Classement




Contenu populaire
Contenu avec la plus haute réputation dans 30/01/2025 Dans tous les contenus
-
une petite vidéo très didactique qui montre plusieurs impacts de l'humidité sur un filament lors de l'extrusion et en particulier le phénomène lié à la pression de la vapeur d'eau qui créer le suintement malgré l'arrêt de l'extrusion et qui au final se traduit par du stringing ou des coulures3 points
-
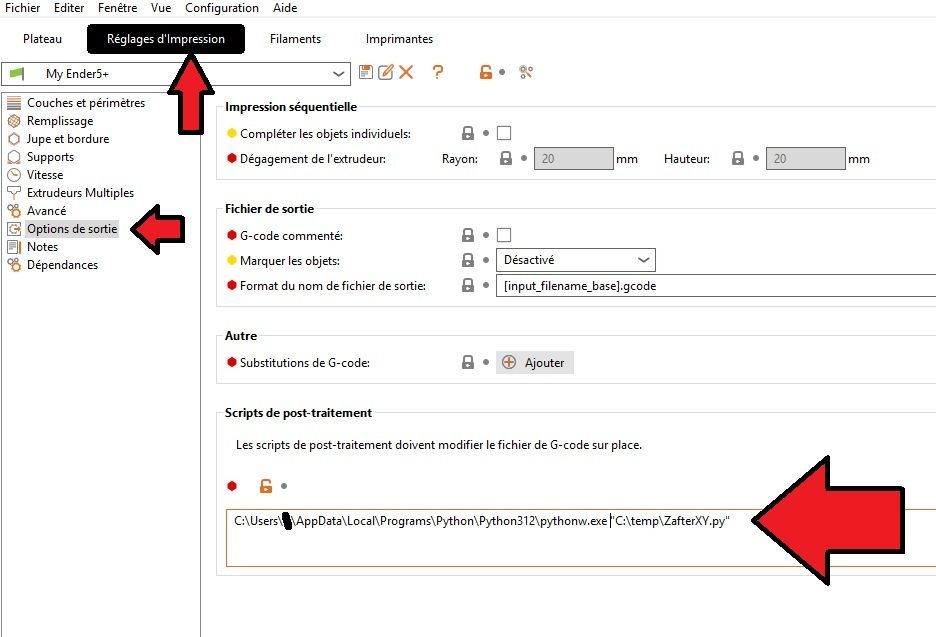
Salut, je ne pense pas. La question a été posée ici en 2020 sur le forum de Prusa sans avoir été résolue. Honnêtement, je pense que c'est un choix des développeurs qui ne me semble pas générer de problèmes. Cela dit, il est possible d'ajouter un post-script qui modifie le fichier généré puisqu'on peut voir que les codes automatiques sont les suivants: il suffit de commenter la ligne en gras et de recopier la vitesse de cette ligne sur la suivante. Voici un p'tit script python à tester: ZafterXY.zip . Il faut installer Python 3 et remplir le champ script de post-traitement (onglet Réglages d'impression, section Options de sortie) avec le chemin de pythonw.exe et l'emplacement du script python. Tu peux aussi passer par un fichier batch. Si c'est pour la même imprimante que dans ce sujet, alors comme jqbnrkgjbqe , ce devrait être pour piloter le BLtouch, sauf que yapasbon : pour le reset du BLTouch, la commande est M280 P0 S160 et non 260 la sortie de l'aiguille (M280 P0 S10) est inutile puisque Marlin le gère automatiquement Cote prise d'origine, à partir du moment où tu as activé le Z_SAFE_HOMING, il est inutile de déplacer la tête avant l'origine en Z. Dit autrement, un G28 peut remplacer ces 3 lignes: G28 X0 Y0 ;move X/Y to min endstops G1 X150 Y150 F4000 G28 Z0 ;move Z to min endstops
 3 points
3 points -
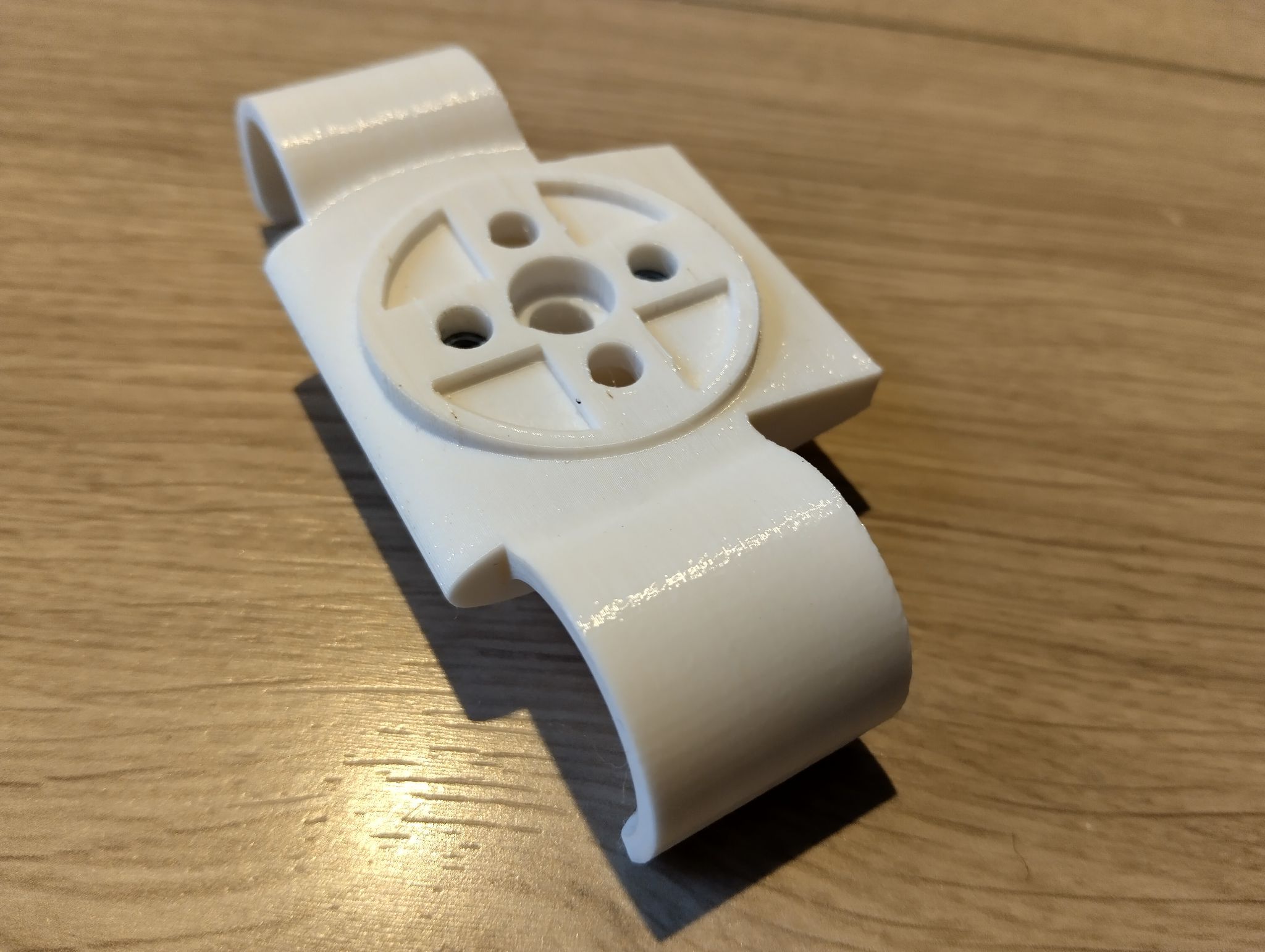
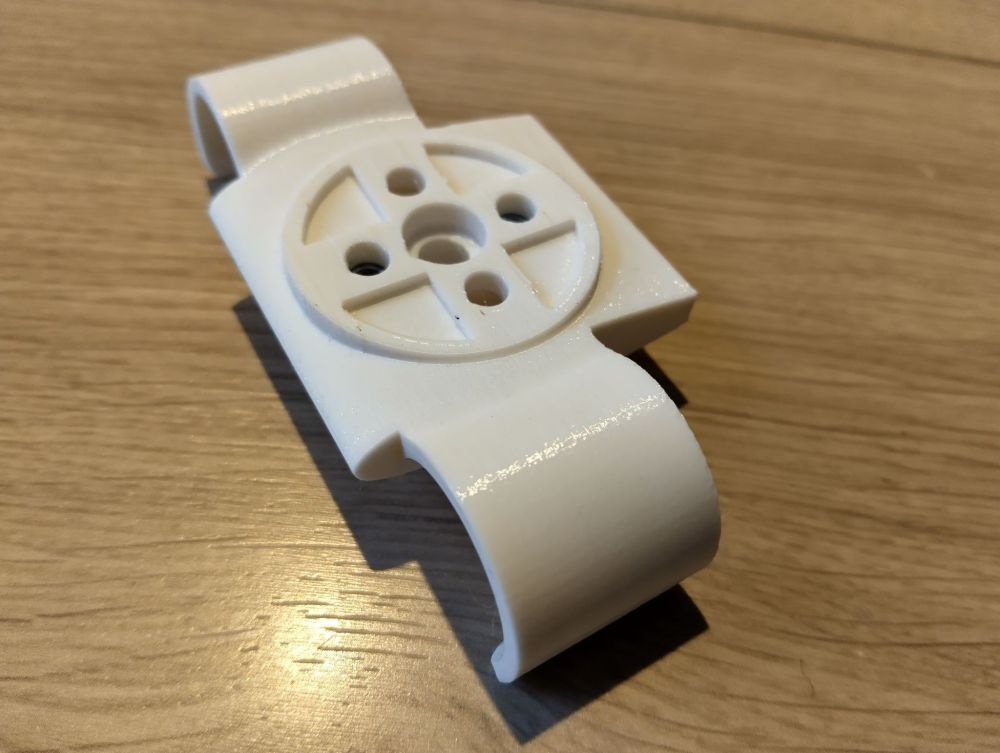
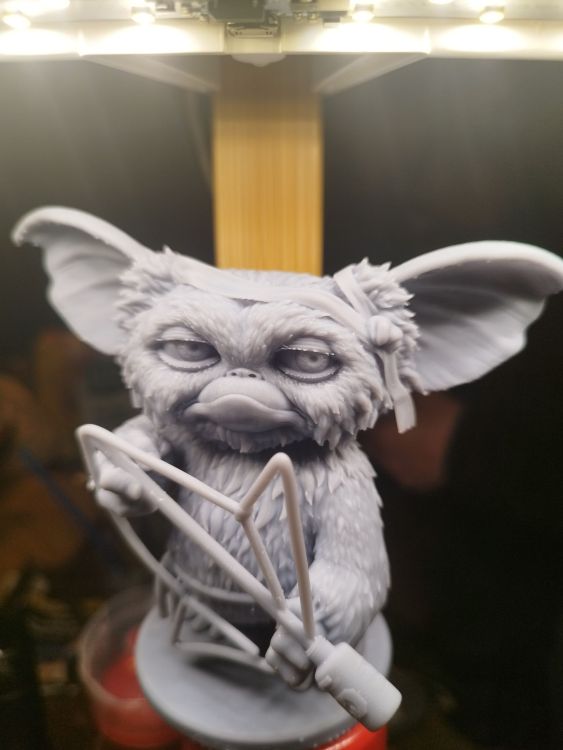
Bonjour à tous, Possesseur d'une Prusa Mini depuis quelques années, je rejoins le forum pour obtenir des conseils et éventuellement aider d'autres membres si c'est dans mes capacités. J'utilise Fusion360 pour concevoir mes pièces que j'imprime en PLA ou PETG. Je joins 2 photos exemples de pièces que j'ai conçues et imprimées. Christophe
 2 points
2 points -
On continue sur le Zerda J'ai modifié le pare-chocs et je l'ai réimprimé en TPU pour tenir compte des 3mm d'épaisseur ajoutés au chassis, car sans la modification il y avait un gap entre le pare-chocs et l'avant de la gearbox... J'ai adapté les jantes pour y mettre des Kyosho Sand Super Javelin/Optima. Sans aucun doutes, lorsqu'il sera fini cela ressemblera à un Zerda J'ai aussi eu un problème de longueur de courroie pour l'arrière car celle que j'avais commandé était trop courte. J'en ai recommandé dans différentes longueurs pour m'assurer d'avoir ce qu'il faut pour finir. Ici on a un 190-2GT-6 avec un pinion de 16T, et elle est trop longue pour les petit pinions. Je l'ai remplacée par une 188-2GT-6 et une 186-2GT-6 serait parfaite pour les petits pinions... La transmission fonctionne parfaitement. Pour le pilote, j'ai opté pour un pilote d'Optima re-release, et dessiné une pièce pour le supporter. J'éprouvais le besoin d'indiquer quelque part que ce n'était pas un vrai Hirobo... J'ai décidé de faire un capuchon moteur specifique. "F'" est pour faux lol Je l'ai imprimé et installé, ainsi que le couvre courroie/poulie, et il était temps de fixer l'arceau cage... Je dois encore installer un RX et un ESC dans la voiture, et il sera temps de peindre le pilote et de passer au sujet stickers...2 points
-
bonjour, c'est sûr elle présente @Motard Geek bien mais la surface et le volume sont vraiment très petits et avec une broche de 75 W à 10.000 tr/min vous n'allez pas faire grand chose. Le fabriquant est honnête il parle de carving et de rien d'autre. ce type de broche n'a aucun couple, on peut la bloquer à la main, donc des passes très très peu profonde2 points
-
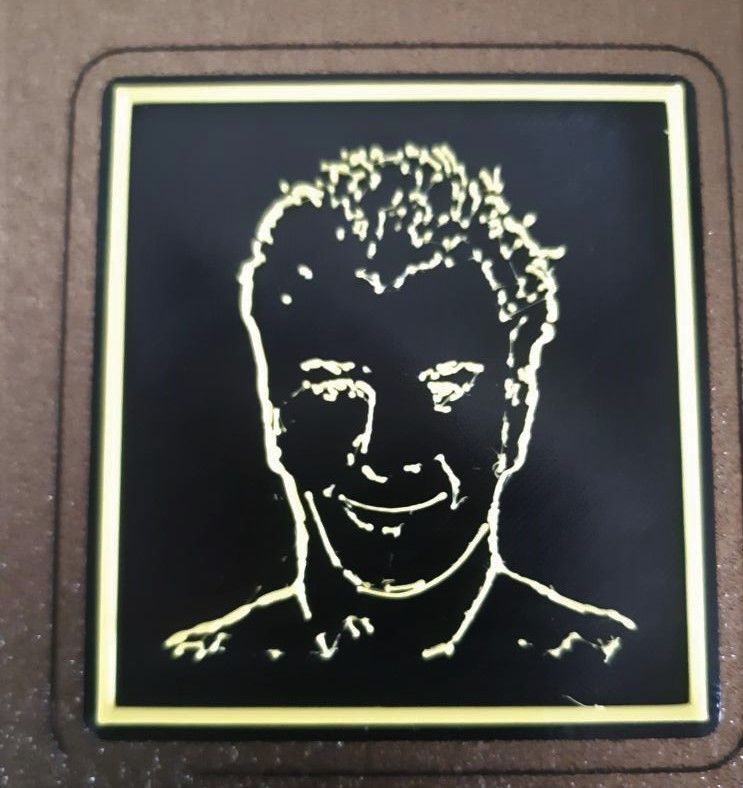
Bonjour ! Merci beaucoup pour vos réponses C'est vrai qu'il s'agit d'une nouvelle plaque mais je l'ai acheté dans mon magasin habituel, il faudra que je me renseigne là dessus. Il y a moyen que la différence de contraste puisse venir de là mais pour ce qui est du bord brûlé je pense tout de même que l'air assist est en cause, j'ai utilisé mon compresseur d'air (pour l'aerographe normalement) et l'ai fait souffler à la place de l'air assist et le problème de brûlé a disparu. J'ai pu finir mes commandes comme ça pour le moment Et pour répondre à la question du stockage, les plaques sont stockées en intérieur à la verticale. C'est vrai que ça peut peut être les tordre légèrement... mais en général je fais attention à ce que tout soit bien plat en utilisant des poids sur les bords. Maintenant que j'ai une solution de secours, aussi farfelu soit-elle, je vais essayer de faire des tests en fonction de ce que vous m'avez dit et si rien n'y fait il faudra certainement investir dans un nouveau système d'air assist. En tout cas merci encore pour votre aide !2 points
-
1 point
-
Bonsoir @pjtlivjy, non pas eu ce souci sur la pièce qui avait les défauts. Pour celle là c'était les réglages de supports qui posaient problème avec le fait que Qidi Slicer ne permet pas d'augmenter la largeur des supports par rapport à la surface à supporter. Réglé avec Orca et même mieux car on peut régler l'espace entre la pièce et l'interface comme on veut alors que sur Qidi Slicer c'est 0,1 ou 0, 2 mm.1 point
-
sincèrement @chrilarc, pour te donner un exemple concret d'une pièce que l'on a fait sous traité au boulot qui s'inscrivait dans un volume de 22 x 16 x 23 mm comportant des perçages de 1.5 mm, la facture hors taxe et hors transport s'est élevé à 466,42 €1 point
-
Bonsoir, perso je ne touche jamais au réglage de mon Z-offset pour du PETG,ou autre. Juste je fais un réglage de hauteur de la "1ère" couche à 0,26 voir 0,28 mm, directement dans le slicer. Mais uniquement pour pouvoir décoller la pièce imprimée plus facilement. Car la plaque PEI (d'origine) de la X4 plus a une très bonne accroche, il m'est déjà arrivé de bien galèrer pour retirer la pièce. Mes autres réglages sont pareil que pour le PLA. (A part la vitesse et les températures.) Et mes impressions sont nickels.1 point
-
Non, mais un problème d' ICC, en anglais :
 1 point
1 point -
@fran6p Merci pour la manipulation que je ne connaissais pas. Effectivement, j'avais ajouté sans le vouloir deux pauses, certainement en regardant le slicing j'ai du me tromper sur la souris du Mac qui gère les boutons gauche, milieu et droit de manière tactile. J'ai réussi à reproduire et corriger mon problème. Donc pas de bug !1 point
-
NON pas 2 en parallèle , mais une semble suffir, la réponse est là: Par contre, pourquoi vouloir faire des montages à la co.? Pourquoi tu n'installe pas un simple ventilo en 24 V si la CM est en 24 V? Par moment je comprends pas les montages bizarre, car en plus en PWM si ta sorti est à 50%, de 24 V tu passe à 12V sans autres artifice... même si je pense qu'il vaut mieux mettre un ventilo en 24v.1 point
-
Penses aussi à mettre la couture sur aléatoire.1 point
-
Ça m'étonnerait qu'ils utilisent Qidislicer (basé sur Prusalicer) pour le faire . Ils partiront plutôt sur Qidistudio (basé sur Orcaslicer). J'utilise Qidislicer (v1.2.1) depuis sa sortie sans avoir rencontré le même souci. La pause / changement de couleur avec Qslicer est normalement faite par l'utilisateur en mode aperçu et clic droit sur la couche où on veut le faire. Cela ajoute dans le Gcode, le M0 des sections Imprimante/ Gcode personnalisé. Pas d'ajout involontaire à l'insu de ton plein gré ?1 point
-
On dirait que tu es revenu au départ. As-tu mémorisé sur la machine tous tes réglages ?1 point
-
Facile à obtenir : il suffit soit d'avoir comme plateau une vitre / miroir ou une plaque flexible avec PEI lisse1 point
-
Super, merci beaucoup . J'ai re-nettoyé mon plateau d'impression avec une éponge et un savon. J'ai lu quelque part que l'IPA était pas un nettoyant mais un solvant et que nettoyer le plateau devait être fait avec autre chose1 point
-
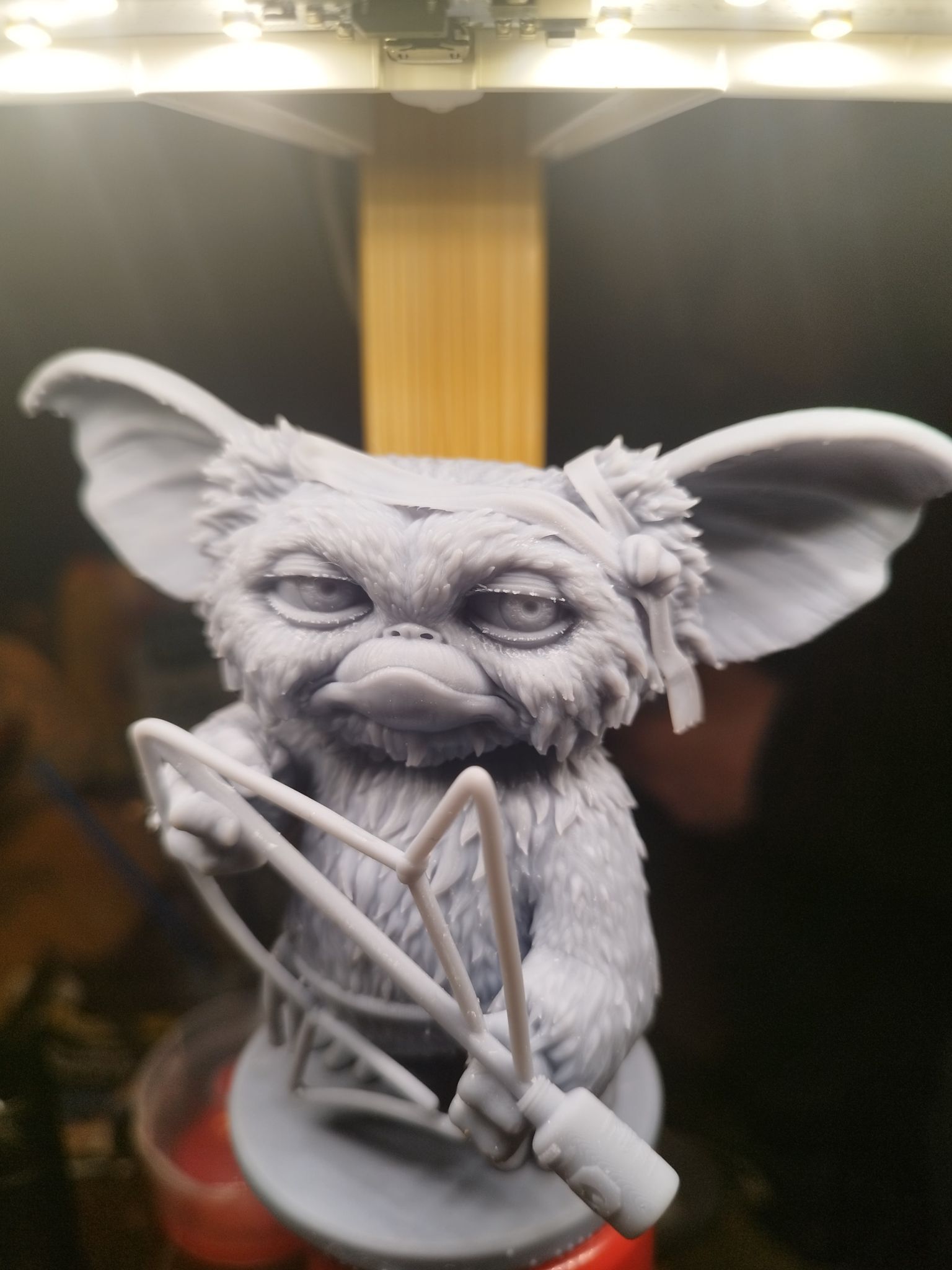
merci, pour les supports c'est souvent conseillé avant UV car la résine est plus "tendre" au moins un point où pas mal sont d'accord ! l'intérêt de l'interrupteur c'est de ne pas refaire le cycle complet, sauf erreur de ma part... pour les vidéos, je ne sais pas comment ils peuvent tester tant de choses et avoir tant de matériel ! et je parle pas du temps ! même pas retraités qu'ils sont !!!1 point
-
on avait fais déjà la manœuvre pour un autre membre @K1nggor avec la même imprimante, j'essaye de le retrouver on peut effectivement faire juste plaquer au mieux sans essayer de régler quoique ce soit mais sans bout de papier et regarder ce que ça donne il ne faut pas oublier que dans le bras il y a un capteur de force qui ne nous simplifie pas la tâche. D'ailleurs Elegoo offre la possibilité de déconnecter cette partie là dans une mise à jour du firmware1 point
-
oui tout à fait @K1nggor c'est un système similaire sur ma GK2 Uniformation, tu as des ressorts et des butées1 point
-
Pour (essayer) d'en finir avec le hors sujet. Une petite anecdote sur la WD40. Dans les années 60, mon père et moi allions tous les ans au salon nautique au CNIT de la Défense, nous habitions à coté. En 66 ou 67 il y avait un tout petit stand qui faisait la promo de la WD40 alors inconnue à l'époque. Elle venait d'être rendue accessible aux particuliers. Un commercial avec une table, deux seaux, un moteur électrique et une batterie. Pendant les 15 jours du salon il plongeait le moteur électrique, un gros truc à charbons, dans le seau de WD40 puis dans le seau d'eau et il l'alimentait avec la batterie. Le moteur tournait pendant quelques dizaines de seconde. Il répétais ça plusieurs fois par jour. J'ai appris ce jour là ce qu'était un répulseur d'eau. Entre les bateaux, les motos, les vélos, les tondeuses, les portes de garage et tout le reste, j'en consomme trois ou quatre par an. Une des applications les plus inattendues est la lubrification du plastique, ça supprime complètement les grincements. Promis, j'arrête mes élucubrations.1 point
-
oui c'est pas mal @Epsilons1933 on devrait pouvoir observer une différence1 point
-
J'en ai un tout basique comme ça Pour espacer les plateaux sans les découper j'ai fabriqué des "spacers" octogonaux avec une structure en ABS et des fonds de placard en MDF 3mm. De mémoire j'ai fait en sorte de pouvoir passer 32cm de diamètre pour les bobines de 2.3kg. Je ne met jamais plus de 2 bobines à la fois, la température n'est pas assez homogène pour ça. Lorsque j'ai plus de bobines à sécher j'utilise directement mon four de cuisine qui est assez précis pour ça.
 1 point
1 point -
effectivement, j'ai la version OrcaSlicer ... désolé1 point
-
D accord Ce n est pas grave Si il n y a que cette petite partie qui est déformé je vais la cacher avec la peinture faire en sorte que ça ne se voit pas où mettre du mastic de modélisme Merci comme même1 point
-
Salut, Autre remarque sur ton Gcode de début: je te conseille de gérer la chauffe de la buse et du plateau. Cela limite les risques de suintement de la buse au démarrage. Le Gcode pourrait ressembler à ça: habituellement, la purge dans le vide est très souvent remplacée par 2 lignes imprimées sur le plateau1 point
-
@Funboard29 oui autant pour moi c'est bien un 4k et c'est justement l'annonce dont je parlait et dont je trouvais aussi le prix élevé à mon sens surtout pour un produit consommable. Je veux bien qu'ils fabriquent du jetable mais la machine vaut encore 400 à 500 boules sur les marketplace. Ça fait cher le jetable @pjtlivjy Oui et c'est ce qui va me vacciner avec eux je pense1 point
-
les résines waterwashable sont beaucoup plus sensible à l'humidité il faut le savoir @HSE je les déconseilles si on est dans un endroit humide ou avec de fortes variations de températures pour être sur, on va calibrer la résine et faire une impression de test tout simplement1 point
-
dans le cas du réservoir d'eau, l'auteur de la vidéo pose la question de savoir si cela ne peut pas avoir des conséquences... pour la solution de l'interrupteur, ce qui peut jouer c'est je pense la perte de la garantie... ma question est de savoir si certains ont utilisé ces solutions ou si comme c'est parfois le cas une combinaison de touches permet d'obtenir ce résultat. la raison est qu'il serait conseillé d'enlever les supports avant le traitement aux UV, pour ma part n'ayant pas fait beaucoup d'impressions, plutôt dans le genre test mon approche est un peu dans le flou et je suis très prudent avec les vidéos traitant ce genre de sujet1 point
-
Non, pas de roulettes, des pieds réglables, et le sol est bien lisse en effet. Oui dans le bas je vais y mettre pas mal de trucs, papiers pour imprimer et du matériel de bureau. Il devrait y avoir des bobines également mais pas beaucoup, 4 ou 5 pas plus. Les pieds feront 10cm et le caisson 60cm, ce qui mets le plateau ou sera posé l'imprimante à 70~72cm de hauteur; pour répondre à une question que tu posais sur un autre sujet Je verrai si je pose leur futur "cfs" dessus ou à côté, car j'aurai un étagère à 150cm de haut. Donc 150 - 72 ça ne me fait que 78cm d'espace en hauteur. Si ça ne passe pas avec leur "cfs" je devrais couper la planche mais j'aurai un "cerclage" au milieu...1 point
-
souvent @xavax on ne voit pas la différence à l'écran, il faut imprimer pour peut être constater quelque chose ... ça va jouer sur la largeur d'extrusion, sur la vitesse c'est très subtil1 point
-
en tout cas merci beaucoup pour votre aide pour l'histoire de l'axe X j'avais juste connecté une nappe de traviole donc je l'ai remise et tout fonctionne correctement (malgré quelques petits problèmes mais je m'en occuperais) bonne continuation1 point
-
@K1nggor la première c'est de faire le levelling directement sans les bouts de papier directement sur le film du bac avec les temps que tu as sélectionnés (légère sur exposition je pense) ça doit coller on affinera après1 point
-
non rassures toi on est pas dans le cas des vibrations et de l'effet gyroscopique d'une machine à laver les mouvements dans une direction sont compensés par ceux dans l'autre donc la machine ne bouge pas mais elle danse1 point
-
1 point
-
Bonjour, On peut utiliser la WD40 en dépannage mais en très petite quantité pour qu'elle ne ruisselle pas. Sur un axe vertical on ne sait pas ou va aller le produit qui est assez fluide. 70% de white spirit. La WD40 est, au départ, un produit hydrophobe conçu pour protéger de la rouille. Les premiers exemplaires de la bombe arboraient un missile comme logo. Je crois me souvenir qu'il y a avait une déco à damier noir et blanc. On s'en servait aussi pour protéger les torpilles en stockage. Ses propriétés de dégrippant, peu efficace d'ailleurs, n'ont été misent en avant que beaucoup plus tard.1 point
-
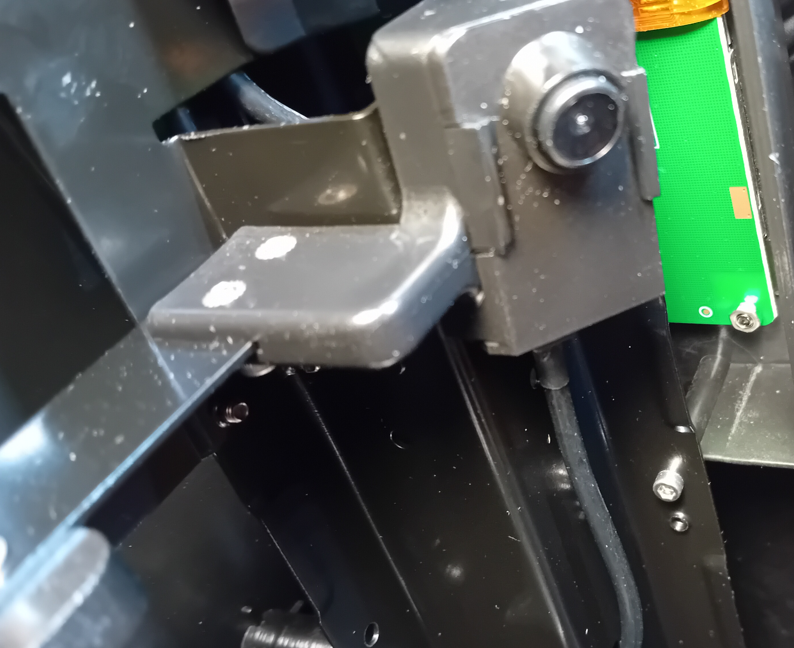
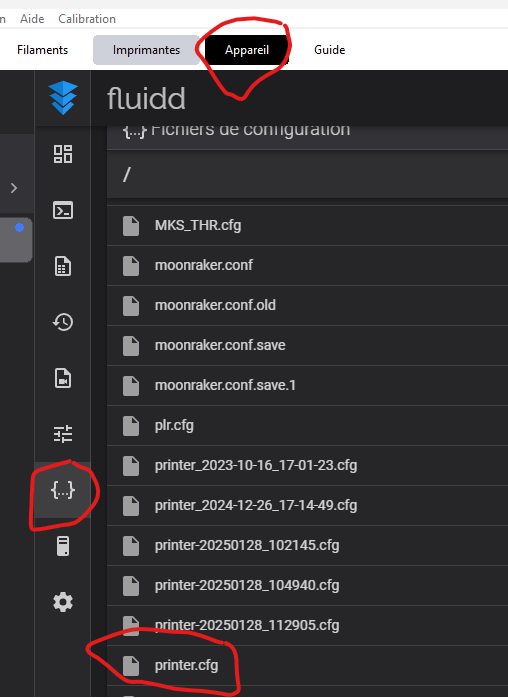
Oui, visiblement, je ne peux pas la déplacer plus Peut être une piste : Dans le fichier de configuration printer.cfg, j'ai entre autres ceci : [stepper_x] step_pin:U_1:PB4 dir_pin:!U_1:PB3 enable_pin:!U_1:PB5 microsteps:16 rotation_distance: 39.88 full_steps_per_rotation:200 #set to 400 for 0.9 degree stepper endstop_pin:tmc2240_stepper_x:virtual_endstop position_min: -5.5 position_endstop: -5.5 position_max:246 homing_speed:50 homing_retract_dist:0 homing_positive_dir:False step_pulse_duration:0.0000001 [stepper_y] step_pin:U_1:PC14 dir_pin:!U_1:PC13 enable_pin:!U_1:PC15 microsteps: 16 rotation_distance: 39.88 full_steps_per_rotation:200 #set to 400 for 0.9 degree stepper endstop_pin:tmc2240_stepper_y:virtual_endstop position_min: -4.5 position_endstop: -4.5 position_max: 258 homing_speed:50 homing_retract_dist:0 homing_positive_dir:False step_pulse_duration:0.0000001 En particulier : position_max:246 Dans l'aide https://www.klipper3d.org/Config_Reference.html Je vois : Donc, si je comprends bien le paramètre position_max correspond au maximum où l'utilisateur, en utilisant les flèches, peut emmener l'extruder. Pour l'instant, je n'ai pas osé y toucher. Quelqu'un peut confirmer mes hypothèses ? Vous avez quoi chez vous ? (vous pouvez l'ouvrir via Fluidd en allant chercher le fichier printer.cfg en cliquant sur Cela dit, je viens de regarder, la limite pour que ça touche est y=0 et x=240 Donc ça veut dire que si on imprime quelque chose au point x=0 y=245 ( en principe la zone d'impression va jusqu'à 245), il y a une bonne collision avec la caméra. Problème !!!
 1 point
1 point -
Bonjour, Je présume que tu imprimes les lames, elles sont verticales et avec une petite surface de base... (une photo ?) Avec certains slicer, on peut ajouter des supports pour venir tenir la pièce à des hauteurs que l'on veut, ca évite les mouvements de balancier de la pièce pendant l'impression. Je ne sais pas si Cura permet cela. Sinon, il te faut drastiquement réduire la vitesse d'impression au moins sur la partie haute.1 point
-
Pour moi le problème est là et dans bien des domaines, c'est typiquement Français. En France, si tu as une idée hors du commun les banques ne te suivent jamais (il faudrait surtout pas prendre de risque), sauf si tu engage tous tes fonds propre. Au USA, c'est presque l'inverse, tu passe la porte et tu ressort avec un endettement sur 3 générations car pour eux, si ton projet est novateur, avec une bonne com il va forcement marché.1 point
-
oui si suffisamment épaisse et donc lourde je pense que ça fonctionne @Jc21011 point
-
ok @K1nggor ok mais ma question n'était pas le levelling mais le contrôle de la planéité de ton plateau ?1 point
-
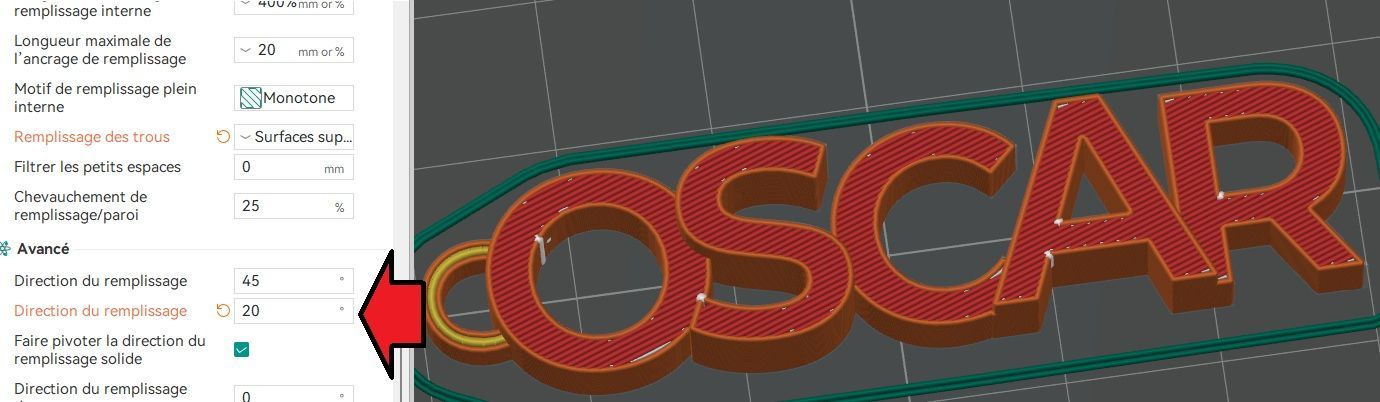
Salut, Est-ce que tu as essayé en réglant le paramètre "remplissage des trous" (onglet solidité, section remplissage) sur "surface supérieure et inférieure" et cocher "une seule paroi sur les surfaces supérieures" (absent dans ton profil mais visiblement présent sur la photo)? Ça permettrait de combler les trous avant le lissage. edit: tu peux aussi jouer sur l'angle de remplissage. A 20°, la lettre A est mieux remplie:
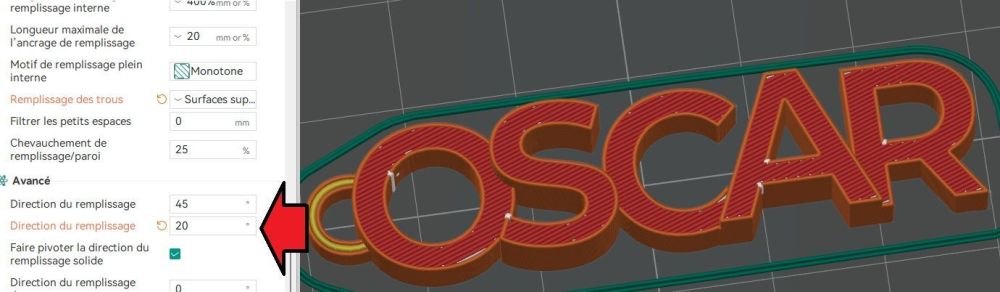 1 point
1 point -
si ca peut t'aider à y voir plus clair @Haddé73 un petit tableau comparatif
 1 point
1 point -
bonsoir @K1nggor comment as tu vérifié la planéité de ton plateau ?1 point
-
déploiement du BL touch @lion02 le bonne syntaxe est effectivement G28 Z, le 0 voir le Z0 peut être mal interprété par le firmware en tout cas sous marlin le G28 ne prend pas de paramètres numériques1 point
-
Bonjour @SirRollon bienvenue chez les imprimeurs fous1 point
-
pour optimiser ta qualité, il faut que la hauteur de couche soit un multiple entier du nombre de couche si ton objet fait par exemple 40 mm de haut, tu peux l'imprimer en 0.2 car ça fera 200 couches, en 0.08 également car ça fera 500 couches mais en 0.12 ça ferait 333,33 couches et là tu auras un problème de finition1 point
-
et voilà un beau sprint trouver sur cult3d il me semble


 1 point
1 point -
Pour répondre au besoin de configuration de @Minou Le P'tit Pot j'ai fait un test d'impression avec son modèle pour lequel il rencontre un problème de qualité pour son imprimante TLD3. Il évoque une pluie de petits points sur l'impression de son modèle, j'ai imprimé son modèle sans soucis. J'ai imprimé son modèle à échelle réduite avec le mode dual couleur; la couleur noire E1 et Le Jaune avec E2. A+ Francis PrusaSlicer_config_bundle.ini
 1 point
1 point