Classement




Contenu populaire
Contenu avec la plus haute réputation dans 20/06/2025 Dans tous les contenus
-
je pense que la planète s'en fout qu'il fasse -200° ou +300° (Mars est toujours là ...), ce sont les habitants qui se prennent pour la planète3 points
-
En plus, ça dépend de la durée d'impression. Avec du PLA, tout ou tard, si le plateau n'est plus chauffé suffisamment, la pièce se décollera et l'impression partira en sucettes spaghetti.3 points
-
La boutique en ligne de Bambu Lab fête ses 3 ans et des promotions sont prévues du 24 juin au 15 juillet 2025. Dans un premier temps, les (futurs) clients peuvent tenter leur chance pour gagner une imprimante 3D mais surtout obtenir un coupon de réduction supplémentaire de 30 € (ou 30 $) de réduction en s'inscrivant à la newsletter du constructeur. Ca se passe ici et c'est à faire avant le 24 juin ! Sur la période de promotions (donc du 24/06 au 15/07), les prix seront réduits pour l'Europe : -150 € sur la X1C -100 € sur la P1P -150 € sur la P1S -50 € sur la A1 -20 € sur la A1 mini -50 € sur l'AMS lite Pas de réduction sur la récente H2D ni les AMS fermés. Par contre, on peut avoir jusqu'à -40% sur les filaments et plaques PEI, 30% sur les hotends et autres accessoires et 20 / 30 / 40% sur les kits Maker's Supply en fonction de la quantité demandée. Ce coupon de 30 € est cumulable avec les promotions annoncées donc anticipez et économisez jusqu'à 180 € sur votre prochaine imprimante Bambu ! L'ensemble des promotions est rassemblée ici : https://eu.store.bambulab.com/fr/pages/3rd-year-anniversary
 2 points
2 points -
Si vous envisagez d'acheter une X1C, lisez ceci pour économiser jusqu'à 180 €2 points
-
Qu'est-ce qui t'empêche de faire tes propres maillages à différentes températures de lit, de les enregistrer avec un nom explicite, puis de les rappeler avant une impression ? C'est même «automatisable» dans tout trancheur gérant les filaments avec une section Gcode spécifique ou dans le START_PRINT en fonction de la température du lit. Idem pour l'allumage de le LED si on connait le nom de la macro (ou en en créant une en fonction de la section du printer.cfg). Je vois de plus en plus de nouveaux utilisateurs séduits par les argumentaires commerciaux (le fameux Plug & Print). Ces machines récentes ont de plus en plus de fonctions automatisées. Si le fabricant n'a pas «pensé» suffisamment aux divers cas d'utilisation, ils sont perdus… et encore plus, si ledit fabricant utilise un système plus ou moins fermé : l'utilisateur est pieds et poings liés au bon vouloir du fabricant.2 points
-
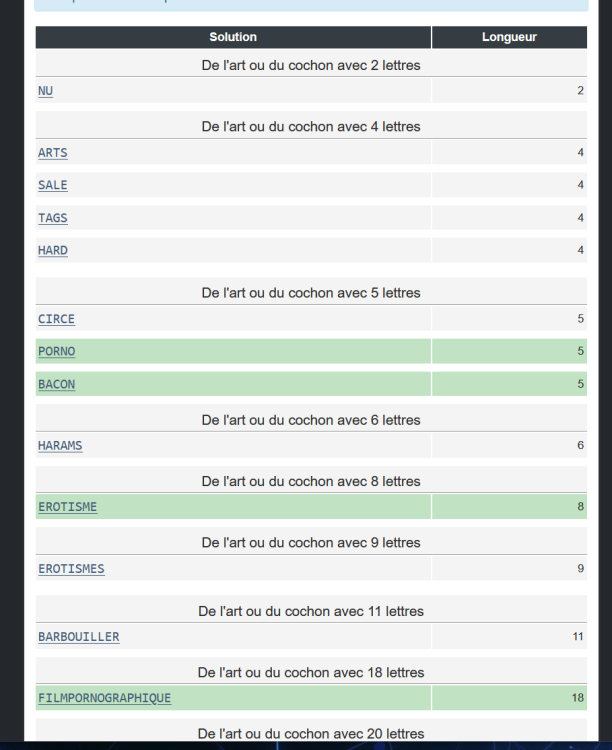
C'est du lard ou du cochon OK, je =>2 points
-
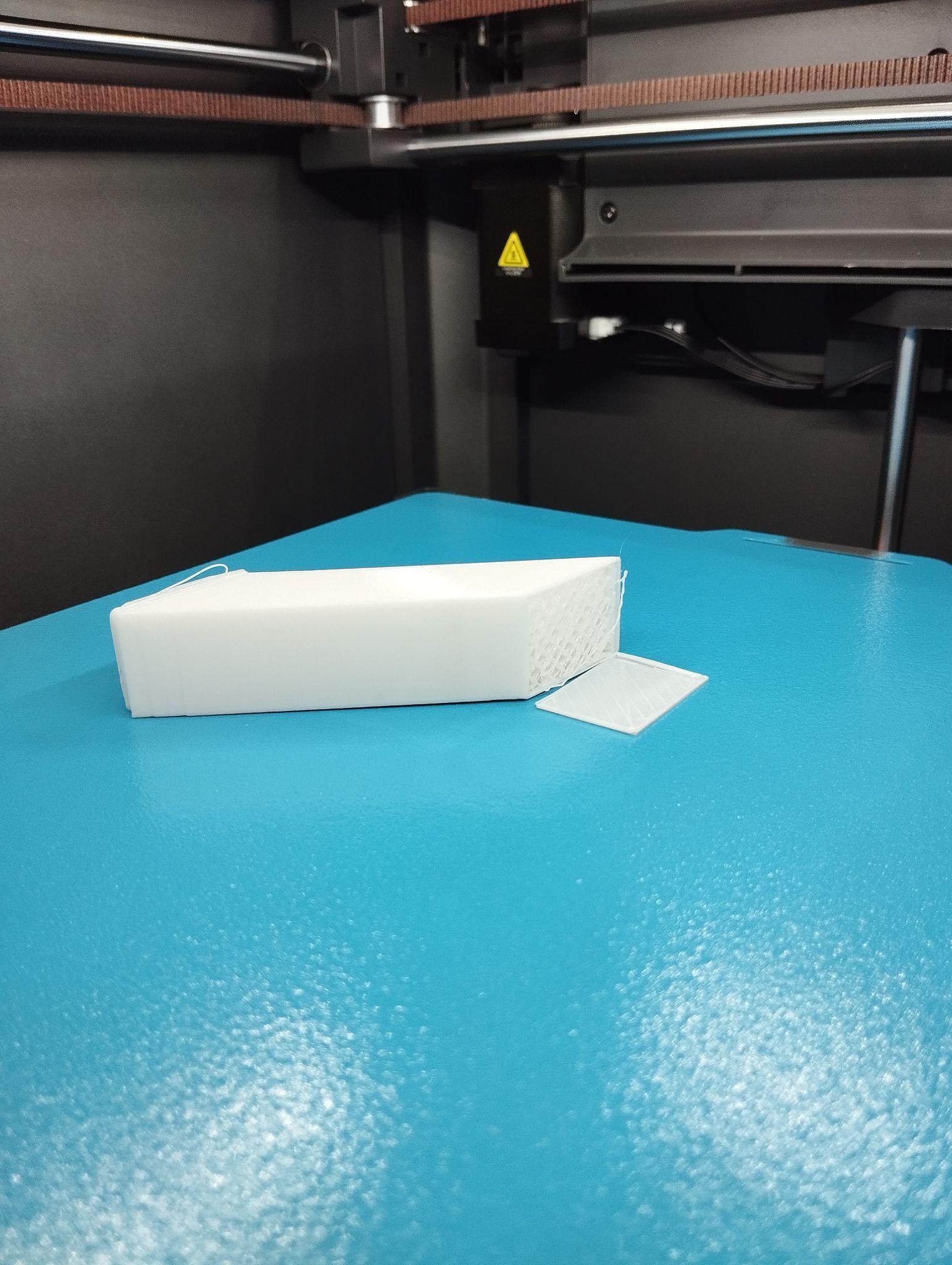
J'ai continué ma campagne de test en imprimant une petite pièce, celle pour améliorer le flux d'air sur le hotend ( l'amélioration décrite ci-avant par @vap38 ). Toujours avec mes réglages PETG habituels sauf que je suis passé en hauteur de couche 0,12 High quality. La qualité finale de la pièce en sortie s'avère tout à fait correcte .... donc j'ai bon espoir que mon soucis soit résolu NOTA : Lorsque je me lancerai vers des matériaux plus techniques, j'en profiterai pour imprimer à nouveau cette pièce en ABS cette fois, pour quelle soit adaptée aux Htes températures. La prochaine étape sera l'impression de l'autre amélioration proposée par @vap38 pour optimiser le refroidissement de l'électronique ... mieux vaut prévenir que subir ..
 1 point
1 point -
@pommeverte Pour les problèmes spécifiques à la situation de freddy (donc pas directement en rapport avec le firmware de ce topic) j'ai été répondre sur son propre topic EDIT : Je précise que le 3D Touch est le clone de BLTouch vendu par Wanhao dans sa boutique officielle, le firmware avec 3D Touch devrait en toute logique correspondre au capteur de nivellement qu'il possède. Normalement les deux fonctionnent pareil d'un point de vue firmware (mais pas d'un point de vue fiabilité )1 point
-
Bonjour @freddy nativel, Concernant le firmware présenté sur ce sujet, il n'a effectivement été testé qu'avec une D12 230. Je n'ai aucune idée de la compatibilité avec la D12 300, mais des références à la D12 300 se trouvant dans le code proposé par NeoprodFX (voir lien dans le premier post), je les ai laissées telles quelles. En jetant un œil dans Configuration.h, je vois ceci : #if ENABLED(D12_300_Pro) #ifndef MOTHERBOARD #define MOTHERBOARD BOARD_MKS_ROBIN_NANO_V3 #endif #endif Cela force la carte mère en v3. Si vraiment ta carte mère est en 1.2 dans une D12 300, le code serait à modifier comme suit : #if ENABLED(D12_300_Pro) #ifndef MOTHERBOARD #define MOTHERBOARD BOARD_MKS_ROBIN_NANO #endif #endif Théoriquement cela compilerait, après avoir sélectionné également la carte mère 1.2 dans platformio.ini : default_envs = mks_robin_nano35 # For MKS Robin Nano V1.2 #default_envs = mks_robin_nano_v1_3_f4 # For MKS Robin Nano V1.3 #default_envs = mks_robin_nano_v3_usb_flash_drive # For MKS Robin Nano V3 Maintenant, si je me réfère à ton topic mentionné par @pommeverte, je ne suis pas sûr que tu ait besoin d'un firmware custom pour commencer à prendre en main ton imprimante, c'est un peu commencer un jeu directement en mode difficile . Normalement le firmware officiel fourni par Wanhao devrait te permettre de démarrer plus en douceur1 point
-
Super merci @pommeverte le problème se déclare au moment de lancer l'impression sur l'imprimante. J'étudie le Gcode de début et de fin et je regarde le fichier log pour identifier le code erreur. je pense réaliser un test d'impression sans inclure le (print-start) dans le Gcode sans gérer la purge et le nettoyage de la buse. Je vais fonctionner par étape sans trop contrarier la QIDI plus 4. En ce moment j'ai en gros Job plusieurs pièces en cours d'impression pour une durée d'environ 36 heures. Il est vrai que j'ai une assez bonne pratique d'IDEAMAKER depuis de nombreuses années; pour avoir aussi piloté des imprimantes RAISE . J'ai toujours obtenu de très bon résultats surtout avec des imprimantes IDEX c'est le pied... J'ai fait mon apprentissage à mes débuts sur CURA et je depuis c'est le divorce avec l'interface qui est devenue trop touffue et compliquée. j'ai fait une recherche IDEAMAKER propose un Gcode pour la QIDI_I_MATE sans s'embêter avec des macros, solution très simple sans protocole de purge et nettoyage de la buse. Ci-joint le fichier gcode QIDI_I_MATE Je t'informe sur mes différents tests encore merci. A+ Francis Gcode_QIDI_I_Max.txt1 point
-
Salut, Dans Marlin, il y a le Gcode M141 (définit la consigne de température de l'enceinte et lance la chauffe sans attendre que la consigne soit atteinte) et M191 (attend que la température de l'enceinte ait atteint la consigne). Dans Klipper, l'équivalent de M141 est SET_HEATER_TEMPERATURE HEATER=<nom_du_chauffeur> [TARGET=<température_cible>] et pour M191: TEMPERATURE_WAIT SENSOR=<nom_config> [MINIMUM=<cible>] [MAXIMUM=<cible>] (voir la doc). Dans ce cas, il suffit de créer 2 macros M141 et M191 pour que ce soit transparent pour le trancheur1 point
-
Salut, Tu n'as pas dit à quel moment tu as eu un problème: est-ce pour générer le fichier gcode ou lors de l'impression? Si c'est le 2nd cas, tu devrais avoir des informations dans le fichier klippy.log que tu peux télécharger dans Mainsail/Fluidd, onglet machine. Cela dit, j'ai fait l'exercice d'utiliser des macros, en espérant ne pas m'être trompé dans les formules . Voici ce que donneraient les nouveaux Gcode de début et de fin Dans ideamaker: ;début Gcode de démarrage PRINT_START BED={temperature_heatbed} HOTEND={temperature_extruder1} CHAMBER=30 SET_PRINT_STATS_INFO TOTAL_LAYER={total_layers} M220 S100.0 M221 T0 S100.0 G4 P3000 PURGE PRINT_XMIN={print_pos_min_x} PRINT_YMIN={print_pos_min_y} FIRST_LAYER_HEIGHT={first_layer_height} NOZZLE_DIAMETER={extrusion_width1} ;fin de Gcode de démarrage ;début Gcode de fin PRINT_END PRINT_ZMAX={print_pos_max_z} ;fin Gcode de fin Comme je n'ai pas trouvé le mot clé pour le diamètre de buse, j'ai choisi extrusion_width1. Et comme ideamaker ne gère pas la température de l'enceinte, il faudra définir la valeur "manuellement" (au hasard, j'ai mis 30 ) Dans QidiStudio / OrcaSlicer: ;début Gcode de démarrage PRINT_START BED=[bed_temperature_initial_layer_single] HOTEND=[nozzle_temperature_initial_layer] CHAMBER=[chamber_temperature] SET_PRINT_STATS_INFO TOTAL_LAYER=[total_layer_count] M220 S100.0 M221 T0 S100.0 G4 P3000 PURGE PRINT_XMIN={first_layer_print_min[0]} PRINT_YMIN={first_layer_print_min[1]} FIRST_LAYER_HEIGHT={initial_layer_print_height} NOZZLE_DIAMETER={nozzle_diameter[0]} ;fin de Gcode de démarrage ;début Gcode de fin PRINT_END PRINT_ZMAX=[max_layer_z] ;fin Gcode de fin Les Gcodes M220, M221 et G4 peuvent évidemment être intégrés à la macro PURGE. C'est à voir à l'usage... Dans le fichier printer.cfg, il faudrait ajouter ces 2 macros: [gcode_macro PURGE] description: purge d'un extrudeur usage: PURGE PRINT_XMIN PRINT_YMIN FIRST_LAYER_HEIGHT NOZZLE_DIAMETER gcode: {% set PRINT_XMIN = params.PRINT_XMIN|default(0)|int %} {% set PRINT_YMIN = params.PRINT_YMIN|default(0)|int %} {% set PRINT_XMAX = params.PRINT_XMAX|default(printer.toolhead.axis_maximum.x)|int %} #TODO {% set PRINT_YMAX = params.PRINT_YMAX|default(printer.toolhead.axis_maximum.y)|int %} #TODO {% set FIRST_LAYER_HEIGHT = params.FIRST_LAYER_HEIGHT|default(0.2)|int %} {% set NOZZLE_DIAMETER = params.NOZZLE_DIAMETER|default(0.4)|int %} {% set max_printer_x = printer.toolhead.axis_maximum.x %} {% set max_printer_y = printer.toolhead.axis_maximum.y %} M220 S100.0 M221 T0 S100.0 M83 G4 P3000 G0 X{max((min(max_printer_x - 12, PRINT_XMIN + 80) - 85), 0)} Y{max((min(max_printer_y - 3, PRINT_YMIN + 80) - 85), 0)} Z5 F6000 G0 Z{FIRST_LAYER_HEIGHT} F600 G1 E3 F1800 G1 X{(min(max_printer_x - 12, PRINT_XMIN + 80))} E{85 * 0.5 * FIRST_LAYER_HEIGHT * NOZZLE_DIAMETER} F3000 G1 Y{max((min(max_printer_y - 3, PRINT_YMIN + 80) - 85), 0) + 2} E{2 * 0.5 * FIRST_LAYER_HEIGHT * NOZZLE_DIAMETER} F3000 G1 X{max((min(max_printer_x - 12, PRINT_XMIN + 80) - 85), 0)} E{85 * 0.5 * FIRST_LAYER_HEIGHT * NOZZLE_DIAMETER} F3000 G1 Y{max((min(max_printer_y - 3, PRINT_YMIN + 80) - 85), 0) + 85} E{83 * 0.5 * FIRST_LAYER_HEIGHT * NOZZLE_DIAMETER} F3000 G1 X{max((min(max_printer_x - 12, PRINT_XMIN + 80) - 85), 0) + 2} E{2 * 0.5 * FIRST_LAYER_HEIGHT * nozzle_diameter[0]} F3000 G1 Y{max((min(max_printer_y - 3, PRINT_YMIN + 80) - 85), 0) + 3} E{82 * 0.5 * FIRST_LAYER_HEIGHT * NOZZLE_DIAMETER} F3000 G1 X{max((min(max_printer_x - 12, PRINT_XMIN + 80) - 85), 0) + 3} Z0 G1 X{max((min(max_printer_x - 12, PRINT_XMIN + 80) - 85), 0) + 6} G1 Z1 F600 SET_PRINT_STATS_INFO CURRENT_LAYER=1 [gcode_macro PRINT_END] description: purge d'un extrudeur usage: PRINT_END PRINT_ZMAX gcode: {% set PRINT_ZMAX = params.PRINT_XMIN|default(printer.toolhead.axis_maximum.z)|int %} {% set max_printer_z = printer.toolhead.axis_maximum.z %} M141 S0 M104 S0 M140 S0 G90 G1 E-3 F1800 G0 Z{min(max_printer_z, PRINT_ZMAX + 3)} F600 G0 X0 Y0 F12000 {%if PRINT_ZMAX < max_printer_z / 2 %} G0 Z{max_printer_z / 2 + 10} F600 {% else %} G0 Z{min(max_printer_z, PRINT_ZMAX + 3)} F600 {% endif %} Attention: je trouve plus que risqué de nettoyer la buse sur le plateau à la fin du Gcode de début, en faisant un déplacement de 3mm à Z=0 . Une rétraction serait largement plus appropriée J'ai seulement testé les erreurs de syntaxe (les fichiers Gcode sont générés sans erreur et les macros ne provoquent pas d'erreur à l'enregistrement du fichier printer.cfg dans klipper). Par contre, QidiStudio ajoute automatiquement les lignes suivantes avant le Gcode de début: ; EXECUTABLE_BLOCK_START EXCLUDE_OBJECT_DEFINE NAME=Cube_id_0_copy_0 CENTER=152.5,152.5 POLYGON=[[137.25,137.25],[167.75,137.25],[167.75,167.75],[137.25,167.75],[137.25,137.25]] M73 P0 R23 ; FEATURE: Custom DISABLE_BOX_HEATER BOX_TEMP_SET VT0=0 Je ne sais pas si c'est important1 point
-
Avec ces fichiers Configuration.hConfiguration_adv.h, j'ai pu compiler dans les environnements "mks_robin_nano_v3" et "mks_robin_nano_v3_usb_flash_drive" sans erreur. J'en ai profité pour corriger des erreurs dans le fichier configuration.h, notamment au niveau des détecteurs de fin de course. Je pense que tu t'es trompé sur la position des détecteurs Y et Z puisque tu les avais déclaré en position max alors qu'à priori, ils sont en position min, comme toutes les imprimantes de ce type: #define USE_XMIN_PLUG #define USE_YMIN_PLUG #define USE_ZMIN_PLUG Si tu veux inverser le sens de rotation d'un moteur, c'est au niveau de ces lignes du fichier configuration.h qu'il faut agir: #define INVERT_X_DIR true #define INVERT_Y_DIR true #define INVERT_Z_DIR false //#define INVERT_I_DIR false //#define INVERT_J_DIR false //#define INVERT_K_DIR false // @section extruder // For direct drive extruder v9 set to true, for geared extruder set to false. #define INVERT_E0_DIR true #define INVERT_E1_DIR true1 point
-
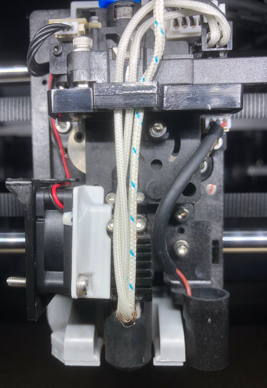
Bonjour à tous, @pjtlivjy @JDL61 j'ai modifié la consigne de le température à 46° pour le fan de Ø80mm pour la carte mère C'est mieux la ventilation est plus réactive, ainsi les drivers sont à une température convenable.... Il fait 34° à l'extérieur et 28° dans mon salon A+ Francis1 point
-
L'impression en PETG est validé à 50°, c'est bon pour la planète avec 20° en moins par rapport à d'habitude La Frostbite est donc plus intéressante que la Glacier, elle colle mieux avec des températures inférieures, même à froid la pièce est un peu dure à décoller, attention au petites pièces qui risque de resté collées même en tordant la plaque. Question prix il faut compter une grosse vingtaine d'euros sur le site de BIQU pour ces plaques, je trouve ça abordable vu que les 2 cotés sont utilisables. Comme d'habitude si vous avez des questions n'hésitez pas
 1 point
1 point -
J'avais oublié que Elegoo n'était pas fan de l'Open source et bridait (sans jeu de mot facile) ses matériels. C'est donc encore pire que sur la Anycubic Kobra S1 . Ça m'étonnerait tout de même que la base logicielle utilisée ne soit pas du Klipper maquillé, rebrandé. On peut dire ce qu'on veut de Creality, mais eux au moins, essaient d'ouvrir leurs machines (en tout cas, ils ne l'empêchent pas). Probablement, même si en plusieurs décennies d'utilisation d'imprimantes (début des années 80 avec des matricielles), j'ai toujours réussi à me débrouiller pour les faire fonctionner (y compris en les démontant), mais surtout en ne prenant que des imprimantes officiellement supportées par Linux au niveau logiciel (c'est d'ailleurs à cause d'une imprimante qu'il ne pouvait pas utiliser à sa guise que Richard Stallman a initié le mouvement du logiciel libre (GNU, licence GPL, …)). Comme @pascal_lb l'a indiqué, pour le moment avec la Centauri carbon, ce n'est pas possible (aucun accès possible au système). L'utilisateur est entièrement dépendant du bon vouloir d'Elegoo de l'implémenter. Avec un «vrai» Klipper, c'est aisé à réaliser (la documentation officielle donne toutes les informations).1 point
-
Si vous envisagez d'acheter une P1P, P1S ou autre Bambu Lab, lisez ceci pour économiser jusqu'à 180 €1 point
-
Si vous envisagez d'acheter une A1 ou autre Bambu Lab, lisez ceci pour économiser jusqu'à 180 €1 point
-
Le temps passe vite, très vite, trop vite. Je viens de vérifier, j'ai emmené mes filles voir London Grammar au Zenith de Lille en 2017. J'avais dit à mes filles que ce serait un public jeune, mais quand nous nous sommes installés dans le Zenith, je me suis fait chambrer, car la plus grande partie du public avaient des cheveux entre gris et blancs. Elles m'ont dit " en fait comme jeunes, nous sommes les seules".1 point
-
C'est du lard ou du cochon OK, je => Ou un Cruciverbiste !!!
 1 point
1 point -
Il va falloir que je réécoute car ça fait longtemps A cause de @divers : Je me sens vieux car ça fait bientôt 15ans que j'écoute "les nouveaux" J'ai passé l'après midi à m'arroser les cages à miels de London Grammar, saupoudré de Bluetooth Par contre c'est pas en imprimant, mais en codant (je suis au taf...), c'est presque pareil non ?1 point
-
Tu fais bien un home avant de déplacer tes axes ?1 point
-
Merci pour vos petits messages ! J'avoue avoir déjà commencé le démontage car je me suis retrouvé il y a peu avec du filament qui s'était agloméré et j'ai du démonter tout l'extrudeur1 point
-
Oui, c'est exactement cette vidéo, je n'ai pas pu la mettre dans le message, il me l'avait envoyé depuis leur cloud en miniature galère pour bien voir. Au final, je me demande si les capteurs étaient vraiment en cause. Je pense remettre les anciens et réessayer pour voir au cas où ^^ mais une courroie à céder. Difficiles de régler correctement, car pas assez tendu = calibration en boucle et trop tendu = courroie qui casse. Il faut que j'arrive à la tendre juste avant son point de rupture Bon, j'ai crié victoire trop vite, j'ai changé la courroie cassée, heureusement, j'en avais en rechanges, ce n'est pas la version renforcée, mais ça fait l'affaire. Je devais installer la dernière mise à jour. Une fois la mise à jour installée, cela m'a demandée de refaire une mise à niveau. Tout va bien ou presque, j'ai l'impression que la calibration passe une fois sur deux. Un coup j'obtiens une erreur et elle s'effectue en boucle, un coup ça passe sans erreurs. Le problème, c'est que j'ai un autre code d'erreur : erreur du capteur d'optimisation de la sonnerie de la clé 2119. J'avais trouvé sur le net que cela pouvait venir d'un capteur sur une carte pcb se trouvant dans la tête, a voir donc1 point
-
Salut et bienvenue Pour le côté dingue, tu es bien tombé. @pascal_lb ne devrait pas tarder à te souhaiter également la bienvenue à sa manière Et pour ce qui est du temps passer à régler nos machines et à réussir une impression, on est tous passés par là. Donc patience ça va venir A+ JC EDIT Grillé par @pascal_lb1 point
-
Oui on peut faire ça avec du PLA mais suivant la pièce et la plaque tu peux avoir des décollement, il faut également avoir une première couche bien écrasée1 point
-
Creality m'a envoyé une vidéo "Service Tutorial Ender-3 V3 Plus Layer line adjustment" que j'ai suivi à la lettre et tout fonctionne à nouveau correctement. problème résolu !1 point
-
Attend, je vais prendre un Xanax et je reviens !1 point
-
Merci @vap38 J'aime mieux ça, parce qu'une buse bouchée après une cinquantaine d'heures d'impression m'aurait fait ch... Je vais re slicer la tirelire, parce que c'est une tirelire hein ^_^ C'est pour le café et l'apéro au club de sport et je la voulais voyante !1 point
-
Je te sens chiffon ce matin, je crois que c'était en 2016 donc il n'y avait pas encore d'embargo et puis c'est de l'art1 point
-
Il n'y a pas assez de chanteurs et chanteuses en Europe et USA sans aller en chercher dans les pays ennemis sous embargo ?1 point
-
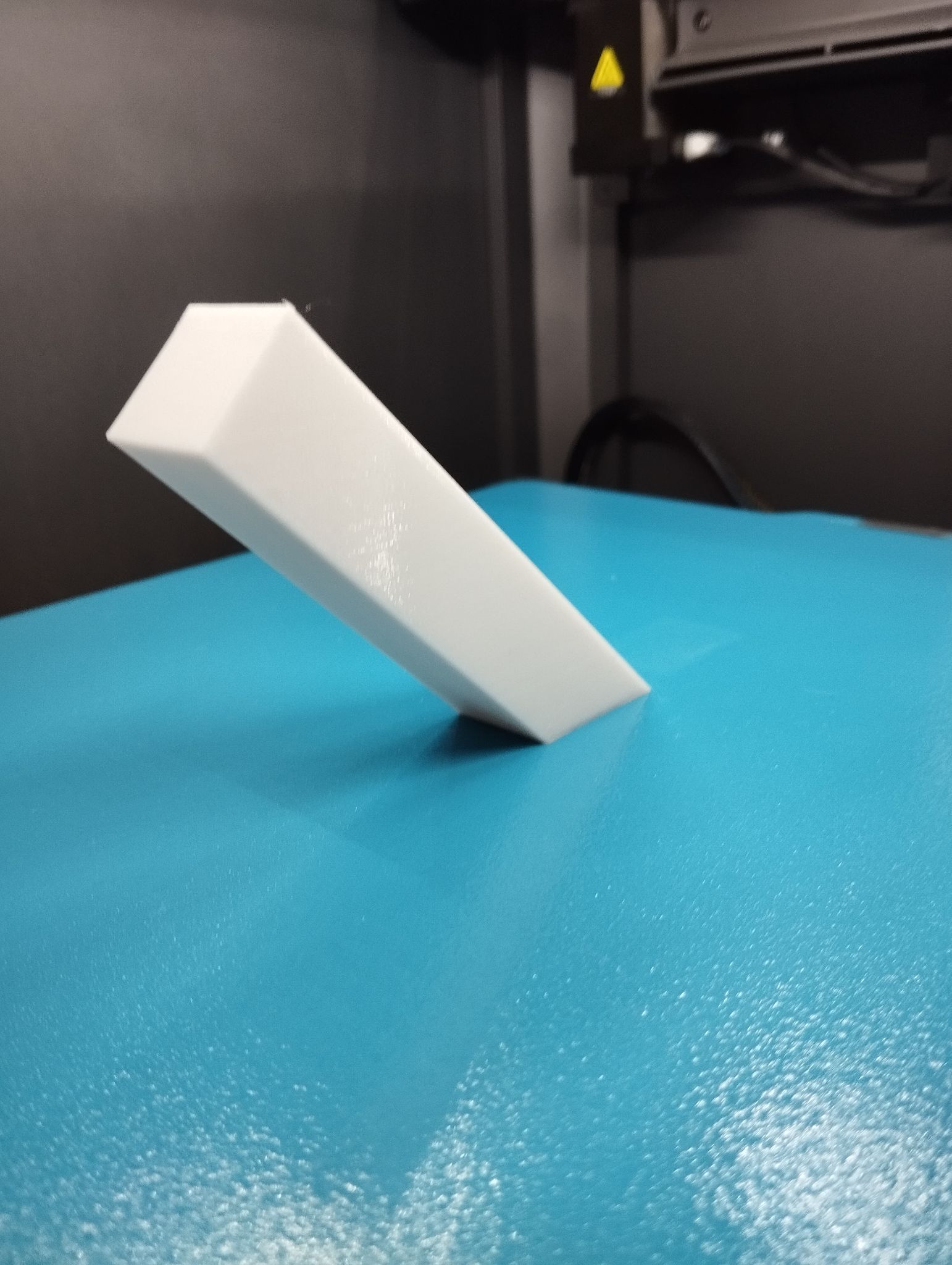
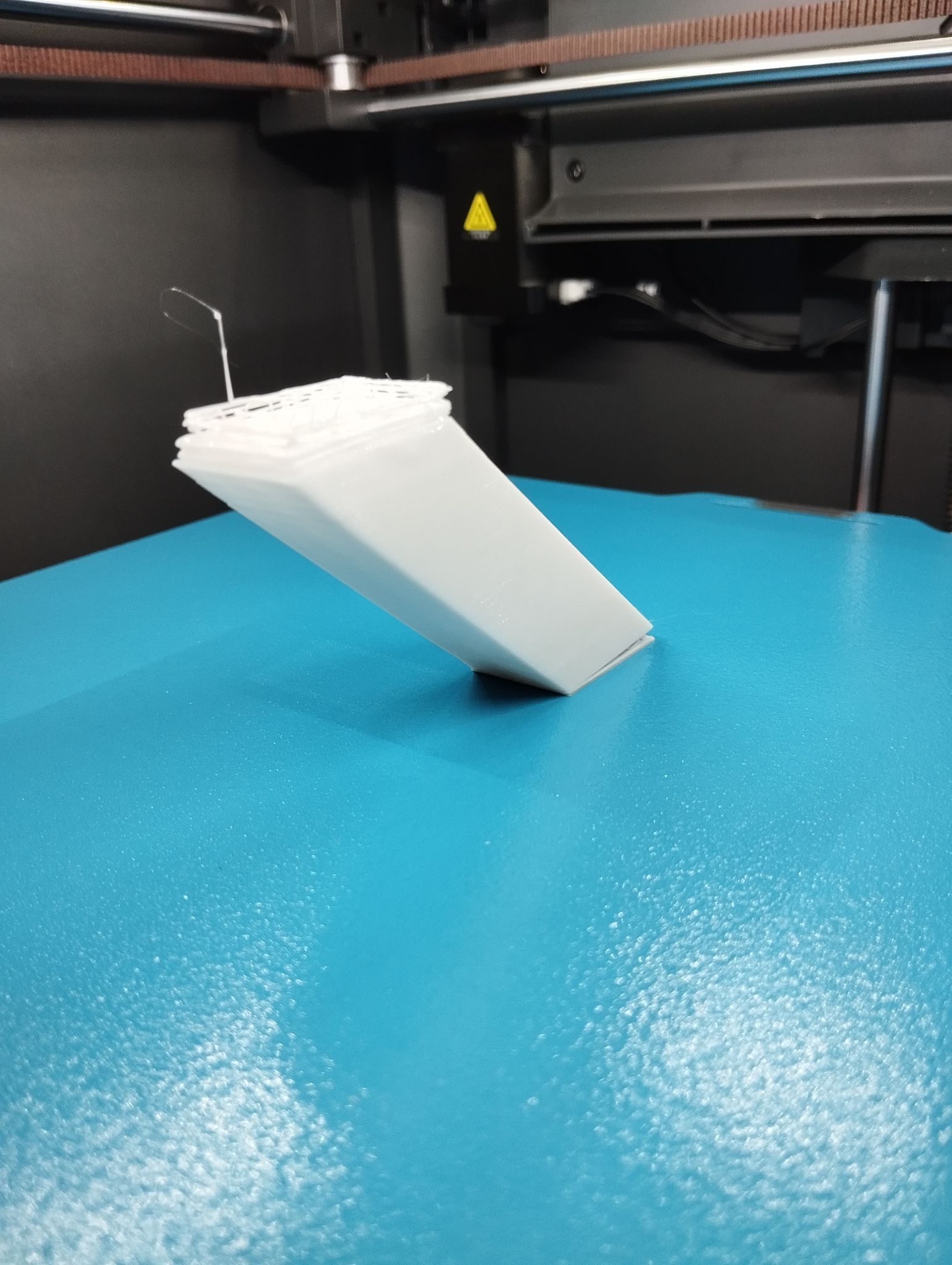
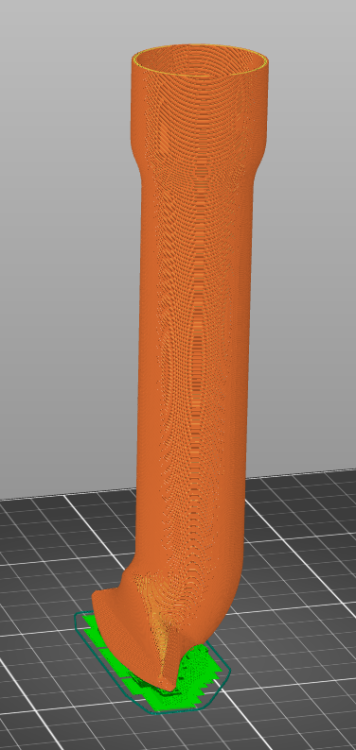
Non rien à voir avec le monde des bikers Oui, il est en position d'utilisation. Le tube est toujours vertical et fixe1 point
-
Non C'est pour un usage en extérieur On peut repasser dehors, tu vas me dire1 point
-
Mais ce prix est vite remonté depuis chez Creality. Ils n'ont d'ailleurs plus la K2 Plus seule en ce moment.1 point
-
Un support de porte manteau quand Madame fait son repassage ?1 point
-
Bravo @fran6p un très beau test comme toujours1 point
-
@jcjames_13009 Bonjour, merci, je suis vers Montargis j'ai imprimé la poubelle à crottes direct ! @pascal_lb Bonjour, merci, ca va j'ai gardé ma liberté ! Enfin j'ai reçu la P1S Mercredi, autant dire que je n'ai rien géré dans la maison, ce jour-là ! L'emballage, la disposition, c'est propre Bambu Lab. La mise en route, c'est limite trop simple, je connaissais déjà Bambu Studio. Le Bench était superbe ! et mes impressions suivantes, je dirais, limite c'est trop facile Mais comment j'ai fait depuis Septembre, pour survivre avec ma Neptune 4 Pro ! Je retrouve enfin le plaisir d'imprimer en 3D. En cours d'impression d'accessoires pour cette belle.1 point
-
Merci @fran6p pour ce test très bien détaillé. Je trouve que pour un "encore débutant" tu ne te débrouilles pas trop mal1 point
-
Bonsoir, Ayant reçu les PDR que j'avais commandé, j'ai pris un peu de temps aujourd'hui pour remettre ma Plus 4 en fonctionnement. J'ai donc réalisé une 1ére opération : Décrassage de la buse à l'aide d'un filament de nettoyage nylon - eSUN. 2 purges de 50 mm de fil chacune avec T° buse : 240°C. je n'ai pas remarqué de trace de pollution sur le fil de nettoyage extrudé ! j'ai toutefois fait une 3éme passe de 100 mm avec T° buse 260°C. Ensuite j'ai nettoyé mon plateau à l'eau savonneuse + Alcool ISOPROPANOL et enfin un auto étalonnage du lit - Cartographie affichée : 0,1433 Pour tester le résultat du décrassage de buse avec le filament, sur les conseils de @vap38, j'ai imprimé un fichier ''Test leveling '' pour vérifier la 1ére couche - réglages PETG que j'ai l'habitude d'utiliser ( photo ci-dessous ). Le résultat serait parfait ... s'il n'y avait pas 3 traces de sous extrusion vers le milieu de l'impression ( une de 15 mm de long que l'on remarque vers le centre ) et 2 autres très légères d'env. 5 mm de long ) ! Je ne me sens pas prêt pour le cold pull que m'a proposé @V3DP, donc je pense que la prochaine opération sera le remplacement de la buse. Je vais tout de même essayer de faire de petites impressions avant ( pour voir si le pb redevient vraiment critique .. )
 1 point
1 point -
C'est malin, maintenant j'ai la chanson dans la tête1 point
-
Salut, La vraie question c'est pourquoi tu fais appel à la macro PRINT_START et que tu t'amuses à faire les lignes de purge dans le trancheur (idem pour le Gcode de fin). A partir du moment où tu as choisi l'option macro de klipper, autant continuer. C'est tout de même le gros intérêt des macros qui te permettent de passer d'un trancheur à un autre avec plus de facilité. moi, je préfère l'ergonomie des bornes d'arcade ... mais bon, c'est pas trop utile pour l'impression 3D perso, la gestion de la position de la jointure est un enfer. C'est ce qui m'a fait me tourner vers Orca Slicer qui est un régal à ce niveau.1 point
-
aller je vous en remet une de cette petite russe car elle est vraiment stupéfiante1 point
-
@Jc2101 non! à priori la souris est fautive car elle vagabonde dans le slicer Cette souris a certainement touché un paramètre du mode spécial dans paramètre surface irrégulière. Toutefois ton modèle jaune en forme de fromage est sympa pour attirer les souris je ne sais pas si les souris aiment le Café ? A+ Francis1 point
-
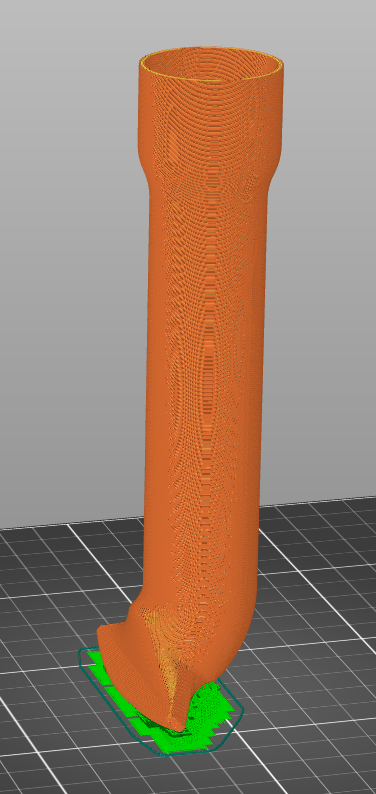
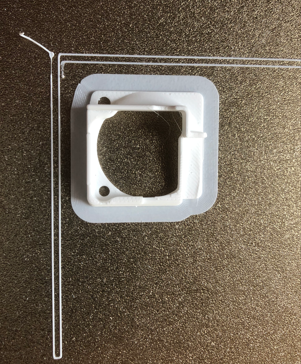
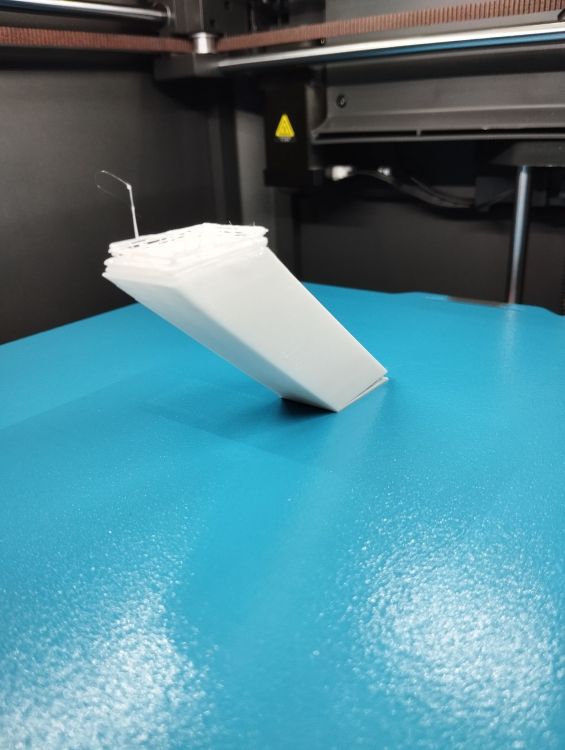
Salut Je pense qu'il propose de l'imprimer à l'envers. Il faut la tourner de 180° par rapport à son utilisation. Et dans ce cas, il y a des supports seulement sur le bas et pas à l'intérieur. Un truc comme ça Après aucune idée si ça ne va pas se décoller pendant l'impression. Peut-être élargir la base et la densité des supports. Et n'ayant jamais utilisé de radeau (Raft) je ne connais pas son utilité dans ce cas précis A+ JC
 1 point
1 point -
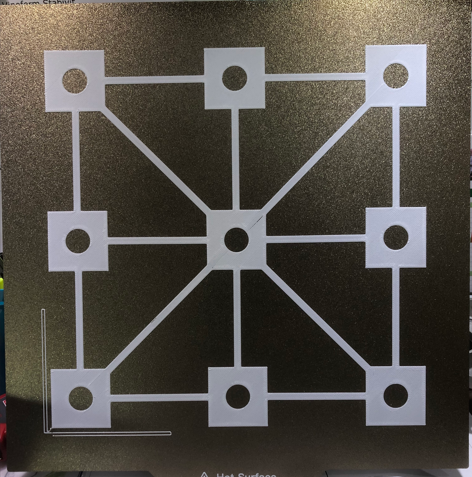
Bingo ! Et "Super bingo" ! Car je n'avais pas fait attention à ce détail… On va dire que là, ils font la mesure puis permute avec le tournevis pour ajuster… Alors qu'avec un fil avec deux petites pinces crocos à chaque extrémité, il y a moyen de relier une pointe d'une sonde de multimètre à un tournevis à embout métallique pour faire à la fois la mesure et l'ajustement. Et donc, pas besoins de se faire greffer une troisième main1 point
-
Pas de promo sur la smooth plate pour H2D0 points
-
Non0 points
-
@Julien Je dirais même plus, il a augmenté par rapport au tarif précédent hors promo...0 points
-
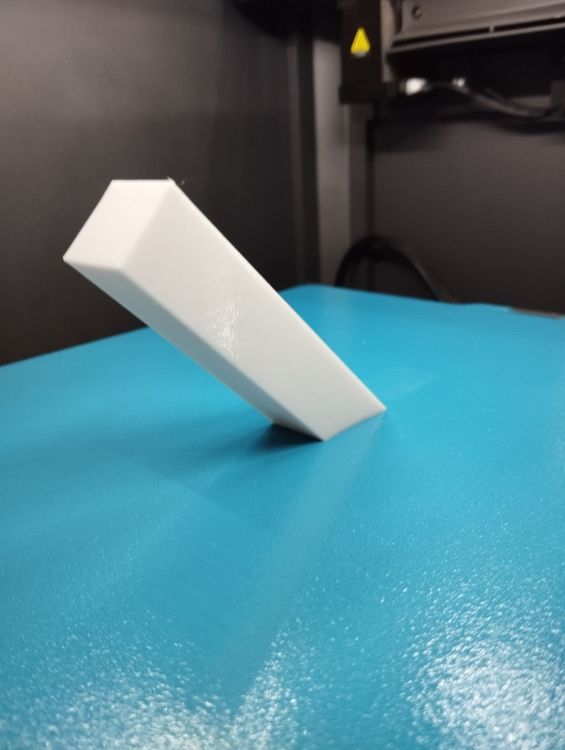
Alors un test avec du PETG avec le lit à 50° et là il m'est arrivé un truc que je n'avais jamais eu oui vous avez bien vu, la pièce a cassé je dirai au niveau de la 5 ou 6eme couche par contre elle a parfaitement collé sur la Frostbite je referai un autre test demain
 0 points
0 points -
Retour des investigations. Pour le système FreeDi, QiDi Slicer et Studio ne sont pas compatible pour le moment. J'ai installé ORCA 2.3.0 sur mon PC - W11 dédié à ma Xplus3 - L'export du fichier GCode sur la clé USB fonctionne et FreeDi arrive bien à lire et exécuter le début: -- Mise en chauffe du plateau = OK -- Mise en chauffe de la buse = OK Mais le système s’arrête dès que la température de la buse atteint 210 ;( Ce qui est pas mal car avec QiDi je ne pouvais aller aussi loin.0 points