Classement



Contenu populaire
Contenu avec la plus haute réputation dans 12/05/2025 Dans tous les contenus
-
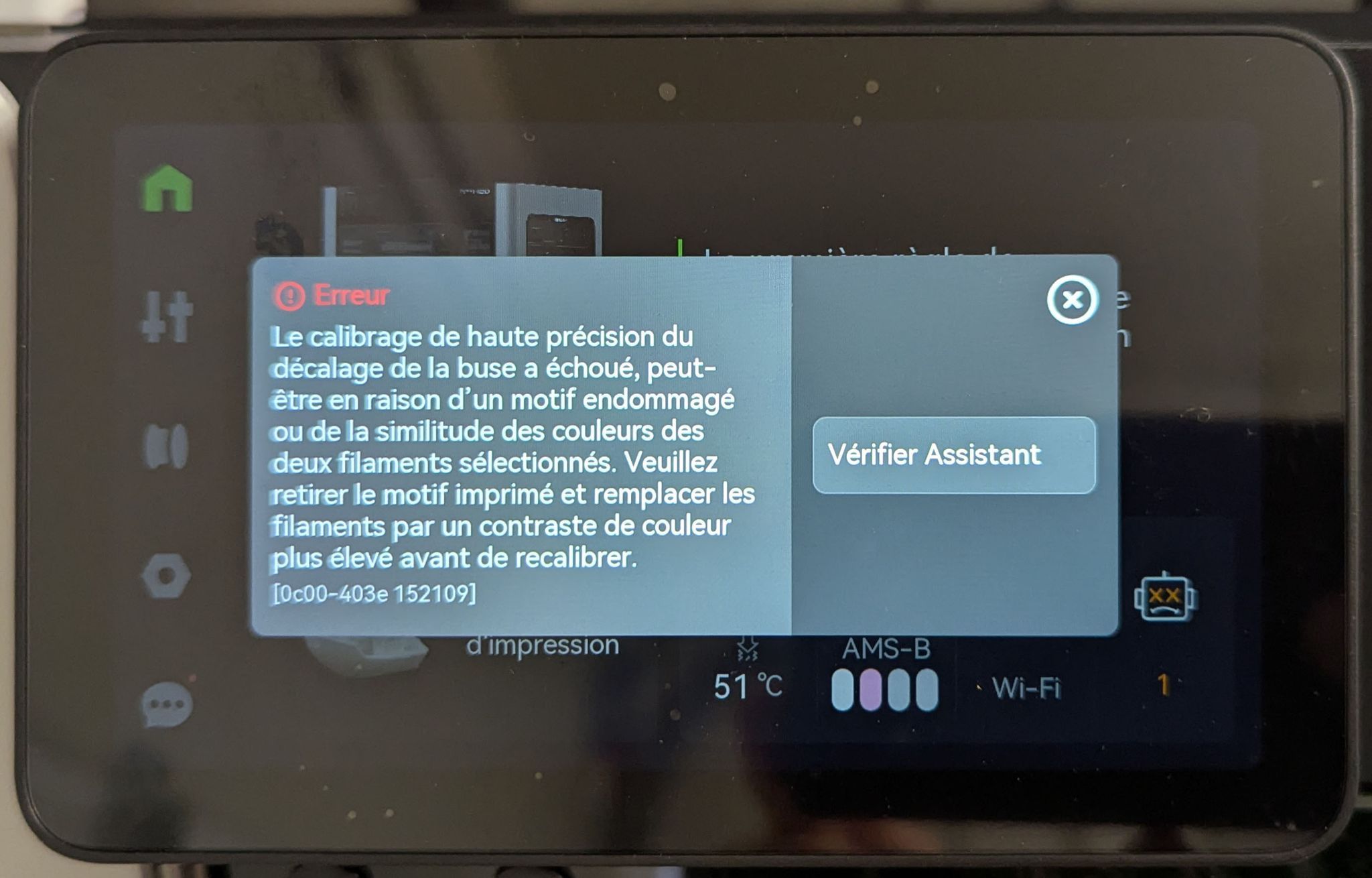
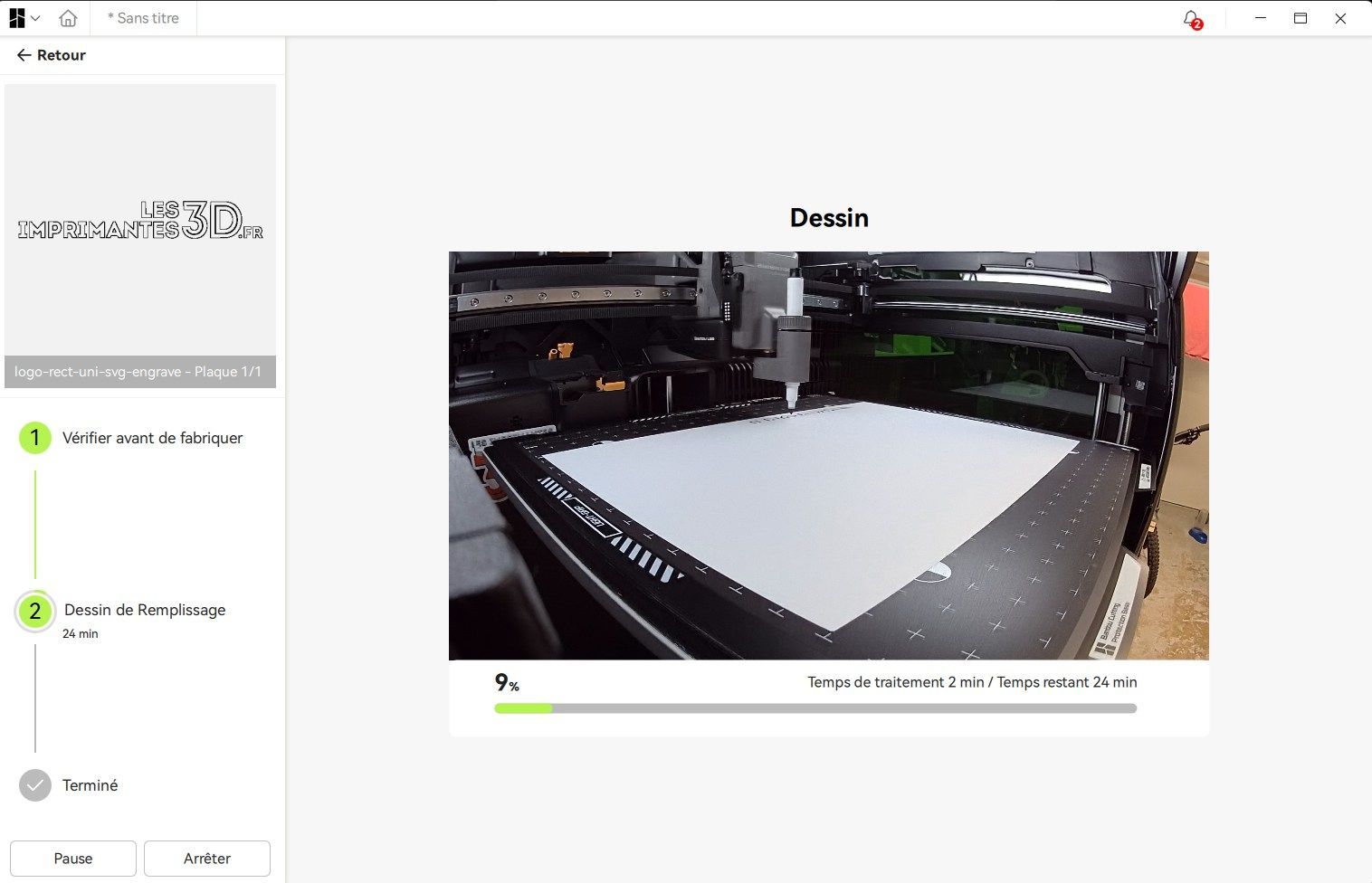
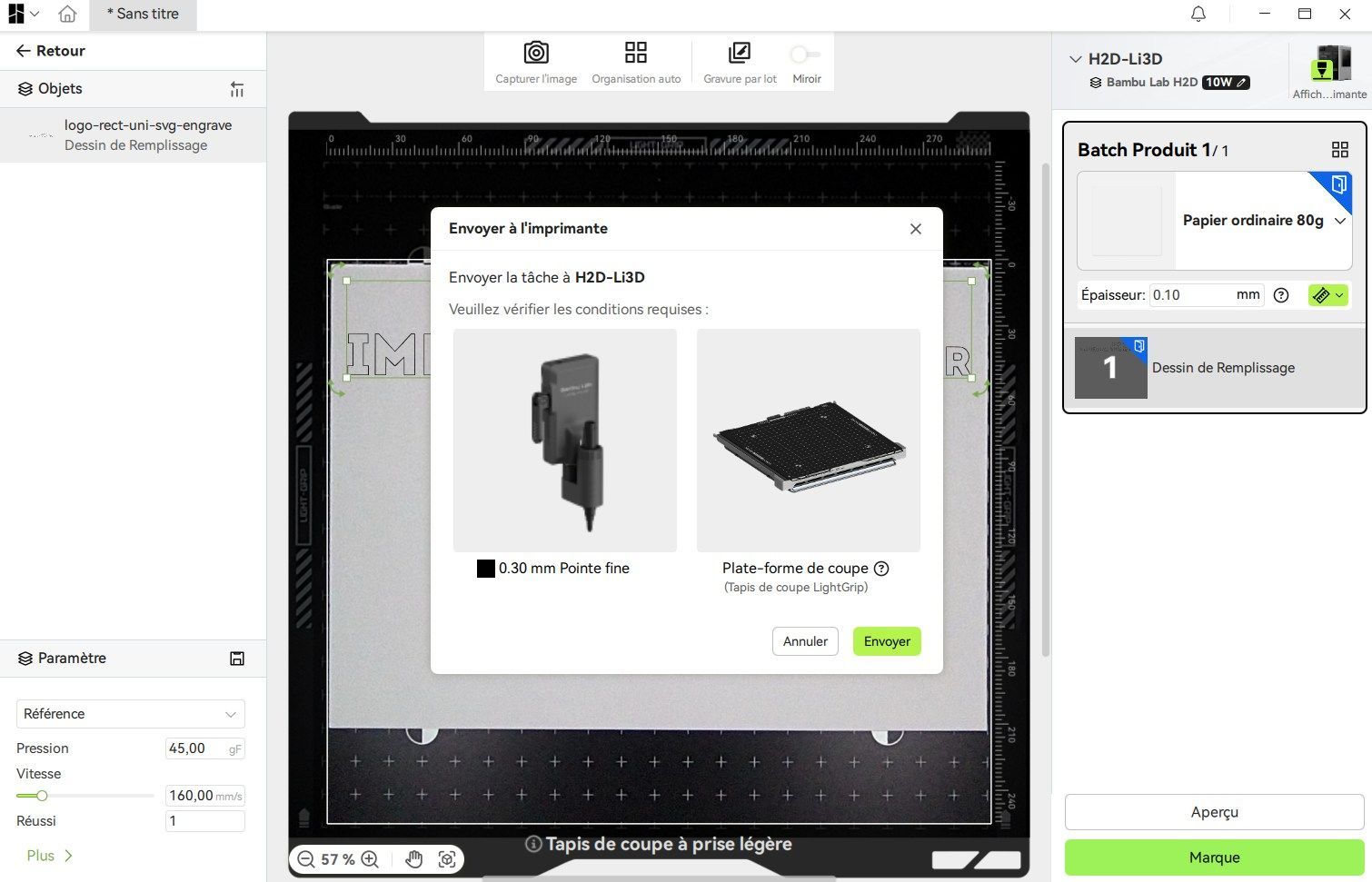
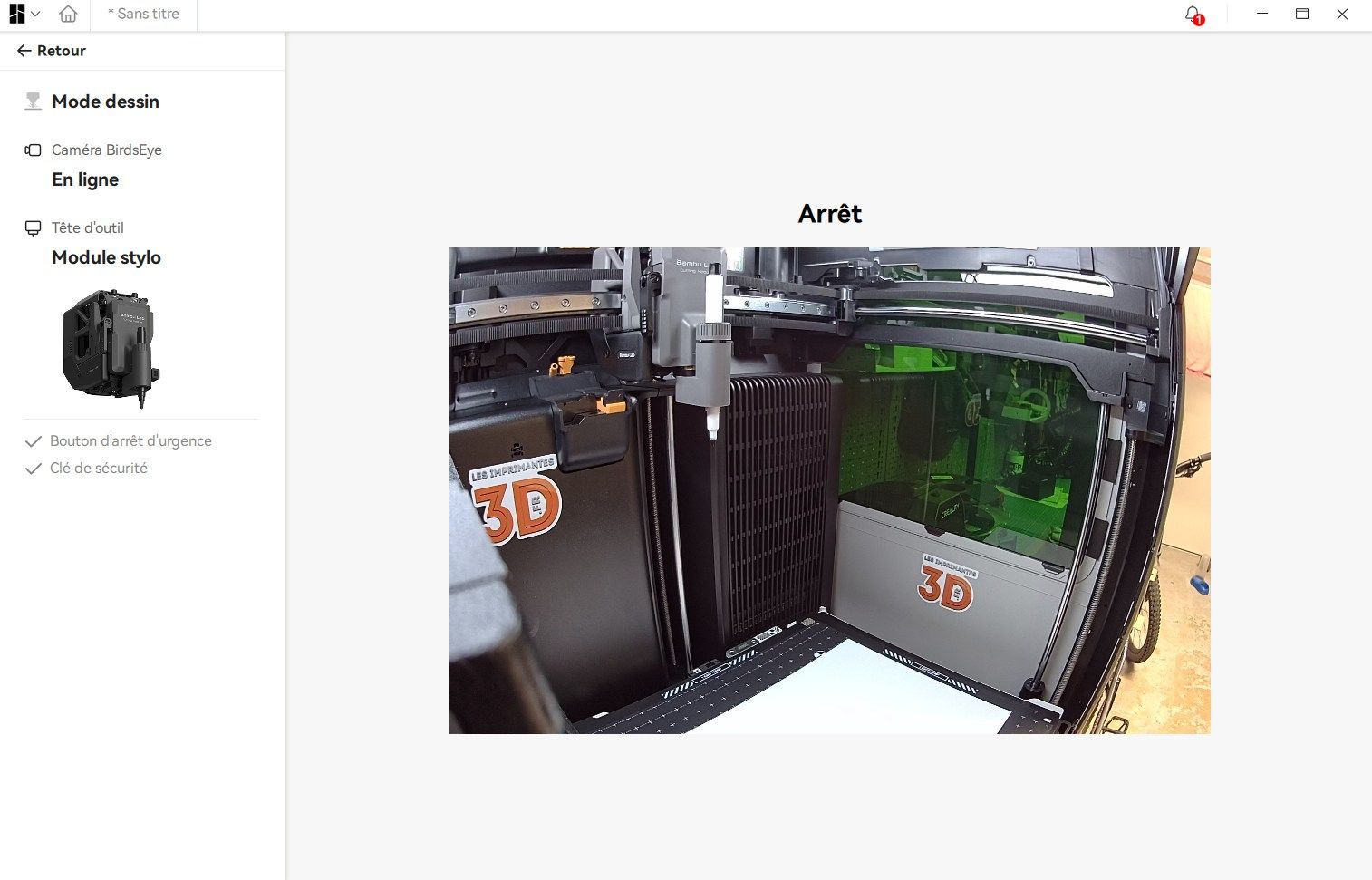
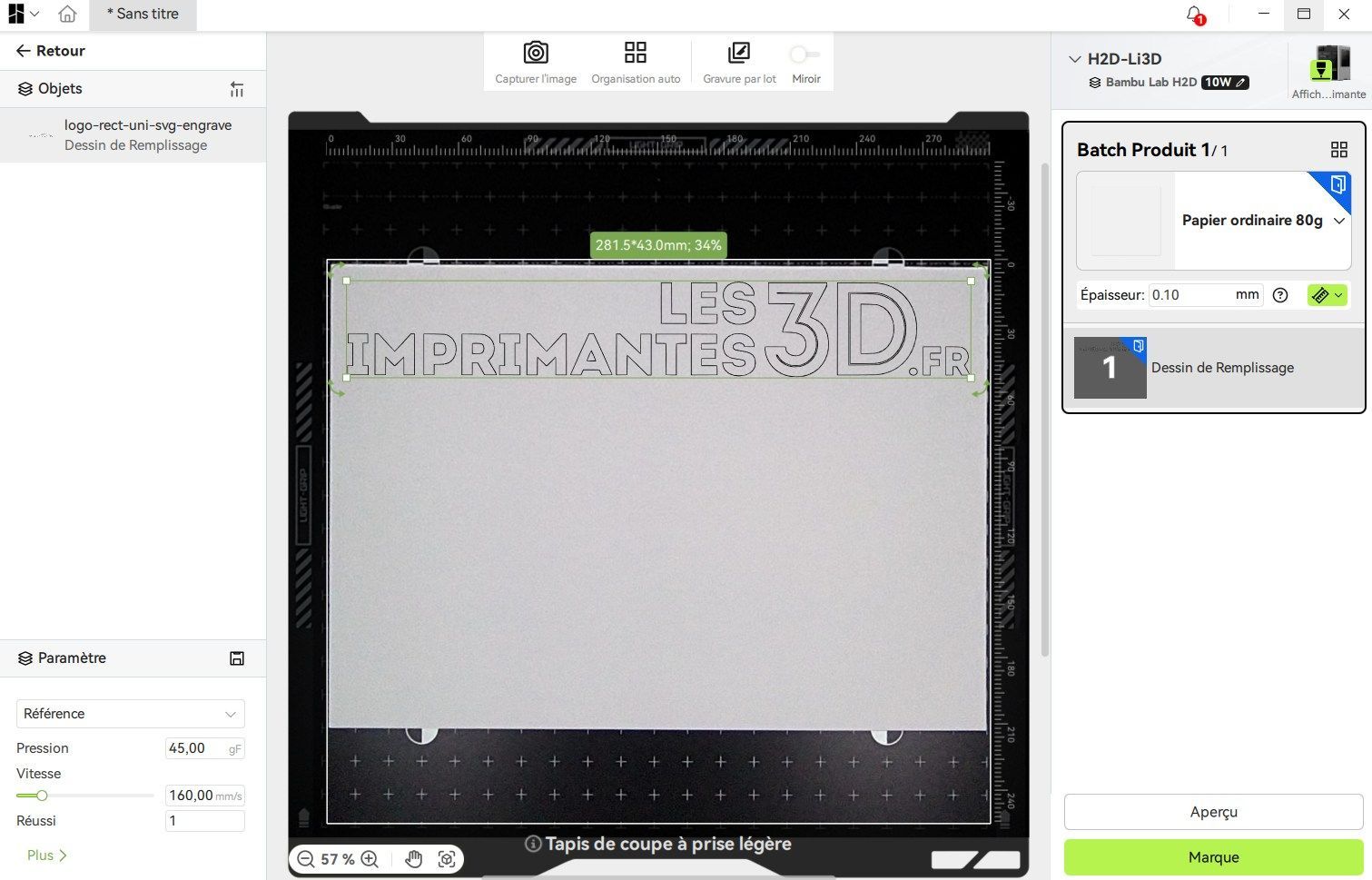
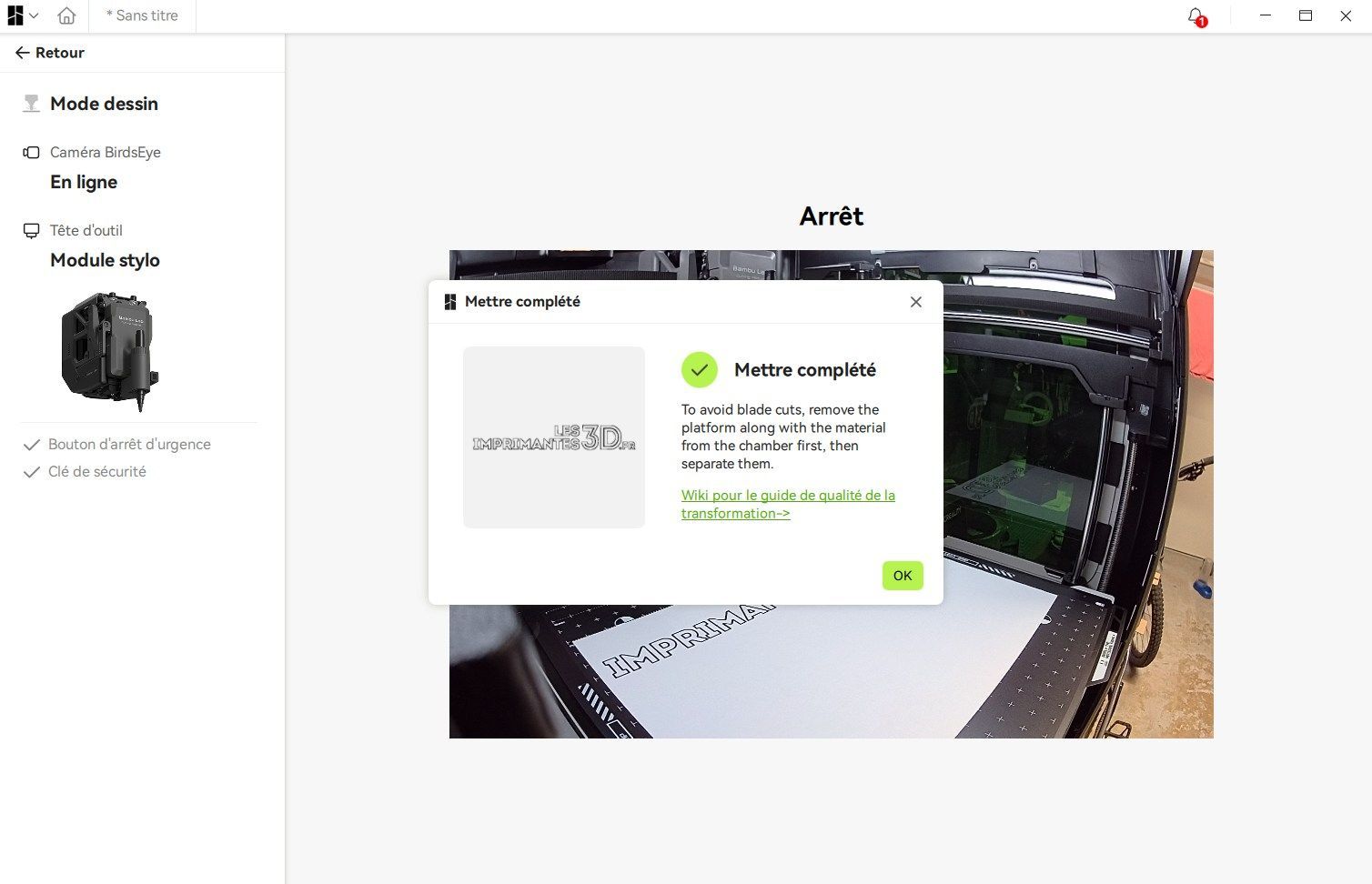
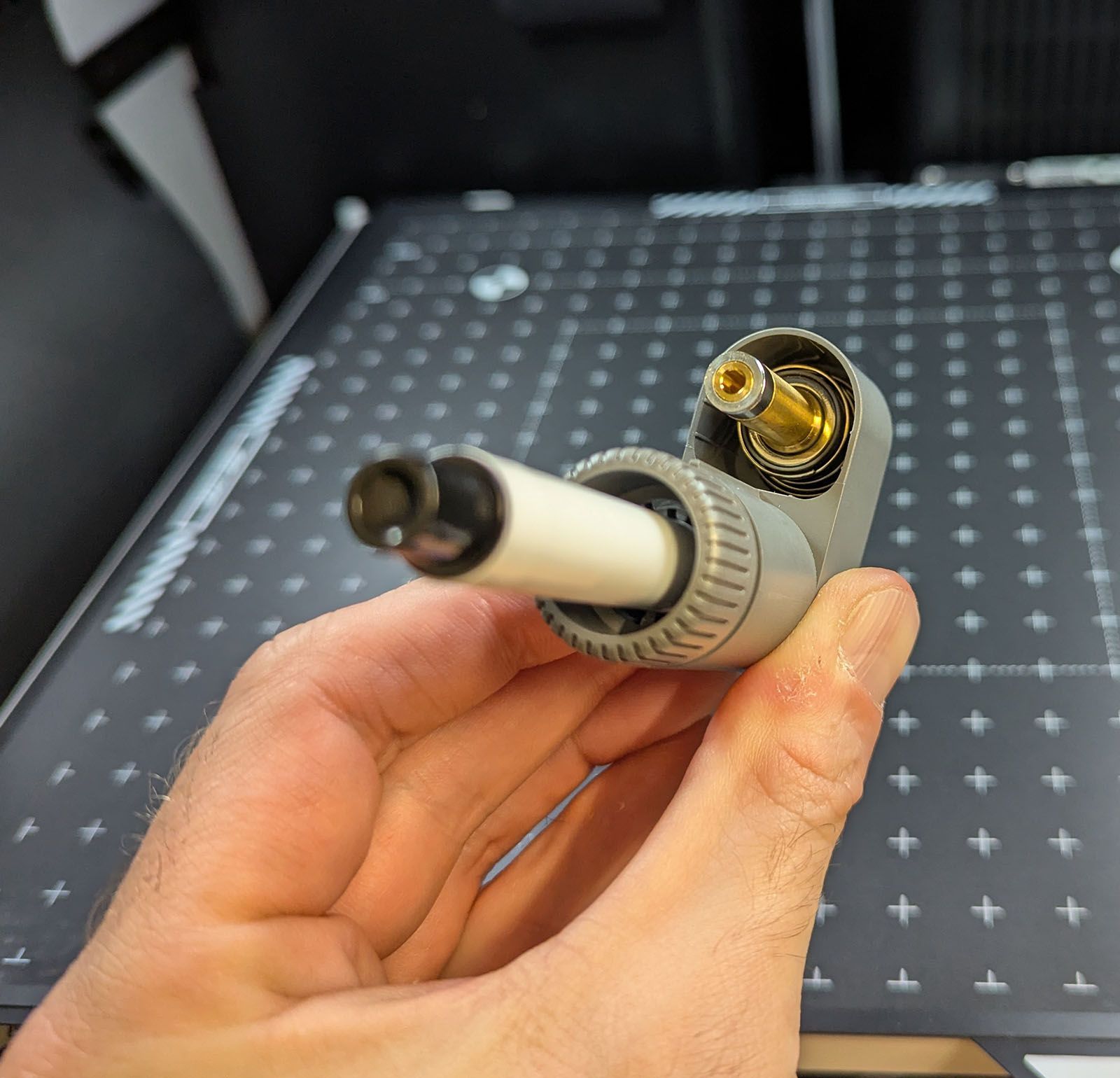
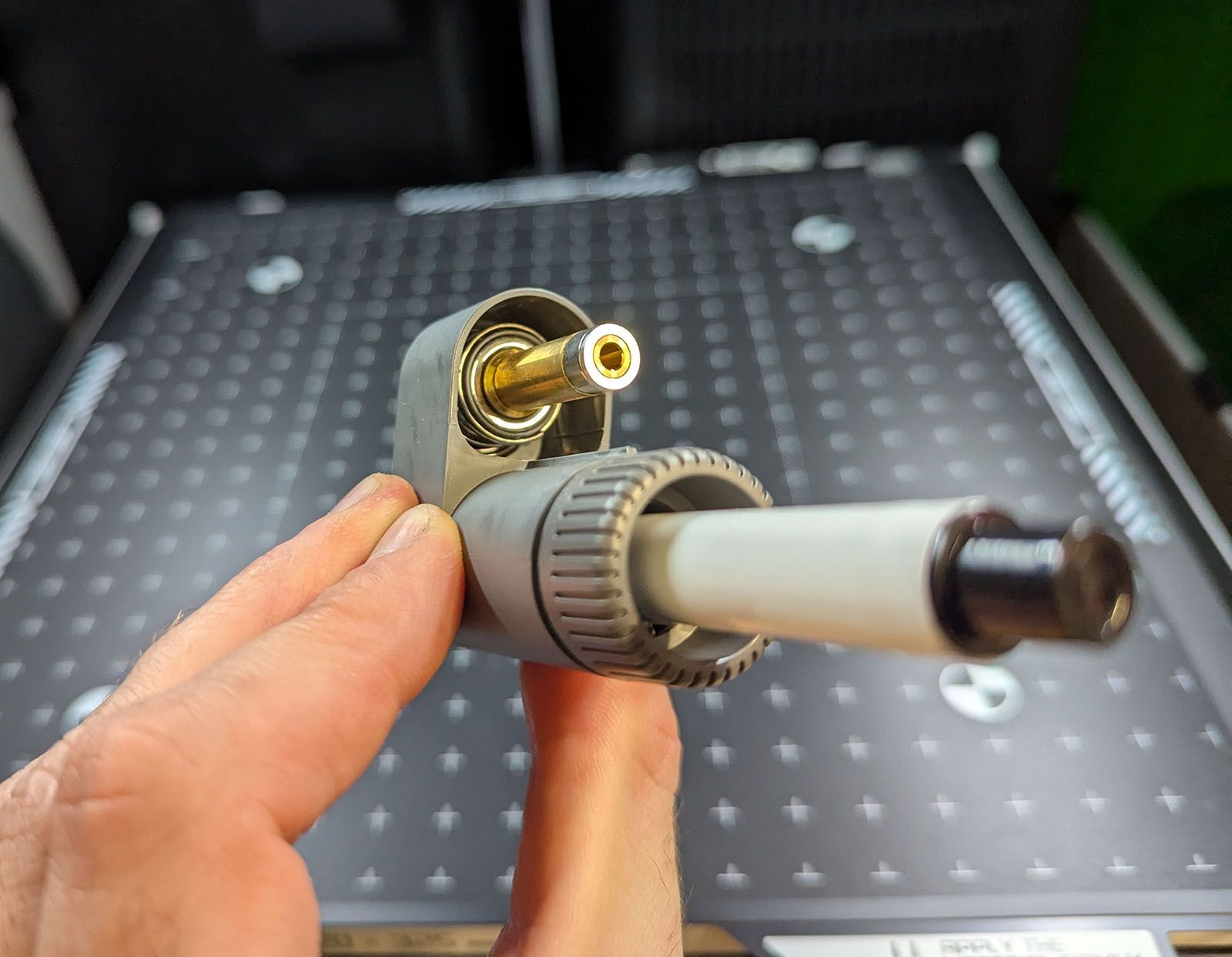
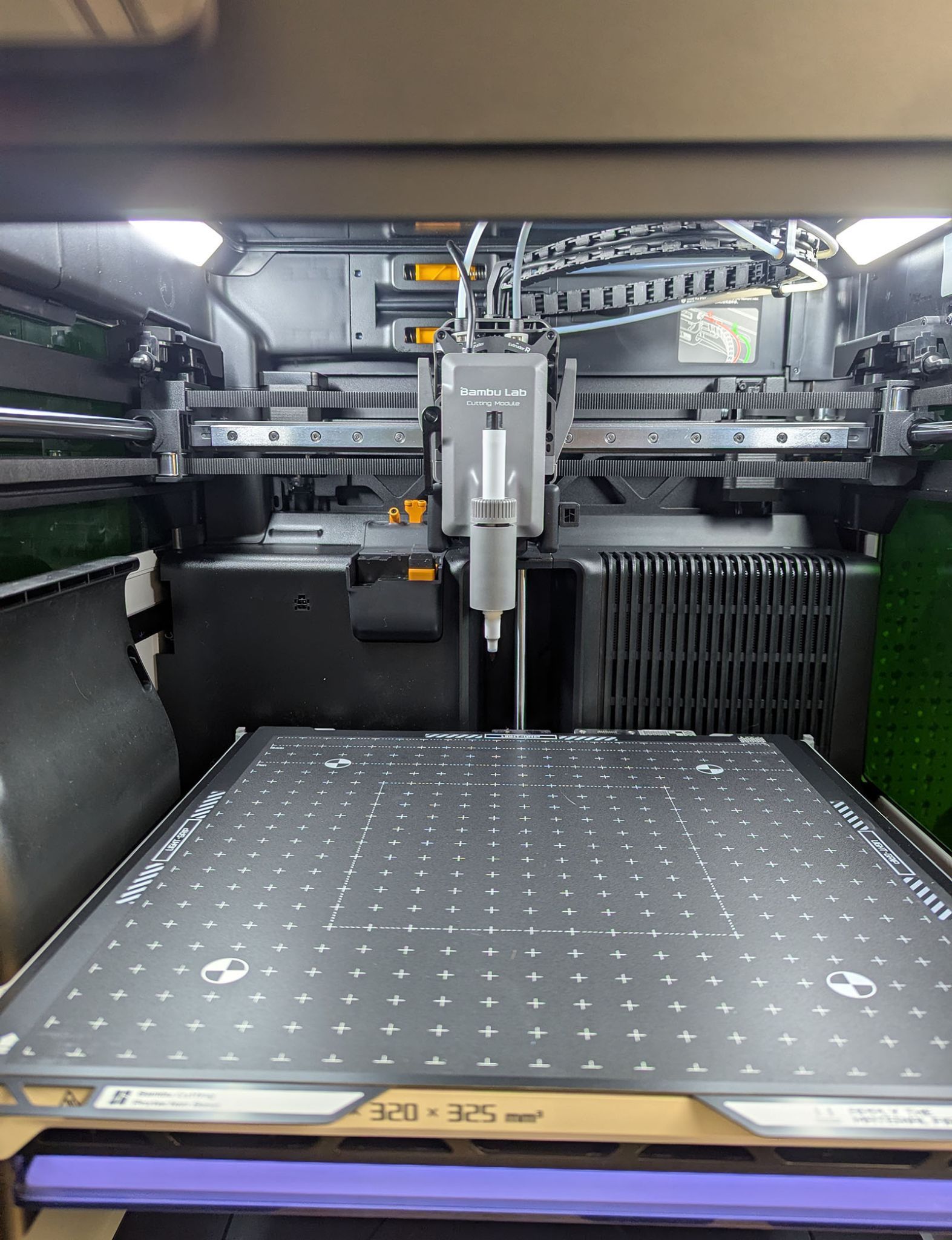
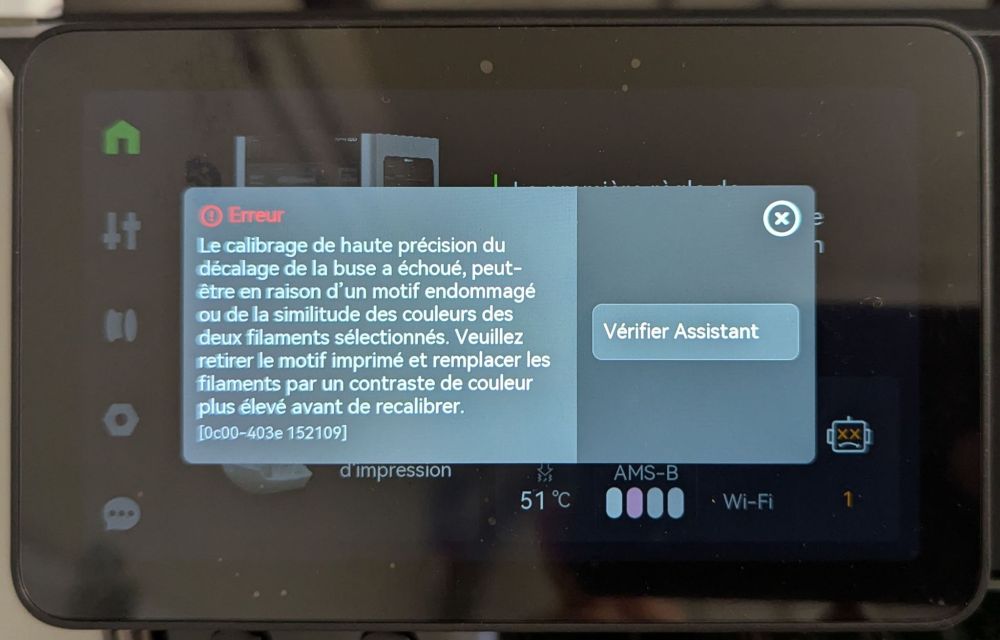
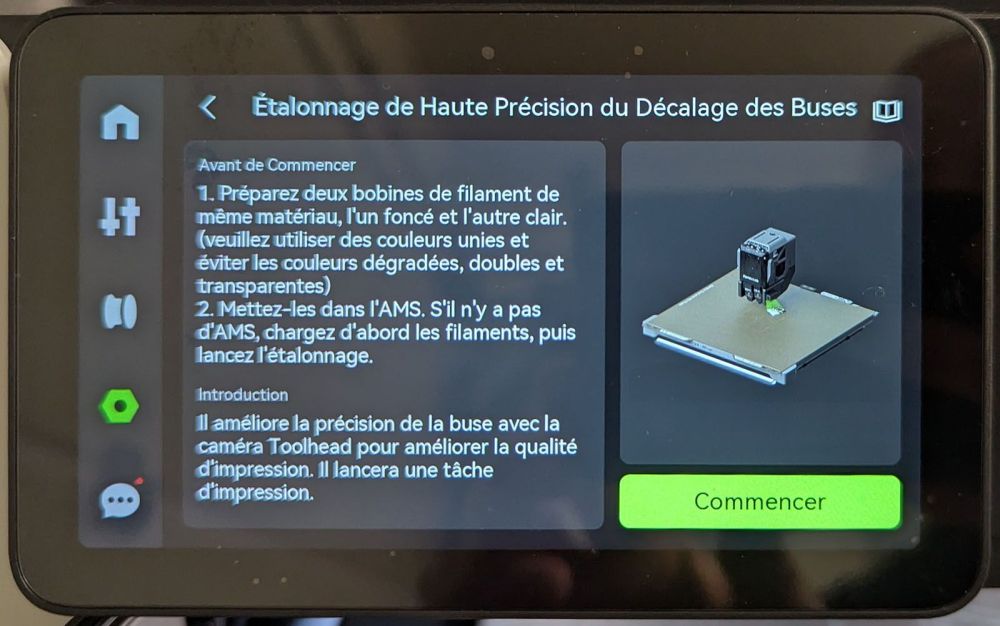
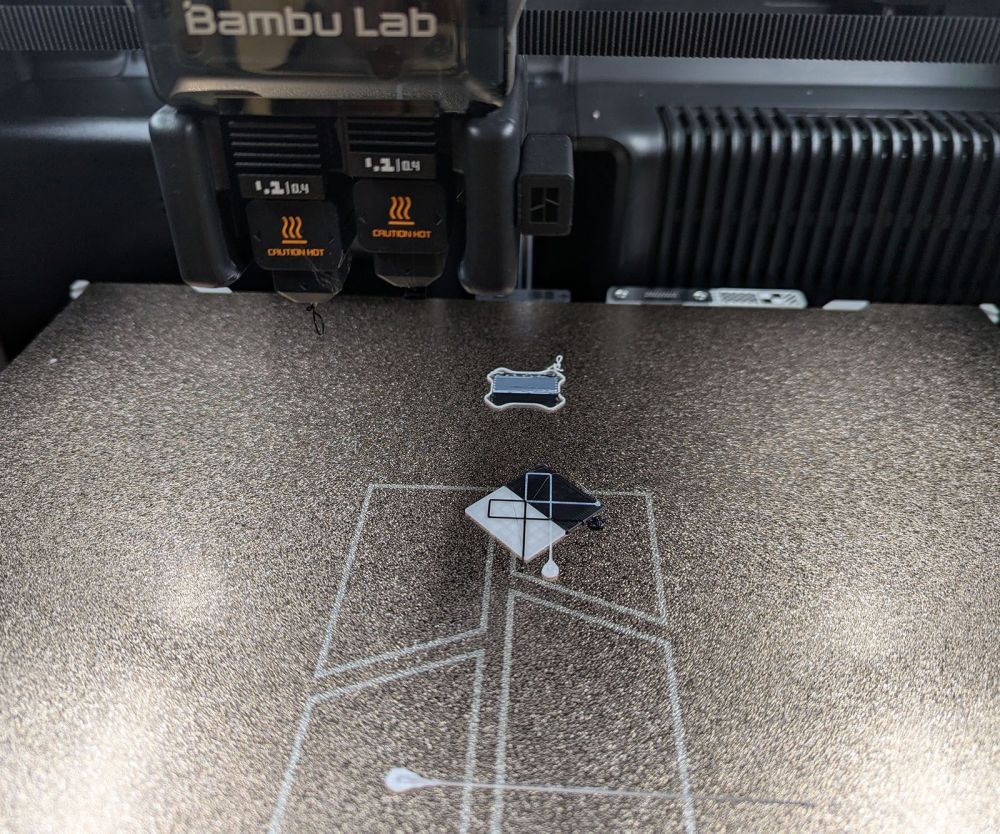
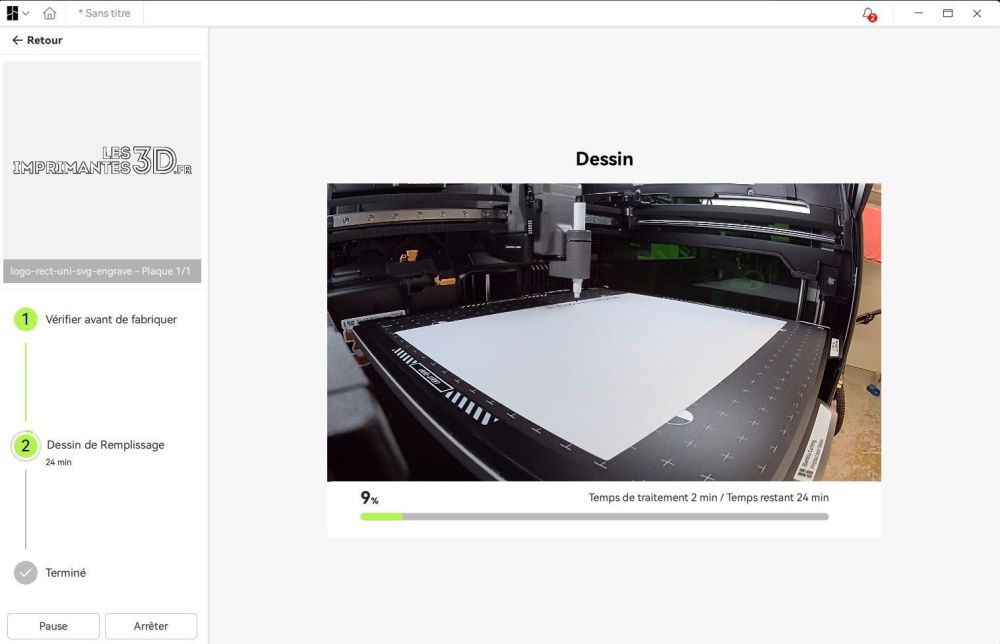
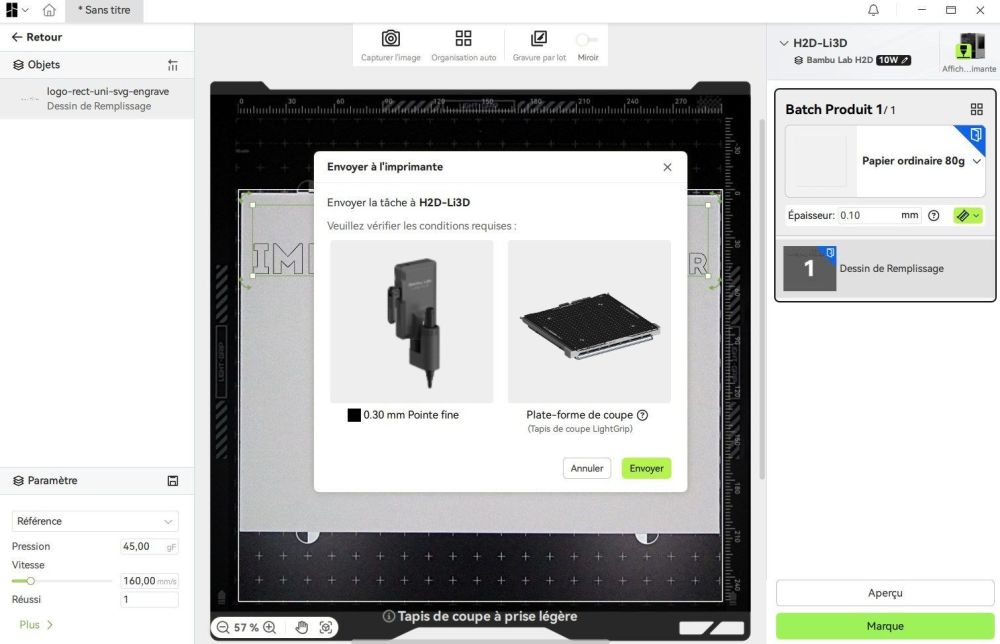
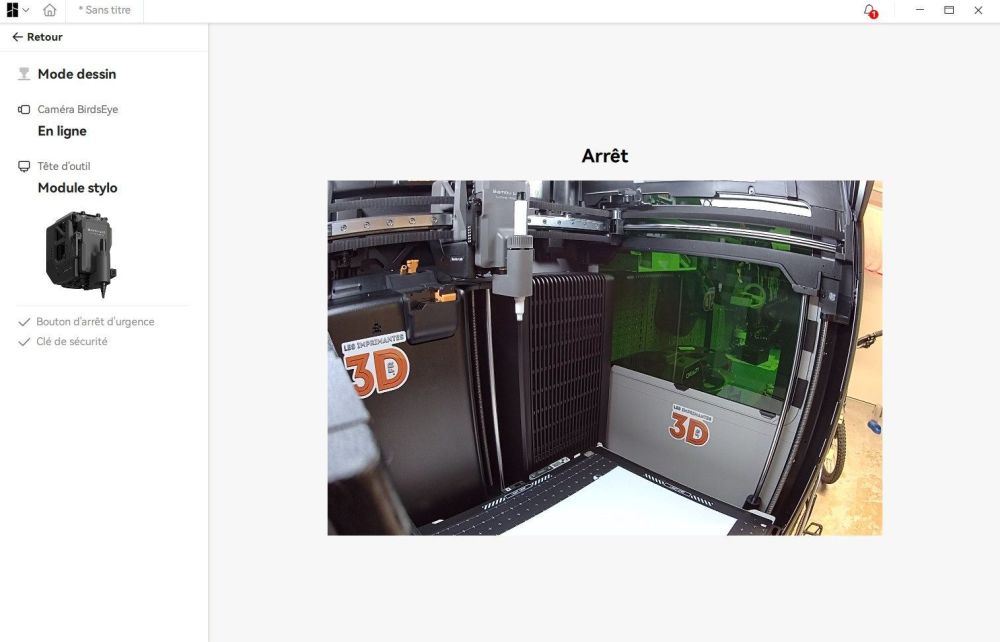
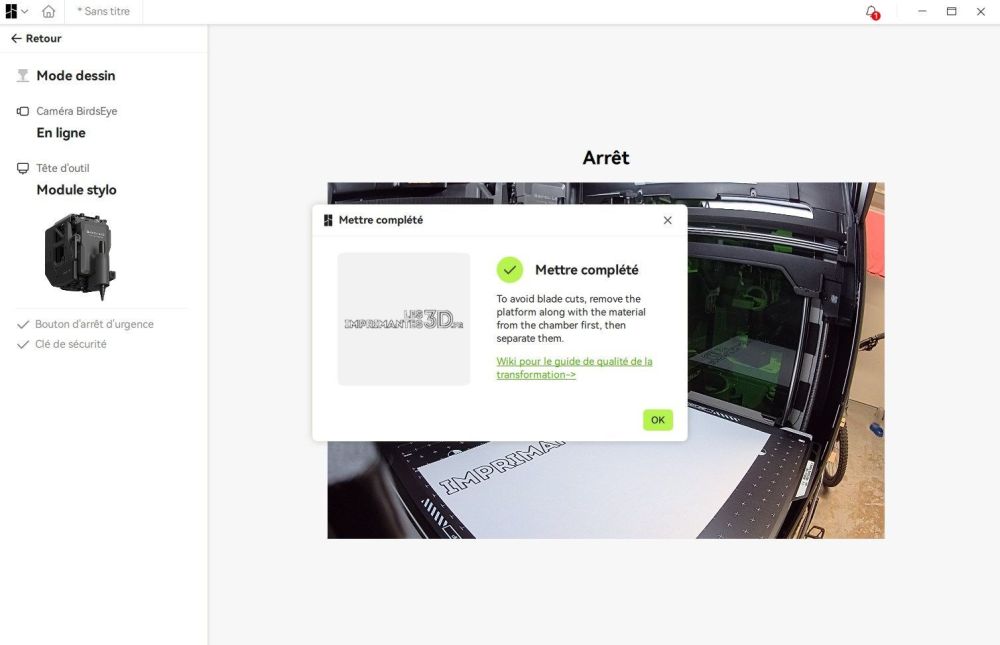
Vous avez fait l'étalonnage de haute précision du décalage des buses ? De mon côté ça s'est soldé par un échec à 2 reprises, le premier coup avec du PLA noir/blanc et le second noir/rose Par contre pour les caméras Live View et Bird Eye aucun souci. A noter toutefois que pour la mise en route de la Bird Eye il faut absolument un laser. Moi qui voulait commencer par dessiner j'ai quand même dû déballer un laser En ce qui concerne le dessin, autant Bambu Suite est aussi simple et efficace que Bambu Studio : On importe son image, on l'aligne sur le support grâce à la caméra : On envoie à l'imprimante : Et le reste se passe sur la machine : il faut démarrer la gravure ou le dessin en maintenant le bouton sur dessus du châssis une seconde. Les instructions sont affichées à l'écran, c'est aussi sexy qu'intuitif et bien évidemment documenté dans le wiki. J'ai fait une petite vidéo de l'interface pour faire un short sur le dessin mais faut encore que je fasse le montage... Ensuite, on peut revenir sur le PC et surveiller à distance : Le problème c'est que le dessin se fait en grande partie point par point... C'est donc super long ! On peut aussi voir un gros point d'encore qui se fait au moment du homing. 25 minutes pour le logo Li3D sur une feuille A4 Le fichier source n'étant pas fou, une impression jet d'encre aurait été mieux La plate "collante" fait que la feuille s'enroule sur elle-même c'est pénible. Et faut penser à remettre le film de protection (pas pratique à manipuler, limite cellophane) quand on ne l'utilise pas pour éviter que des débris et de la poussière se collent dessus, ça fait un peu de manutention... En ce qui concerne les modules, c'est comme le reste, archi quali et bien fini Chacun d'eux a son propre firmware qui peut se mettre à jour. Le module de découpe : La lame est aimantée, ça s'enlève sans peine et sans risque de se couper en forçant. Le support de stylo est bien évidemment lui aussi aimanté, ça s'installe en quelques secondes et y'a un système de ressort pour éviter de bousiller la mine : J'ai oublié de prendre une photo mais y'a un accessoire pour fixer le stylo à la bonne hauteur simplement. Ca s'installe sur la tête après avoir retiré le capot transparent (clipsé, j'aurais préféré aimanté) via un système de glissière avec verrou et une prise à brancher. Me reste plus qu'à trouver des projets plus sympas à faire avec ce module de dessin Et aussi une solution pour déporter le bouton d'arrêt d'urgence ! Y'a un capteur sous le châssis de l'imprimante, s'il est branché en "volant" elle ne fonctionne pas ! Ca m'empèche de tirer la machine si besoin et il n'est pas forcément bien accessible en cas d'urgence












 2 points
2 points -
Le fameux HeatBreak qui évite d'avoir un morceau de ptfe traversant le radiateur https://www.amazon.fr/Creality-Bimétallique-Heatbreak-Compatible-Imprimante/dp/B0B2NT4XQX?__mk_fr_FR=ÅMÅŽÕÑ&crid=NTMNRWH8GIHQ&dib=eyJ2IjoiMSJ9.MrAAqlDScM3Dzr6L9otIiFdtwgYL-w2U_0Mi3YcDGgZ8d17yrpVF4vLWTy5iI9tUp2TVnp894pzRta9o_GSzf5tmIITYDKLbbTzc9X7uWl-ofY8_YpG-BBLXD3JNuww31vDoI0zPDK0YHZm0OY0MU04UmDm40kVfs_YkF0BjoSxpZU7dK9Zg5HkUa-J-CAutwpEaxiTgKjag3XJFCFniffPXDzbUAGkY9wrpviH9q0wUQJs5-FZoGz5o0Ow0SuA0b10roxplOn7NTKQLJg6M0jUytLyMl8WtZtHo5YOkvaY.pjQvXhrgtnyaBdGQuBtjfK8EqSd70XOgb32ZtvnJSOc&dib_tag=se&keywords=heatbreak+ender+3s1&qid=1747066237&sprefix=heatbreak+ender+3s1%2Caps%2C63&sr=8-6 Le bloc chauffant cuivre revêtu. https://www.amazon.fr/BZ-3D-Chauffant-Extrudeuse-Bimétallique/dp/B0BQF4Q5NJ?__mk_fr_FR=ÅMÅŽÕÑ&crid=NTMNRWH8GIHQ&dib=eyJ2IjoiMSJ9.MrAAqlDScM3Dzr6L9otIiFdtwgYL-w2U_0Mi3YcDGgZ8d17yrpVF4vLWTy5iI9tUp2TVnp894pzRta9o_GSzf5tmIITYDKLbbTzc9X7uWl-ofY8_YpG-BBLXD3JNuww31vDoI0zPDK0YHZm0OY0MU04UmDm40kVfs_YkF0BjoSxpZU7dK9Zg5HkUa-J-CAutwpEaxiTgKjag3XJFCFniffPXDzbUAGkY9wrpviH9q0wUQJs5-FZoGz5o0Ow0SuA0b10roxplOn7NTKQLJg6M0jUytLyMl8WtZtHo5YOkvaY.pjQvXhrgtnyaBdGQuBtjfK8EqSd70XOgb32ZtvnJSOc&dib_tag=se&keywords=heatbreak%2Bender%2B3s1&qid=1747066237&sprefix=heatbreak%2Bender%2B3s1%2Caps%2C63&sr=8-52&th=1 Pour les buses, j'ai toujours mis du laiton standard, les changeant souvent aussi. Bon, j'avais (enfin j'ai toujours dans les pièces détachées que je vend avec ma S1) toujours deux ensembles cartouche chauffante complète, heatbreak, buse de montée, au cas zou... Bref, si soucis, hop j'enlevait la "vieille", mettais une neuve, continuais mes impressions et m'occupais (éventuellement) de l'ancienne... La visserie, qui peut aussi servir pour d'autres trucs sur l'imprimante https://www.amazon.fr/dp/B08T9CPYF2?ref_=ppx_hzsearch_conn_dt_b_fed_asin_title_12 Bon je sais, toujours chez Amazon, mais j'habite la pampa, ou le nombre de sanglier est plus important que le nombre d'habitant , le premier magasin pour espérer trouver un truc sur l'impression 3D est à 200 km/AR....2 points
-
J'ai laissé par défaut, ne sachant pas comment le déterminer. Il est à 8, après depuis que Didi555 m'est bien aidé, mes pièces sortent nickel !2 points
-
Mais non, mais non, jamais de la vie1 point
-
La bouffe doit être bonne, elle a pas maigri en 2 semaines.
 1 point
1 point -
Edit de mon post précédent : "Pas SFT, CFS". Merci M. MAGOUNET Yes. Après une petite semaine de web crawling, je Commence à me forger un avis. Et c'est aussi beaucoup grâce à vous tous sur le forum et aux remarques constructives que vous m'avez apporté. J'aurais dû sortir de ma grotte un peu plus tôt ; mes dernières recherches serieuses dataient de 2019 : j'ai l'impression de me réveiller dans un monde parallèle1 point
-
Bah, je fais comme Creality, à froid et un serrage très modeste, malgré la vitesse stratospéhérique de la bête et les vibrations associées, je n'ai jamais perdu la buse... Si c'est trop serré la partie céramique qui est vissée tourne en même temps que la buse et hop les fils....ben tu sais...1 point
-
Vi, vi, je me suis aperçu de mon erreur après avoir posté. Mais si tu fait la manip (qui est sans risque en plus) citée plus haut, tu à la V.F. sans soucis.1 point
-
Ils viennent d'où tes produits chimiques, d'amérique du sud ? (ne me chercher pas, je suis déjà loin...)1 point
-
La Centauri Carbon oui tu as aussi la Nouvelle Artillery M1 Pro qui sur papier pour un prix similaire (voir un poil moins chers) promet mieux (pour quoi mieux, car caisson réguler et chauffer activement 60°C en plus que la Elegoo n'a pas), la Kobra S1 de Anycubic je suis pas hyper fan perso (mais la je parle de mon ressentie), la Elegoo pour le moment on a que les retour de test qui semble correct rien a signaler mais les machine de série suivront elles dans la même qualité ? (je pense que oui, mais l'avenir le dira), la M1 Pro ou la pas encore testé sur papier c'est du tous bon dans les fait faut attendre. La K2 sera comparable en taille 260mm X3 a la M1 Pro (et la Centauri proche), mais sera probablement la plus chers après elle a l'avantage d'avoir une tête 350°c le caisson chauffer 60°c aussi, la possibilité de gérer 4 CFS et la machine on la connait via la K2 Plus dont l'électronique et la mécanique seront grandement partager. Après ce qui sera le mieux pour toi y a que toi qui pourra le définir et aujourd'hui il est peut être encore tôt pour avoir un avis définitif sur ces 3 machines, pour resté objectif1 point
-
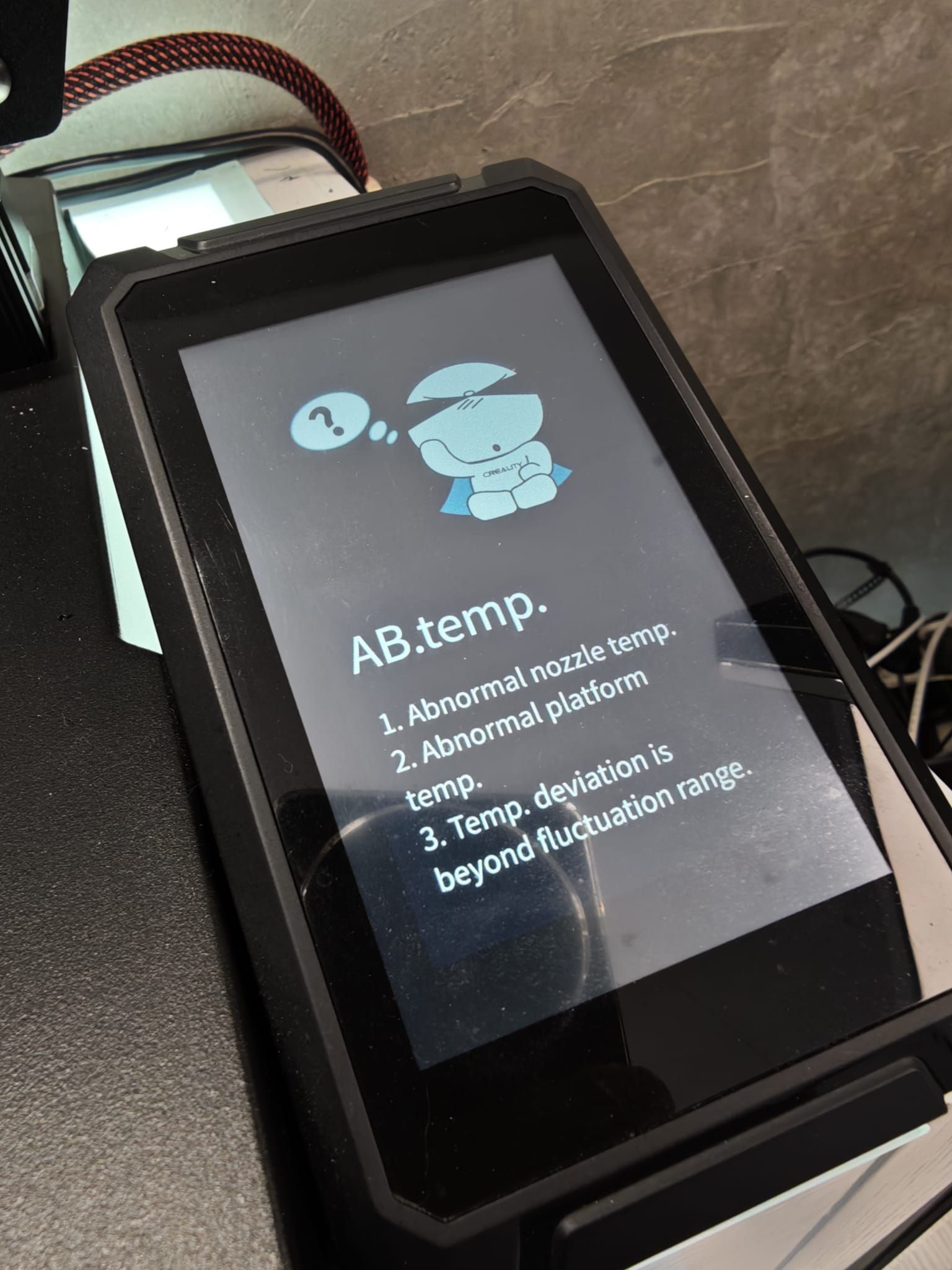
OOOPS !!! Le montage c'est «apparemment» bien passé sauf que à la première tentative j'ai reçu un message d'erreur !! ....Resolu !

 1 point
1 point -
Dans Orca il y a un test pour calculer la vitesse volumique. C'est dans "Calibration" puis "More..." puis "Max Flowrate" https://github.com/SoftFever/OrcaSlicer/wiki/Calibration#max-volumetric-speed Avec la buse Volcano en 0.4 de Triangle Labs, j'ai mesuré 12mm3/s en PETG. Et 25mm3/s avec la 0.8 volcano de triangle labs en PETG J'utilise du PETG Sunlu1 point
-
Du coup j'imprimerai la pièce surement demain soir avec le Eryone. Je te dirais1 point
-
Salut, Normalement le couple PETG/PLA ne colle pas, j'utilise tout le temps cette technique lorsque je veux un état de surface nickel sous les supports. Sur la première photo on voit même que le PLA est blanchi au niveau des contacts en zig zag avec le support. Ce qui montre qu'il y a une forte cohésion entre tes deux filaments. Peux-tu tester avec d'autres PLA/PETG ? Si ça colle toujours alors à mon avis tu ne purge pas assez entre les deux filaments. Sinon avec un bridge aussi petit tu ne devrais même pas avoir besoin de support du tout non ? A minima les supports standard devraient être largement suffisants pour avoir un état de surface propre dans ce cas. D'ailleurs pour profiter de l'avantage des supports PLA/PETG, il faut bien penser à ne pas mettre de distance de contact Z, et bien mettre des couches d'interface. Comme pour un support soluble. Sinon on perd tout l'intérêt d'utiliser cette technique.1 point
-
C'est pas forcement évident a déterminer tu as le type d'extrudeur qui joue, le type de filament et la capacité de la de la buse en terme de chauffe du filament et volume de contenance Mais c'est super que l'aide a Didi555 t'es été profitable1 point
-
C'est ce filament la exactement, je connais pas la marque cela permettra de la découvrir. Ce qu'il indique court terme est une utilisation inférieur a 200h et long terme jusque 20.000 heures1 point
-
Salut @Derosier bon je vais te faire un retour d'expérience personnel qui n'engage que moi bien entendu , j'ai eu pas mal de machine dans les mains, je dois avoué que je n'ai pas eu la chance d'avoir testé des Prusa (mais j'ai des amis qui en ont), j'ai du Bambulab en parc (mais j'ai pas la H2D et je la prendrais pas j'expliquerais pourquoi) et puis le K2 Plus. Pour la K2 Plus tu as mon test ecrit sur le blog et tu as les vidéo que j'ai faites la dernière est ici et tu l'as peut être déjà regarder, la K2 Plus est une machine que j'aime beaucoup et dont je suis très satisfait, bien qu'il y a comme expliqué dans la vidéo quelques élément que Creality devrait amélioré comme la fiabilité de l'assemblage en usine, la qualité des bed chauffant etc qui si j'ai pas eu de soucis plusieurs personnes eu ont eu un soucis, si il très très rare d'avoir des soucis réellement bloquant, quand on met plus de 1000€ dans une machine cela fait mal d'avoir un Plateau a changer car pas plan du tout ou un pre réglage des tensions des courroies a revoir. Mais a côté de cela la machines n'est pas fermé comme chez Bambulab côté firmware Klipper on a quand même la main en mode root au système si besoin, accès a fichier config klipper via l'interface Fluidd, on a donc toujours possibilité d'intervenir (Je rentre pas plus dans les détails mais si tu as des questions sur cette machine hésite pas), le Cloud est obligatoire uniquement l'appli mobile et l'interface creality print. La Bambulab leur système est 100% clos et ne sera probablement jamais ouvert, mais il faut reconnaitre sur leur suivie firmware est assez bon, ce qui me gêne plus est leur politique a vouloir renforcer leur protocole de communication pour interdire progressivement l'utilisation d'accéssoires tiers sous couvert de risque de sécurité non prouvé. Mais ici non plus le cloud est pas obligatoire il interdit juste certain outils comme l'app mobile. Pour le cas de la H2D, j'ai un avis assez tranché perso et si je pourrais avoir les moyen de l'acheter je ne le ferais pas pour plusieurs raisons, si le principe de tête double buses a un intérêt en usage bi matière évidente, le soucis que j'ai avec cette machine sont les suivants : Prix trop élever pour la H2D Combo, qui rajoute 150€ de FDP derrière Surface réel utilisable en X n'est pas de 350mm mais de 320mm en mono buse et 300mm en double buse, donc vendre cette machine comme une 350x350x350 bien non dans les faits. Le plateau de calibration qui me semble assez gadget et invérifiable de son efficacité réel, mais de plus commercialisé a plus de 120€, on vend une soit disant ultra précise et au final on te dit a 2500€ FDP in tu une précision norma et faut mettre 120€ de plus pour avoir une tole sérigraphié c'est pour moi ce foutre un peu de la gueule du monde. On met l'accent sur l'IA mais c'est toujours pas au point pas plus que sur la K2 Plus pour la détection de fails, faut arrêter de nous vendre de fausse avancé et faire du bon et efficace. A bien y regarder a présent que j'ai eu plus de visuel sur l'extrudeur de la H2D le jour ou tu as besoin d'intervenir sur la tête, bien pose un RTT tu interviendra pas en 10 minutes dessus la on parle de plusieurs heures a démonter et remonter la tête. Pour la qualité d'impression on est bien mais a la limite pour le prix perso je préfère mettre le même prix dans la Snapmaker Artisan qui si elle est moins rapide a aussi la double buse mais surtout un vraie volume de 400x400x400 mm, dont la fonction multi outils laser et CNC sont réellement utilisation avec moi de risque de dégradation de la machine qui plus est. Pour la partie impression Filament technique la H2D a rien de plus que la K2 Plus pour moi en dehors de dual buses sa fait chers l'option pour un volume moindre qui plus ai. Pour la Prusa Core One j'avoue que j'aurais bien voulu la tester, cette machine est sur papier en effet en retard quelques peu, volume plus faible, pas de chauffage actif du caisson on a en réalité uniquement que de la monter en temp° lié a la chauffe du bed. Par contre la Prusa a un système ouvert mais surtout un suivi énorme en effet tu a aucune autre marque qui apporte un suivie matérielle premettant d'upgrade ces machines comme prusa la MK2 a recu l'upgra MK3 puis MK3S puis MK4 et MK4S pour pouvoir a présent upgrade la MK4S en Core One de ce point vue y a que Prusa qui fait sa1 point
-
[retour d'expérience] Bonjour J'ai acheté la Prusa XL 5T en décembre 2024, et depuis, elle a déjà bien tourné ! Je voulais vous partager mes impressions sur le modèle que j’ai reçu. C’est ma machine préférée parmi toutes celles que j’ai déjà testées, à savoir : Ender 3, Prusa MK3S+, Kobra 3 Combo et CR-10 V3. Je l’utilise de manière privilégiée depuis des mois : les statistiques montrent qu’elle fonctionne environ 60 % de mon temps libre. Je pense qu’il est possible aujourd’hui de nuancer certains points négatifs qui circulaient à ses débuts. Elle est très simple à prendre en main, tout comme les autres imprimantes. Il m’a fallu environ un mois de tests avec des impressions classiques pour bien comprendre et adapter son système à 5 têtes. Les mises à jour récentes ont bien accéléré la vitesse d’impression globale. Je dirais même qu’elle est globalement plus rapide que la Kobra 3 pour l’impression multicolore : 5 secondes contre 40 secondes pour un changement de filament — il n’y a pas photo, le gain de temps est réel. Sur cinq mois, j’ai estimé une économie de 25 à 30 kg de filament sur l’ensemble de mes projets en cinq couleurs. Mais au-delà des économies, ce qui est génial, c’est que je peux tester des créations uniques de grand volume tout en réduisant leur coût, ce qui me permet ensuite de les revendre. Par exemple, un porte-livres en forme de chat m’est revenu à seulement 300 g en 4 couleurs, avec un changement de couleur à chaque couche. Sur ma Kobra 3, j’aurais eu environ 800 g de pertes pour obtenir une qualité équivalente. Et comme j’en avais deux à faire, rien que sur ce projet, j’ai économisé 1 kg de filament. C’est exactement ce que je recherchais, et j’en suis pleinement satisfait. Je peux produire de petites séries en 5 couleurs sans exploser les prix de vente nécessaires pour rester rentable. Sans compter que c’est une imprimante grand volume qui me sert aussi pour les gros projets. Avec la sortie de la H2D à deux têtes, la XL a une concurrente, certes, mais pour moi, la XL reste bien plus intéressante pour des projets uniques. Enfin, un atout majeur que la concurrence n’a pas : la fiabilité. En 5 mois, je n’ai rencontré aucune panne. Aucun réglage à refaire, rien ! Juste un peu de nettoyage de buse et de graissage de temps en temps. Ce point est vraiment ce qui fait, pour moi, une imprimante parfaite — digne d’un usage professionnel.1 point
-
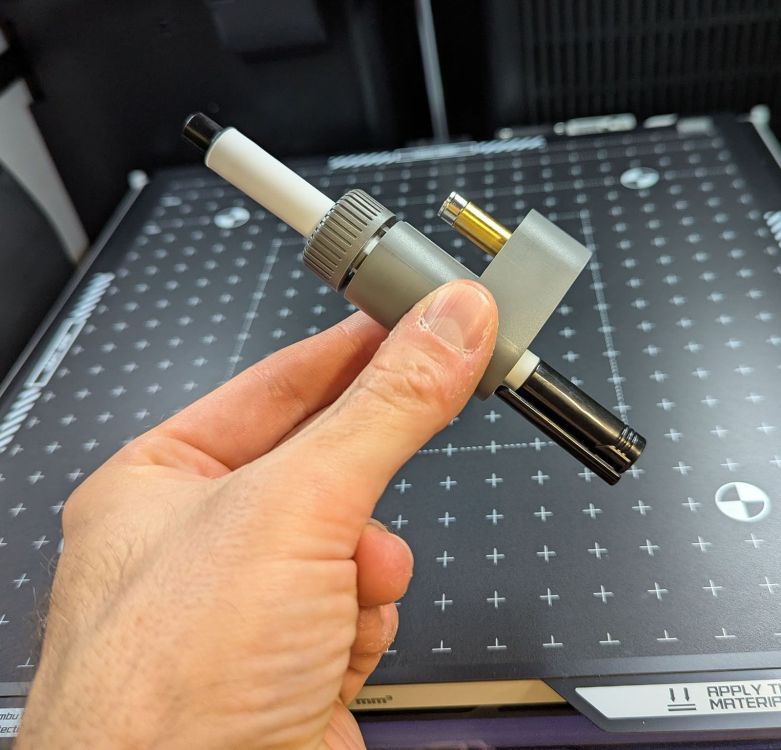
@pommeverte a très bien résumé tu n'obtiendra pas de gain de qualité d'impression, par contre le heatbreak bi ou full metal lui permet d'éviter la dégradation du PTFE interne sur des filament demandant une chauffe supérieur a 235°c (logiquement 240°c mais souvent le PTFE commence a ce dégrader plus bas cela peut être lié a la précision de sonde de temp° etc ). Ici ce que tu a mis ressemble de heatbloc présent sur la série SW X4, l'avantage est que l'on a une cartouche chauffant céramique plate qui vient chauffer toute la hauteur du heatbloc donc chauffe homogène plus rapide, la sonde est plus proche de la buse et le heatbloc étant plus petit sa chauffe est plus rapide et moins énergivore. Le seul point qui peu m'inquiéter sur ton kit est le heatbreak qui si l'usinage est pas parfait il y a un risque non négligeable d'avoir un effet de bouchage a répétition du conduit. Le Heatbreak est un élément qui demande une extrême qualité, j'ai toujours préférer prend du qualitatif c'est plus durable, mais on peu parfois avoir de bonne surprise1 point
-
Attention la Vitesse volumique dépend de ton filament oui mais aussi et surtout du type de buse et corps chauffant de ton imprimante, 18 en vitesse volumique pour du PETG standard sur la buse de la SW X4 me semble être optimiste1 point
-
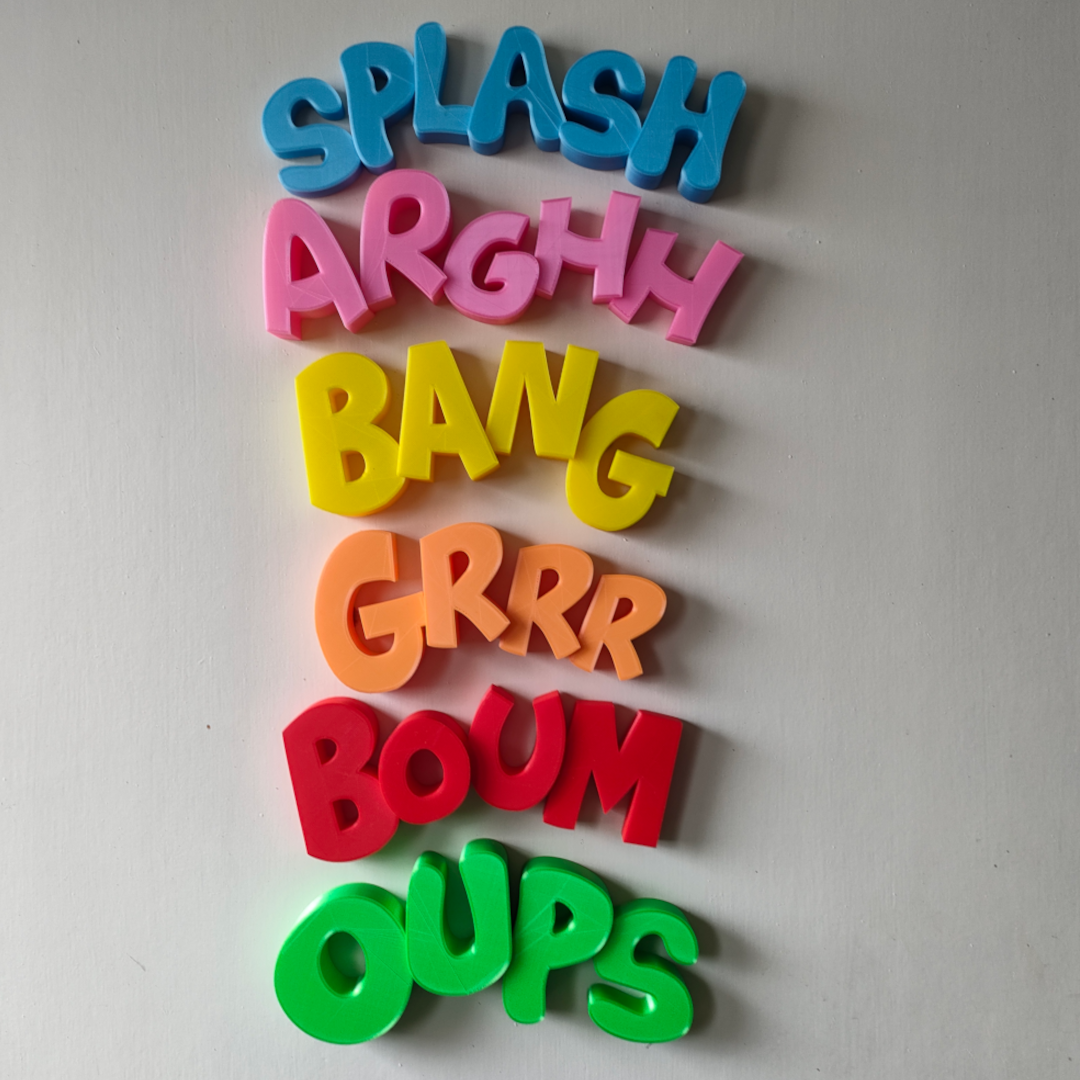
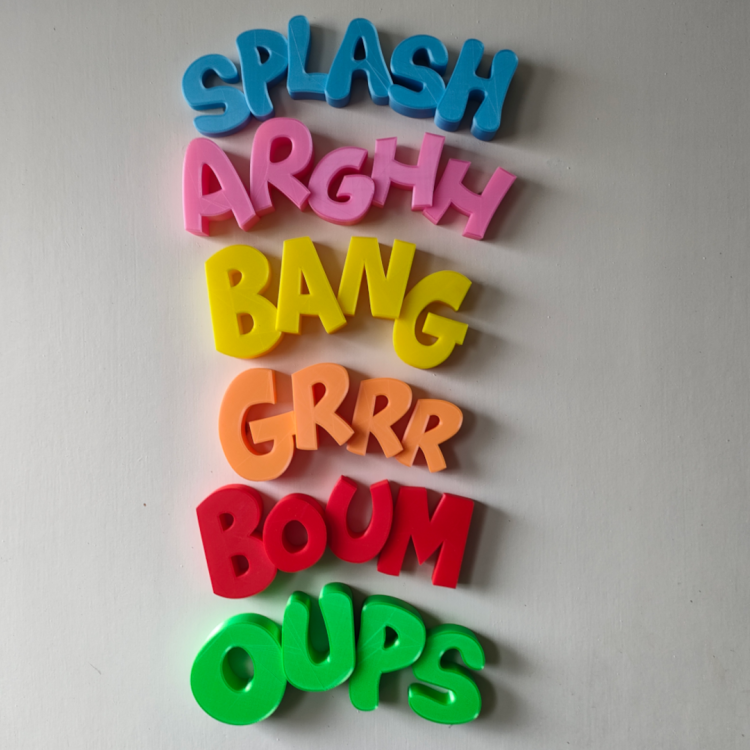
Bonjour à tous, L'ours bucheron une fois imprimé... Hauteur 19 cm, 23 éléments. Et puis j'ai retrouvé ça dans mes archives... une série d'onomatopées en relief... Disponibles sur Cults, les onomatopées sont gratuites mais pas l'ours...

 1 point
1 point -
Bonsoir, pour cet item , on trouve des cables sur Aliexpress de différentes longueur. exemple : https://fr.aliexpress.com/item/1005008194837962.html?spm=a2g0o.order_list.order_list_main.63.37c85e5bcSqfOq&gatewayAdapt=glo2fra1 point
-
Le mode silencieux, serait-ce le mode normal !!!1 point
-
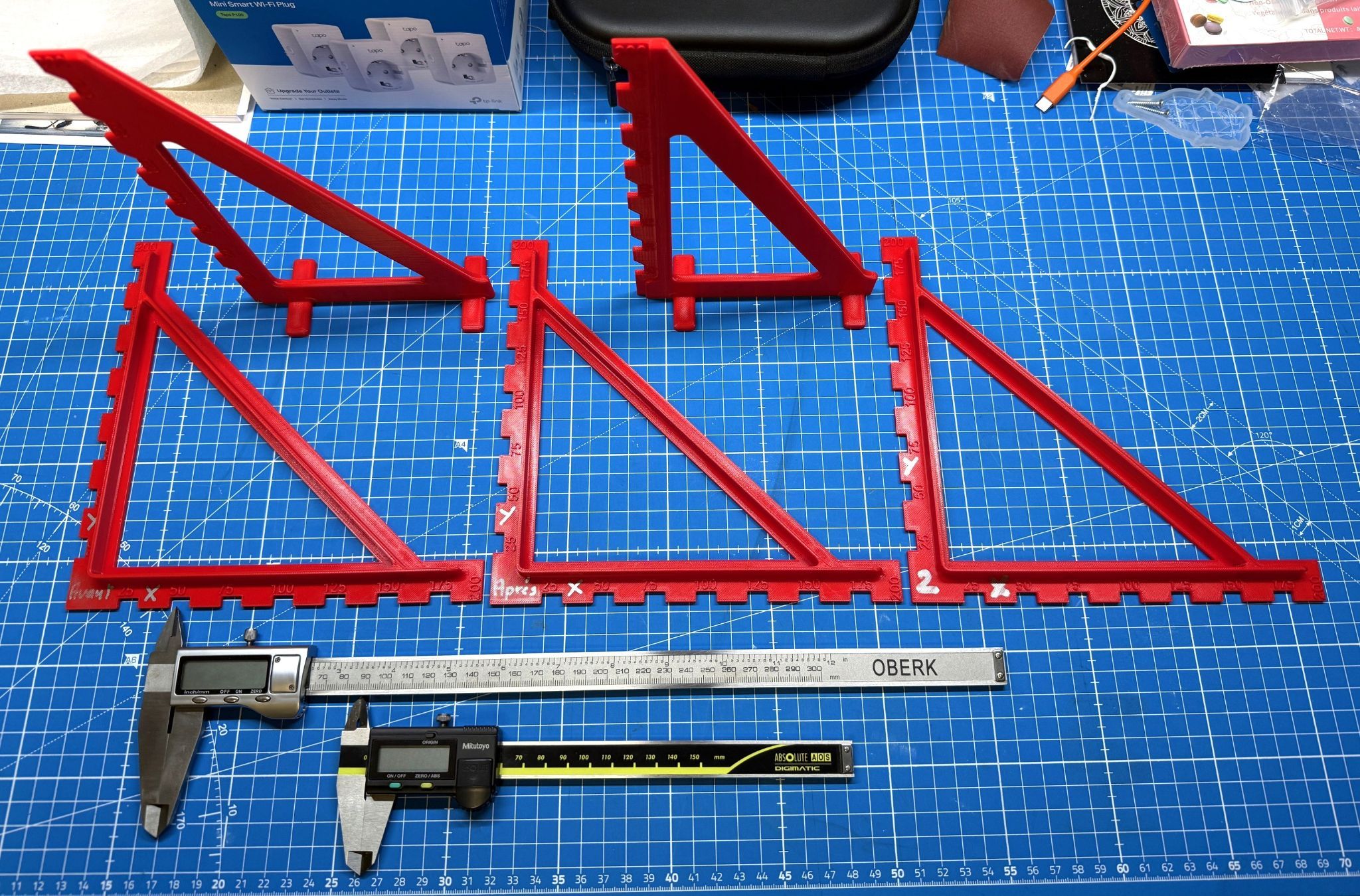
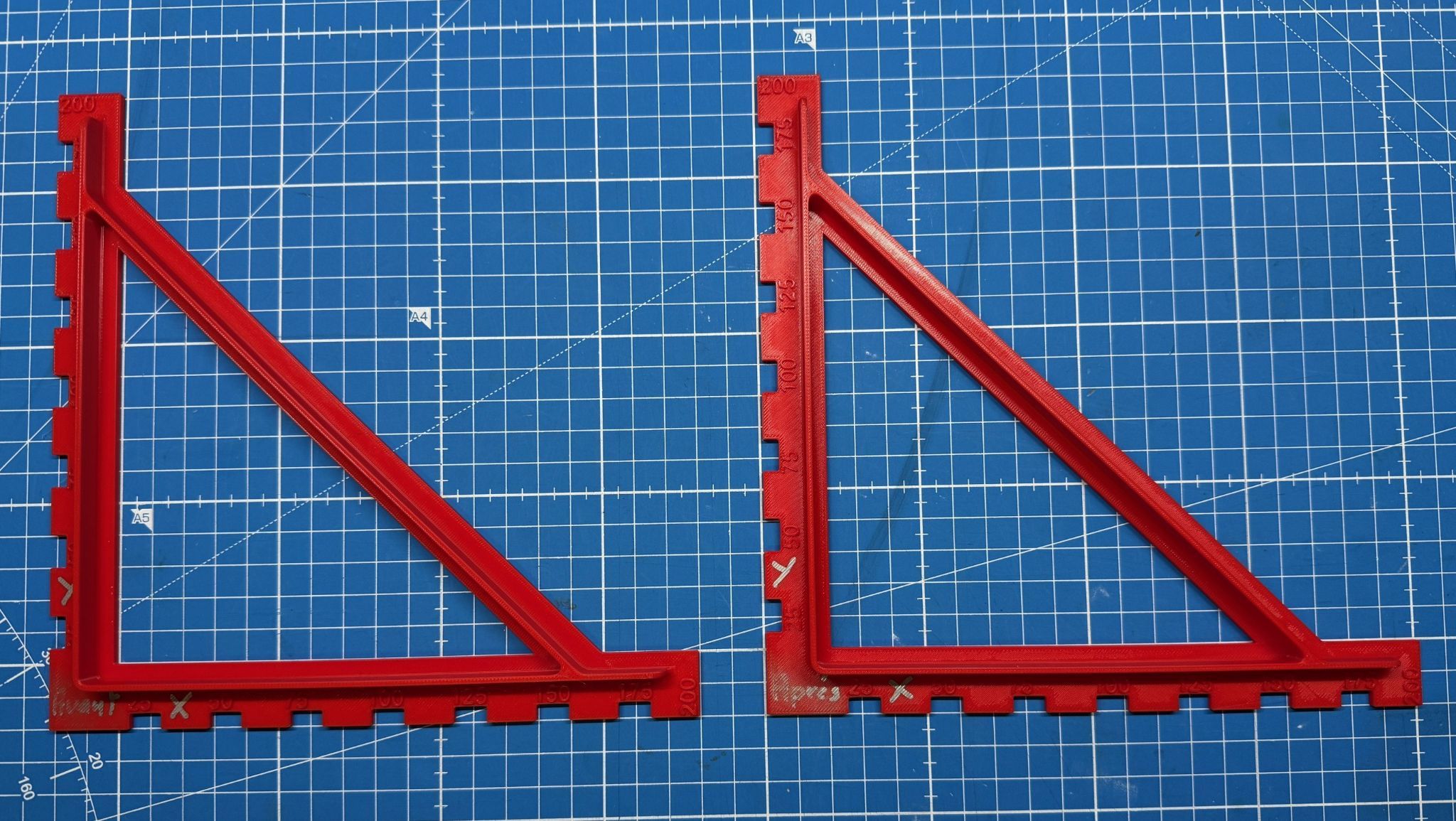
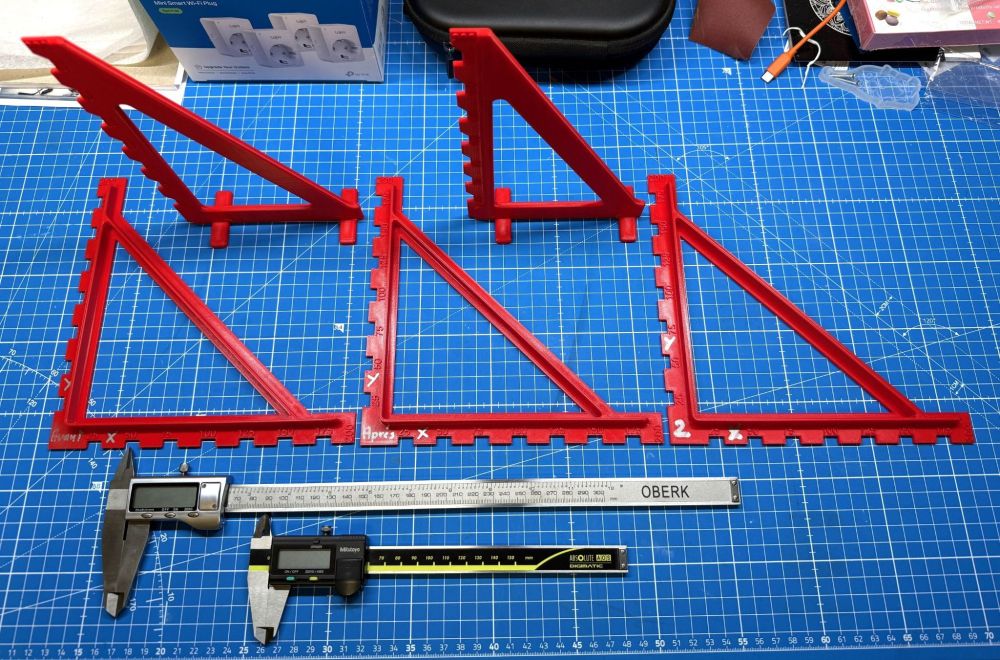
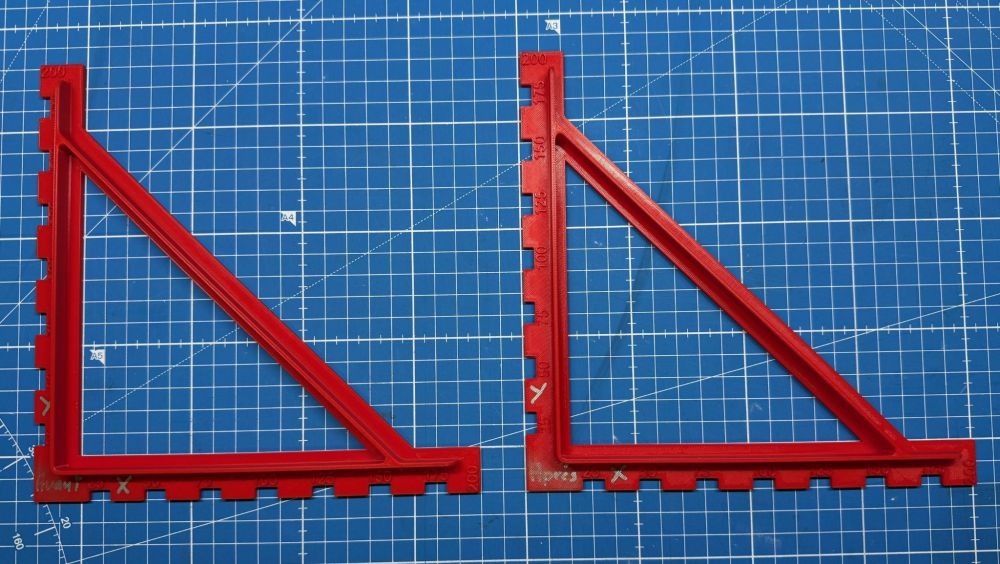
Voici le test complet avec trois équerres en XY (une avant calibration et deux après calibration) et deux équerres en Z après calibration Et les valeurs relevées avec les deux pieds à coulisse : mesures équerres complet.pdf Petite analyse: - Avant calibration les cotes étaient assez précises jusqu'à 150mm et les écarts augmentent faiblement ensuite (plus en X qu'en Y) - Après calibration les écarts sont nettement plus importants et même anormaux avec 0,5mm à 200mm (on doit dépasser le millimètre dans les 300mm) - Sur les deux équerres en Z les écarts sont rapidement importants, mais ils sont presque constants sur les 200mm. Seul point positif que l'on peut trouver c'est la constance sur les écarts. Pour conclure, pour l'instant la plaque encodeur à 104€ n'a aucun intérêt, elle augmente les défauts dimensionnels. J'espère que c'est un bug de BambuLab et que le problème sera vite résolu. @Motard Geek comme tu es plus proche que moi du fabriquant, je te laisse remonter cette anomalie afin d'avoir leur avis sur ce problème.
 1 point
1 point -
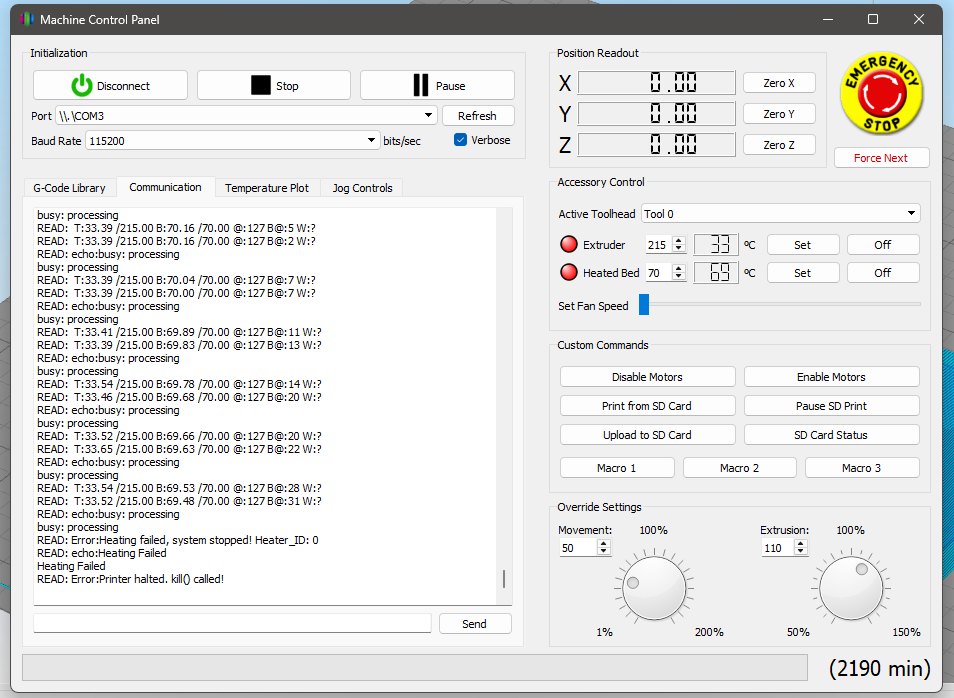
Attention, j'ai édité plusieurs fois mon précédent message . Finalement, j'en suis arrivé à la version 4 du programme de de palpage du plateau . non seulement ça, mais tu perds du temps inutilement (le palpage complet du plateau est relativement long). C'est tout l'intérêt de l'UBL. si tu n'imprimes que du PLA, ce sera contre-productif (risque accru de bouchage). Par contre, ce sera intéressant si tu imprimes à plus haute température (ABS, ASA, PETG,...). Il faudra probablement réduire légèrement la distance de rétraction. A ma connaissance, il y a peu de restrictions à ce sujet sur le forum. Tu peux donc l'indiquer . Au pire, un administrateur le supprimera1 point
-
Bonjour à tous et bon weekend, J’ai finalement réussi à obtenir une qualité d’impression très correcte. La première couche (face visible) est réussie, les angles sont enfin nets, sans bavure, et les dimensions sont bonnes. J'ai adapté mon gCode de démarrage pour y intégrer l'UBL : ; Initial setups G90 ; use absolute coordinates M83 ; extruder relative mode M220 S100 ; reset speed factor to 100% M221 S100 ; reset extrusion rate to 100% ; Set the heating M190 S[bed_temperature_initial_layer_single] ; wait for bed to heat up M104 S[nozzle_temperature_initial_layer] ; start nozzle heating but don't wait ; Home G1 Z3 F3000 ; move z up little to prevent scratching of surface G28 ; home all axes M420 S0 ; Turning off bed leveling while probing, if firmware is set to restore after G28 G29 P1 ; automatically populate mesh with all reachable points G29 P3 ; infer the rest of the mesh values G29 P3 ; infer the rest of the mesh values again M420 S1 V ; enabled leveling and report the new mesh G29 S0 ; Save UBL mesh points to slot 0 (EEPROM). M500 ; save the current setup to EEPROM G29 L0 ; load the mesh from Slot 0 G29 J2 ; measure bed tilt and apply to the existing mesh G29 A ; Activate the UBL System. G1 X3 Y3 F5000 ; move to corner of the bed to avoid ooze over centre ; Wait for final heating M109 S[nozzle_temperature_initial_layer] ; wait for the nozzle to heat up M190 S[bed_temperature_initial_layer_single] ; wait for the bed to heat up ; Return to prime position, Prime line routine G92 E0 ; Reset Extruder G1 Z3 F3000 ; move z up little to prevent scratching of surface G1 X10 Y.5 Z0.25 F5000.0 ; Move to start position G1 X100 Y.5 Z0.25 F1500.0 E15 ; Draw the first line G1 X100 Y.2 Z0.25 F5000.0 ; Move to side a little G1 X10 Y.2 Z0.25 F1500.0 E30 ; Draw the second line G92 E0 ; Reset Extruder M221 S{if layer_height<0.075}100{else}95{endif} J'aimerais intégrer une brosse physique à l'imprimante pour nettoyerr la buse au démarrage, peut être que cela a déjà été fait ici je vais chercher.
 1 point
1 point -
Bonjour, Il est préférable de ne pas percer le PLA avec un foret, ça fini mal, en général. Le mieux est de percer à chaud. Un poinçon, une lime ou un tourne vis au bon diamètre et chauffé modérément marche très bien.1 point
-
Après divers test j'ai modifié le paramètre rétrécissement et mis 99,11 dans le filament. Ainsi le diamètre extérieur est correct. Mais pour le trou intérieur j'ai aussi dû mettre 0,075 dans le paramètre compensation du trou.0 points
-
J'ai testé avant et après l'utilisation de la plaque d’étalonnage (Encodeur de vision) et le résultat est surprenant. Voici la pièce en PLA imprimée avant l'étalonnage et après l'étalonnage, elle permet de contrôler en X et Y les valeurs d'impression. ET maintenant la feuille de contrôle faite avec deux pieds à coulisses, un Mitutoyo Absolute 150mm et un OBERK de 300mm. mesures équerres.pdf J'attends que @Motard Geek fasse ses mesures pour voir s'il a le même problème que moi, car pour le moment je suis TRÈS déçu de cette plaque à 104€ dont les résultats sont moins bons que sans cet étalonnage. Il faudra poser la question au SAV pour avoir des explications.
 0 points
0 points