Classement




Contenu populaire
Contenu avec la plus haute réputation dans 15/04/2025 Dans tous les contenus
-
Bonjour, Je viens de découvrir sur la chaine YouTube ci-dessous, comment générer un STL à partir de 4 photos et d'une IA. C'est surprenant A+2 points
-
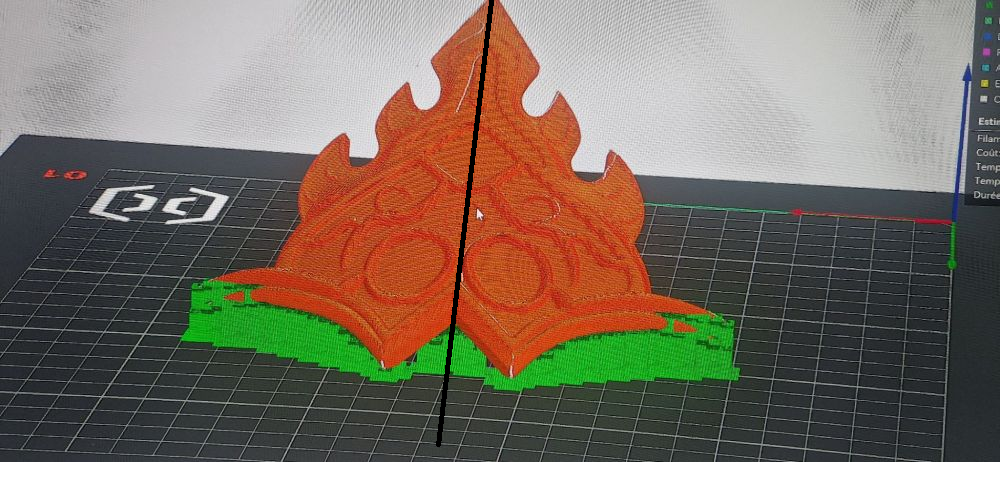
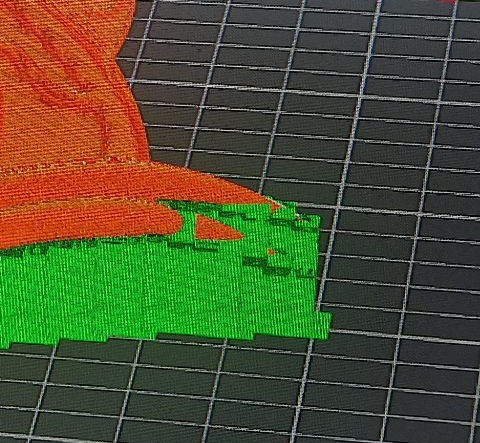
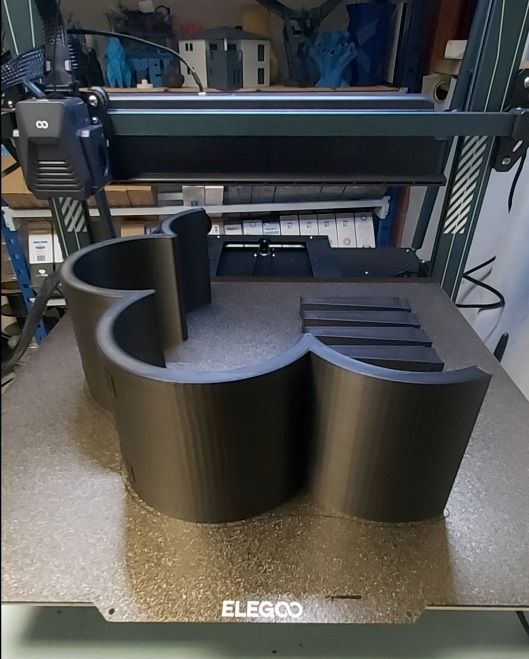
@Tamerofdragons Hello! Sinon, tu peux aussi coupé ta pièce dans la longueur (voir photo) comme cela, tu te retrouve avec deux parties plate (découpe) a déposer sur le plateau. Il ne te reste plus qu'a coller les deux pièces une fois terminé. Un petit coup de ponçage et de peinture et on ne verra plus rien.
 2 points
2 points -
2 points
-
Oui car comme tu es sur une pente à 45°, chaque couche déborde juste un peu de la précédente, donc elle a quand même de quoi être déposée, donc pas besoin de supports. Les supports ne sont nécessaires que pour démarrer, pour les parties qui ne reposent sur rien.2 points
-
Je ne savais pas que Jean-Claude Van Damme fréquentait le forum2 points
-
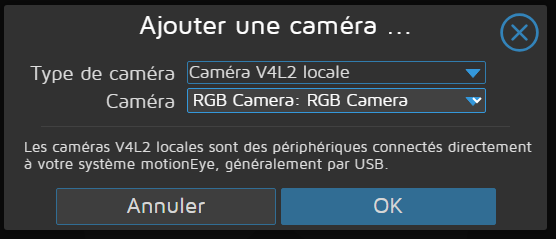
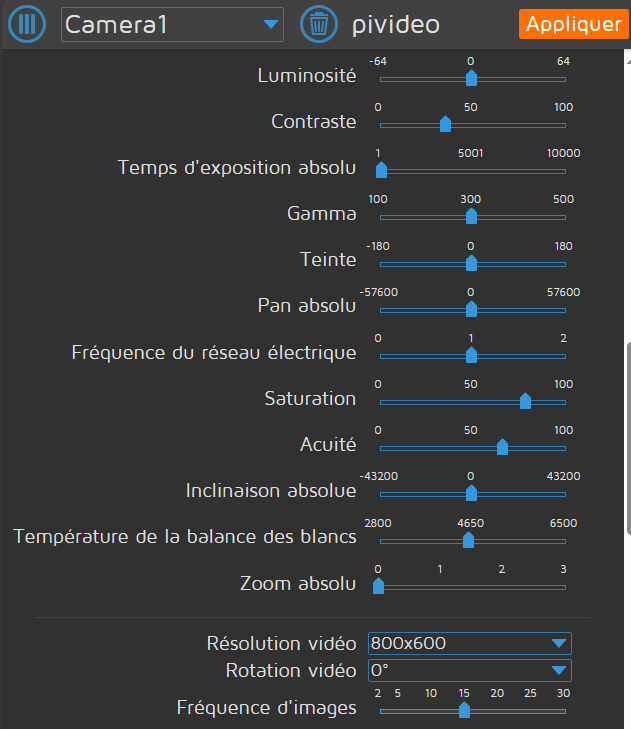
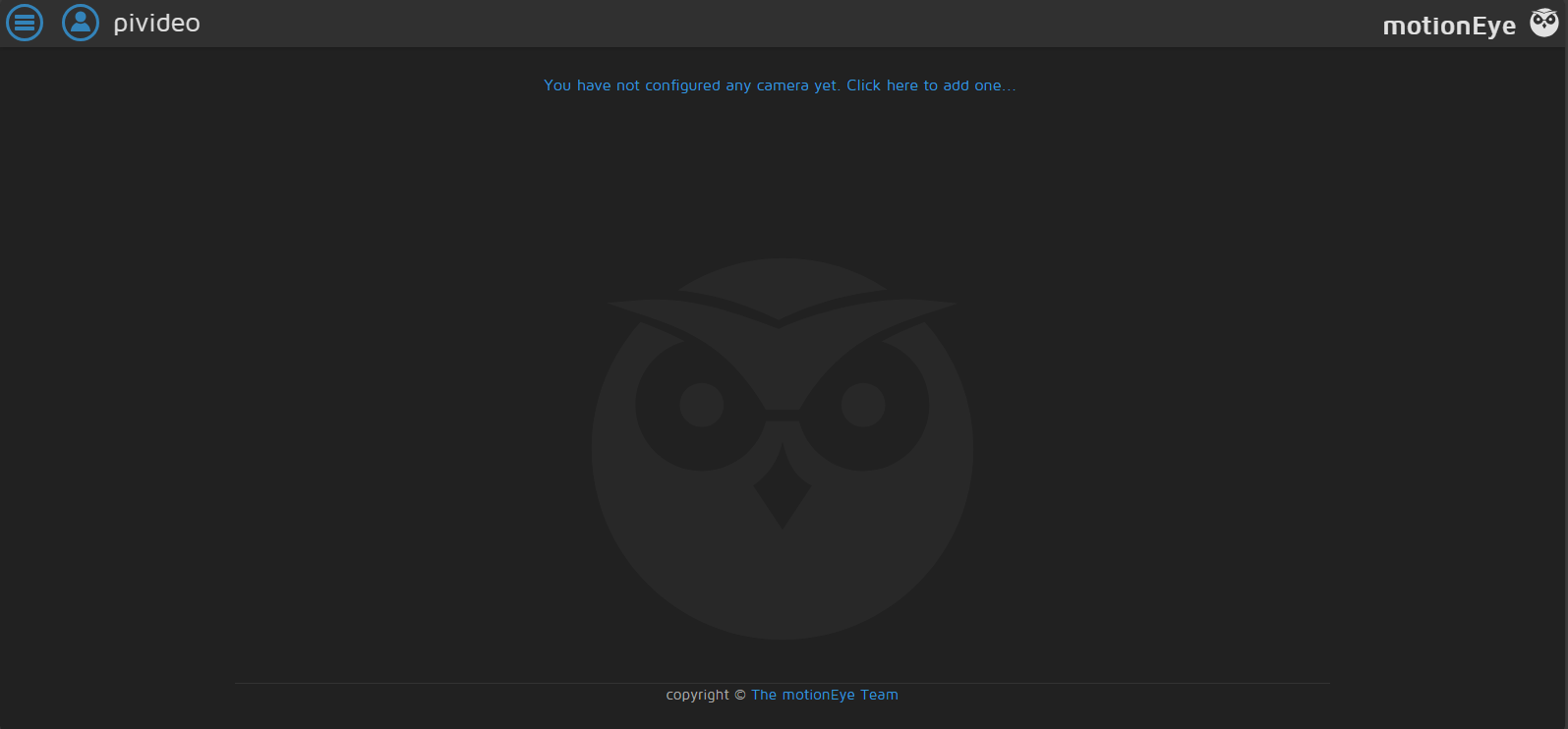
MotionEye Dans votre navigateur vous allez entrer cette adresse mon_adresse_IP:8765 il est bien entendu que vous allez mettre votre adresse IP à la place de mon_adresse_IP Vous allez arriver à l'interface de MotionEye, le login est : admin et pas de mot de passe Cliquez sur l'icone tout en haut à gauche avec les 3 traits, changez la langue de l'interface, enregistrez, ensuite cliquez sur "Vous n'avez pas encore configuré de caméra. Cliquez ici pour en ajouter une ..." Configurez la camera comme sur cette photo (pour peu que votre camera soit connecté en USB) après avoir fait Ok vous allez découvrir les nombreux réglages de MotionEye, vous pouvez changer entre autre la résolution de la camera et la fréquence d'image Vous pouvez accéder à la vidéo sans passer par l'interface avec mon_adresse_IP:9081 Voilà je vous laisse découvrir toutes les fonctions... Si vous avez des questions n'hésitez pas, par contre je n'ai aucun mérite, pour faire ce petit tuto je me suis inspiré de liens que j'ai trouvé sur le net https://raspberrytips.fr/installer-motioneye-sur-raspberry-pi/ https://github.com/motioneye-project/motioneye/issues/1022 https://github.com/motioneye-project/motioneye Au passage un petit merci à @fran6p qui m'a il y a un moment aidé dans mes premiers bidouillages sous Linux, comme on dit il m'a mis le pied à l'étrier Une dernière chose, dans l'état l'accès à MotionEye est juste sur un réseau local, si vous avez une idée pour l'ouvrir de l'extérieur, je suis tout ouïe car je n'ai pas encore potassé ça
 1 point
1 point -
Probablement une histoire de contraste auto en début de print pour l'ai. Pas sur que ça marche sur la p1s1 point
-
Très sympa avec le support, ça fait super propre1 point
-
si tu veux imprimer un engrenage avec une A1, il te faudra le filament qui va bien, comme ce PETG par exemple https://www.3djake.fr/spectrum/pet-g-ptfe-noir-signalisation ... ou bien, tu prends une P1S, et les imprimes en PA, comme la plupart des imprimeurs1 point
-
Désolé de ne pas être aussi «cultivé» que certains. La seule chose que je connaisse à la culture (hormis celle du pôte âgé), c'est qu'habituellement moins, on en a et plus, on l'étale .1 point
-
Faudrait déjà qu'il arrive à franchir les 5 premiers mètres de mon jardin en restant en vie....1 point
-
moi, j'attends de voir les modèles. D'expérience, l'impression du TPU à des shore inférieurs à 95A est compliquée (il faut alimenter par au dessus de la tête et minimiser les frictions sur le trajet du filament. Quand au 95A, il peut faire l'affaire en minimisant le nombre de murs et avec un remplissage très faible, mais au détriment de la solidité... Donc, à voir...1 point
-
Je ne vois pas en quoi il faudrait sortir le portefeuille à chaque fois, ni plus ni moins que chez tous les fabricants. Le logiciel est gratuit (on peut même utiliser d'autres logiciels), les filaments peuvent être achetés chez tous les fournisseurs et optimisés sur la machine et ils ont en stock toutes les pièces détachées à des prix très raisonnables (ce qui est loin d'être le cas de bon nombres de fabricants). Ceci dit, je n'ai aucun avantage perso chez eux et tu peux acheter la bécane qui te plait ou tu veux, le but est de te faire plaisir avec ta future acquisition.1 point
-
Je ne connaissais que cette partie. Et la Roumanie c'est récent du type #Metoo
 1 point
1 point -
Ca a plus de 10 ans et je ne m'en lasse pas1 point
-
C'est çà ! Casse ma joie !1 point
-
Je n'ai pas tout compris il doit me manquer des références !! Récent Roumanie ? et autrement les gâteaux napolitains !!1 point
-
D'accord avec @Titouvol. De cette manière les support ne laisseront pas de trace sur l'avant (la partie visible) de la pièce. Juste voir s'il est possible d'enlever quelques supports sur les cotés A+ JC
 1 point
1 point -
pour l'instant, aucun modèle n'est publié... Mais il est fort probable que côté pneus, ce soit du TPU, parce que c'est le minima pour adhérer...1 point
-
J'ai un copain a qui le revendeur (français) a tenté de sortir cet argument (sur une K1C) : un courrier bien senti a déclenché un "geste commercial" et le remplacement. On était à 9/10 mois d'utilisation.1 point
-
Il te reste à trouver le pseudo sous lequel il se cache1 point
-
MP envoyé1 point
-
Oui sauf que l'extrudeur est considéré comme un consommable. alors je ne sais pas ce que ça donne légalement en Europe.1 point
-
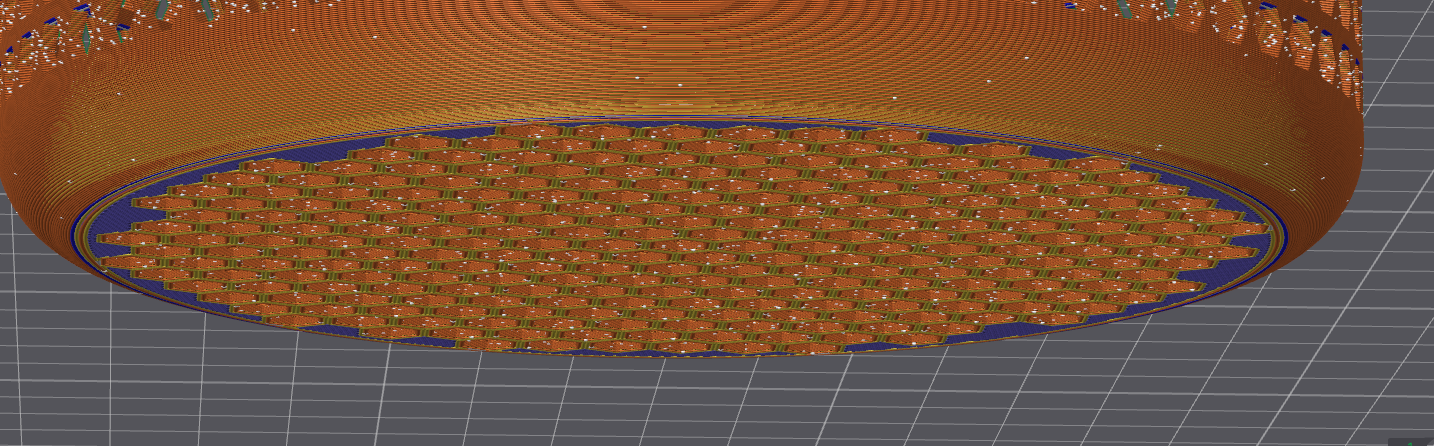
La j'ai rien changée au profil du créateur sauf les couches adaptatives et ça imprime en dernier la seule couche en surplomb donc ça devrait passer sans problème1 point
-
Pour moi ça passe sans support même avec le petg, les supports ne t'apporteront pas plus d'adhésion d'ailleurs quant tu dit ça ne colle pas, c'est sur le plateau ou entre les couches elles même ? Si c'est sur le plateau diminue la vitesse de la première couche, si c'est entre les couches entre elles augmente la température de la buse. Utilise les couches adaptative pour les premières couches cela évitera la partie en surplomb de la partie extérieur.
 1 point
1 point -
On peut toujours, certains le font mais pour ma part je n'aime pas trop cette solution car l'électronique est aussi à la chaleur et n'est pas refroidie correctement1 point
-
Oui tu as entièrement raison. Les deux sont très nocifs sur le long terme. Mais ce que je voulais dire c'est qu'il ne faut pas penser en terme d'évacuation des émanations toxiques que sur la machine en elle même mais plutôt sur l'ensemble de la pièce. A moins de faire un gros caisson fermé mais ça devient vite compliqué. (je viens de voir que tu as fait un topic la dessus, je vais aller voir ça ^^)1 point
-
Ah oui le boulet mdr je prends les chèques lol1 point
-
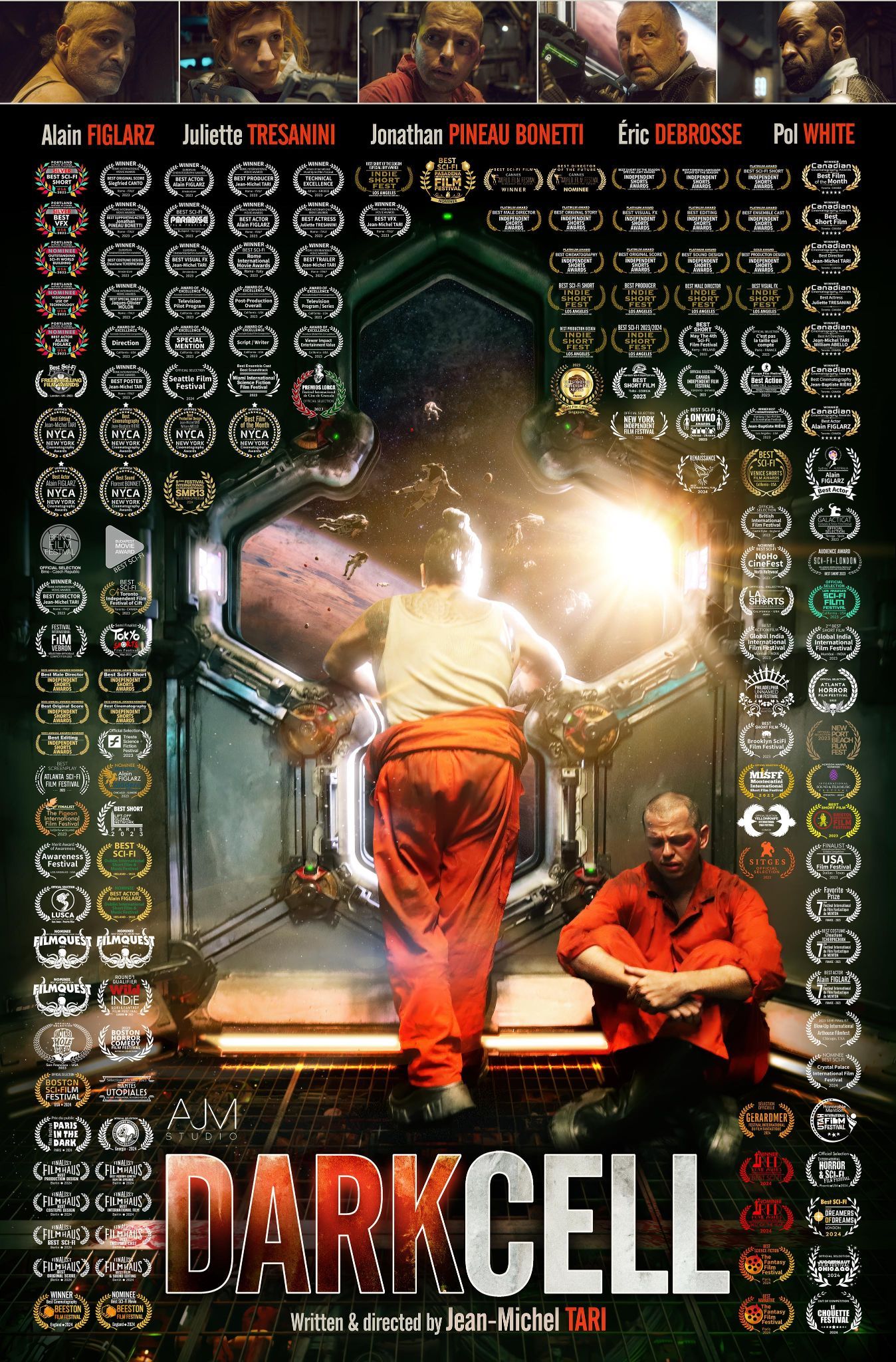
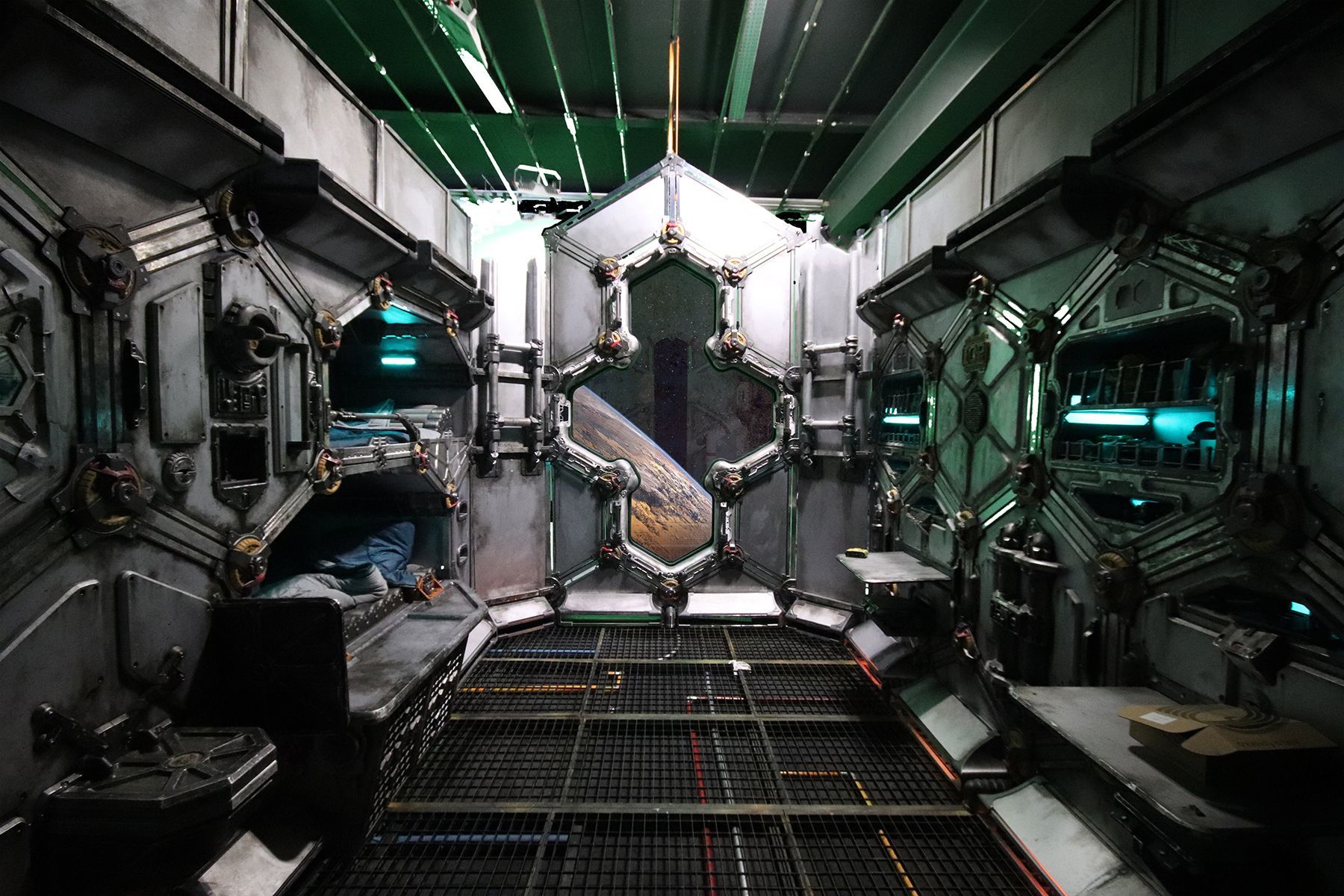
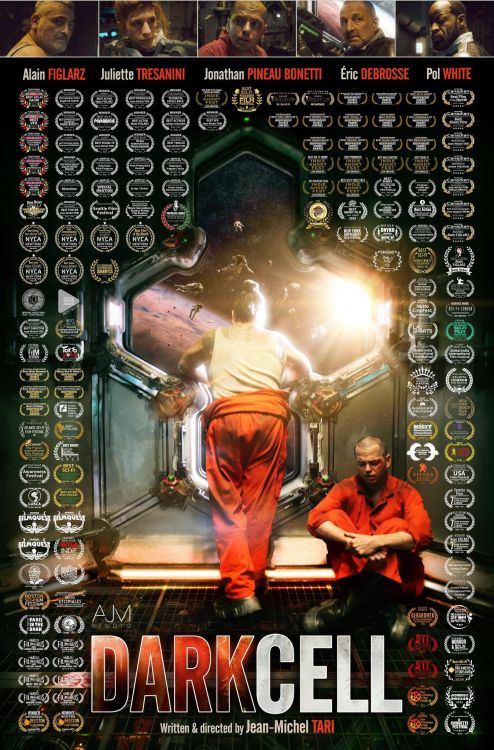
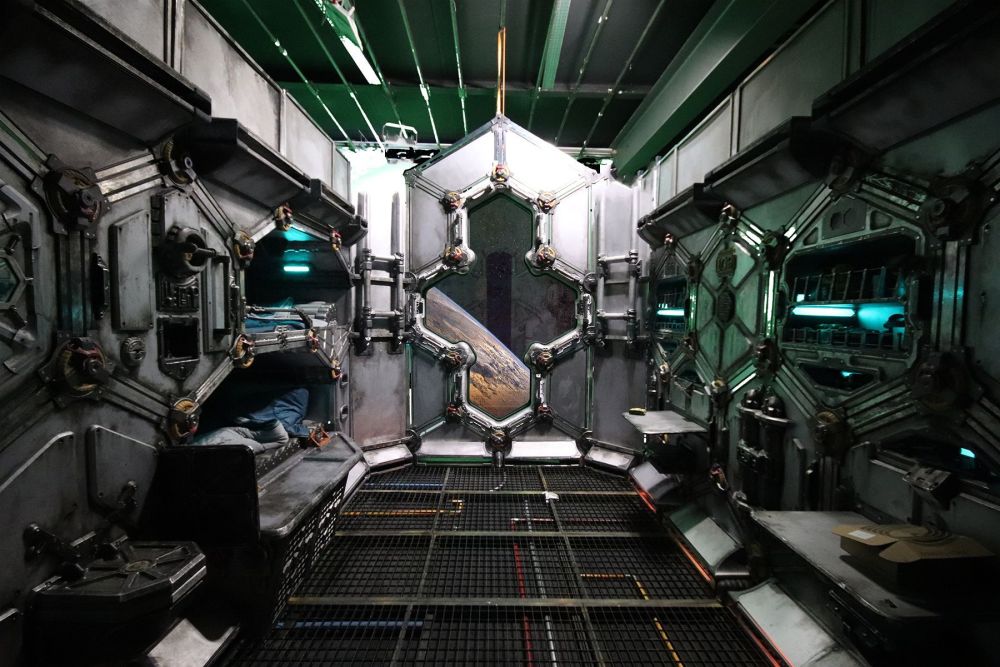
Bonjour, je me présente, Jean-Michel, Je me permet de partager avec vous ma dernière création. Un court métrage de science fiction dont tous les décors et accessoires ont été crée avec des imprimantes 3D. Veuillez trouver ci-dessous le lien du film, en espérant que celui-ci vous plaira. DARK CELL : Le film Si vous avez des questions concernant la genèse de ce projet, n'hésitez pas à me demander. Je me ferais un plaisir d'essayer d'y répondre le plus précisément possible. Bonne soirée à tous et toutes. Jean-Michel
 1 point
1 point -
Du coup tu n'as pas fait le chèque !! même barré.1 point
-
C'est que tu connais pas encore !!! Trêve de plaisanterie, c'est en vrai poil de blaireau ou en synthétique. Il peut être ancien et en vrai poils de blaireau et avec du vrai savon à barbe (avec un coupe-chou normalement ou pas) J'en ai un de mon grand père donc plus d'un millénaire et pour les plus anciens 1 siècle et demi (mais c'est pareil) Mais un blaireau du millénaire précédent c'est plus cher que d'un siècle et des brouettes !!! Il est vrai que pour ceux qui ont essayé le savon à raser en bol, c'est mieux mieux que les bombes à mousse à raser. Pour les rasoirs électriques pas vraiment efficaces. Depuis je porte la barbe c'est plus simple !!!1 point
-
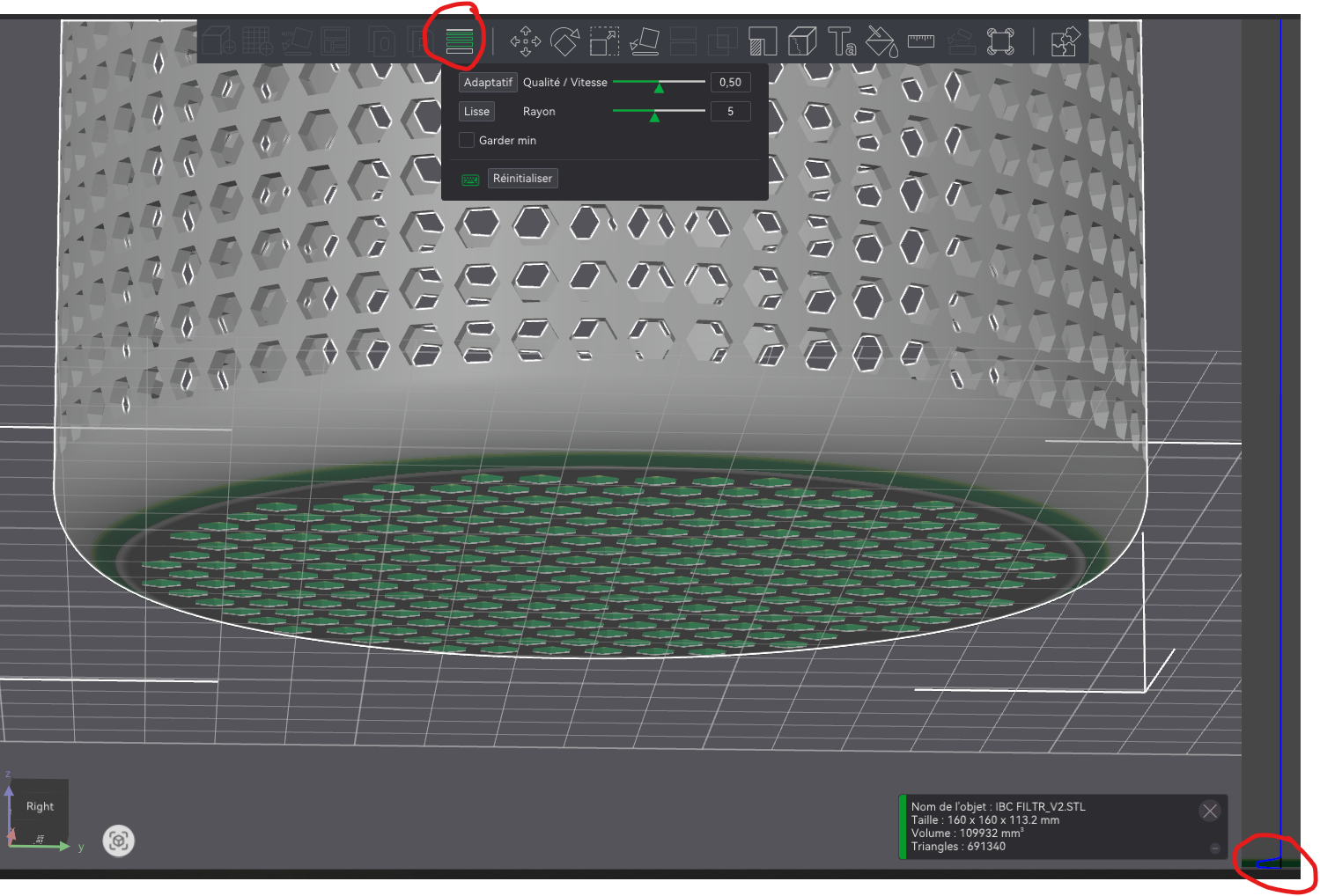
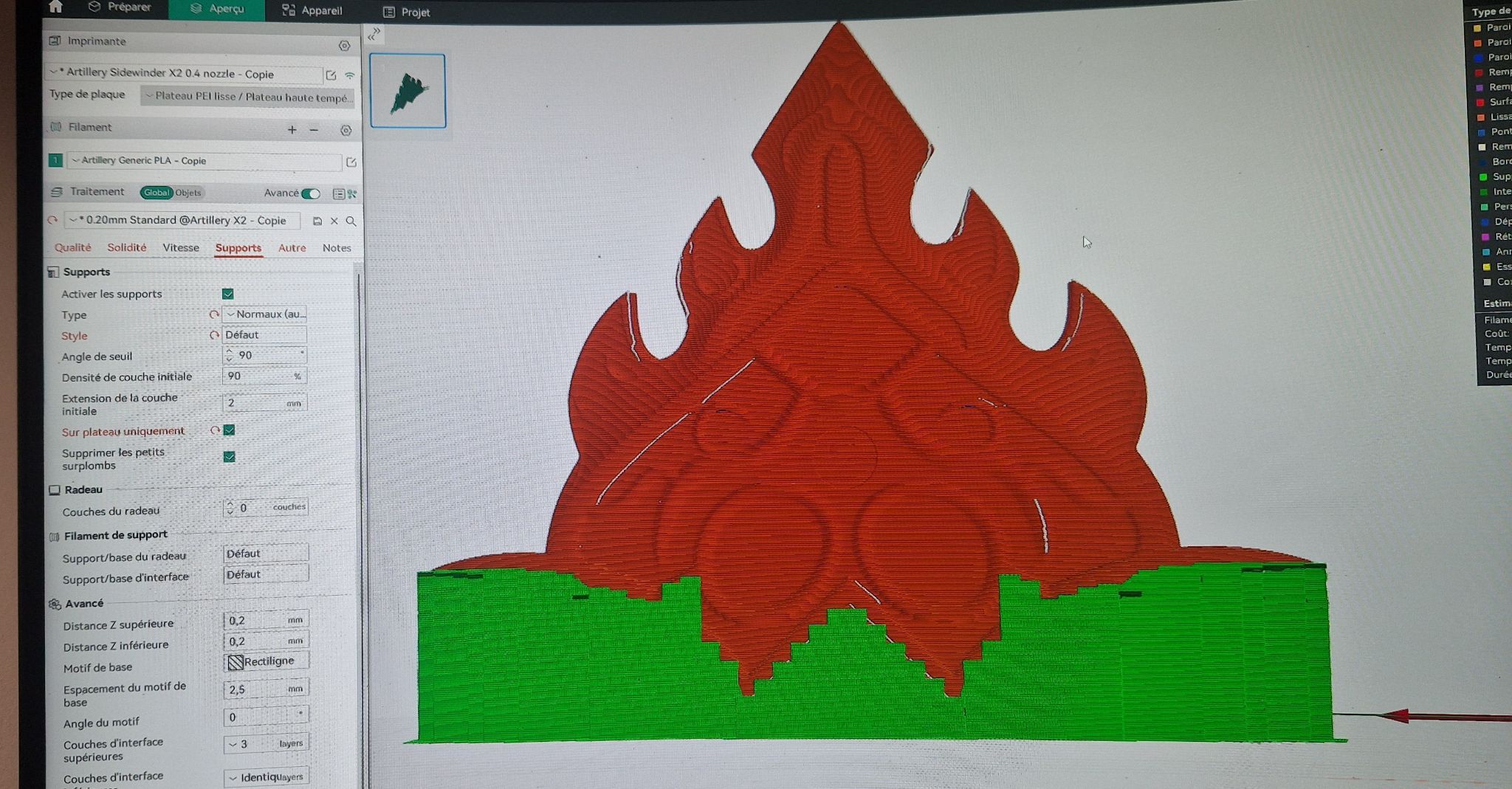
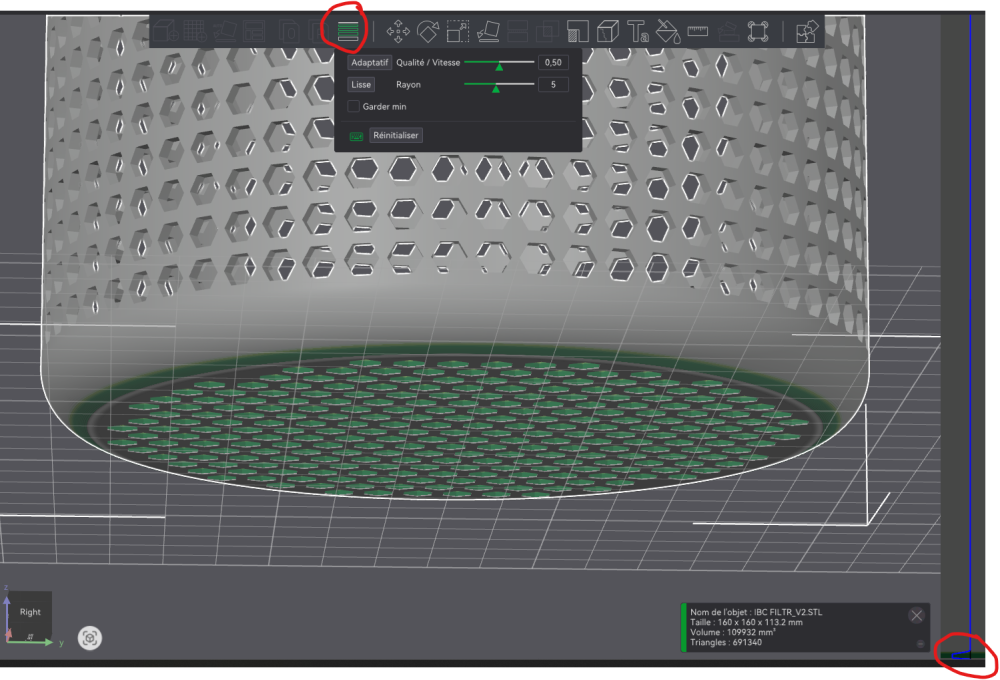
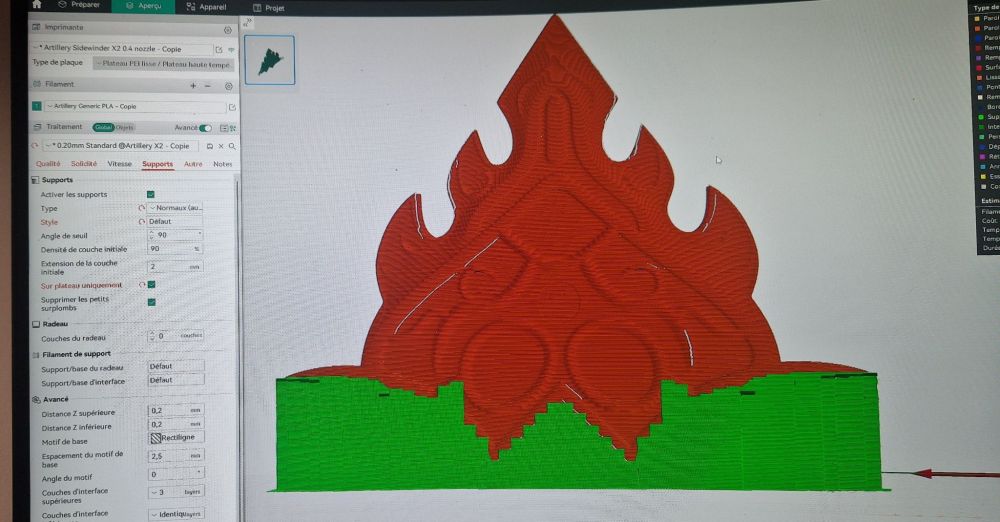
Voilà en mettant sur plateau uniquement
 1 point
1 point -
Ca faisait peut être un moment mais là ça valait le coup de revenir J'ai pas encore tout lu la doc mais avec cet écran, tu arrives à afficher tout ce qu'il y a sur Bambu Handy ? Une modif à envisager peut être en remplacement du téléphone recyclé que j'ai fixé sur ma P1S pour justement afficher Bambu Handy A+ JC1 point
-
Déjà je retournerai le modèle (les deux pointes en bas) et je prendrait des supports normaux plutôt que les arborescents, je pense que cela serait plus "stable".1 point
-
Salut Aujourd'hui au menu les filetages dans Fusion pour l'impression 3D Si vous modélisez une vis et un écrous à partir de la fonction "Thread" de Fusion et que vous l'imprimez directement vous n'arriverez pas à les assembler car il n'y aura pas assez de jeu entre la vis et l’écrou J'utilisais jusqu'à maintenant la méthode décrite dans ce post Et pour mes filetages non standards un fichier .xml qu'il fallait recopier au fin fond du disque dur de son PC (ou mac) à chaque mise à jour de Fusion. Donc au moins une fois par mois J'ai découvert sur le forum de Bambu Lab un post dont l'auteur propose d'utiliser le principe des filetages customs et surtout fournit un fichier .xml qui contient tous les filetages de M5 à M500 compatibles impression 3D Le post est là https://forum.bambulab.com/t/3d-printing-thread-definition-for-fusion-thread-tool/107715 avec toutes les explications (en langage de Shakespeare désolé ) pour utiliser cette fonction Pour l'installation, utiliser l'utilitaire ThreadKeeper https://apps.autodesk.com/FUSION/en/Detail/Index?id=1725038115223093226&appLang=en&os=Win64 qui permet de stocker le fichier .xml sans avoir besoin de le recopier à chaque mise à jour de Fusion J'ai fait un test sur un ensemble vis écrou de M8x25 en suivant les explications. J'ai choisi la classe "loose" pour plus de jeu. Envoyé ça sur ma P1S. Imprimé en PLA en 0,16mm et la vis et l'écrou s'assemblent sans forcer. Je pense que même avec l'option classe "tight", moins de jeu, ça devrait fonctionner sans pb Voilà en moins de 2 minutes pour moi, 2 secondes pour d'autres , j'ai modélisé une vis et un écrou compatibles impression 3D Have fun JC PS: Je laisse les modos, s'ils le jugent utile, d'épingler le post ou de le mettre dans la section des tutos à voir...


 1 point
1 point -
Il est aussi précisé que des améliorations sont à venir sur les parties software/firmware (on peut penser à l'impression avec deux tailles de buses différentes, par exemple), et vu l'évolution de la X1C depuis ses débuts, cela ne serait guère étonnant...1 point
-
Cela peut être facile si je prends mon dentier(que je n’ai pas) et je le brosse au dessus du lavabo1 point
-
1 point
-
Impression sur Neptune 4 max
 1 point
1 point -
Curieux de connaître les cas d'utilisation de ce type d'imprimante, à part imprimer une paire de semelle en même temps A+ JC1 point
-
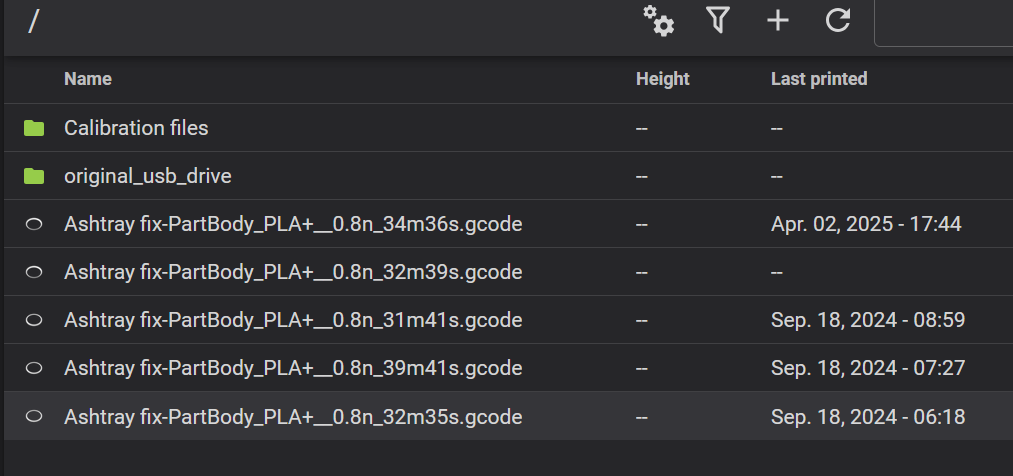
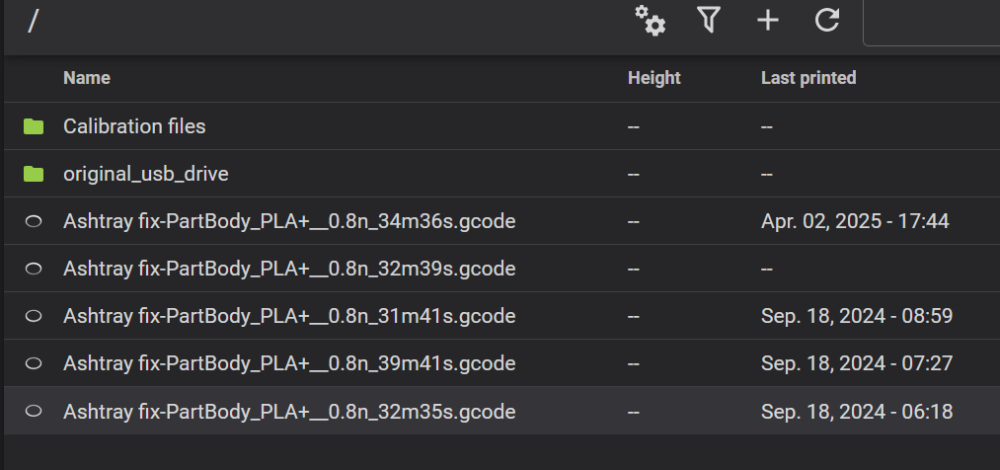
Quick trick J'ai remarqué que l'interface mailsail de l'imprimante me donnait une date fausse sur la liste des fichiers. On le voit sur les 3 derniers de la liste En fouillant en SSH, j'ai remarqué que le srvice NTP se sert d'une interface "eth0", qui n'existe pas à ma connaissance sur l'imprimante, au lieu de wlan0 Donc si ça vous arrive, en SSH sur l'imprimante, faire un coup de sudo -i rentrer le mot de passe. Par défaut, c'est "makerbase" Puis echo "interface listen wlan0" >> /etc/ntp.conf echo "interface ignore eth0" >> /etc/ntp.conf /etc/init.d/ntp restart Et hop, l'OS de l'imprimante ira se synchroniser sur le pool NTP par défaut (debian) On le voit sur le fichier du haut dans le screenshot, qui affiche bien la bonne date & heure.
 1 point
1 point -
2eme buse HS0 points
-
Oups dans ton texte une X1-C et un AMS pour 115 € c'est donné, tu as oublié d'effacer une ligne !!0 points





.thumb.jpeg.3e1fa1416e9fb29c30ae0a7b98639f19.jpeg)