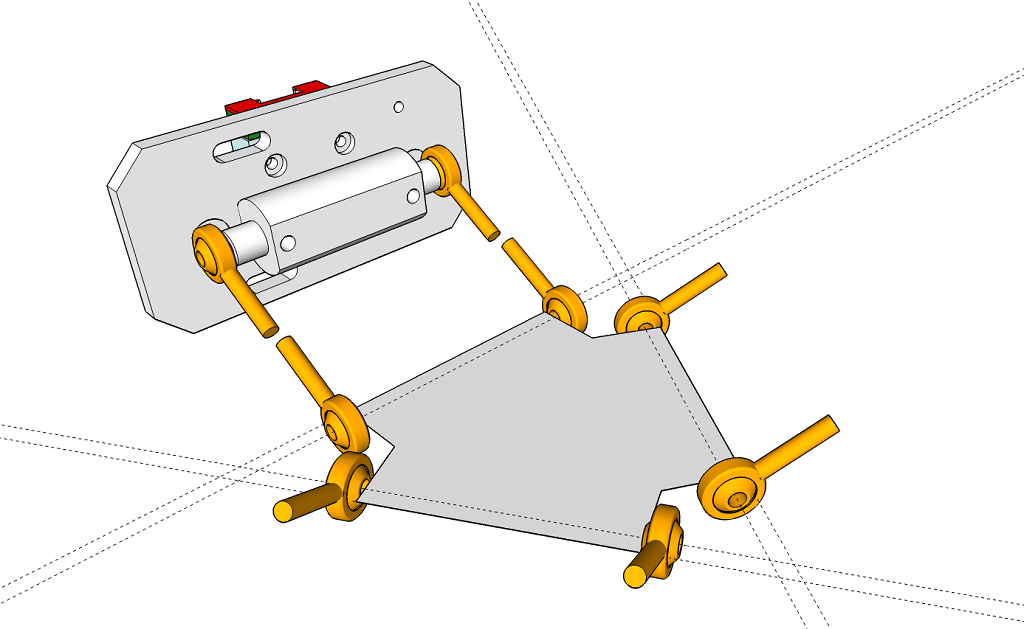
Bonjour tout le monde, Je continue ma présentation. J'ai dit plus haut que je n'étais pas satisfait des rotules magnétiques que je ne trouve pas assez puissantes, je pense que l'imprimante ne pourra pas utiliser des vitesses significatives sans que tout se désolidarise, j'ai déjà eu quelques déboires sur l'ancienne delta, pour pallier à cela j'ai commandé ces rotules et je vais revoir tout le système ascenseur/bras/effecteur: https://fr.aliexpress.com/item/1005002629309024.html?spm=a2g0o.order_list.order_list_main.11.6ea35e5brC7YBI&gatewayAdapt=glo2fra Comme le vendeur donne les cotes de ces rotules je peux déjà commencer à étudier le nouveau système, j'ai du cylindre d'alu diam 20mm pour la modif des ascenseurs et du plat d'alu 2017 en 8mm pour le nouvel effecteur. La seule inconnue c'est la méthode de fixation de la hot-end, j'ai deux hot-end d'Aliex qui ne sont pas du tout similaires et une de fabrication maison qui utilise encore une autre méthode de fixation. A réfléchir. Voici le premier jet 3D: Oups ! excuse-moi Guillaume3D, je n'avais pas vu ton post. Pour tout calculer j'ai dans un premier temps tout modélisé en 3D en me basant sur les matériaux que je possédais pour la construction. Dans un deuxième temps j'ai optimisé en faisant des simulations de positionnements extrêmes de façon à ce que tout passe en favorisant la largeur des print par rapport à la hauteur, je ne pense pas faire de pièces très hautes. Pour résumer je suis parti de la longueur des étirés d'alu 45x45, ce qui m'a donné la hauteur de la machine. Ensuite j'ai pu calculer les dimensions et la forme des plaques inf et sup pour avoir la structure générale, et après avec les simulations 3D j'en ai tiré la longueur idéale des bras pour obtenir un cercle d'impression de 300mm sans toucher les piliers et sans avoir des bras trop verticaux en position extrême. Tout est raconté là: http://www.metabricoleur.com/t18406-j34n1n3 Ca c'était en tenant compte des dimensions de l'effecteur de S1M0N3 mais comme je redessine le nouvel effecteur en l'optimisant toutes ces belles simulations partent un peu en fumée mais c'est les aléas du prototypage. J'ai lu quelque part que plus les bras étaient écartés mieux c'était, puisque j'en ai l'occasion j'ai passé l'écartement de 55mm à 60mm. En gros j'ai étudié un truc super optimisé et je suis en train de tout chambouler La seule chose qui m'inquiète dans cette histoire c'est d'arriver à remplacer les billes collées à l'araldite par les nouvelles rotules sans abimer mes bras carbone. Je vais essayer en chauffant doucement.
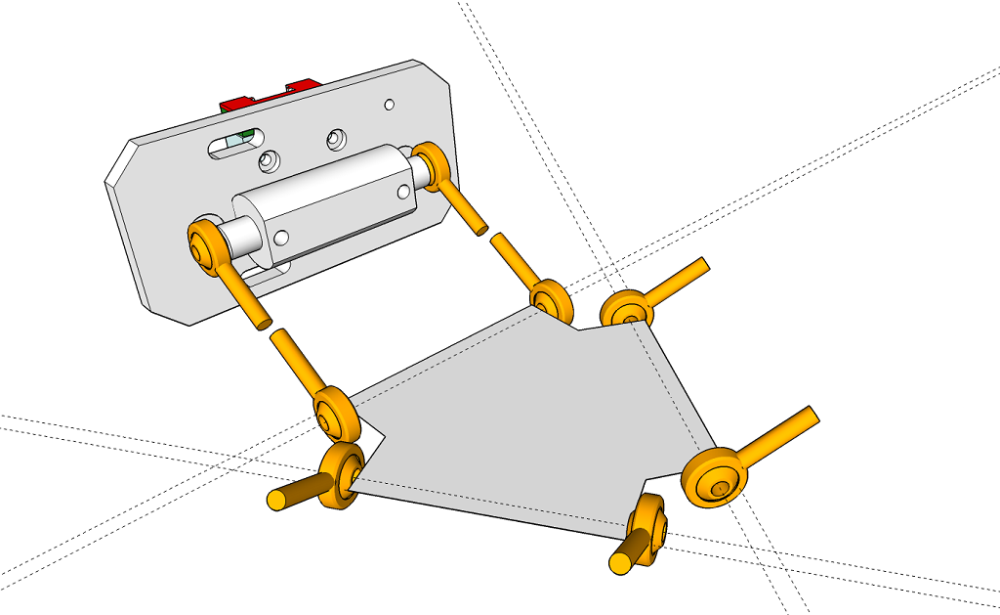 1 point
1 point -
J'en ai bien peur... Pour l'AMS, faut voir aussi si t'as l'habitude d'utiliser une drybox ? Je trouve ça hyper confortable sur la X1 mais je ne laisserais probablement pas 4 bobines à l'air libre comme ça tout le temps.1 point
-
Quand c'est neuf, c'est vendeur ...1 point
-
Salut, je suis curieux de connaitre le résultat final. J'ai eu le cas sur plusieurs appareils, dernièrement des jumelles avec le même souci, j'ai pu tout enlever à l'alcool également. Comme quoi, quand on dit que l'alcool ne résout rien, c'est faux1 point
-
Re ! Alors, pour la première petite batterie de tests pour ce soir: Je suis donc monté à 210°C pour commencer. J'ai fait un home pour pouvoir bouger librement le bloc d'impression après, et ce petit mouvement a suffit pour me faire perdre 40°C quasiment instantanément (première chute sur le graph) Forcément, l'imprimante a pas aimé, message d'erreur et reboot de klipper. Je suis remonté à 210, et la j'ai manuellement fait gigotter le faisceau de câbles qui relie le bloc d'impression (entre 22h22 et 22h23)... Autant dire que la sonde de température a pas aimé J'ai eu droit à une nouvelle erreur, nouveau crash... Nouveau reboot, je titille un peu le faisceau de câbles, le filament, le bloc d'impression en lui même, et ça finit par se stabiliser vers 22h25 Je tente à nouveau un home, et des mouvements en vélocité max (100mm/s pour Z et 600mm/s pour X et Y), ça ne semble plus bouger d'un copec Deuxième test: Je met l'imprimante en cooldown, je la laisse refroidir jusqu'à 30°C, belle courbe de température, pas de mouvements étranges... Je relance à 210, je fais fais bouger le faisceau de câbles pendant toute la chauffe, courbe de température normale aussi. Je continue de toucher au faisceau, au bloc, au filament une fois à 210, je fais pas mal de mouvements dans les 3 axes en vélocité max et c'est toujours stable. Troisième test: J'éteins l'imprimante et je la laisse refroidir entièrement pour qu'elle passe à température ambiante Je rallume, 210°C, je joue avec le faisceau de câbles pendant la chauffe et une fois arrivé à 210 + mouvements sur les 3 axes, toujours rien. Je tente de lancer une impression, ça a l'air de rester stable aussi... Pour le moment le problème semble donc résolu ! Peut-être qu'en jouant avec les cables j'ai enlevé un faux contact... En tout cas ça a l'air bon pour le moment, je tenterai une impression complète demain pour voir si elle décide de faire des siennes à nouveau. Merci de m'avoir aiguillé sur la piste de l'électronique @PPAC en tout cas ! J'updaterai le fil si jamais le soucis semble revenir
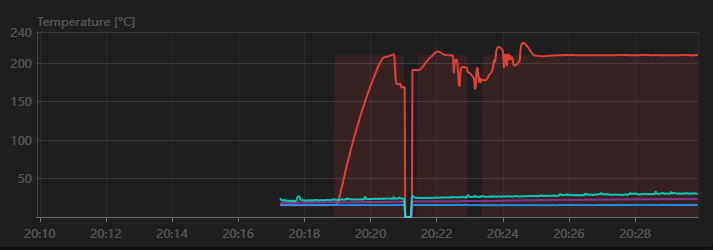
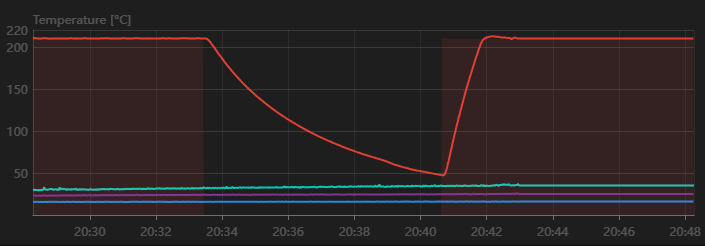
 1 point
1 point -
I love MiniXtruder sur ma CR10 aussi Je sais ça n'a rien à voir avec le sujet Je sors1 point
-
@ambiorix je déplace dans la bonne section1 point
-
Fait attention RFN_31 tu est à deux doigts d'être nommé dans les perles1 point
-
Et bien c'est déjà pas mal Bienvenue chez les imprimeurs fous1 point
-
C'est bien ce que je pensais, je vais lui faire une petite maison à l'abris des courants d'air. Merci pour ta réponse1 point
-
Justement pas avec l'ABS pas de ventilation sur ta pièce, elle refroidie trop vite la pièce d'où les fissures l'ABS n'aime pas les courants d'air ni le froid, c'est pour ça qu'il est recommandé de l'imprimer dans un caisson ou une imprimante fermée1 point
-
Bonsoir, J'ai reçu mes pièces de rechange ce midi, montage de la thermistance (le fil était abimé) réglage plateau et c'est reparti.... J'essayerai de faire le PID demain. Pour la procédure, j'ai suivi celle de Mitsu3D....1 point
-
Bonjour @Madmike, merci bien. Je ne compte pas vraiment mon temps...Je dirai en moyenne que je réalise une pièce en une semaine en y travaillant environ 2 heures par jours... Pour le capitaine Bob cela a été plus long (beaucoup d'éléments) je dirai une trentaine d'heures...1 point
-
bonjour, adapter un stl, faut déjà avoir l'habitude... en plus , ce stl, qui comporte un très grand nombre de facettes , n'est pas "fermé" proprement. mieux vaut apprendre à faire un filetage sur un cylindre ; il existe des tutos ..1 point
-
Je ne connais pas l'impression résine, je ne peux t'en dire plus. Mais pour que d'autres membres du forum puissent t'aider, tu pourrais mettre une capture d'écran ou une photo du modèle découpé dans chitubox, et indiquer précisement ce qui se passe, " l'impression s'arrête où et quand, les symptomes, ......1 point
-
Merci pour le post .j ai recherché avec le terme" filetage "donc passée à côté. Et avec le tuto fusion que j avais deja visionné, c est de la conception de A à z. Je voulais juste adapter le pas de vis du projet existant..je vais m y remettre des ce soir.1 point
-
Bonjour @ambiorix Tu devrais préciser dans ton profil ton modèle d'imprimante ! Serait-ce une résine ? Précise aussi ton Slicer ? type de modèle, ... Autrement cela reste très abscons.1 point
-
Jette un oeil sur cette discussion ça peut être va t'aider1 point
-
Mince, même une configuration peut attraper le (la?) Covid1 point
-
Bon, j'ai commandé et reçu un plateau type verre borosilicate en 310x310 Ais décollé très facilement les 4 fixations d'origines. Après un petit nettoyage et création de gabarit, j'ai recollé celles-ci sur la vitre à l'aide de colle spécifique (cyanolit bi composant résistant à la chaleur et colle verre et metaux.) Après Plus de 24H, j'ai étalé le plateau préalablement chauffé sans aucun soucis. Reste plus qu'à lancer une impression pour voir ce que ça donne Il semblerait qu'il ne soit pas recommandé d'utiliser des bombes de colles tel que Dimafix sur les plateaux en verre. Je vais voir ça et faire quelques tests. En tout cas, les 4 fixations tiennent super bien, je suis assez surpris. J'essayerai dés que j'ai 5mn de poster une photo.1 point
-
Oui pour la v4 Le Sunlu Filadryer 4 issus de la campagne Kickstarter juste sorti de son carton :
 1 point
1 point -
C'est pas du tout une Bambulab A1 mini combo
 1 point
1 point -
Je te dirais si je la trouve aussi bien que ce que tu en as pensé1 point
-
Elle est partie chez @molusk77 puisque grâce à l'indice de @PPAC j'ai trouvé1 point
-
Nouvelle update, je viens de voir dans la vidéo de CNC Kitchen que le stand de 3D Prima exposait l'AnkerMake M5 avec le Color Engine (donc avec le système multicouleur sans purge) au salon Formnext 2023 : On y voit donc comment leur système multicouleur fonctionne : déjà la tête d'impression devient énorme étant donné qu'on y retrouve 6 hotend indépendantes (il faut donc utiliser ce système même si vous n'imprimez qu'une seule couleur, à mois de changer toute la tête à chaque fois), une par bobine disponible dans le caisson où elles sont stockées. Je ne sais pas ce que ça donne au niveau du poids, mais j'imagine que cela va pénaliser la vitesse d'impression et peut-être même un peu la surface d'impression. Ensuite lors de l'impression, seule la hotend qui imprime est baissée au niveau de la couche à imprimer, toutes les autres remontent de quelques millimètres et sont bouchées par une pièce en silicone pour éviter toute fuite de filament. Lors d'un changement de couleur, la hotend qui a fini d'imprimer remonte, est bouchée et la nouvelle se débouche et commence à imprimer. Apparemment il n'y a pas de tour de purge, donc je ne sais pas comment ils font pour remettre la hotend en pression avant d'imprimer, et j'imagine que si elle était maintenue en pression en étant bouchée, il y aurait forcément un peu de suintement dès que la pièce en silicone partirait. La hauteur des hotend est calibrée grâce à une pièce, et cette calibration doit être effectuée lors de la mise en place du système : Étant donné la taille déjà imposante de la tête avec ses 6 hotends, les extrudeurs sont quand à eux placés dans "l'armoire" qui stocke les filaments, donc on se retrouve dans un système bowden : Apparemment ils comptent commencer à expédier dans le courant du premier semestre 2024, avec donc potentiellement un an de retard.

 1 point
1 point -
J'ai vu des youtbeurs qui en parle ... Tech Napa en parle. Il a eu un ratage d'impression à cause de ça...1 point
-
Je donnais juste un avis, s'agissant d'un forum d'entraide... Et merci à @PPAC pour son action.1 point
-
Bonjour à tous, mes dernières créations... Hi-Han hauteur 23 cm... Celui là a une grosse tête, il a fallu augmenter la densité de remplissage du corps pour qu'il ne pique pas du nez... Quelque chose d'un peu différent...mais toujours modélisé avec Blender.






 1 point
1 point -
Merci pour votre réponse mais pour ce qui est du firmware en tant que tel j'ai compris et réussi simplement le bltouch qui ne fonctionne pas malgré (selon mes connaissance) les options actionnées1 point