Classement



Contenu populaire
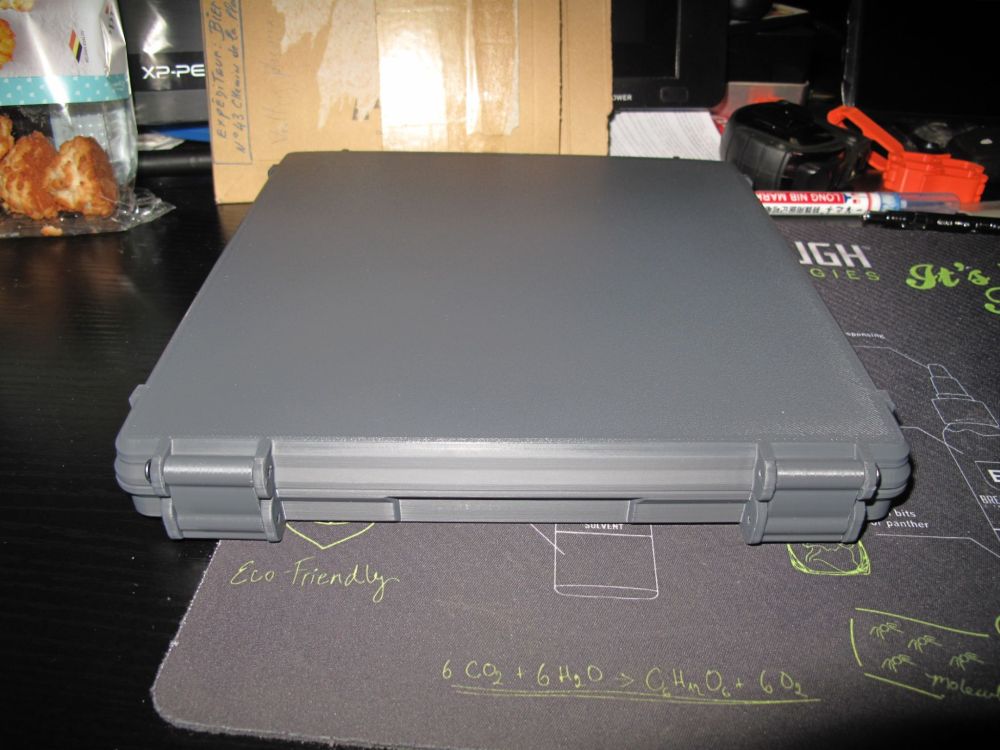
Contenu avec la plus haute réputation dans 28/12/2024 Dans tous les contenus
-
J'ai quelques Boost à distribuer, j'en ai déjà donnée pas mal aux makers qui ont fait quelque chose que j'ai bien aimée et qui est bien fait (c'est le but de ses boosts, récompenser les meilleurs conceptions) mais il m'en reste donc plutôt que de les distribuer au "hasard" de mes téléchargements, on pourrait peut être se les partager avec les membres du forum ? Donc mettez vos créations maker ici qu'on sache que c'est les vôtre et je donnerais mes boosts avant qu'ils arrivent à expiration (et si d'autres veulent en faire autant), mettez quant même quelque chose qui le mérite un minimum, même si j'ai des boost en trop, je vais pas les donner pour un truc piqué à la va vite ailleurs... Mon lien si quelqu'un veux aussi m'en donner (échange de bons procédés) : https://makerworld.com/fr/@Ironblue Edit : liste lien makerwold Ironblue: https://makerworld.com/fr/@Ironblue Moucklee: https://makerworld.com/en/@IIKenshiroII PPAC: https://makerworld.com/en/@PPAC37 pleinair37: https://makerworld.com/fr/%40pleinair37?orderBy=createTime silvertriple: https://makerworld.com/en/@marc_wecker Genii: https://makerworld.com/en/@genii2811 KiaVhar: https://makerworld.com/en/@KiaVhar Wapata: https://makerworld.com/fr/@Wapata jcjames_13009: https://makerworld.com/en/@jcjames_13009 leblond: https://makerworld.com/@mrlebl0nd71 xavax: https://makerworld.com/fr/@xavax Pastaga51: https://makerworld.com/fr/@Pastaga51 Oze: https://makerworld.com/fr/@Wargame_Terrain Charlie3D: https://makerworld.com/fr/@3DCharlie Fluxs: https://makerworld.com/en/@Fluxs Yannick4260 : https://makerworld.com/fr/@Yannouche4260 3xkirax3 : https://makerworld.com/fr/@3Dcadcraft drogendo : https://makerworld.com/fr/@drogendo Tofffd : https://makerworld.com/@Blackbird_CD kogenshi : https://makerworld.com/fr/@lofofora0025 points
-
La gestion des prises de courant peut se faire directement via Moonraker (section [power]). Si tu gères déjà ta prise via MQTT, c'est cette section. Ensuite, pour éteindre l'imprimante après avoir attendu que des températures soient descendues au-dessous de telle valeur, c'est via des macros Gcode qu'habituellement ça se fait. Exemple avec ma XM3 (ce sont des prises Tasmota et HomeAssistant possède une intégration de Moonraker donc de nombreux paramètres pourraient être automatisés (ce que je ne fais pas parce que mes imprimantes sont dans mon bureau… à portée de main… j'ai beau être un procrastinateur né, faut pas exagérer non plus ). - macros Klipper : #===================================================== # Power Operations / HA Plug #===================================================== [gcode_macro POWER_ON_KS] gcode: {action_call_remote_method("set_device_power", device="Klipperscreen", state="on")} [gcode_macro POWER_OFF_KS] gcode: {action_call_remote_method("set_device_power", device="Klipperscreen", state="off")} [gcode_macro POWER_OFF_PRINTER] gcode: {action_call_remote_method("set_device_power", device="Qidi_XMax3", state="off")} [gcode_macro POWER_OFF_ALL] gcode: KS_LAN_HALT #G4 P10000 # wait 10 seconds to shutdown RPi0V2 #POWER_OFF_KS # Find a way, if ever possible to shutdown filesystem before power off POWER_OFF_PRINTER [delayed_gcode delayed_printer_off] initial_duration: 0 # Set 0 to interrupt the delayed macro # use UPDATE_DELAYED_GCODE ID=delayed_printer_off DURATION=300 in START_PRINTER macro with the time wanted gcode: {% if printer.extruder.target > 50 or printer.extruder.temperature > 50 or printer.heater_bed.temperature > 55 or printer.idle_timeout.state| upper == "PRINTING" or printer.pause_resume.is_paused %} UPDATE_DELAYED_GCODE ID=delayed_printer_off DURATION=300 {% else %} POWER_OFF_ALL {% endif %} # alternative mode #{% if printer.idle_timeout.state == "Idle" or printer.idle_timeout.state == "Ready" %} #{% if printer.extruder.target == 0.0 and printer.heater_bed.target == 0.0 %} # Target Temp = 0 #{% if printer.extruder.temperature < 60.0 %} #UPDATE_DELAYED_GCODE ID=delayed_printer_off DURATION=0 # DURATION=0 don't re-execute #POWER_OFF #{% else %} # Extruder Temp > 60 #UPDATE_DELAYED_GCODE ID=delayed_printer_off DURATION=10 # Waiting Cooling Heater #{% endif %} #{% else %} # Target Temp > 0 #UPDATE_DELAYED_GCODE ID=delayed_printer_off DURATION=600 # Not Printing + Heating... #{% endif %} #{% else %} #UPDATE_DELAYED_GCODE IDdelayed_printer_off DURATION=600 # Printing #{% endif %} [delayed_gcode ks_on] initial_duration: 5.0 gcode: POWER_ON_KS - gestion des prises Tasmota (moonraker.conf) : ## Gestion prise électrique via Tasmota [power Qidi_XMax3] # athom-sp2 type: tasmota address: 192.168.1.186 locked_while_printing: true restart_klipper_when_powered: True restart_delay: 5. off_when_shutdown: False # Set to True to power off the device when Klipper enters "shutdown" state #off_when_shutdown_delay: 5 [power Klipperscreen] # athom-sp1 type: tasmota address: 192.168.1.185 #locked_while_printing: true #restart_klipper_when_powered: True #restart_delay: 5.2 points
-
Salutation ! Je ne suis pas vraiment actif sur mon compte MakerWorld https://makerworld.com/en/@PPAC37 Donc, je n'ai pas de Boost à distribuer pour l'instant. (Comme je n'ai pas d'imprimante BambuLab, et que je suis déjà bien occupé avec mes comptes et les concours sur mon MakerOnline https://www.makeronline.com/en/user/personalInfo/346ce0f0-a25a-40f8-8091-29feb939d5ac.html, et mon CrealityCloud https://www.crealitycloud.com/user-profile/6356661089, je n'ai pas grand choses en modèle ou en activitée sur MakerWolrd )2 points
-
Voici une petite rallonge pour les tournevis electrique Einhell et Xiaomi "ça doit etre compatible avec beaucoup plus voir la plupart de ce genre de tournevis, leur empreinte a l'air identique en tout cas", rien de bien méchant mais dont j'aurais aimé avoir un peu plus tôt https://makerworld.com/en/models/919644#profileId-881576
 2 points
2 points -
c'est ce que je pense faire avec la mienne ...2 points
-
Bonjour à tous Après quelques soucis avec une production sur mes X Max 3, qui n'existent pas sur d'autres machines utilisant Cura : on peut faire une expansion des supports de x mm par rapport à la pièce sous Cura et pas sur Prusa / Qidi Slicer, j'ai vu que Orca et Qidi Studio avaient cette option. Comme je suis fainéant et que j'ai pas mal de filaments customs + 2 tailles de buses de définis dans Qidi Slicer, je cherche un moyen de migrer ma configuration de Qidi Slicer directement dans Qidi Studio ou dans Orca. J'ai vu un script en perl pour Prusa Slicer vers Orca, mais un retour d'expérience est mieux. Un problème est vite arrivé vu le nombre de paramètres dans un profil d'impression. Y'en a qui ont essayé, ils ont eu des problèmes....1 point
-
Bonne idée... La prochaine fois que j'ai des boost à distribuer je passe par là... Ma page : https://makerworld.com/fr/%40pleinair37?orderBy=createTime Bon c'est pas mal modélisme et RC, et j'ai pas encore tous mis...1 point
-
merci je l'ai mis dans favoris. pat1 point
-
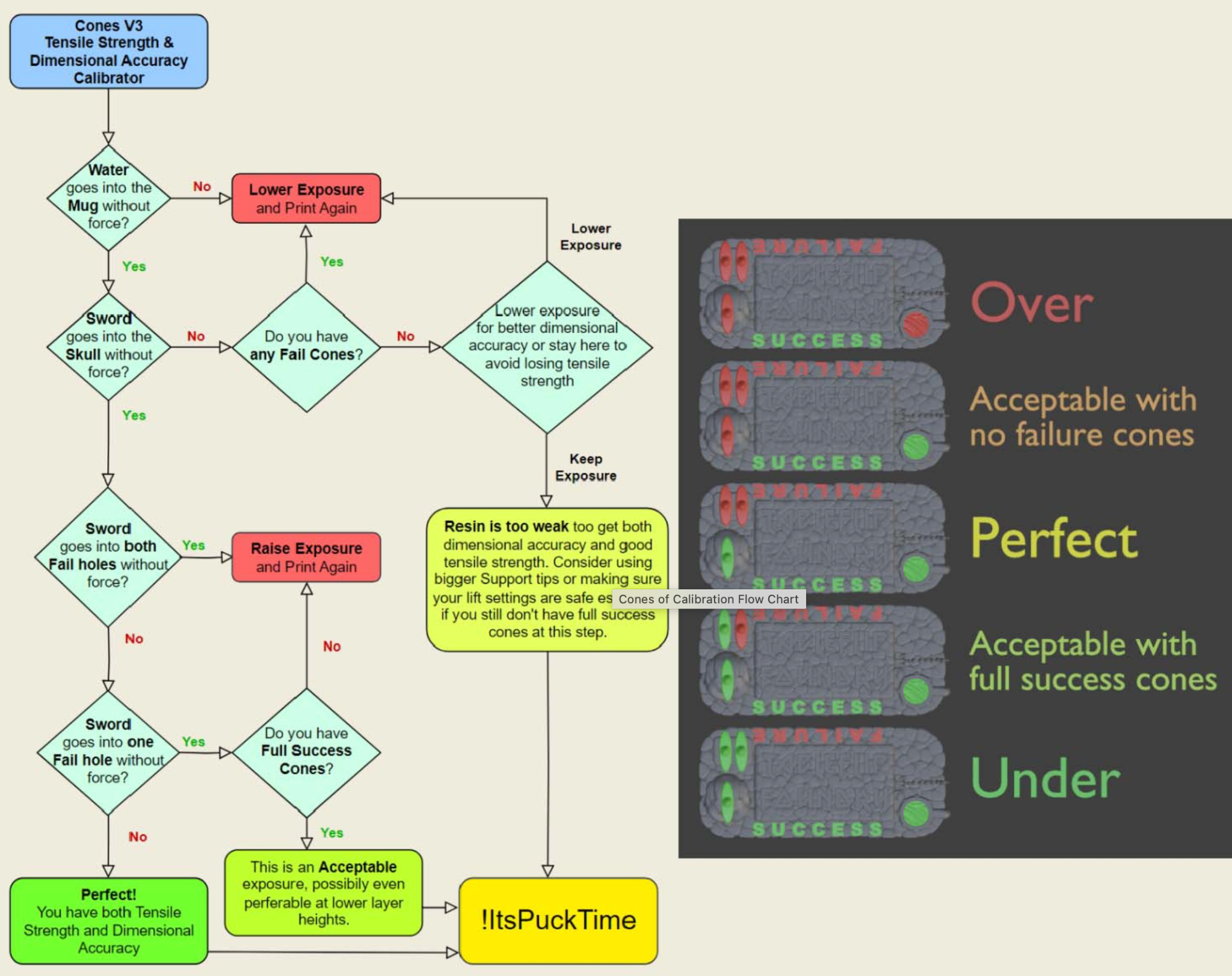
ok je comprends mieux @bblt puis je te suggérer d'utiliser le test Cones of calibration V3 qui de mon expérience permet d'affiner plus les temps d'exposition j'utilisais des tests comme les tiens au début mais en fait leur interprétation est souvent délicate alors que celui que je te propose permet de voir la sur exposition et la sous exposition
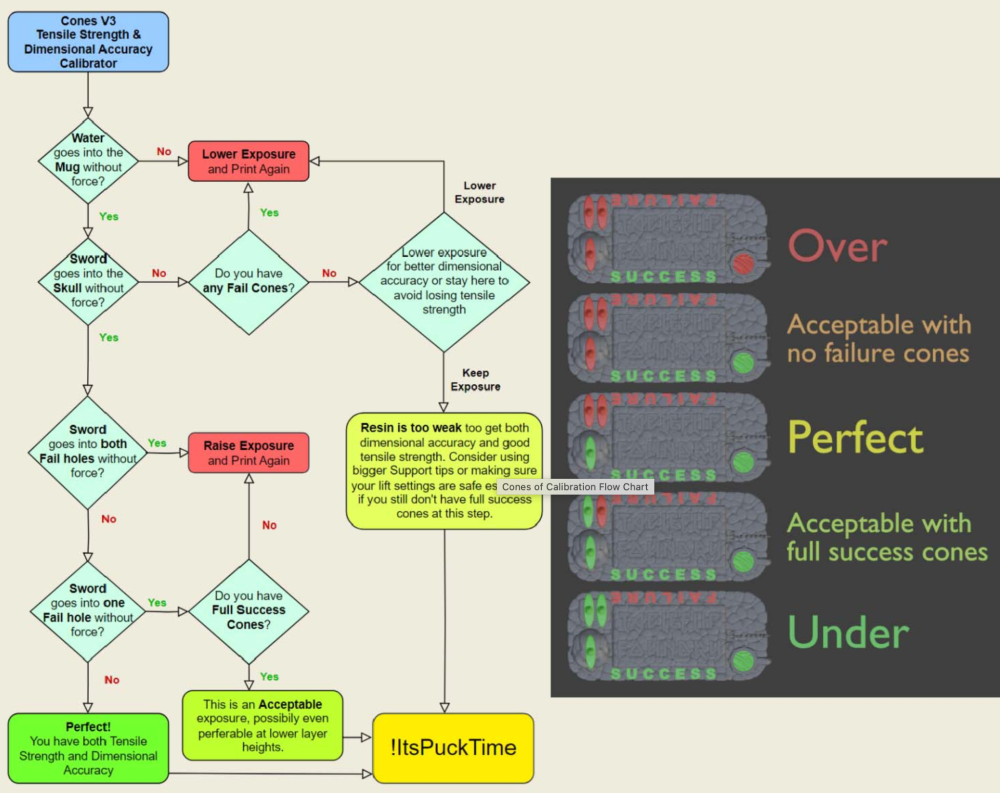 1 point
1 point -
Ca dépend de la carte mère et des drivers de moteurs intégrés. J'ai aussi mis un atténuateur de bruit pour le ventilateur de l'alimentation. Ce que j'ai mis en place : https://fr.aliexpress.com/item/32969536851.html (radiateurs compris) https://fr.aliexpress.com/item/1005004060163688.html (le scotch spécial pour les radiateurs) https://fr.aliexpress.com/item/1005005862470435.html (le support pour le moteur de l'axe Z, modifié un peu) En fait, ça ne chauffe que très peu, j'ai mis les radiateurs parce que je les avais (faut pas gâcher... ) Je ferais des photos demain...1 point
-
C'est le seul. Les trois premiers sont des sauvegardes effectuées par KIAUH. Avec le Klipper de Qidi, les fichiers utilisés pour les configurations sont uniquement dans ~/klipper_config (~ est le raccourci de l'emplacement du dossier utilisateur (/home/mks/)). Non, seulement les sections [power …]. Les autres [gcode_macro XXXX], [delayed_gcode ZZZZ] sont des macros à ajouter dans le fichier printer.cfg ou dans leur propre fichier de configuration «configurationdemesprisesdalimentation.conf]» (enregistré dans ~/klipper_config) puis en ajoutant dans printer.cfg une section [include configurationdemesprisesdalimentation.conf] (par exemple ).1 point
-
@geoff440 admettons, mais alors expliques toi ... tu penses que ça ne sert à rien, ok, on a compris, mais à quoi ça sert de polluer un sujet qui ne t'intéresses pas? juste un exemple ... j'imprime beaucoup de petg cf, et sur la page https://eu.store.bambulab.com/products/petg-cf on peut lire ceci 0.2 mm Nozzle Not Compatible Stainless Steel Nozzle Not Recommended Dry before Use for the Highest Print Quality AMS Compatible AMS lite NOT Compatible1 point
-
Félicitation ! Donc quand tu achètes une bobine de PLA, tu ne fais que du PLA, d'une seule couleur, et tu la consommes dans la semaine ??? Quand tu feras plusieurs matériaux, plusieurs couleurs et que tu n'imprimeras pas en continu tout en habitant au nord de la Loire, tu verras que ton filament peut prendre cher. Souvent on pense que ce sont de mauvais réglages, mais un passage au four et on voit toute la différence. Certes un four domestique peut suffire, mais un séchoir a des aspects pratiques. Dans ton cas peut être pas, mais moi avant de partir en vacances, je mets un maximum de bobines entamées dans des sacs hermétiques, et avant de reprendre l'impression, un petit passage au séchoir (j'ai un S4 qui est rudement pratique pour aller avec mon AMS LIte) ne fait que du bien. Alors pour conclure, certes un séchoir n'est pas forcément utile à tout le monde mais il y a de (nombreux) cas où ça l'est. Et dire que c'est totalement inutile, c'est surtout une méthode Coué pour justifier qu'on en a pas... Mais je ne dirai pas que c'est indispensable non plus : il y a un juste milieu sur ce sujet comme pour beaucoup d'autres.1 point
-
Merci. ton fichier fonctionne (mais plusieurs erreur qui doivent etre du aux version differente). et j'ai aussi reussi a le faire 1 fois sur ma pieces. Mais je comprend pas pourquoi j'ai cette erreur ( qui revient sur une autre pieces) alors que j'ai rien changé dans freecad OK, j'essairai plus tard. bonnes fêtes à tous1 point
-
Pour ton décollement, c'est le ventilateur AUX qui souffle directement sur le plateau (d'ailleurs le décollement est du côté du ventilo...), soit tu imprime un déflecteur, soit tu le coupe lors d'impression de grande pièce en pla et normalement tu n'a même pas besoin de bordure pour ces pièces avec le PEI d'origine.1 point
-
C'est parfaitement normal le port 8080 est celui qu'utilise le flux mpeg (8081 si une seconde caméra, 8082 si troisième, 8083…). En ssh, le fichier /etc/nginx/sites-enabled/fluidd (et/ou mainsail) liste les ports accessibles (les directives listen xxxxx). Exemple pour celui de ma XM3 : On peut parfaitement avoir plusieurs directives listen avec des ports différents (listen 10088, listen 80, listen 666…). Éventuellement possible, car ce n'est pas Klipper qui gère la connectivité, mais Moonraker. Cependant, quel intérêt d'ouvrir l'accès au monde entier à son imprimante, à moins d'avoir sur la Box internet un très bon pare-feu IPv6 @2cv001 pense à compléter ton profil pour y faire apparaitre ton imprimante Qidi (en plus de la Creality CR10)1 point
-
@V3DPTout chez moi est en ipV4. Avec la plupart des IP qui sont fixes.1 point
-
Pour info les modèles Gamebody sont des assemblages, exemples avec Darth-Vader Réalisé et peint à la main: Pas besoin de beaucoup de peinture Les modèle sont accessibles avec des imprimantes FDM classiques, il faudra juste de la colle et de la peinture.
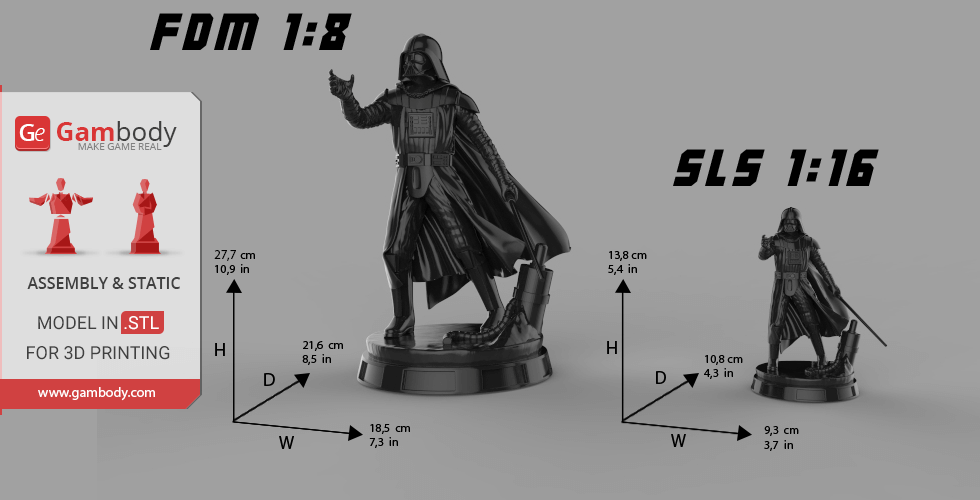


 1 point
1 point -
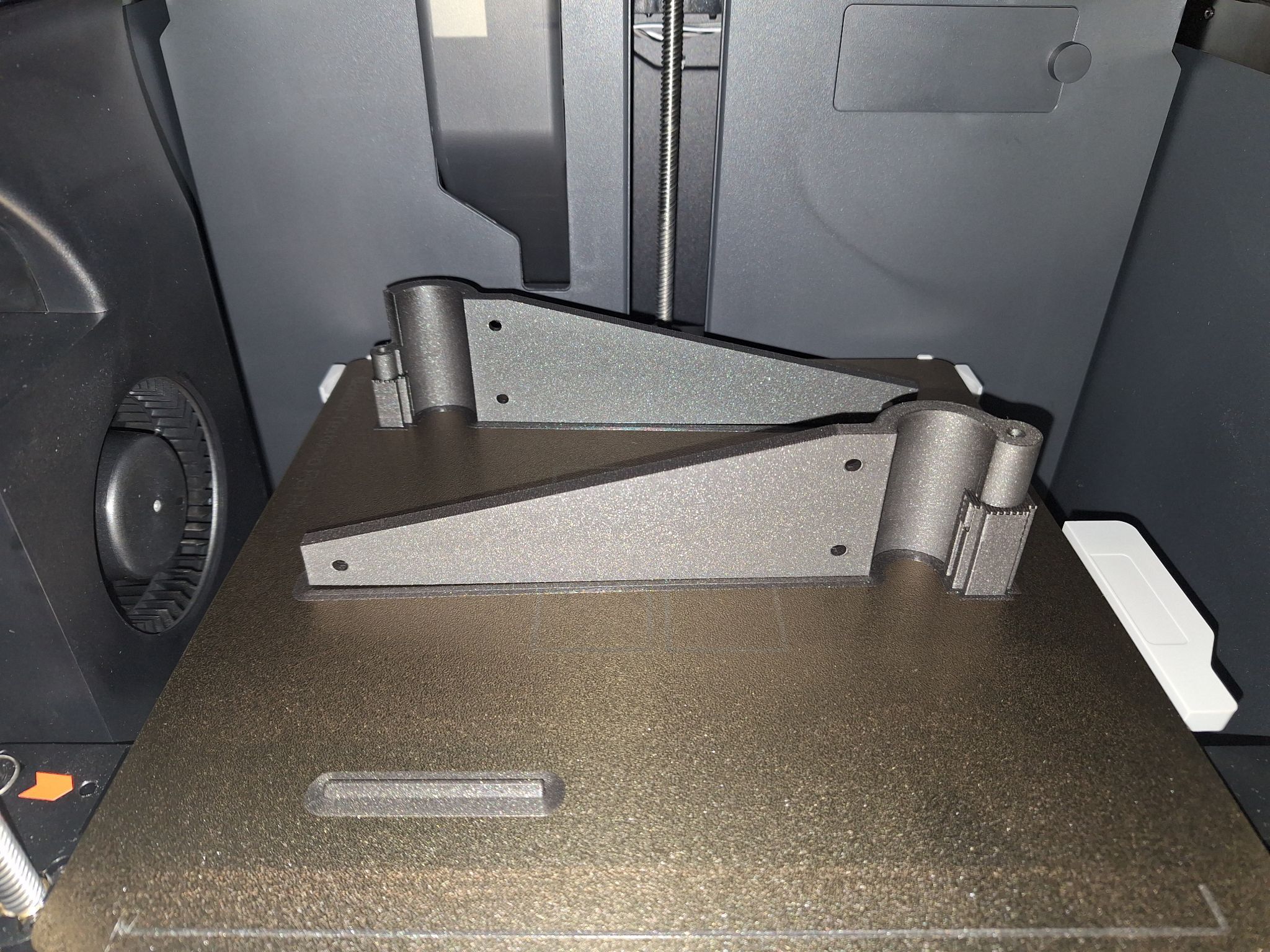
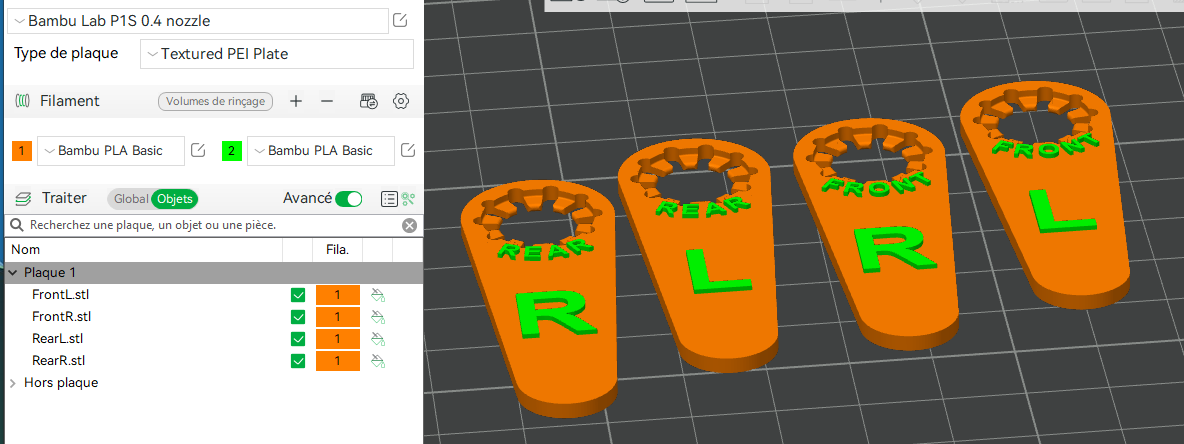
Salut Voici les nouvelles du front après quelques jours d'absence pour cause de "j'étais bloqué par la neige à la montagne" et des fêtes de Noël Du coté de BambuLab j'ai reçu aujourd'hui la poignée de portes en remplacement de celle reçue cassée avec la machine. Ca c'est cool J'ai également reçu un bon de 20€ en dédommagement du retard de livraison de ma P1S. Ca c'est encore plus cool. Merci BambuLab Coté impression et comme beaucoup je pense, j'ai imprimé une boite à crottes . J'ai imprimé ce modèle en le modifiant pour y rajouter des aimants --> https://www.printables.com/make/2263627. Il est simple et à mon avis suffisant malgré quelques défauts que je corrigerai dans une autre version (Parois trop fine et évidements inutiles qui créent des défauts d'impression sur la partie arrière non maintenue). Mais bon c'est pour y mettre des crottes et elle est cachée derrière la machine J'ai utilisé pour ça du PETG Prusament Anthracite Grey que j'avais en stock. Je suis parti du profil "Generic PETG" et j'ai modifié les températures, la vitesse volumétrique, le et le refroidissement à partir de ce qu'il y avait dans PrusaSlicer. Je ne sais pas si c'est la bonne méthode mais le résultat est top. Je vais pouvoir utiliser sans pb mon stock de filament J'ai ensuite réalisé un support d'étagère de dressing pour ma fille. J'ai utilisé du Prusament PLA Galaxy Black et la qualité d'impression est vraiment bluffant. Pièce de 21cm de long, 5cm de hauteur et 3 morceaux. Comme à mon habitude avec PrusaSlicer, j'ai gardé les paramètres par défaut de BambuStudio y compris la ventilation latérale. J'ai juste entrouvert la porte. J'ai eu un décollement sur une des extrémité (Visible sur une des photos). Celle à l'arrière ne s'est pas décollée. Je pense que ça vient de la température du plateau trop basse. J'ai utilisé le profil Generic PLA sans l'adapté comme je l'avais fait pour le PETG. Mais pour le reste nickel J'ai ensuite voulu tester le multi couleurs sur un modèle simple --> https://makerworld.com/en/models/791898#profileId-730446 J'ai utilisé la fonction "Peinture couleur" de BambuStudio pour le marquage en vert. J'ai utilisé le PLA BambuLab livré avec l'imprimante. J'ai choisi une hauteur de couche de 0,12mm et tous les autres paramètres par défaut. Et encore une fois le résultat est super et le changement de couleur auto avec l'AMS est une super option. Dernière impression hier soir en TPU Fillamentum Flexifill TPU 98A. Un pneu pour roulette de valise. Pour cette impression j'ai utilisé l'alimentation externe de bobine (Pas par l'AMS) comme préconisé dans le Wiki en mettant la bobine dans mon sécheur Sunlu. J'ai utilisé le plateau PEI texturé livré avec la P1S avec un peu de colle comme également préconisé dans le Wiki. Sélection du profil Generic TPU et impression réussie sans pb et encore de bonne qualité Donc pour le moment je suis agréablement surpris par la facilité d'utilisation, la qualité d'impression et la vitesse de cette P1S A suivre... JC
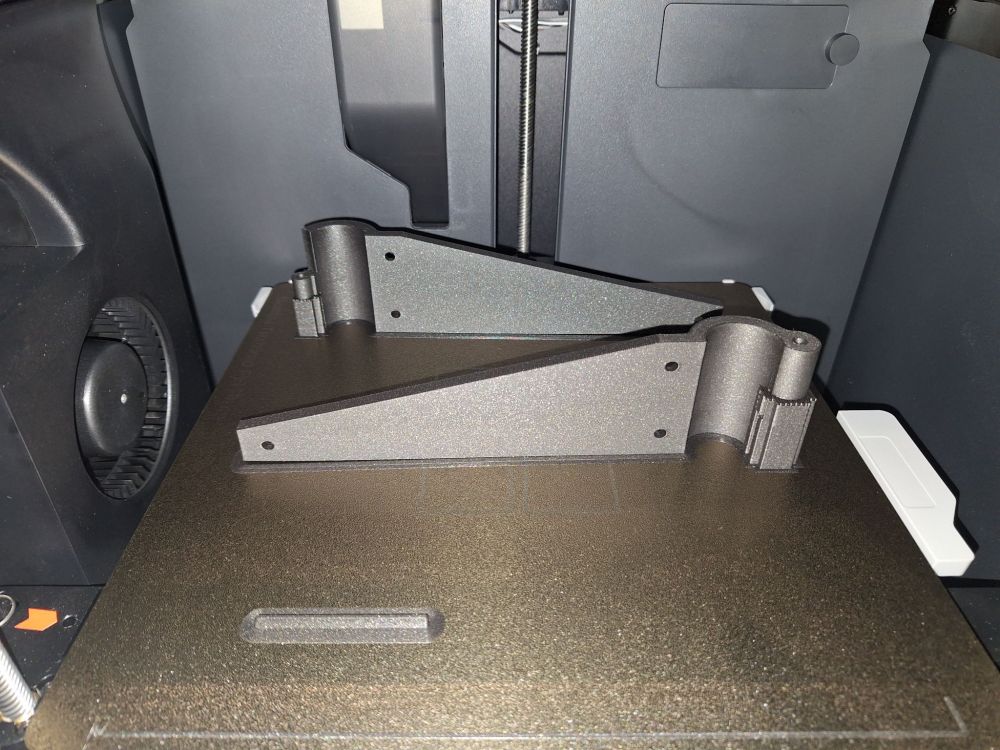

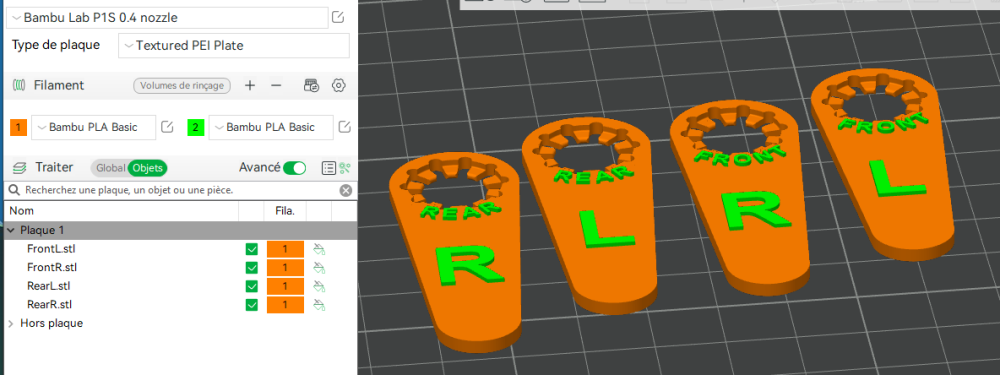
 1 point
1 point -
non il se fout des commentaires. mais j'ai écrit une connerie il faut mettre : BED_MESH_CALIBRATE ADAPTIVE=11 point
-
Salut Bonne idée En attendant de poster mes premiers modèles je t'ai envoyé un des boosts que j'avais en stock A+ JC1 point
-
bonjour c'est peut être l'occasion @patdam64 de tester le même dessin sous la nouvelle version dont on parle sur ce sujet1 point
-
Merci ravis de voir que mon test vous plait, merci aussi @pascal_lb Pour la Bambulab d'après les retour que m'avait fait Isidon et Technapa après le formnext (je pouvais pas y aller sur cette période, mais j'ai eu les retours) Bambulab a fait comprendre sans rien dire réellement que ce serait une machine d'un style différent et jamais fait par la marque pour le moment et probablement novateur (marketing quand tu nous tiens), donc on suppose que la machine teasé cela pas une FDM, ou alors un FDM a ajout de couleur via cartouche dans ce cas, on ce demande si comme Flashforge il veulent pas sortir un machine UV. Par contre Bambulab pourrait parfaitement sortir 2 imprimantes sur 2025 et donc pourquoi pas une X1 XL , ils ont sortie 2 machines en 2024 la A1 mini et la A1.1 point
-
Salutation ! "Débit" du profil de filament utilisé ? (0.95% ? ) "Densité de remplissage" ? (supérieur à 10 % ? ) Je dirais que les vagues peuvent venir d'une forme de "pillowing" (une sorte de "curling" car température d'impression trop haute, manque de ventilation de refroidissement et densité de remplissage trop faible donc insuffisamment de surface qui porte les couches du dessus, tester avec 15% minimum en densité de remplissage ?) et/ou d'un débit légèrement trop élevé (cumul de matière exacerbé, plus il y a de couches pleines, tester de diminuer de 3 voir 5 % le débit du profil filament pour cette bobine de filament ?)1 point
-
La page produit Anycubic Kobra S1 Combo est en ligne avec un prix de vente de 549 € pendant quelques jours ! Enfin, ils annoncent 749 mais juste en dessous, on lit "prix régulier : 649 €". Encore de l'esbroufe pour faire croire à de belles promotions ! https://fr.anycubic.com/pages/kobra-s1-combo-new-launch La Kobra S1 seule sera à 379 € en pré-commande, puis 549 € annoncé donc sûrement 449 € environ en "prix régulier".
 1 point
1 point -
Si maintenant, il faut pratiquer le spiritisme pour imprimer en 3D, j'en perds ma boule… de cristal. Bonnes fêtes à toutes, tous.1 point
-
Il faut que tu ouvres l'imprimante pour voir si la carte de l'écran TFT contient un controleur STM32 ou un GD32 (la grosse puce noire avec un "3" blanc").
 1 point
1 point -
Alors, je suis addict à l'éclatement d'ampoule en haut de la page. J'éclate les rouges, les blancs, les verts, etc. et quand j'ai fini, je recommence. Ça me rend fou. Je voulais juste envoyer un petit message pour souhaiter à tout le monde de merveilleuses fêtes.
 1 point
1 point -
oui c'est ça @bubus le moindre courant d'air ou écart de température et il y a déformation de la pièce, on appelle cela du warping après la gamme de Pla et de Petg s'est considérablement diversifié ces dernières années, tu as donc de quoi faire et puis un caisson ça se construit ou ça s'achète1 point
-
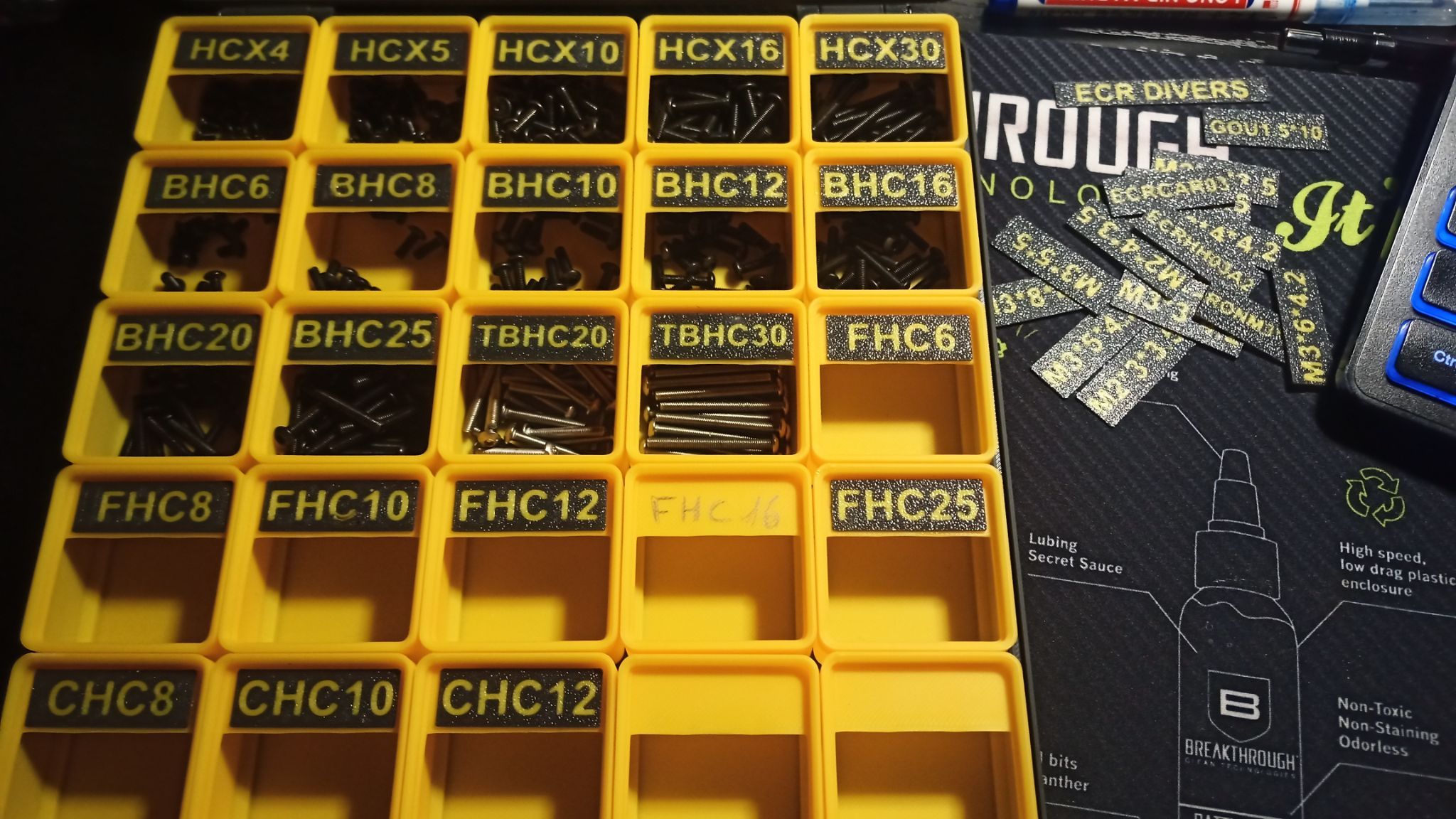
Première boite à vis faite, les étiquettes sont en cour. Edit voila les étiquettes, j'en ai une qui a foirée.


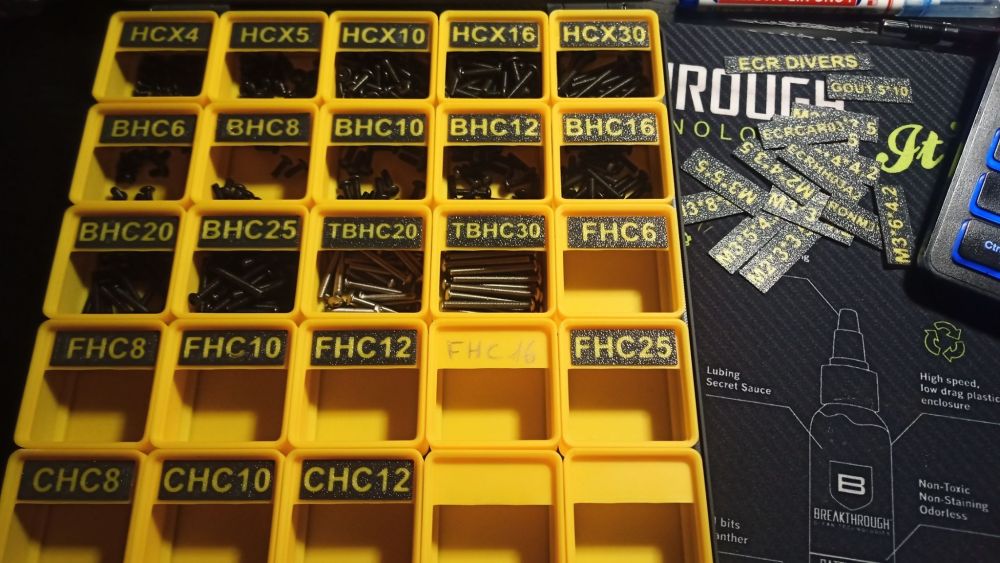 1 point
1 point -
si elle explose, elle n'est pas si bien que ça oui je sors (après avoir vendu la mèche) ->1 point
-
Ça peut servir pour récupérer un filament qui a pris l'humidité, bien sûr il y a le four mais le filament qui sent la pizza c'est moyen1 point
-
Je confirme. Très rapidement il prend l'humidité. Au-delà d'un taux de 15%, on peut certes l'imprimer mais le rendu final est «granuleux». L'idéal c'est de le sécher longtemps puis pour l'utiliser soit le placer dans une boite hermétique avec sachet de déshydratant pour éviter qu'il ne reprenne l'humidité trop vite (ce que je peux faire avec la Qidi X-Max3 et son boitier hermétique) ou mieux le laisser dans le séchoir chauffant et l'utiliser à partir de là (nécessite des tubes PTFE de la sortie du séchoir jusqu'à la tête (mode reverse bowden). Je me souviens aussi de certains «concepteurs» (dont on a plus jamais entendu parler) qui séchaient le filament provenant d'une bobine immergée dans l'eau grâce à un boitier «magique» (une recherche sur ce forum pour ceux intéressés remontera plusieurs sujets ). Pour moi, mais. ça ne reste que mon avis et mon vécu, les séchoirs de filaments ne relèvent pas de l'effet placebo. On peut s'en passer (pas avec tous les types de filaments) si on est méticuleux et remet ses bobines après utilisation dans un sac hermétiquement clos contenant des sachets de déshydratants… mais ça demande de la manutention et comme je suis un procrastinateur né, c'est trop d'efforts1 point

.thumb.png.cf91b9255a0fd229165d1133da6f304c.png)