Classement
.thumb.png.cf91b9255a0fd229165d1133da6f304c.png)



Contenu populaire
Contenu avec la plus haute réputation dans 23/03/2025 Dans tous les contenus
-
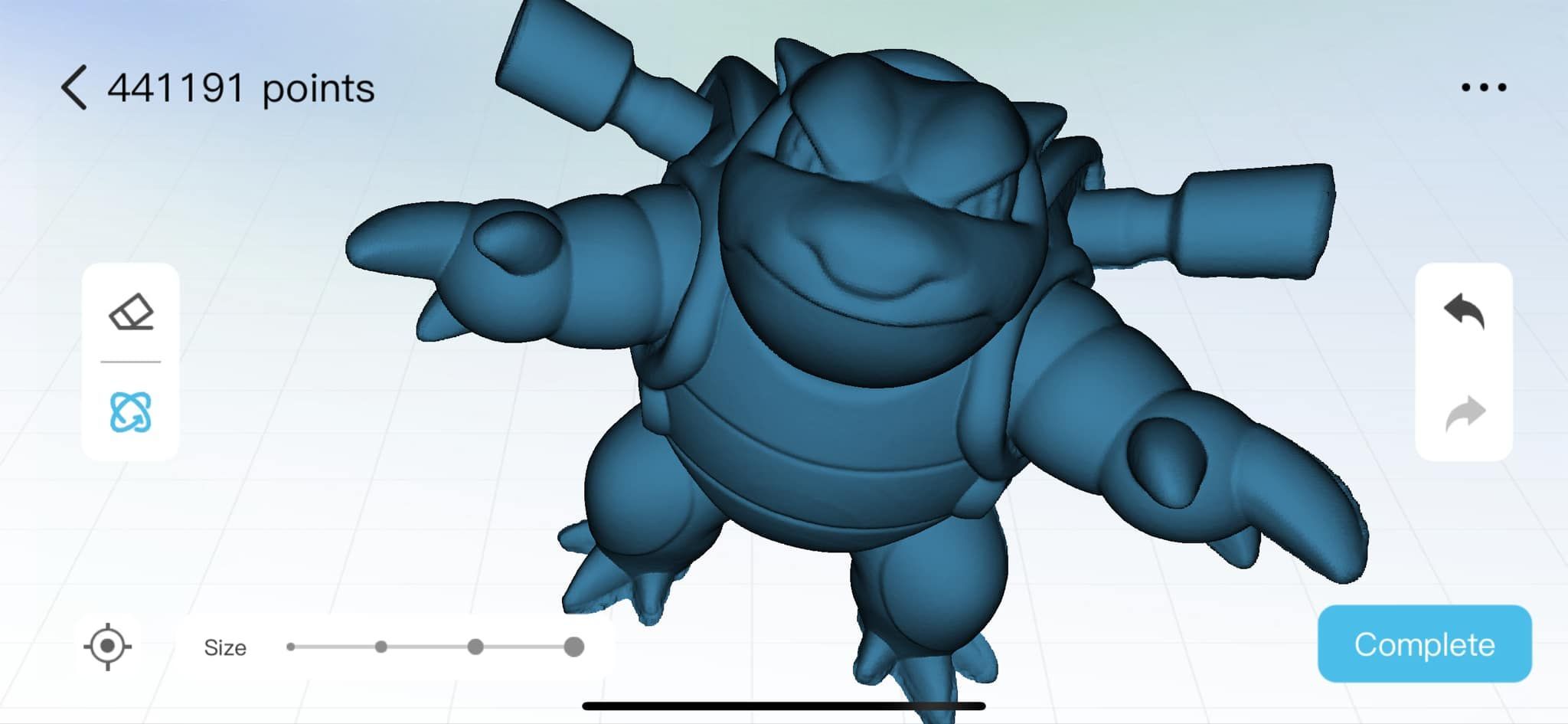
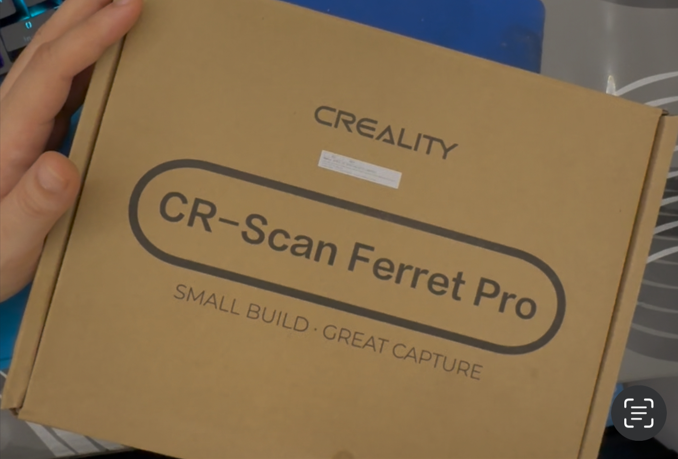
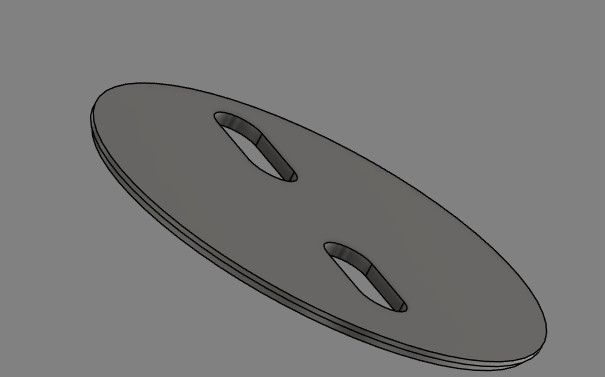
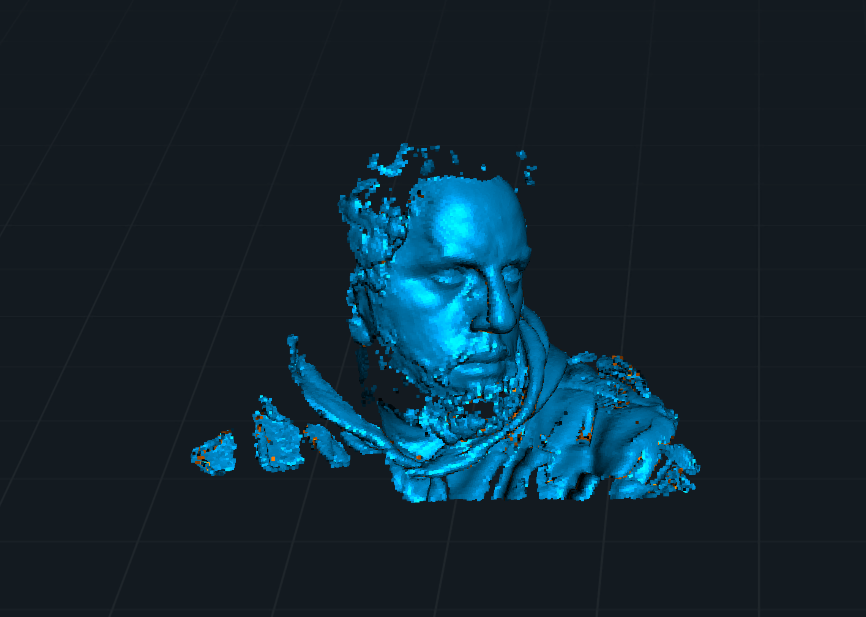
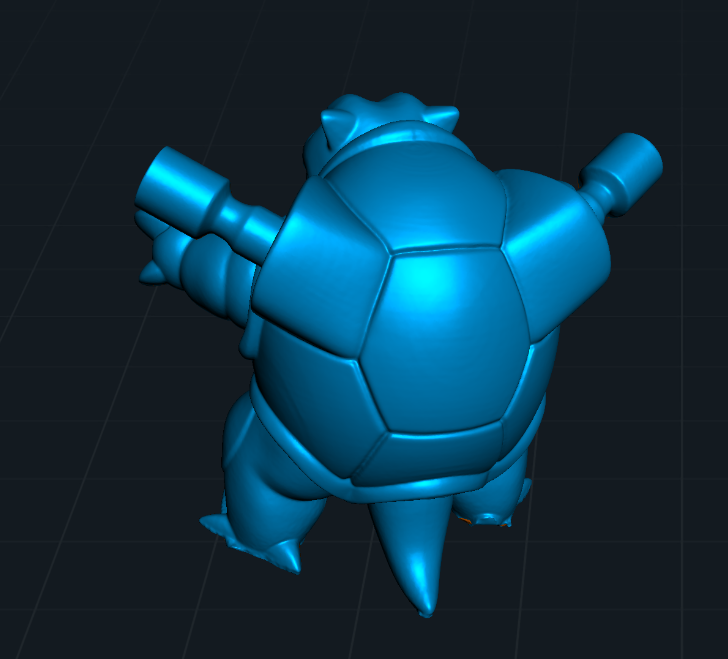
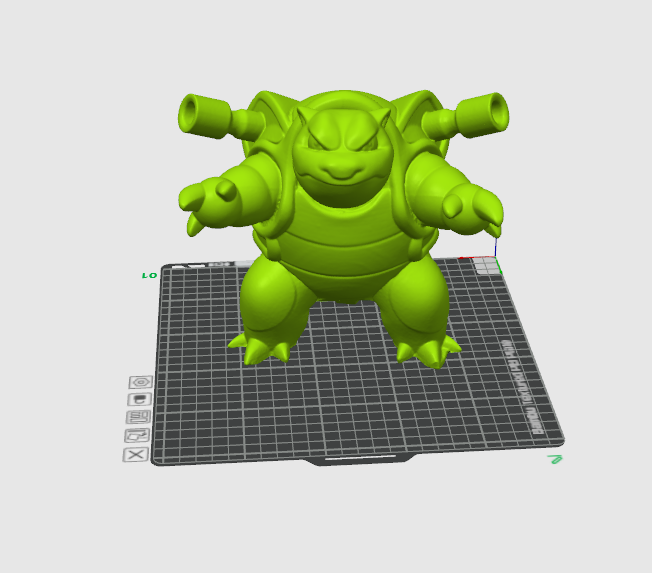
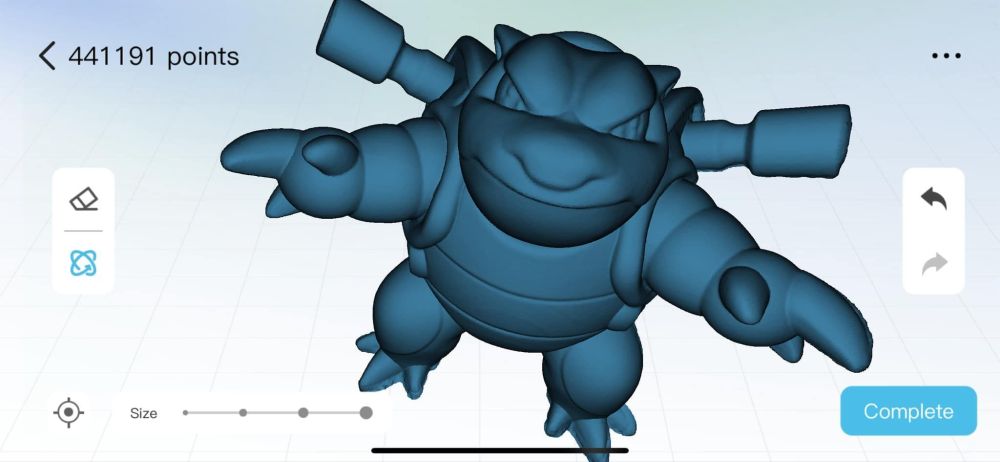
Bonjour, Je vous présente un Unboxing & Test du Scanner 3D de chez Creality, un CR-Ferret Pro. Modèle qui existe en plusieurs déclinaison, Standard & SE & Pro Cela fait maintenant trois semaines que je l’ai reçu (test non sponsorisé, payé de ma poche, bien sûr). Pour des besoins personnels, et étant un peu perdu dans la conception organique, j’ai décidé d’acquérir ce scanner abordable compte tenu des options qu’il propose. Ayant été technicien en fabrication additive pour un fabricant d’imprimantes 3D, j’ai eu l’occasion de tester plusieurs modèles de scanners 3D (d’ancienne génération et très coûteux). J’ai donc pris la décision de me procurer un modèle pour un usage personnel et semi-pro. Sachez une chose : si vous êtes un peu perdu et que vous ne savez pas comment vous y prendre, je tâcherai de répondre à vos questions le plus précisément possible. Le scanning 3D ou la photogrammétrie de manière général et un métier à part entier, c'est à dire que des personnes sont formé et qualifié pour cela, et c’était notre cas, la ou je travaillé avant, nous avions une personne dédiée à cette tache. Donc n'ayez pas peur d’essuyer les plâtres au début de votre acquisition et ne soyez pas décourager si cela vous semble difficile. Toutes fois pour que le scan ce passe dans les meilleurs conditions il y aura des pré-requis à respecter. Dans un premier temps le matériel. Aujourd'hui avoir un rendu 3D va demander des ressources parfois phénoménale et mettre à rude épreuve votre matériel informatique. Tout ceux qui modélise sous Blender3D par exemple pourrons vous le confirmer, un rendu 3D selon le matériel peut prendre plusieurs heures. Un PC avec un bon processeur "Monothread" Fréquence d'horloge élevée (Creality Scan) est gourmand au niveau processeur de la même manière que Fusion360, une carte graphique, mais surtout de beaucoup de RAM le reste de votre configuration doit suivre également SSD Nvme, USB 3.0 etc... Dans le cas de ce modèle précis de scanner, il vous faudra un smartphone au minimum de milieu de Gamme. Une première expérience dans un logiciel de conception ou modélisation 3D est un énorme plus (Nettoyer votre pièce,Exporter/Importer votre fichier de sortie, savoir comment inversé les Normal, refermer votre pièce etc..) Un environnement contrôler, (Lumière, exposition, reflet, et prise en main du scanner en général) Enfin sachez une dernière chose, le Scanner 3D dans l'ensemble, n'est pas une photocopieuse de fichier, il y a parfois un lourds post-traitement en amont à réaliser, pour beaucoup de pièce parfois ça va plus vite de redessiner la pièce que la scanner et la post-traiter. Bien ceci étant dit, nous pouvons passer à la suite. Caractéristique de ce scanner 3D et particularité. Scanner 3D Mobile (Pour une utilisation Nomad Intérieur & extérieur) Stabilisation: qui est une sorte d'anti-tremblement. Creality nous promet également que nous n'avons plus besoin de spray matifiant, ça j'y crois moyen 'Par expérience'). Fusion de scan, possibilité de scan un objet en mode nomad puis de le terminer en mode fixe Possibilité d'importer vos scan nomad directement sur PC en sans fil. Exportation avec un ratio de 1:1 Pour ce test j'utilise en matériel. Une Tour PC Windows 11 pro ( Processeur: Ryzen 5, 3,6Ghz, Carte Graphique Nvidia 3060TI 12Gb Vram, 64Go RAM DDR4, NVME 2.0 1To ) Iphone 14 Pro Max (Pour l'application Creality Scan sur ios) https://apps.apple.com/fr/app/creality-scan/id6463372516 Creality Scan (PC, MacosX) https://www.creality.com/pages/download-cr-scan-ferret Lors de la réception, le colis est bien emballé et reçu dans un carton "Neutre", puis dans ce carton ce trouve également le carton du Scanner. A l'ouverture de celui-ci nous y trouvons, la pochette de transport, qui pour le coup me plaît beaucoup, car elle est bien pensée et elle est surtout coqué, ce qui permet de la protégé en cas de choc. Et à l'intérieur évidemment nous y retrouvons le scanner ainsi que ses accessoires. Les accessoires Le scanner Le boîtier Wifi 6 Le trépieds (Avec Batterie de 5000mAh) 2h30 d'autonomie. Support Smartphone Support Scanner Notice en plusieurs langues dont le Français, Câbles et pastille marqueur Après avoir tout monté et démarré le scanner 3D, lorsque le témoin lumineux bascule au vert c'est que la connexion doit être configurer (Un nouveau wifi apparaît sous l'appellation de Ferret-XXXX), il faudra donc vous connecter dessus afin de procédé à sa configuration. Une fois fait, le témoin lumineux bascule en bleu. Nous voyons également le pourcentage de batterie directement sur le manche du trépieds Rappel, un appuie simple pour l'allumer, deux appuie simple pour l’éteindre. Dans ce test, je montrerais seulement 2 Scans, l'une d'une figurine 'Organique' et le second d'une plaque d'égout circulaire. Pour la figurine il s'agit d'un modèle que j'avais imprimé l'année dernière pour mon fils et qu'ont voit ici modèle de 19cm de haut et 15cm de large en multicolor. La définition est vraiment génial ! Cependant ce scan ma pris pas loin de 20 000 Frames et 45min de scan, et quasiment une heure de rendu sur mon PC (Pour vous situez au niveau du temps que cela peut prendre) La première partie de ce scan à été réalisé d'abord sur iPhone, puis il à été importé et complémenté sur PC, le nettoyage de la pièce s'est faite sur Creality scan directement. Et ont le voit au niveau des pattes ça n'as pas été optimisé. Et voici le rendu réel sur BambuStudio, prêt à être imprimer. Pour la plaque d'égout, là aussi j'ai été très agréablement surpris, j'ai volontairement fais ce scan car cette plaque d'égout est dans un endroit très sombre avec une faible lumière naturel, évidemment compte tenu de sa forme 2 coups de pied à coulisse m'aurais suffit pour prendre les mesures, toute fois ce qui m’intéressais ici était l'éclairage naturel. Et là le scanner à fait son boulot et même bien ! c'est à dire qu'avec seulement une vue du "dessus" et à une 60aine de centimètres et une faible lumière, il à été capable de prendre non seulement la forme mais également la profondeur de l'égout. Ce fichier obtenue ma permis d'obtenir une excellente base pour y venir travailler dessus est modéliser un couvercle qui en un "One Shot" à fonctionné et jeu inclus. Il ne s'agit pas de la pièce définitif, le propriétaire de cette plaque d'égout voulait, une plaque rentrant contrairement à celle d'origine qui est sortant, et pour cause de l'eau stagnante lors de forte pluie. Donc il est pas impossible que le design de cette pièce change dans les jours à venir. J'ai également commencé a me scanné moi même, mais étant seul la tache étant trop difficile bien sur. L'exportation de votre fichier terminé. La ici Creality Scan nous offre la possibilité d'exporter notre scan sous 3 formats: STL évidemment le plus connus mais pas le plus qualitatif. OBJ Celui que vous devriez privilégier si jamais vous travailler avec des logiciels de conception tel que Fusion 360 et retravailler votre fichier. PLY format le plus répandu est quasiment propre au scanner 3D c'est un peu l'équivalent du STEP des scanner. Exportation direct sous Creality Print et Halo Box (Résine) ce sont deux slicer propre à Creality, l'exportation se fera au ratio 1:1 Conclusion: Qu'est-ce que j'en pense de ce scanner 3D ? Franchement, j’en suis hyper satisfait actuellement. Il remplit vraiment bien son rôle pour ce qu’on lui demande, et compte tenu du prix de ce scanner, je suis même très étonné qu’il fonctionne aussi bien. Ça me rappelle l’esprit de Creality à ses débuts, lorsqu’ils avaient émergé avec les Ender 3 : des machines très peu chères qui fonctionnaient malgré ce qu’on pouvait en penser. Il est également idéal pour celles et ceux qui voudraient se lancer dans le monde du scan, puisqu’il offre une grande mobilité et permet d’être utilisé en mode "nomade". Le côté hybride, avec la possibilité de démarrer un scan sur mobile et de le finir sur PC, m’a également beaucoup plu. La communication ainsi que le transfert de fichiers se font rapidement grâce à sa box Wi-Fi 6 (vous scannez un QR Code sous Creality Scan, et l’importation est automatique). Il est évidemment inaudible Sa sacoche de transport renforcée est également un gros plus. Concernant l’application sur iOS, je la trouve assez bien conçue et plutôt intuitive, même si elle manque encore d’options et de guides. Son prix : ce scanner est vraiment très abordable (moins de 400 € à l’heure où je rédige cet article), à condition d’être déjà équipé en matériel informatique et smartphone. Sinon, la note risque de s’alourdir. Et si tel est le cas, pourquoi ne pas aller voir directement chez la concurrence ? Concernant la colorimétrie des pièces scannées, je me souviens qu’avec de vieux scanners, je devais faire très attention aux couleurs et aux finitions (mat, brillant, etc.) des objets scannés, car la définition pouvait varier d’une couleur à une autre. Ce n’est plus vraiment un problème avec ce scanner, sauf pour les objets transparents et très chromés, qui poseront assurément des soucis. Le tracking est excellent. De temps en temps, le scanner peut se perdre dans l’espace. Petite astuce : placez soit des marqueurs, soit des objets banals pour l’aider à se repérer. Ce que j'ai le moins aimé. Ce scanner chauffe un peu et fait également chauffer votre téléphone. Il est très gourmand en ressources, au point que parfois l’application crash, que ce soit sur iOS ou sur PC, et ce, même avec du matériel puissant. (Je pense qu’il s’agit simplement d’un problème d’optimisation logicielle sur lequel Creality devrait se pencher.) Concernant le design du scanner, j’aurais aimé qu’il soit différent. Actuellement, il est très plat, et je pense qu’une chute à plat pourrait lui être fatale… Ils auraient dû mettre des bords plus épais afin de surélever l’écran en cas de chute, un peu sur le principe d’un "bumper". L’application PC est vide : elle manque cruellement d’étapes de guidage et de suivi, mais aussi d’options. Elle n’est ni ergonomique ni intuitive. On vous lâche dedans et vous devez vous débrouiller seul… (En espérant que cela s’améliore avec de futures mises à jour.). Je n’ai pas encore réussi à scanner un objet en dessous de 50 mm. Ce que j’obtiens n’est ni plus ni moins qu’une bouillie… (Est-ce ici sa limite ? ). Donc dans l'ensemble, ce scanner à moins de 400€ permet de réaliser des choses vraiment incroyable tout en tenant compte de sa mobilité, la ou certains scanner à 8000€ que j'ai testé n’était même pas capable de faire la moitié de ce scanner. Il vous permettra également de scanner une large plage de taille d'objet allant de petit objet jusqu’à de grand objet.










 5 points
5 points -
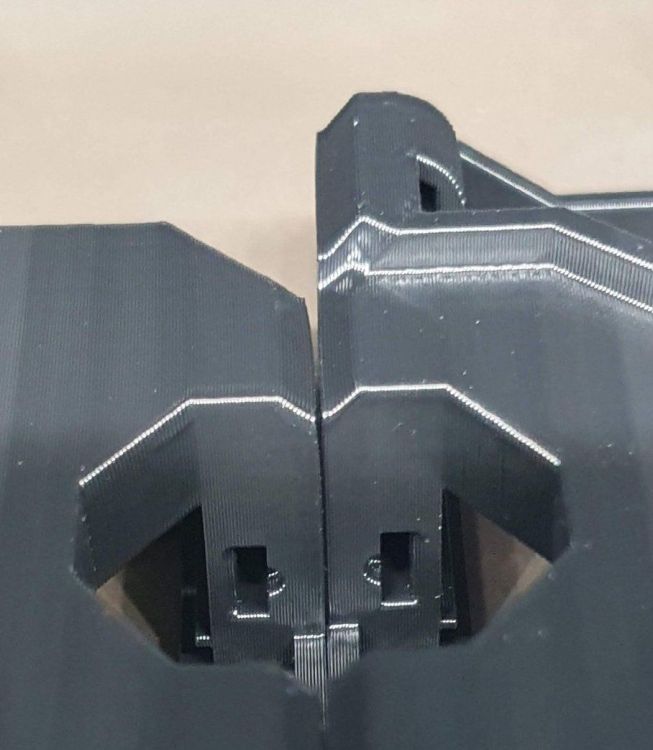
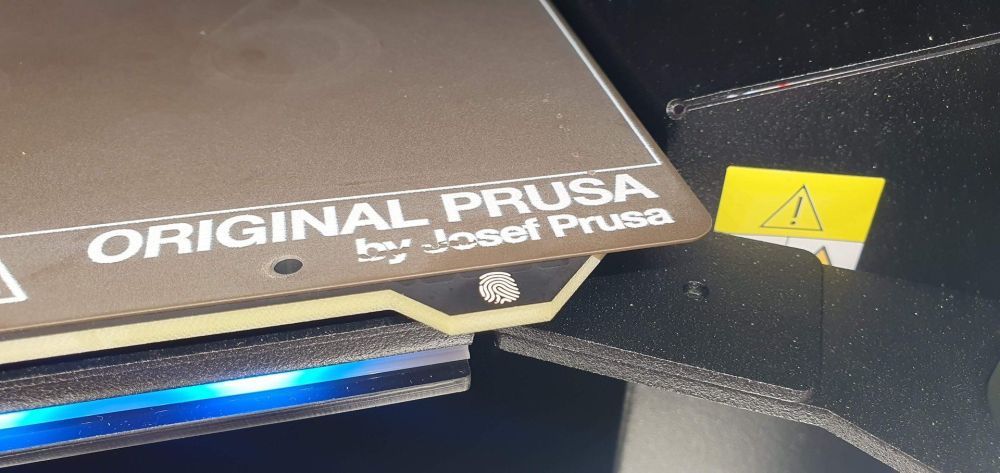
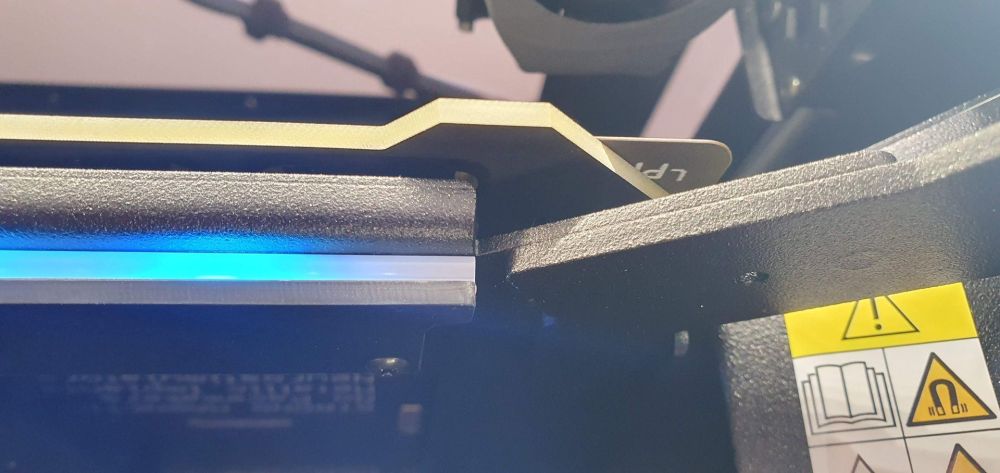
Petit retour sur une impression en PC-ABS non chargé. C'est un filament datant de 2017 qui m'a toujours donné du fil à retordre, au point que je n'ai jamais pu vraiment m'en servir sur mes imprimantes précédentes à cause du warping, même sous caisson. Avec la CORE One j'ai directement tenté un plateau multiple sans me poser de question. Enfin si j'ai quand même été voir dans la table quel plateau je devais utiliser et quelle préparation effectuer. J'y ai trouvé une indication qui dit d'utiliser le plateau satiné, ce que j'ai fait. Bureau à 19°C, buse à 270°C, plateau à 115°C, chambre à 57°C. Ce n'est pas parfait mais quel résultat ! Rien à voir avec ce que j'ai pu connaître auparavant avec ce filament... En superposant les pièces, on voit que le warping est très faible, voire inexistant sur certaines pièces. Sauf sur l'une d'entre elles qui s'est levée sur un coin. Je pense que le plateau satiné seul n'est pas suffisant. A mon avis il faut une couche de colle en plus, non pas comme agent de séparation mais bien comme aide à l'accroche. Les pièces ont sauté toute seule du plateau au refroidissement. Post fusionné : Voici ce que donne une impression en bordure de plateau avec les +10mm grapillés en Y sur la série i3. Forcément sur les anciens plateaux (ici un plateau satiné que j'avais acheté pour la MK4S), il y a une sérigraphie. Celle-ci est en relief donc non seulement elle perturbe potentiellement la load-cell lors du nettoyage de la buse, mais en plus elle laisse des traces sous l'impression. J'ai espéré que le marquage sauterait avec l'impression, mais à priori ça ne colle pas au PETG. Je retenterai en ASA lorsque j'en imprimerai. A côté de ça il n'y a rien à dire sur la qualité de la première couche, parfaitement écrasée comme Prusa nous a habitué. Juste on constate que le coin en bordure de plateau est dans le vide, pas de plateau chauffant donc techniquement plus froid.


 4 points
4 points -
Face au buzz de la Bambu Lab H2D dont on vous résume toutes les specs officielles, Bondtech a dévoilé sa solution multi-matériaux baptisée INDX et Sovol sa nouvelle imprimante 3D nommée Zero. Découvrez également la solution Infinity Flow S1 pour changer de bobine automatiquement. https://www.lesimprimantes3d.fr/semaine-impression-3d-481-20250323/3 points
-
Tu peux laisser les paramètres par défaut, cette fenêtre est nouveau elle est la depuis seulement quelle que maj, mais plus tu augmente, plus tu simplifie ton modèle. Mais en gros Bambu Studio te fait comprendre que c'est avec ces paramètres la qu'elle importe ton .step, selon la complexité de ton modèle tu peux réduire sa résolution. Mais je dois t'avouer que ces paramètres la j'y touche jamais et ça fonctionne très bien comme ça. Avec le temps j'ai compris une chose, c'est que le .step ma permis de me facilité les choses lorsque je faisais des objets multi-couleur sous Fusion360, puisqu'il enregistre toutes ces informations là. En gros le Step enregistre les métadonnée de ta pièce, la ou le stl enregistre seulement la géométrie de la pièce.3 points
-
Si j'en crois les FAQ leakées, ce sera compatible avec les séries X et P courant avril et A séries en Q3...2 points
-
Des engrenages de Feeder (Entraîneur) d'AMS, fait en Résine Rigide que je test en ce moment sur Saturn 3 Ultra. Le niveau de transparence est dingue. Et je parle même pas de sa résistance, on est loin des résine standard qui casse comme du verre Plus qu'à tester si elle résiste bien à l'abrasion en général.

 2 points
2 points -
Ah ah, c'est pour ce genre de détail que je n'utilise jamais les traductions. En fait il faut que les buses soient parfaitement propres pour la calibration des offsets. Donc tu as la possibilité de faire chauffer les têtes pour nettoyer manuellement (en dé-dockant la tête à la main). Si tes buses sont propres alors tu peux continuer, à froid.2 points
-
Sauf qu'il manque les mots de l'image. Ce qui change le sens de l'image.. Je pense qu'il y a une circulation d'air pour évacuer l'humidité.
 2 points
2 points -
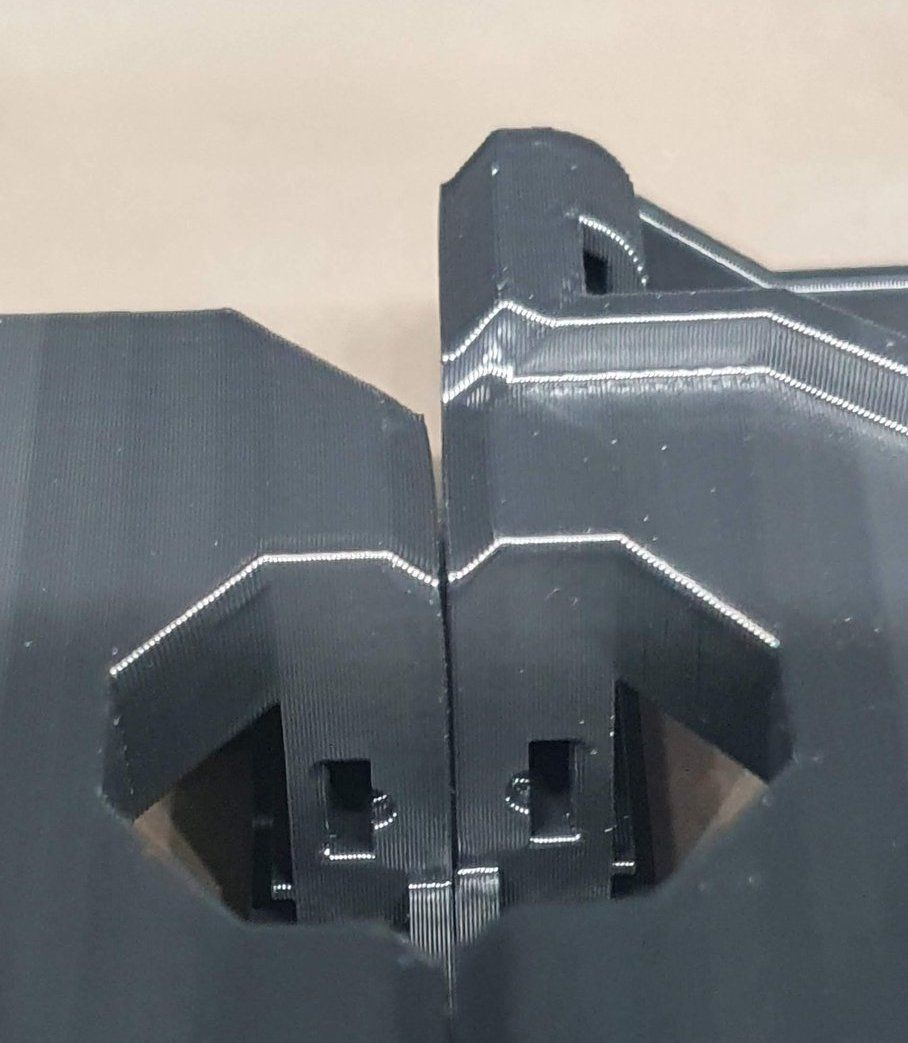
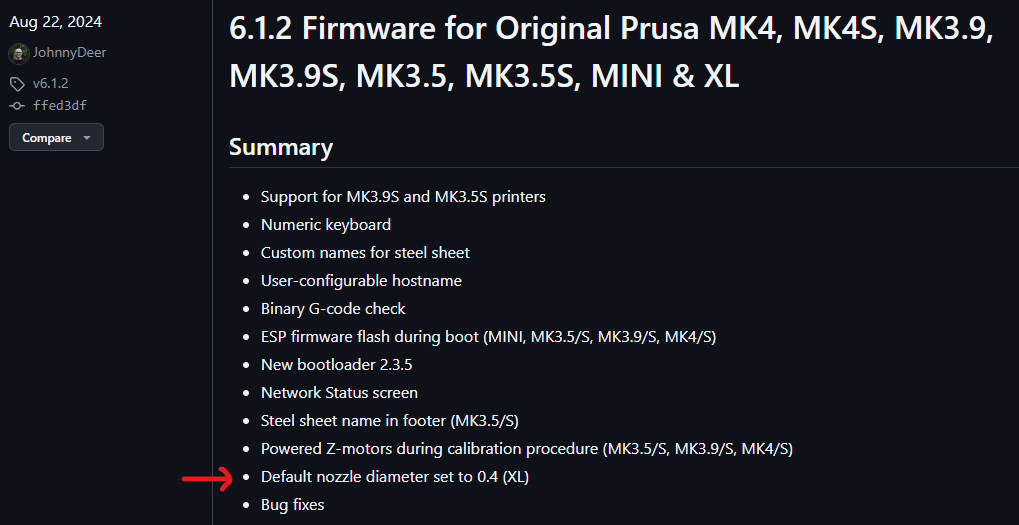
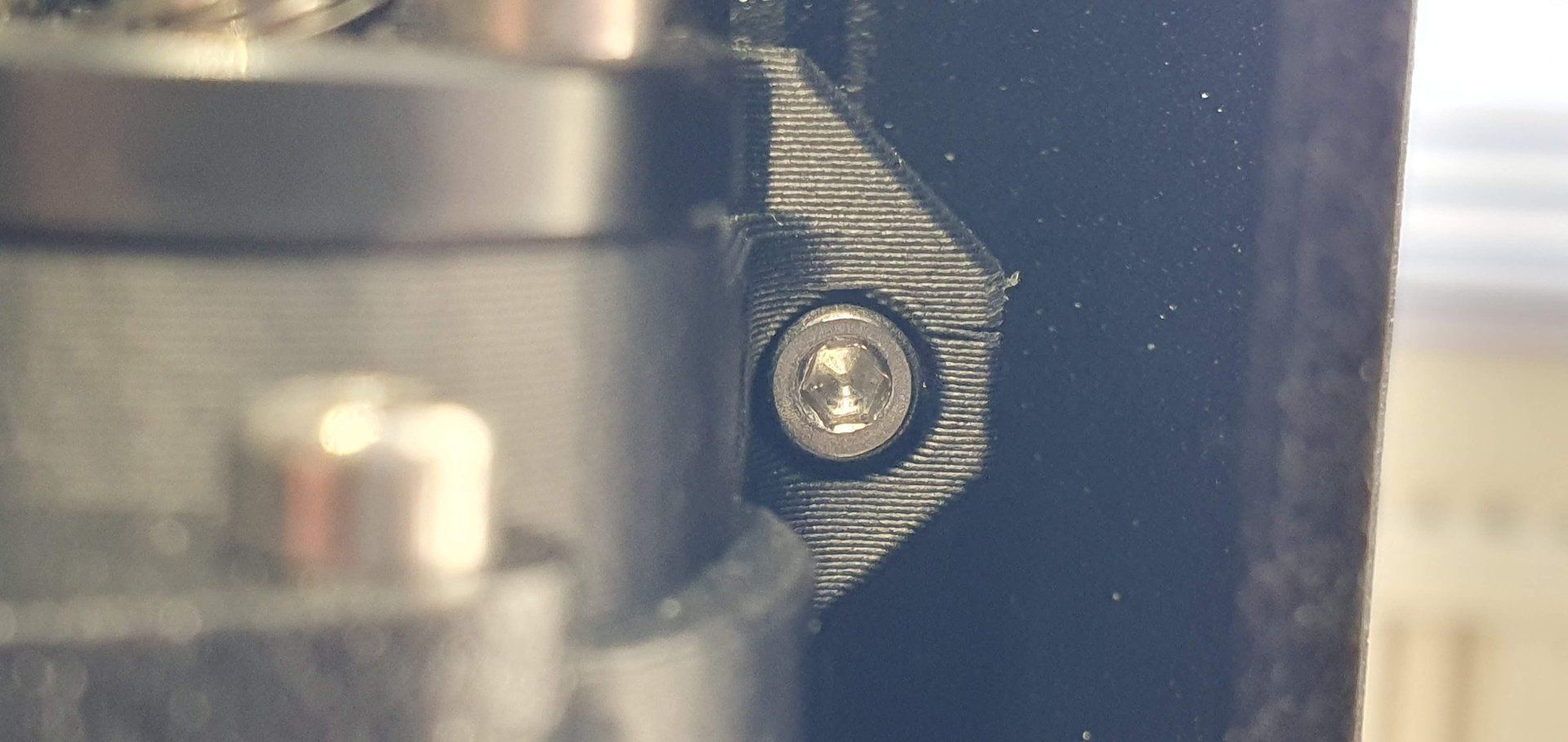
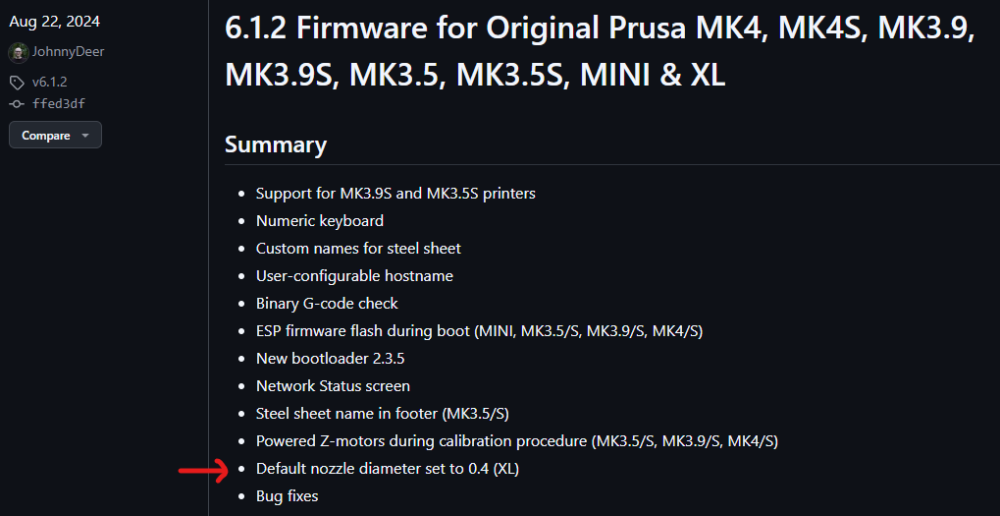
Je viens de regarder le manuel, je vois que pour la double tête il manque tout un chapitre sur le démarrage. Il y est sur les versions une et cinq têtes... Il faut le faire car il y a plein d'étapes à suivre, indiquées par l'imprimante sur l'assistant de démarrage mais c'est toujours bien d'avoir les photos à côté en plus. Et surtout la première étape c'est de mettre à jour le firmware à la dernière version ! Concernant les buses, les toutes premières XL étaient livrées avec des buses de 0.6mm, mais ça fait longtemps que c'est passé en 0.4mm. Les derniers firmware doivent normalement proposer 0.4mm par défaut ! Elle date de quand ta XL ? Tu peux le confirmer toi-même en comptant le nombre de points sur la partie hexagonale de la buse, 4 points c'est 0.6mm, 3 points c'est 0.4mm.
 2 points
2 points -
Bonjour @Jc2101, Vu qu'il y a eu pas mal d'intervention sur la tête. Peut être vérifier la connexion de la sonde ?
 2 points
2 points -
Impression de la semaine dernière: Champignon de 18cm pour le jardin, temps d'impression 11 et 5 heures, Uniformation résine ABS like A02, 2,2 sec par couche de 0,05 imprimé en blanc, puis peinture spray sur le chapeau fichier source: https://thangs.com/designer/gazzaladra/3d-model/Mushroom lamp “Amanita Muscaria”-1096403 d'ailleurs ce designer publie plein de créations belles, propres, tentantes: https://thangs.com/designer/gazzaladra

 2 points
2 points -
Très bonnes idées et réalisations C'est bien. Tu pourras facilement négocier une augmentation de budget pour ta prochaine imprimante A+ JC2 points
-
Hello, Il y a quelques années maintenant que PrusaSlicer supporte l'importation de fichiers STEP directement. Cela permet de supprimer d'automatiser l'étape de conversion en polygones (STL). En effet c'est PrusaSlicer qui convertit pour lui-même en interne. On ne peut pas choisir la résolution de conversion mais a priori elle semble largement suffisante pour l'impression FDM. Les rumeurs disent que Prusa a intégré cette possibilité pour favoriser les échanges de STEP afin de faciliter les remix, c'est dans la continuité de ce qu'ils ont fait lorsqu'ils ont intégré le format .3mf qui permet de sauvegarder le projet complet, pas uniquement le 3D. A l'époque les gens disaient que l'intérêt était minime car le slicer ne supportait toujours pas les arcs (G2/G3). Sauf qu'aujourd'hui PrusaSlicer supporte ces commandes, mais on entend plus parler des STEP ! Je viens de faire quelques essais comparatifs entre un export 3MF en haute résolution depuis Fusion et un export STEP du même projet toujours depuis Fusion. C'est un projet favorisant théoriquement l'utilisation des arcs. En temps d'impression c'est identique, par contre en nombre de lignes de G-Code c'est 20% de réduction, signe que PrusaSlicer a pu mieux optimiser les arcs. Idem pour la taille du .bgcode (G-Code compressé) qui est réduit de 15%. Le problème c'est que les habitudes ont la vie dure, et que je n'ai pas encore pris le coup d'exporter en STEP au lieu de STL alors que ça n'a que des avantages.
 1 point
1 point -
Bercy n'a plus qu'à se mettre a l'impression 3D et tout sera réglé1 point
-
@hyoti Si tu veux faire des recherches dans le firmware, tu télécharge avec le bouton "code" puis "download zip" sur ton ordinateur tu décompresse le zip et tu as accès au contenu. https://github.com/Guilouz/Creality-K2Plus-Extracted-Firmwares?tab=readme-ov-file1 point
-
MErci PAscal pour ton attention a ma venue sur ce forum. Et Merci Jcjames, J ai donc écrit a Moucklee apres avoir lu ses posts. L achat de ce scan a impliqué le changement de smartphone et de carte mere prox et ram de mon ordi!!! C est gourmand cette petite bete! J ai juste fait un essai concluant (enfin presque .... le logiciel marche bien quoi....) avec le scan equipe du nouveau smartphone. Je n en suis meme pas aux essais et j avais d entré pigé que ca n allait pas etre de la tarte! Le temps fera le reste ... Je te remercie beaucoup pour le contact. Cordialement Didier1 point
-
Bonjour Moucklee, Je viens de recevoir ce scan. Et une imprimante creality k1c. Me suis polarisé pour l instant sur l imprimante... Je commence a l avoir en main.... LE scan: D'entré je suis allé acheter un smartphone, le mien ne correspondant pas aux besoins... UnSamsung S21 ultra. 12go de ram. Donc installé le creality scan et scanné le premier objet que j avais sous la main.... Manière de voir si le log était bien installé... Résultat positif, très mal fait, bien sur, mais déjà un résultat. J ai compris 2 choses : 1) qu il valait mieux être posé.... Et 2) aussi faire gaffe a l environnement (lumière objets etc...=. En ce qui concerne mon pc en lisant j ai vite compris que j étais bon changer de matos et pour un ensemble carte mere + processeur + ram plus performant... C'est en cours d etude. Je vais prendre surement un prox Rysen 5200 je crois sur une carte asus ou asrock (equipée du wifi 7 j ai compris ca aussi....) et 64go de ram et au passage un disque dur rapide de 500go .... Mais j ai bien lu ton post! Je me doutais que ce n étais pas du plug and play..... Etant a la retraite, j ai le temps pour comprendre..... Donc tu risques de me revoir pour te demander des conseils d ici peu....... Amicalement Didier1 point
-
et encore un autre https://makerworld.com/en/models/1233835-spoolholder-with-integrated-retraction-mechanism#profileId-12530611 point
-
Moi ça a commencé le jour où j'ai appuyé sur le bouton on/off de ma première imprimante1 point
-
et en plus j'ai oublié de modifier le volume de rinçage.... du coup la pièce casse direct.... ca c'est vraiment le truc a ne pas oublier...1 point
-
Un petit serre-câble : Je l'ai fait avec Freecad et l'objet est entièrement paramétrable, si ça intéresse quelqu'un...
 1 point
1 point -
Si c'est nécessaire je peux sortir l’artillerie lourde, j'ai du Nylon en Résine1 point
-
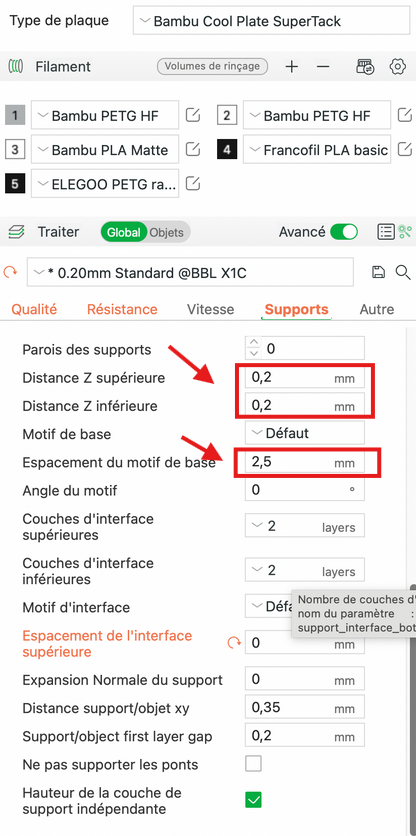
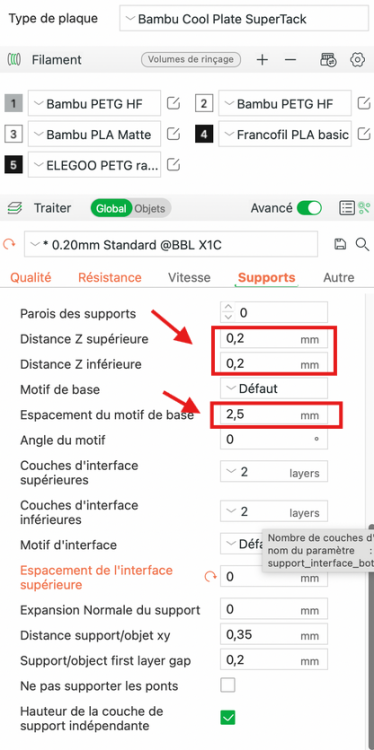
ça n'as rien avoir, le motif de base concerne la structure même des supports, et celui de l'interface et bien comme son nom l'indique c'est pour l'interface. Le motif de base en le réduisant tu va resserrer les colonnes vue en X et Y, afin que l'interface lui même ne s’effondre pas.1 point
-
Et faire du stock pour dépanner les copains du forum au cas où Belle réalisation. Le résultat visuel est bluffant1 point
-
Ton motif d'interface bascule le aussi en Rectiligne.
 1 point
1 point -
Exact. Pour le moment, le monde est trop trouble. Ça devrait aller en s'améliorant d'ici à quelques jours, mais ça devrait reprendre avec le second oeil . Donc, je n'interviens pas trop.1 point
-
Oui, on voit la sortie du tuyau en PTFE légèrement incliné vers le haut comme sur l'AMS actuel. Petite amélioration visible, pour retirer le PTFE il y a une partie caoutchoutée qui est à l'intérieur sur l’actuel et difficilement accessible.1 point
-
Pour les buses j'ai pas trop de doute que tu ais les 0.4mm. C'est le firmware qui m'étonne. Tu as quelle version sur la clé USB fournie ? Dans tous les cas il faut mettre à jour le firmware avant de procéder aux calibrations. Sur la CORE One ils ont fait différemment pour s'assurer que les makers mettent à jour la machine, elles sont livrées sans firmware préchargé et la dernière version du moment est fournie dans la clé USB. A la première mise sous tension on a donc pas d'autre choix que de mettre à jour. Astucieux. Pour les buses, le nombre de points c'est pratique lorsque la buse est montée, sinon lorsqu'elle est démontée c'est écrit en toutes lettres dessus.1 point
-
Tu ne peux pas fixer l'adresse IP en fixe de l'imprimante dans la BOX internet.1 point
-
Oui j'avais remarqué. Méfies toi des filaments dit "métalliques", leur caractéristiques sont souvent très éloignées du filament original. Pour te faciliter la vie lorsque tu démontes le support des courroies du X. Une 3e et un 4e main, c'est pas superflu. C'est ICI1 point
-
Avant de te faire des propositions, il faudrait que tu nous dises qu'elles matières tu veux imprimer PLA, PETG, TPU, ABS, ASA... ? Car suivant ces matières l'imprimante peut être ouverte ou fermée Détail également important la taille maxi des impressions que tu veux réaliser 180x180x180, 250x250x250, 350x350x350... ? Voilà une fois que tu nous auras donné ces réponses on pourra t'aiguiller1 point
-
peut être pas si bonne, aujourd'hui impossible d'avoir fluidd, je vais tester un répétiteur.1 point
-
Salut, @souriceauxAs-tu fait un essai en redémarrant l'imprimante ou fluid ?, je viens d'essayer sur ma machine, pas de problème, tu utilises quel navigateur ?1 point
-
Au début, j’importai uniquement en STL à l'époque. Puis suite à ma formation, on m'as appris a exporté uniquement en.step et depuis j'exporte exclusivement en.step.1 point
-
Le pilote au 1/12 est vraiment petit... J'ai décidé de tricher parce que je ne voulais pas peindre la figure du pilote... Le corps est celui d'un pilote de Hunter scalé à 80%, et le casque est celui que j'avais fait pour le Super Wheelie, à une échelle plus petite que 80% (aucune certitude du chiffre exacte, j'ai du faire par approximations successives)... Et le voici dans sa voiture...1 point
-
Si tu es connecté en wifi vu que l'imprimante est à la cave et l'ordi à l'étage, ta connexion wifi est elle bonne ?1 point
-
il ne faut pas trop regarder les t° "recommandées", ça donne une idée, mais il ne faut pas hésiter à dépasser les valeurs indiquées (surtout avec une imprimante qui imprime vite) Adhésif recommandé : je ne connais à peu près plus personne qui mettre de l'adhésif sur les plateaux en pei modernes.1 point
-
Salut Un truc plus sérieux aujourd’hui Une boite façon Festool Systainer sur presque toute la surface du plateau J'ai utilisé ce modèle https://makerworld.com/en/models/38433-simple-printable-mini-systainer-beta#profileId-383563 qui est très bien fait et qui ressemble assez au vrai les poignées en moins et qui correspondait à la taille que je cherchai (250 x 170 x 70). Et ils sont empilables comme les vrais J'ai imprimé le boitier en PLA Prusament Gravity Grey qui est un tout petit plus foncé que le Gris Festool. La partie accastillage a été imprimée en PLA Filament PM YELLOWGREEN qui est le même que le vert Festool Oui je suis addict A savoir que les bobines de Filament PM ne rentrent pas dans l'AMS. Elles sont trop large 75mm. J'ai donc utiliser la bobine externe Le boîtier prend toute la largeur du plateau (enfin presque) et oblige à avoir une première couche nickel chrome, un plateau bien propre et que ça ne se décolle en cours de route. Et ça a assez bien fonctionné. Je vais faire un autre post car j'ai quand même un petit défaut à corriger Bon je vais enfin pouvoir ranger les fraises de ma défonceuse A+ JC



 1 point
1 point -
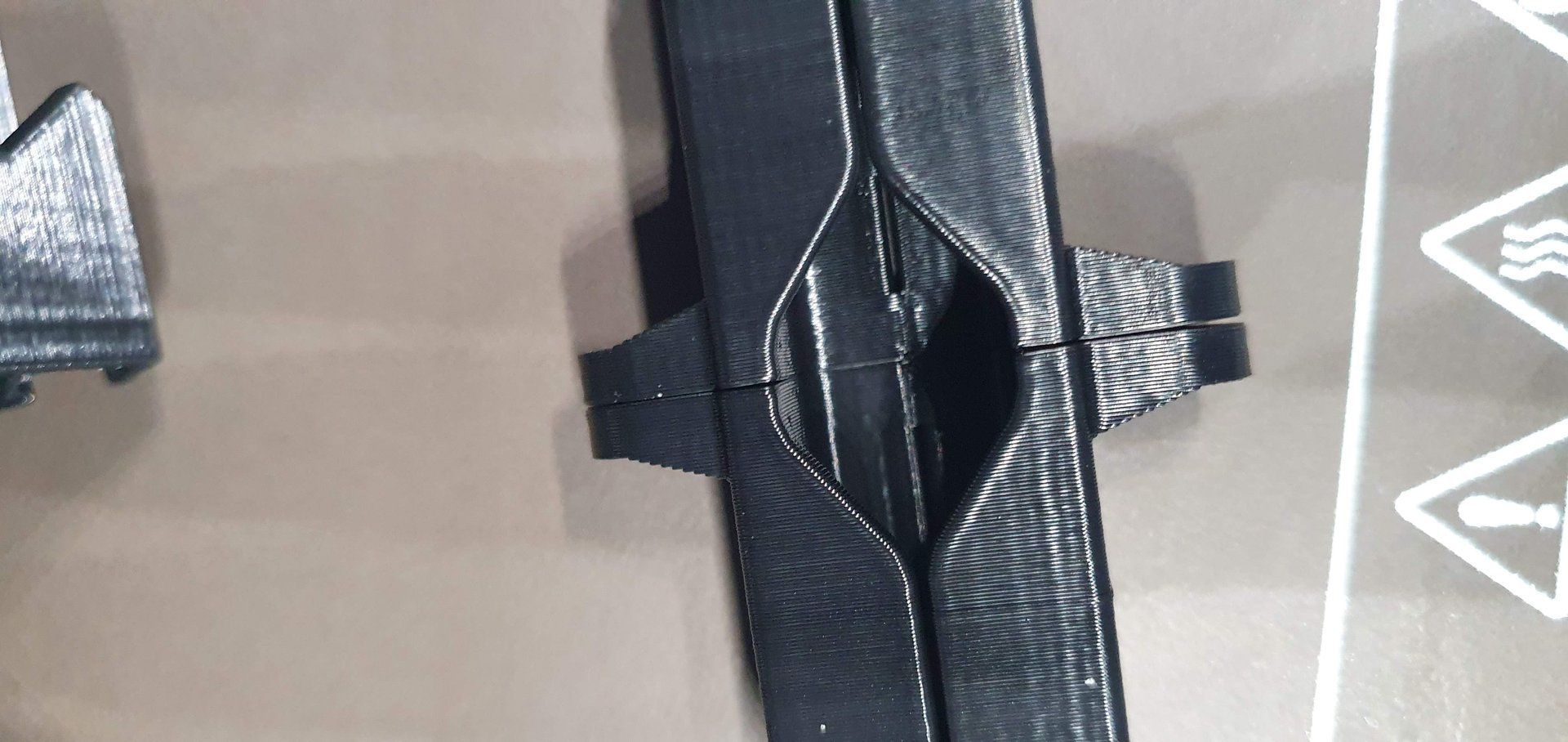
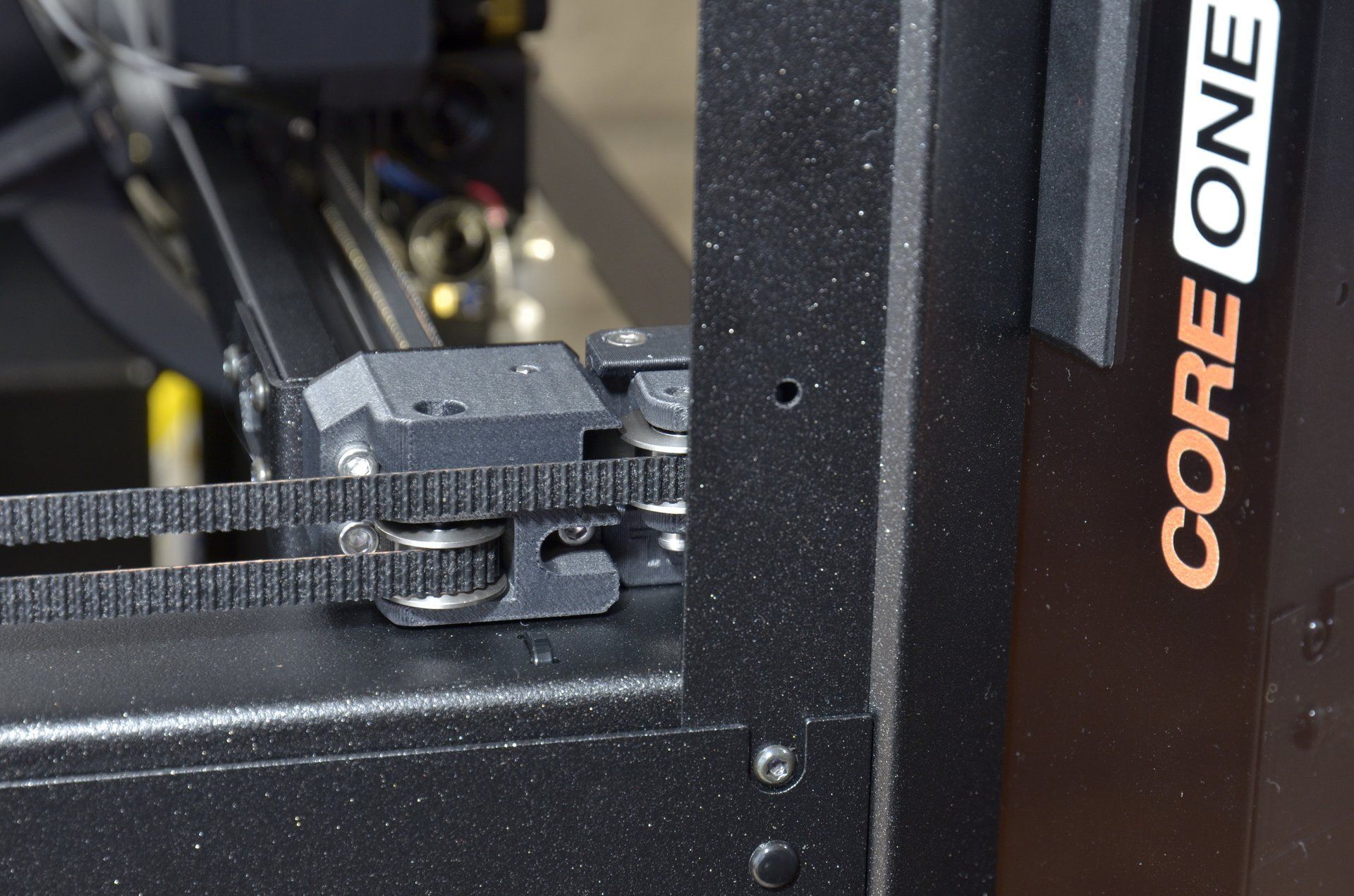
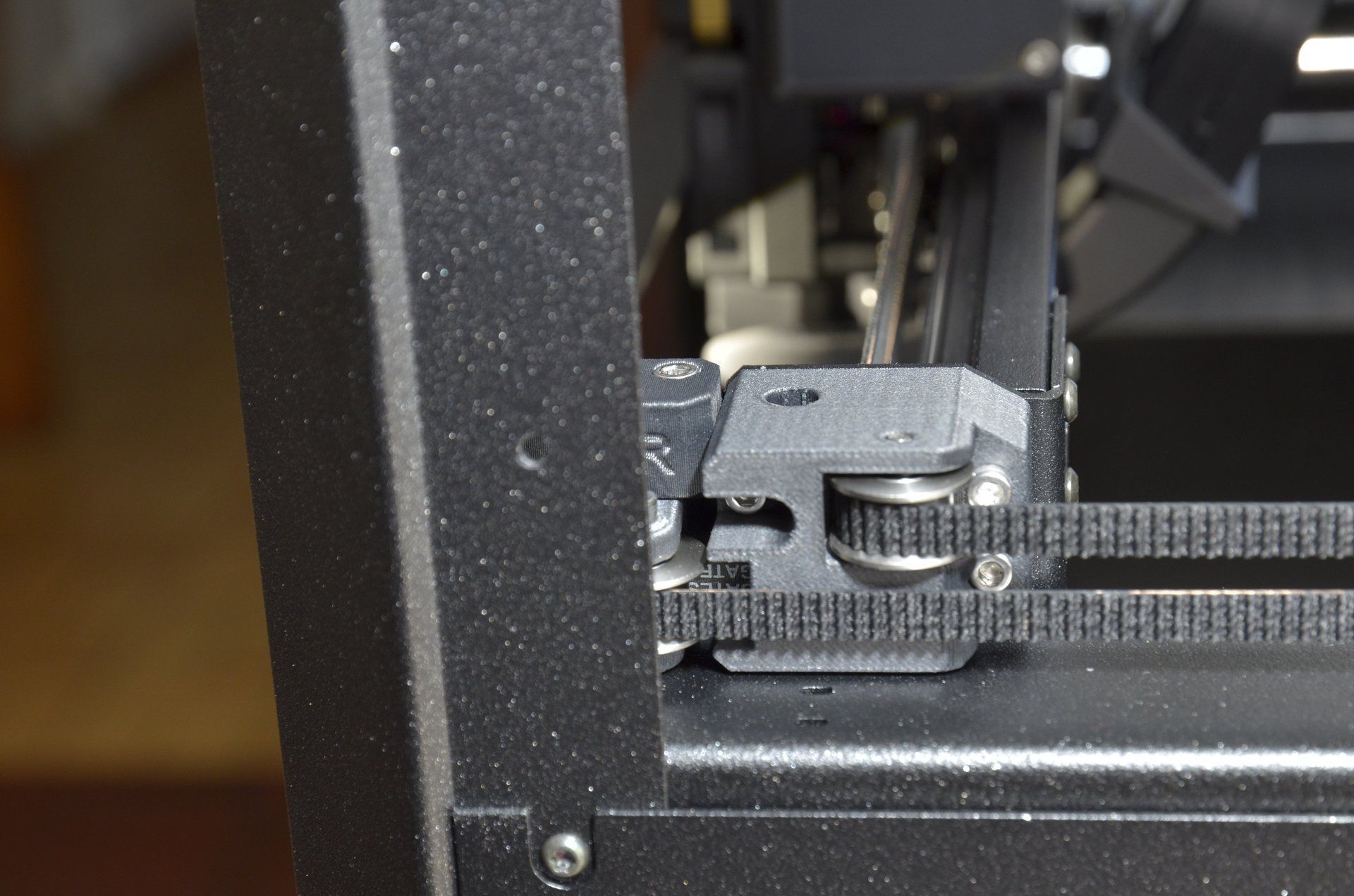
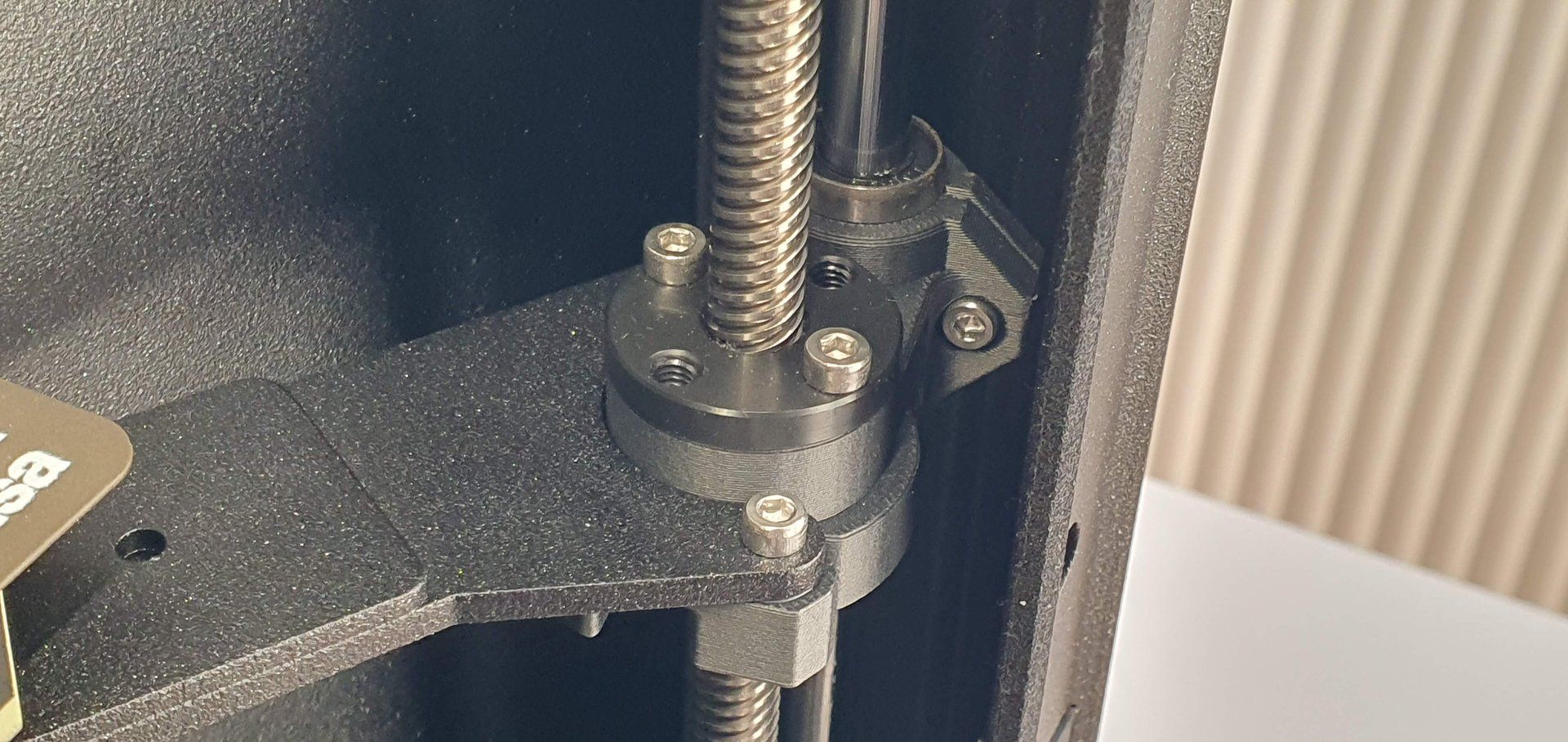
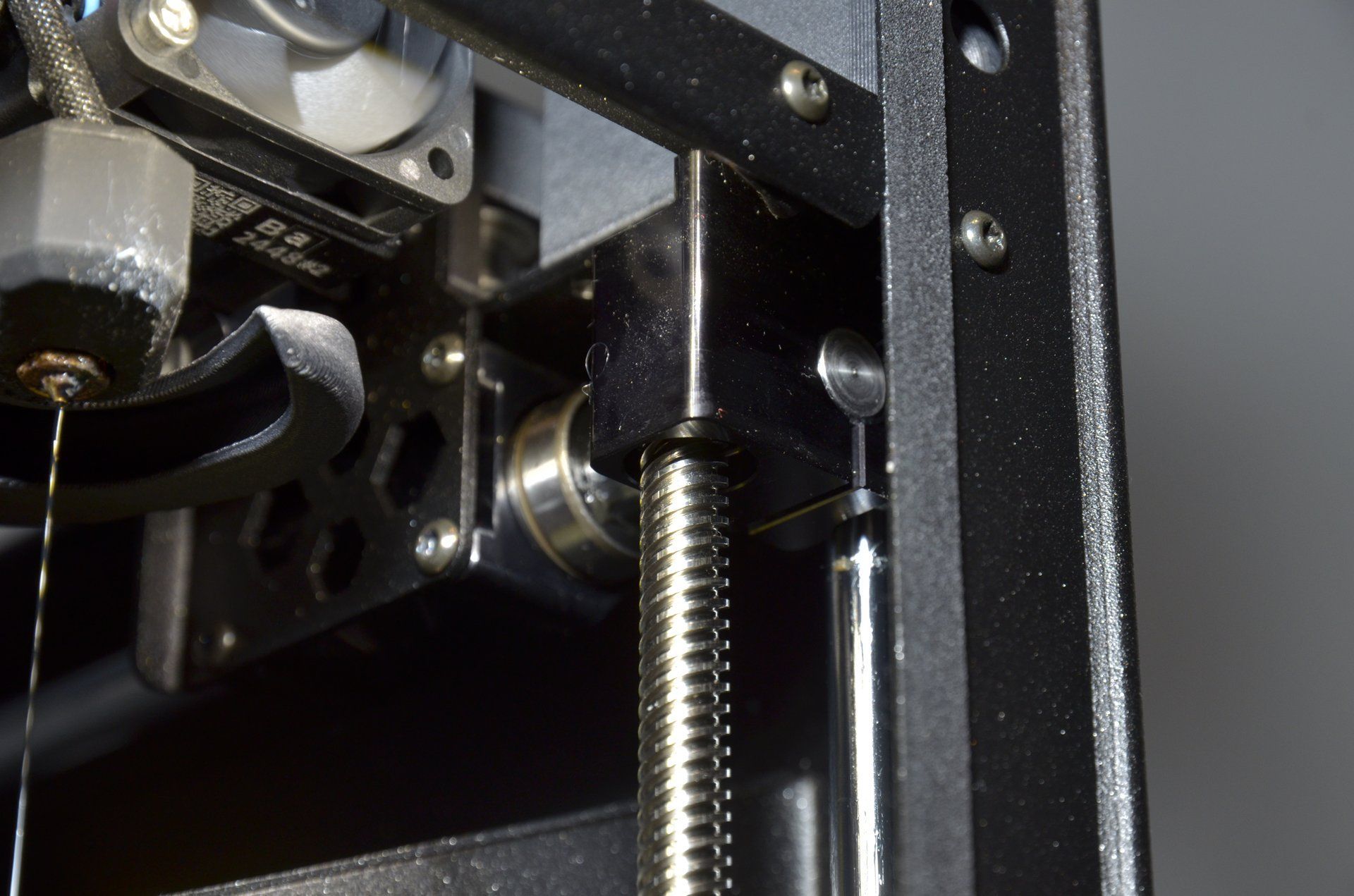
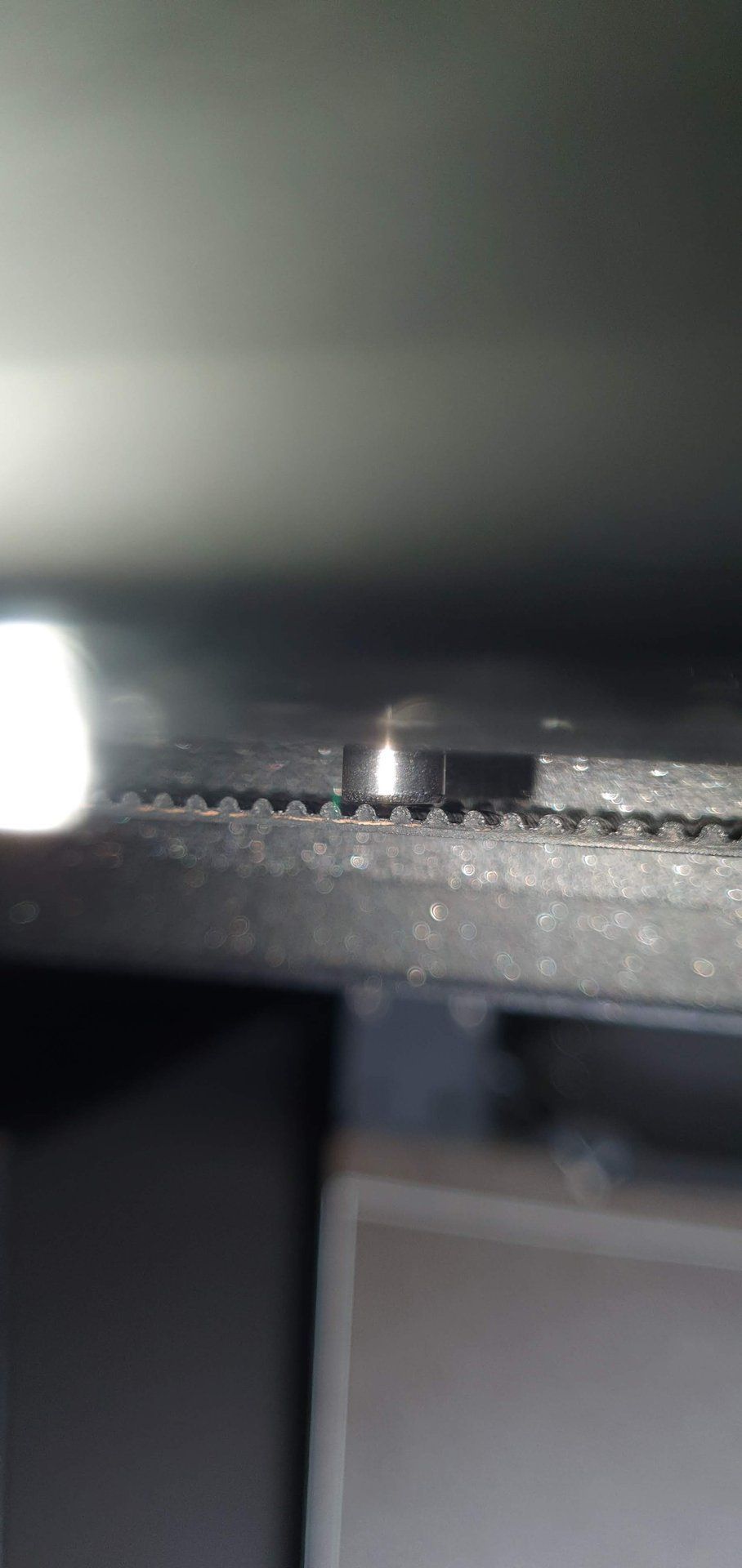
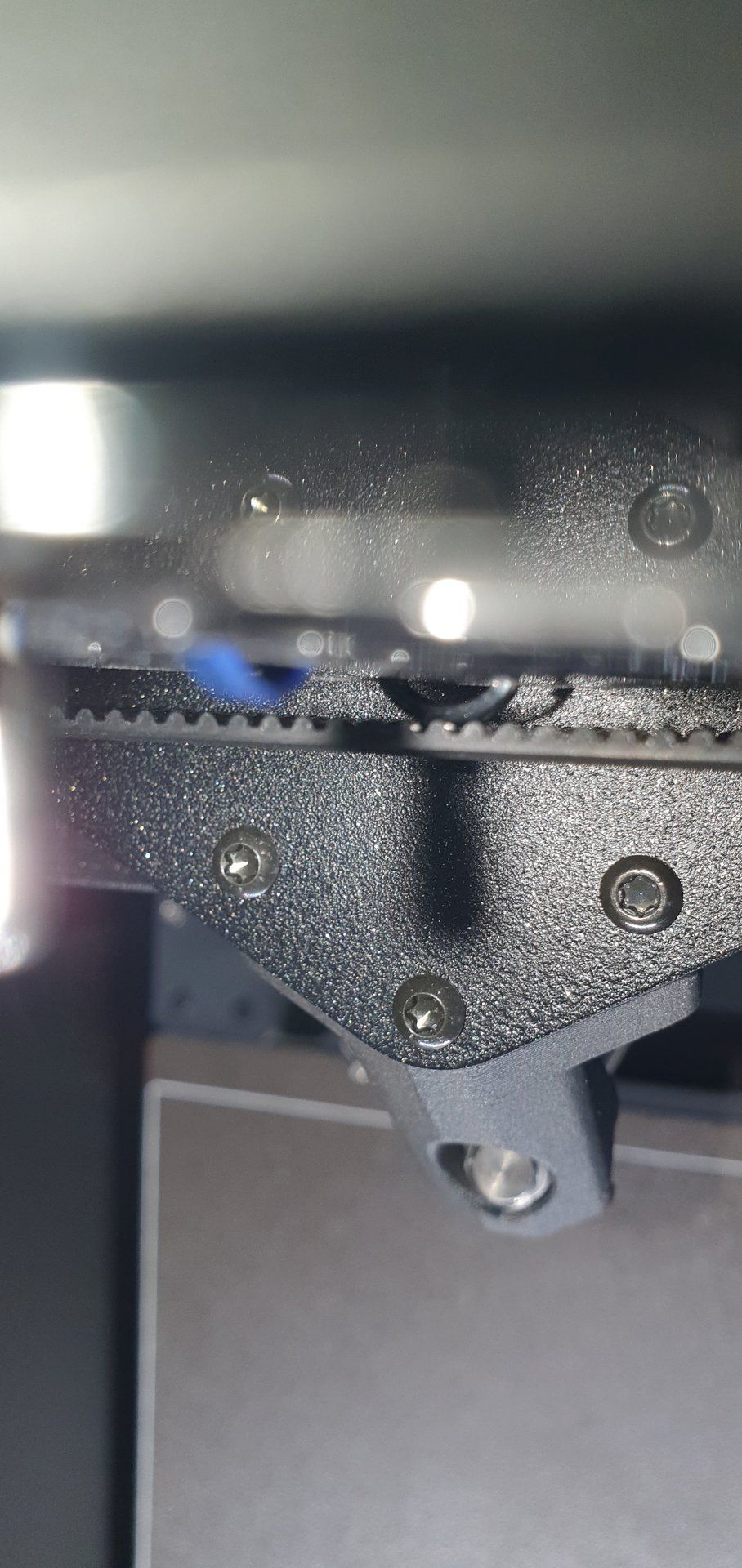
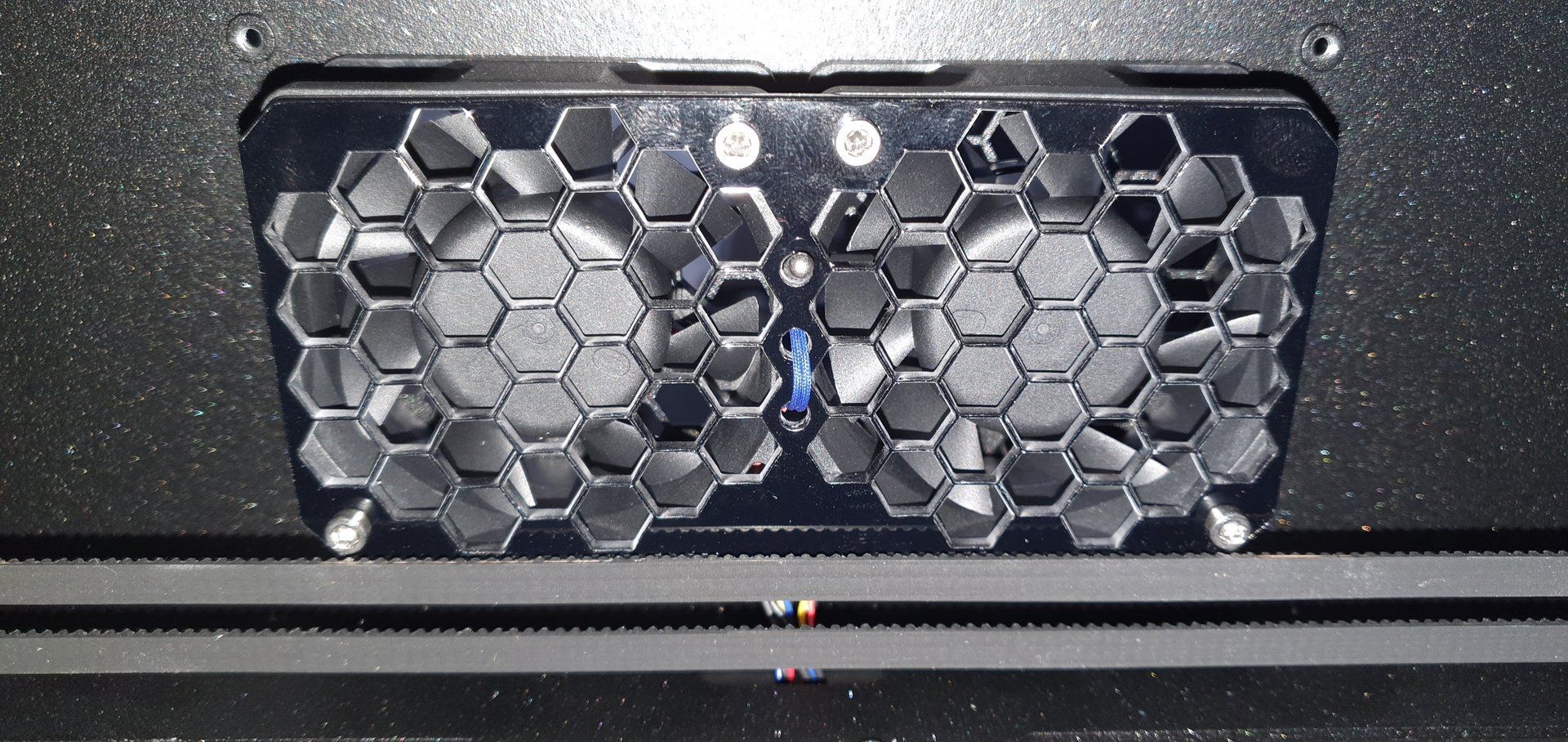
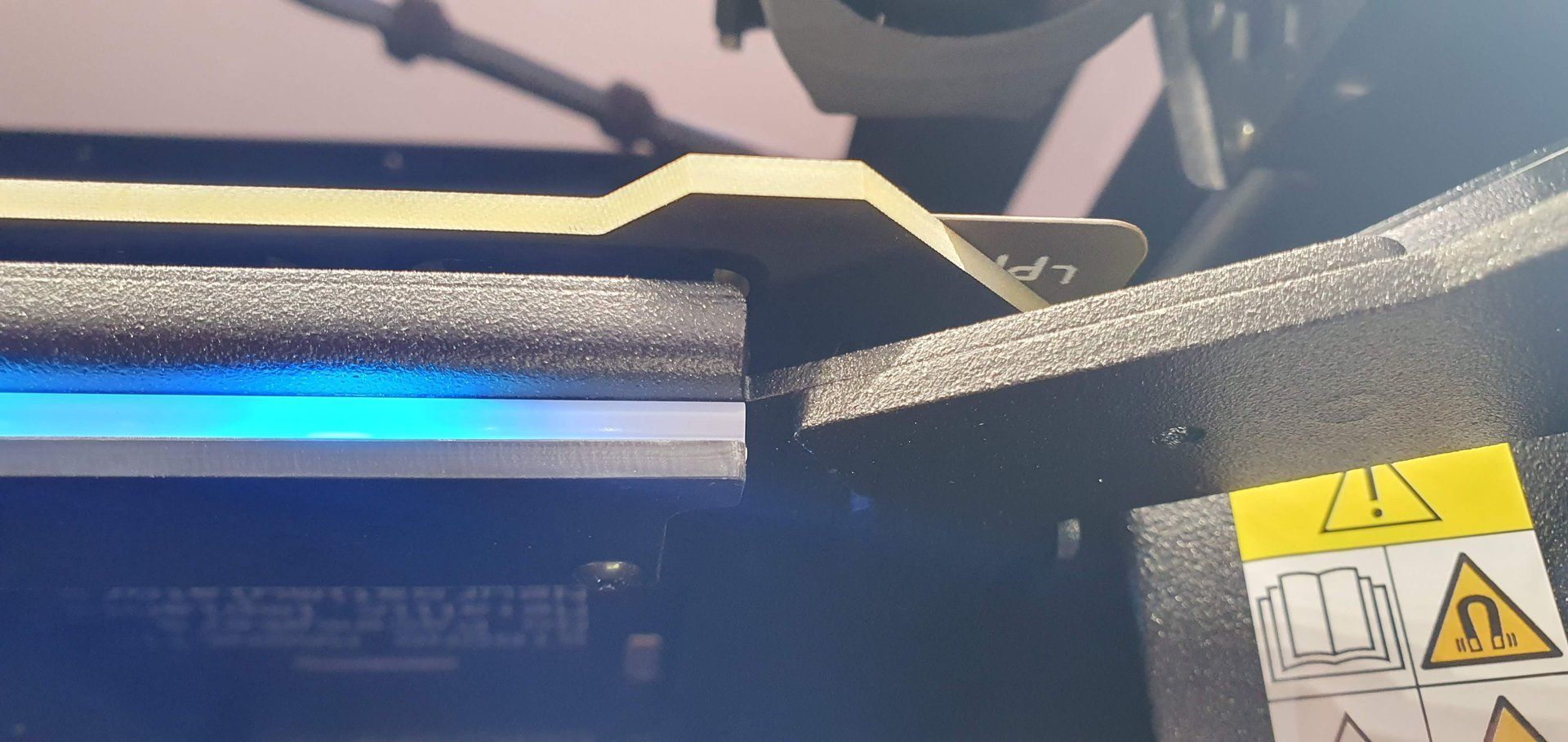
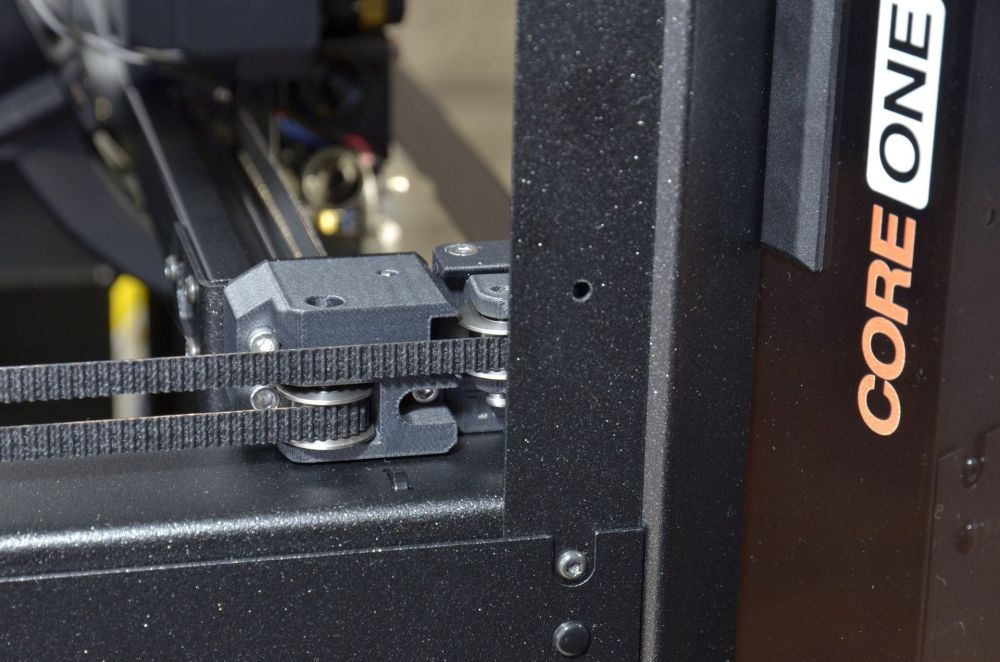
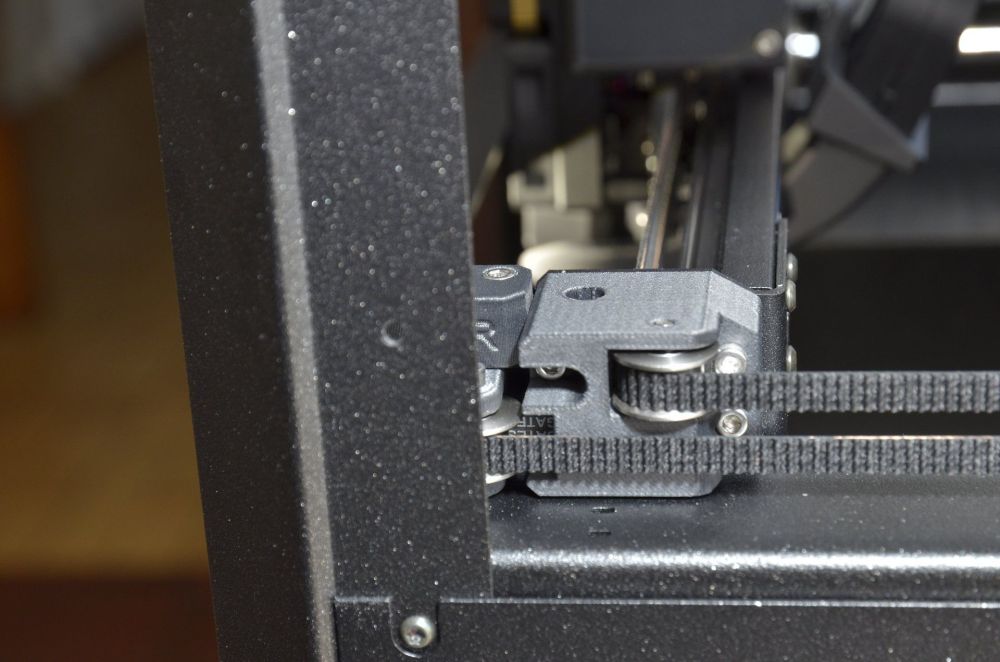
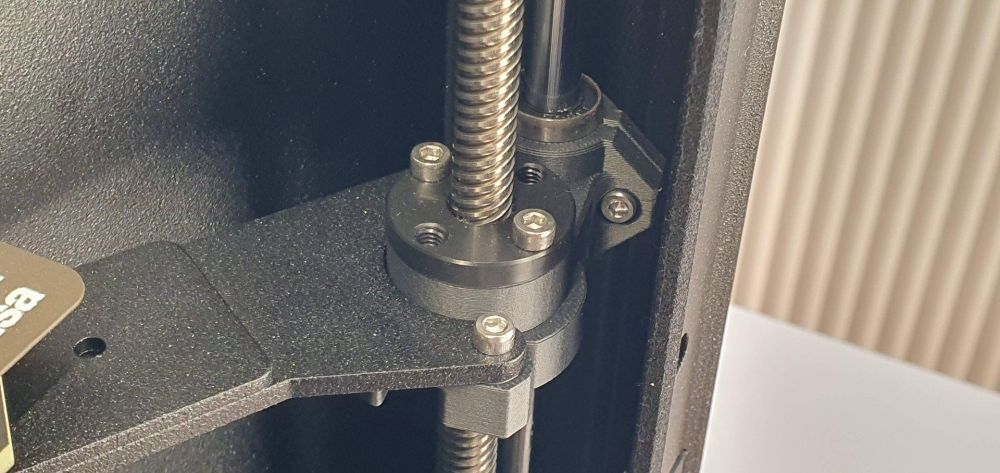
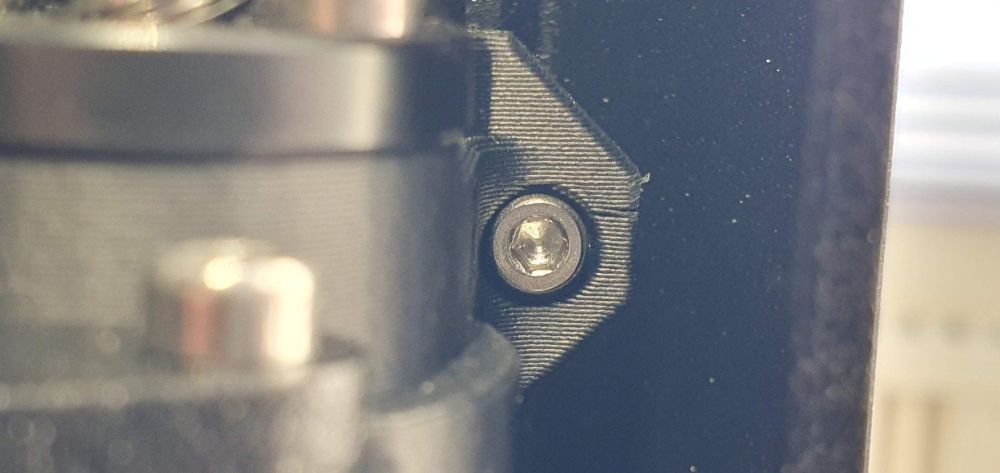
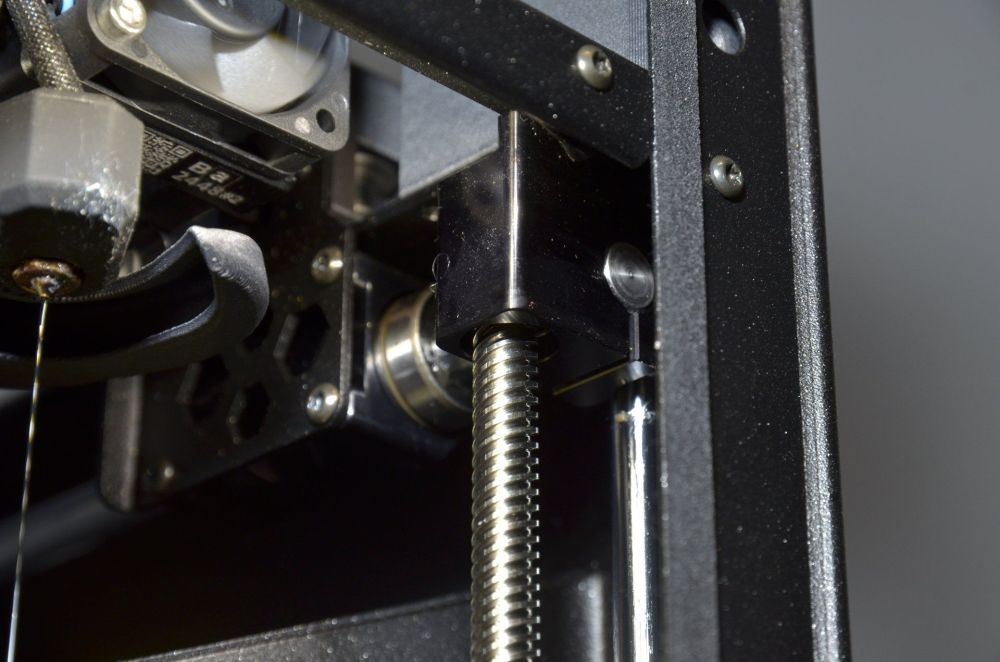
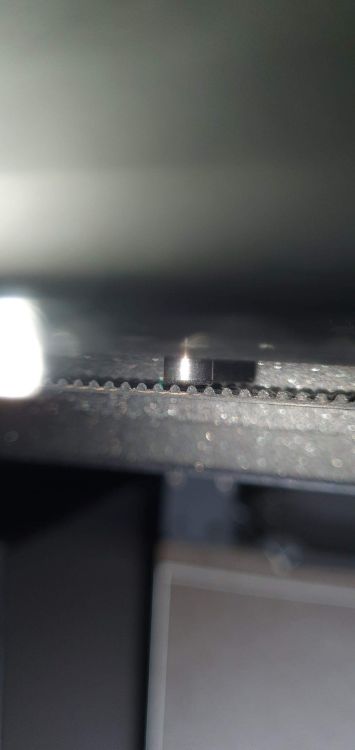
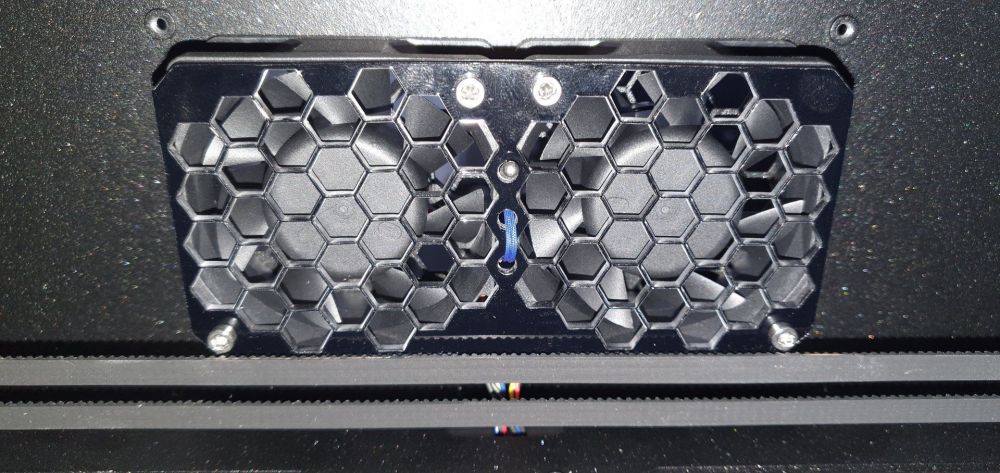
Quelques posts plus tard... Attention je vais m'attarder ici uniquement sur les problèmes que j'ai rencontré. Re-calibration des axes pratiquement à chaque print => résolu Nozzle cleaning failed pratiquement à chaque print => partiellement résolu Belt ripple prononcé sur PETG noir => en cours d'investigation 1. Re-calibration des axes Le homing passait parfois en quelques secondes, parfois jusqu'à plusieurs minutes avec re-calibration des axes. J'ai d'abord pensé à une mauvaise tension des courroies, j'ai donc refait la tension à 85Hz pile en utilisant l'utilitaire web de Prusa, même si c'était déjà pas trop mal d'origine (83Hz d'un côté et 87Hz de l'autre). Ca n'a rien changé. Je fouine donc chez Prusa et ne trouve rien dans les "Troubleshooting", mais je relève un topic intéressant sur le forum (lien direct sur le post qui a résolu mon souci). C'est l'occasion de vous montrer en images comment on peut intervenir sur la CORE One malgré que ça soit une boite fermée. C'est la partie la plus détaillée, car au passage j'ai découvert pas mal de choses intéressantes. On sait que la machine est constituée d'une structure en acier très lourde et rigide, et que tout son habillage (plexi et tôles) est fixé avec des rivets en plastique. Ces rivets on suscité pas mal d'interrogations, ce n'est que maintenant que j'ai eu besoin de démonter la plupart de cet habillage que je me rend compte de la facilité du démontage grâce à ces rivets. Il suffit de se munir d'un petit objet dur quelconque (pour ceux qui n'ont pas de corne sur le bout des doigts), j'ai pris un cube de calibration qui trainait et de pousser le "clou" depuis l'intérieur. Le rivet devient alors très facilement retirable depuis l'extérieur sans outil. Démonter l'intégralité de l'habillage en plexi m'a pris moins d'une minute. Revenons à notre problème. D'après le topic cité plus tôt, il s'agirait d'un problème d'équerrage de l'axe X, ce que j'ai pu confirmer en regardant la position des deux butées (ici courroies tendues à la même fréquence). On voit très clairement un gap de 2mm sur la butée de droite. J'ai donc appliqué la technique d'équerrage préconisée par le support de Prusa qui a été relayée sur le forum. Il s'agit d'une technique de bourrin honnêtement, mais ça fonctionne. Mes deux butées viennent bien en contact simultanément (courroies détendues, important !). Et ici une photo du dessus (prise à l'aveugle) mais c'est moins visible. Par la suite, cette correction à complètement résolu le problème de re-calibration intermittentes, à 100%. Tant que j'y suis j'en profite pour checker ce qui est accessible. C'est une machine assemblée qui est passée par un transporteur, autant dire que j'ai moyennement confiance en l'assemblage et à l'état final une fois déballé. Qui cherche trouve, alors j'ai découvert deux trois choses... La première, du jeu sur le guidage Z de droite. La pièce plastique qui tient le roulement flotte autour de celui-ci, pas beaucoup, quelques dixièmes. L'autre ne bouge pas d'un iota. Pire, lorsque je regarde de près, je vois une fissure au niveau de la vis. Pas étonnant vu le design. Je ne comprendrais jamais pourquoi mettre des lamages sur ce genre de fonction qui a besoin d'un max de rigidité... Bref, je prend le parti de serrer quand même un peu plus, j'ai bien dû faire un tour avant de juger que ça allait péter définitivement. La pièce ne flotte plus autour du roulement, mais dès que Prusa aura diffusé les "printable parts", je m'empresserai de la ré-imprimer. La seconde chose, lorsque le plateau est au plus bas, deux des trois tiges trap ne sont plus centrées et touchent leur logement supérieur. Si on remonte le plateau de 3-4cm ça ne touche plus. C'est étonnant car sur la MK4S la notice de montage explique comment bien centrer ces tiges. Et dernière chose que j'ai relevé pendant le petit tour de check, les ventilos de la chambre n'étaient pas bien serrés, ce qui introduisait un frottement avec les courroies ! On remarque que les vis du bas ne sont pas alignées et qu'il y a un rislan au centre pour fixer la CTN qui passe juste derrière la courroie du haut. Le souci c'est que comme c'est desserré, la vis de gauche et le rislan viennent toucher la courroie. J'ai d'ailleurs pensé que c'était ça qui provoquait le belt ripple, mais apparement pas. Attention si vous démontez la grille, elle est hyper-fragile sur les bords fins. Je l'ai cassée à un endroit, sans conséquence heureusement. Et voilà une fois remonté en poussant le tout vers le haut et débarrassé du rislan qui ne sert vraiment à rien d'autre que d'ajouter des bretelles à la ceinture. Je trouve que cet assemblage manque de précision et surtout d'un moyen de blocage car on ne peut pas vraiment serrer les coins des ventilateurs sans les déformer, une goutte de frein-filet ne serait pas de trop. Et surtout, un centimètre plus haut et il n'y avait plus aucun risque pour les courroies... Certains de ces problèmes peuvent être imputé au montage comme au transport, on ne saura jamais. Dans le doute il est toujours bon de faire un tour de vérification. 2. Nozzle cleaning failed Ce problème est partiellement résolu, je pense que Prusa va devoir faire évoluer le firmware pour s'adapter. Le souci est que lors du démarrage de l'impression, il y a une phase de nettoyage de la buse contre le plateau. Sur la MK4S ça se passe dans le coin inférieur gauche, sur la CORE One c'est dans le coin inférieur droit, soit. La cause n'est pas encore totalement identifiée et je pense qu'elle est multiple. Premièrement, lorsqu'on utilise des steel sheet provenant de la MK4S (ce que je fais), ce nettoyage tombe en plein dans la sérigraphie dont on peut sentir le relief avec les doigts. Sérigraphie non présente sur les steel sheet de la CORE One. Deuxièmement, une partie est dans la zone où la tôle n'est pas directement supportée par le plateau chauffant en dessous. Troisièmement, a priori il peut y avoir un lien avec la butée en Z du fond (à confirmer), ou du moins avec une mauvaise planéité (minime) suite à la calibration automatique du Z. Pour le premier point, j'ai descendu la steel sheet de 2cm en Y afin de taper dans une zone sans sérigraphie. Le troisième point est expliqué ici sur le forum de Prusa. Je n'ai pas tenté de mesurer si j'avais un écart mais dans le doute j'ai procédé à un leveling manuel pour mettre toutes les chances de mon côté. A priori ça ne résout pas complètement mon problème, du moins pas avec le PETG. Avec le PLA ça à l'air de bien se passer, mais je n'ai pas encore assez d'impressions au compteur pour valider la chose. Wait'n'see. 3. Belt ripple Concernant ce point, c'est peut-être une fausse alerte, je suis encore en train d'analyser et de faire des comparatifs croisés MK4S / XL / CORE One. Je reviendrai plus tard pour vous donner les résultats. En attendant, petit aperçu (les deux en PETG noir sur la CORE One).









 1 point
1 point -
C'est marrant car moi j'ai jamais eu de soucis sur les quelques modèle que j'ai imprimer en multi couleur après j'en fait rarement j'aime pas la perte de filament occasionné, mais dans mon car je n'utilise pas la tour de purge je ne touche pas au valeur de purge j'active juste de commencer avec le remplissage si besoin et j'ai pas eu de soucis a aucun moment. Même du 97A je testerais pas sur le CFS perso vue les soucis potentiel en effet seule l'alimentation en direct est vraiment éfficace de ce côté et limite les risque. Par contre sur l'IFS de la AD5X le TPU 95A Eryone et surtout le Giantarm qui parait clairement plus souple passe dans l'IFS sans soucis et cela s'imprime comme un charme. Bien la SAV est surtout assuré par Creality comme pour la pluspart de marque d'imprimante les revendeurs offre parfois pas de support parfois un support mais avec des limite, pour la livraison cela dépend un peu du transporteur qui prendra en charge le colis en france on a intérêt evite DPD par exemple Sinon je te dirais que potentiellement 3DJake peu être un choix car il aura au moins un service minimum en terme de SAV et si la machine a de trop gros soucis au déballage ils sont souvent moins chiant pour reprendre la machine. Après y en a d'autre possiblement evite Atome 3D par contre si si le franchisé est a côte de chez toi et assez sérieux.1 point
-
même après avoir redémarré ta machine ? Si c'est MobaXterm qui pose problème fait un test avec Putty0 points
-
Bonjour à tous et à toutes, J'ai bien reçu les pièces et j'ai monté hier les 4 sensor Piezoelectric et le main module mais le problème persiste Je viens de passer un mail au sav de Qidi... Il me reste le gaz ou la prière là...0 points