
Classement




Contenu populaire
Contenu avec la plus haute réputation dans 08/10/2025 Dans tous les contenus
-
Bonjour, @Motard Geek l’Unimog est presque terminé véhicule tout terrain en 4X4 suspension oscillante Panhard. La plaque du film Tamya 0.4mm est en rupture de stock pour réaliser le pare brise! Je dois encore installer le moteur linéaire pour manœuvrer le corps de la benne basculante. La qualité de fabrication 3Dsets est parfaite; la carrosserie est facile à assembler la Plus 4 fait bien son travail. Je recommande de passer un filament de nettoyage entre le passage du filament PETG et le PLA+ au risque d'un colmatage (c'est du vécu) La partie éclairage reste un gros travail. Entre-temps, j’ai une belle récolte de noix ! Bonne chance à vous... !



 3 points
3 points -
suite de l'aventure, Creality nous à proposer l'échange des 4 imprimantes K2+ contre 4 imprimantes K2 pro c'est plutôt sport de leur part et au vu des différences qui vont dans le bon sens, en particulier un réglage des courroies manuel et un chauffage qui n'est plus juste sous la fenêtre de purge, on a accepté d'autant plus qu'elles sont bien fatiguées Creality semble avoir tiré les enseignements de tous ce qui a pu être publié sur la K2+ @MrMagounet3 points
-
Peut-être un petite passage dans un appareil de séchage pour plus de sûreté si on te l’a donné. Pas la peine de rater ton premier print pour vérifier son état.2 points
-
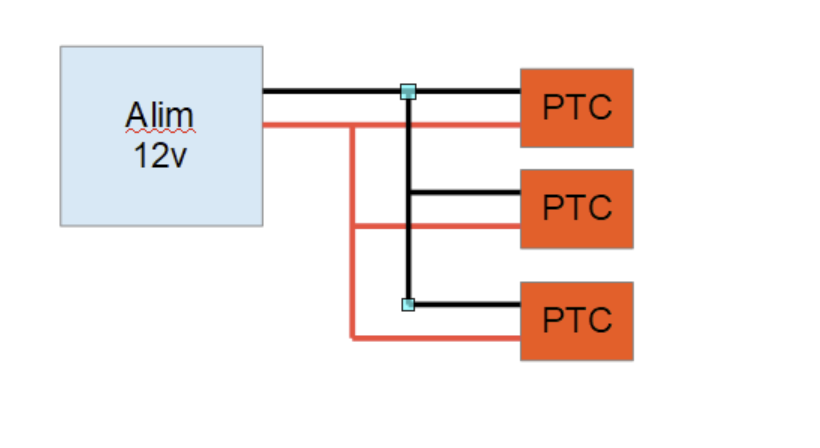
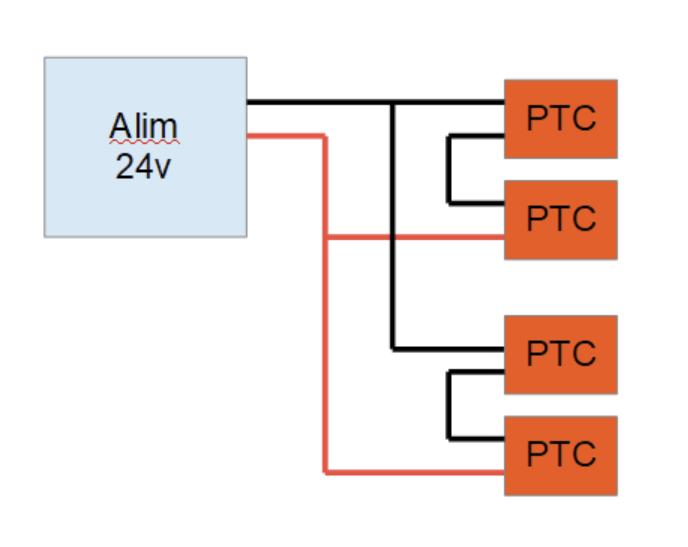
Salut Sur l'alim 12v tes PTC doivent être branchées en parallèle pour que chaque élément soit alimenté en 12v et délivre la puissance annoncée. Sur l'alimentation 24v les PTC doivent être branchées en série 2 par deux et l'ensemble en parallèle. Chaque PTC sera alimenté en 12v Dans tous les cas, l'alim doit être assez puissante pour fournir l'intensité nécessaire à l'ensemble des PTC Tu peux faire un essai avec juste 2 PTC à chaque fois et voir si ça chauffe. Et si tu as un multimètre mesurer l'intensité à chaque fois A+ JC
 2 points
2 points -
Un petit message pour ceux que ça peut aider, quelques pièces que j'ai faite pour fiabiliser l'impression sur cette magnifique petite machine: Une chaîne porte-cable, le système d'origine est mal conçu: le câble de la tête vient taper sur le pilier gauche à chaque mise à zéro de l'axe X. Les conducteurs finissent par se briser à l'intérieur, et le moteur de l'extrudeur ne fonctionne plus. Une misère à réparer. Pour prévenir ça, ce type de système est obligatoire pour moi: https://cults3d.com/fr/modèle-3d/outil/cable-chain-upgrade-for-artillery-sidewinder-x4-pro Il y a un problème de conception sur cette machine, l'axe Z a du jeu et il a été impossible pour moi d'avoir un Z-offset fiable. Même en le réglant manuellement, la valeur n'est pas la même suivant qu'on règle en montant ou en descendant. Un utilisateur a créé ces petites papattes à enficher sur les supports des écrous de l'axe Z pour éliminer ce jeu, plus de problème depuis et j'ai pu largement augmenter la vitesse d'impression: https://www.thingiverse.com/thing:66989182 points
-
Hello, Moi c'est Florian, actuellement j'ai une Ender3 v2 un peu customisé (CR-Touch, extrudeur Sprite pro, plateau PEI notamment). Le firmware que j'utilise actuellement est un MRiscoC en version 2.1.4 et j'ai ajouté un petit Octoprint notamment pour avoir a éviter de sans arrêt devoir faire l'aller-retour avec la carte microSD entre l'imprimante et le PC (et d'arrêter de chercher sans arrêt ce d'adaptateur usb/microSD ). Je commence à lorgner sur la Qidi Q2 (sans la Qidi box pour commencer) et il est probable que quand le cochon sera assez rempli il chute accidentellement . Un peu seul face à mon imprimante je viens vous rejoindre afin de pouvoir avoir réponse à quelques questions (mais ça fera l'objet d'un post dédié) et de pouvoir progresser ! Au plaisir d'échanger !
 1 point
1 point -
Bonjour, Je souhaiterais imprimer un bijou à la suite d'une demande. Le questionnement n'est pas sur les techniques de réalisation mais sur le type de filament à utiliser. En effet, le bijou étant fait pour être porté, quel filament présente le moins de risques ou est fait pour être sur la peau ? À moins qu'un traitement post impression puisse être conseillé ? Merci pour vos conseils1 point
-
Bonjour, j'ai enlevé toutes mes billes de dessiccant. Les mesures sont maintenant cohérentes : 55° 19 % sur le Sunlu, 40° 20 % sur mon thermo hygromètre. Je vais maintenant laisser le Sunlu gérer lui même sans dessiccant et voir comment ça se passe1 point
-
Bonjour les makers, Me revoilà sur ce forum avec une nouveau projet. Pour ceux qui m'avaient suivi et tous ceux qui m'avaient aidé sur mon ancien projet d'imprimante 3D DIY sous le pseudo natsamfa, je reviens avec le pseudo natsamfa31290. Je me lance dans un nouveau projet, la conception et la réalisation d'une CNC DIY. Je sais que c'est un forum orienté imprimantes 3D mais il y a un petit coin CNC. Les principes sont presque les mêmes, juste la rigidité des mouvements et les vitesses d'avance qui diffèrent. Je vais avoir besoin d'aide pour toute la partie électronique, ce n'est pas mon fort Alors c'est reparti dans le coin CNC1 point
-
bonsoir, on ma donné plein de trucs, dont une dizaine d'éléments ptc marqués dessus 12volts 80° et deux alim en 24 volts 10 et 20 ampères et une alim 12 volts 10 ampères j'ai essayé de brancher 5 éléments ptc sur l'alim 12 volt/10a, ils ne montent pas à plus de 40 °. apparemment les 120 watts ne suffisent pas dans ce cas, un seul branché monte bien à 80°. je me demandais si je pouvais brancher 4 ou 5 éléments ptc en série sur l'alim 24 volt/10a, ça me ferait 240watts, par contre pour l'intensité ? ? ? merci de votre aide je suis en train de bricoler un sécheur filament. (enfin j'essaie) les plaques ptc sont comme celle-ci
 1 point
1 point -
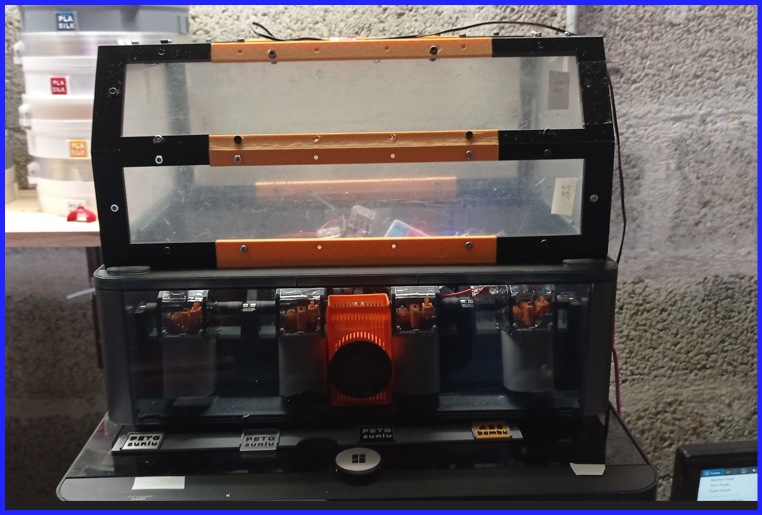
bonsoir à tous deux et merci pour l'aide que dire si ce n'est que je m'étais planté de chez planté, je ne sais pourquoi j'avais branché sur l'alim 12 volt en série, évidemment ça le faisait pas donc j'ai correctement rebranché en parallèle, et là nickel. me demande encore pourquoi j'avais fait un branchement pourri, je suis resté sur le 12 volt 10A, ça fonctionne correctement, bien que le branchement des fils est fait à l'arrache. j'ai fixé quatre PTC sur une plaque en alu de 1.5mm, et mis un ventilo, la température est prise à une vingtaine de centimètres, il faut compter une trentaine de minutes, c'est surtout pour remonter un peu la température dans l'ams, au sous sol, il fait frais ça peut tomber jusqu'à 14, imprimer un filament à 14° c'est loin d'être le top, avec la cr6 se, j'avais beaucoup de difficulté à imprimer sans défaut, d'autant plus que le filament devenait cassant, je vais maintenir la température vers les 30°, dans le capot d'origine pas assez de place, et je ne voulais pas le percer, j'ai du refaire un capot, avec des restants de récup de plexi de 4 mm, c'est le premier jet, mais il me semble pas mal, pas encore étanchéifié et j'ai pas mis toutes les vis. si je le refais, je le referais en deux parties, voilà ce que ça donne, petg et abs (pour équilibrer l'utilisation du filament) sur ce je vous laisse merci encore pour l'aide apportée, toujours pas compris pourquoi le branchement pourri. pat

 1 point
1 point -
Je sais. C'est pour se la péter... ...la rotule. --> je suis déjà parti.1 point
-
Le kickstarter n'est pas encore ouvert... A priori, ce sont des add-ons à rajouter, et l'aspirateur est déjà commercialisé (il fonctionne avec les Carvera Air et Carvera)...1 point
-
Ton thermomètre hydromètre est dans un coin que le flux d'air chaud doit avoir le plus grand mal à atteindre. Pour tes billes de dessicant, c'est le même problème et ce ne sera pas la température de séchage du PLA qui va les régénérer. Tu devrais mettre ton appareil (avec un petit support) à la place d'une bobine pour faire des mesures pertinentes.1 point
-
To save time and machine wear, save your matrix to EEPROM with M500 and in your slicer’s “Starting G-code” replace G29 with M420 S1 to enable your last-saved matrix. Du coup, je ferais comme ça une fois le mesh sauvegardé: ; Ender 3 Custom Start G-code G92 E0 ; Reset Extruder M280 P0 S160 ; CR Touch alarm release G4 P100 ; delay for CR Touch G28 ; home M420 S1 Z10; set/report bed leveling state with fade on 10mm G1 Z2.0 F3000 ; Move Z Axis up little to prevent scratching of Heat Bed G1 X0.1 Y20 Z0.3 F5000.0 ; Move to start position G1 X0.1 Y200.0 Z0.3 F1500.0 E15 ; Draw the first line G1 X0.4 Y200.0 Z0.3 F5000.0 ; Move to side a little G1 X0.4 Y20 Z0.3 F1500.0 E30 ; Draw the second line G92 E0 ; Reset Extruder G1 Z2.0 F3000 ; Move Z Axis up little to prevent scratching of Heat Bed G1 X5 Y20 Z0.3 F5000.0 ; Move over to prevent blob squish1 point
-
je vais parlé la A1 gère le TPU uniquement en standalone a savoir par le porte bobine latérale l'AMS Lite pour avoir tester n'est pas capable de le gérer contrairement a l'IFS. Je vais donc a présent me taire mais pas a jamais j'en serais pas capable1 point
-
c'est d'ailleurs bien pratique de pouvoir sortir un fil sans devoir renverser le cfs...1 point
-
Je pense aussi que dans l'état actuel, la K2 Combo est un vrai combo, cad que le CFS est pleinement fonctionnel, ce qui n'est pas le cas de la Qidi Box. Je ne parle donc même pas des solutions d'Elegoo et Artillery. De plus, on peut être intéressé par l'écosystème (appli mobile, crealitycloud), ce que ne propose pas non plus correctement Qidi. Et on peut imaginer des promos sur les K2 d'ici la fin de l'année. Mais la Q2 a évidemment d'autres arguments !1 point
-
@3xkirax3 j'aurais eu le même usage que toi pour être franc, a savoir principalement de l'ecriture fine car même en archné ou en mode detection des parois fini on reste limité a ce que peux gérer la buse physiquement et parfois je suis limite limite, bon après dans mon viens un autre point celui lié au fait que l'utilisation de buse 0.2mm en trainement plus de risque de souci de bouchage etc et avec ce type de buse un filament ultra bonne qualité est préférable1 point
-
en fait non mais concrètement mais 100 % biodégradable” est vrai uniquement dans les conditions de compostage industriel, rarement dans l’environnement naturel. Durée de biodégradation : les chiffres sont donnés pour un laboratoire ou une unité de compostage industriel, pas dans le sol ou l’eau. En particulier, la température de référence dans les normes est de 58 degrés1 point
-
salut @bblt tu les as branché comment pour que ça ne dépasse pas 40 degrés ? Il y a une pointe au démarrage, de mémoire sur un PTC classique on est sur environ 6A qui se stabilise ensuite vers 0.4 A1 point
-
Beh de manière générale, c'est pour ça que je renvoie assez facilement aux Q2 et Centauri Carbon, a fortiori si on trouve que 35x35 c'est trop gros : elles sont à la pointe des techno du moment sur la vitesse et la capacité à imprimer tout ce qui bouge et à un prix défiant toute concurrence sur ces volumes d'impression. Et finalement au même prix que d'autres machines moins-disantes en termes de capacités. Y a que sur le multi couleurs qu'on sent que les machines à AMS / CFS / Qidi Box etc vont montrer leurs limites dans les années à venir face aux machines à changement d'outils. D'ailleurs, j'ai un peu de mal à voir quel peut être le marché de la Creality K2 combo quand on voit qu'elle coûte le prix d'une Q2 combo, mais en étant (un peu) plus petite, sans l'enceinte chauffée, la buse haute température, et la qualité du SàV Qidi.1 point
-
Me revoilà ! Voilà ce que propose Creality pour son PETG dans Creality print Filament : Rapport de débit : 0,95 Pressure Advance : 0,072 Densité : 1,23 Température de Vitrification : 80° Plage de T° de buse recommandée : 220 => 270 T° du caisson : 35° T° d'impression 1ere couche et suivante : 250° Diagramme de T° d'écoulement : [[0.5,220],[1.2,220],[1.2,250]] (Ici, à mon avis, y a une boulette de leur part et c'est [[0.5,220],[1.2,220],[1.5,250]]) Température de plateau : 80°C Vitesse Volumétrique max : 16mm3/s Refroidissement : Pas de refroidissement pendant 3 couches Seuil mini du ventilateur : 40% / 30s Seuil maxi du ventilateur : 80% / 12s Ventilateur toujours actif : ok Impression lente pour un meilleur refroidissement : ok Ne pas ralentir sur les parois extérieures : ok Vitesse d'impression mini : 20 mm/s Forcer la ventilation pour les surplombs : ok + Ventilateur à 90% Forçage des réglages : Forçage de la longueur de rétraction : 0.8 Quantité de rétraction avant essuyage : 90%1 point
-
Bonsoir @bp006 Vous pouvez regarder sur le wiki à cette page pour des infos https://wiki.bambulab.com/en/a1/manual/first-print-with-external-spool JM1 point
-
Est-ce que la machine elle même est parfaitement calibrée et bien lubrifiée ? Voir si le même cube en PLA est bien dans les mêmes proportions. On ne parle que de 6/100emes entre X et Y, c'est plutôt bien. Pour l'alésage, il faut tenir compte du fait que l'imprimante va déposer un boudin pour faire le contour et compenser spécifiquement les alésages en plus de la calibration. Si on veut être plus précis, il faut imprimer une première pièce, faire sa métrologie, corriger en CAO les défauts et réimprimer exactement dans les mêmes conditions.1 point
-
c'est que je j'ai fait ce matin. mais étonnamment, j'ai plus de dispersion sur un alésage, que entre 2 faces. j'ai fait un cube avec un alésage à l'intérieur. 25x25 et alésage Ø18. je me retrouve avec un cube qui fait 24.95x24.89 et un Ø17.76. si il y avait un facteur de rétractation, j'aurais imaginé que celui ci soit proportionnel , peut importe la mesure. Ou du moins proportionnel suivant l'axe choisi (X, Y ou Z) on retrouve un peu ce phénomène ( j'ai 17.76 en X et 17.69 en Y), mais par rapport à la définition initial, le pourcentage n'est pas la même. j'ai également fait un axe de Ø18, et il sort à Ø17.93mm. j'ai l'impression d'avoir plus de défauts sur un élément intérieur je vais faire un carré de 20x20 dans un carré de 25x25, et on va voir ce que ca donne1 point
-
Effectivement, j'aurais dû préciser en parlant "bijoux" que je visais soit un pendentif, soit des boucles d'oreilles, en structure plane. Le niveau de détails requis est bien moindre qu'avec un bijou type bague ou avec des pierres. J'utilise une Qidi Q2, avec une buse de 0,4, et les premiers résultats sont plutôt encourageant. @pat30 J'ai lu un article sur la galvanisation : https://blog.prusa3d.com/fr/galvanisation-dimpressions-3d-la-symphonie-du-plastique-et-du-metal_92939/ Est-ce à ça que tu pensais ? Je ne cherche pas à faire des bijoux pour la revente, juste quelques uns pour l'entourage. Ce procédé me paraît complexe et, n'ayant pas de lieu dédié comme un atelier, une solution plus simple à mettre en œuvre existerait-elle ??1 point
-
Personnellement, l'utilisation que j'en aurais eu c'était plus pour avoir des détails très fins à des endroits genre des écritures sur des pièces un peu plus grossières ou fonctionnel. Mais effectivement ce n'est qu'un seul cas d'usage et pas forcément pour justifier un développement complet de ces fonctions. Merci pour ton retour d'expérience en tout cas @Kachidoki, c'est ultra instructif de savoir que l'idée ne date pas d'hier et que la problèmatique a déjà été soulevée.1 point
-
Concernant les buses de tailles différentes, c'est un sujet de très longue date. En 21-22 j'en discutais déjà avec les devs de PrusaSlicer car je voulais le faire pour mon IDEX. Au final la conclusion était que le bénéfice sur le temps d'impression est perdu dans le temps du toolchange. Même l'utilisation d'une grosse buse haut débit (pour l'époque) de type volcano pour l'infill introduirait une imprécision non négligeable sur l'ancrage avec les périmètres. Très facilement visible à travers des parois faites par une buse fine. Il faudrait alors multiplier les parois avec la petite buse et à nouveau on perd tout le gain de temps... Mais oui, actuellement les slicers ne le gèrent pas car ça ramène une grosse complexité à la config. Il faudrait, pour chaque extrudeur, faire correspondre les profils d'impression ainsi que les profils de filament adaptés à la taille de buse, tout en gérant correctement les effets de bord. Calculer correctement les overlaps, gérer les bridges monstrueux pour couvrir un infill largement espacé avec une toute petite buse (15% de remplissage en buse de 0.6 c'est plus espacé que 15% en buse de 0.4, le trait étant plus large), etc... Tout ça pour finalement un cas d'usage qui n'est peut-être pas aussi intéressant qu'on ne le pense. Le meilleur compromis actuellement => utiliser une largeur d'extrusion beaucoup plus large pour l'infill avec la même buse, j'utilise des largeurs jusqu'à 1mm même avec une buse de 0.4mm, mais il faut quand même gérer quelques uns des problèmes mentionnés précédemment.1 point
-
Donc l'argument biodégradable avancé par certains fabricants est faux, j'ai donc imprimé des choses en abs qui pouvaient l'être en pla,qui il est vrai est beaucoup plus facile d'utilisation pour un débutant comme moi1 point
-
Bonjour Petit bilan après une semaine non stop d'impression avec divers pla et des distances de retrait principalement à 1 mm et un peu à 3mm avec un PLA bois assez filandreux : pas un seul blocage de buse.. et une qualité des coutures bien meilleure et sans stringing...j'aurais du le faire bien avant (avec la SW X2!!)1 point
-
Sauf erreur de ma part, celui de la CR10 est bel et bien configuré. Mais tu as raison, j'ai testé les autres et ce sont des MARLIN… vierges….1 point
-
Oui alors attention Creality ne joue pas le jeux de l'open source completement. D'ailleurs Printed Solid arrête la commercialisation aux USA de leur imprimantes 3D à cause de cela. Il fournisse un fichier Hex donc effectivement on peut remettre la version initial du firmware usine en cas de problème. En revanche, comme on ne peut pas convertir un fichier Hex en Ino , on ne peut pas l'ouvrir dans Arduino IDE et regarder le PID ou les options de thermistance choisi par la marque en usine. Donc pour le paramétrage de Creality c'est toujours au pifomètre. J'ai regarder les fichier d'exemples fournis avec et c'est les paramètres de Marlin natif genre "bed resistance = Aucune" . Dommage...1 point




















.thumb.jpeg.3e1fa1416e9fb29c30ae0a7b98639f19.jpeg)




