Classement




Contenu populaire
Contenu avec la plus haute réputation dans 24/03/2024 dans Messages
-
Nouveau récap de la semaine 3D avec le plus grand bâtiment européen jamais imprimé en 3D, tous nos tests d'imprimantes Elegoo et des optimisations pour Bambu Lab. https://www.lesimprimantes3d.fr/semaine-impression-3d-429-20240324/3 points
-
Une fois n'est pas coutume, une perle sur une addition " 157.41+110.03(livraison)= 162.55€ "3 points
-
Un boulet ? avec une Artillery ? Ca s'impose ! Bienvenue sur le forum ! Encore une petite: Pourtant cette imprimante, elle est "canon" ....3 points
-
Je me suis sacrifié et ai donc installé l'apk sur mon smartphone (vieux Motorola G51). Il faut créer un compte (nom d'utilisateur, email, mdp et saisir le code de vérification envoyé sur l'email déclaré) Ensuite il faut ajouter l'imprimante (un scan est lancé sur le réseau local, l'adresse IP de ma XM3 a bien été trouvée (même si sur mon LAN j'y accède par son nom DNS). Un certain nombre d'informations s'affichent (ça ressemble à Fluidd) mais je n'ai pas réussi à faire défiler les différents panneaux, je ne peux accéder qu'à Impression en cours et Webcam. Pour éventuellement accéder aux autres panneaux, il faut «fermer» (réduire) les panneaux Autre remarque: durant installation j'ai eu des fenêtres surgissantes (popup) non traduites (donc en idéogrammes chinois), j'ai cliqué au hasard (sur le bouton de droite qui habituellement correspond à «OK» ). Pas testé une connexion externe (hors LAN). Bien que Qidi dise qu'il faut une version de leur firmware 4.x.15, ma XM3 est encore en 4.3.13 et ça a fonctionné (au moins pour ce que j'ai testé). Mon avis, pour le moment sans avoir testé de mode distant, je préfère de loin Klipperoid et/ou Mobileraker (j'utilise OE quand j'imprime et que je ne suis pas à la maison (ce qui est de plus en plus rare )). Ne sachant (et ne souhaitant pas) faire de copie d'écran de mon téléphone, il n'y a donc aucune «image». J'ai aussi eu quelques plantages de l'appli (retour de veille de l'écran, clic où il ne faut pas. …)2 points
-
Il s'agit bien de recuisson ... Un mini-four à thermostat réglable à partir de 70°C devrait faire l'affaire. Je ne suis intéressé que si la géométrie des pièces n'est pas modifiée ... A réception du four d'occasion, je ferai un test et je comparerai la géométrie.2 points
-
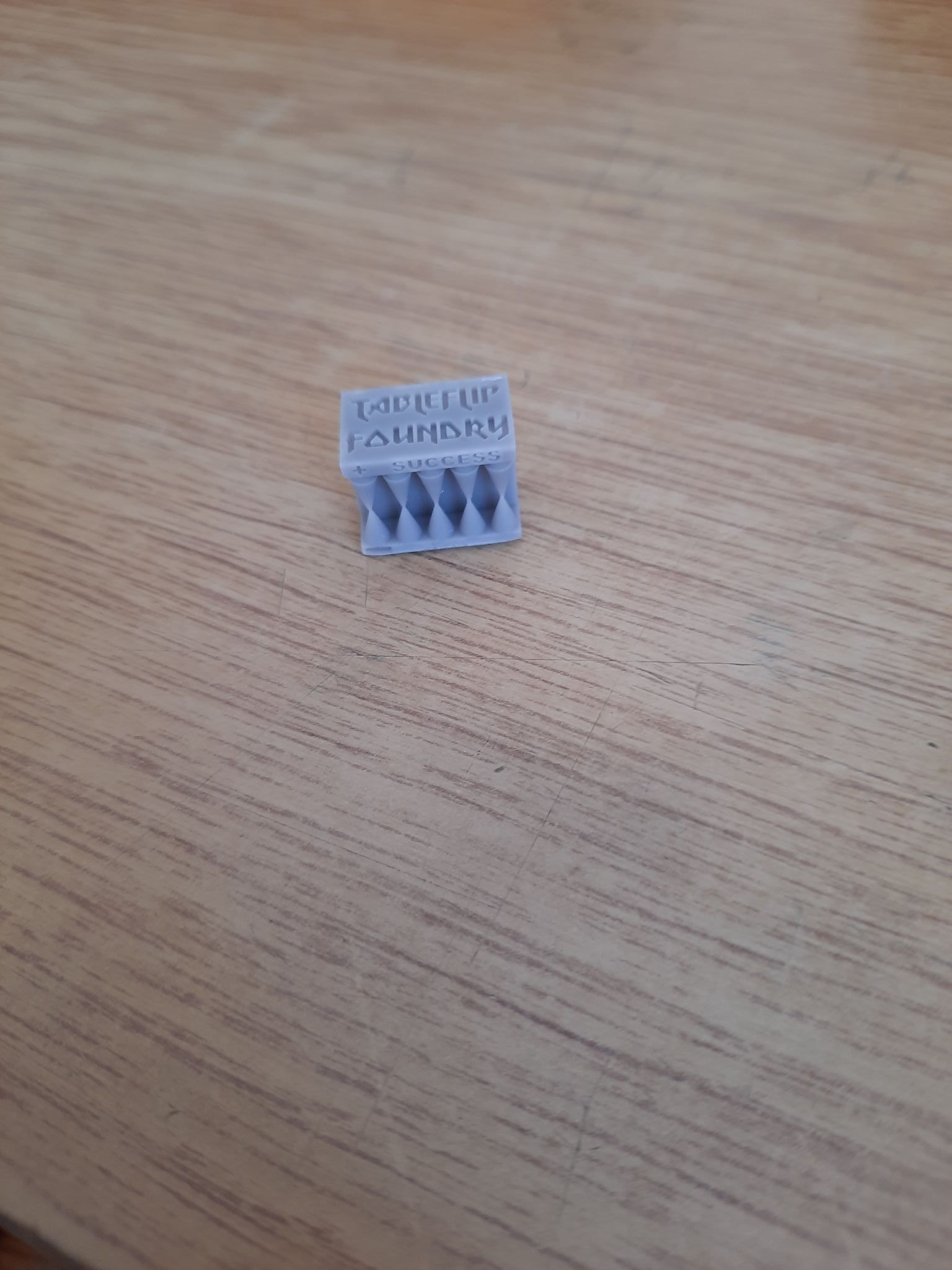
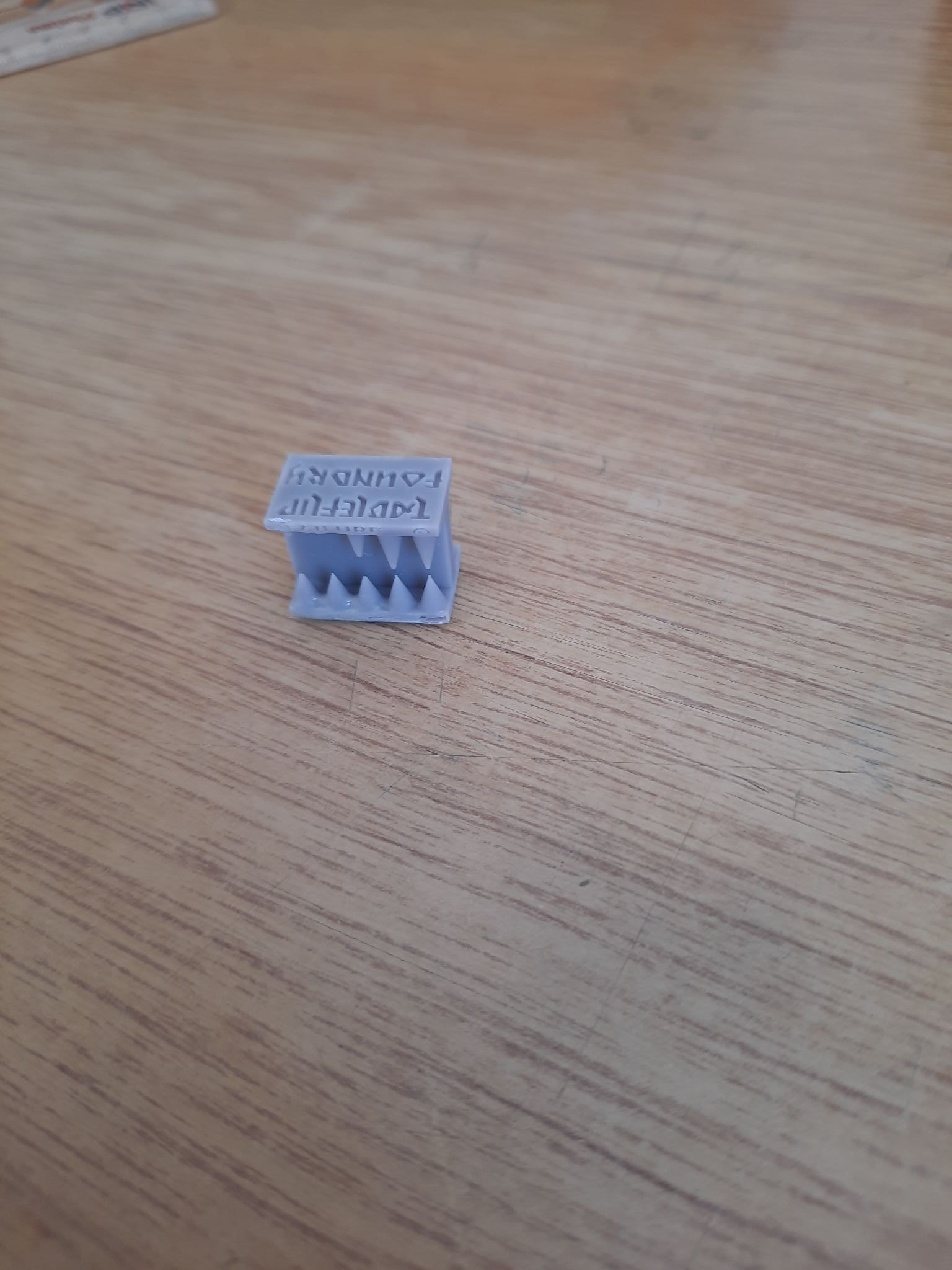
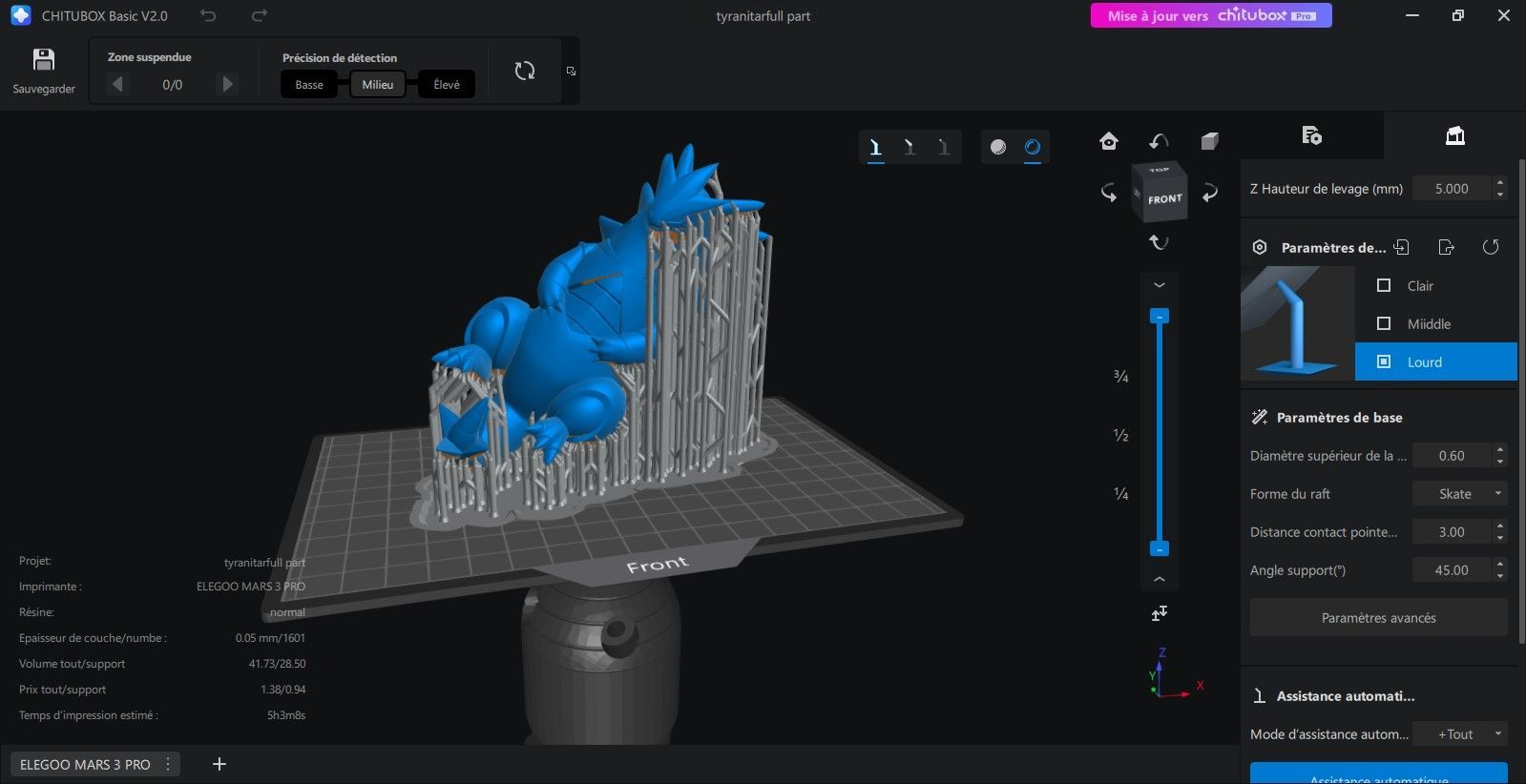
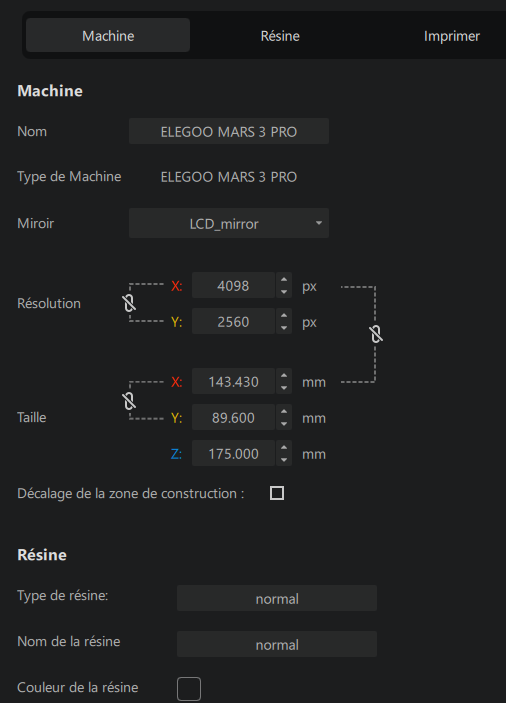
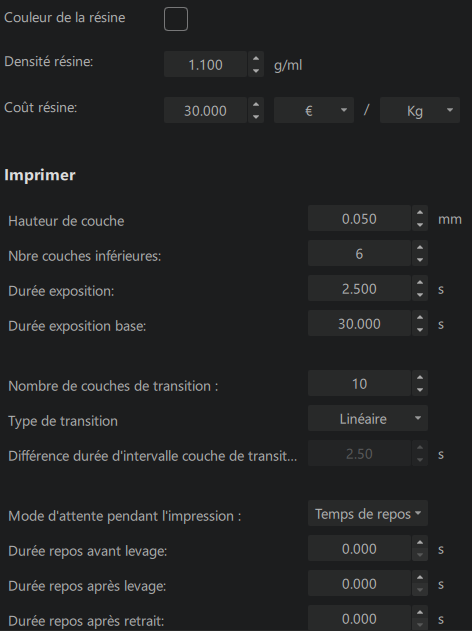
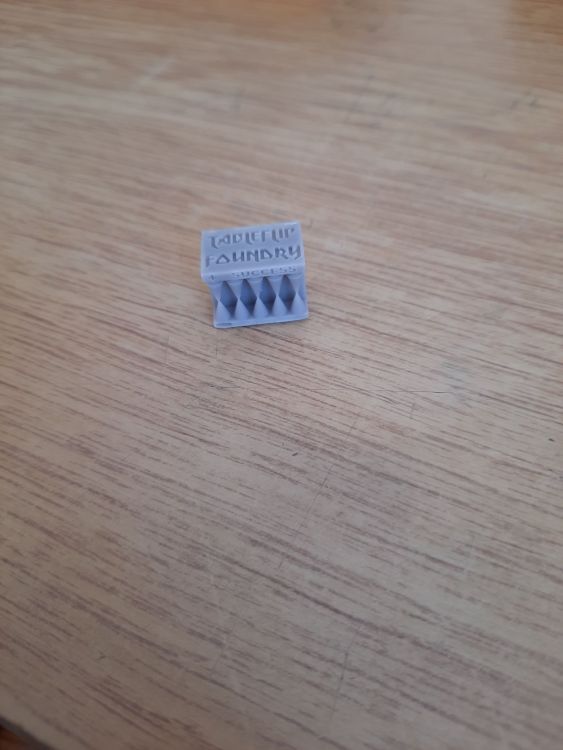
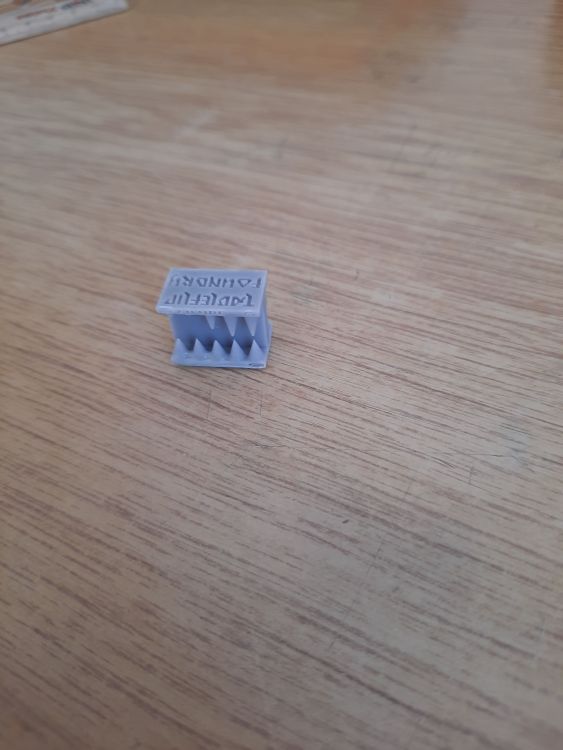
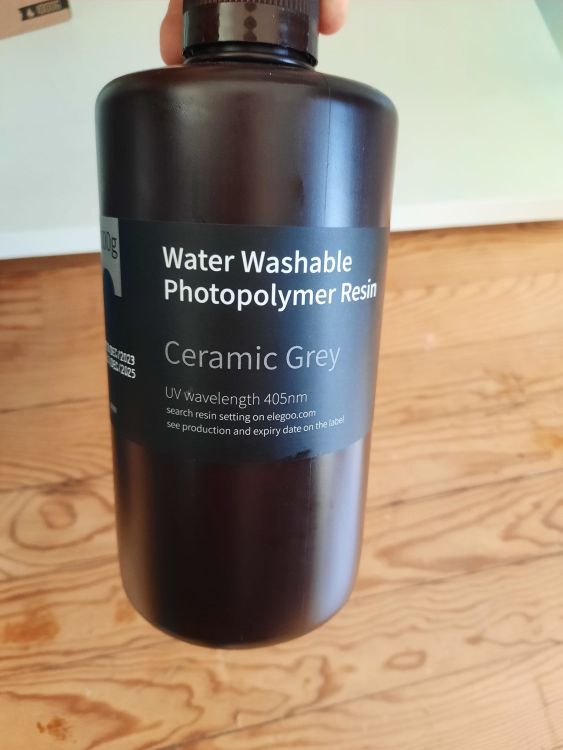
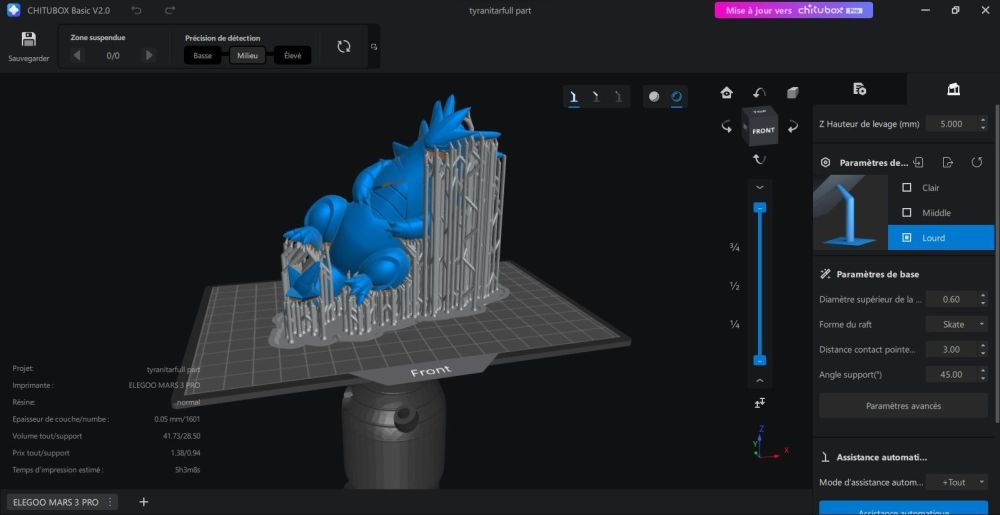
Pour l'imprimante, j'ai une elegoo mars 3 pro, la résine c'est de la waterwashable ceramic grey de chez elegoo. Pour sa date de validité, cv jusqu'à 2025. En température, elle est dans une pièce que je n'utilise pas de mon appart, ducoup au alentour de 20 degrés. J'ai récupérer la machine à un pote à moi, il en a eu une utilisation classique mais en a eu marre. Le fep, il est pas neuf mais il n'a pas de grosse marque dessus. Je pensais le changer pour un fep2.0 (PFA) de chez elegoo. J'ai fait un test de calibration, test des cônes ( que j'ai vu sur ta chaine @isidon, grand fan). Après y a des trucs que je comprends pas, pour des impressions avec des paramètres similaires, j'ai des problèmes aussi de coupure sur la pièces. En espérant avoir répondu à un maximum de questions. merci d'avance. Ps: ils ont mis à jour le logiciel de chitubox, y a plus la densité de supports ( sur les supports auto) Pour la partie en surplomb au niveau du raft @isidon, j'ai mis un raft skate
 2 points
2 points -
En gros le recuit sert à augmenter le taux de cristallinité du PLA et du PETG et autres polymères dit semi cristallins. Cela permet d'augmenter certaines propriétés mécaniques (et thermique en modifiant la transition vitreuse) MAIS provoquent un retrait qui peut créer des contraintes internes si mal exécuté et effectivement des modifications dimensionnelles. D'ailleurs n'oublions pas que les pièces imprimées sont LOIN d'être isotrope que le retrait ne l'est pas non plus. Mais sur un amorphe comme l'est l'ASA, l'intérêt réside dans le fait de soulager les contraintes internes en rendant un peu plus isotrope la pièce (en resoudant un peu les couches). Mais ça reste quand même pas super utile.1 point
-
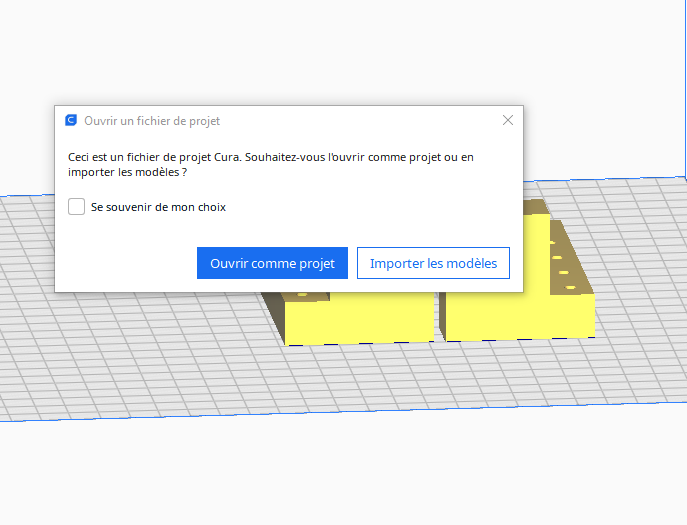
@mahaultitz Sous Cura quand tu ouvres ou "drag and drop" un fichier .3mf il te demande si tu veux ouvrir comme projet ou importer les modèles : après si tu le souhaites, tu peux exporter chaque pièce au format .STL Le même fichiers droppé dans creality print m'ouvre les pièces contenus que tu peux sauvé en stl.
 1 point
1 point -
Hello les makers, j'ai recu mon laser, apres l'avoir monté, j'ai remarqué pas mal d'entrées dispo sur la carte, maintenant je vais certainement fouillé sur le net pour voir éventuellement mettre des capteurs pour les origines, mais peut etre pour voir si je peux controler le air assist, car j'ai un peut de mal avec les origines qui n'existent pas physiquement ( ou alors, car je ne connais pas encore le language grbl, mais voir si on peut avoir le meme principe que certaines imprimantes ou l'on calcule la force dans les moteurs, et on en déduit qu'on est a fond)1 point
-
Comme celles lors de la sortie de la PS5!!!1 point
-
@PPAC Apparemment le SSR alimenterait en 230V l'élément interne qui chauffe le caisson et pas le lit chauffant. Donc éviter d'y mettre les doigts quand on l'utilise (cela dit, normalement, on n'utilise cet élément qu'avec l'ABS / ASA qui demandent de fermer l'enceinte (porte + capot). Quelques Youtubeurs s'en émeuvent As-tu mesuré l'épaisseur du plateau ? Il me semble moins épais que celui de la XM3 qui fait 6mm d'épaisseur. Je me suis «sacrifié» pour tester l'appli Qidi Link: mon avis => totalement dispensable pour le moment.1 point
-
J'ai déjà un peu renforcé le châssis avec des pièces imprimé et je compte plus tard tout monter sur une structure en profilé aluminium genre AM8 mais en rallongeant un peu les axes. J'ai aussi monter un nouvel extrudeur (copie bondtech) en Bowden et une nouvelle tête chauffante façon e3dv6 (copie Aliexpress toujours...) sur un chariot modéliser par mes soins avec bl touch. Le tout dans un caisson éclairé et ventilé. Ja raconterais peut être tout ça dans un nouveau sujet de présentation avec des photos si ça intéresse quelqu'un ? Certain me diront sûrement de partir directement sur une nouvelle imprimante mais j'aime bien bidouiller et bricoler. Et puis je suis sentimental je m'y suis attaché à ma petite bête lol. Et puis au bout d'un moment il n'y aura plus aucune pièce d'A8...1 point
-
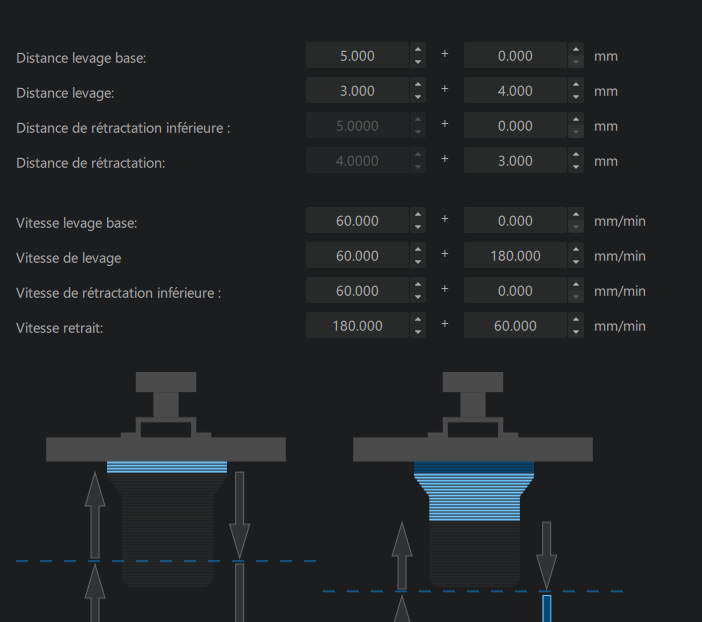
Vu la préparation, le fail du Tyrannocif ne semble pas être lié à un effet ventouse. Je ne connais pas du tout cette résine Elegoo, , mais mon expérience des resines Elegoo, c'est que 20°c c'est risqué, faut viser les 24/25. Les cônes de calibration semblent indiquer une sur exposition, mais en aucun cas ça ne peut être responsable de ce genre de fail Le soucis sur ta dernière pièce, outre également une pièce évidée sans moyen de laisser passer l'air (mais mazette, c'est violent) pourrait bien être cette température, des grosses cassures/ fissures sont souvent liés à un choc thermique Sur chitubox basic, tu peux réduire la distance entre les supports (4 par défaut il me semble), ça revient à la même chose qu'en augmenter la densité1 point
-
Ce n'est pas bien grave, si tu ne fais pas de plus grosse erreur tu es sauvé. Je ne connais pas tes conditions de travail mais n'oublie pas l'aération dans ton installation. Fais toi aider aussi pour ça si tu n'a pas les compétences, ce n'est pas anodin. Si tu es financièrement trop juste et que ta banque ne te prête pas il y a toujours le micro crédit qui peut te donner un coup de pouce. Il y en a dans toutes les régions, renseignes toi auprès de ta chambre de commerce. Ce sont des structures de bénévoles, ancien dirigeants d'entreprises, artisans, etc, qui aident les débutants pour l'achat de matériel professionnel. Je donne un peu de mon temps pour ces actions. Ca va de la machine à surpiquer au fer à air chaud pour les CMS en passant par les cintreuses à zinc et les tondeuses à gazon. Je te souhaite de réussir de ton entreprise, bon courage.1 point
-
Baisse de prix. Nous sommes a 300€. Pour tout ce qu'il y a, c'est vraiment pas cher.1 point
-
Toutes les infos sont disponibles dans la documentation de Klipper (en français en plus ) : [screws_tilt_adjust] le Gcode étendu SCREWS_TILT_CALCULATE1 point
-
Tout à fait, mauvais réglage en usine, ou un lundi matin nébuleux.1 point
-
Oui Tyranocif (en français) pour être exact, voilà C'est bizarre @killianB cet élément. Il nous faudrait effectivement plus d'informations, déjà il faudrait que je vois la préparation de ta pièce (une photo de sa préparation sur chitubox), ansi que le combo machine/résine et les paramètres d'exposition et de levage. Ma première hypothèses serait la température, ça pourrait même expliqué ce petit effet sur les bords du raft, ou alors il y avait déjà des supports en pré-supporté et avec la fonction évider, ils se sont creusés, créant un effet ventouse et Kaboum1 point
-
C'était bien ça, tout simplement mais sur le coup ça fout les jetons de voir le plateau partir en butée ! et merci pour la promptitude des réponses !1 point
-
Bonjour, Je me lance dans l'impression 3D. J'ai acquis une Artillery 3D pro et je n'arrive déjà pas à la faire fonctionner (suis je un boulet ?). J'espère trouver ici l'aide et les éclaircissements pour me débloquer. Jeff1 point
-
Bonjour à toutes et tous, Depuis fin décembre 2023 je suis l'heureux propriétaire d'une Créality Ender 3 Neo. Totalement débutant en matière d'impression 3D, j'ai parcouru en long et en large ce forum (notamment les 50 premières pages du sous-groupe "les constructeurs" du fabriquant Créality ). Pas évident de commencer un nouvel hobby a 52 ans... Ceci m'a permis de ne pas faire les erreurs du débutant et de comprendre le fonctionnement de mon imprimante. Un grand MERCI pour ce forum très riche en informations et en conseils. Au plaisir de vous rencontrer dans les différentes rubriques de ce magnifique forum. Jean-Luc, alias Lucky 721 point
-
C'est un de mes tutoriels Une fois Klipper et son écosystème installé, le «plus dur» reste à faire : la configuration du fichier printer.cfg spécifique à chaque carte contrôleur et imprimante. Klipper fournit de nombreux exemples de configuration mais toutes les configurations possibles évidemment n'y sont pas. Pour une carte SKR mini (quelle version ?) installé sur une CR10S, il faudrait faire un mix entre les configurations «generic-bigtreetech-skr-mini*.cfg» (carte contrôleur) et «printer-creality-cr10s-2017.cfg» (dimensions matérielles).1 point
-
Je suis peut être allé un poil trop loin dans mes test pour les pièces du Hunter... Quand bien même j'ai commandé des prints fait avec des processus à poudre, ce n'est pas en pure perte: l'idée est de montrer que même en FDM c'est possible, et cela me permettra aussi de montrer la différence de résultats entre les pièces FDM et poudre... Et de plus, ces pièces remplaceront probablement celle en cours d'exposition dans la vitrine de mon magasin préféré...1 point
-
@Nomad91 je déplace dans la bonne section1 point
-
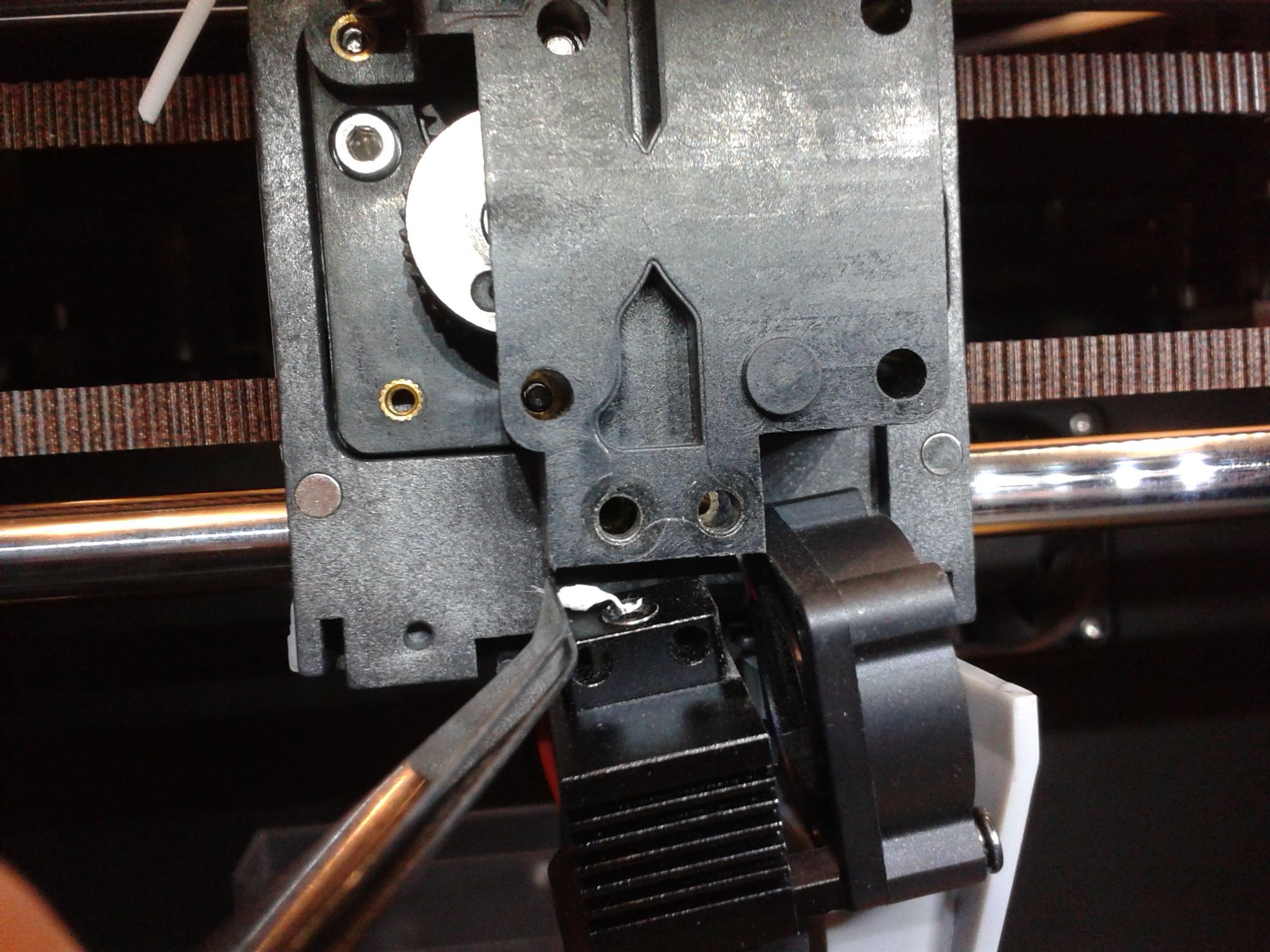
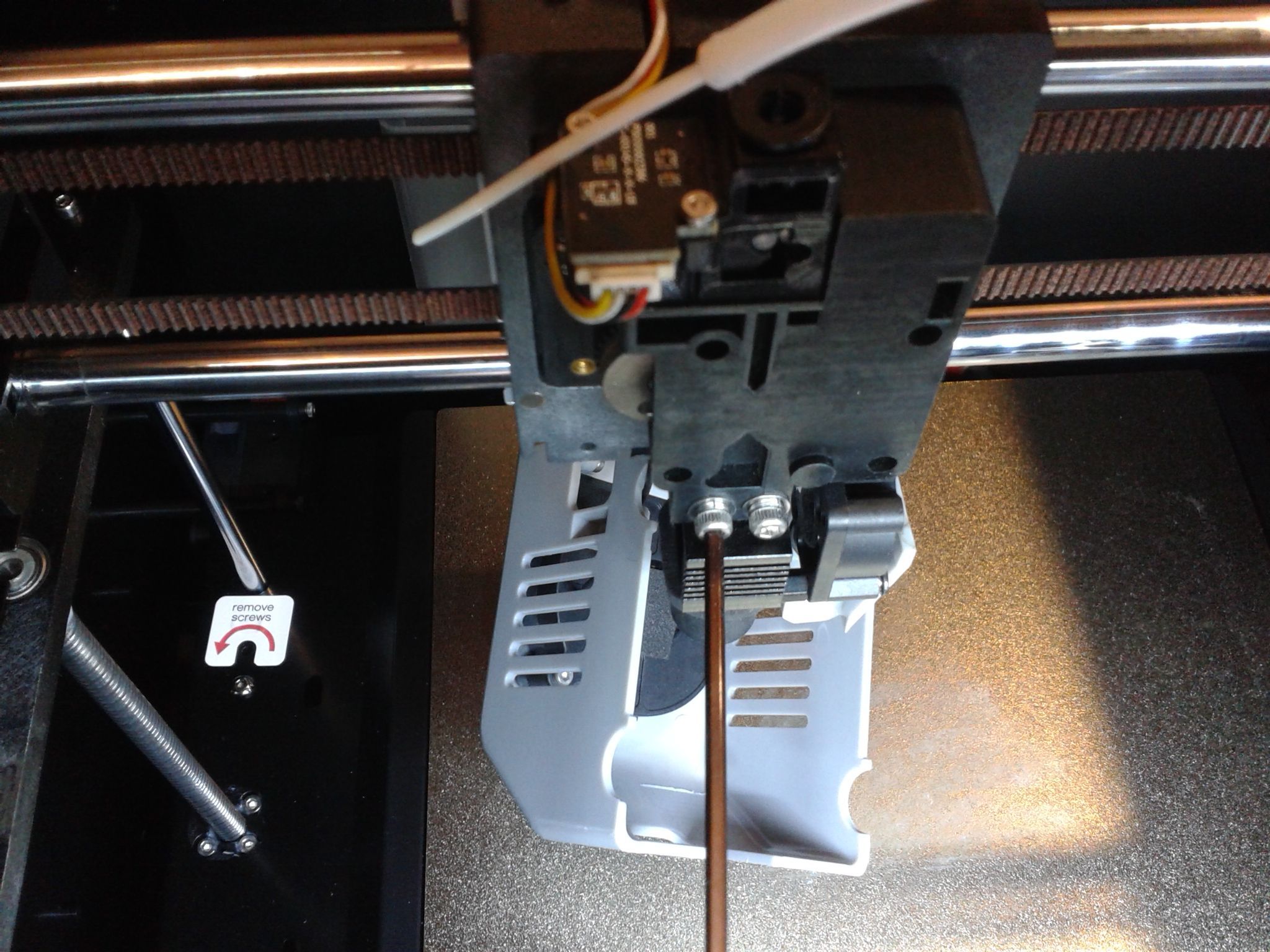
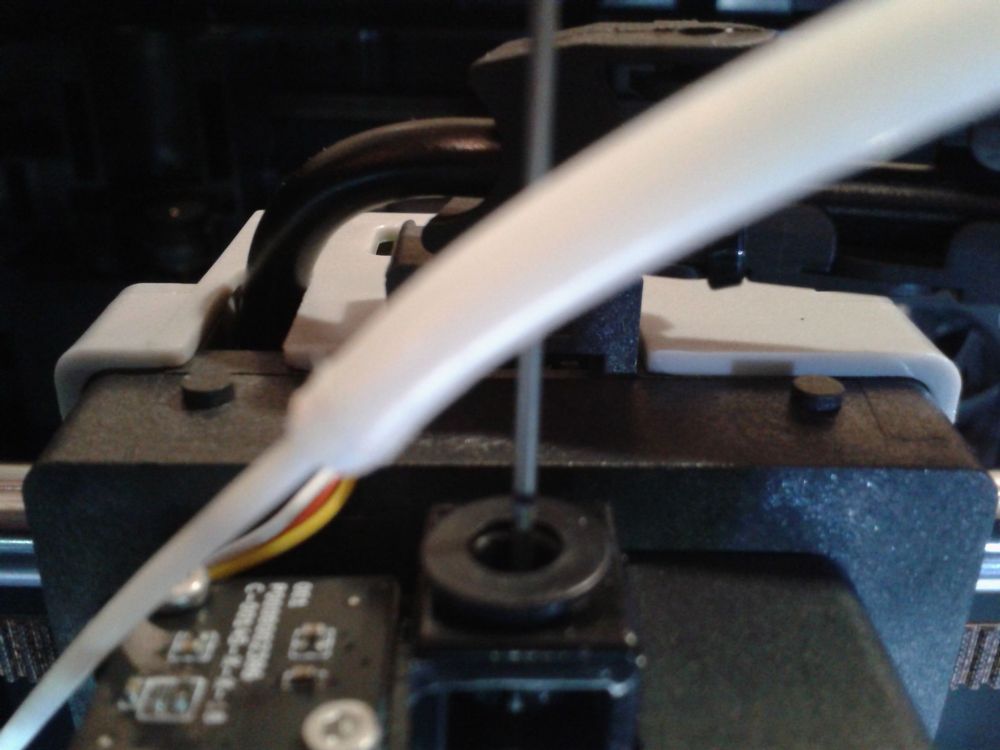
Bonsoir a tous ! C'était effectivement du filament qui a été cassé juste au dessus du Heatbreak ! Grand merci à vous pour votre réactivité et votre aide Petite question en passant: Sur QidiSlicer, après avoir découpé mon modèle j'ai vu qu'il était possible nativement d'ajouter du multi couleur avec la commande M0 (qui serait a priori un code propriétaire à QIDI d'après le test de fran6p?) . Quelqu'un a déjà testé? Comment cela fonctionne t'il? Merci par avance pour vos réponses1 point
-
@killianB je déplace dans la bonne section1 point
-
C'est complètement normal C'est complètement normal C'est complètement normal C'est complètement... Euhhhh Rien dans les éléments ci-dessus ne permet d'affirmer que le fep est trop ou pas assez tendu Effectivement tout va dépendre déjà du type de film, si c'est un vieux FEP degueulasse, c'est encore plus flagrant, un nFep devrait être un peu moins violent, mais comme dit par @PPAC ça va dépendre de la taille de la couche qui va sortir. Dans mon cas, les films neufs ont tendance à bien s'entendre aux débuts, en fonction de la taille des plateaux, et si tu ne serres pas le bac, oui il m'est déjà arrivé, même avec des acf que le plateau se soulève un peu1 point
-
Salut tout le monde , je suis tombe sur un message facebook qui m a tente.Si comme moi la feuille de papier pour calibrer vous rends fou j ai trouve ceci a mettre dans le fichier printer.cfg et après un home et une temperature du bed a 60 et buse 210 il n y a plus qu' a cliquer sur le bouton screew tilt calibration et la console indiquera ce qu il faut faire [screws_tilt_adjust] screw1: 35, 37 screw1_name: Avant gauche screw2: 206, 37 screw2_name: Avant droit screw3: 206, 209 screw3_name: Arriere droit screw4: 209, 37 screw4_name: Arriere Gauche horizontal_move_z: 10. speed: 150. screw_thread: CW-M41 point
-
En fait le module EMMC est pas un SSD des temps moderne car bien moins performant que les SSD actuel, c'est une techno qui est venue ce mettre entre la carte µSD que l'on utilisait sur les RPI et un SSD simple, l'idée ici c'est d'avoir un module mémoire plus fiable avec un taux de panne du support de stockage très faible comme avec un SSD tous en ayant quelques choses de simple a produire et peu gourmand, la chose un poil dommage c'est que ce sont des EMMC 8Go le plus souvent utiliser sauf sur la Dernière Qidi Q1 Pro qui en utilise un de 32Go.1 point
-
Salut à tous, bon je me fais un peu de pub, mais c'est trop bien ! On peut installer un véritable ATC sur une machine hobby, et ça fait vraiment le job! Regardez1 point
-
Bonjour. Sur ma CREALITY CR-10 Smart Pro il n'y avait que 3 excentriques pour le guidage du chariot, un à gauche et deux à droite. Ce défaut de conception fait qu'à gauche une seule roulette touche le rail. Résultat : le plateau se dérègle rapidement car la roulette s'use rapidement. J'ai corrigé ce défaut en installant un excentrique sur les roulettes qui en étaient dépourvues. Résultat : je ne fais plus jamais de mise à niveau tant que je ne change pas de buse. Il faut noter que j'utilise un plateau en carborundum CREALITY collé directement sur le plateau d'aluminium.
 1 point
1 point -
Bonjour Je ne sais pas le résultat à la question, mais moi sur le PETG je n'ai pas encore trouvé le bon réglage, ma dernière impression était une catastrophe, mais je teste ce réglage, je vous en dirais des nouvelles.1 point
-
Bonjour @Jean78, T'inquiète, le Jean ne va rien cassé, je te remercie de m'avoir "éclairé", si je comprends, le EMMC est en quelque sorte un SSD des temps moderne, un peu comme les M2, sur lequel est installé un OS, qui est peut être un dérivé de Linux???.... Bon week-end @+ Jean1 point
-
Bonsoir, Regarde ici: https://wiki.qidi3d.com/en/X-Plus3/Troubleshooting/Filament-Clogging @fran6p a fait sur le sujet "Test" de son XMax un aperçu sur l'entretien1 point
-
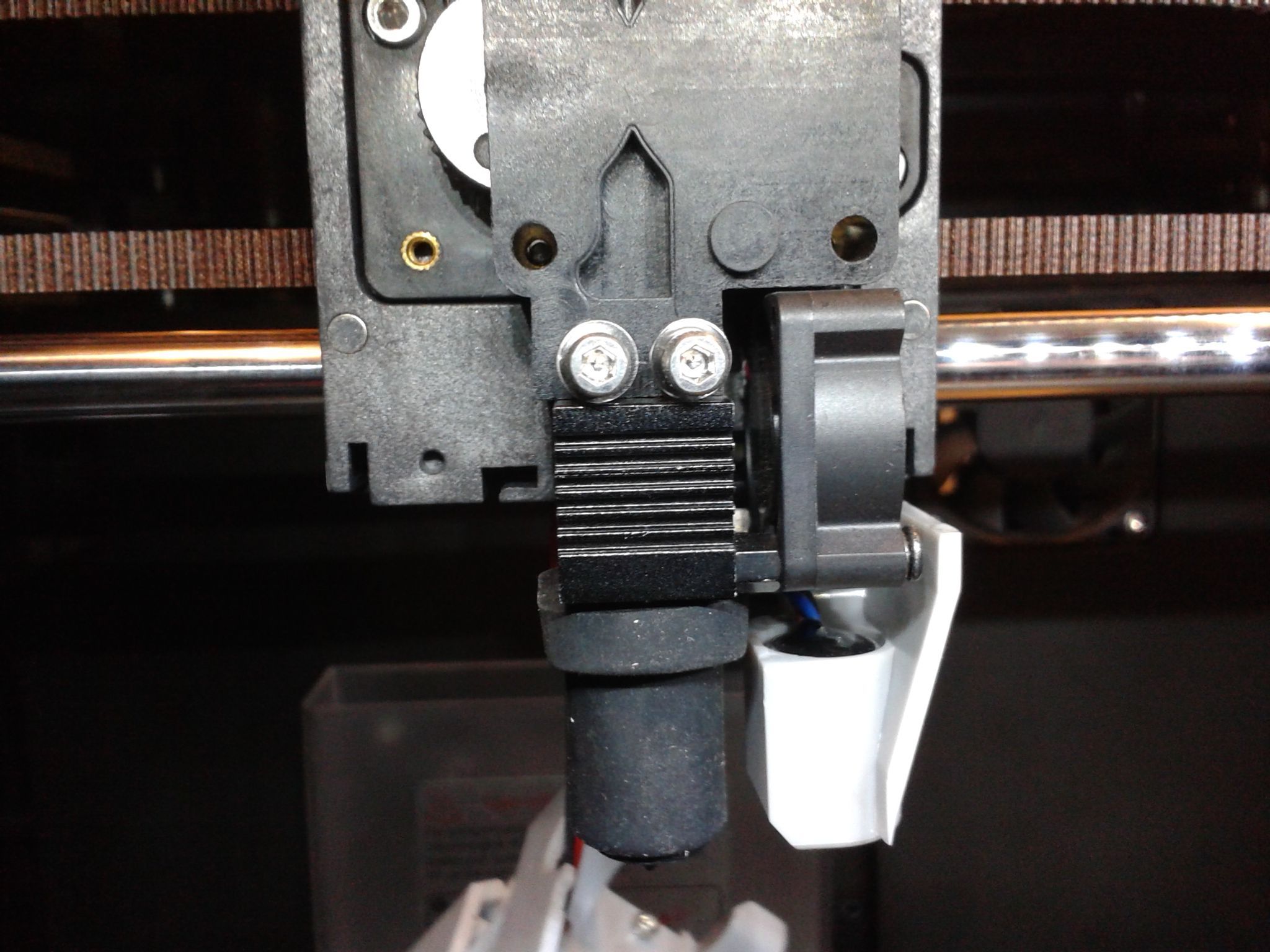
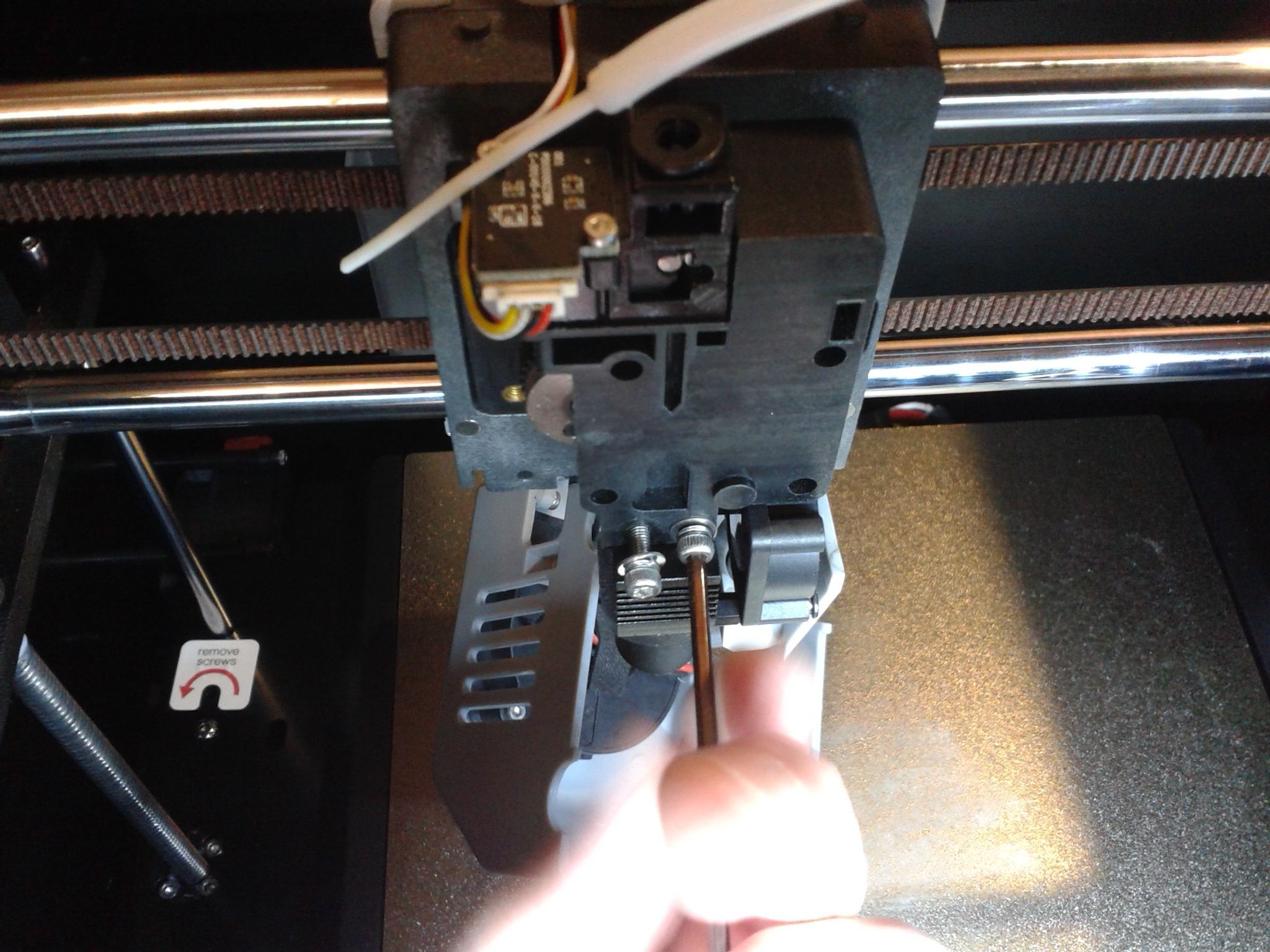
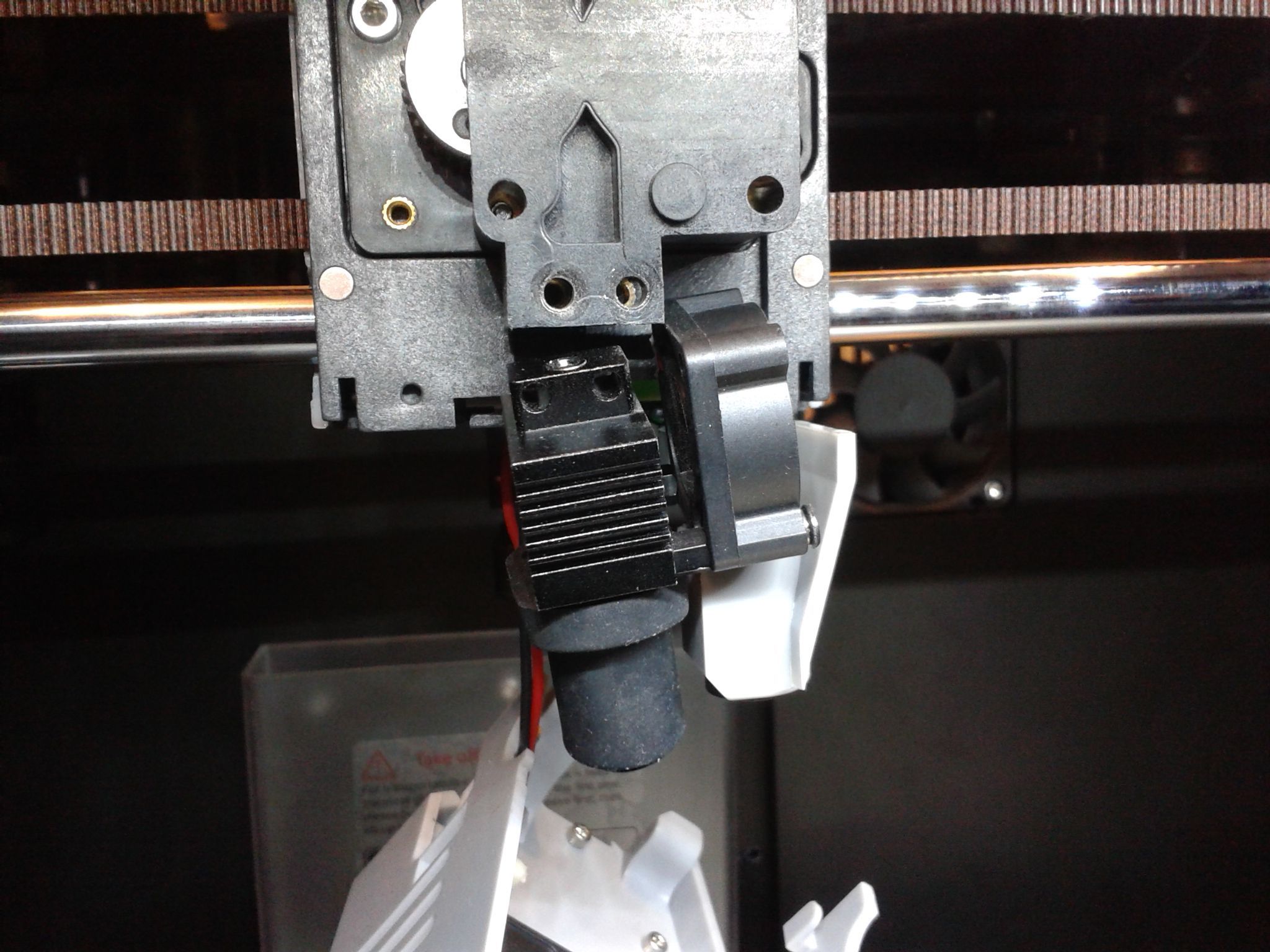
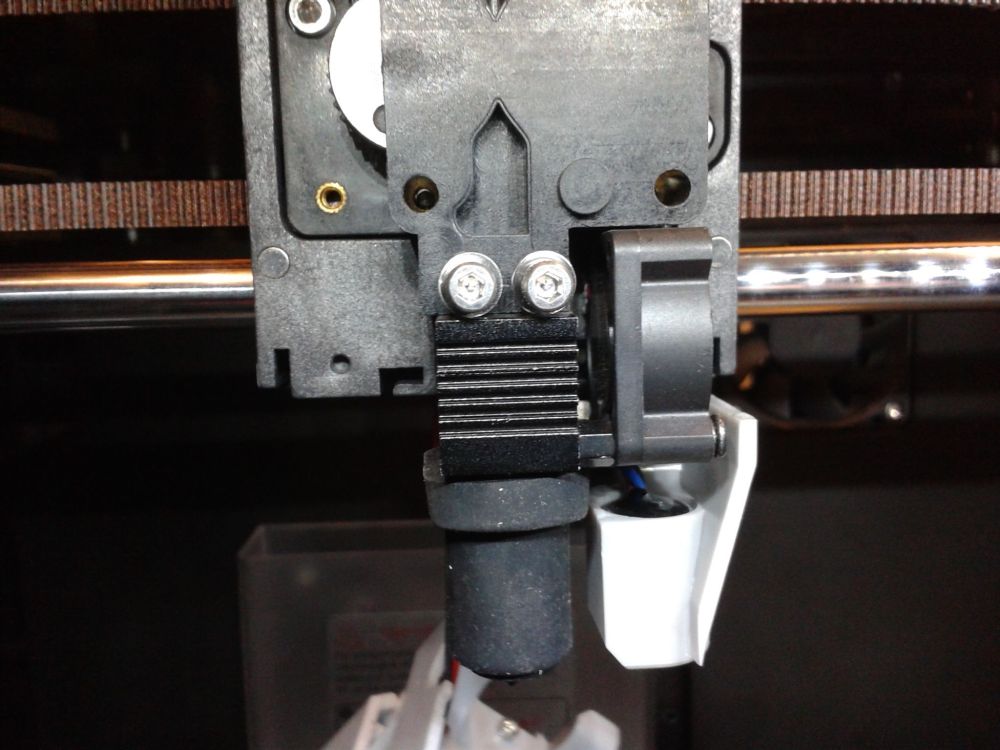
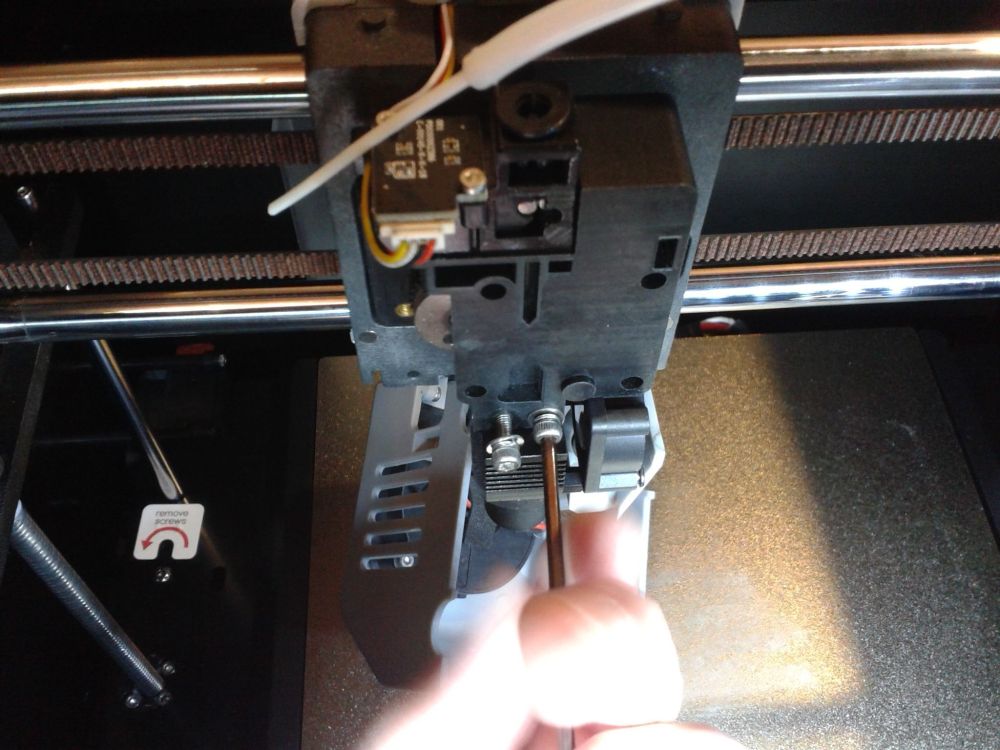
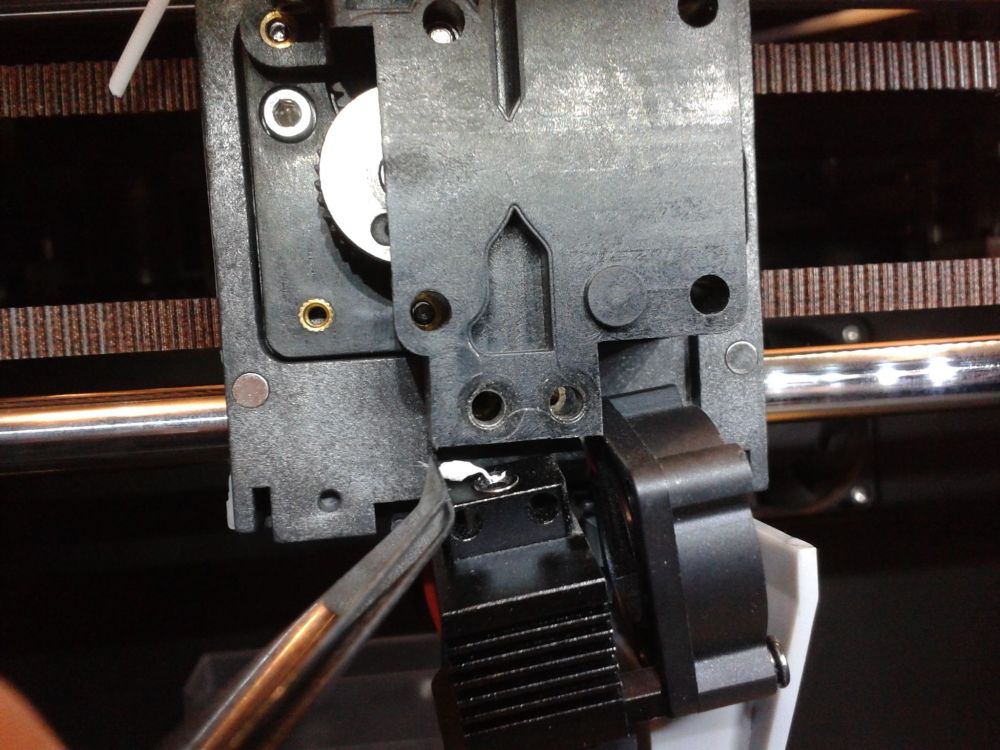
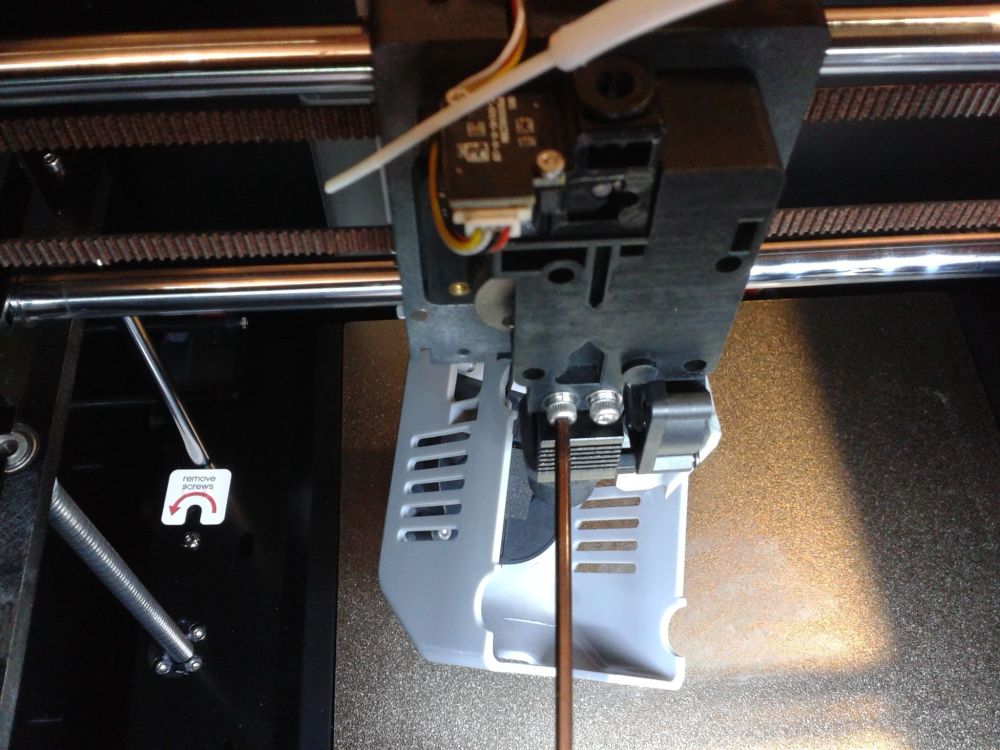
Salutation ! Je n'ai pas de Qidi X-Max 3 Mais sur la Q1 Pro que j'ai en cour de test, j'ai eu le problème a un moment ( éjection à éviter car le filament a laissé des petits morceaux a l'entrée du heatbreak qui bloque le truc ...) Il me semble car c'est presque identique, que tu peux tenter de faire la même chose que j'ai faite, Machine éteinte, en sondant avec une tige en métal où j'ai fait une marque quand elle bute, pour avoir la hauteur et en regardant ensuite avec la tige a l'extérieur, pour déterminer où se trouve le blocage, dans mon cas c'était juste au niveau du début du heatbreak. Et donc j'ai séparé la partie chaude pour regarder dans le heatbreak enlevé les petits morceaux que j'ai trouvés avec une petite pince Puis, j'ai remonté la partie chaude Et là je n'avais plus de blocage. Quand on touche à la tête d'impression, la bonne pratique est de toujours le faire machine hors tension. Puis de refaire un Nivellement (et Z-Offset) après intervention.
 1 point
1 point -
Bonjour à tous, Bien que je ne sois qu'un novice dans la pratique de l'impression 3D, je viens de commettre un article que j'ai publié sur le site des Scientastiques. S'il comporte des erreurs, merci de me le signaler. Bonnes impressions à tous ! http://lesscientastiques.over-blog.com/1 point
-
Bonjour, Avoir des angles à 90° tient de la quête du graal pour certaines imprimantes équipées de la très bonne tête Sprite. Si l'obtention de ces angles ne tenait qu'au "jerk" cela se saurait, j'insiste sur certaines machines. Dans Cura le "jerk" est appelé "saccade", quant les cases ne sont pas cochées, c'est la valeur moyenne fixée dans le firmaware qui est employée. En cochant les deux cases dans l'onglet vitesse tu as accès aux corrections possibles, pour ma part j'abonde dans le sens de @Mikaeru3D pour la valeur citée, que tu pourras expérimenter ainsi que d'autres bien sûr chaque imprimante ayant son caractère, ses tensions de courroie, etc, bref pas mal de facteurs qui interviennent, j'ajouterais aussi que des accélérations de déplacements plus faibles permettent un mouvement plus fluide de la tête Sprite, améliore les angles sans porter atteinte au temps d'impression, la vitesse 'impression aussi. Pour ma part, quant j'ai besoin d'obtenir des angles à 90° les plus parfaits possibles, j'imprime lentement. Dans un fil ayant le même objet, j'ai mis deux photos de réalisations, dont une si je me souvient bien portant sur une impression de petg avec une buse de 0.8. Seule la couture est difficile à gérer pour l'instant, je te rejoins rien ne vaut ses propres tests. Quoiqu'il en soit le très léger "débordement" est relativement bien maîtrisé, ce qui n'était pas le cas de ma machine dès sa sortie.... Maintenant je ne saurais dire, par manque de connaissances, si un M205 placé dans le gcode de démarrage de l'imprimante "Override" les valeurs maximales fixées dans le firmware, ce qui est sûr c'est que dans Cura, tu peux mettre 40 en valeur de jerk, il ne sera pas plus violent que la valeur max fixée dans le firmware par Creality qui est je crois de 10 (peut importe l'unité ) PS : Je n'ai pas trop compris ce que ta photo illustrait.1 point
-
Il n'y a pas de polymérisation en FDM avec les différentes matières.1 point
-
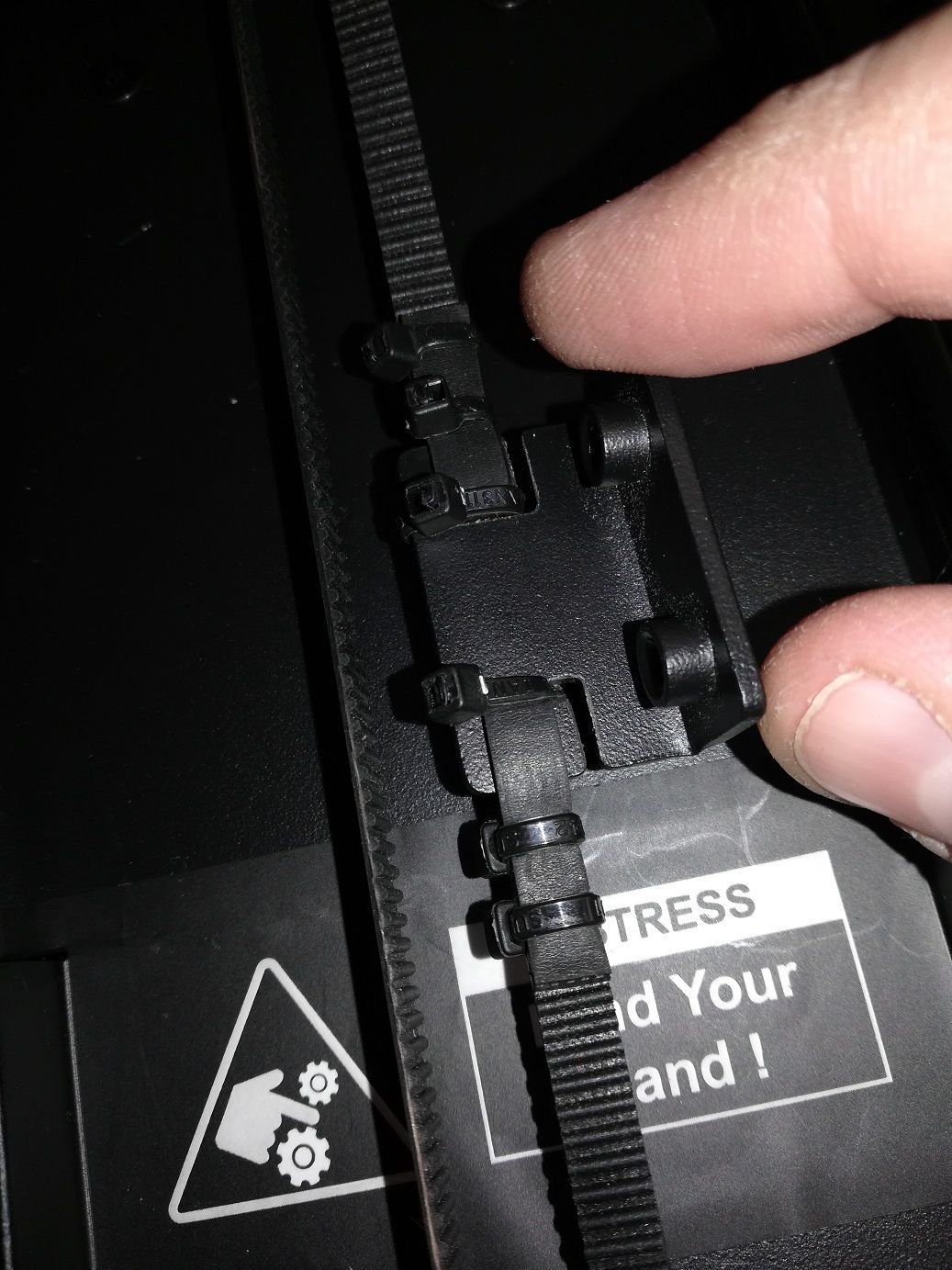
Merci pour le retour. J'ai retrouvé un peu de courroie dans un carton, j'ai pu réparer une des deux imprimante, les deux ont la courroie cassée. Je me suis inspiré des X2 et X1 et j'ai fais pareil, en effet avec des Colson. J'en ai ajouté un supplémentaire car contrairement aux anciennes machines, la courroie se loge dans une fente ouverte en L, contrairement au simple trou rectangulaire qu'il y avait avant. Pour éviter que la courroie ne sorte de la fente le dernier Colson bride le système. En plus du reste, j'ai placé les dents vers l'intérieur du support métallique afin de protéger la partie en tension. Comme c'était installé avant, c'est l'épaisseur de la courroie en tension qui était en contact direct avec le métal. Finalement j'ai relancé, corrigé une légère résistance du rail Y en jouant sur les vis... Finalement cela a à nouveau sauté, pour le coup il semblerait que le moteur n'ait pas réussi son déplacement rapide sans sauter... Elle n'est pas censé allé à 500mm/s ? Je suis en déplacement à 400 dans Orca, peu être retourné à 300 ? J'ai un décalage de couche de 53mm sur Y. C'est impressionnant. J'ai ressorti les valeurs préconisés sur Artillery Slicer, pour l'accélération max, j'avais 2 fois la valeur recommandée (20 000mm/s au lieu de 10 000mm/s), peu être que cela à joué ^^, donc je change et reteste comme ca, on verra...


 1 point
1 point -
Moi je suis parti finalement sur une X1C et j'en suis plus que content. Je vais attaquer les filaments un peu plus compliqué mais que du bonheur. C'est vraiment plug n play pour les débutants. après c'est une budget c'est sûr !1 point
-
Aucun regret, je suis plus que satisfait de ma P1S. Elle enchaine les impressions de différents types sans passer de temps aux réglages, on peut en quelques instants basculer d'un PLA bien fin pour de la déco à une pièce technique en ASA avec plateau à 100° et le résultat est parfait. Mes seules hésitations étaient liées au LIDAR et à la caméra, mais l'écart de prix et la disponibilité ont été déterminants. J'ai profité de l'écart de prix pour prendre une buse en acier trempé, une autre plaque d'impression. Mais l'efficacité de la plaque PEI texturée est bluffante, je n'ai même pas encore testé la plaque haute température que j'avais prise en prévision de l'ASA. Pour revenir sur la caméra, ce n'est effectivement pas du cinéma, mais elle m'a déjà été utile pour voir un décollement en début d'impression et stopper à distance pour éviter le gâchis.1 point
-
J'ai depuis peu la P1S combo et je n'ai aucun regrets, elle imprime très bien, j'avais peur à cause de son écran mais finalement, on s'en sert très peu. Elle n'a pas le Lidar comme la X1 mais est ce vraiment utilise car elle s'en sort très bien sans, pareil pour l'IA qui détecte les spaghettis, c'est pas souvent qu'on en a si l'impression est bien préparée même avec mon ancienne imprimante en 5 ans j'ai du avoir un print qui est partie en spaghettis donc avec celle la j'ai encore moins de risque... Franchement pour la différence de prix, je préfère nettement la P1S, le seul truc qui est chiant, c'est que comme elle imprime vite et bien, on consomme beaucoup de filament, mon stock diminue à vitesse grand V1 point
-
On est tous satisfaits avec nos Bambu, sauf les raleurs ça va de soit (comme aurait pu chanter Brassens). ET il y a le fameux proverbe : t'as une Bambu, tu tiens le bon bout. (je ne me suis même pas drogué pour le composer)1 point
-
Perso sur les nouvelles Cool Plate (celle marqué que PLA), fournis avec nos 2 imprimantes X1C (la plus vieille a été reçus en fev 2023), on n'a jamais utilisé de colle pour imprimer du PLA et à température 35°C. Le PLA tiens très biens dessus. Testé plusieurs marques (Rosa3D, eMotionTech, DraftPlast, Amazon). Le seul hic c'est avec le Polyterra qui colle beaucoup trop au point de ne pouvoir le décoller (heureusement on fait toujours un tests de cube calibration et benchy avec les nouveaux PLA, çà permet de se rendre compte de ce genre de problème), là on dû utiliser la colle pour que çà se décolle comme il faut. Mais comme remarqué plus haut, c'est dégueulasse au niveau de l'impression, les marques sont pas jojo, et la plate il faut la nettoyer régulièrement sinon il y a des couches de colle de différent niveau.... Du coup il faut éviter d'utiliser le Polyterra sur la cool plate au risque d'arracher la plate ou casse l'impression. Par contre le Polyterra se décolle très bien sur la hight Température (55°C) et sur la PEI Texturé (55°c aussi). Depuis qu'on a reçus les Hight température et PEI Texturé on n'utilise plus de colle. Perso, on n'utilise plus que la Texturé pour un rendu sympa, et si on doit coller les pièces entre elle on utilise la Hight Température. (j'essaye d'utilise la cool plate sur du PLA "compatible", vue qu'on a pleins de feuilles de remplacement à écouler, mais c'est pas souvent, vue que j'utilise principalement du Polyterra pour son rendu Mat que j'affectionne). A j'ai faillis oublié, nettoyer avant la première utilisation, la plate au pec =citron ou autre produit vaisselle pour retirer les dépôts de produit de fabrication et dégraisser. Ensuite on utilise principalement du bref vitre avec un chiffon (ou autres marque, par contre éviter les papier essuie tout, çà laisse des résidus de fibre papier) entre chaque impression pour retirer les traces de doigts (le gras laissé empêche l'adhésion du filament).1 point
-
Merci pour ces explications claires et concises qui en aideront certainement plus d'un, c'est pas toujours facile à régler les excentriques, surtout sur les lits qui en ont 6...1 point
-
Je découvre qu'on trouve des pièces Bambu visiblement officielles sur Aliexpress - des acheteurs Aliexpress achètent en local des stocks à Bambu Lab - les mettent en vente sur aliexpress, à des tarifs plus élevés - ce qui explique en partie les ruptures de stock sur les stores officiels ... Exemple (plusieurs vendeurs, dans les 15-20€) : https://fr.aliexpress.com/item/1005006680633342.html?srcSns=sns_Copy&spreadType=socialShare&bizType=ProductDetail&social_params=21436658854&aff_fcid=4ca531a0da664b08a5d889a7d240afa5-1711276641807-01651-_mrPFlii&tt=MG&aff_fsk=_mrPFlii&aff_platform=default&sk=_mrPFlii&aff_trace_key=4ca531a0da664b08a5d889a7d240afa5-1711276641807-01651-_mrPFlii&shareId=21436658854&businessType=ProductDetail&platform=AE&terminal_id=0bc62ba2af774ec4aeaed966c97e6889&afSmartRedirect=y&gatewayAdapt=4itemAdapt
 0 points
0 points