Classement




Contenu populaire
Contenu avec la plus haute réputation dans 08/08/2024 Dans tous les contenus
-
C'est très joli mon lapin Oui un graveur3 points
-
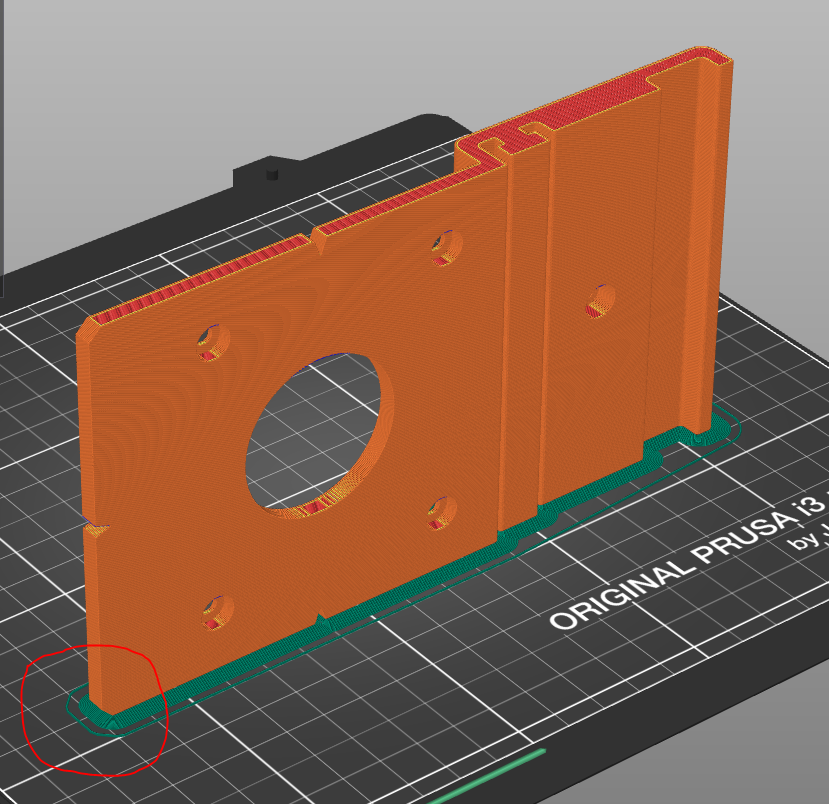
Bonjour, Tu as du oublier de cliquer sur "Pocket", le dernier élément créé avant d'exporter. Sinon le STL généré est correct.3 points
-
Salutation ! C'est commencé depuis le 19/07/2024 (j'avais oublié d'en parler ici , puis c'est limité à ceux qui ont une "Kobra 3 Combo" ou une "Photon Mono M7 Pro") , mais comme ils ont utilisé certaines photos de mes participations, je me devais de le mentionner. Pour plus de détails sur l'évènement Keep the creativity flowing in the Anycubic 30-Day Challenge!
 2 points
2 points -
je pense que c'était la buse ou le tube PTFE car aucun problème dans mes impression pour l'instant merci encore a vous tous2 points
-
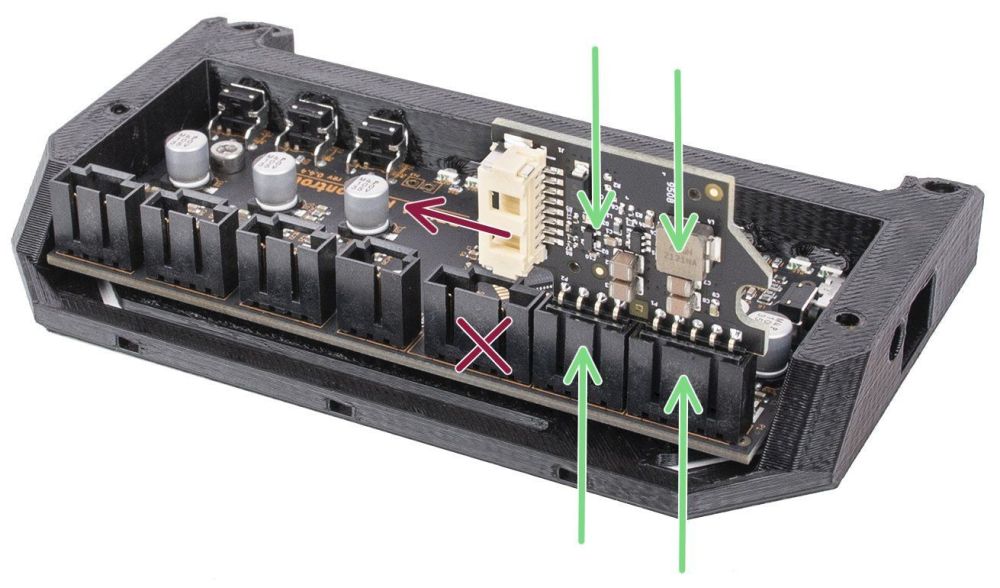
Bon, j'ai eut beau regarder, je n'ai rien vu de plus qu'un dissipateur avec un peu de noir. J'ai commandé une carte mère, je vous tiendrai au courant ! Merci ^^2 points
-
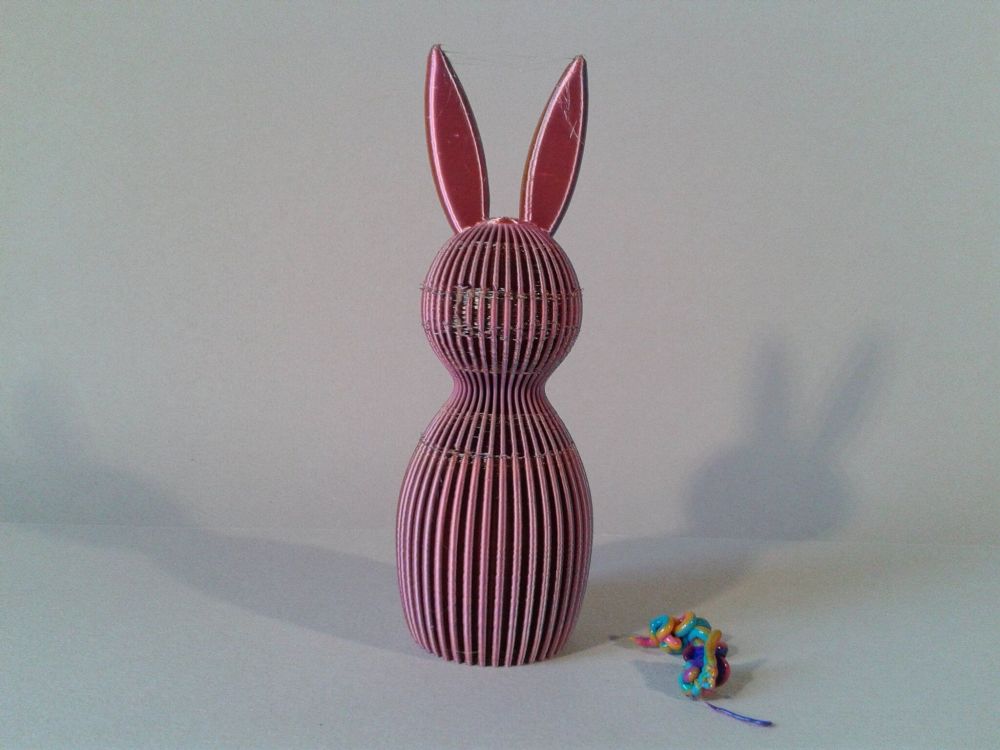
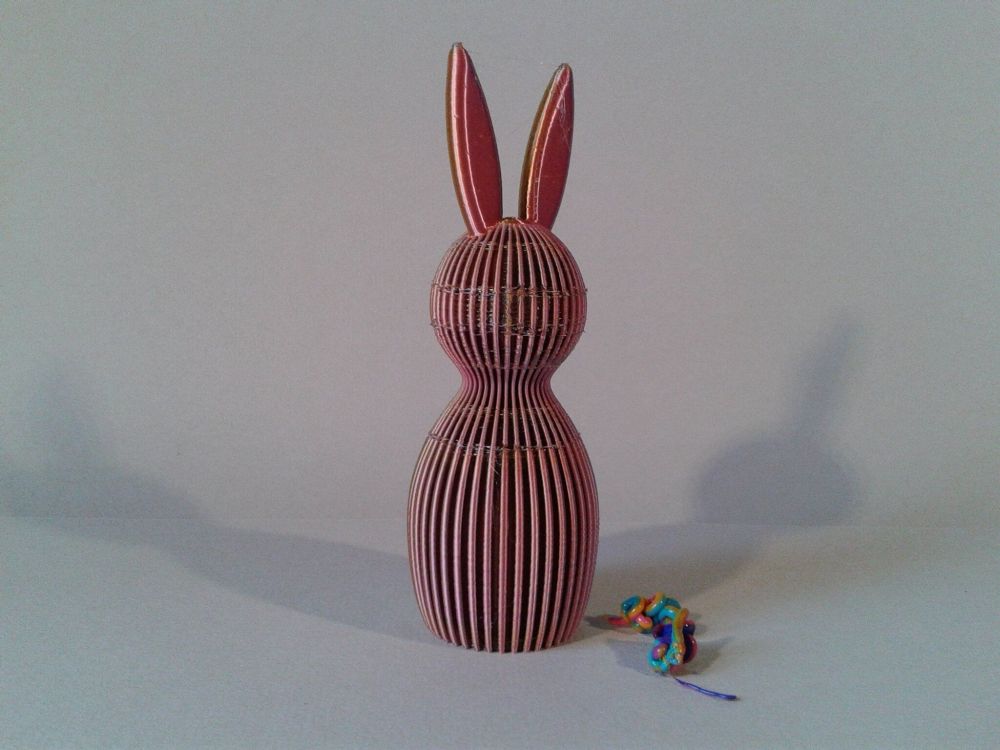
Ho zut, j'allais demander si c'est ~ 10 bobines de filaments… mais donc non. Cela se mange ? C'est pour le jardin ? L'atelier ? La maison ? Edit > J'allais oublier. Pour @hyoti https://www.makeronline.com/model/spring-bunny/998.html tranché en 0.20 mm avec Anycubic Slicer v1.4.4, Kobra 3 Combo, buse 230°C (A posteriori j'ai à retravailler le profile filament ... ) en "Silk PLA+ Tri-Color Blue Green Purple Anycubic". en "Silk PLA+ Tri-Color Red Yellow Green Anycubic"









 2 points
2 points -
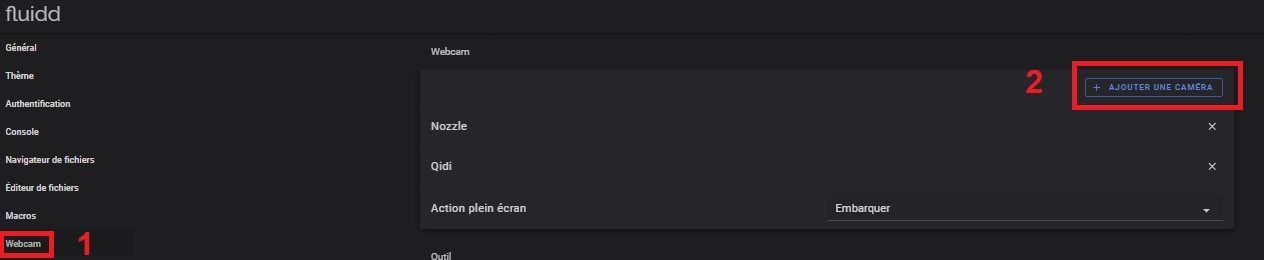
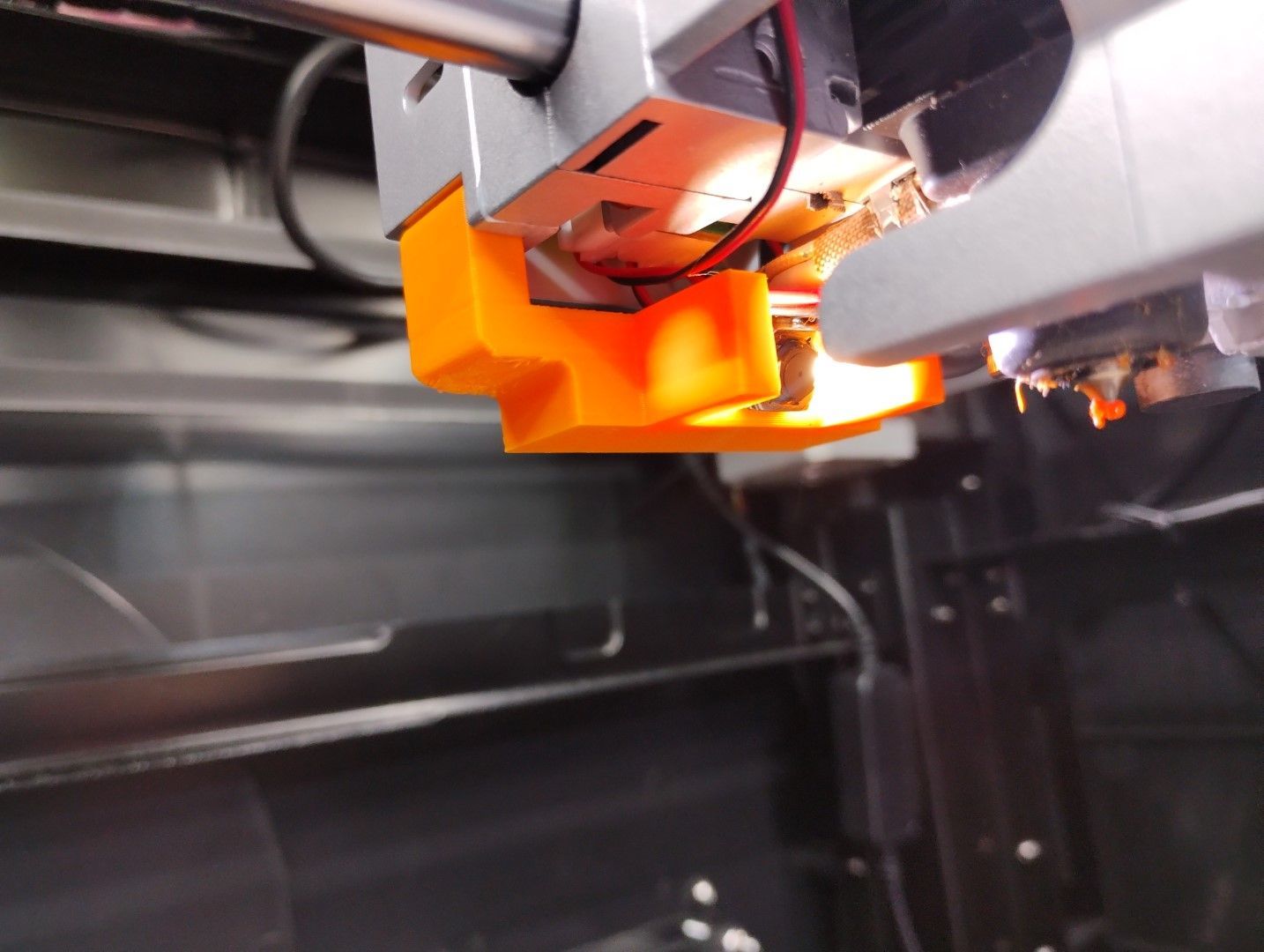
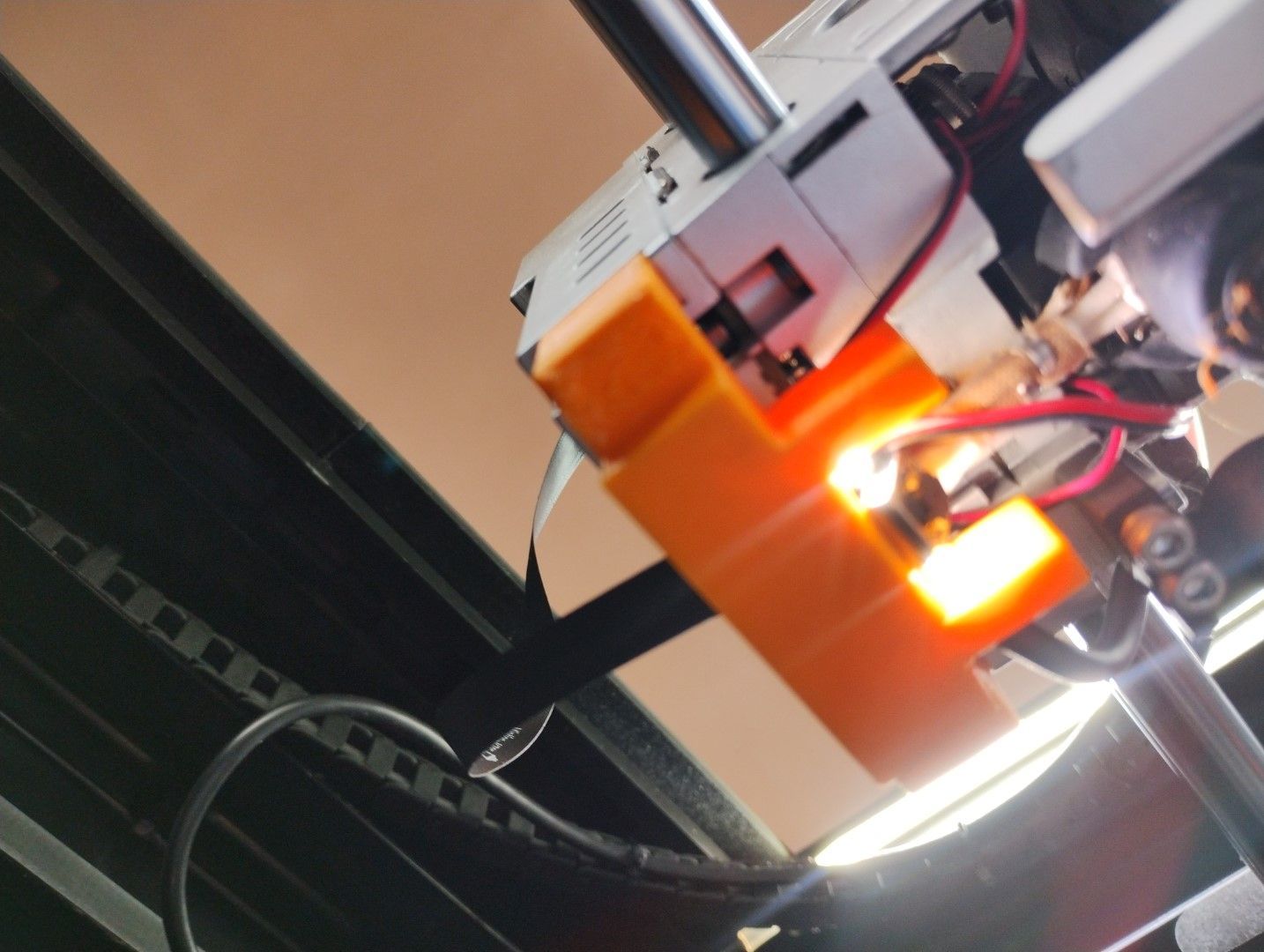
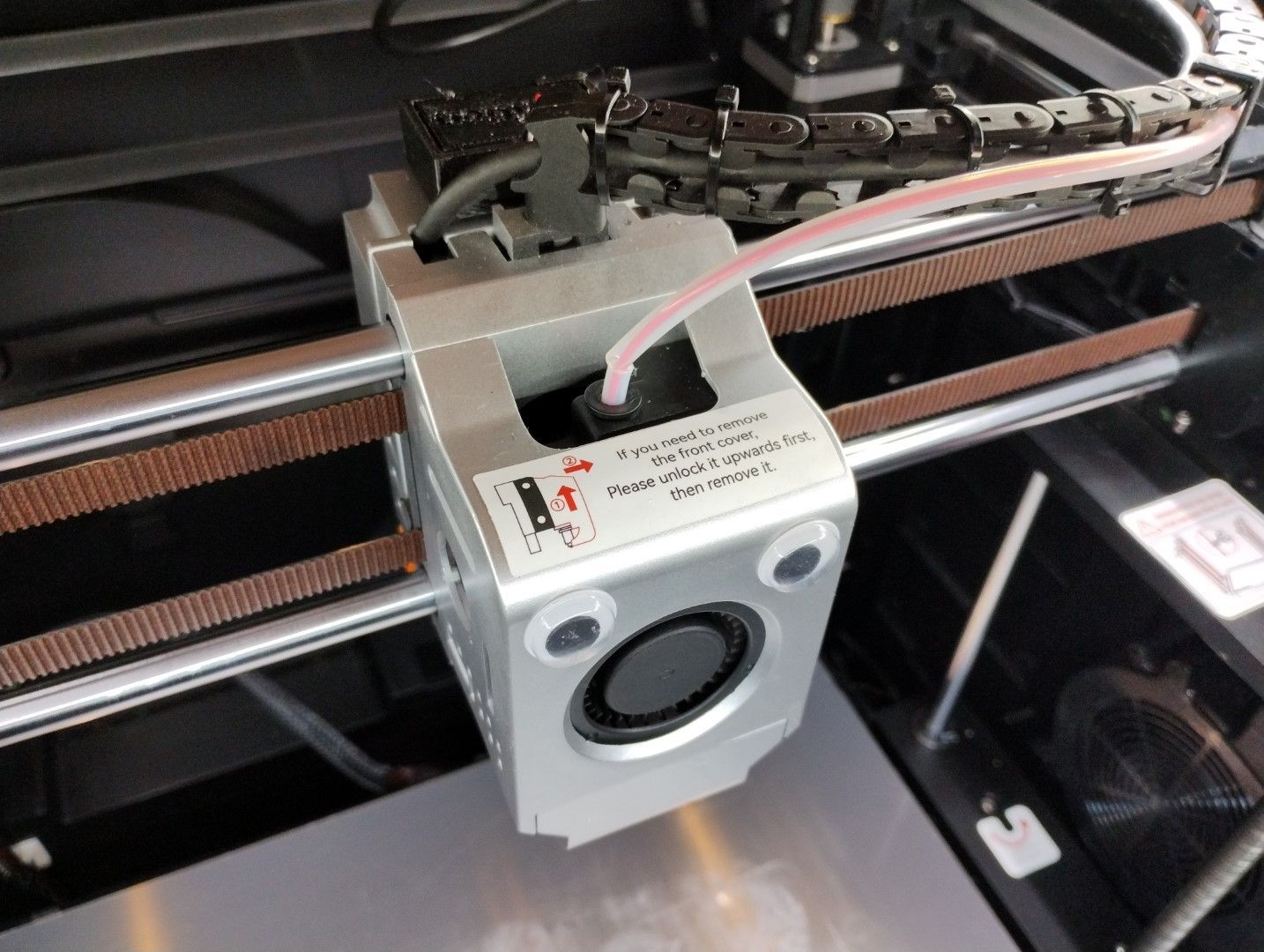
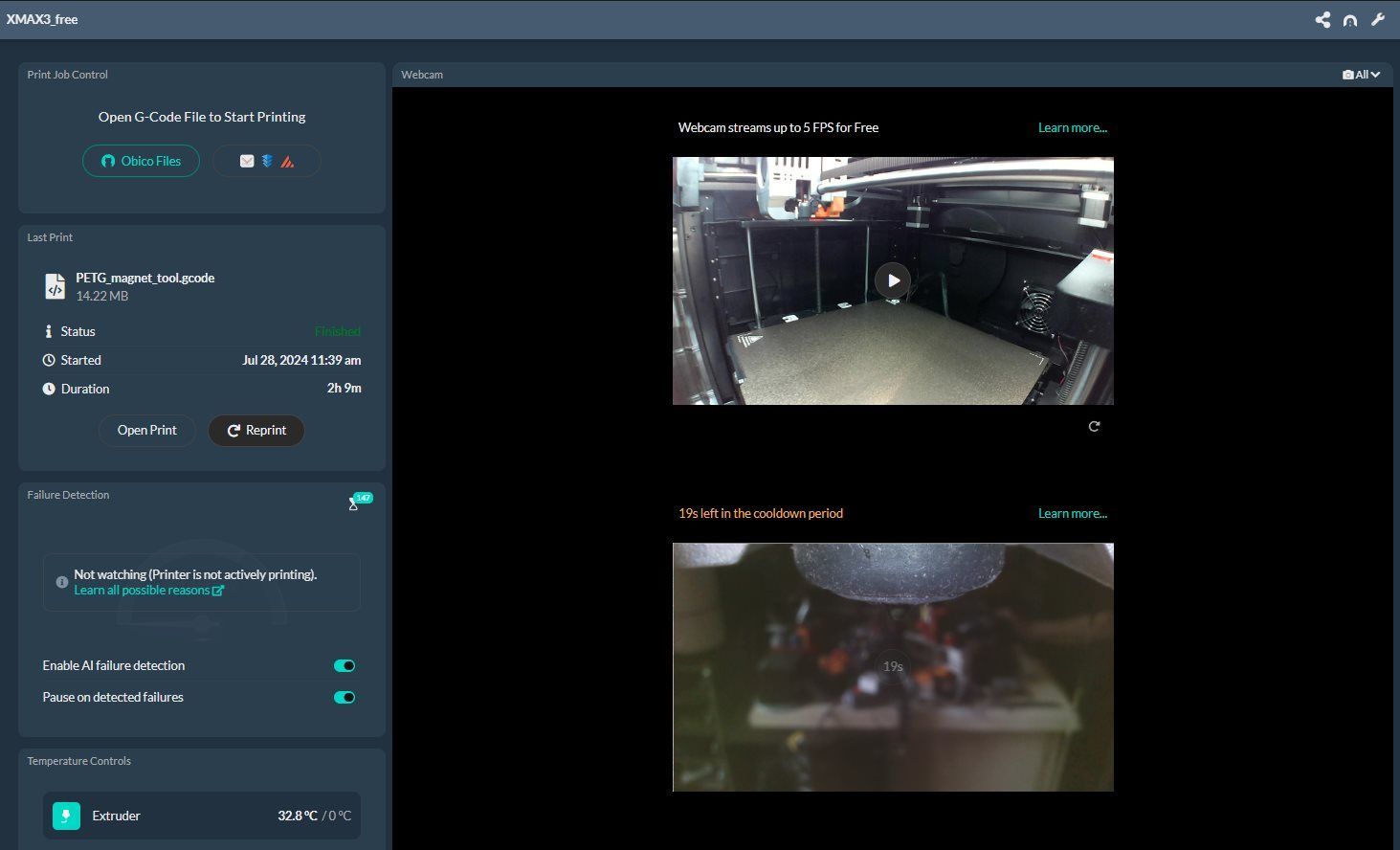
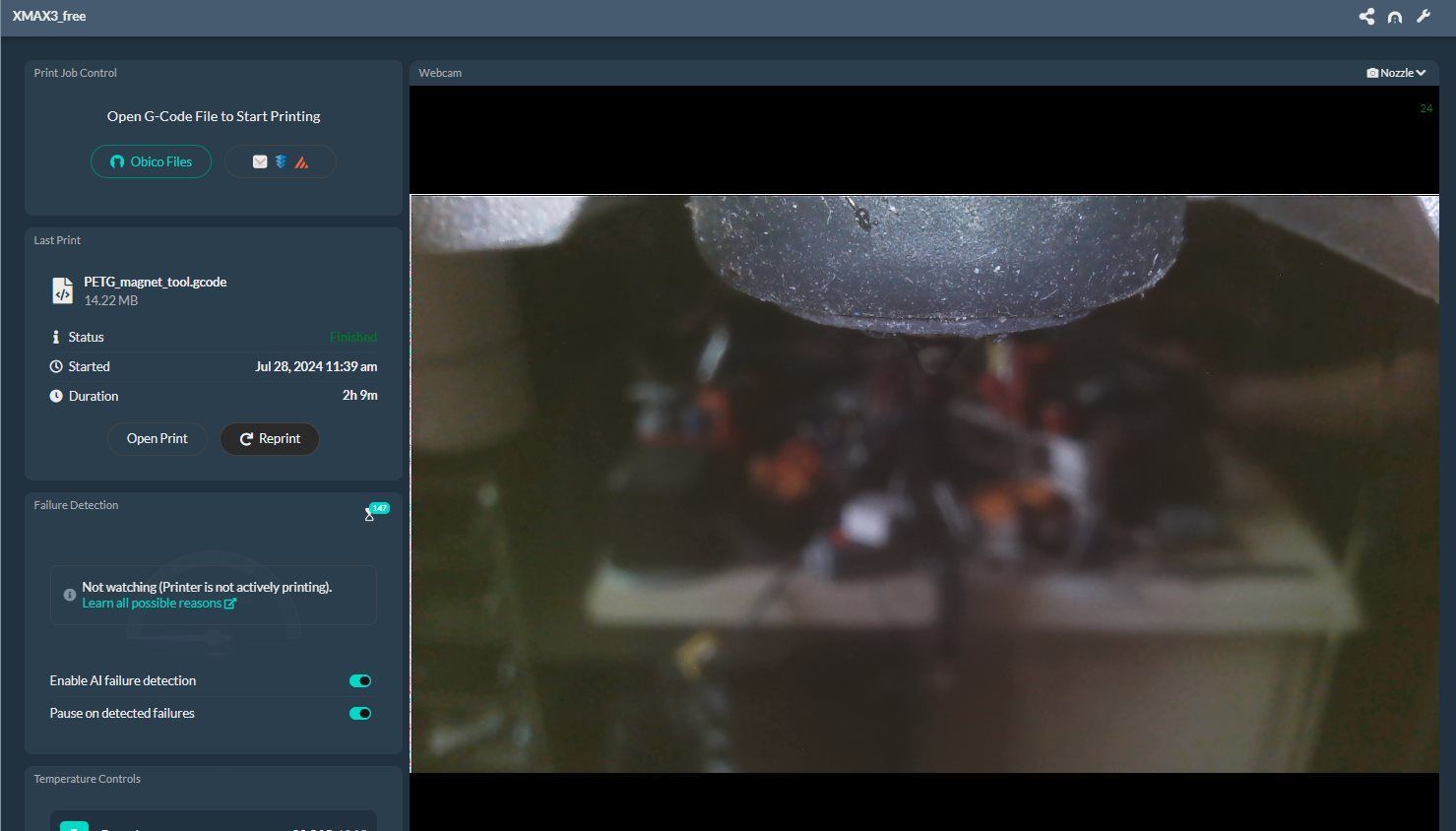
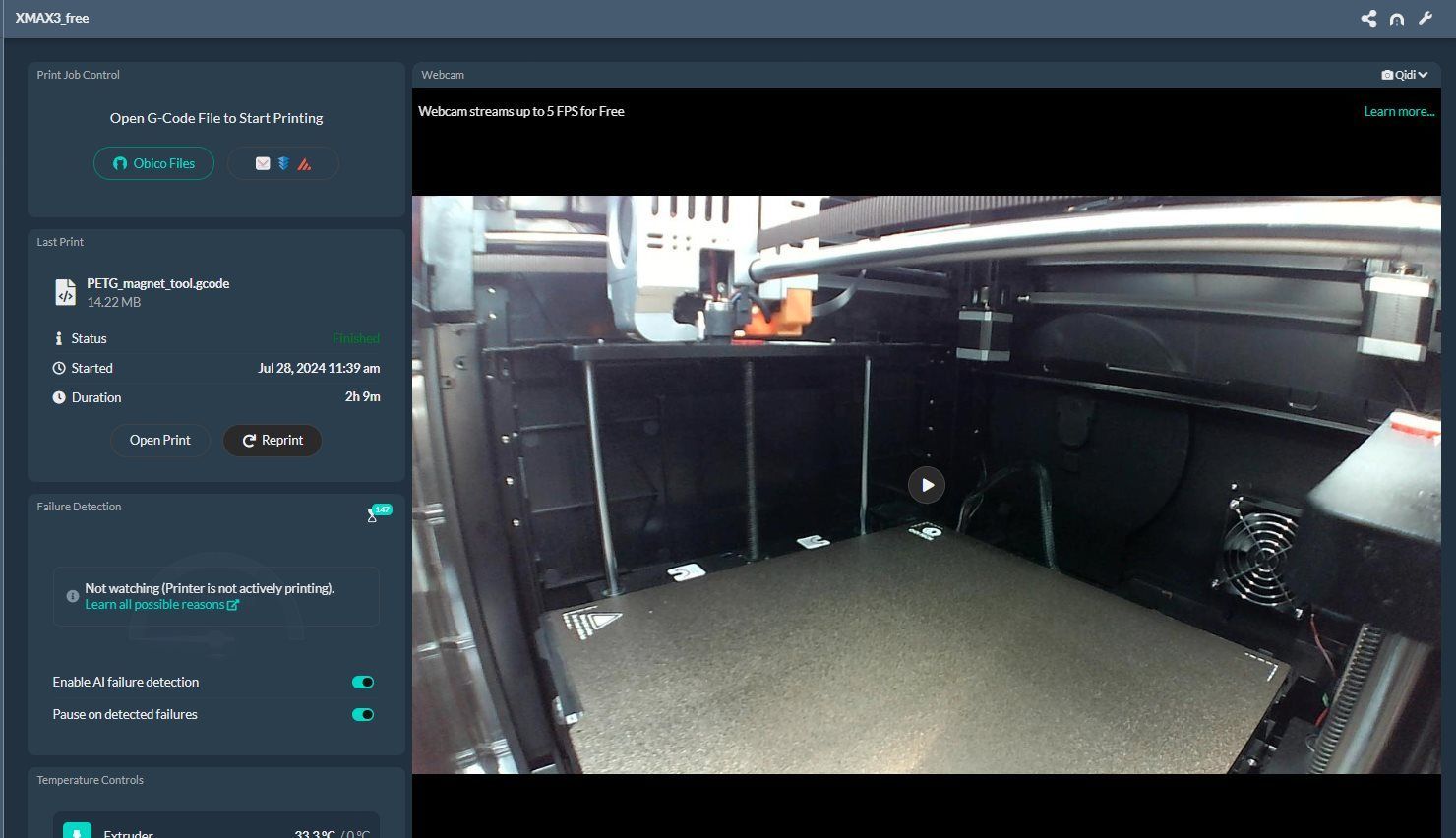
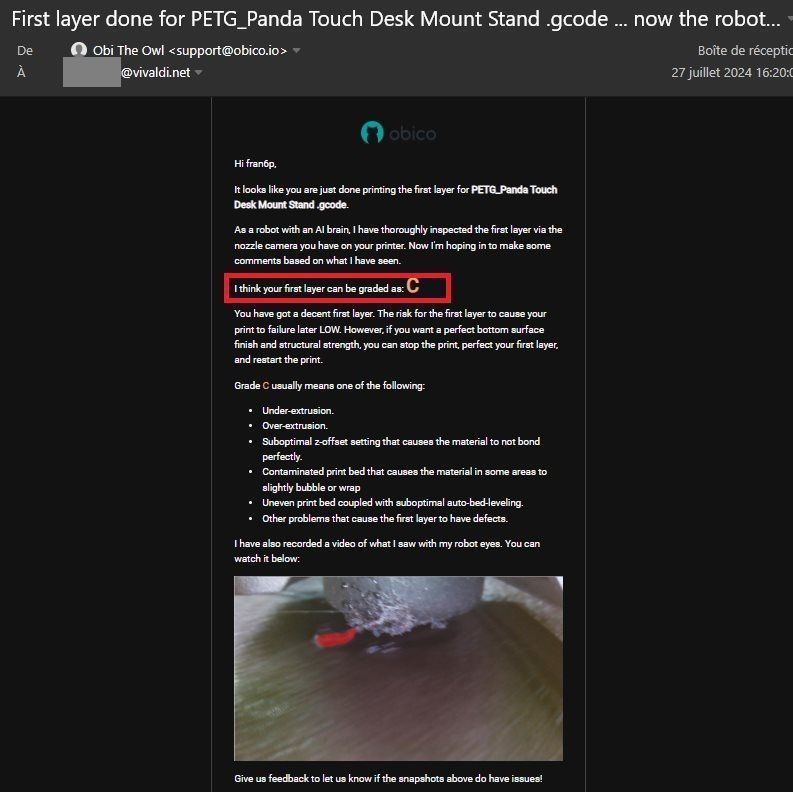
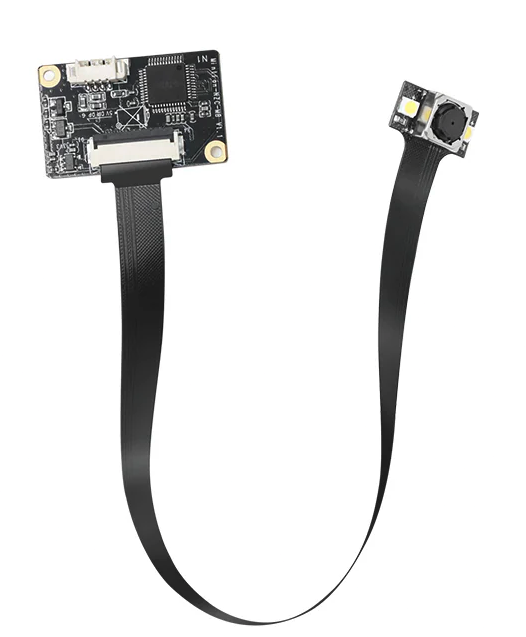
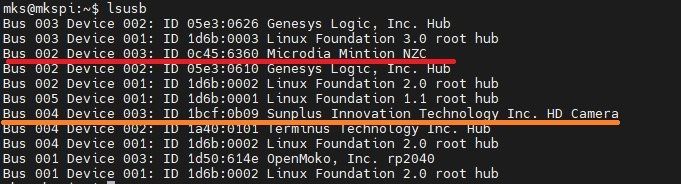
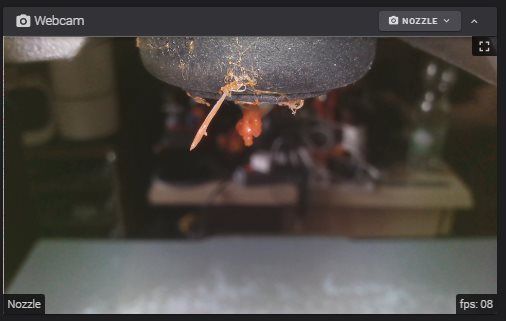
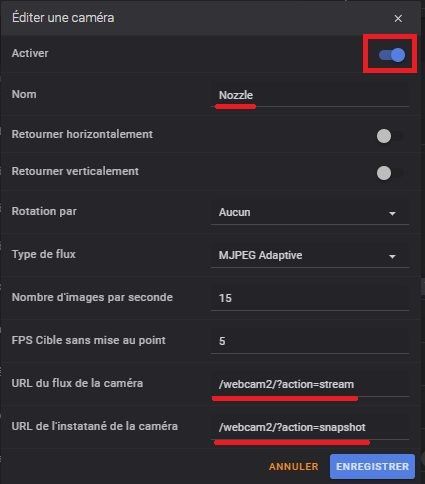
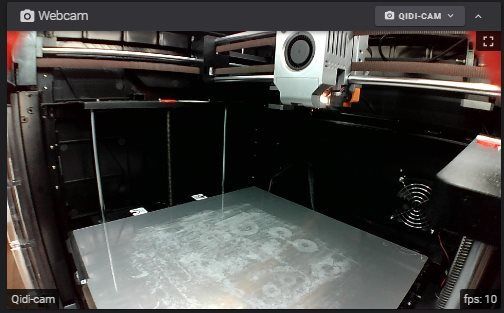
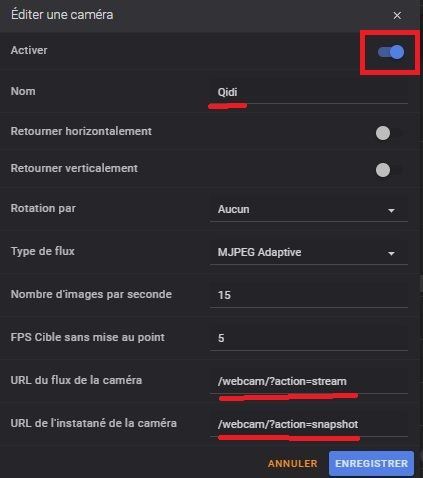
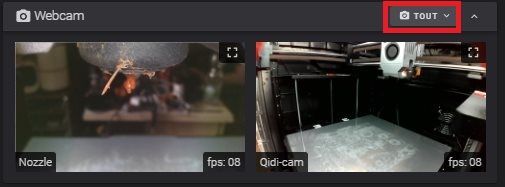
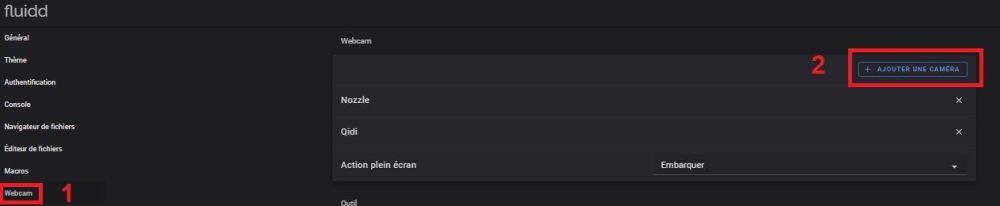
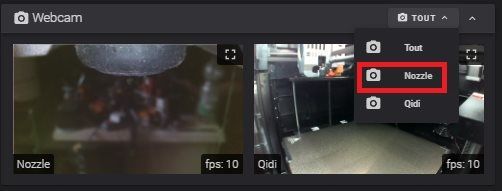
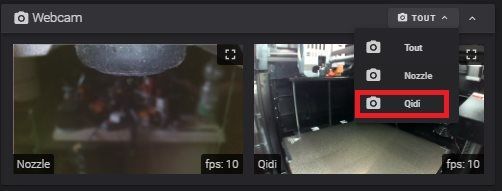
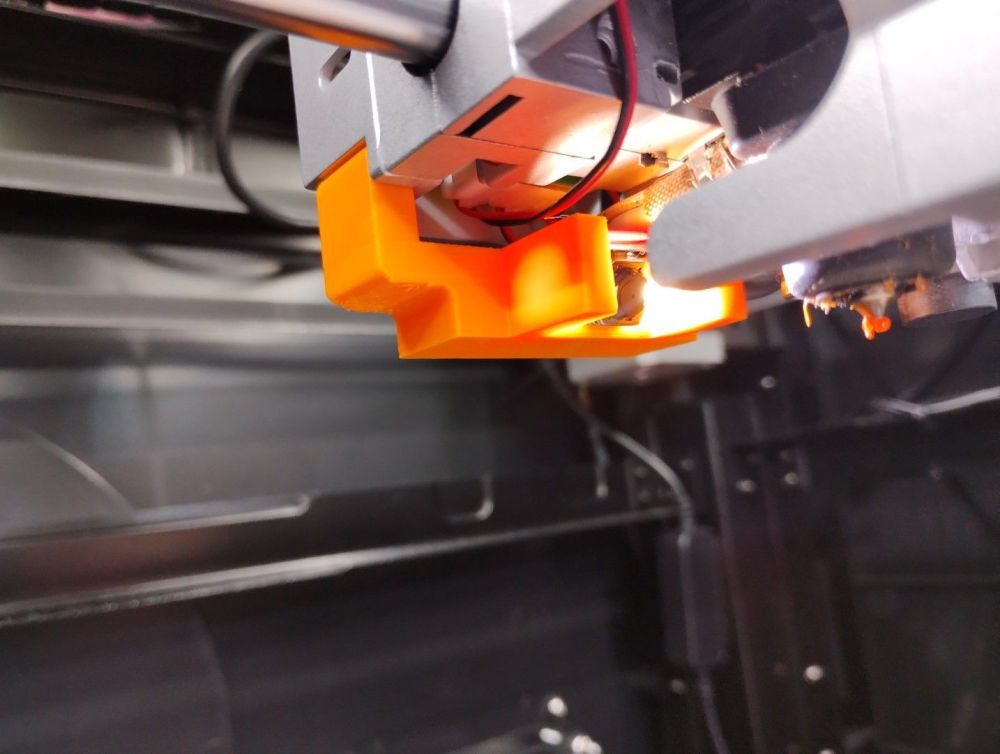
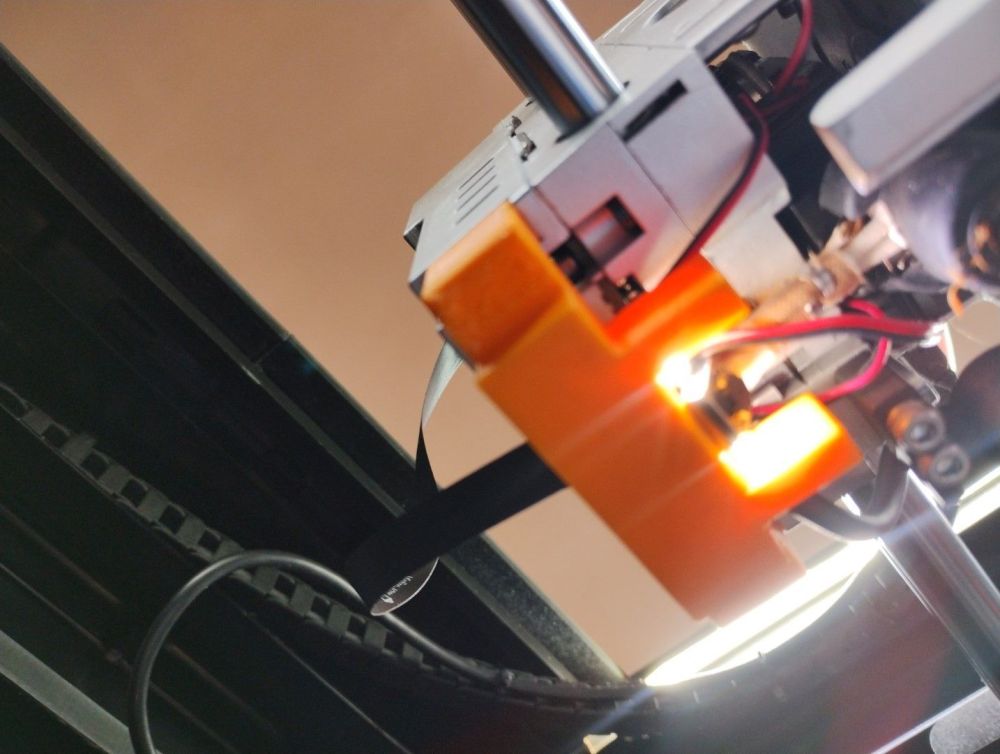
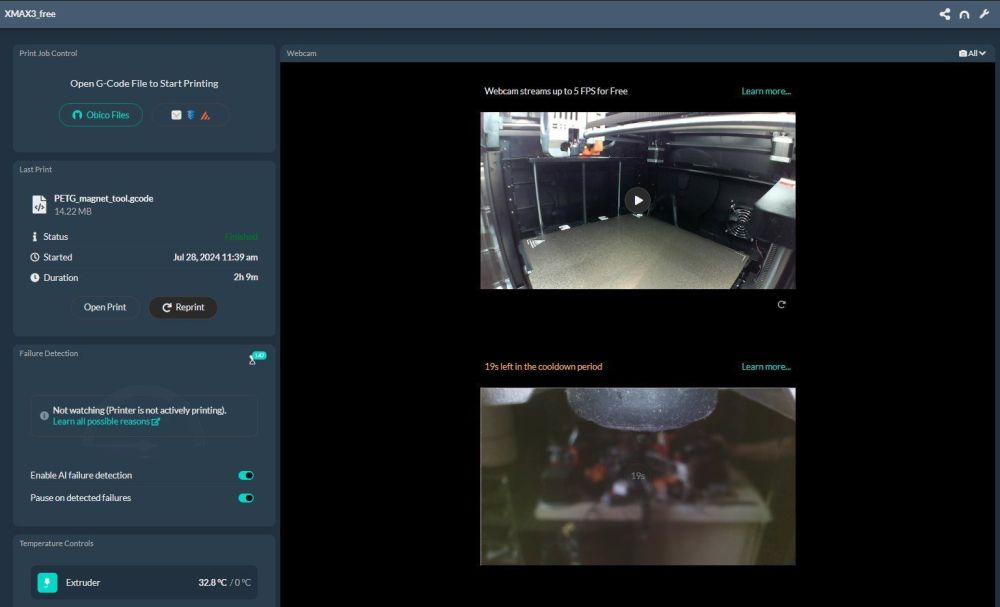
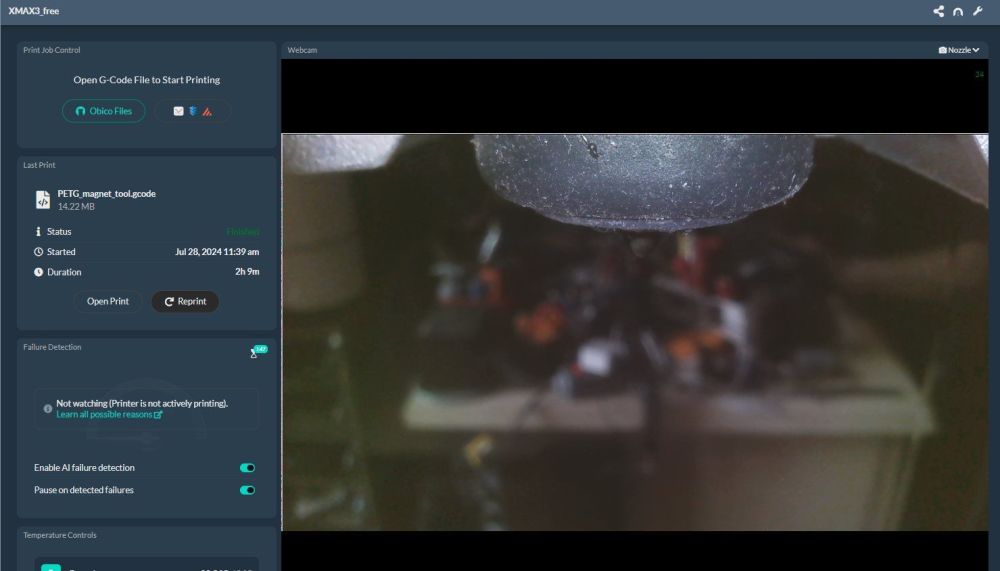
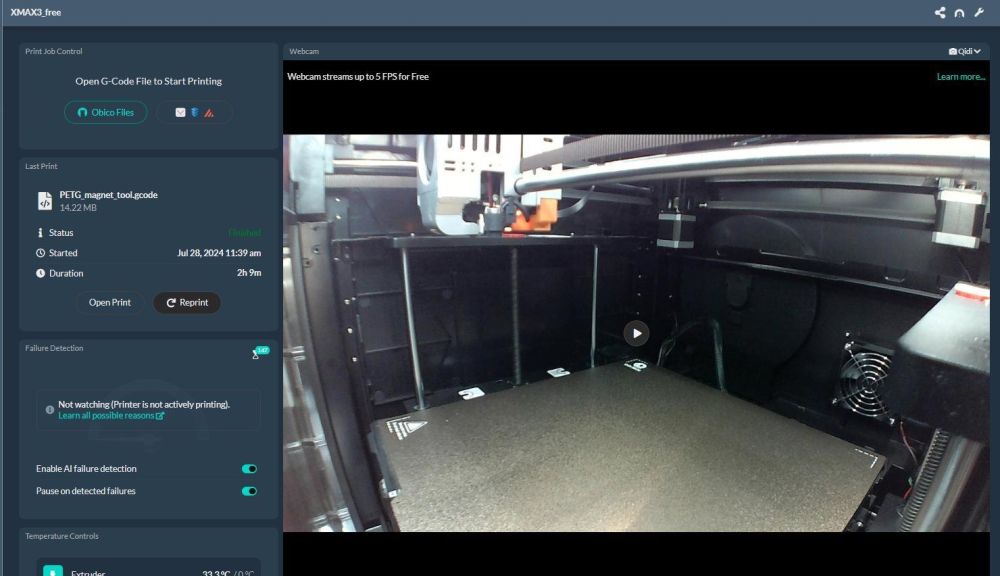
Test de la caméra de buse de Mintion La Mintion Nozzle Camera (NZC) est spécialement conçue avec un objectif autofocus et deux LED pour observer l'impression de la première couche pour l'impression 3D. Grâce à cette caméra, on peut observer comment le filament s'écoule, surveiller l'adhérence des couches et obtenir un diagnostic d'extrusion. De plus, en collaboration avec Obico, un fournisseur de détection intelligente (IA) connu dans le domaine de l'impression 3D, cette caméra de buse facilite l'accès à l'observation de la première couche, Obico se chargeant de détecter les problèmes éventuels. Solution évitant le recours à un système LIDAR. Prérequis une imprimante fonctionnant avec Klipper ou utilisant Octoprint avec un ordinateur monocarte (Small Board Computer / SBC). une pièce support pour maintenir la caméra au plus près de la buse Installation La caméra est livrée avec un câble USB (USB-A Mâle côté SBC, prise quatre broches Picoblade MX) La caméra est reliée à une mini carte via une nappe plutôt longue (≃20cm), ce qui permet de déporter le PCB de la buse. Cette caméra est munie de deux LEDs blanches três lumineuses permettant d'éclairer la zone à observer. Mon imprimante Qidi X-Max 3 utilise un système d'exploitation récent (Armbian Bookworm) avec les versions «officielles» de l'écosystème Klipper (Moonraker, Crowsnest, Fluidd / Mainsail, …). Les caméras sont gérées via Crowsnest (version 4). Leur configuration utilise le fichier crowsnest.conf La première étape consiste à connecter la caméra sur un port USB libre et vérifier qu'elle est bien détectée: En plus de ma première caméra (celle de Qidi) d'ID 1bcf:0b09, celle de Mintion est détectée (ID 0c45:6360) Quel périphérique vidéo a été détecté ? Un ls -l /dev/video apporte quelques infos mais insuffisantes mks@mkspi:~$ ls -l /dev/video* crw-rw---- 1 root video 81, 0 28 juil. 13:17 /dev/video0 crw-rw---- 1 root video 81, 1 28 juil. 13:17 /dev/video1 crw-rw---- 1 root video 81, 2 28 juil. 13:17 /dev/video2 crw-rw---- 1 root video 81, 3 28 juil. 13:17 /dev/video3 crw-rw---- 1 root video 81, 4 28 juil. 13:17 /dev/video4 crw-rw---- 1 root video 81, 5 28 juil. 13:17 /dev/video5 crw-rw---- 1 root video 81, 6 28 juil. 13:17 /dev/video6 En utilisant la commande «lsusb -v», chaque périphérique rattaché en USB livre plus d'informations. Chacune de mes deux caméras est compatible V4L. Un «ls -l /dev/v4l/by-id/» m'apporte plus d'informations, Les liens symboliques /dev/video{0-2} sont probablement réservés pour être utilisés par la carte contrôleur (à condition que cela ait été implémenté électroniquement… ce qui n'est pas le cas de la carte Qidi X-4). Les liens video{3-6} sont utilisés par mes Webcams. Seuls ceux d'index0 seront à utiliser : mks@mkspi:~$ ls -l /dev/v4l/by-id/ total 0 lrwxrwxrwx 1 root root 12 28 juil. 13:17 usb-Mintion_NZC_Mintion_NZC_SN0001-video-index0 -> ../../video3 lrwxrwxrwx 1 root root 12 28 juil. 13:17 usb-Mintion_NZC_Mintion_NZC_SN0001-video-index1 -> ../../video4 lrwxrwxrwx 1 root root 12 28 juil. 13:17 usb-SYX-231020-J_HD_Camera-video-index0 -> ../../video5 lrwxrwxrwx 1 root root 12 28 juil. 13:17 usb-SYX-231020-J_HD_Camera-video-index1 -> ../../video6 La caméra Qidi utilise le lien symbolique «video5», la Mintion NZC «video3». Muni de ces informations, on peut : compléter le fichier crowsnest.conf enregistrer ces modifications, redémarrer le service crowsnest 1 2 Toujours dans l'interface Web (ici Fluidd), ajouter cette caméra pour qu'elle apparaisse : 1- 2- 3- 4- Les flux vidéo des deux caméras sont affichés, on peut choisir d'afficher les deux ou l'un ou l'autre : => => Le site de Mintion ne propose que deux supports pour cette NZC. A l'aide d'OpenSCAD, je crée un mix de deux fichiers STL pour obtenir une première version. Puis une seconde afin d'atténuer l'éclairage des deux LEDs en ajoutant une patte de chaque côté: Le STL ( mix d'une partie de ce lien pour le support de la camera et de celui-ci modifié pour la fixation sur la tête Qidi): qidi-xmax3-mintion-nozzle-camera-v2.stl Pour ceux qui n'ont pas le mal de mer : Logiciels Actuellement, la caméra Qidi me permet d'obtenir des timelapses et de surveiller l'impression en cours. En complément, j'avais installé OctoEverywhere qui permet de détecter quelques problèmes d'impression: le fameux plat de spaghettis . Cette page décrit le fonctionnement de ces systèmes à base de reconnaissance d'artefacts (en gros ce qu'on appelle IA ou AI). Actuellement, ce programme complémentaire ne permet pas d'analyser la première couche déposée mais son «concurrent», Obico, lui le permet (plus d'informations >>> ici <<<). Donc avant d'installer Obico (via KAIUH), en ssh je désactive le service OctoEverywhere (sudo systemctl stop octoeverywhere; sudo systemctl disable octoeverywhere) puis j'installe Obico et complète l'installation en liant ma XM3 à mon compte (j'utilisais déjà Obico avec ma Ender3S1 et SonicPad). IMPORTANT: L'installation d'Obico, en tout cas sur mon système n'a pas installé un paquet indispensable: JANUS Donc il faut l'ajouter manuellement => sudo apt install janus Reste une dernière étape à faire pour que Obico utilise la caméra de buse pour analyser la première couche. Modifier le fichier moonraker-obico.cfg en ajoutant pour la caméra de buse le paramètre : Is_nozzle_camera = True Mon fichier: [server] url = https://app.obico.io auth_token = *********************** [moonraker] host = 127.0.0.1 port = 7125 [webcam Qidi] disable_video_streaming = False [webcam Nozzle] disable_video_streaming = False Is_nozzle_camera = True [logging] path = /home/mks/printer_data/logs/moonraker-obico.log [tunnel] Il faut juste bien renseigner le nom des caméras qui doit être identique à celui utilisé lors de leur ajout via l'interface Web (Fluidd / Mainsail). Le nom des caméras est au format Unix donc la casse des caractères doit être respectée (Majusucle / minuscule). Sauver et fermer puis, redémarrer le service moonraker-obico pour qu'Obico prenne en considérations ces modifications. L'accès au site app.obico.io (ou à l'adresse de votre propre serveur si vous en avez monté un (ce sera une prochaine étape quand j'aurai fini de remonter un nouveau NAS)). permet de commuter l'affichage : Pour que l'analyse se fasse à l'issue de la première couche, il faut ajouter dans le trancheur utilisé le Gcode (documentation) : _OBICO_LAYER_CHANGE CURRENT_LAYER={layer_num + 1} MINX=[first_layer_print_min_0] MINY=[first_layer_print_min_1] MAXX=[first_layer_print_max_0] MAXY=[first_layer_print_max_1] Dans la section Avant changement de couche (Before layer Change) des Gcodes personnalisés de l'imprimante. Un Gcode tranché ainsi puis imprimè, met en pause l'impression à l'issue de la première couche (une légère rétraction du filament a lieu avant de baisser la température à 170°C, ventilateur de refroidissement du filament activé à 100%). une fois la température descendue, la buse / caméra balaye la surface de la première couche pour l'analyser et détecter d'envetuels problèmes. Suivant le type de notifications choisies (Mèle, SMS, …), un message est ensuite envoyé avec un score (A-F) et une vidéo «accélérée» montre l'analyse effectuée). Exemple (j'utilise le courrier électronique) : La vidéo (transformée en GIF) du balayage : A noter: En fonction du score attribué, un certain nombre de suggestions est donné. Le choix de toute façon reste à l'utilisateur de continuer ou arrêter l'impression. Ce que je constate après quelques impressions : la buse et la chaussette de protection doivent être parfaitment propres pour éviter des faux-positifs (ce qui était le cas de mes vidéos) la vitesse de rétraction du filament par défaut est trop faible (15mm/s) avec ma XM3, le fichier moonraker_obico_macros.cfg est en lecture seule (lien symbolique) et ne peut être édité via Fluidd (Mainsail), on ne peut le modifier qu'en passant par une connexion ssh En espérant que ce soit utile à d'autres makers.






 1 point
1 point -
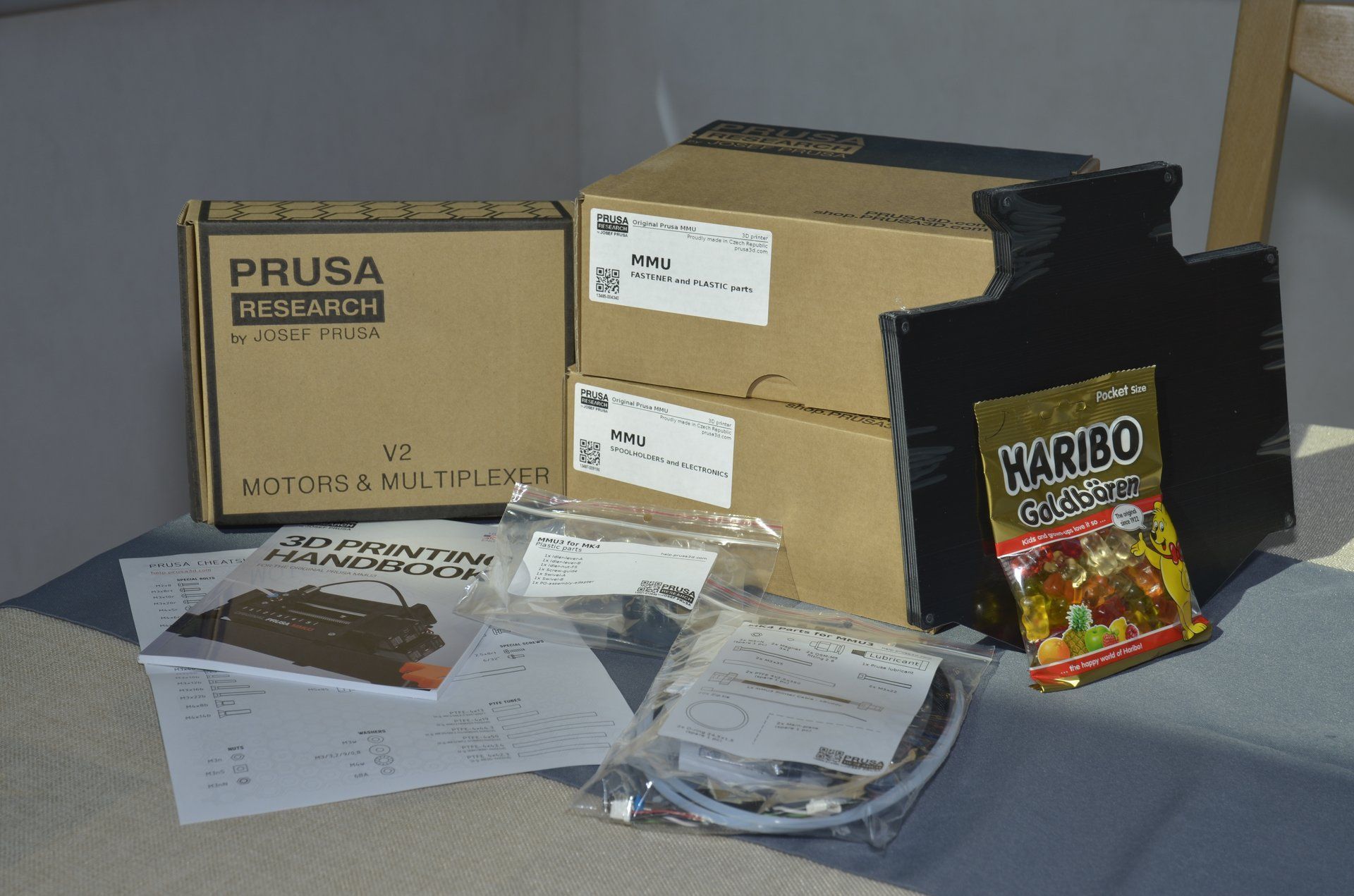
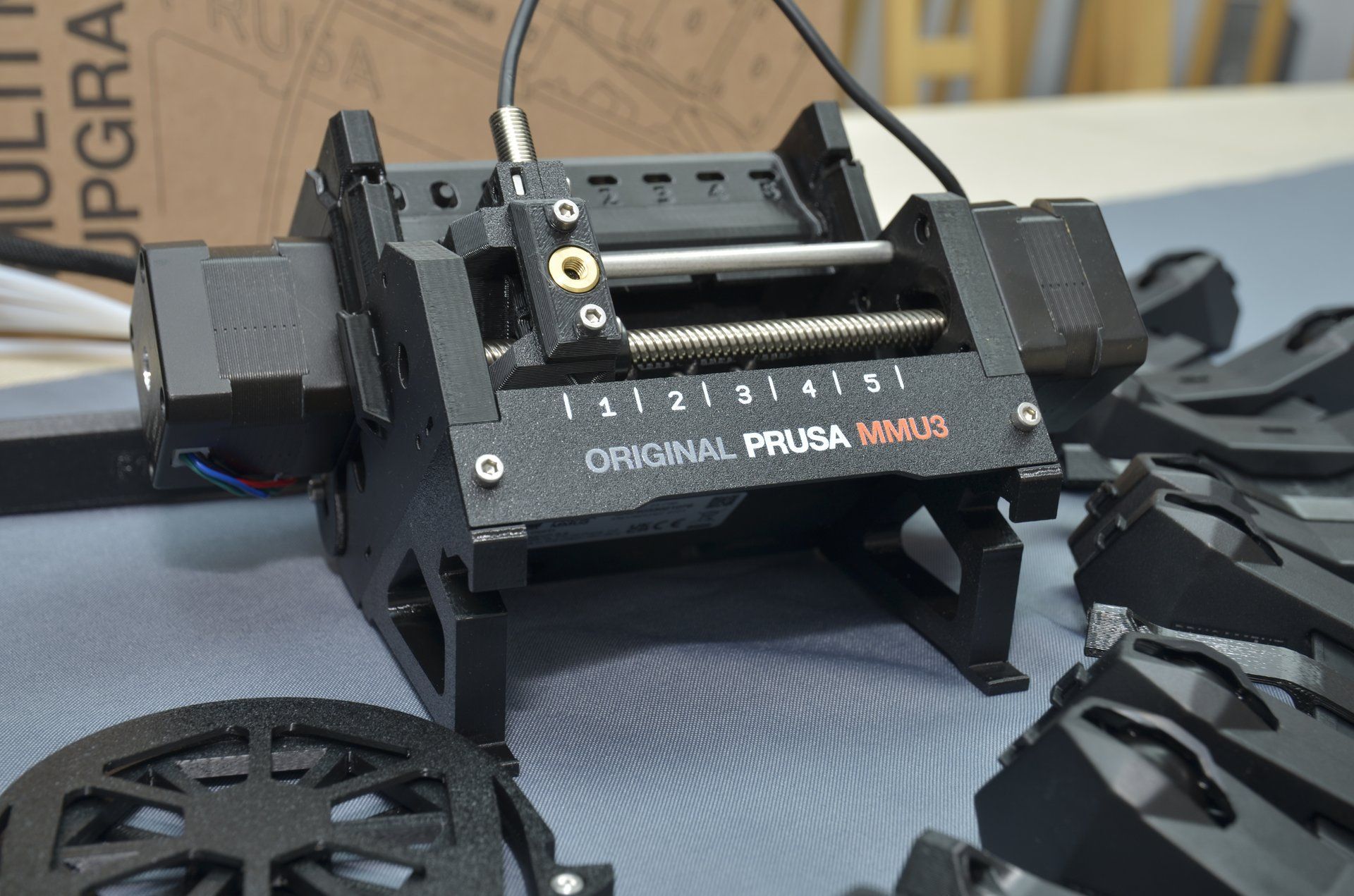
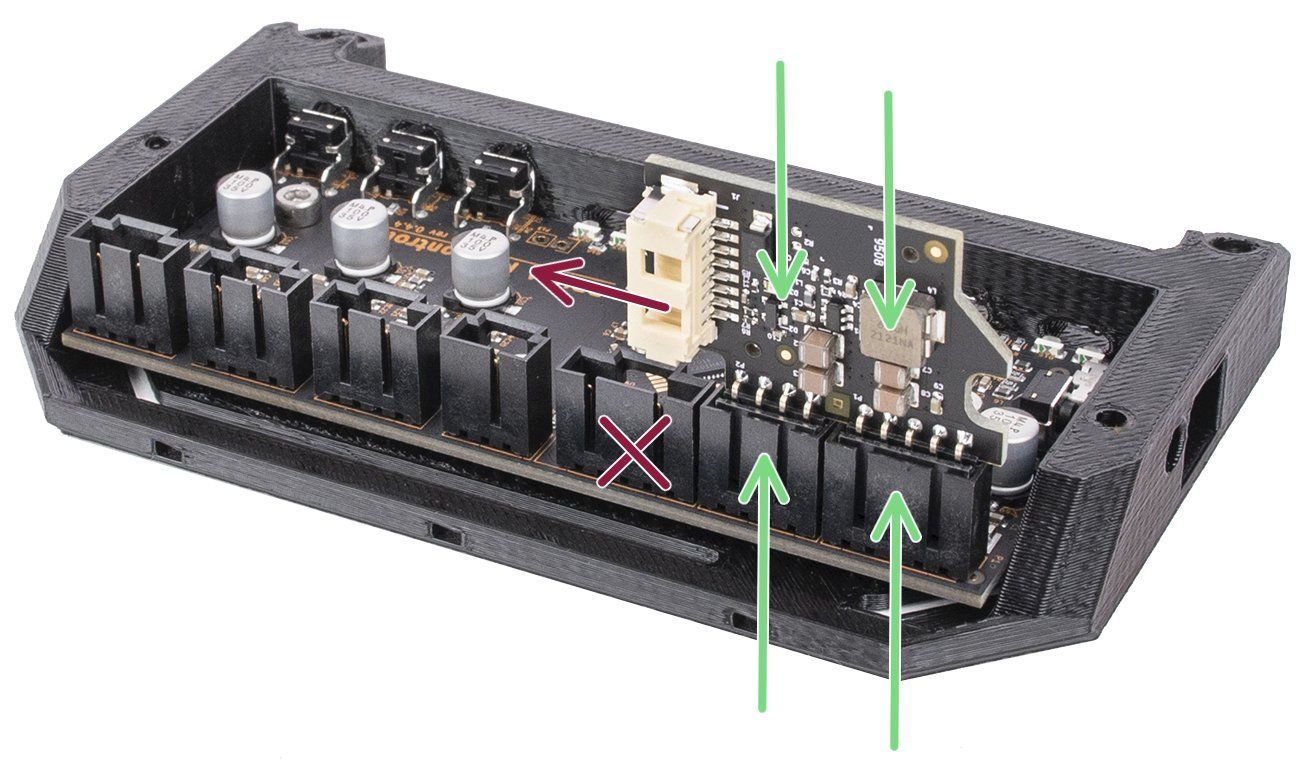
Bonjour à tous pour un nouveau test haut en couleur ! Suite au test de l'Original Prusa MK4, j'ai la chance de pouvoir poursuivre l'aventure avec l'upgrade multi-couleur => l'Original Prusa MMU3. Comme toujours je précise que j'essaie d'être le plus critique possible durant mes tests. Alors c'est parti pour le test live ! Commençons par le carton : Comme souvent emballage impeccable et très condensé. Il s'agit ici de la version avec les pièces imprimées en usine. A l'intérieur de ce carton on retrouve les éléments triés et étiquetés, un ensemble de sous-carton, ainsi que le plus important de tous les éléments, le paquet de Haribo : Je vous fais grâce de toutes les photos du montage, ça n'apporte rien de plus que le manuel en ligne (ici pour le Français) qui explique tout ça très bien. Cependant je peux vous faire part de mon ressenti durant ce montage. Tout d'abord et comme souvent, le manuel en ligne en version anglaise est bien plus utile grâce aux nombreux commentaires que l'on y retrouve. La plupart du temps il s'agit de commentaires obsolètes dont on voit qu'ils ont été écouté car le manuel a été adapté au fur et à mesure des retours des utilisateurs. Parfois on y retrouve des commentaires rigolos, mais aussi quelques-uns utiles au moment où on en besoin. Généralement lorsqu'une étape donnée possède plusieurs dizaines de commentaires, c'est qu'il y a quelque chose à savoir sur cette étape. L'ensemble du montage s'est déroulé de manière fluide, excepté à deux moments où j'ai du "improviser". Dans les deux cas il s'agissait d'un problème dû à une imperfection dans les pièce imprimées en usine. Le hic c'est que ça arrive forcément lorsqu'il faut rentrer de force un palier en laiton ou un tube PTFE, et que tenter de le retirer à mi-parcours c'est prendre le risque de l'abimer. Rien d'insurmontable toutefois, un bon bricoleur saura s'en sortir. Hormis ces deux "points durs", les tolérances entre les pièces imprimées sont très bonnes, bien que ces dernières soient de qualité moyenne. Le montage prend du temps, j'ai passé 4h uniquement sur le MMU3. On rajoute bien une heure ou deux pour le buffer et les supports de bobines. Ces supports sont très simple à monter, mais le travail de collage des petits patins en mousse est assez fastidieux (60 en tout à coller). Le buffer quant à lui est assez ludique, aves ses grandes roues qui rappelle les Meccano pour les plus anciens. C'est aussi la partie qui comporte le plus de visserie, quand on nous demande d'étaler 25 petites vis d'un coup on sait qu'on va s'amuser. Il fallait bien trouver un moment pour les manger ces Haribo. Car oui, le manuel n'indique pas quand et combien de gummy bear il faut manger. C'est le point noir de ce guide. Comparé au MMU2, et ce n'est pas une découverte, on voit tout de suite les similitudes. Des tas de petits détails sont différents cependant. Mais on peut tout de même s'étonner de certains choix, tel que la "PD-board". Cette carte n'est là que pour corriger un défaut de design électronique qui avait été relevé depuis des années sur le forum de Prusa. Il existait plusieurs techniques pour solutionner ce problème, shunter une diode sur la carte électronique, ou augmenter la tension d'entrée. Cette "PD-board" fait ce travail d'augmentation de tension. Mais alors, pourquoi de pas l'avoir intégré directement sur la carte électronique principale, ou tout simplement corrigé le défaut de design ? D'autant plus que Prusa manufacture ses cartes électronique dans sa propre usine. Il y a quelque chose qui m'échappe. Toujours est-il que cela ressemble à un patch mis sur un produit existant, et non pas à un nouveau produit avec une conception révisée. Voici où j'en suis pour le moment. La prochaine étape, marquée comme "très difficile" dans le manuel (j'en tremble ) consistera à effectuer l'upgrade du Nextruder de la MK4. C'est à dire qu'il s'agit de faire ce que l'on déconseille à tous les nouveaux sur le forum => démonter une machine qui fonctionne parfaitement pour l'upgrader. J'en reparlerai en temps voulu.




 1 point
1 point -
Salut Je veux bien prendre le relais. @Kachidoki le suggérait dans un de mes post Je pense que ça va être facile pour certains... JC
 1 point
1 point -
Bonjour PPAC, Eh bien OUI, cette nouvelle version corrige le problème de décalage de la souris! Même si je suis passé à Orcaslicer, qui permet d'envoyer et suivre le Gcode en Wifi (on passe sur l'interface de Creality, il m'arrive de repasser à l'ancienne version de Creality print... sauf que je trouve qu'il y a de plus en plus de loupés avec cette ancienne version (blocages, message "printer has stopped"...). Merci et bon WE. Claude1 point
-
Bravo C'est la version du premier lien1 point
-
Distributeur de croquette ou de filament si l’imprimantes est gentille1 point
-
Alors une petite visite sur https://www.sculpfun.com/collections/laser-engraver ... 30W et plus… 60x60 ... Cela semble laisser seulement le "SCULPFUN S30 Ultra 33W" ? ( et si oui alors, il reste à voir si c'est https://www.sculpfun.com/collections/laser-engraver/products/sculpfun-s30-ultra-33w-laser-engraving-machine?variant=43013717852338 ou celui avec options "+ RA Pro Max Roller&Chuck + H3 Honeycomb Panel 60*60cm" https://www.sculpfun.com/collections/laser-engraver/products/sculpfun-s30-ultra-33w-laser-engraver-ra-pro-max-roller-chuck-h3-honeycomb-panel?variant=44644171382962 ) Edit > Arf ... je dirais qu'il faut éviter de mettre son graveur laser dans son salon à côté de son canapé comme sur l'image commerciale suivante ( surtout si le canapé est en matière inflammable ) ... mais heureusement, il n'est pas connecté au secteur1 point
-
Taille de gravure 60x60 Précision de gravure : 0.005mm Donc c'est pas énorme1 point
-
Merci beaucoup pour ton retour et pour la présentation de la machine. Bonne journée1 point
-
salut suite a un pb d'acces a ma boite mail de contact je me suis reinscri avec un nouveau pseudo l'ancien etait clubelectro5454888 le nouveau est clubelectro548 sinon c'est la meme personne1 point
-
Bonjour @clubelectro548 re bienvenue chez les imprimeurs fous Si Mr @Motard Geek veut bien fusionner les 2 comptes svp car nous pauvres modérateurs on ne peut pas le faire1 point
-
Oui Oui Lapinou fainéant ça1 point
-
Bon aujourd'hui bizarrement plus de messages d'erreur dans Fluidd ... J'ai surement mal redémarré quelque chose hier, ou alors le fait d'avoir éteint cette nuit et rallumé ce matin l'imprimante a suffit. Grand merci encore a vous pour la réactivité et l'efficacité1 point
-
Non1 point
-
@PPAC Je reviens vers toi après une bonne semaine, Déjà je te remercie pour tout tes conseils, mes impressions sont tellement plus rapide pour une qualité "identique" on va dire, Ensuite pour mes surfaces sont super clean dessus et dessous, j'ai mis un remplissage plus important 20% en moyenne, et j'arrive a avoir des surfaces bien fini même sous les supports En te remerciant pour tout tes conseils, Bonne journée ^^1 point
-
Imprimante Vendu @PPAC peux tu clore ce sujet mon ami ?1 point
-
Elegoo n'a rien introduit du tout toutes les imprimantes à 'roulettes' sont réglables. Pendant l'impression, c'est rare Déplacement -> modification de la machine : tous les réglages sont à refaire. Ce n'est pas une imprimante 'papier' (quoi que il faut aussi l'entretenir ...), il faut un peu s'en occuper quand même ... (même une bambulab ou une machine à 100k nécessite un minimum d'entretien ...)1 point
-
Salut, oublies la méthode #2 les micros mouvements du sujet donneront des incohérences entre chaque tranche et une dérive dasn les plans XY lourde à compenser. idem pour la méthode #3 a les mêmes travers que la 2 le laser devrait avoir une capacité à balayer tout le corps dans sa hauteur et largeur à un facteur 100 par rapport à un micromouvement pour compenser les déflecteurs galvanomètre ne peuvent pas suivre ce genre de vitesses il te faut des AOM c'est très cher ... La sol 1 et 2 sont valables si tu scannes un objet fixe pas un être vivant et le pire à scanner c'est une plante avec du feuillage tu as des trous partout. En résumé il te faut une capture qui a une cohérence spatiale ET temporelle Sol 1 faire des captures simultanées avec des cams USB à focales fixes premier prix et un éclairage monochromatique diffus pour pas avoir d'ombre portés c'est toujours la galère avec les aisselles et l'entre jambe tu as toujours des "trous" dans les nuages de points. Il te faut un soft comme meeshroom capable d'ingurgiter des giga de photos pour arriver à combler les manques. La capture avec une multitude de camera et la plus simple et la moins compliquée tu peux avec OBS server via des scripts python capturer des images en synchro de toutes les cams. Autre solution un NVR qui enregistre tout les flux et tu exportes les images dans un format non compressé note : Attention aux objectif qui déforment les bords et aux reflets et l'effet fisheye certains bords sont très distordus et il faut des matrices de corrections. Autre Solutions envisageables : Solution les camera TOF (Time Of Fly) https://www.kubii.com/fr/cameras-capteurs/3822-camera-tof-pour-raspberry-pi-et-jetson-nano-3272496313033.html ideal pour capter la profondeur. Le TOF du pauvre le recyclage de kinects : https://fr.wikipedia.org/wiki/Kinect Liste des solutions non exhaustive... A+ SUDSUD1 point
-
Bonjour @steve6021 bienvenue chez les imprimeurs fous1 point
-
non, c'est uniquement pour les TMC2208 non UART (voir ce message). A ma connaissance, tous les modules TMC2209 sont prévus, par défaut, pour le mode UART1 point
-
Je te rejoins sur ca oui, elle fait parti des imprimantes qui ont un gros potentiel mais faut aller le chercher ce potentiel, ceux qui aiment aussi customiser en fonction de leur besoin précis je pense que c'est une des meilleurs corexy pour ce genre de situation oui Nope et je vois que j'ai fait quelques mélanges , elles n'ont pas toutes le caisson chauffant, etc Je pense que c'est la Q1 Pro qui me correspondrait le mieux si je dois oublier les grandes dimensions d'impression... C'est je crois la plus récente et elle comble certains manque sur les modèles d'avant. A part le système de filtration d'air mais j'ai vu dans votre test que vous proposez un guide dans vote wiki (le lien ne fonctionne pas) et les photos aussi quand on souhaite les voir en grand ça ne fonctionne pas, dommage si on veut voir un peu plus en détail une impression. C'est vrai que vos tests sont super ! Beaucoup d'impressions, avec filaments variés en voyant tout ça la Q1 Pro serait le meilleur choix (hors dimensions d'impression). J'ai l'impression que vous mettez moins en avant les qualités de la Q1 Pro peut être aussi qu'elle suit la MAX et la PLUS sortie avant ou vous sembliez plus "au taqué". Le bruit j'avais vu ça aussi ailleurs, elles semblent plus bruyantes que d'autres, c'est toujours un critère mais bon, au bout d'un moment on peut pas tout avoir *****AJOUT : ******* Alors pour les photos peut-être que la page était pas chargée entièrement, yavait peut-être un script en cours mais la je peux bien les voir en grand ! Le lien du wiki pour le filtre a charbon quand à lui est : Not found *****AJOUT 2 : ******* Est-il possible de te demander un peu les changements que tu as opéré sur elle ? La première couche avec le Zoffset est niquel sur tout le plateau tu n'as eu aucun soucis avec ca ? Selon toi il manque quoi que je pourrais ajouter ou customiser a cette imprimante ? Merci par avance je me dis si elle est peu éloignée de la Q1 Pro, et que je peux combler certains manque qu'elle a par rapport à ce modèle, le volume 320x320 est quand même un confort pour mes projets, idéalement j'aurais des pièces (après avoir revu à la baisse mes besoins (adieu pour le moment les 400x400 yaura pas d'imprimante qui me convienne ou dans mon prix en corexy) ). Pour mes projets je dois atteindre minimum 31cm pour être top sans avoir besoin de raccords en dessou je dois faire des raccors.1 point
-
Ha mince ! je n'avais pas pensé à devoir trouver un Schmilblick... Je fouille dans mon répertoire Freecad...et je reviens Le Schmilblick fait 55mm de coté ... et ce n'est pas un œuf même si il est jaune ici
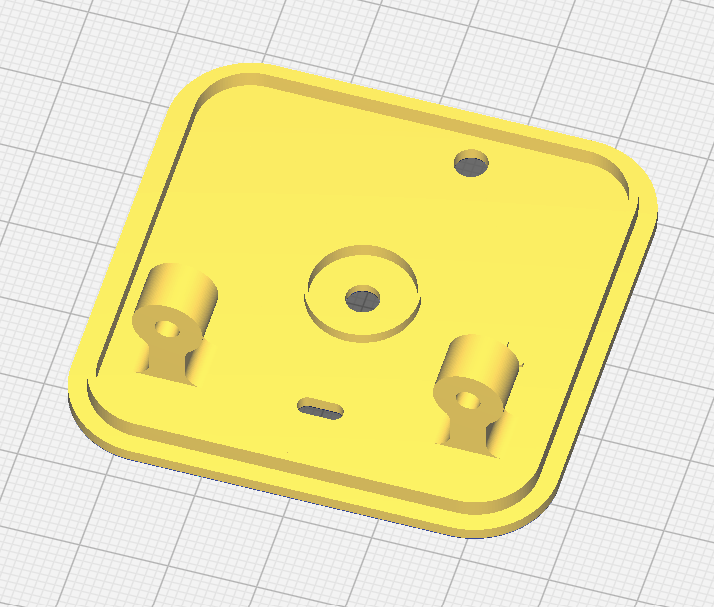 1 point
1 point -
Juste une petite info, car j'ai galéré plusieurs heures pour comprendre, alors autant que ça serve (ça va peut être paraitre évident à d'autres ! ^ ^). J'ai remplacé l'emostruder par un E3D Titan, et donc forcément il a fallu changer les paramètres pour Smoothieware. Sur le support E3D, il est indiqué de changer ces paramètres dans le config.txt (en fonction du moteur 200 ou 400 pas la valeur n'est pas la même) : (le Titan tourne dans l'autre sens de l'Emostruder) : extruder.hotend.dir_pin 0.4! # Pin for extruder dir signal et ceci pour prendre en compte le rapport de l'engrenage : extruder.hotend.steps_per_mm 418.5 # Steps per mm for extruder stepper Je flashe plusieurs fois la MDR, j'essaie de calibrer avec Repetier, et pas moyen d'obtenir 10cm de fil.. J'essaie plein de valeurs pour voir et je me rends compte qu'au final la modif de mon fichier de config n'est pas prise en compte ! Après pas mal de recherches, je trouve l'explication (pas évidente pour moi) : il se trouve qu'ayant aussi changé ma hotend Hexagon pour une Hotend E3D v6, j'ai utilisé la fonction auto-PID pour calibrer la température. Or, le fait d'activer cette fonction crée un fichier d'override sur la carte micro-SD. La valeur des pas par mm est donc prise en compte dans le fichier d'override et non plus dans le fichier de config. J'ai donc supprimé le fichier d'override de la carte, reflashé, puis tout recalibré, et tadam : le paramètrage est enfin pris en compte ! Et en passant, sur le Titan : il faut bien graisser le roulement à bille du couvercle, sinon au bout de quelques heures d'impression il produit un grincement affreux (ou alors j'ai mal monté l'affaire, ce qui est possible, mais je ne vois pas où !). En tous cas, avec un peu de graisse, plus de bruit ^ ^1 point
-
ok pour la différences entre 0.44 et 0.42 mais je mesure 0.74mm au pied à coulisse ;-( K factor = 0.028, débit = 0.95 (diamètre du filament 1.79mm au pied à coulisse)0 points
-
Sa marche de toute manière je sens que c'est mort Ps: je viens de DL la dernière bug fix la carte n'est même pas dans les boards donc c'est même pas la peine je commande la skr du coup Ps bis: voilà la carte est commander ainsi que les ventilateur en 24v comme y a pas d'option pour régule la tension des fans0 points