
Classement




Contenu populaire
Contenu avec la plus haute réputation dans 17/01/2025 Dans tous les contenus
-
Le prétexte de la sécurité qui est évoqué ne tient pas vraiment la route, d'ailleurs quelle notion de sécurité peut être invoquée pour justifier le verrouillage d'un accès à certaines fonctionnalités de base via un réseau local [ Initiating a print job (via LAN or cloud mode) will require authorisation controls ] ? BambuLab évoque les incidents qui se sont déjà déroulés pour tenter de justifier la mise en place de ce verrou, ils citent d'ailleurs dans leur article des cas de hacks de machine qui se sont tous produits (hormis dans le cas de l'utilisation d'une faille de sécurité sur les machines d'une marque) avant tout du fait de la négligence et du manque de connaissances des utilisateurs en matière de sécurité, le nombre d'imprimantes 3D accessibles en ligne via Klipper ou Octoprint sans aucune sécurisation est assez impressionnant, mais au final pas plus que le nombre d'objets connectés accessibles de la même façon. Mais ce qu'il ne faut pas perdre de vue, c'est que tous les dysfonctionnement qu'ont pu connaître les fonctionnalités connectées des imprimantes BambuLab, sont toutes provenues d'un manque de sécurisation non pas des imprimantes, mais des infrastructures utilisées par BambuLab, donc en clair, sécuriser les communications entre les imprimantes et les infrastructures ne peut certes pas être une mauvaise chose, mais ça ne suffit pas à garantir une sécurité totale dès lors que les lacunes proviennent des infrastructures. De plus, sécuriser les échanges entre les machines et l'infrastructure ne peut justifier l'abandon d'une API publique, car bon nombre d'API publiques sont sécurisées et souvent même mieux que les solutions fermées et réservées à un usage 100% propriétaire. La raison de la mise en place de ce système de verrouillage des utilisateurs dans l'écosystème BambuLab est plutôt à aborder du côté financier de la chose, d'ailleurs BambuLab y fait indirectement allusion lorsqu'ils écrivent "These requests pose significant security risks and have negatively impacted the reliability and cost-efficiency of our services.". Et oui, nous y sommes, le manque de sécurisation en amont a conduit BambuLab à devoir faire face à des coûts non envisagés pour maintenir leurs services fonctionnels, maintenant ils demandent juste aux utilisateurs de bien vouloir payer la facture pour eux.
 3 points
3 points -
c'est normal @xavax au delà d'une certaine température et / ou d'une certaine vitesse le Petg translucide subit un phénomène d'oxydation qui lui fait perdre son côté translucide, je pense que c'est pour cela que Bambulab dans sa grande sagesse à limité la MVS de son Petg translucide non seulement il perde de sa "transparence" mais il peut même jaunir cela dépend de la formulation de chaque Petg bien sûr2 points
-
En Corse, je suppose2 points
-
Doucement mais surement, le projet Zerda avance... Tandis que la courroie 670-2GT-6 était trop courte, la 686-2GT-6 est trop longue... La bonne longueur est probablement entre 676-2GT-6 et 680-2GT-6 (mais aucune de ces dimensions n'était disponible quand j'ai commandé et je ne voulais pas attendre). J'ai modifié les rouleaux en augmentant leur diamètre pour que cela fonctionne correctement. Le couvre courroie n'est pas encore fixé pour une certaine raison, mais ça s'ajuste parfaitement... La raison pour laquelle il n'est pas fixé, c'est que je veux rigidifier le chassis avec une pièce de Kydex. J'ai dessiné la pièce, ajouté un peu d'espace pour les trous à l'avant car je dois la plier (en utilisant de la chaleur). Et comme je suis passé au fablab local pour découper ces pièces en 3mm d'épaisseur, j'en ai profité aussi pour découper des ponts supérieurs (en 2 et 3 mm), ainsi que des chassis pour l'autre projet qui avance en parallèle.. Tout cela veux dire que bien des choses pourraient avancer sur le Zerda, et que je vais pouvoir ajuster les derniers détails...2 points
-
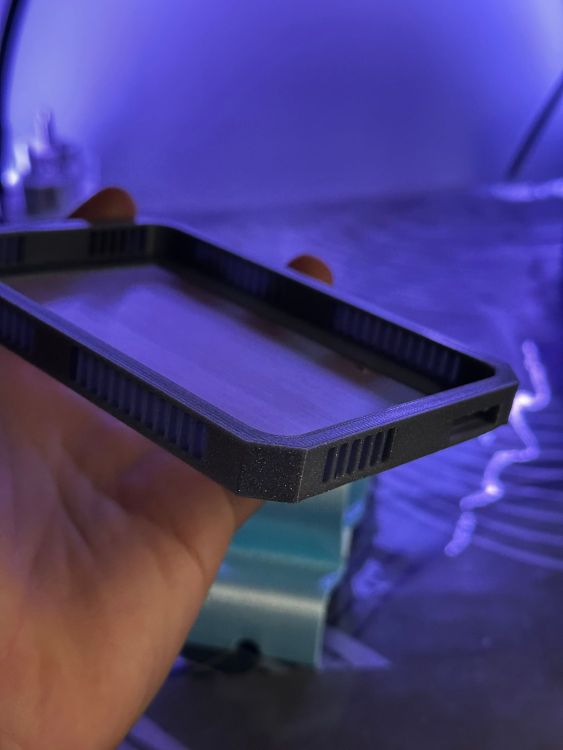
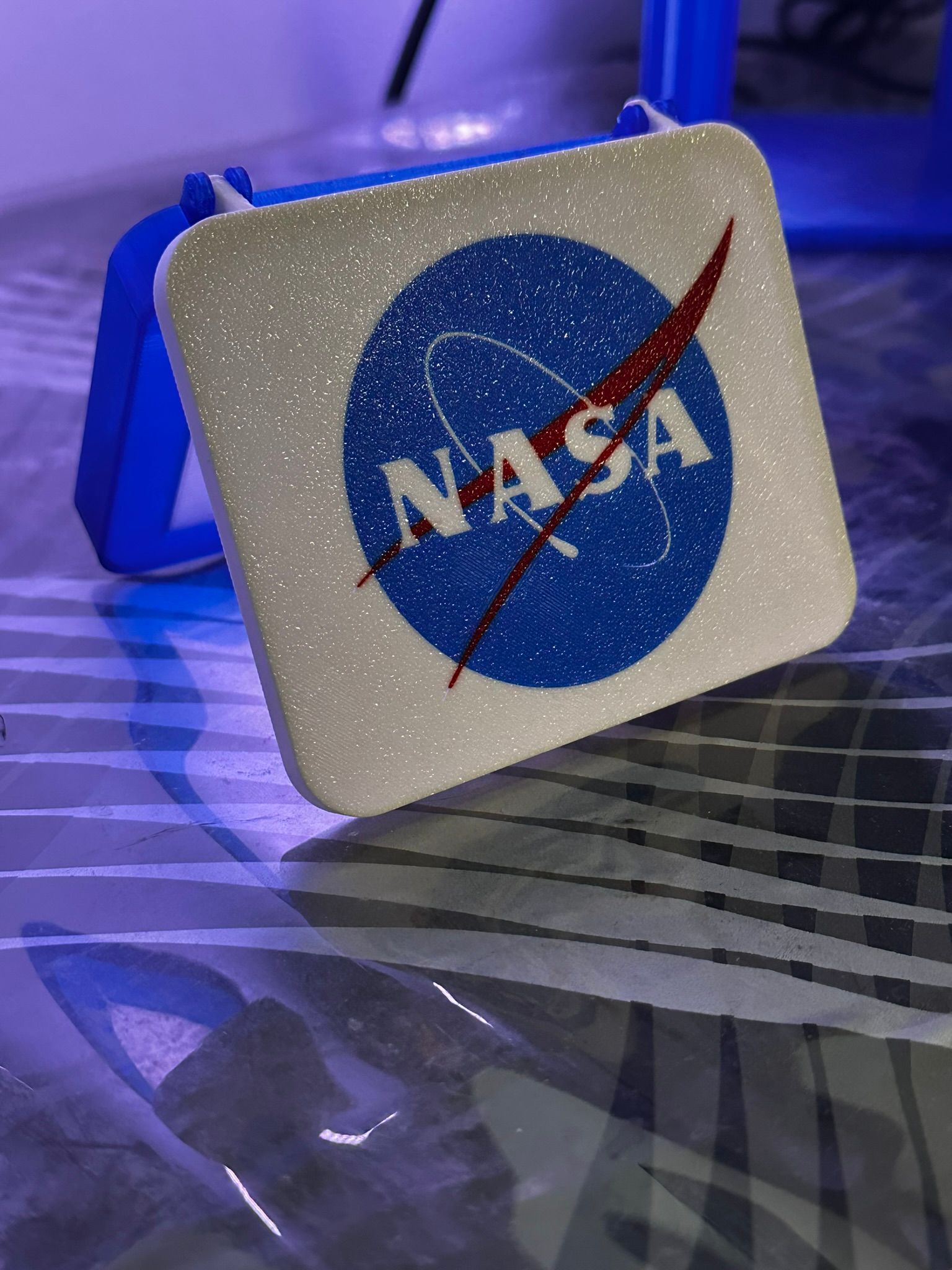
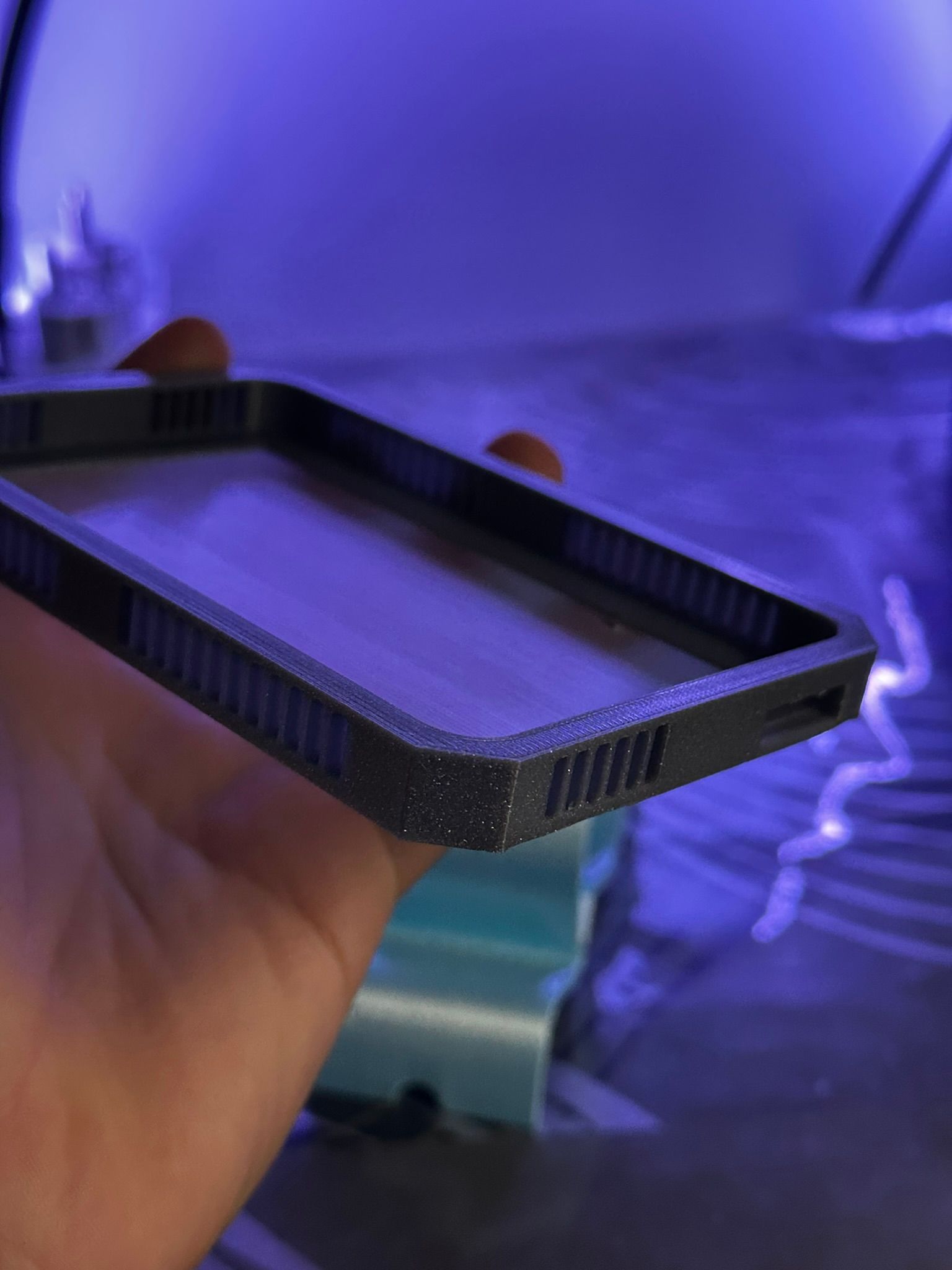
En testant la transparence du PETG Transparent (ça va de soi) Une idée (alakon) mets venu, pourquoi pas faire une coque de protection pour les écrans (A1 et X1C) Évidemment j'en ai chié parce que j'ai pas de A1 et X1C... par conséquent, je peux même pas tester de chez moi les pièces sortie du four. Mais en croisant les infos, j'ai pu reproduire les écrans sous Fusion et m'en servir comme base. L'un des points négatif ici étant le système de charnière, vue que ce n'est pas du "Print in place" je n'ai pas pu sertir les charnières directement ce qui ma obligé a utilisé du filament brut pour faire la liaison entre les 2 parties de coque. Puis en faisant celle de la X1C, mon BED de chez Ziflex c'est mis a avoir un pouvoir d'adhérence anormal,ce qui a abîmer le print en partie ce foutu plateau qui ma rendu cinglé pendant des mois pour les premieres couches ce met enfin a faire son job... https://makerworld.com/en/models/1001867#profileId-979453

 2 points
2 points -
on va tous finir client de Stratasys d'une manière ou d'une autre2 points
-
ARRETEZ TOUS ! Je vous ai embêté pour rien... Je ne sais juste pas me servir de mon nouveau pied a coulisse... Pour mesurer un diamètre interne je dois ajouter 10mm a ma mesure, sauf que ça n'est préciser nul part !! Bon en tous cas merci infiniment pour toutes vos réponses, le problème se situé entre le clavier et la chaise... Bon Print à tous ! PS: merci @pjtlivjy pour l'explication des trou X,Y, je vais quand même me pencher dessus, cela me sera très surement utile !2 points
-
Bah pourquoi ? Si c'est enfermer dans Bambu Studio qui est gratuit et peu différent d'Orca, je ne vois pas où est le piège. Par contre, pouvoir déclencher une imprimante à distance voir la faire surchauffer peut présenter un risque incendie... Quand les imprimante Bambu s'étaient déclenchée, il y avait eu un discussion sur les risques que cela présentait et je n'ai pas acheté la mienne avant que Bambu ne développe un mode LAN. Donc je trouve cette évolution bénéfique pour nos machines, surtout si une solution Bambu Connect est mise à disposition, et ce gratuitement.2 points
-
En gros, on enferme de plus en plus l'utilisateur dans l'écosystème en invoquant des raisons de sécurité .2 points
-
Bonjour, Je m'appelle Yannick et suis ingénieur logiciel appliqué à la sécurité automobile. Je suis depuis toujours intéressé par la fabrication. De tout et n'importe quoi, pourvu que ça soit utile et que je me casse les dents dessus. Depuis 2 ans, je m'intéresse à l'impression 3D et c'est une nouvelle dimension qui s'est ouverte à moi.1 point
-
Salut La vitesse semble être un paramètre clé dans la transparence https://www.printables.com/model/15310-how-to-print-glass J'avais fait quelques tests mais n'ayant pas obtenu de résultats satisfaisants j'avais abandonné A+ JC1 point
-
Plutôt que d'appeler cela un underguard, je devrai parler de rigidifieur. 3mm Kydex sheet, laser cut. J'ai fait une projection de la partie avant sur le plan, et ajouté 1mm en longueur à l'avant, et étendu tout les trous d'1 mm vers l'avant, pour prendre une provision pour la pliure. Pour plier : - Un plaque de bois sur la partie arrière/longue - Une enveloppe faite de carton épais autour de la partie avant - 1mm exposé sous le heat gun - J'ai utilisé le carton pour plier la pièce et la maintenir le temps qu'elle refroidisse. Résultat : C'est parfait, et les trous sont en correspondance partout. J'ai ajouté le fraisage manuellement, en utilisant un manche de tournevis et la fraise que j'utilise normalement sur la perceuse, pour éviter tout problème de chauffe. Cela a fonctionné parfaitement, mais pris un peu (trop) de temps. Le gain en rigidité est clair : alors que sur le Zerda dans sa configuration originale, un appui sur le tendeur faire remonter l'avant, ce n'est plus le cas ici. Le montage va continuer : je dois faire encore un peu de fine tuning sur la tour d'amortisseur avant (avec l'idée de m'en servir pour supporter le servo) et pour le support du pont supérieur et cela pourrait nécessiter quelques ajustements...1 point
-
Oui, tout à fait pour ce qui est du truc coté droit.1 point
-
Un débit volumétrique différent probablement. Je sais que Bambu était embêté pendant un moment avec sa gamme de PETG.1 point
-
@xavax même hauteur de couche ?1 point
-
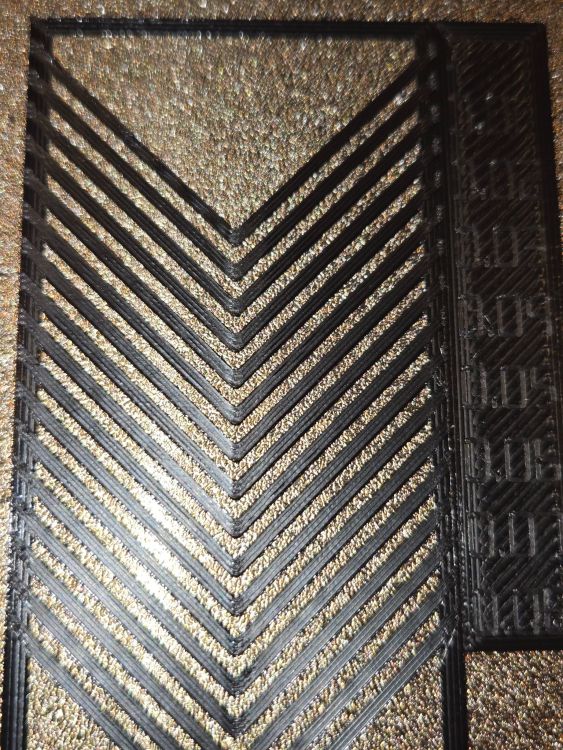
pas de souci mais comme j'avais précisé plus haut pour les tests il faut mettre les couches de transition à 0, puis imprimer le test1 point
-
1 point
-
je suppose qu'il parle de ça @webvince je ne sais pas si tu imprimes la même chose, mais ils disent que c'est bon, et tu peux le faire avec orca slicer1 point
-
et oui @jerem59120 Cura n'a pas suivi cette voie et du coup pour pas mal de petites choses c'est pénible rassures toi on retrouve vite ses marques d'autant plus que beaucoup de gens utilisent ces slicers, à quelques exceptions prêts c'est surtout une question de présentation et de logique ... courage1 point
-
Avec Prusaslicer (Orcaslicer aussi), c'est généralement une mise à jour des profils filaments, imprimante). C'est plutôt conseillé de le faire.1 point
-
oui @jerem59120 Cura n'est pas le slicer le plus convivial alors que tous les forks de Slic3R (Prusa, Qidi) et ceux de Bambu permettent très simplement ce type de réglage1 point
-
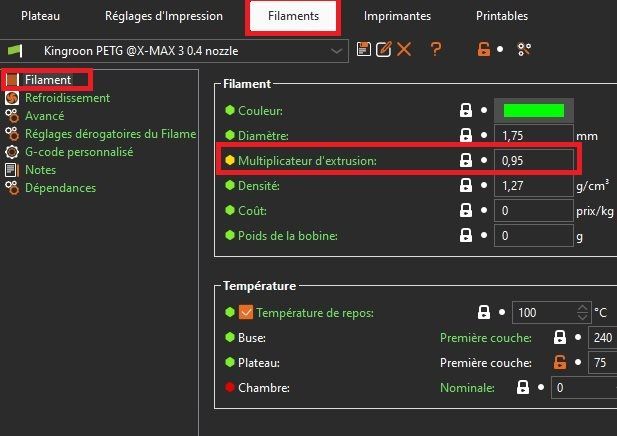
Il me semble que ça n'existe pas dans Cura. Les dérivés de Prusaslicer, eux, possèdent ce paramètre à régler dans l'onglet filament, section Filament. Même chose pour l'avance à la pression, dérivés Prusaslicer, onglet filament, section «Avancé» (multiplicateur d'extrusion).
 1 point
1 point -
Il est également possible d'augmenter la température d'extrusion (10-20°C) . Il faudra évidemment faire des essais (test de calibrations du trancheur, par exemple : débit maximal).1 point
-
Il y a quelques erreurs dans le fichier printer.cfg. Les noms des paramètres devraient tous être en anglais. Là, il y en a certains en français (echantillons, micropas, vitesse, sonde, vrai, faux…). Il y a déjà bien longtemps que Klipper n'utilise plus la notation Arduino (ARxx) pour les noms des broches. Ma CR10V2 avec un Bltouch utilise la configuration suivante. Par contre, je ne suis pas certain que la carte contrôleur des CR10v2/v3 soit identique à celle d'une CRMax.1 point
-
@jcjames_13009 https://shop.fillamentum.com/en-in/pages/downloads#2 Déjà plus propre, test d'impression de la petite partie supérieur avant l'imprimer la pièce totale.
 1 point
1 point -
j'ai compris mon erreur (la honte ) je mettais le G-code dans cura pour l'envoyer à l'imprimante.... l'impression se lance bien en passant par l'interface... merci pour votre aide ("vous" pour les différentes personnes ) l'imprimante s'est mise a beeper puis a redémarrer après ce resultat; @PPAC @pjtlivjy c'est normal ? Bonjour, en tout cas j'aille résultat de mon test je pense que la bonne valeur est 0,02 vous en pensez quoi ? J'ai finalement réglé sur 0.03 par contre s'il faut changer cette valeur pour chaque filament je trouve ça pas terrible de devoir la modifier dans le fichier printer.cfg ! si je reste sur la même marque de filament je dois régler ça quand même à chaque changement de bobine ou seulement changement de couleur (de même marque) ou uniquement si je change de marque ? @pjtlivjy je veux m'attaquer maintenant MVS mais je ne vois pas ce paramètre dans mon cura pourtant à jour en version 5.9 !


 1 point
1 point -
Alors justement, si je me suis permis de prendre part à la discussion, c'est que je possède parmi mes imprimantes 3D, une BambuLab X1C depuis maintenant plus de 2 ans. Je me suis aussi permis de prendre part à la discussion car la sécurité des réseaux informatiques est aussi quelque chose qui me parle puisque ça fait partie intégrante de ma profession. Concernant ton questionnement sur la sécurisation des infrastructures Cloud de chez BambuLab, c'est justement par là que les choses auraient dû commencer car les différentes intrusions ne sont pas venues des machines mais d'accès directs à l'infrastructure Cloud. Tu indiques par ailleurs que tu as "sécurisé" l'accès à ta machine en utilisant une prise connectée, la meilleure sécurisation reste un simple interrupteur manuel car qui te dis que le protocole de commande utilisé par ta prise connectée est sécurisé. Personnellement, je me suis souvent amusé chez des amis à déclencher de façon inopinée des appareils télécommandés. Ceci étant dit, je vais peut-être ou non rassurer les gens, mais je sais de sources sûres que cette annonce n'effraie pas outre mesure certains éditeurs de solutions tierces, il se peut juste que ce soit le débat d'une course sans réelle fin entre les différents acteurs.1 point
-
Bonjour, Je ne sais pas si c'est ça mais en regardant les printer.cfg de mes anciennes CR10S Pro V2 je vois un truc qui me chiffonne. dans le paramètre endstop_pin j'avais la ligne suivante dans le stepper_z: endstop_pin: probe:z_virtual_endstop. Donc "probe" à la place de "sonde" et pas d'espace après. A vérifier.1 point
-
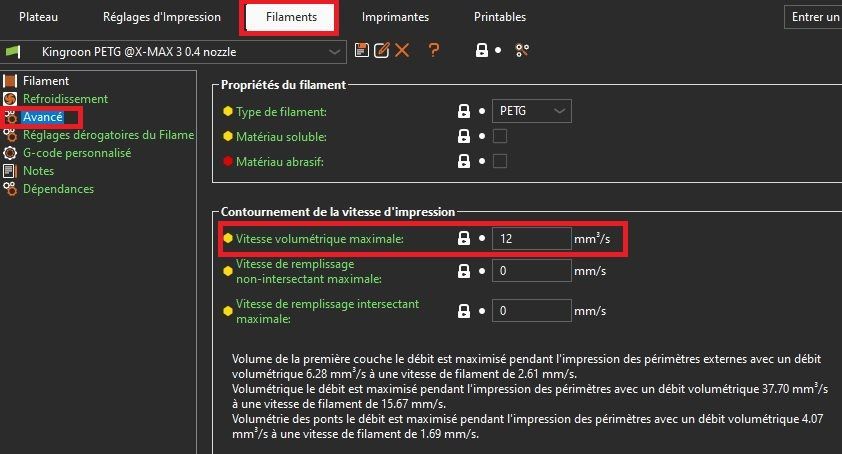
tu peux me tutoyer @jerem59120, il faut bien avoir à l'esprit que les vitesses applicables ne sont que la conséquence de la vitesse volumétrique maximale qui agit comme une limite absolue, tu peux programmer n'importe quelle vitesse c'est ce paramètre qui conditionnera tout le reste, sur du Petg je suis sur une MVS de 13 +11 point
-
le guide d'Elis est ton ami : Welcome! | Ellis’ Print Tuning Guide1 point
-
en fait non @jerem59120 chaque filament a ses particularités et il faut trouver le couple température / vitesse en préservant la qualité sinon c'est absurde oui c'est bon ordre mais auparavant il faut déterminer ce que tu appelles le débit et qui est le coefficient d'extrusion1 point
-
ça montre la qualité des pieds à coulisse de l'époque, aujourd'hui il casserait1 point
-
bonjour @tladlo En France, par exemple, l'artisanat est défini comme une activité professionnelle qui implique un savoir-faire particulier dans la création, la transformation ou la réparation de produits, souvent réalisés de manière manuelle ou à petite échelle. En résumé, si tu conbines créativité, savoir-faire technique et production à petite échelle, ton activité peut tout à fait relever de l'artisanat.1 point
-
dans le fait que l'on soit obligé d'utiliser le slicer de bambu par exemple. les mesures prises ne changeront pas grand chose si c'est le cloud de bbl qui est le point faible ... et les dernières fois le problème venait de lui.1 point
-
Ouais, ouais, c'est forcément un complot ! J'aimerai bien que quelqu'un explique où il y a enfermement. Bambu bashing ? Je note par ailleurs que parmi les détracteurs, peu utilisent une Bambu... Je ne dis pas cela pour déclencher une polémique mais juste pour éclairer les lecteurs de ce fil de discussion. A partir du moment où ma machine est relié à un cloud, j'apprécie que des mesures soient prises pour empêcher des accès illicites que ce soit pour déclencher, une impression non voulue, faire chauffer ma machine ou ... accéder à la caméra et espionner. Et je le redis, je constate aussi que Bambu Lab met à disposition des moyens pour utiliser un autre slicer que le leur (qui est très bon au demeurant). La SSI impose forcément des contraintes mais je ne vois pas ici ce qui pourrait valoir les accusations portées dans ce topic.1 point
-
Cura, le filament je l'ai souvent utilisé sans aucun soucis Bingo, c'était ca, un enorme merci1 point
-
Bonjour as tu essayé de baisser simplement la température, 195 voir 190 ? Moi c'est la première chose que j'essaie.1 point
-
d'un autre coté, il suffit de demander le mdp root et de cliquer sur oui dans l'interface pour l'obtenir... donc s'ils avaient peur des boulettes des utilisateurs... j'ai un pb de screw tilt, la molette arriere gauche tourne avec le filetage j'ai donc ajusté la molette de reference avant gauche pour qu'elle soit alignée avec l'arriere gauche, puis repris le process normalement1 point
-
Je comprends comme @pjtlivjy qu'ils te proposent d'envoyer des pièces à remplacer si tu te sens chaud de les remplacer par toi même.1 point
-
prépare toi Bambu lab va sortir la A1 maxi1 point
-
justement le problème vient de ce fichier @Bigoudis49 là tu n'as pas la main sur tous les réglages, je pense que tu as intérêt à l'oublier il s'agit d'un irréductible gaulois1 point
-
ok c'est un fichier test fourni avec l'imprimante ?1 point
-
peux tu préciser quel Pla et partager avec une copie d'écran tes paramètres d'impression @Bigoudis491 point
-
Déjà quand on reçoit en test du matériel dès sa sortie les défauts de jeunesse ressortent vite dans les reviews, généralement corrigés rapidement. Alors quand c'est un produit qui n'est même pas encore chez les clients... C'est logique, tu as beau tester ton matos dans tous les sens, dès que tu le distribues à mille personnes tu as obligatoirement des retours grâce à l'effet de masse, c'est statistique. Le pire ce sont les problèmes intermittents, tu peux tabasser ton produit en test normatif pendant 20 min et ne rien voir. Ce n'est qu'une fois chez des dizaines de clients qui le font tourner durant des heures et dans des conditions différentes que les bugs apparaissent. On a le même "problème" au taf.1 point
-
Salut @RichRider et merci pour ces éléments J'ai bien prévu de rajouter une VMC ou tout autre moyen de renouveler l'air dans le bureau où se trouve mon imprimante. Surtout maintenant que je vais imprimer autre chose que du PLA et du PETG Je vais également rajouté un système de filtration avec des filtres comme ceux décrits dans ce post ou celui de @V3DP. Et si en plus de préserver les poumons de la maisonnée ça supprime les odeurs ça rajoutera du confort A+ JC1 point
-
sur les fiches techniques, le poids est quasi le même, je les pèse dès que j'ai assemblé les deux. j'ai essayé de mettre la notice sur le forum, mais ça ne marche pas, ça ne doit pas être possible d'insérer un PDF. J'en suis déjà à 59 pages !1 point
-
J'ai imprimé une coque en PA12cf, c'est étonnamment pas plus difficile à imprimer que l'ABS gf, mais c'est extrêmement plus solide !!! J'ai eu du mal à casser la cheminée du benchy test ! alors que pour l'abs, elle casse comme du verre ! la coque n'est pas encore assemblée, car je passe mon temps à écrire une notice d'assemblage pour le Pt'Imoca. Elle permet de bien visualiser la conception du bateau et le taf qu'il y a derrière!!! le plus gros du taf n'est pas de faire un bateau qui marche pour moi, mais de faire un projet qui sera imprimable et utilisable par le plus de monde possible!! il me reste encore quelques chapitres à écrire, mais ça sent la fin!!
 1 point
1 point -
bonjour @Bigoudis49 ouah ... en même temps tu as choisi bigoudi comme pseudo c'est normal qu'il y est des cheveux1 point
-
Bonjour @Bigoudis49, Dès le départ, les bordures sont mal imprimées : 1) ton filament est-il bien sec ? 2) as-tu calibré ta machine ? 3) quel matériau utilises-tu ? 4) quelle est la valeur de rétraction dans le slicer ?1 point
-
Le statut auto-entrepreneur est tellement simple à utiliser (créer les statuts, déclarer) et économique (les % ont déjà été donnés plus haut) qu'il n'y a pas à hésiter sur la forme juridique. Si par la suite tu n'arrives plus ou ne veux plus facturer de prestations et clôturer ton AE, tu peux le faire tout aussi facilement et sans avoir à payer de charges quand tu as des périodes creuses et en cas de cessation. Pour en revenir à la question du prix, j'ai toujours considéré qu'une étude de marché / analyse de la concurrence était la base. Si une AE s'ouvre en 15 minutes, ce n'est pas pour autant qu'il faut se lancer les yeux fermés et pratiquer des prix "au pif" (c'est mon avis). Il faut déjà calculer ton coût (temps passé, matériel, charges...). Aussi monétiser ton talent, tes spécificités... Et quand même rester cohérent par rapport à la concurrence. C'est tellement simple avec une AE d'ajouter un % fixe à ton prix de vente + marge souhaitée ! Et il n'y a pas vraiment d'autre solution pour commencer une activité complémentaire que de devenir AE, tes clients voudront des factures et pour toi le % de cotisation est minimal. Quant à la comparaison avec d'autres métiers (on parle ici de faire le ménage pour >12€ de l'heure et du garagiste à 90€ de l'heure), ce sont des tarifs payés par le client, pas dans la poche du travailleur. Il y a aussi à prendre en compte "combien tu veux gagner", "combien tu gagnes/perds en faisant ça plutôt qu'autre chose" (imaginons que tu doives prendre 1j de congé sans solde pour cette activité, faudrait pas que ça te fasse perdre de l'argent). Pas juste se dire "c'est tjrs 12€ de pris par rapport à rester sur mon canapé devant une série Netflix". Tu ne voudras / pourras peut-être pas justifier de tarifs aussi importants que si c'était ton activité principale, mais imagine si un jour tu veux quitter ton job et ne faire que de la conception / impression. Ton coût horaire ne peut pas faire x3 ou x5 du jour au lendemain ?1 point


.thumb.png.cf91b9255a0fd229165d1133da6f304c.png)













.thumb.jpeg.3e1fa1416e9fb29c30ae0a7b98639f19.jpeg)



