Classement




Contenu populaire
Contenu avec la plus haute réputation dans 21/06/2025 Dans tous les contenus
-
Bonjour, Vous trouverez ci-joint un système d’évacuation d’air pour climatiseur. https://makerworld.com/fr/models/1530845-air-vent-for-oblong-air-conditioner#profileId-1605352 Il s’imprime en deux parties et comporte des encoches permettant de faire glisser l’embout du tuyau. Une ouverture de 30 x 20 cm est nécessaire. De mon côté, l’insertion a été un peu difficile, car l’embout du tuyau du climatiseur était presque trop large, ce qui a légèrement écarté les deux parties de la pièce imprimée. Des glissières sont prévues sur le modèle : l’embout de la tuyauterie s’y insère directement, sans besoin de colle ni de vis. Pour la planche en bois : J’ai mesuré l’ouverture horizontale de la fenêtre, puis je suis allé chez Leroy Merlin pour acheter la planche. J’ai demandé une découpe sur mesure, à la fois pour la taille de la planche et pour l’ouverture de 30 x 20 cm. Si vous souhaitez éviter tout problème d’ajustement, vous pouvez demander une ouverture légèrement plus grande : 30,2 x 20,2 cm. Cela facilitera l’insertion de la pièce, mais elle ne sera plus maintenue aussi fermement.
 3 points
3 points -
Oui, indispensable de le rappeler. Tous les composants, qu'ils soient passif ou actif ont une durée de vie inversement proportionnelle à la température. Ca va du transfo au microprocesseur. Sur certains composants professionnels c'est même indiqué en clair. D'après la loi d’Arrhenius, je vous laisse chercher, un condo chimique qui est donné pour 40.000 heures à 40° ne tiendra que 5000 heures à 80°. Un autre exemple, les amplis HIFI. Les transistors de puissance d'un ampli en Classe AB durent beaucoup plus longtemps qu'un Classe A. Le courant élevé de polarisation du Classe A font monter la température des transistors vers des sommets. Conclusion, n'achetez jamais un ampli Classe A d'occasion. Même un Accuphase. Comme il ne faut pas racheter une imprimante qui a tourné dans un caisson alors qu'elle n'a pas été prévue pour ça. Mais c'est vous qui voyez.3 points
-
salut @JDL61 alors quand on passe du PLA au Petg et inversement, vu l'écart de température il est nécessaire de faire un nettoyage, on ne s'en rend pas forcément compte tout de suite mais le PLA carbonise et laisse des résidus. même chose quand on passe du Pla à l'ABS c'est recommandé, à terme il y a encrassement c'est obligé. pour le nylon c'est carrément impératif mais pour une autre raison c'est qu'il est hydrophile. pour les filaments chargés et composites c'est pareils, impératifs, là il y a un risque de talon dans la buse. les filaments solubles pareils, mais parce qu'ils ont une viscosité différentes et on a un gommage de la buse.3 points
-
je vous l'avais promis, j'ai un peu tardé, je finis de construire mon nouvel atelier et ça me prend pas mal de temps, plus que prévu en fait alors quelques informations importantes : plateau et filtre sont communs avec la GKTWO. il y a bien la vis à billes, ils ont finalement rétablis ce qui était annoncé, merci à eux place aux photos



 2 points
2 points -
Le module laser de la H2D n'a pas pour objectif d'être beaucoup utilisé dans mon cas... Ma femme a commandé des tags aluminium rouge anodisé sur amazon, et elle compte les utiliser pour identifier les couvertures des poneys (il sont deux (Smartiz et Majesty), et leurs besoins en matière de couvertures ne sont pas les même, et il doit y avoir une douzaine de couverture par poney pour couvrir tout les saisons et conditions météo). Pour moi, c'est l'occasion de tester le laser avec du matériel autre que Bambu Lab (pour lesquels il y a des paramétrages fournis, comme chez X-Tool). Pour me faire une idée des réglages à utiliser, une petite consultation du site web de xtool donne des indications sur les paramétrages à utiliser pour chaque type de matériaux/processus: et de toute évidence, les paramètres sont les même pour tout les aluminium anodisés, et ce quelle que soit la couleur. Cela rend les choses plus simple. J'ai donc crée un nouveau matériel sur la base de la carte de visite Aluminium noire de chez Bambu Lab, ajouté une photo du tag, et je lui ai donné un nom correspondant... J'ai aussi dessiné un support pour faciliter le positionnement du tag. Et le résultat est excellent (sur la photo, il s'agit de remplissage la face arrière a une ligne, et le résultat est tout aussi bon). Le support permet d'ôter tout besoin de changement d'orientation, on a juste a positionner l'élément à marquer sur le matériel. Ma femme est contente, je lui ai expliqué comment se servir de Bambu Suite et de la H2D pour cela, et elle sera capable de le faire d'elle même pour autant que la machine soit en configuration laser...2 points
-
Oui, bien sûr. Les filtres efficaces ne sont pas à notre portée. Surtout depuis que j'analyse l'air dans ma pièce. De toutes façon, quelque soit le filtre il va falloir l'éliminer. Et donc jeter, même dans les règles de l'art, un concentré de saloperies. J'utilise un nevermore sur la grosse Voron, mais c'est du mercurochrome sur une jambe de bois. Même avec un charbon de bois de qualité. Pour mon Laser j'évacue à l'extérieur avec ça, on en avait parlé ensemble l'année dernière.2 points
-
Dans ce cas, la carte actuelle contient le firmware Klipper de Freedi qui à mon avis sera incompatible avec ta nouvelle carte et le nouvel écran envoyé par Qidi. Le plus simple, si tu as reçu une carte pour la tête, est d'installer celle-ci. Sinon, la carte de tête actuellement installée peut être flashée avec le firmware de Qidi. Pour cela, il va falloir construire le firmware adapté via le Klipper «Qodo» installé (v0.10x). Ne surtout pas mettre à jour Klipper, Moonraker via KIAUH. Comme pour la méthode1, en ssh: Compléter les paramètres, enregistrer le fichier et suivre le reste de la procédure pour flasher le fichier .uf2. Comme c'est le système originel de Qidi, le système d'automontage de la RP2040 devrait être fonctionnel :2 points
-
ils sont trop rigolos nos amis asiatiques avec leurs prénoms francisés @souriceaux2 points
-
donc on peut boire et imprimer, excellente nouvelle @pommeverte2 points
-
Moi non plus, il n'apparait pas. Le seul que j'ai trouvé et qui dit clairement quels sont les capteurs est celui-ci.2 points
-
très chouette idée @jcjames_13009 bravo et merci pour le partage je vais en imprimer de ce pas1 point
-
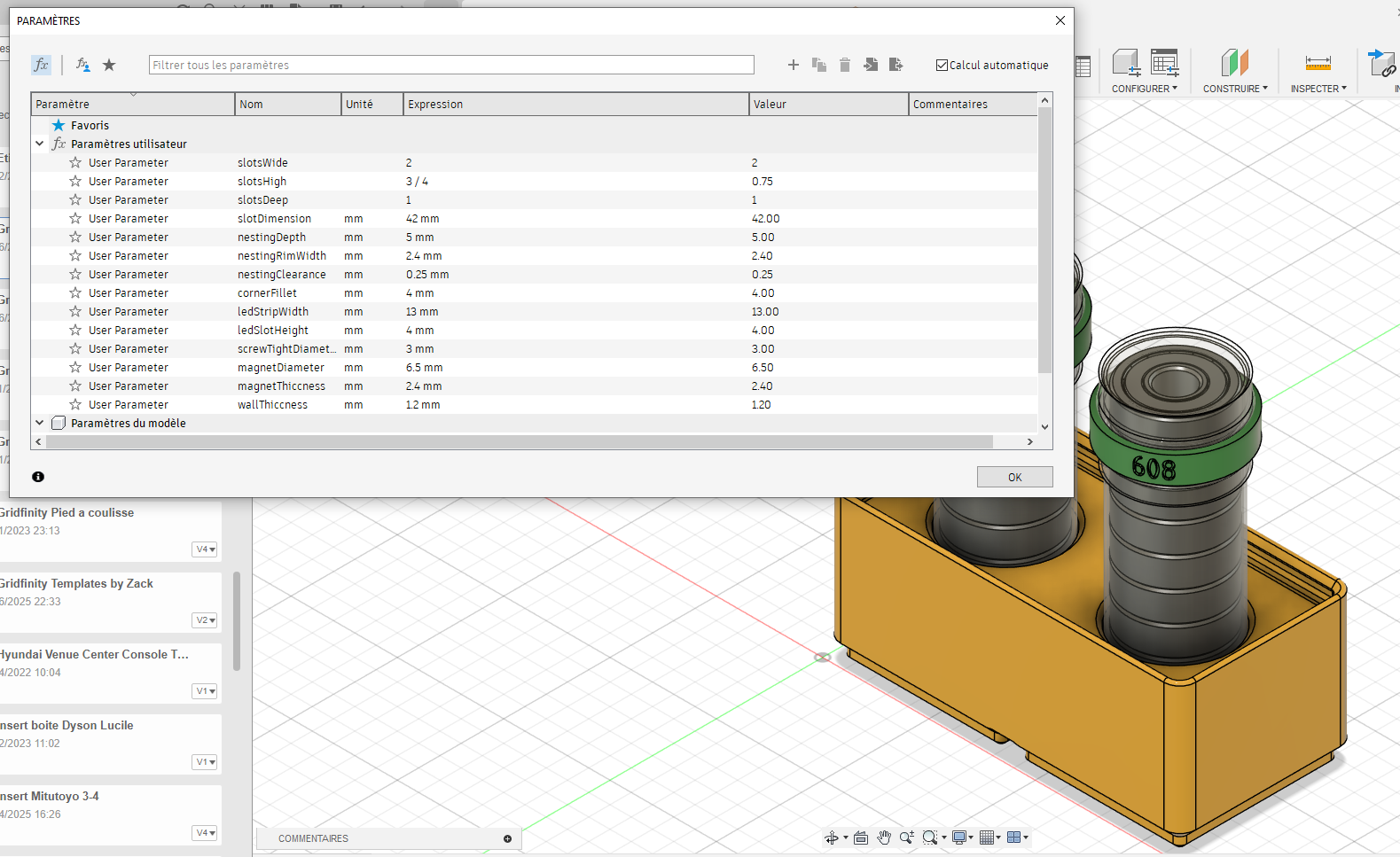
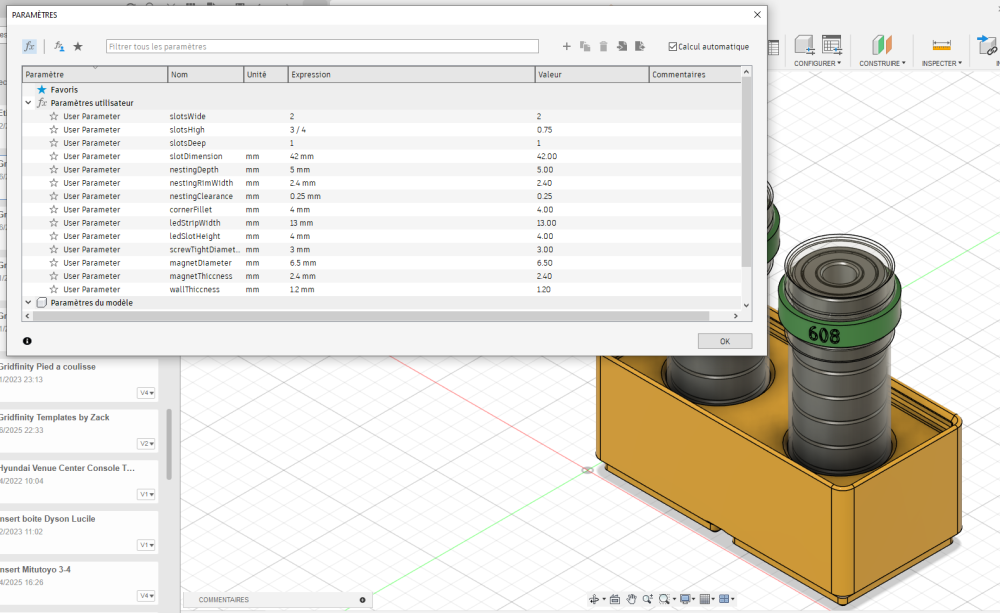
Salut Comme il fait trop chaud pour une séance de ponçage et huilage, j'ai fait quelques petites bricoles Des boites de rangement pour les tubes de stockage de mes roulements à billes (voir post au-dessus). Rangements basés sur le concept Gridfinity Ils ont été modélisés sur Fusion 360 à partir du template Gridfinity de Zach. Tout est paramétrable Si vous ne l'avez pas, le voici --> Templates.txt (Remplacer l'extension .txt par .f3d) Mes modèles sont postés sur Maker World là --> https://makerworld.com/en/models/1538884-gridfinity-bins-for-606-608-and-625-bearing-tubes#profileId-1614732 Et sur Printables là --> https://www.printables.com/model/1331380-gridfinity-bins-for-606-608-and-625-bearing-tubes N'hésitez pas à aller télécharger et liker mes modèles pour que je gagne plein de points pour me procurer des bobines Bambu Lab et Prusament gratos A+ JC

 1 point
1 point -
Salut, Ce n'est pas étonnant, il n'y a pas de norme sur le câblage des moteurs NEMA . Il suffit juste d'identifier les 2 bobines du moteur pour inverser les bons fils sur le connecteur. Pour ça, tu mesures avec un multimètre en position résistance 200ohms ou ohms (tout dépend du modèle) la résistance entre les broches du moteur. Normalement, tu devrais avoir 2 paires de broches où la résistance est inférieure à 20 ohms (autour de 3-4 ohms). Tu compares avec le moteur de l'autre extrudeur et tu positionnes les fils pour avoir la même chose. Par exemple, si tu mesures: 3 ohms entre les fils 1-2 et entre 3-4 sur le câble de l'extrudeur 2 et que tu as 3 ohms entre les fils 1-4 et entre 2-3 sur le câble de l'extrudeur 1 il faudra inverser les fils 2 et 4 du câble de l'extrudeur 2. Si le moteur tourne à l'envers, il faudra inverser les fils d'1 des 2 bobines. Dans l'exemple précédent, ce serait entre 1 et 4 ou 2 et 3. Pour retirer les broches femelles du connecteur, tu as cette vidéo explicative:1 point
-
Note : ma femme a déjà trouvé que c'était plus simple que LightBurn qu'elle a déjà utilisé au fablab, mais elle a préféré que je lui montre. Elle a déjà très clairement plus d'expérience en laser que moi, mais elle a voulu voir. Pour le reste, je dois encore lui montrer comment passer de configuration imprimante en laser, mais pour l'instant, elle ne veut pas s'occuper de cela, alors que c'est pourtant très simple. Ceci dit, clairement, je pensais galérer un peu plus pour trouver les bons réglages...1 point
-
Oui bingo C'est pour maintenir les volets croisés quand il y a du vent et pourvoir les entre ouvrir plus ou moins 1ʳᵉ version imprimée en PETG mais qui a fini par casser là où la pièce est coudée. J'ai un peu renforcé la zone et réimprimé les pièces en ABS et là ça tient Je te laisse proposer quelque chose A+ JC

 1 point
1 point -
Bonjour, @pjtlivjy @JDL61 @V3DP @Jc2101 pour information La durée de vie typique d'un filtre à charbon (charbon actif) dans une imprimante 3D est d'environ 3 à 6 mois, en fonction de l'utilisation. Les facteurs qui peuvent affecter sa durée de vie sont les suivants : La fréquence et la durée d'impression (plus d'impression = saturation plus rapide) Le type de filament utilisé (l'ABS, l'ASA et d'autres matériaux dégageant de fortes vapeurs l'useront plus rapidement). La Question est comment justifier que le filtre charbon est encore actif ? je ne sais pas peut être le pifomètre A+ Francis1 point
-
@vap38 Ma solution est empirique fortement inspirée par la méthode R.A.C.H.E . Sur mes imprimantes Klipper, j'ai un greffon (klipper-maintenance) qui me rappelle les quelques maintenances à faire régulièrement (graissage / huilage des axes, remplacement du charbon actif, …). Comme mon imprimante n'est pas un outil de production qui tourne H27, 7/7, j'utilise une durée fixe plutôt haute (2400 heures), car ABS et ASA ne sont pas les filaments que j'utilise le plus. Contenu de mon printer.cfg : #KlipperMaintenance # https://3dcoded.github.io/KlipperMaintenance/ # # Maintenance : https://3dcoded.github.io/KlipperMaintenance/gcodes/ # [maintain] interval: 3600 # optional, time (in seconds) between checking if maintenance needs to be done (default is 60) # Lubricate XY rods [maintain xyrods] label: XY smooth rods trigger: print_time threshold: 500 message: Lubricate XY smooth rods # Replace air filter [maintain airfilter] label: Air filter trigger: time threshold: 2400 message: Replace HEPA and charcoal filters # Extruder maintenance [maintain extruder] label: Extruder maintenance trigger: filament threshold: 2100 message: Clean extruder gears and tighten extruder bolts
 1 point
1 point -
Tu serais pas un peu feignant ? Mais je vois que tu galères un peu. Si ta machine est stock avec juste le direct-drive ça devrait être bon. printer-creality-cr10s-pro-v2.cfg Il faut renseigner le "serial"de la patrie [mcu] avec celui qui se trouve déja dans le printer.cfg généré par le Sonic à l'installation. Tu liras plus tard la doc du Sonic pour l'input shaper, ce n'est pas pressé.1 point
-
en rapport avec la météo, anémomètre, pluviomètre, pifomètre, trouillomètre ou tout au mètre?1 point
-
Oui, c'est faisable… mais c'est pas sympa pour ceux qui sont à l'extérieur . Il me semble que @V3DP utilise une modification sur ses imprimantes pour filtrer les effluves des matériaux (Alveo3D). Pour ma part, je n'évacue pas vers l'extérieur, mais j'ai un filtrage «amélioré» et en interne, j'utilise une Bentobox (et quand j'aurai le courage de le terminer un Nevermore mini) qui participe à recycler l'air à l'intérieur du caisson.1 point
-
Aucun. Que ce soit Xmax3, Xplus3, Klipper est le même. Le firmware dépend du microcontrôleur utilisé : STM323F401 pour la carte mère RP2040 pour la carte de la tête La différence se fait uniquement dans le fichier printer.cfg, et ce, pour des détails (taille du lit principalement).1 point
-
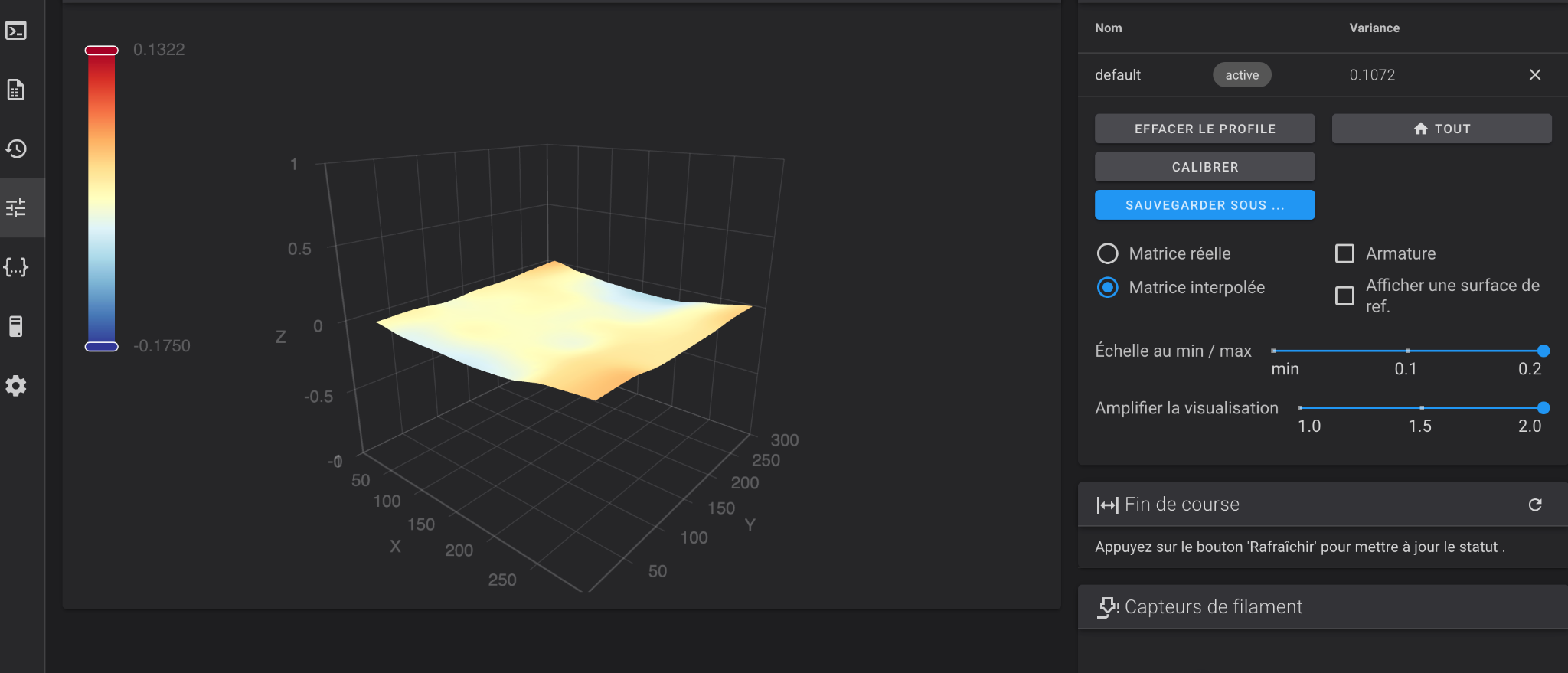
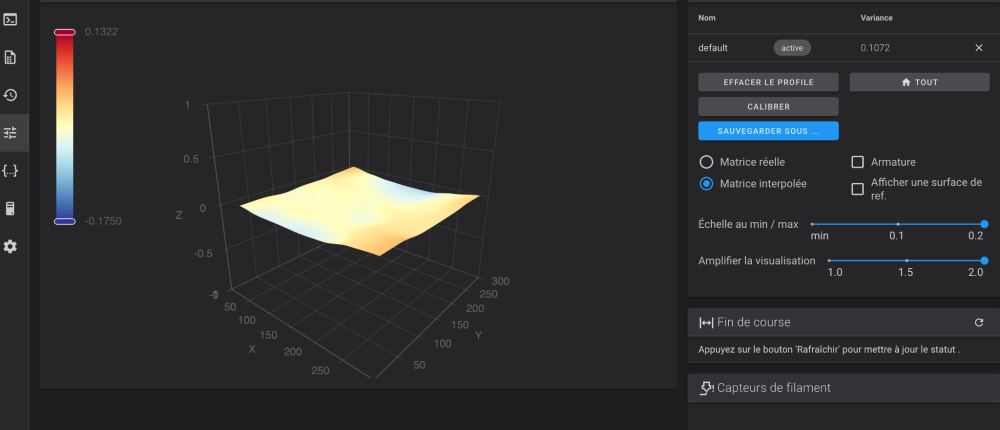
J'ai (enfin) remplacé le plateau, et fait un Z Offset et un ABL (jugeant le bed manuel satisfaisant), je suis passé de 0.22 à 0.11 de variance, sans rien faire d'autre. En chipotant, on pourrait améliorer ça en déserrant un peu 3 angles, mais à ce stade, c'est inutile J'ai un probe_accuracy qui varie de 0.17 à 0.23 en fonction des tests, dans les normes, mais j'aurais espéré mieux. On en arrivait même à voir sur l'image les endroits ou il manquait de la matière (je suis passé en 7x7 pour l'ABL et forcément ça arrivait que ça aille là ou c'était sans revêtement) C'est hyper précis/sensible Reste à peaufiner le Z avec une impression test, et ce sera ok pour la partie bed
 1 point
1 point -
Cela m'étonnerait, mais tu peux le désactiver en arrêtant le service klipper-mcu.service (sudo systemctl stop klipper-mcu pour l'arrêter et sudo systemctl disable klipper-mcu pour qu'il ne démarre plus automatiquement au lancement du système). Comme ça fait déjà un certain temps que tu utilises tes XMax3, un remplacement de la pâte (colle) thermique sous le radiateur vert et sur le Rockchip ne pourrait pas faire de mal… et pourquoi pas ajouter un radiateur sur le STM32. Autre possibilité, une des alimentations (450W) au-dessous de la XM3 commence à flancher, ce qui pourrait créer des perturbations électriques que le Rockchip et/ou le STM n'apprécie pas. Pour l'utilité du MCU host (en plus de remonter la température du Rockchip dans Fluidd/Mainsail) => https://www.klipper3d.org/fr/RPi_microcontroller.html#pourquoi-utiliser-un-rpi-comme-microcontroleur-secondaire1 point
-
Salut @pjtlivjy ravi de te retrouver sur le forum et merci pour ces renseignements techniques. Cela va étoffer ma '' bases de données _ Impression 3D '' Pour l'instant je n'imprime que du PETG mais je pense que je vais systématiser le décrassage de buse à minima à chaque changement de bobine.1 point
-
@jcjames_13009 il indique toujours le nord1 point
-
ah l'informatique @jcjames_13009 je le reçois lundi, je l'ouvrirais mais le modèle de @Funboard29 me semble supérieur sur bien des points. D'abord un descriptif très clair, un ventilateur pour une mesure stable, un historique ce qui permet de voir l'évolution, c'est un rapport qualité prix tout à fait étonnant car de telles fonction tu ne les trouves que sur des appareils à plus de 300 € en Europe je change mon conseil, n'acheter pas celui que je préconise mais celui de @Funboard29 c'est une pépite, merci à lui1 point
-
Salut kvjnkbnvb , Si ça peut te rassurer, je vois bien ton lien: https://www.amazon.fr/dp/B0CF5R8ZK3?ref=fed_asin_title&th=1&tag=imp3dforum-21 et pourtant, j'ai pris l'apéro1 point
-
A nouveau shutdown cette nuit, même en ayant modifié le moteur de slicing et ajusté toutes les valeurs qui pourraient augmenter la charge CPU aux valeurs de Qidi Studio C'est à nouveau le MCU (STM32) et non pas la tête. Il semble bien refroidi d'après les logs. C'est maintenant devenu très galère car les commandes clients ne sortent pas. @fran6pJe me posais une question liée à la libération de la Qidi : sous la version officielle Qidi, il n'y a pas de MCU Host, on l'a crée avec la procédure de libération. Ca ne pourrait pas surcharger le STM32 ? Est-ce que ce MCU Host est bien nécessaire ? Ou plutôt il sert à quoi dans la configuration ?1 point
-
Malheureusement, comme la plupart de ces dispositifs, ils ne donnent qu'une indication (rien que la température est faussée par le chauffage de l'écran et de l'alimentation branchée en permanence, car la minibatterie interne ne tient pas longtemps). Rarement, on trouve les caractéristiques exactes de ces matériels (quels capteurs sont utilisés). En plus, je trouve son prix bien élevé (rien que la publicité indiquant un écran de 12,8" (32,8 cm) devrait lever le doute chez tout potentiel acheteur). Ce sont des matériels à utiliser en connaissance de cause et de leurs limites (j'en utilise un (ce genre là) qui remonte ses données dans HomeAssistant).1 point
-
Je ne vois pas le lien !!!1 point
-
Mauvaise idée. D'autant que les fichiers de config dont disponible sur le forum.1 point
-
Oui @V3DP, "Annie" du SAV de chez QiDi m'a fait suivre le fichier avec les informations pour pouvoir l'installer1 point
-
Et du coup, c'est lequel ce nouveau modèle ? Sauf si j'ai mal lu tes posts, je ne vois pas la référence A+ JC1 point
-
Non, les déboires que j'ai eu avec le premier exemplaire m'ont poussé vers le pi3, puis de fil en aiguille vers les Voron. Je voulais garder une des CR10, j'avais changé toute la tête et je faisait des trucs super avec à près de 200mm/s. J'ai d'ailleurs imprimé une partie des pièces de la première Voron en ASA avec elle. Mais c'est vraiment très encombrant.1 point
-
alors c'est un : Zilimontt Moniteur de qualité de l'air 15 en 1 j'en parle sur ce sujet : ici mais je vais t'en conseiller un autre que je viens de commander car la technologie fais des progrès en permanence. Au travail on a des capteurs qui mesurent les particules ultra fines (UFP - < 0.1 µm) mais je ne te fais pas un dessin sur le prix dans notre utilisation ce qui nous intéresse, c'est le formaldéhyde qui devrait nous préoccuper ... pourquoi ? Ce gaz hautement toxique est classé cancérigène (IARC Groupe 1). Il est émis par : certains filaments PLA de mauvaise qualité, surtout en provenance d’Asie. certains additifs industriels ou stabilisants présents dans les filaments colorés ou recyclés. certains composants plastiques chauffés (chambres, plateaux...). donc pensez que seul l'ABS pose problème se mette le filament dans l'oeil quand ça n'est pas la bobine complète !!! et voilà que l'on trouve des des analyseurs d'air qui détecte spécifiquement ce gaz qui est un COV spécifique : on le trouve ici alors certains fin observateurs me feront remarqué que pourtant le Zilimott affiche le HCHO ... certes mais il l'extrapole à partir de la mesure des COVs il n'a pas de capteur spécifique HCHO ce qui est le cas de l'autre modèle plus récent
 1 point
1 point -
Tu peux envisager de doubler la taille de l'objet dans le slicer et rester en 0,4mm... Blague à part, dans le cas d'un objet décoratif, pourquoi pas ?1 point
-
Oui et ça sert à rien car faut être en mode développeur sur les Bambu, ce qui fait perdre l'accès au cloud et surtout à l'app Bambu Handy donc plus de contrôle de l'imprimante à distance et les AMS ne sont pas capables de les reconnaître, on peut juste mapper un emplacement dans l'AMS via l'App. J'utilise pas leurs Tiger Tag mais des NTAG213 mais leur App est beuguée, si tu écrit sur un Tag avec leur app, tu ne peux plus l'utiliser ailleurs même après un reset du Tag, il n'est plus reconnu ailleurs, que par leur App.1 point
-
@Savate Bonjour et désolé pour le retard dans ma réponse, mais je n'ai pas vraiment eu le temps de tester ces derniers temps. Bref, j'ai réussi à obtenir de bons résultats avec les réglages ci-dessous : mini fan speed à 10% max fan speed à 50% overhang cooling activation à 25% overhang and external bridge fan speed à 80% Je n'ose pas toucher à quoique ce soit d'autre, car j'ai peur de faire plus de mal que de bien. Merci encore !

 1 point
1 point -
Salut, J'imagine que l'unité est en 1/10ème de millimètre et non en mm (unité standard en mécanique). tout dépend de ta pièce. Si elle est vraiment petite, tu risques de te retrouver avec une boule de plastique . En tout cas, elle sera moins bien définie qu'avec une buse de Ø0.2mm1 point
-
J'ai eu 3 cr10s Pro V2 sous klipper en direct drive. J'imprimais à 150mm/s sans problème. Pour l'accélération il suffit de faire un input shaper, le Sonic est fait pour ça.1 point
-
salut @vap38 alors pour ça j'utilise un protocole très simple, je note la date de mise en place du charbon actif sur le carnet de suivi de la machine et à la première impression suivante, je place mon analyseur d'air à une place bien précise par rapport à la sortie du filtre et je note : le type de filament et la mesure des particules les plus fines (PUF - PM 1 ou inférieur) car ce sont celle-là qui vont apparaître en premier dès les premières secondes de chauffe1 point
-
bonjour c est bon j'ai trouvé, j'avais une connexion qui merder merci à toi1 point
-
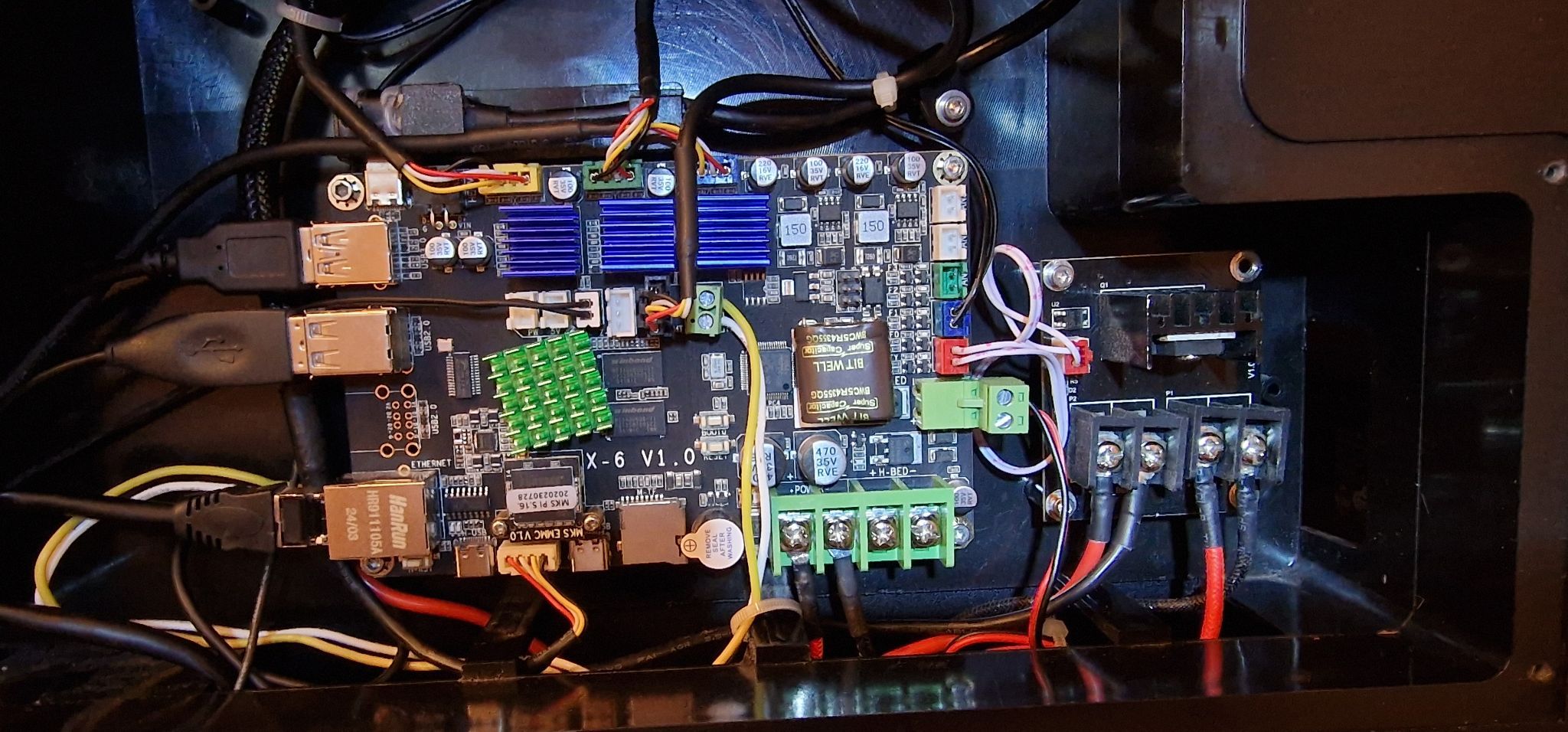
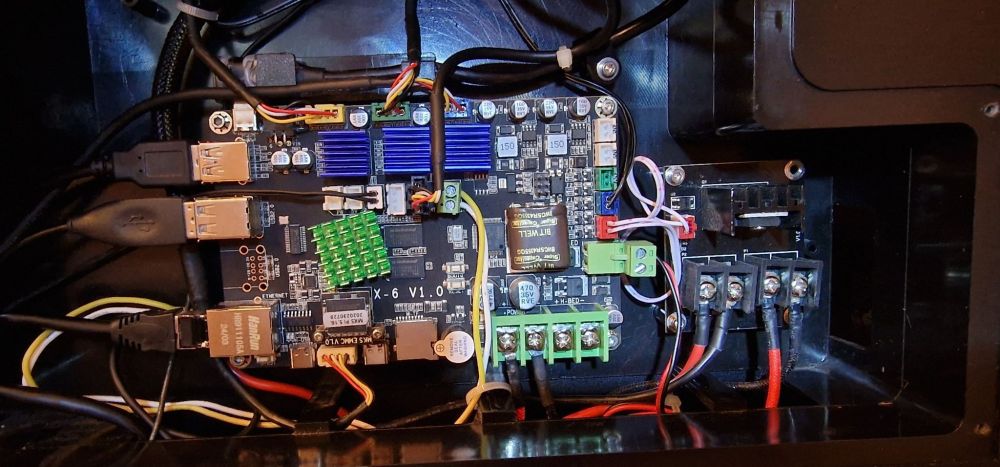
Ouille tout est installé, Ecran et carte mère. J'ai effectué aussi un peu de rangement pour les câbles Ce que je n'ai pas changé étant la carte se trouvant sur la tête ;( Comme elle a été paramétrée avec FreeDi est il possible de la 'flashé' pour qu'elle puisse être reconnue par le système QiDi, ou dois je la mettre avec le reste (écran et carte mère flashé qui est sous FreeDi )?
 1 point
1 point -
Salut Le salon Bambu Lab est là https://www.lesimprimantes3d.fr/forum/162-bambu-lab/ Avec une large place faite à la P1S mais qui se fait grignoter la première place par le H2D A+ JC1 point
-
@Jc2101 non! à priori la souris est fautive car elle vagabonde dans le slicer Cette souris a certainement touché un paramètre du mode spécial dans paramètre surface irrégulière. Toutefois ton modèle jaune en forme de fromage est sympa pour attirer les souris je ne sais pas si les souris aiment le Café ? A+ Francis1 point
-
ca fait un bail que je n ai plus posté , voila mon dernier tres gros projet qui a durée 17 mois1 point
-
il s'adapte en fonction de la durée et des surplombs et ponts tu peux mettre min fan speed threshold et max fan speed threshold à 35% et Overhang cooling activation et les 3 fan speed suivants à 35% aussi (tu peux essayer de monter à 100% pour les 4 - mais je préfère monter la ventilation globale pour avoir un truc constant)1 point
-
tu peux essayer pas pas de 5% pour commencer.1 point
-
Alors il faut tout démonter, et cette carte RAMBO est très dense en double face avec des composants CMS fragiles => non Une chose pas pratique, c'est que la porte de la carte s'ouvre vers l'intérieur de l'imprimante. Cela complique la mise au point, car on ne peut pas faire fonctionner l'imprimante avec cette porte ouverte. Tout reconcevoir est difficile, car il faut gérer en plus les passages de câbles qui sont mobiles et calculés au plus juste...0 points
-
as oui tu as mal lu @jcjames_13009 regarde le second ICI, en gras et en rouge au dessus de la photo à droite0 points