Classement




Contenu populaire
Contenu avec la plus haute réputation dans 18/06/2025 Dans tous les contenus
-
Elle ne concerne pas l'impression 3D, mais elle apparait sur le site entre les rubriques. Il faut être sacrément bourré pour essayer de mettre du gasoil dans une prise électrique.
 4 points
4 points -
Bien vu . L'erreur de frappe est alors plus compréhensible, le F et le G étant très proches sur le clavier (ça n'empêche qu'un peu de relecture avant poster reste nécessaire ) => dysdigitalie (avec tous ces dys*, parfois, je m'y perds) ? C'est pas bien de se moquer d'un pauvre vieux handicapé .2 points
-
MISE À JOUR DU FIRMWARE CENTAURI CARBONE (V1.1.29) 1. Correction de plusieurs problèmes qui pourraient causer des interruptions d'impression inattendues. 2. Ajout d'une protection thermique pour l'extrudeuse pendant le retour. 3. Résolu des problèmes d'affichage de l'interface lorsque la machine rencontre une erreur. 4. A abordé des problèmes occasionnels avec les contrôles basés sur le Web. 5. Correction de bogues qui pourraient empêcher l'exportation correcte des vidéos en décalage. 6. Amélioration de la compatibilité des lecteurs USB pour corriger des erreurs de lecture occasionnelles.2 points
-
Ça c'est le fichier printer.cfg. Ce qu'il faut c'est le firmware de l'écran. Freedi pour gérer son firmware écran, apporte quelques modifications au système en ajoutant le fichier freedi.py (en fait un lien symbolique) dans /home/mks/klipper/klippy/extras ET en ajoutant la section [FreeDi] dans le printer.cfg : Ensuite pour gérer la communication en mode série entre la carte principale et l'écran, il modifie un poil la configuration de porcesseur Rockchip en lui ajouant (modifiant) une capacité via un fichier .dtbo : L'écran (Freedi) est géré par un service système qui lance le programme Python (start.py) situé dans /home/mks/FreeDi/FreeDiLCD/ puis utilise ses fichiers Python issus d'un autre projet, obsfusqués en librairies (.so). Le firmware écran de la version 1.4 est : x-plus3_x-max3_stable_v1.40.tft => x-plus3_x-max3_stable_v1.40.tft.zip (extrait de l'image Freedi-1.40). Actuellement, avant d'aller plus loin : quelle image système as-tu installé sur l'eMMC ? Freedi ? Qiditech ?2 points
-
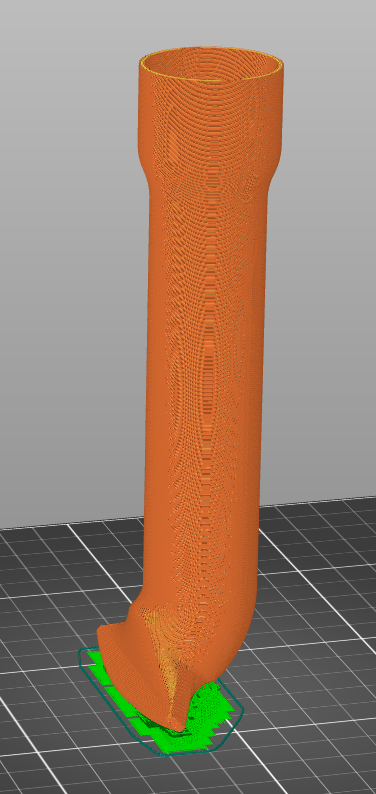
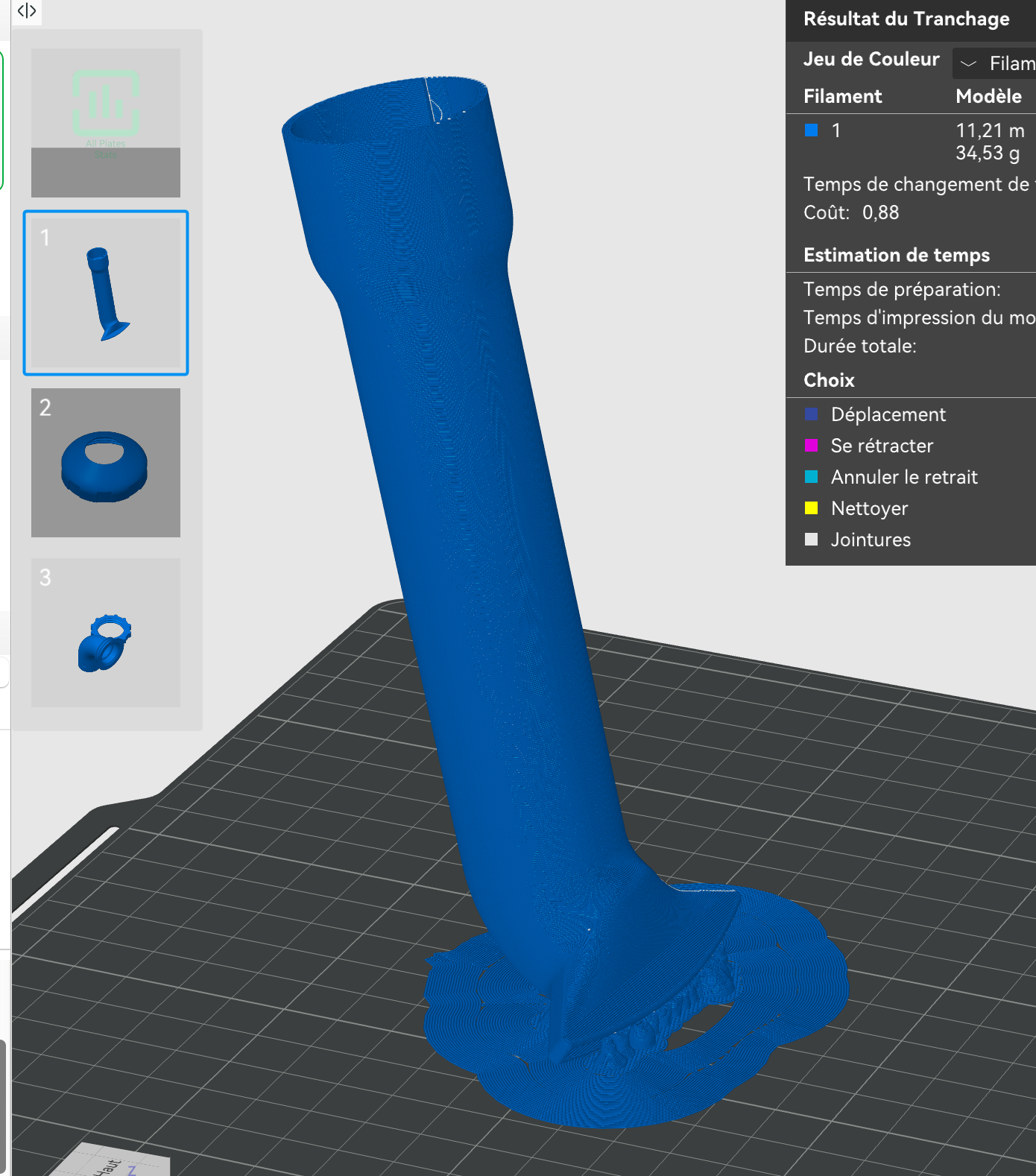
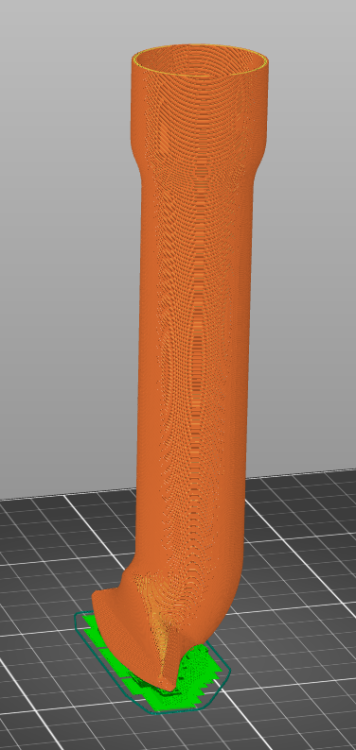
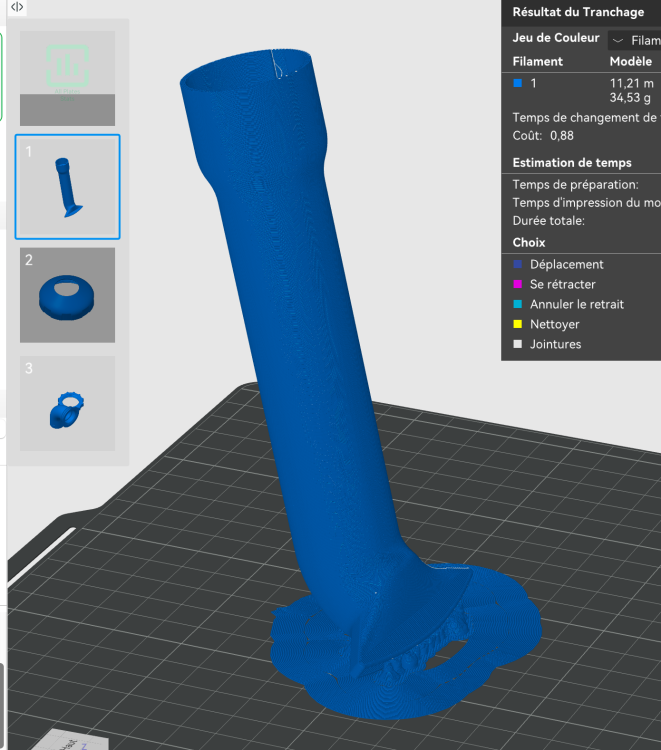
Salut Je pense qu'il propose de l'imprimer à l'envers. Il faut la tourner de 180° par rapport à son utilisation. Et dans ce cas, il y a des supports seulement sur le bas et pas à l'intérieur. Un truc comme ça Après aucune idée si ça ne va pas se décoller pendant l'impression. Peut-être élargir la base et la densité des supports. Et n'ayant jamais utilisé de radeau (Raft) je ne connais pas son utilité dans ce cas précis A+ JC
 2 points
2 points -
Ce n'est pas PTFE ?2 points
-
Que penser de ce système guère plus cher que les boitiers sécheurs multiples actuels (Space Pi 4, Sunlu S4, …) ?2 points
-
Si Menton n'était pas aussi loin de Châteauroux, je serais bien venu te dépanner, mais pour toi ces achats seront sans doute plus simples (mais coûteux, particulièrement la carte X-4/X-6). Je pense que reflasher une image du système Qidi originel puis flashage de Klipper sur la carte X4/X6 et flashage de la carte de la tête restait faisable. Non, je pense que tu aurais réussi si dès le départ, tu ne t'étais pas trompé en prenant la version beta de Freedi 2.0 (ou en suivant les étapes manuelles de mon dépôt ou d'un autre similaire, mais dans ce cas pas en français). Cette version (beta 2.0) n'apporte rien de plus que la compatibilité de la solution éprouvée pour les Series 3 avec les machines plus récentes : Q1 pro et Plus 4.2 points
-
Voici une liste non exhaustive des améliorations ou modifications pour la Centauri carbon que j'ai découverte sur le Web : Risers : https://www.printables.com/model/1180396-elegoo-centauri-carbon https://www.printables.com/model/1228860-riser-elegoo-centauri-carbon https://www.printables.com/model/1212462-elegoo-centauri-carbon-riser https://www.printables.com/model/1206503-elegoo-centauri-carbon-low-riser-remix https://makerworld.com/fr/models/1168872-low-riser-corner-top-with-larger-cable-opening https://cults3d.com/fr/modèle-3d/outil/elegoo-centauri-carbon-deckelerweiterung (payant) https://www.printables.com/model/1232528-elegoo-centauri-carbon-top-plate-riser https://www.printables.com/model/1237664-centauri-carbon-low-riser https://www.printables.com/model/1240155-elegoo-centauri-carbon-led-riser https://www.printables.com/model/1244291-carbon-centauri-riser-and-storage-upgrade https://www.printables.com/model/1257876-elegoo-centauri-carbon-riser-rolling-shutters https://www.printables.com/model/1257300-elegoo-centauri-carbon-led-riser Eclairage : https://www.printables.com/model/1203443-centauri-carbon-light-solution https://www.printables.com/model/1265577-centauri-carbon-riser-light-rail-mod Rampes et boites à déchets : https://www.printables.com/model/1205942-centauri-carbon-with-legs https://www.printables.com/model/1173073-purge-guide-for-the-elegoo-centauri-carbon https://www.printables.com/model/1183929-elegoo-centauri-carbon-poop-bucket-purge-catch https://www.printables.com/model/1188351-rampe-de-purge-pour-elegoo-centauri-carbon https://www.printables.com/model/1198025-elegoo-centauri-carbon-purge-slide-cc-mini-compati https://www.printables.com/model/1203517-purge-guide-for-the-centauri-carbon-with-its-conta https://makerworld.com/fr/models/1282263-centauri-carbon-poop-tray Charnières et portes : https://www.printables.com/model/1204640-270-degree-hinge-for-elegoo-centauri-carbon https://www.printables.com/model/1214383-elegoo-centauri-carbon-replacement-door-biqu-panda Supports de bobines : https://www.printables.com/model/1210787-bearing-spool-holder-for-elegoo-centauri-carbon https://www.printables.com/model/1206299-support-bobine-elegoo-centauri-carbon https://www.printables.com/model/1214397-elegoo-centauri-carbon-3k-spool-holder https://www.printables.com/model/1221978-elegoo-centauri-carbon-spool-holder https://www.printables.com/model/1232736-elegoo-centauri-carbon-low-friction-spool-holder https://www.printables.com/model/1252531-centauri-carbon-spool-holder-cap Ecran : https://www.printables.com/model/1213062-elegoo-centauri-carbon-screen-accent https://www.printables.com/model/1215826-elegoo-centauri-carbon-screen-cover Supports scraper et outils : https://www.printables.com/model/1214410-elegoo-centauri-carbon-scraper-magnet-holder https://www.printables.com/model/1214596-centauri-carbon-tool-caddy https://makerworld.com/fr/models/1159033-stainless-steel-jaws-magnetic-holder https://www.printables.com/model/1219619-elegoo-centauri-carbon-tool-caddy https://www.printables.com/model/1248565-elegoo-centauri-carbon-scraper-holder-remix-with-m Supports de plaques magnétiques : https://www.printables.com/model/1205177-cover-and-bed-holder-for-elegoo-centauri-carbon https://www.printables.com/model/1214311-elegoo-centauri-carbon-build-plate-holder-stand https://www.printables.com/model/1212892-elegoo-centauri-carbon-build-plate-holder https://www.printables.com/model/1218157-elegoo-centauri-carbon-build-plate-stand Nettoyeurs de buses : https://www.printables.com/model/1214795-elegoo-centauri-carbon-nozzle-wiper Filtre HEPA : https://www.printables.com/model/1214432-elegoo-centauri-carbon-hepa-filter https://www.printables.com/model/1223696-centauri-carbon-hepa-filter-inspired-by-uncle-jess https://www.printables.com/model/1245774-centauri-carbon-exhaust-filtervent-2-in-1 Protèges poussières : https://www.printables.com/model/1211507-bed-debris-covers-for-elegoo-centauri-carbon Pieds anti-vibrations : https://makerworld.com/fr/models/1141955-elegoo-centauri-carbon-anti-aibration-feet https://makerworld.com/fr/models/1154778-elegoo-centauri-carbon-anti-vibration-adapater https://www.printables.com/model/1258218-elegoo-centauri-carbon-hula-adapter Entretoise détecteur de filament https://www.printables.com/model/1232646-entretoise-detecteur-de-filament-centauri-carbon https://www.printables.com/model/1226447-elegoo-centauri-carbon-filament-guide-ptfe-for-run https://www.printables.com/model/1265862-centauri-carbon-bowden-tube-adapter https://www.printables.com/model/1259716-elegoo-centauri-carbon-detector-mount Volets d'aération https://www.printables.com/model/1229770-vent-covers-for-elegoo-centauri-carbbon https://www.printables.com/model/1232107-elegoo-centauri-carbon-poop-chute-door Cache ventilateur https://makerworld.com/fr/models/1251360-centauri-carbon-hotend-fan-cover https://www.printables.com/model/1253253-elegoo-centauri-carbon-printhead-fan-cover Support de tube PTFE https://www.printables.com/model/1267650-support-de-tube-ptfe-sur-le-chaine-cable-centauri1 point
-
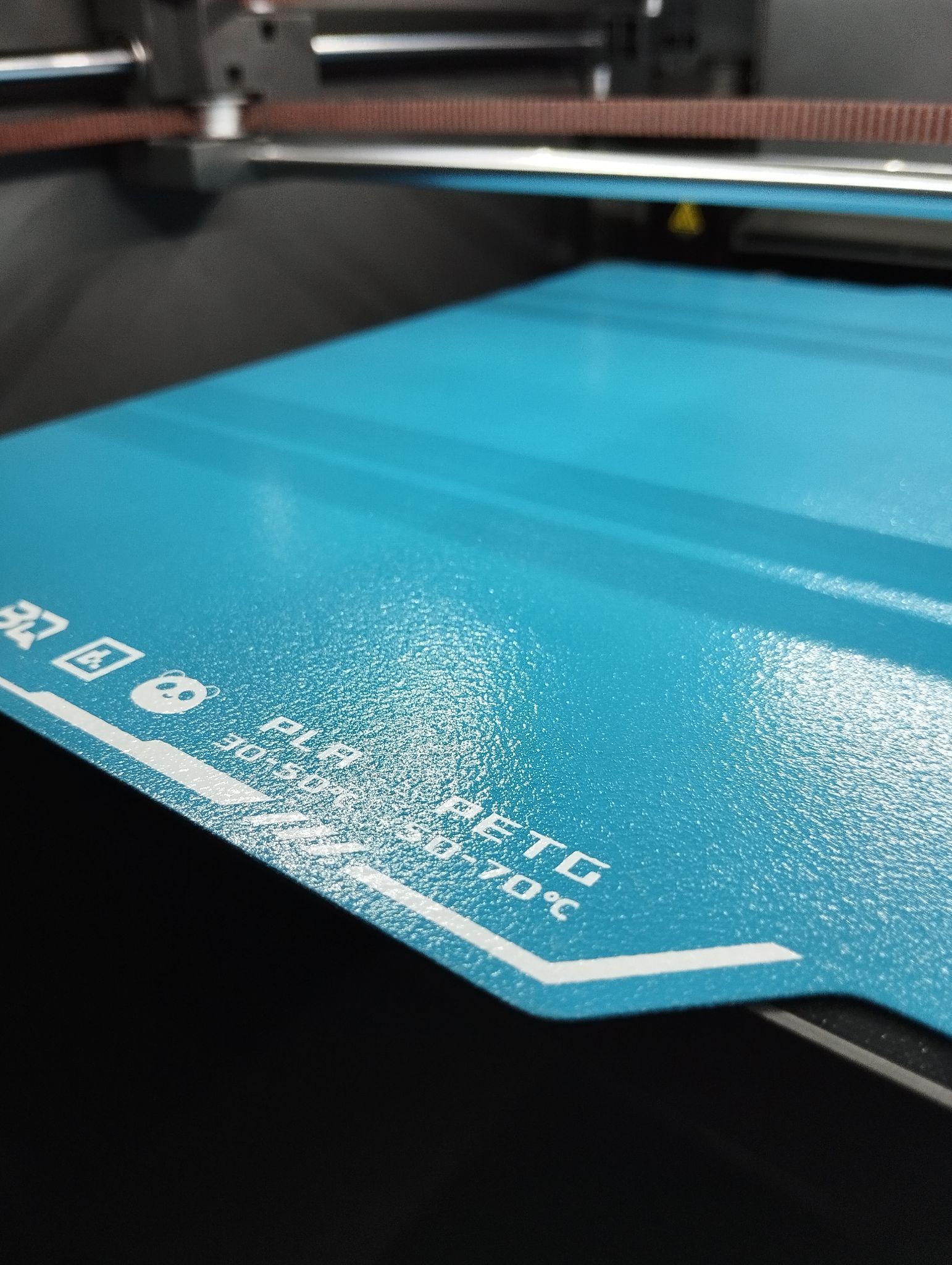
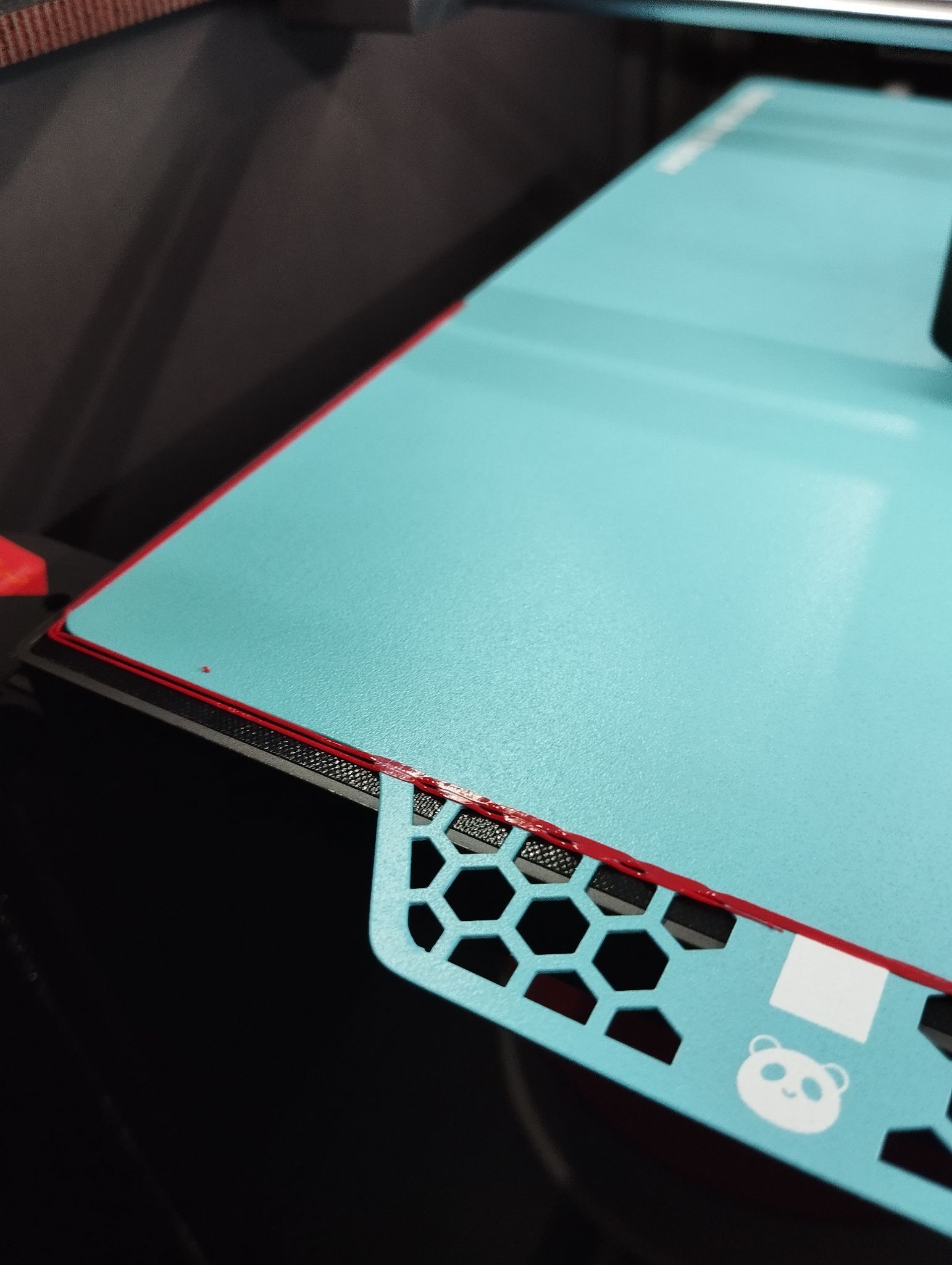
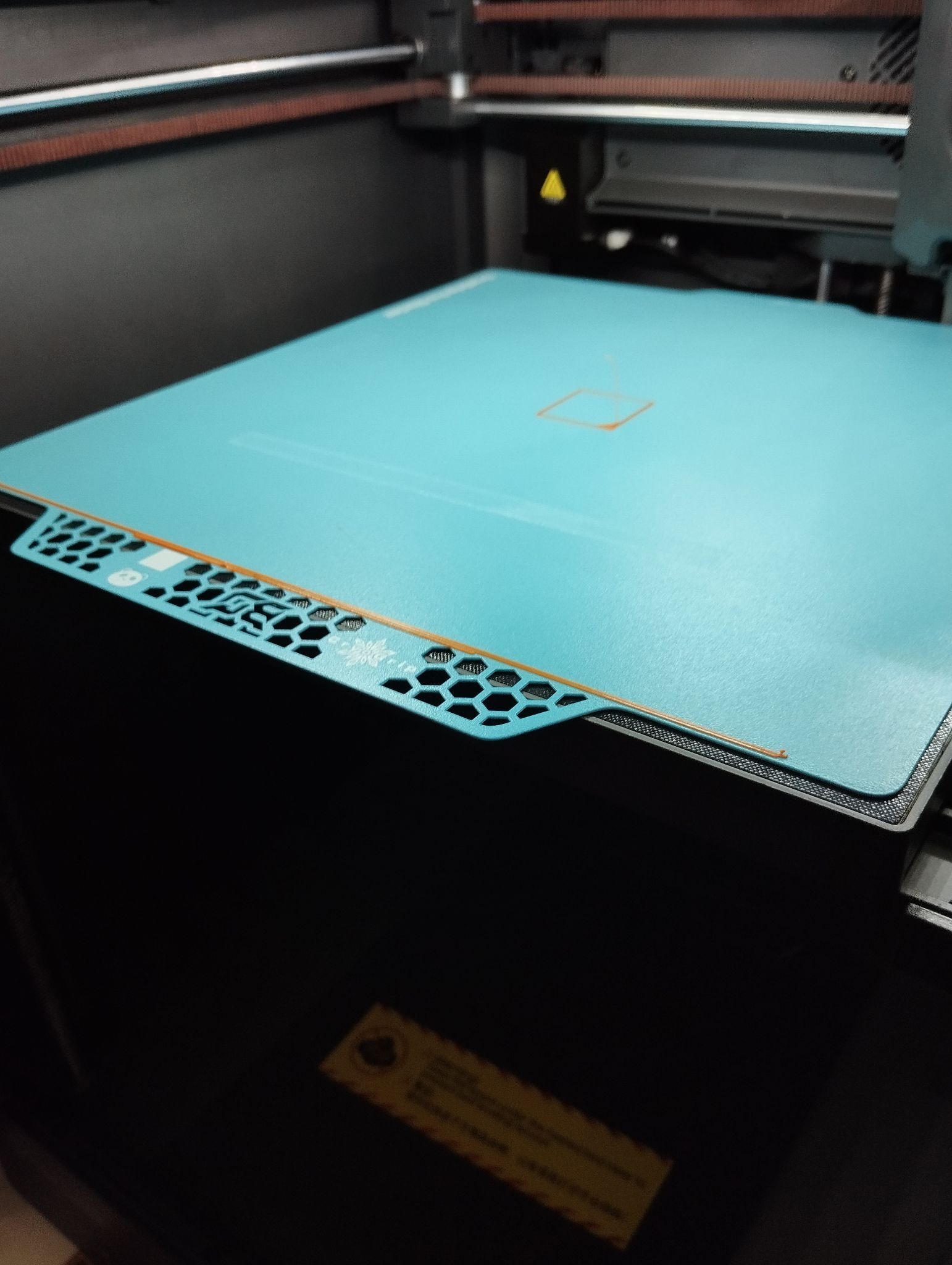
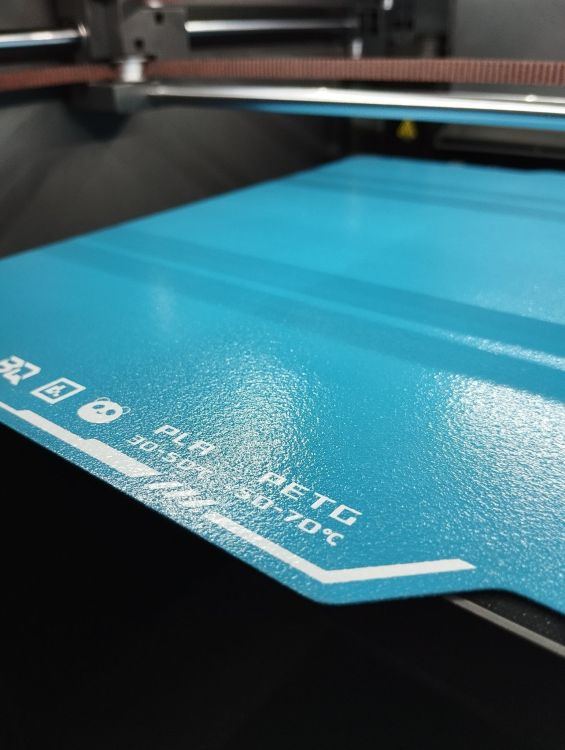
J'ai déjà fait un test de la Cryogrip Pro Glacier principalement sur la Bambu Lab A1 et j'avais testé sur la Centauri Carbon mais sans aller plus loin, là j'ai reçu la Cryogrip Pro Frostbite qui est uniquement utilisable avec le PLA et le PETG. La Frostbite est une plaque texturée un peu "granuleuse" contrairement à la Glacier qui est pratiquement lisse, l'avantage de la Frostbite c'est que vous pouvez imprimer du PLA avec une température de plateau de 30 à 50° et du PETG entre 50 et 70° Ces 2 plaques peuvent se monter sur la Centauri Carbon mais comme elles sont principalement dimensionnées pour la A1 CAD 257 x 257 et que la CC a un plateau de 260 x 260 vous avez compris qu'il manque 3 mm sur les axes X et Y, il faut placer la plaque bien au fond et à gauche du plateau. Ces 3 mmm en moins ne change pratiquement rien lors de l'impression, par contre au début lorsque la machine fait sa ligne de purge il y a un léger problème car la ligne de purge passe à coté de la plaque, après ce n'est pas une catastrophe mais j'aime bien quand ça se passe correctement . Ce problème est pour la Cryogrip Pro Glacier, la Frostbite a un bord un peu plus long à cette endroit là donc ça passe J'ai donc récupéré un GCODE de démarrage (que j'ai modifié car il ne fonctionnait pas) proposé sur le groupe Face de bouc des utilisateurs de la CC et qui utilise la ligne de purge de la Bambu Lab P1S, perso je n'ai jamais trop apprécié (bien qu'elle fonctionne très bien) la ligne en coin d'Elegoo Si vous êtes intéressé voici le GCODE de démarrage d'origine au cas ou vous souhaiteriez le remettre ;;===== date: 20240520 ===================== ;printer_model:[printer_model] ;initial_filament:{filament_type[initial_extruder]} ;curr_bed_type:{curr_bed_type} M400 ; wait for buffer to clear M220 S100 ;Set the feed speed to 100% M221 S100 ;Set the flow rate to 100% M104 S140 M140 S[bed_temperature_initial_layer_single] G90 G28 ;home M729 ;Clean Nozzle M190 S[bed_temperature_initial_layer_single] ;=============turn on fans to prevent PLA jamming================= {if filament_type[initial_no_support_extruder]=="PLA"} {if (bed_temperature[initial_no_support_extruder] >50)||(bed_temperature_initial_layer[initial_no_support_extruder] >50)} M106 P3 S255 {elsif (bed_temperature[initial_no_support_extruder] >45)||(bed_temperature_initial_layer[initial_no_support_extruder] >45)} M106 P3 S180 {endif};Prevent PLA from jamming {endif} ;enable_pressure_advance:{enable_pressure_advance[initial_extruder]} ;This value is called if pressure advance is enabled {if enable_pressure_advance[initial_extruder] == "true"} SET_PRESSURE_ADVANCE ADVANCE=[pressure_advance] ; M400 {endif} M204 S{min(20000,max(1000,outer_wall_acceleration))} ;Call exterior wall print acceleration G1 X{print_bed_max[0]*0.5} Y-1.2 F20000 G1 Z0.3 F900 M109 S[nozzle_temperature_initial_layer] M83 G92 E0 ;Reset Extruder G1 F{min(6000, max(900, filament_max_volumetric_speed[initial_no_support_extruder]/0.5/0.3*60))} G1 X-1.2 E10.156 ;Draw the first line G1 Y98.8 E7.934 G1 X-0.5 Y100 E0.1 G1 Y-0.3 E7.934 G1 X{print_bed_max[0]*0.5-50} E6.284 G1 F{0.2*min(12000, max(1200, filament_max_volumetric_speed[initial_no_support_extruder]/0.5/0.3*60))} G1 X{print_bed_max[0]*0.5-30} E2 G1 F{min(12000, max(1200, filament_max_volumetric_speed[initial_no_support_extruder]/0.5/0.3*60))} G1 X{print_bed_max[0]*0.5-10} E2 G1 F{0.2*min(12000, max(1200, filament_max_volumetric_speed[initial_no_support_extruder]/0.5/0.3*60))} G1 X{print_bed_max[0]*0.5+10} E2 G1 F{min(12000, max(1200, filament_max_volumetric_speed[initial_no_support_extruder]/0.5/0.3*60))} G1 X{print_bed_max[0]*0.5+30} E2 G1 F{min(12000, max(1200, filament_max_volumetric_speed[initial_no_support_extruder]/0.5/0.3*60))} G1 X{print_bed_max[0]*0.5+50} E2 ;End PA test. G3 I-1 J0 Z0.6 F1200.0 ;Move to side a little G1 F20000 G92 E0 ;Reset Extruder ;LAYER_COUNT:[total_layer_count] ;LAYER:0 et voici le GCDE que vous devez mettre à la place ;;===== date: 20240520 ===================== ;printer_model:[printer_model] ;initial_filament:{filament_type[initial_extruder]} ;curr_bed_type:{curr_bed_type} M400 ; wait for buffer to clear M220 S100 ;Set the feed speed to 100% M221 S100 ;Set the flow rate to 100% M104 S140 M140 S[bed_temperature_initial_layer_single] G90 G28 ;home M729 ;Clean Nozzle M190 S[bed_temperature_initial_layer_single] ;=============turn on fans to prevent PLA jamming================= {if filament_type[initial_no_support_extruder]=="PLA"} {if (bed_temperature[initial_no_support_extruder] >50)||(bed_temperature_initial_layer[initial_no_support_extruder] >50)} M106 P3 S255 {elsif (bed_temperature[initial_no_support_extruder] >45)||(bed_temperature_initial_layer[initial_no_support_extruder] >45)} M106 P3 S180 {endif};Prevent PLA from jamming {endif} ;enable_pressure_advance:{enable_pressure_advance[initial_extruder]} ;This value is called if pressure advance is enabled {if enable_pressure_advance[initial_extruder] == "true"} SET_PRESSURE_ADVANCE ADVANCE=[pressure_advance] ; M400 {endif} M204 S{min(20000,max(1000,outer_wall_acceleration))} ;Call exterior wall print acceleration G1 X{print_bed_max[0]*0.5} Y+0.5 F20000 G1 Z0.3 F900 M109 S[nozzle_temperature_initial_layer] M83 G92 E0 ;Reset Extruder G1 F{min(6000, max(900, filament_max_volumetric_speed[initial_no_support_extruder]/0.5/0.3*60))} ;G1 X-1.2 E10.156 ;Draw the first line ;G1 Y98.8 E7.934 ;G1 X-0.5 Y100 E0.1 ;G1 Y-0.3 E7.934 G1 X{print_bed_max[0]*0.5-50} E6.284 G1 F{0.2*min(12000, max(1200, filament_max_volumetric_speed[initial_no_support_extruder]/0.5/0.3*60))} G1 X{print_bed_max[0]*0.5-30} E2 G1 F{min(12000, max(1200, filament_max_volumetric_speed[initial_no_support_extruder]/0.5/0.3*60))} G1 X{print_bed_max[0]*0.5-10} E2 G1 F{0.2*min(12000, max(1200, filament_max_volumetric_speed[initial_no_support_extruder]/0.5/0.3*60))} G1 X{print_bed_max[0]*0.5+10} E2 G1 F{min(12000, max(1200, filament_max_volumetric_speed[initial_no_support_extruder]/0.5/0.3*60))} G1 X{print_bed_max[0]*0.5+30} E2 G1 F{min(12000, max(1200, filament_max_volumetric_speed[initial_no_support_extruder]/0.5/0.3*60))} G1 X{print_bed_max[0]*0.5+50} E2 ;End PA test. ; ================================================================= ; ======== Bambu‑style PRIME — twin stripes 0.5 mm apart ========== ; ================================================================= ; Stripe 1 → Y = 1.0 mm ; Stripe 2 → Y = 1.5 mm (0.5 mm gap) G1 Z0.30 F900 M109 S[nozzle_temperature_initial_layer] ; wait for print temp M83 ; relative extrusion G92 E0 ; reset E ; ---------- first pass : left ➔ right ---------- G1 X18 Y2.0 Z0.25 F12000 ; start 18 mm from left edge G1 E2 F300 ; slow pre‑prime G1 X{print_bed_max[0]-18} E15 F{outer_wall_volumetric_speed/(0.3*0.5)*60} ; ---------- quick blob knock ---------- G1 Y11.0 F9000 ; hop forward (like Bambu) G1 X{print_bed_max[0]-19} F6000 ; scrape G1 Y1.5 F6000 ; back next to first stripe ; ---------- second pass : right ➔ left ---------- G1 X18 E15 F{outer_wall_volumetric_speed/(0.3*0.5)*60} ; ---------- finish up ---------- G1 E-0.5 F600 ; tiny retract (ASCII minus) G1 Z0.60 F9000 G92 E0 ; ================= End prime stripes =============================== G3 I-1 J0 Z0.6 F1200.0 ;Move to side a little G1 F20000 G92 E0 ;Reset Extruder ;LAYER_COUNT:[total_layer_count] ;LAYER:0 Voilà maintenant vous avez des belles lignes de purge qui seront sur la plaque La suite bientôt avec les essais et mes impressions sur la Frostbite

 1 point
1 point -
-10% en ce moment sur les K2 Plus et K2 Plus Combo chez 3D Jake, c'est actuellement le meilleur prix ! -> K2 Plus seule : 1169 € -> K2 Plus Combo avec CFS : 1349 € Comparer tous les revendeurs : https://www.lesimprimantes3d.fr/comparateur/imprimante3d/creality-3d/k2-plus-combo/1 point
-
aller je vous en remet une de cette petite russe car elle est vraiment stupéfiante1 point
-
.Deuxième tentative ce soir, un pare-soleil pour un chronographe, même constat, toujours aucun problème d'impression, le résultat est même plus propre que mon premier test. Pour moi aucun problème donc pour imprimer de l'ASA avec le filament Polymaker.

 1 point
1 point -
Toujours intéressant de lire tes résultats de test A voir si le PETG tient mieux que sur la Glacier avec des températures basses A+ JC PS : j'espère que tu as jeté ta dernière bouteille d'IPA au cas où tu aurais besoin de nettoyer ta plaque1 point
-
je vais tester comme ca alors
 1 point
1 point -
Et pourtant on trouve quelques vidéos de personnes à la station cherchant la trappe à essence sur la tesla. Fake ou pas je les comprends, tout le monde ne sait pas forcément comment ça marche. Quand on passe 10min la première fois à chercher la poignée de porte pour sortir, et autant avant de comprendre comment ouvrir la boite à gants, on se dit que la trappe à essence est probablement bien planquée. Heureusement qu'en attendant elle peut rouler en tout électrique cette sacrée hybride. Véridique, entre deux bornes sur un parking j'ai même discuté avec une personne qui avait loué une Dacia Spring et s'étonnait de ne pas pouvoir faire 200km d'autoroute avec. J'ai dû lui expliquer qu'en plus de devoir attendre 1h en charge "rapide", il ne pouvait pas simplement utiliser sa carte bleue pour payer la recharge... Heureusement que ça évolue.1 point
-
Il existe aussi une pièce imprimée quelque part sur makerworld permettant de remplacer les 4 entrées par 5. https://makerworld.com/en/models/161680-5-port-filament-feed-for-bambu-a1-a1-mini1 point
-
Encore une fois : c'est-à-dire ? Tu es avare en détails . Quels messages ? Klippy.log / moonraker.log, …, c'est plus pratique pour aider.1 point
-
@Jc2101 non! à priori la souris est fautive car elle vagabonde dans le slicer Cette souris a certainement touché un paramètre du mode spécial dans paramètre surface irrégulière. Toutefois ton modèle jaune en forme de fromage est sympa pour attirer les souris je ne sais pas si les souris aiment le Café ? A+ Francis1 point
-
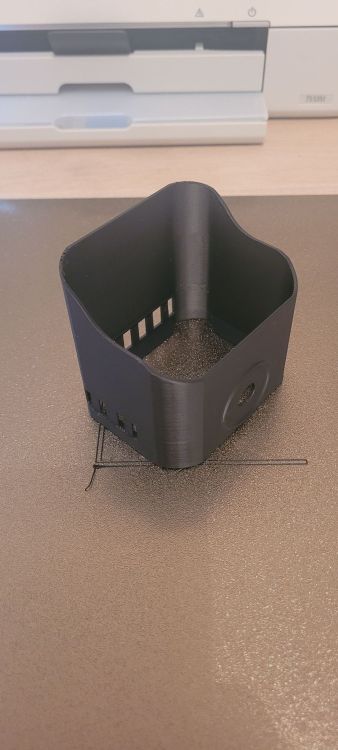
sujet résolu j'ai réussi à bien l'imprimer couché sur le plateau avec support et adhérence 210c et 70c1 point
-
Ben oui depuis que @fran6p a ses nouvelles lunettes il est devenu dyslexique1 point
-
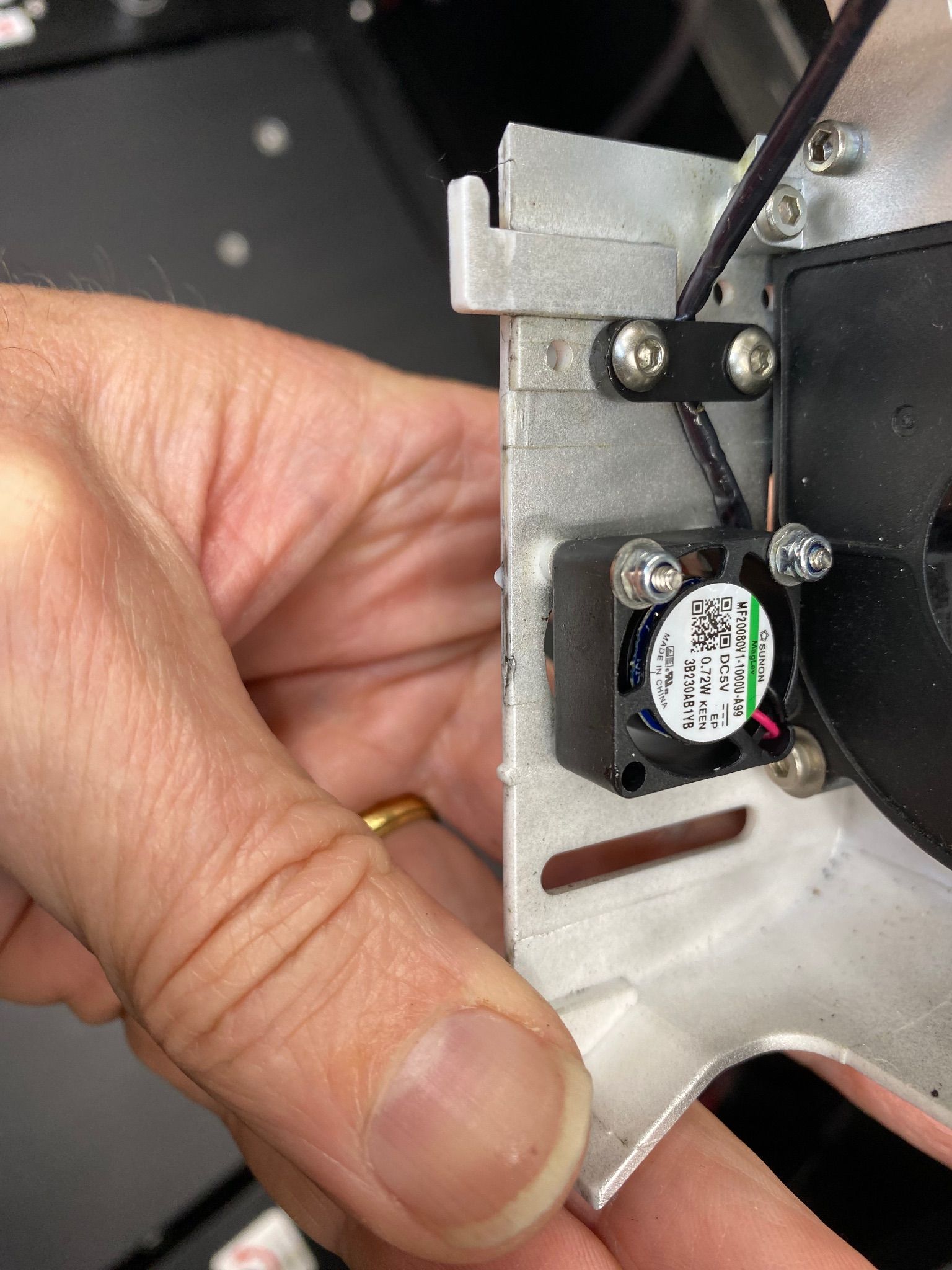
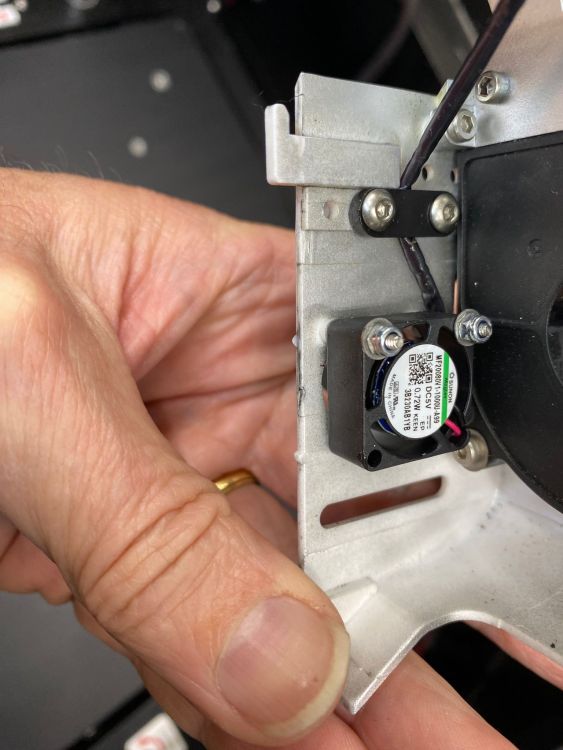
Je viens de remplacer le petit ventilateur sur le capot avant qui refroidit l'extrudeur par un SUNON mf20080v1-1000u-a99 Il faut jouer un peu de la pince à sertir, mais c'est facile avec les bons connecteurs XH Un peu de travail pour refixer le ventilateur car il est plus épais, mais ça se fait. Il faut reperçer les deux trous de fixation initiaux à 2,2 mm Fixation par des vis M2 à tête fraisée lg 16. Idéalement il faudrait 15 mm. Plus de bruit et ca souffle bien mieux. Ceux que j'ai monté pour refroidir le RP2040 sur le capot arrière tournent depuis plus de 6 mois sans aucun signe de faiblesse.



 1 point
1 point -
Titre corrigé : PTGE => PETG1 point
-
Avec ce petit accessoire, tu pourras garder les quatre bobines et mettre un TPU externe sans rien débrancher.
 1 point
1 point -
Moi aussi sur une prise connectée TP-Link pour démarrer à distance et lancer une impression, ou pour tout couper à la fin d'une tâche.1 point
-
Apparemment il est compatible. Par contre je vois un inconvénient, il faut démonter trop de choses rien que pour retirer le tube ptfe à l'arrière de l AMS.1 point
-
Salut à tous! Mon kit est en route depuis Prague! Je sais probablement à quoi va être occupé mon dimanche de canicule!1 point
-
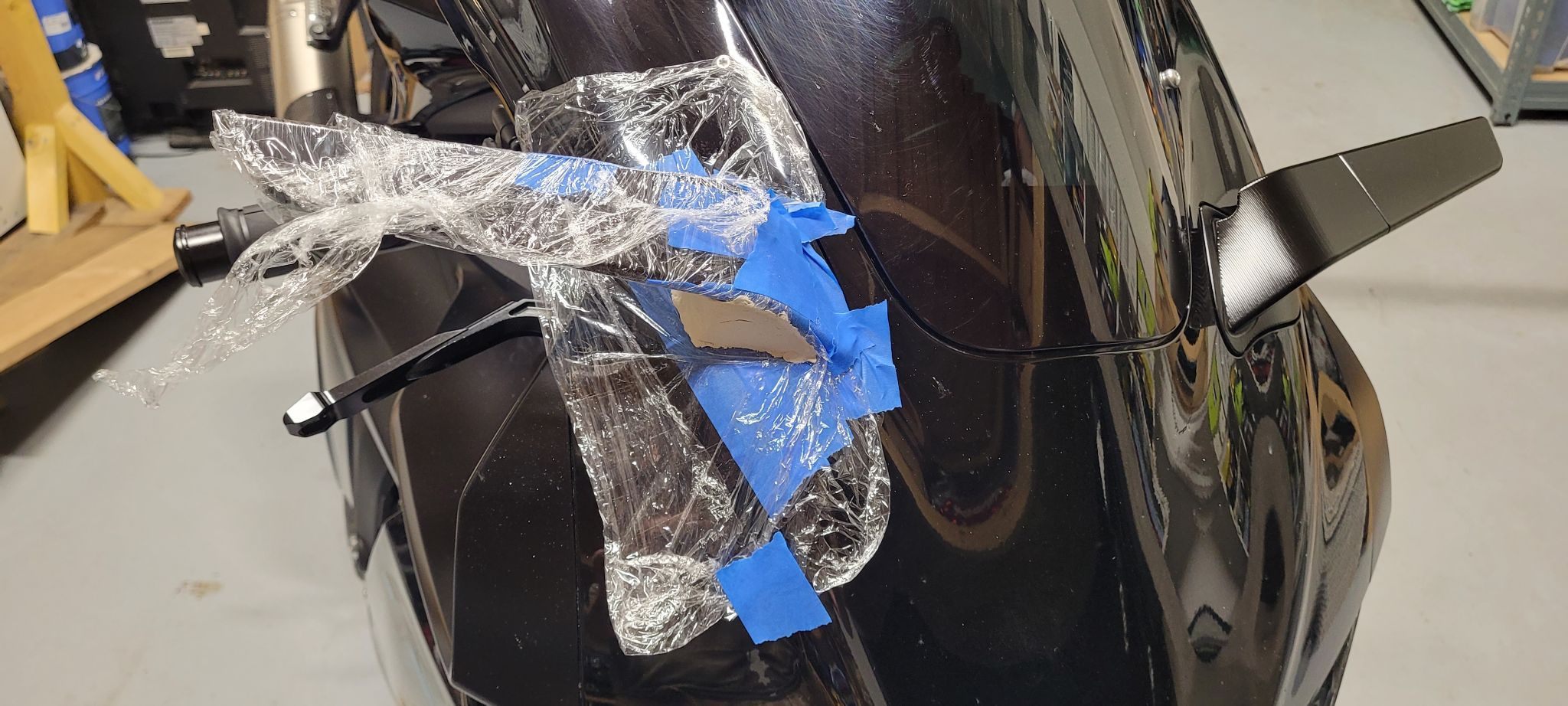
Bonsoir ! J'avance sur ma pièce, du coup j'ai décidé de partager un peu mes idées et ma méthode plus qu'artisanal pour réaliser ma pièce Première étape, protéger la moto, et utiliser la pate à modeler autodurcissante à l'air : J'ai bourré l'interstice avec, et par sécurité, j'ai juste attendu 5min, puis j'ai délicatement enlevé la pate. La forme obtenu correspondait plutôt bien, j'ai laissé sécher, et j'arrive à ça une fois légèrement poncé pour avoir un truc propre : @gerardm Maintenant je pense que je vais pouvoir utiliser les réponses sur le post que tu cites pour avancer plus vite


 1 point
1 point -
On va voir ce que donne les M1 Pro Artillery a monter en qualité de conception sur la Série SW X4 mais la chaine d'assemblage restait une variable a problème parfois, je leur avais indiqué cela espérons qu'il y ai du mieux cela reste un marque que j'apprécie malgré tout1 point
-
Oui surtout avec des couleurs contrastées pour bien purger. Curieux de voir comment ça va se comporter sur mon MAC1 point
-
Oui, à chaque fin d'impression Elle est sur une prise connectée. Un coup de "Alexa, éteins H2D" et paf, black-out.1 point
-
Salut @geger, Je me permets de donner mon point de vue sur Artillery. Comme on dit, "les promesses n'engagent que ceux qui y croient" . Artillery est le dernier à proposer une coreXY parmi les principaux constructeurs chinois. Vu qu'ils n'ont pas l'habitude de révolutionner la technique , il y a fort à parier qu'une nouvelle fois, ils vont être agressifs sur les prix. Et pour y arriver, ils vont probablement remplacer des pièces métalliques par du plastique et assembler leurs imprimantes de façon "aléatoire" ( gros euphémisme ). Honnêtement, si ton but est d'imprimer des pièces sans contraintes techniques, je te conseillerai une imprimante ouverte, comme une BambuLab A1 mini ou une A1, à voir en fonction du volume d'impression. Ce sont des imprimantes dont la réputation est démontrée (facilité d'utilisation, qualité d'impression et fiabilité).1 point
-
Oui elle est en précommande, à savoir qu'ils ont à peu près 1 mois d'avance sur leur planning de livraison TPU, PETG, ASA, ABS, Carbone... Et d'autres filaments plus technique Déjà regarde dans la rubrique https://www.lesimprimantes3d.fr/forum/151-elegoo/ il y a quelques sujets sur cette machine et le test que j'avais fait https://www.lesimprimantes3d.fr/test-elegoo-centauri-carbon-corexy-20250219/1 point
-
ca fait un bail que je n ai plus posté , voila mon dernier tres gros projet qui a durée 17 mois1 point
-
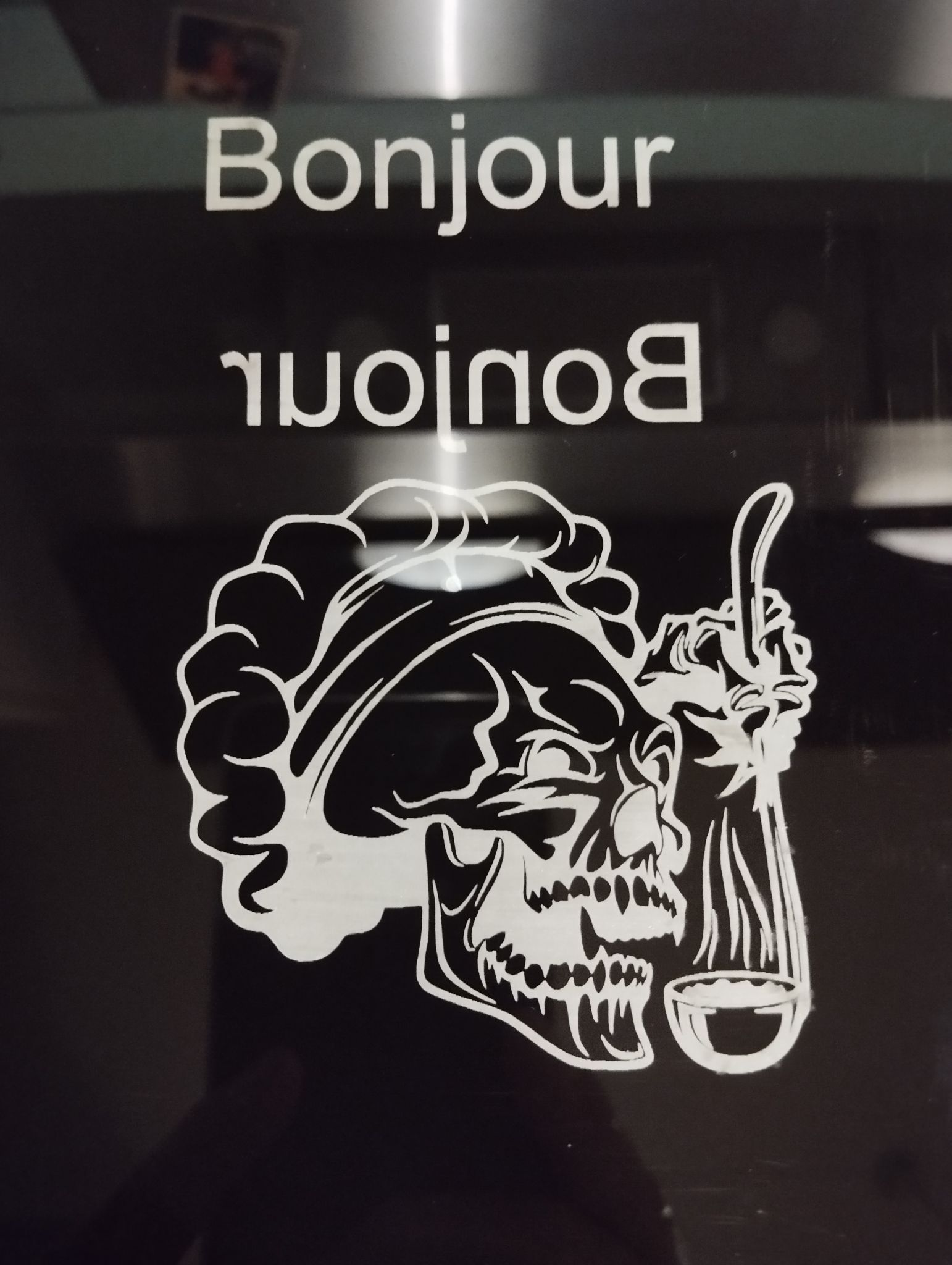
Bon me voici de retour avec un autre modèle et une autre matière Modèle que j'ai téléchargé ici j'ai utilisé le logiciel Lightburn Pour graver sur le verre j'ai utilisé un papier collant que j'ai trouvé ici Support : Verre Graveur : Elegoo Phecda 20 w Mode : remplissage Vitesse : 1000 Puissance : 85% Air assist : 25% Temps de gravure : environ 2 h coté devant noir Coté derrière blanc et là surprise j'ai enlevé le papier collant et le verre n'a pas été gravé même pas une rayure, il va falloir que je reface un autre essai avec plus de puissance J'avais déjà fait un test de gravure sur verre mais en l'ayant peint avec de l'acrylique noir, j'avais utilisé les mêmes réglages et le modèle était celui ci et là je verre avait bien été gravé

 1 point
1 point -
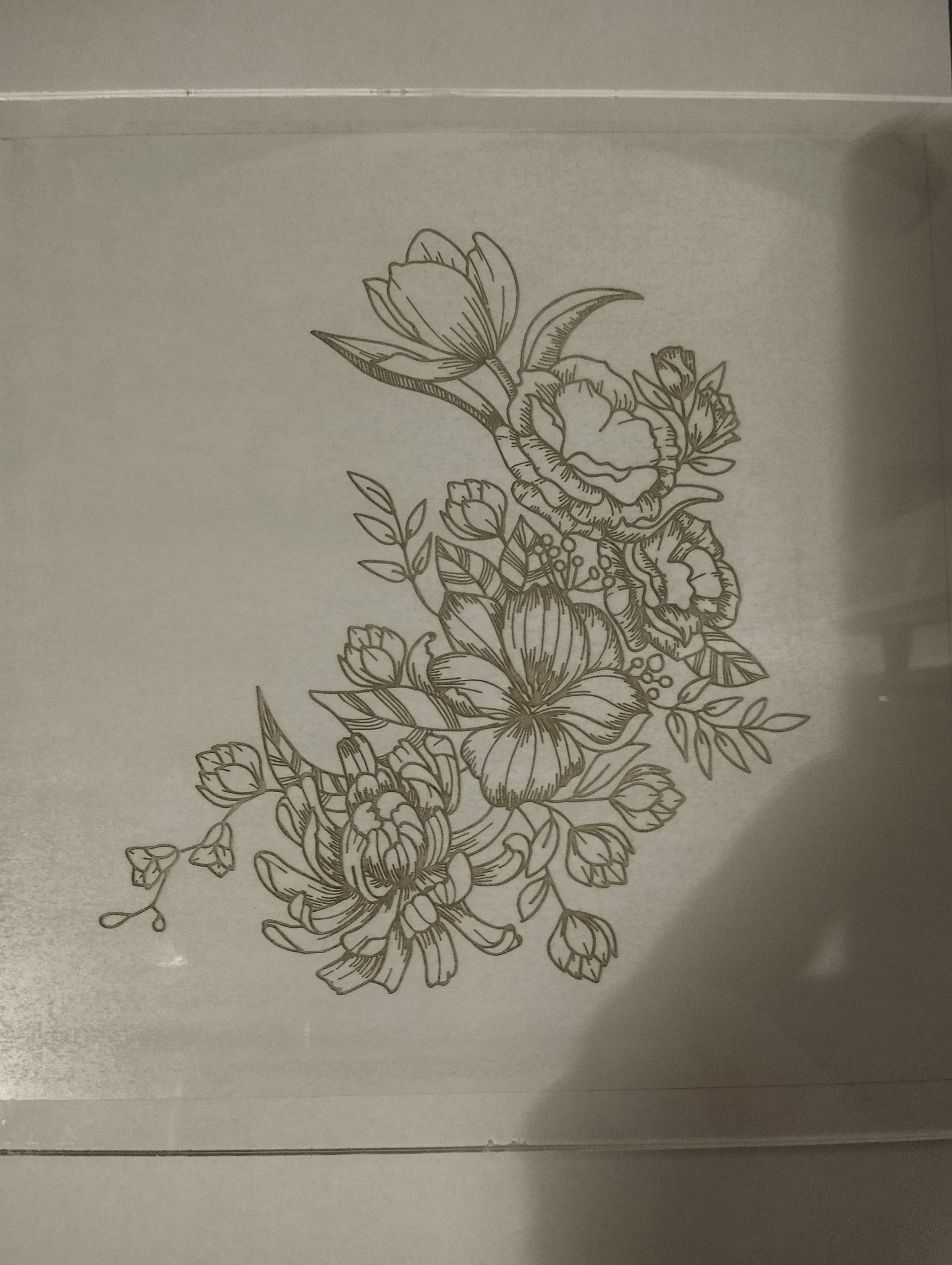
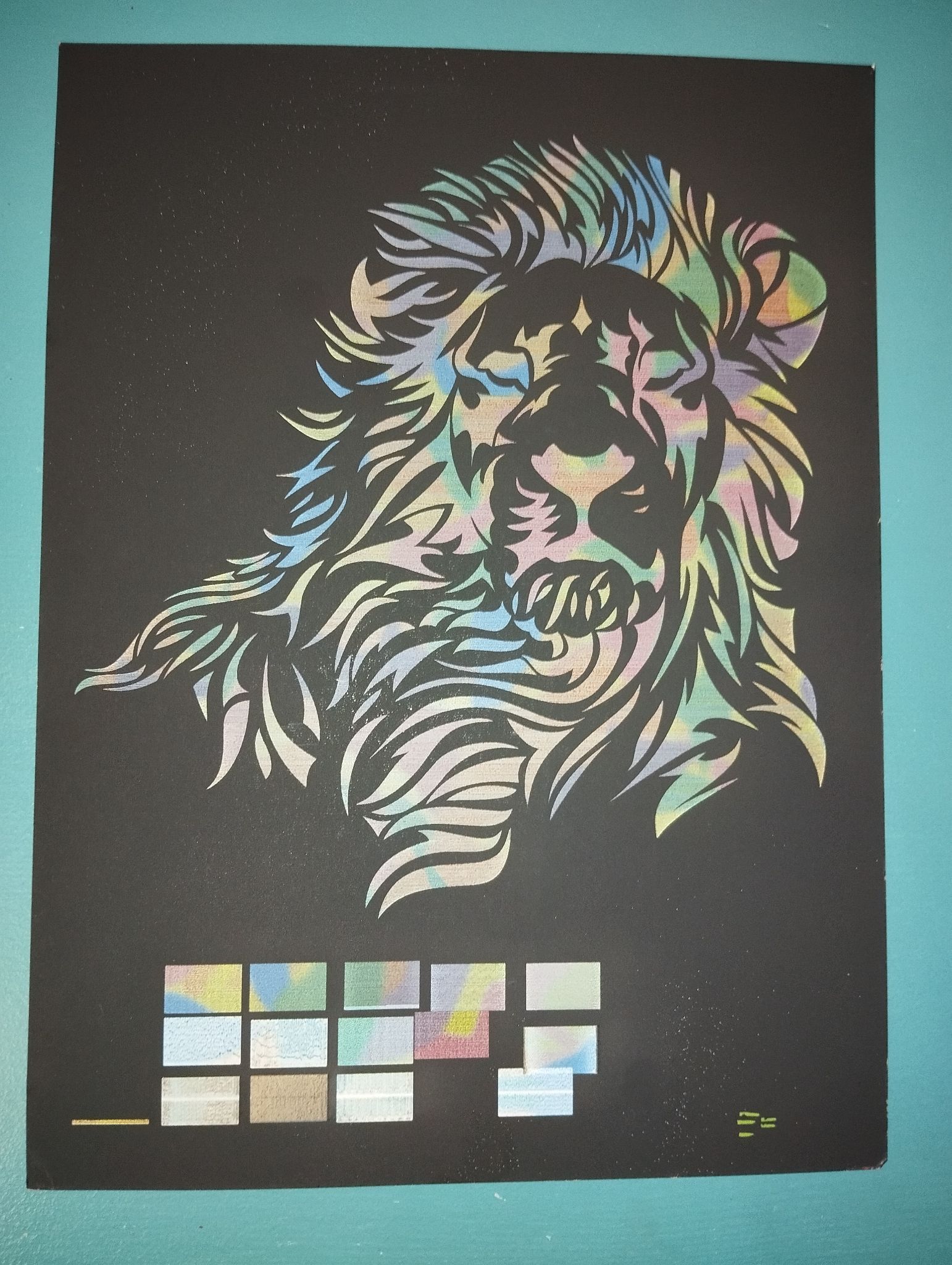
Une dernière gravure pour aujourd'hui Modèle que j'ai téléchargé ici j'ai utilisé le logiciel Lightburn Les carrés en bas sont des tests de puissances et de vitesses, le résultat est pas mal, mais ça rend mieux en photo qu'en réalité, je m'attendais à un meilleur rendu Support : Papier à gratter multi couleurs sur une seule couche Graveur : Elegoo Phecda 20 w Mode : remplissage Vitesse : 7000 Puissance : 33% intervalle entre 2 lignes : 0.08 Air assist : 25% Temps de gravure : environ 50 mn
 1 point
1 point -
Bonsoir, j'ai essayé et tout fonctionne bien pour l'installation, tu prends une Emma vierge sur laquelle tu installes l'image 24.2 de la Debian auparavant il faudra que tu copies sur une micro sd le fichier X_4 fourni par freeDi pas de update ni upgrade ensuite tu installes Klipper/Moonraker/Mainsail or fluid tu copies le lien fourni par FreeDi et c'est impeccable pas de fichier MKS_THR.cfg dans ta config et remettre [mcu MKS_THR] serial: /dev/serial/by-id/usb-Klipper_rp2040_xxxxxxxxx-if00 printer.cfg et tout tournes
 0 points
0 points -
Il y a une erreur dans le Gcode tranché. Une impression ne peut jamais débuter tant que le système ne sait pas où se trouve positionnée la tête (buse) => «must home axis first…». Joints le début du fichier Gcode que tu voudrais imprimer et la séquence que tu utilises dans le Gcode de démarrage du trancheur. En plus, parfois, certains noms de fichiers peuvent poser problème (là, il y a un espace dans le nom, par exemple).0 points
-
Décidément… maintenant problème de moteur d’extrusion surchargé, j’ai nettoyé puis changer la tête, toujours la même erreur. Le problème doit venir de plus haut, j’irai voir ça ce soir. j’irai voir ça ce soir. Après quelques recherches, j’ai vu que ce problème était récurrent sur les H2d, à voir0 points
-
Modification en "Stand-By" pour le moment. Toujours impossible d'imprimer, alors j'ai craqué (et en plus ma petite fille n'est pas contente ) Je vais changer pour le moment la carte mère, écran et carte de la tête pour revenir au système QiDi (Xplus3 sans modification trouvé sur un site) Je garde sous le coude les pièces que je vais démonter qui me serviront lorsque la version FreeDi sera plus stable. Cette modification n'étant pas à faire pour un novice comme moi. A bientôt pour la suite ET MERCI à tous pour votre aide et astuces0 points