
Classement




Contenu populaire
Contenu avec la plus haute réputation dans 13/08/2025 Dans tous les contenus
-
Heu c'est pas BO de vieillir, la vue se trouble, le clic de souris devient incertain, les doigts fourchent sur le clavier, etc, etc....
 3 points
3 points -
Il a jamais dit qu'il y avait du complotisme dans ce milieu, mais que tu generalises à partir de ce que tu vois (qui n'est qu'une partie non représentative, à moins que tu sois omniscient ?). Et que c'est une mécanique de pensée qu'adoptent les complotistes, quoi que tu veuilles bien en dire. Concentre toi un peu @PierreR633 points
-
Maintenant, dans l'urgence, tu prend un morceau de bois de longueur inférieur au diamètre du "verre". Tu plantes deux clous qui feront deux ergots. Et au centre de cette planchette, tu fixes un manche avec deux vis pour empécher la rotation et encaisser le couple. C'est sûr, c'est moins classe qu'une impression 3D, mais question rapidité!3 points
-
Nouvelle version de Bambu Studio disponible en version finale aujourd'hui... Elle inclut Helio Additive Simulation Integration (Beta), qu'il va probablement être intéressant de tester avec la H2D et sa chambre chauffée : c'est sensé permettre une analyse thermale du modèle après tranchage, pour permettre de retravailler ce dernier afin d'éviter les déformations dues au refroidissement... Bambu Studio 2.2.0 Public Release Note | Bambu Lab Wiki Bon, pour l'instant, c'est pas des plus intéressant : cela ne supporte pas encore les filaments techniques, et le nombre de simulations est limité...3 points
-
Tu ne confirmes rien du tout. Tu pars de quelques cas pour généraliser (un des biais cognitif les plus fréquent). La majorité des posts que ce soit ici ou sur les réseaux asociaux ne concernent que ceux qui rencontrent des problèmes. La très grande majorité des utilisateurs viennent rarement pour indiquer que tout va bien. À mon âge, il y a bien longtemps que j'ai cessé d'être naïf . Par contre, je reconnais de plus en plus facilement les propos complotistes ou y ressemblant fortement.3 points
-
Les roues avant et arrière ont vite été modélisées... Pas vraiment difficile. J'ai déjà vu ces jantes sur d'autres voitures, mais pas de Tag, SG ou Robbe... PB? Ensuite il fut temps d'attaquer la gearbox arrière... J'ai commencé par modéliser la face moteur, et dérivé l'autre côté. Les pièces plastiques sont aussi dérivées de la plaque moteur. J'ai vérifié que ma plaque moteur était bonne avec un print rapide (A1 mini). La tension des courroies arrière est gérée avec un excentrique: la cage de roulement du diff n'est pas centrée dans la pièce fixée sur la plaque, ce qui fait qu'elle agit comme excentrique...2 points
-
nan j'ai fait plus simple j'ai viré les tubes en verre2 points
-
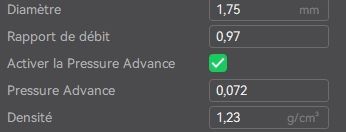
Ça me parait ÉNORME . Cette valeur ne correspondrait-elle pas plutôt au (rapport de) débit du filament ?2 points
-
Bonjour à Tous @pjtlivjy @JDL61 @Jean_Luc @hcl28 @Powo @Jc2101 Voici une mise à jour du proto 3 je vais commander du tube 20x20x2 en aluminium et je vous communique le prix des fournitures. Question quel filament le plus adapté à ce montage pour les pièces en formes de T soit du PETG ou PLA? Je mettrai à disposition les STL et mise en plan PDF du Proto3. J'attends les tubes en Alu pour un ajustement d'assemblage plus précis des pièces en impression 3D Le montage sera réalisé sans ni clous ni vis pour l'assemblage des tubes ALU Je vais utiliser du CTP bouleau pour les deux éléments (base + couvercle) Nota j'ai vérifier si le HUB et la connectique de la BOX s'intègrent bien dans le montage A+ Francis
 2 points
2 points -
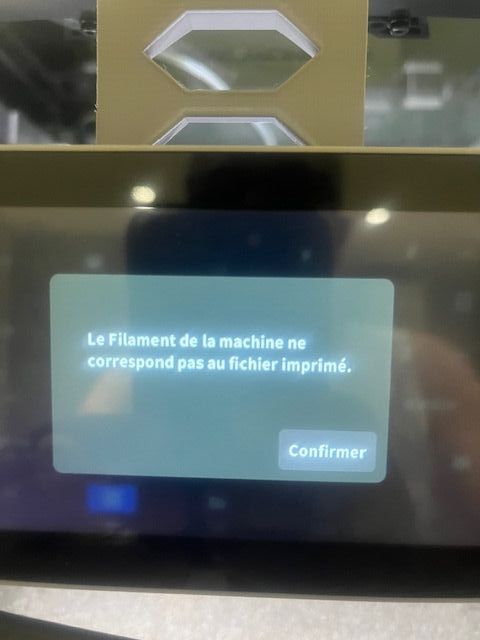
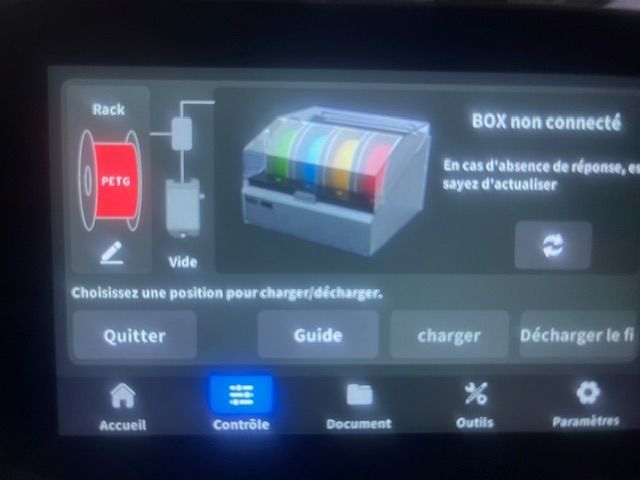
Bonjour, soucis avec la Qidi plus4, lorsque je veux lancer une impression, un message s'affiche comme quoi le filament ne correspond pas au fichier imprimé. Si quelqu'un à une idée du problème ? Je suis en version 1.7 Merci d'avance. En fait, avec la nouvelle version du logiciel qui est adapter pour box, y a fallu que je rentre la matière de ma pièce dans l'onglet rack. Pas pratique mais je fais avec et si cela peut aider le prochain qui se fera avoir.
 1 point
1 point -
ok je vais regardé ça ce soir quand j'ai 5 minutes1 point
-
voilà enfin un propriétaire de Qidibox qui va pouvoir nous en parler concrêtement ... car on en parle beaucoup ici mais sans que personne n'en ai acheté une tu es notre sauveur, on veut tout savoir @lauglo c'est le même principe d'attribution que sur la K2 Creality ou l'AD5X Flashforge pour celles que je connais1 point
-
Encore plus avec ces chaleurs suffocantes qui parfois créent des hallucinations . Moralité : penser à bien s'hydrater (mais pas avec du monoxyde dihydrogène (voir ici (divulgâchage : humour )).1 point
-
@fredobombois Désolé , mais je ne connais pas ton expérience et je croyais que comme moi, ton interrupteur était nase ( voilà le pourquoi). Rapproche toi de @vap38, il connaît très très bien les Tenlog.1 point
-
Bonjour à tous, J'ai toujours ma Tenlog D5 et je viens de voir que l'on peut changer les cartes pour une bonne grosse mise à jours : https://www.innocube3d.com/products/tenlog-3d-printer-klipper-upgrade-kit?variant=47703864803521 Merci Vap 38 Je voulais acheter une autre imprimante 3 comme la Créality K2 plus car elle se débrouille plutôt pas mal on dirait mais avant si je peux upgrader ma Tenlog je veux bien essayer . Vap 38 as-tu des tutos pour l'installation du upgrade et aussi des vidéos avec des impressions pour voir si cela vaut la peine de le faire ou bien mieux vaut acheter par exemple une K2 plus ? Au boulot on a une RAISEN PRO haute vitesse, pfff , bleuffant la qualité et la vitesse, alors si je peux upgrader pourquoi pas . Sur innocube3D le kit coûte 229 dollars et les nouvelles TENLOGS SONT VENDU en V2 . Peux tu m'aider à ce sujet ? Merci bien Cdt Captflame21211 point
-
Si c'est aussi aléatoire, c'est sûrement un mauvais contact quelque part...1 point
-
Il faut aussi vérifier le calibrage du plateau. Avec du PC, un défaut de calibrage ne pardonne pas. Astuce: réduire un peu la distance recommandée entre buse et plateau. Cela écrase un peu trop la première couche mais cela améliore l'adhérence.1 point
-
Salut je revient vers aujourd'hui non pas pour de l'aide mais plus pour des conseils ! j'utilise actuellement une Elegoo Saturn 4 Ultra 16K et j'en suis très content, mais voila je voudrai en prendre une autre machine en plus grand volume (la Saturn 4 Ultra a déjà un volume pas dégeu avec ces 211x115x220mm) mais je voudrai prendre plus "gros" pour faire de plus grande pièces ou plus de pièces à la fois, j'avais pensez a la Photon Mono M7 Max (avec un volume de 298x164x300mm) mais.....750€ soit 250€ de plus que la Saturn 4 ! après je veut plus gros c'et normal que je paye plus cher mais ce qui m'embête le plus c'est que la Mono M7 max à une mise à niveau manuelle là où la Sat 4 ultra est en automatique, et la M7 est en 7K de résolution contre 16 pour la Sat 4 Ultra, à la rigueur j'aurai préféré la mise à niveau auto à la place de la pompe à résine ! donc voila ma requête après ce long récit connaissait vous un model qui allie les atouts des ces 2 machines : volume de la Mono M7 et attribut de la Saturn 4 Ultra 16k (mise à niveau automatique, chauffage résine, bonne résolution, simple d'utilisation) !? merci a vous tous par avance.1 point
-
Alors, j'ai un avis quelques peux en demi teinte sur ce qui est dit ici, @PierreR63, @pascal_lb, @fran6p. En effet Pascal tu as raison ayant reçu la premier machine en Europe et bien avant tout les autres testeur influenceur du continent, j'ai probablement eu une machine provenant de la chaine d'assemblage avant qu'elle tourne a plein régime, ce qui fait que j'ai eu une machine qui peut avoir été assemble plus méticuleusement des certaines série après. Après Pierre Pascal a aussi raison un point on essuie le plus souvent les plâtres sur les machines que nous recevons, c'est aussi pour cela que l'on remonte les anomalies constater au fabriquant, malheureusement comme la dit fran6p on reçoit souvent depuis 2 ans des machines non aboutie totalement et souvent on est bon pour attendre 3 a 4 mois après avoir reçu nos modèles pour avoir des choses plus finalisé et digne d'être appelé un modèle finit (le plus souvent c'est plus un optimisation Software qui fait défaut). Dans le cas de la K2 Plus de ce que j'ai vue comme retour ce sont les modèles reçu entre mi janvier et mi mars qui eux le plus de remonté négative, avec bed très déformé, anomalie dans l'auto tension des courroies du Core XY. Pour ma part je ne pense pas que Creality ai cherché a concevoir les modèle de la première série par rapport au autre série, mais et la attention c'est juste mon ressenti (j'ai eu aucune info de Creality), donc : Vue que le modèle devait au départ arrivé pour les testeur en Septembre 2024 au final j'ai reçu moi la machine le 28 Octobre Creality a décidé de reculé pour corriger les soucis firmware présent pour les quelques premier Testeur des USA, Creality a cherché a ce que la machine soit présent fin 2024 pour pas risqué de ce faire couper la vedette par BBlab et sa H2D qui allait être annoncé, ont est assez peu a l'avoir reçu a cette période, puis a partir de mi décembre avec l'arriver des premier test honnêtement le carnet de commande a commencé a dépasser les prévisions de creality cette machine c'est plus vendu que les autres machines de ce format et volume la faute a Bambulab pour moi (la faute si on veux hein) car depuis plus de 1 ans la communauté attendait un machine comparable a la X1C mais en volume de 300 ou 350, au final Creality a récupérer beaucoup de commande car les clients habituelle creality, ceux des marque classique et de marque premier comme bblab on bifurqué vers cette machine (si on exclus les Ratrig, voron & co et la Prusa XL, de grand format core XY plug & print y avait que la Qidi X-Max 3 mais sans solution multi filament). Pour moi, il y a eu 2 facteurs, une augmentation de la cadence des chaines de prod qui sur les premiers mois de décembre a février a créer des soucis qualité d'assemblage car il a probablement fallut augmenter le taux de production. On a vue pas mal de réglage initiaux comme celui des courroies qui etait hors tolérance ce qui a poussé Creality a sortir des wiki expliquant comment ajuster manuellement la tension des courroie ce qui permit de corrige les soucis d'erreur klipper pour l'auto tension par exemple. Cela a probablement du augmenter l'approvisionnement des composants et la pour moi y a probablement des série de pièces qui ont été de moins bonne qualité, c'est pas la première fois que je vois cela ce produire chez plusieurs marques. Donc oui il y a des soucis qui ce sont un peu plus concentré sur une période donné, et en grand partie lié a des obligation marketing d'occupation de terrain et sortir son modèle avant qu'il soit rendu obsolète (entre guillemet) par l'arriver d'une machine qui semblerait plus premium sur le papier. Donc si la question de dire que Creality a sortie des machines premium au testeur et peau de chagrin je suis comme mes collègues non j'y crois pas une seconde, mais oui lié possiblement au éléments que j'ai cité plus haut on a en effet recensé plus de soucis diverse sur une période de 2 mois, la plupart des soucis était des soucis lié a un manque d'optimisation de l'assemblage corrigeable donc sur la machine, ou de petite pièce posant quelques soucis comme le pneufit de la l'extrudeur, les soucis de plateau y en a eu pas forcement tant que cela. P.S : D'ailleurs @PierreR63 pour info j'ai des retour de 2-3 personnes qui décide de passer au plateau R3men de graphite 2 ont au final pas ressentie de différence en pratique a l'usage sur leur K2 Plus par rapport a leur plateau d'origine, et un avais sur ce plateau des ecart aussi important que sur son plateau d'origine , pareil pour le hotend microswiss on en a vue un paquet partir l'acheter, car 4 5 personnes avait indiqué avoir de meilleur résultat sur leur machine, a eu un prolifération de d'acheteur de cette hotend qui est de bonne facture sa pas de soucis, mais j'ai demander a 2 contact que je connais ce qu'il pensait de leur hotend microswiss et pour les 2 j'ai eu la réponse suivante je ne vois pas de différence avec la hotends d'origine pour le moment a voir avec le temps. (pour l'un des 2 comme il a d'autre machine avec la hotends microswiss le but etait d'avoir les même buse sur toutes ces machines).1 point
-
Merci de ton retour ! Mais depuis j'ai craqué pour la Anycubic photon M7 Max ! J'en suis assez content je peux faire de belles pièces, seul bémol elle est un peu plus lente et bruyante que ma Saturn 4 Ultra.1 point
-
Peut-être mais je reste dubitatif, après chacun pense se qu'il veut, je t'ai donné mon avis de modeste testeur, si tu penses que Creality arnaque à ce niveau là libre à toi de changer de marque1 point
-
c'est le but du forum et on en apprend tous tous les jours ... là en l'occurence le climat semble le facteur déterminant ... bonne impression de nuit1 point
-
J'ai refait un test cette nuit et à "la fraiche" ça fonctionne Je vais faire quelques tests dans la journée en aerant bien la pièce. Un grand merci pour votre aide !1 point
-
ok merci pour la précision @Ju- j'essaierais à 225 / 235 sur un bed à 65 sur la première couche puis 55 ensuite. Pas de ventilation sur les 5 premières couche puis ensuite 20 à 30 % et je descendrais la MVS à 101 point
-
Quand tu vois les essais et les tests de ceux qui l'ont reçu en premier et donc les influenceurs et testeurs ils n'ont pas eu de problèmes de plateau par exemple alors que les batch suivant ce plateau est mis en cause très souvent au point que des dizaines de posts fleurissent ou les mecs ont acheté des plateaux pour remplacé l'original . Donc oui , je confirme Tu penses qu'une boite comme creality n'est pas capable d'avoir mis ses meilleurs éléments pour monter les premières machines ? et avoir une bonne pub pour ensuite que nous le petit peuple se jetons sur les commandes ? Idem pour les pièces ? Certains se sont rendu comptes que des pièces étaient différentes entre les batch et pas en mieux.... Faut arrêter d'être naïf les gars1 point
-
J'ai imprimé une autre pièce sans histoire, le pb vient donc de la pièce et pas de la machine. Je ne comprends pas ce que vous voulez dire par : "réparation" par Windows du STL avec 3DBuilder. J'utilise assez peu 3DBuilder et la notion de "réparation" m'est inconnue.1 point
-
Certain de cette information ? Des faits pour étayer cette allégation ? Pour avoir testé bon nombre d'imprimantes récentes, j'ai plutôt l'impression qu'on reçoit des imprimantes non encore finalisées dont on remonte les problèmes rencontrés, les «améliorations» à faire pour que les séries suivantes soient «meilleures». Après, il est toujours possible de tomber sur un «mauvais» modèle dans un lot.1 point
-
Si ton imprimante est dans un garage , une cave , l'hiver le chauffage de la chambre ça va être juste. Moi elle est dans un bureau et je n'ai aucun problème. Je ne me suis pas encore lancé. J'ai imprimé toutes les pièces mais je manque de temps en ce moment. Je te dirais quand je serais lancé dans cette aventure1 point
-
@pjtlivjy Brass-Hardened Steel Nozzle donc acier + laiton1 point
-
on voudrait le faire one arriverait même pas @berfaz Ça ressemble très fort à une “peau d’orange / crocodile” due au post-traitement plutôt qu’à l’impression elle-même. Sur ta photo on voit des zones mates, ridées et des auréoles comme des gouttes figées : typique d’un rinçage/séchage imparfait puis d’un post-cure trop agressif. Causes probables du plus probable au moins probable Résidus de solvant (IPA, eau) laissés sur la pièce – Bain trop chargé en résine, rinçage trop long, ou séchage insuffisant → le solvant gonfle la surface. – En post-cure, retrait différentiel d'ou des rides, marbrures, auréoles. Post-cure trop fort / trop chaud / trop long – La peau externe durcit et se rétracte alors que le dessous est encore plastifié → aspect fripé. Résine contaminée (eau/IPA/poussières) ou cuve/FEP abîmés – Hétérogénéité de polymérisation, zones mates/ondulées. Sous-exposition + peel violent à froid (résine/atelier < 22–23 °C) – Micro-ondulations1 point
-
Depuis le fichier step, on peut extraire chaque élément , et le convertir en stl. Un modèle de ce type peut difficilement s’imprimer en 1 seule fois. Par contre , il faudra surement modéliser (depuis le step) pour créer les fixations des pièces entre elles.1 point
-
essayes cette adresse email @Jems : yanmei.teng@voxelab3dp.com1 point
-
Comme tu ne peux plus le faire, j'ai ajouté «résolu» au titre.1 point
-
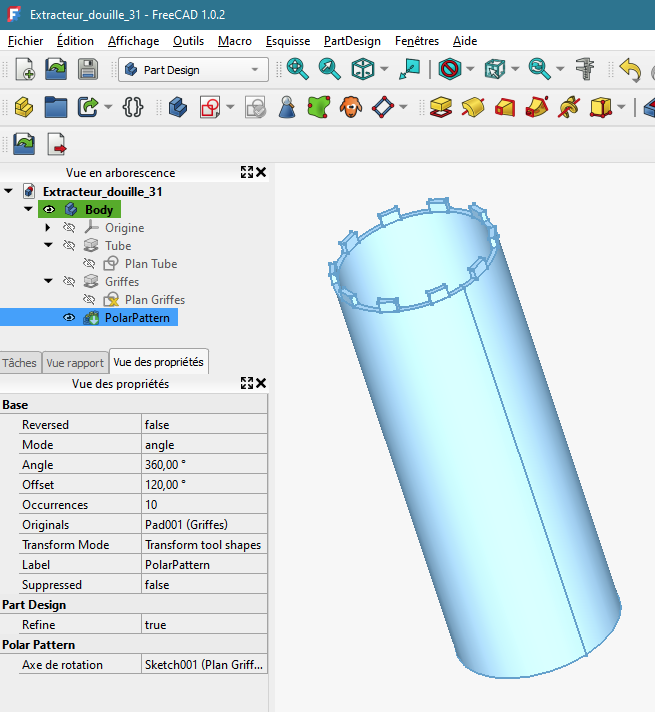
Voila une base d'études: version à 10 griffes que tu peux modifier dans FreeCAD Tube étant le manche. Modifier le diamètre dans Plan et hauteur dans Tube Griffes étant les dents: Modifier la taille (horizontale) dans Plan Griffes et hauteur dans Griffes Modifier le nombre de griffes dans PolarPattern (occurences) Le fichier FreeCAD (faire d'abord une partie griffe pour tester) Extracteur_douille_31.zip Principe de construction dans FreeCAD (mais comme partout) Part Design Sketch Deux cercles concentriques (ici 45 + moins pour l'intérieur) Protusion (120 mm) Sélection de la face supérieure Sketch Géometrie externe (pour accrocher à l'autre plan existant) Dessin d'une griffe Protusion Répétition linéaire circulaire (merci RFN_31 )
 1 point
1 point -
alors pas en ASA même si c'est blanc @Jean_Luc mais en Pla ST eSUN (plus agréable à poncer) avant finition et collage en couche de 0.08 mm une demande d'un voisin passionné d'automobile

 1 point
1 point -
Si tu as déjà réalisé des objets avec Fusion, alors tu dois connaitre les principes de conception, donc va directement à FreeCAD (Prends la 1.0 qui est bien mieux que les anciennes versions 0.x qui ont laissé parfois de mauvais souvenirs au débutants (plantages dès que ça se compliquait un peu trop)) Quelques excellents sites: https://www.youtube.com/@cadgab https://www.youtube.com/@jpwillm5252/videos1 point
-
n'est ce pas l'occasion sur un objet simple d'apprendre à modéliser @geger c'est quand même le must quand on fait de l'impression 3D d'aller du besoin jusqu'à l'objet imprimé1 point
-
pour l'alignement des gears @V3DP avait résolu cela sur l'extrudeur de la X-MAX3 en y aujoutant une reondelle (ce que j'ai fais également suite à son retour d'expérience), peut être une piste les roues dentées d'entraînement du filament sont elles en métal, je n'ai pas vu ce détail sur les photos ?1 point
-
C'est fini, le meuble est prêt à recevoir la bestiole. L'étau d'Inspection Machines est déjà sur la route, il sera le premier dans le meuble. Le grand tiroir avec une ouverture de 500 mm, c'est très pratique et le plateau latéral basculant si j'ai besoin du portable ou pour une petite série de pièces à usiner.

 1 point
1 point -
Bonjour, c'est bon j'ai réussi à imprimer avec du filament PC (là j'i un 3D benchy en cours pour confirmer et vérifier si j'ai des réglages à toucher). Donc si d'autres personnes arrivent sur ce post, voici ce qu'il faut respecter pour imprimer du filament PC (PS: imprimante avec caisson obligatoire !!!) : séchage du filament obligatoire (80°C si possible sinon 70°C pendant 8h à 10h) bien nettoyer son plateau (brosse/éponge + liquide vaisselle) ajouter de la colle spécial PC (Magigoo : https://www.amazon.fr/Magigoo-Polycarbonate-Impression-Lit-Adhésif/dp/B07JN8SQ7Y/ref=sr_1_1?__mk_fr_FR=ÅMÅŽÕÑ&crid=1H72V7TUKAD8Z&dib=eyJ2IjoiMSJ9.O4vy1nDSGYAusbwUvM1429fDyy_0-sn4-fd6ScyQ1d1TljzhJGU6cPBAWzc-N8ipH3EyTAvb8TdD58rH-fPRysR_2H0TEoUn-OTBYNa2lo8.UwPTviFIrGd8WAERxaf7KK8dPhW_qt-wzBa2gQBZjTU&dib_tag=se&keywords=magigoo+pc&qid=1754756357&sprefix=magigoo+pc%2Caps%2C153&sr=8-1) préchauffer votre chambre de caisson à 40°C min (préférence à 45°C) paramètre d'impression : lit chauffant à 110°C buse à 260°C ventilation OFF (ventilation aux. OFF aussi) vitesse d'impression 50mm/s (pour mur int., mur ext. et tous les remplissages confondus)1 point
-
Cool ce nouveau projet. Je vais le suivre avec attention A+ JC1 point
-
bonjour, nouvelle question , comment peut on modifier le cycle de remplacement du filament lorsque l'impression est finie, je m'explique, en cours d'impression, aucun problème pour remplacer le filament après une pause, le plateau reste à la même hauteur. Par contre lorsque l'impression est terminée, si on je demande la même chose ( c'est pour pouvoir retirer le filament rapidement et le mettre dans son sac étanche pendant que le plateau refroidit), le plateau remonte et vient écraser la pièce qui est encore dessus, c'est dommage car cela ruine le travail que l'on vient de faire. cordialement.0 points
-
Bonjour je viens vers vous car j'ai un gros souci avec la m7 max, fraichement recu hier je fait le fichier test et tout es ok, je vais pour lancer une impression et arriver en bas plus rien, message concernant la clé usb et depuis l'axe z refuse de monter ou descendre, j'ai forcer pour le remonter j'ai un gros bruit et il refuse de bouger. Impossible de joindre anycubic, sympa pour une machine qui a même pas 5 heures0 points
-
La pièce qui posait problème était en fait une "double pièce" (paire de chaussures). J'ai pensé à les imprimer séparément et tout s'est bien passé. Je pense que le pb était un positionnement trop proche des 2 éléments. Qu'en pensez-vous ?0 points
-
Bonjour @pjtlivjy Mon filament était encore sous vide et a été déballé 10 minutes avant le début de l'impression donc oui, il était encore bien sec (si c'est cela que tu appelles 'préparer' bien sûr).0 points

























