Classement



Contenu populaire
Contenu avec la plus haute réputation dans 05/01/2026 Dans tous les contenus
-
Je n'ai moi aussi qu'une vénérable ender 5 qui ne va pas bien vite et bouge d'autant moins... mais en ce début d'année, j'ai eu un flash... Si on installait l'imprimante comme le tambour d'une machine à laver ? Un cadre rigide, lesté de béton et des ressorts qui soutiennent le plateau suspendu sur lequel est posée l'imprimante... Celui qui ferait cela deviendrait une vedette qui mériterait votre confiance.... C'est bien vrai ça !4 points
-
Merci de votre aide.....
 3 points
3 points -
Salut Les courroies de synchronisation de l'axe Z non pas de réglage en soit ici on a pas besoin d'avoir une tension bien ajuster comme pour les Axes X et Y car ici comme son nom l'indique elle sert juste a éviter la désynchronisation que pourrait avoir les 2 moteurs Z dans le temps (surtout si les 2 moteurs sont gérer par le même pilote, car avec des pilote indépendant on a des mécaniques d'alignement automatique des différents Z de possible dans les firmwares même si sur beaucoup de machine bed slinger cette option n'est pas présent de base). Donc pour revenir a cette question comme sur les SW X1 X2 X3 les X4 ont une courroie de synchro qu'il n'y a pas besoin de tendre en soit et qui d'ailleurs si elle etait trop tendu apporterais une contrainte non désiré qui poserait des soucis potentielles.3 points
-
Juste pour préciser tout de même, ce n'est pas systématique et heureusement. En fait c'est même la première fois que ça arrive. C'est juste la faute à pas de chance comme souvent : une combinaison de plusieurs facteurs. La CORE One était en mode "unleashed", aucun scrupule à secouer un max pour des proto non fonctionnels. Ce qui gênait la XL c'était le moment des déplacements à vide de la CORE One (Vmax + accel max). Le temps d'une couche était assez court, à peine quelques secondes, donc la secousse était fréquente. Le plateau de la XL était au plus bas suite à l'impression précédente qui était tout en hauteur. Les deux machines sont sur le même plan de travail lui-même sur un parquet qui n'absorbe pas les vibrations. Tout ça fait que le temps de monter lentement les 360mm en Z pour trouver son home, la XL a subi un paquet de fausses détections. Malgré cela elle ne s'est pas arrêté, ça la retardait juste dans son cycle. Quand je dis qu'elle a refusé d'imprimer c'était en fait moi qui ai refusé qu'elle imprime dans ces conditions. Etant donné qu'elle prend toujours plusieurs mesures et lorsqu'elle a un doute elle en rajoute, il est fort probable qu'en laissant le cycle se terminer, elle aurait démarré l'impression comme si de rien était. Mais mon côté perfectionniste n'a pas accepté d'imprimer dans des conditions sub-optimales. Le problème des vibrations n'est pas limité aux imprimantes, c'est même plutôt universel avec des conséquences très variées. Les disques durs dans les NAS qui divisent leur durée de vie par rapport à une utilisation seule. Les ronflements de votre voisin/voisine qui vous empêchent de dormir. Les camions qui passent et provoquent des fissures sur les maisons. Les tremblements de terre qui rasent des villes entières... Pour l'imprimante suspendue, ça me rappelle quelque chose que j'ai vu il y a longtemps : https://www.youtube.com/watch?v=bdCn-xrBLsE Le résultat ? Malgré ses expériences (suspension, sable, imprimante retournée), il conclut que rien ne fonctionne vraiment mieux que des pieds anti-vibrations optimisés. Reste à définir "optimisés".
 3 points
3 points -
Et en position "essorage" pour avoir une fuzzy skin3 points
-
Je viens de retrouver un CR Touch Creality flambant neuf dans sa boîte, ma Creality E3S1 prenant la poussière en attendant de trouver un acquéreur, ce CR touch ne m'est d'aucun utilité, alors je l'envoi par la poste à qui le veut.2 points
-
J'ai du mal à visualiser la pièce mais dan le principe je suis d'accord avec vous. En impression FDM, la résistance en Z est quasi nulle et si j'ai un peu compris le dessin, dans votre 2de image, l'axe Z ne prendra jamais d'effort… Donc si c'est moins long et que ça demande moins de supports, le choix est vite fait.1 point
-
Bon... j'ai basculé sur Mac et j'ai retrouvé le rendu 3D initial (+accessoirement une fluidité sans équivalence!)1 point
-
Ok, merci infiniment pour vos retours à tous. Bonne soirée à vous1 point
-
Hello, Je suis passé au Creativ Lab Renault Technocentre. C'était la reprise donc tout off avec en prime une inondation dans les WC... Ce que j'y ai vu (mais je connais pas bien) c'est 4 Ultimaker, 2 Raise3D et une autre avec 605mm de hauteur. Il y avait aussi une creality coreXY et 2 autre machine que je ne connais pas plutôt en format étendu XY qui marche sur le prusa slicer. Voilà vous savez tout, c'est la zone accessible à tous pour impression pro ou perso light, après il y a un département proto qui à sûrement du plus lourd. Bambu m'a envoyé mon filament (sauf une bobine), j'ai eu une fausse joie en pensant qu'il y aurait aussi la P2S mais non Bonne année à tous !1 point
-
@SwordFire bon j'ai pas tester la P2S mais pour moi les retour lié a du décollement sont surtout lié a un seul élément (surtout avec le PETG qui y est sensible) pour moi le fait que la P2S souffle de l'air frais venant de l'extérieur par l'auxiliaire et a une ventilation de matériaux plus puissante que la P1S au niveau des fanduct de la tête. Ce souci est donc pour moi lié surtout a un mauvais ajustement de la ventilation a savoir absolument coupé la ventilation aux avec le PETG et limite la ventilation de la tête a 20%, ce qui fait warpé le PETG ce sont les variation importante de temp° qui un phénomène de contraction de la matière. (soit dit en passer c'est aussi valable pour pas mal d'autre machine en soit, les utilisateur ce fit trop au profile par défaut sans faire de test parfois) Pour ce qui est des promo d'une P2S tu as même pas 0.01% d'en voir avant les soldes d'été en encore de pas grand chose au moieux on aure des promo sur le cout du combo au black friday 2026, les machine bambulab sont réputer et bien suivie matériellement et logiciellement et ont donc un décote parmis les plus basse du marché comme prusa, sauf que les prusa ce sont des utilisateur avertie en générale alors que BBlab toutes la commu reste sur le qui vive même en occasion les prix sont haut souvent.1 point
-
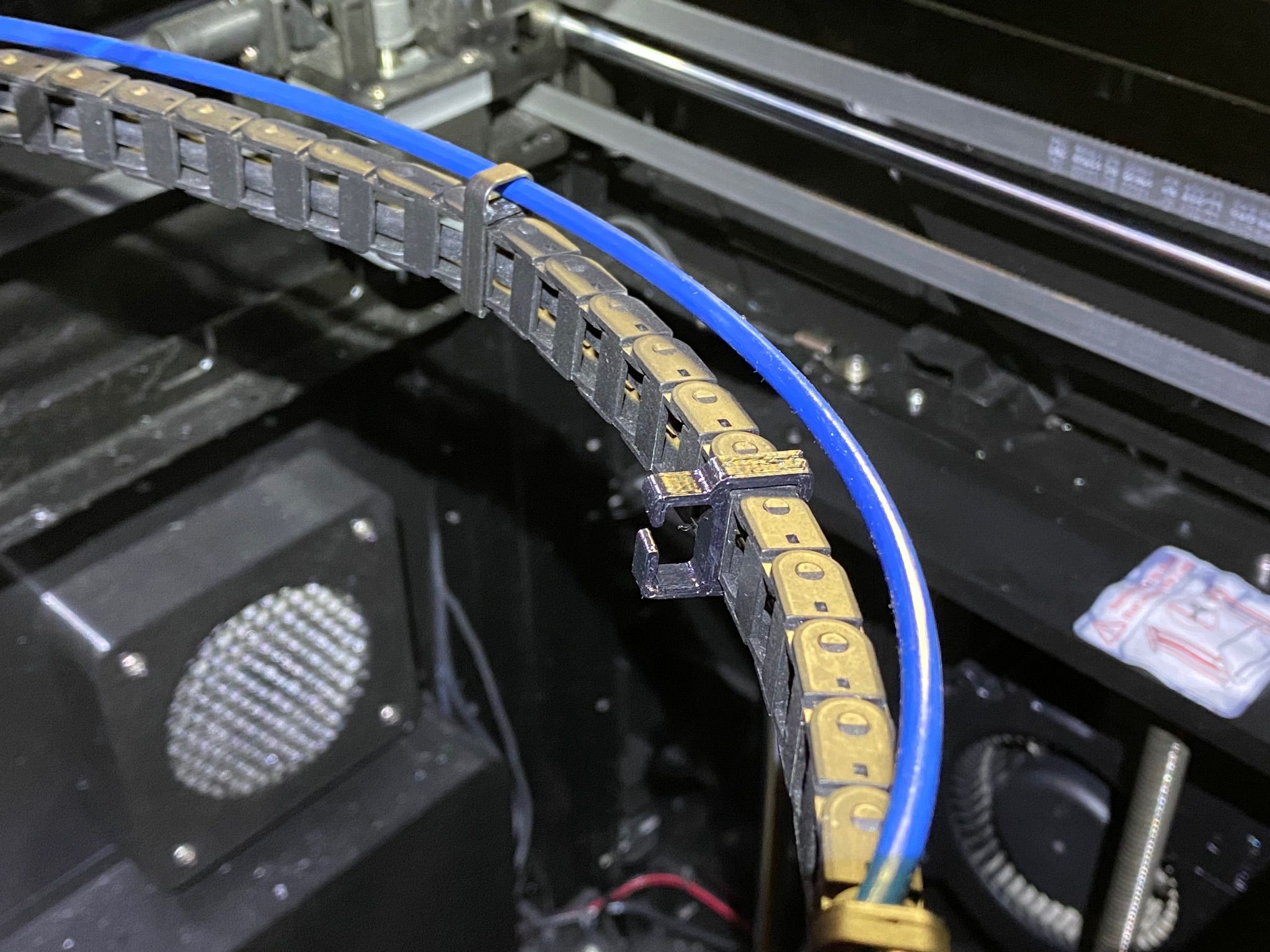
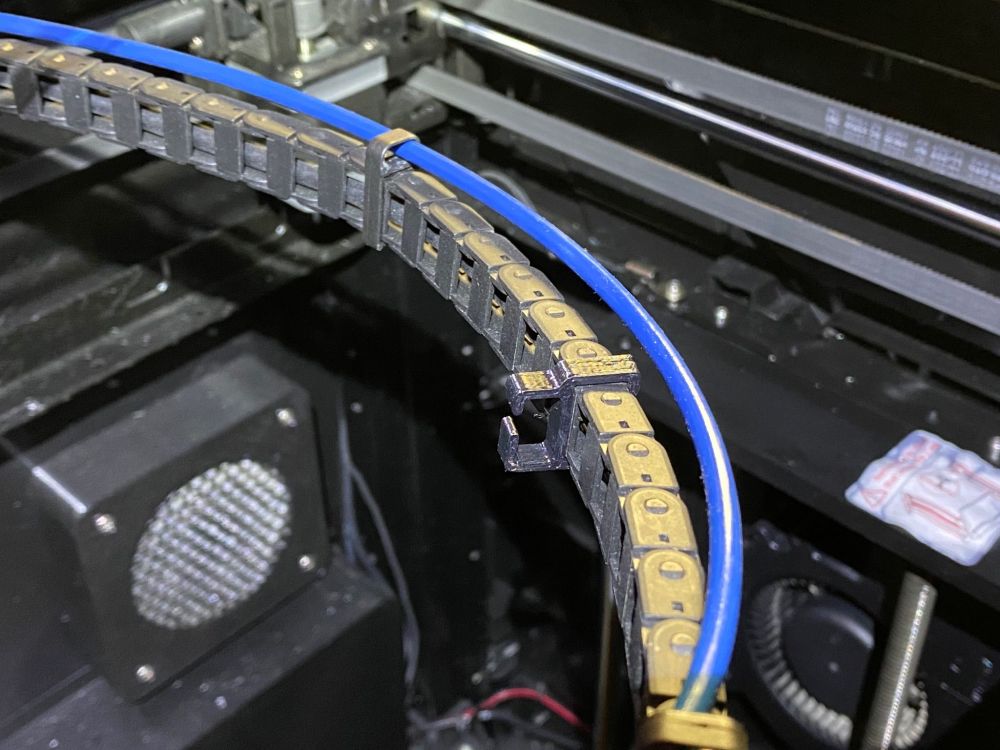
Finalement, je n'ai pas beaucoup avancé ce weekend, un problème à résoudre en plus pour le montage. J'avais prévu de passer un cable prévu pour le chemin de cable en plus de celui de la tête pour connecter le Cartographer. Et ca ne passe pas .... Donc un peu de retravail pour venir accrocher le cable du cartographer sur le coté du chemin de cable et permettre au cable de coulisser un minimum pour éviter l'usure. J'ai donc dessiné des crochets qui se fixent sur le chemin de cable. C'est ajusté un poil serré, j'espère ne pas devoir les coller. Impression en PC pour la résistance lors du clipsage et la rigidité. La série est en cours pour la première machine. Installation demain.
 1 point
1 point -
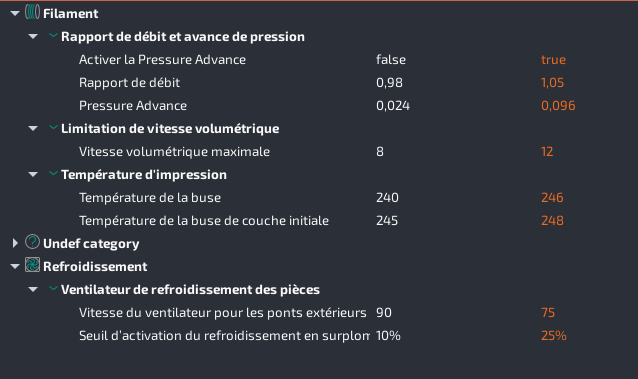
Bon, j'ai augmenté un peu la température et modifié quelques paramètre en fonction de résultats obtenus lors des calibartions (temp-debit-PA-MVS), mais pas vraiment dans le sens que j'attendais. J'ai fait le test de débit max entre 3 et 15mm3/s. En-dessous de 7,5mm3/s j'ai un aspect brillant avec des défauts de surface Ensuite la surface perd un peu de défauts jusqu'à 9,5mm3/s Puis devient vraiment plus homogène et moins brillante Un dernier changement d'aspect (plus mat encore) intervient autour de 13mm3/s. J'ai l'impression en effet que trop de refroidissement a un effet négatif. Pour couper la poire en deux, j'ai monté le threshold à 25% et baissé la vitesse du ventilateur à 75%. Je verrai les résultats de ces changements lors de mes prochaines impressions PETG… À gauche, mes anciens réglages, à droite les nouveaux :
 1 point
1 point -
Je serais mort de rire de voir bambulab sortir une A2C en gros une A1 avec un kit vortek comme la H2C (en soit ce serait techniquement possible en ajoutant un accéssoire a gauche de la machine qui permettrait de place une des 4 buses vortek couplé a un AMS Lite 2 un peu dans le stype de CFS Lite de creality, ou une tête intégrant dans la tête le changement des filament comme le ACE Gen 2) ce serait techniquement possible mais le coup serait pas negligeable et pas sur que ce soit interessant ou alors un projet concurrent au IQEX de coprint. Mais a part pour intégré un système multi buse ou multi tête je vois pas ce que cela apporterait de plus une A2 vs la A1, sauf si l'on a un modèle 300x300. on verra bien BBlab aime resté mystérieux.1 point
-
C'est quoi cette « vitesse volumique » ? Je connais le débit / vitesse volumétrique. C'est d'ailleurs le terme employé dans nos trancheurs, non .1 point
-
Salut @Elthari0n, mon ami @PPAC t'a donner de bon conseils dans les différents messages précédents, bon comme lui Cura je peu plus y touché depuis des années a force d'utiliser utilisé Orca et consort faut être honnête. Après 2 observations que je peux faire lié a ce qui a été dit et aux images fournit, déjà si avec 90% de débit sur les couches autre que la première tu as une légère sur extrusion alors il y a un loup pour moi côté calibration des steps/mm de l'extrudeur (mais difficile de le savoir ici car le jeune est pas un couleur adapter comme le blanc en photo pour s'en rendre compte), as tu bien calibrer les steps/mm a une vitesse d'extrusion suffisament lente ? car si tu le fais a une vitesse trop élever sur la X1 tu aura pas un résultat fiable. 2 eme chose le test du S est un test un peu idiot en soit pourquoi car toutes les imprimantes n'ont pas une précision dimensionnel identique, cela peux venir de la précision de l'extrudeur (pour rappel ici on est sur un titan direct drive mais mono gear d'entrainement il est pas réputer pour son excellence en précision vs les extrudeur moderne dual geard de tout type), mais cela peux venir aussi la précision des axes X et Y, cela dépend de la finesse des réglages steps/mm dans le firmware oui mais aussi du type de moteur 1.8° ou 0.9° etc d'une machine a l'autre, donc le soucis est de savoir qu'elle tolérance est mise en place sur ce test du S dont tu parle. Pour infos si tu prend des machines récentes il y a des ecarts par exemple sur ma A1 mini j'ai des tolérance de d'emboitement qui font que avec un offset 0.15mm entre les 2 pièce qui s'emboite cela pourra ce faire en forcent un peu mais sa passe et a 0.20mm sa passe sans forcé, j'aurais quelques choses de dans les même eau sur la U1 (0.02 ou 0.03mm de plus) et quelques chose demandera au moins 0.2mm mini sur une AD5X (sur la K2 Plus j'ai plus en tête ce que j'ai mais on est pas mal aussi), alors que sur d'autre machine que j'ai eu ou ai encore comme les SW X4, la M1Pro (pas la meilleur machine celle la) si tu as pas 0.3mm d'offset entre les pièces en emboité ce sera compliqué de les emboités. Il existe des test qui permet de voir quelle offset ou tolérance est nécessaire pour l'emboitement de 2 pièces sur une machine comme par exemple ce type de test de tolérance1 point
-
Avec BBL il faut s'attendre à tout, à l'époque ils avaient dit qu'ils ne sortiraient jamais de bedslinger et on a vu le résultat1 point
-
Premier Hebdo 3D 2026 : un drone FPV bat un record avec des pièces imprimées en PA6-CF/TPU, Bambu Lab lance des chaussures 3D sur MakerWorld, Creality Print 7.0 débarque avec de l’IA, xTool compare toute sa gamme F (Ultra/portable), Anycubic dévoile la Kobra X multi-couleurs... et Teaching Tech annonce qu’il lève le pied sur YouTube. https://www.lesimprimantes3d.fr/semaine-impression-3d-522-20260104/1 point
-
Sur la première image, on la voit la peinture avec damier noir et rouge... Doivent être fans de Tintin PS et à la fin aussi d'ailleurs1 point
-
Les Australiens l'ont fait
 1 point
1 point -
Ah attend, je l'avais celui là Ayé, retrouvé : si tu prend le Melt Index (MI) en g/10min et la densité (D) en g/cm3, la vitesse volumique (VV) c'est : VV = 1000*MI/(600*D) La plupart du temps, je me fie assez peu à ces résultats, parce que au final ca dépend pas mal de la température d'extrusion et de l'extrudeur. Et ca me donne un 9 mm3/s pour un PLA Meta chez Sunlu, pourtant donné pour aller à 300 mm/s En vrai, la formule est bonne, on obtient bien des mm3/s, mais je me demande à quel point on ne mélangerait pas des données qui devraient pas l'être Edit : J'ai farfouillé, en m'aidant de Perplexity (ok, une IA... mais sourcée, notamment ici : https://www.amade-tech.com/fr/melt-flow-index-mfi-some-basics-you-need-to-know/) Il dit ceci : 2. Limites pour l’extrusion « réelle » Le MFR est mesuré avec un plastomètre standardisé (ISO 1133 / ASTM D1238) : température, charge et filière sont imposées, donc le cisaillement et la contrainte ne sont pas ceux de ta buse d’imprimante. Le débit volumique en mm³/s que tu obtiens est donc un débit équivalent dans ces conditions de test, utile pour comparer des grades et avoir un ordre de grandeur, mais pas une garantie que ton hotend tiendra exactement ce débit. Pour une imprimante FDM, la vraie limite de vitesse volumique dépend de la géométrie de la buse, de la longueur de fusion, de la montée en température, du refroidissement, etc., qu’un MFR simple ne capture pas. En résumé : Oui, tu peux calculer un QQ en mm³/s à partir du MFR et de la densité Ce QQ caractérise le matériau dans les conditions MFR et donne un ordre de grandeur du débit volumique possible, mais la vitesse volumique maximale exploitable sur ton extrudeur devra être vérifiée empiriquement (test de débit, tours de calibration, etc.).1 point
-
Même avec les drones un peu plus grand public comme ceux que je monte et utilise (100~200km/h), on dépasse rarement les 3~4 minutes quand on commence à tirer dedans Avec des Liion à la place des LiPos et un setup plus adapté à la balade (longue distance) on peut commencer à avoisiner les 10 minutes par contre. DJI C'est la solution la plus efficace en terme de pénétration/portée et surtout retour HD mais aussi celle qui affiche la latence la plus élevée. Autant à mon échelle ça ne pose pas de problème (bien que certains pilotes disent que si et prônent encore l'analogique ) mais à 600km/h doit quand même y avoir un décalage de quelques mètres àm on avis, mieux vaut être haut, en ligne droite et sans obstacle En ce qui concerne l'électrique... C'est un peu comme en automobile, niveau performance et confort c'est juste incomparable et j'ai jamais vu de multirotor en thermique Je ne dis pas que ça n'existe pas, mais la synchro des moteurs ça doit être quelque chose ! PS : moi aussi j'ai connu le modélisme thermique, les galères à démarrer mes bagnoles au nitro et j'ai même un 1/8e (3,5cc de mémoire) à retaper qui encombre mon cellier1 point
-
Faisant du modélisme en club et étant à la fois pilote de drones et d'avions je peux en parler : Oui les drones ne sont pas toujours les bienvenus et ont parfois une mauvaise image qui leur colle a la peau, mais c'est aussi en fonction du club que tu fréquentes et de son public. Ici je suis dans un club ou on trouve 2/3 d'avions et 1/3 d'hélicos, on est que quelques-uns à pratiquer le drone, même si on voit quelques avions FPV de temps à autre. Il est vrai que le modélisme thermique est toujours d'actualité, même si l'électrique à beaucoup d'avantages et tend à remplacer le thermique pour les petites motorisations, il en est de même pour les turbines qui avaient la fâcheuse tendance à brûler également la maquette qui l’accueille, remplacée elles aussi par des turbines EDF (Électrique carénée)1 point
-
J'ai les objets figurines que je voulais imprimer. J'ai fait cadeau de mon imprimante résine au fils de mes voisins.1 point
-
Je n'ai aucun des problèmes cités, je n'ai qu'une imprimante... Allez, j'y vais !1 point
-
Et vous avez essayé 2 imprimantes l'une sur l'autre ?1 point
-
Bonjour @LilYoda tu parle de la courroie qui passe à ras du fil du capteur de filament, tout en haut du portique ? Cette courroie sert uniquement à synchroniser les 2 moteurs du Z. Il n'est pas possible de régler la tension. Bonne soirée.1 point
-
Je ne suis pas sûr de bien distinguer, mais il me semble que Tu as un effet "pied d'éléphant" ( une couche initiale et possiblement quelques-unes des suivantes qui débordent un peu) -> voir le paramètre de "compensation XY de la couche initiale" et/ou ajuster le "débit de la couche initiale" et/ou légèrement moins écraser la couche initiale sur le plateau. (je sais pas, simple de trouver le bon compromis ... ) et il me semble que tu as un léger Z Wooble. ( Les murs me semblent avoir des petits défauts sur l'axe Z, donc vérifier que le plateau, tête et portique n'ont pas de jeux ( que si on les titille cela ne bouge pas, mais que si on les déplace à la main il n'y ai pas de points durs/de résistances aux déplacements sur chaque axes, bien ajuster les écrous excentriques de plaquage des galets/vslot (vérifier que les roues/galets/vslot ne sont pas abimés ou déformés ) et serrage des vis de l'ensemble ) ) Ok pour moi c'est une recommandation théorique, c'est toujours bien de partir de cela mais au final c'est une impression d'un test de débit ou d'un cube ou pavé plein qui finalement valide ou non le débit. Car, malgré cela, j'ai l'impression ( mais il me faudrait une photo en macro d'une couche du dessus pour le confirmer ) que tu es éventuellement encore un poil en sur-extrusion. L'idée, c'est que si tu es en sur-extrusion, alors le cumul de matière en trop, va vite donner des débordements (déformation des murs externes) et sur les couches du dessus, tu distingueras des sillons creusés par le nez de la buse dans ce surplus de matière petit à petit cumulé. Au final, l'idéal serait de régler un à un les points que j'ai mentionnés (pied d'éléphant, Z Wooble, éventuelle légère sur-extrusion) Mais éventuellement jouer sur les paramètres de "compensation XY *" qui sous Ultimaker Cura ont le nom "Expansion *" (mettre la visibilité des paramètres sur "All" ou "Expert" ) et ensuite rechercher "Expansion" peuvent te permettre de compenser tout cela pour rapidement, sans trop te prendre la tête, arriver à obtenir deux éléments qui s'emboitent. (mais forcément comme cela compense, on ne résout pas vraiment le/les problèmes de fond) (sur mon antique K8400 j'avais, pour permettre les emboitements trop serrés, besoin de mettre une "Expansion horizontal" de "-0.35 mm" ou une "Expansion horizontal des trous" de "+0.35mm" ( j'ai un doute sur les signes, il s'agissait d'augmenter les tailles des trous sur le plan XY de 0.35 mm (faire un essai de tranchage où tu regardes l'aperçu après découpage avec des grosses valeurs (genre +5mm et -5 mm) pour ces paramètres d'expansion pour bien voir, selon le paramètre d'expansion, l'impact du signe (augment ou diminue et quoi)...) Edit > Aussi faire attention aux paramètres qui induisent des aproximations, comme par exemple à la "résolution" de tranchage (car c'est une valeur d'approximation, donc de distance de décalage par rapport au modèle, autorisé lors du tranchage, si trop grande, alors forcément les tolérances d'emboitement serré seront compromises. Car impacte fortement les formes en arcs et cercles…). Aussi, personnellement, depuis que j'ai gouté à OrcaSlicer et ses dérivés, j'ai du mal à revenir à Ultimaker Cura, je t'invite à le tester si tu ne l'as pas encore fait. ( https://github.com/OrcaSlicer/OrcaSlicer/releases ( Prendre une version dite "Release" ("Latest", "stable version") et éviter la "NightlyBuild" (ou "Pre-release") sauf si tu veux jouer au bêta testeur ) Bons essais.
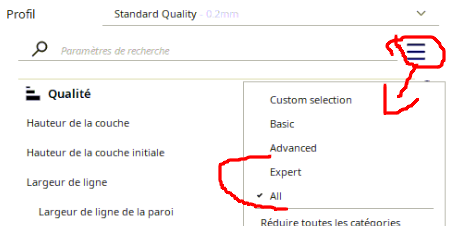
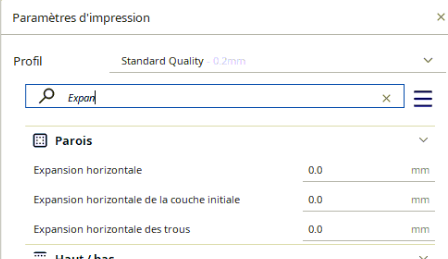
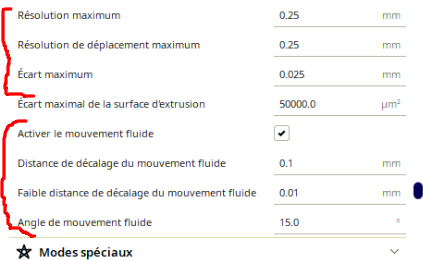 1 point
1 point -
Bonjour à tous, je suis ce forum depuis que je me suis mis à l'impression 3D il y a 3 ans, j'y ai trouvé des solutions à des problèmes rencontrés au cours de mon apprentissage de maker qui m'ont bien aidés et je suis les actualités toutes les semaines. Je ne m'étais jamais inscrit parce que je ne pensais pas avoir de compétence qui pourrait vous être utiles à la résolution de problème, mais sur ce sujet spécifique je peux vous donner un éclairage interne, eu égard à une longue expérience en douane... 1. c'est une taxation... on peut vous dire que c'est pour la planète, la lutte contre la pédopornographie ou quoi que ce soit, le fait est qu'à la fin ca rapportera quand même des sous. Et en ces temps compliqués aucun état ne crachera dessus. Mais il ne faut pas se mentir non plus, le flux chinois est énorme au niveau national jusqu'à représenter plus d'un tiers du trafic colis de la poste à lui seul. 2. Dites vous bien que rien n'est encore calé. d'expérience entre l'annonce d'une nouvelle taxe et sa mise en place réelle, il y a souvent une grosse différence car cela suppose d'encadrer. Toute taxe doit avoir une base sur laquelle elle est assujetti, ici ce sera le colis ? l'article ? les choses sont encore floues. et Une fois tout cela déterminé, il faudra mettre en place dans les applicatifs. le 1e janvier n'était pas une date raisonnable à bien des égards. 3. Y aura - t- il rétroactivité de la taxe ? le principe douanier veut que la taxe soit due au moment du passage de la frontière, c'est ce que l'on appelle le fait générateur, l'Etat peut choisir d'exonérer les colis achetés avant cette date, mais n'en a pas l'obligation, par contre, on ne reviendra pas pour taxer sur ce qui a été fait avant cette date. 4. sur quel base seront taxés les marchandises ? il n'y a aucune certitude mais ce sera certainement le colis, ce qui pose problème lorsqu'on achète pièce par pièce ou que l'envoie est scindé. le fameux formulaire H7 que j'ai vu cité (qui est un logiciel de dédouanement du fret express) permet de voir les différents articles dans un colis, mais cela supposerait d'approfondir la méthode de taxation. Si j'ai trois fois le meme article je paye 3 fois la taxe et si j'en ai deux différents je paye les deux. La solution la plus logique serait de se dire, je paye au colis, la taxe correspondant à l'article qui doit la taxe la plus élevée. Du coup il faudra bien calculer ce que l'on prends quand on achète. 5. une taxe européenne et une taxe nationale ? Je ne suis pas sur que cela voit le jour, et si jamais c'est le cas, je ne pense pas que cela sera efficace. je m'explique, je suis à la tete d'un grand groupe de sh...n par exemple et on me dit l'europe met une taxe de 2€ par colis et la France en met une de 3 en plus. je me dis que non seulement cela va me couter cher car je vais etre collecteur d'impot, que je vais devoir investir dans des logiciels me faire controler et tout et tout et qu'en plus, je vais perdre des parts de marché parce que les prix augmente. Du coup pas folle la guepe, je me fais faire pour quelques millions d'euros (une paille) un joli entrepot à Franckfort, et je me sert du hub aerien tout proche pour centraliser toutes les arrivés. je paye mes droits de douane ma taxe européenne en faisant mon dédouannement, mais à partir de ce moment, mon colis est devenir communautaire, et bénéficie donc de la libre circulation sur l'ensemble du territoire douanier. Je réinjecte dans le fret postal, ou il n'y a plus de capacité de taxation intérieure. J'ai contourné le problème, créé des emplois en allemagne (au détriment de la france) et peut etre meme touché des subventions européennes pour ce faire. Bref c'est un sujet complexe car on apporte une touche de protectionnisme dans un monde ultralibéral... ca risque de coincer aux entournures. Pour autant il y aurait moyen pour des gens comme nous de sortir leur épingle du jeu. Cette taxation se veut écologique, or ce que nous faisons va dans ce sens. Il suffirait donc de demander l'exonération des articles electronique de cette taxe. ET c'ets tout sauf compliqué. Sur la déclaration H7, chaque article est repris dans la machine par un code nomenclature à 12 chiffres qui permet de l'identifier de manière précise. ces codes sont internationaux, les codes NC, tant et si bien qu'un africain, un américainn un européen ou un asiatique donneront la meme nomenclature à 6 chiffres à une meme marchandise (c'ets l'OMC et l'OMD qui gèrent). En Europe, le meme code à 10 chiffres s'applique à une marchandise dans tous les état de l'union. Du coup, il suffit de liste les parties qui nous intéressent, dans le domaine électronique, et qui sont tous groupés dans les meme chapitre et de mettre un code d'exemption face à ses nomenclatures. Cela devra passer par un amendement à la loi quand elle passera, et chacun d'entre nous pour préparer ceci en faisant un courrier à son député et en lui prémachant le travail (argumentaire, type de bien, validité écologique de la demande). Avec un peu de chance, cela peut fonctionner. C'est compliqué, mais moins que la relocalisation je pense ^^ Voilà j'espère vous avoir été utile pour l'appréhension du sujet, je vous remercie au passage pour la qualité du forum et ce que l'on y apprends et je vous souhaite de bonnes fetes de fin d'année.1 point
-
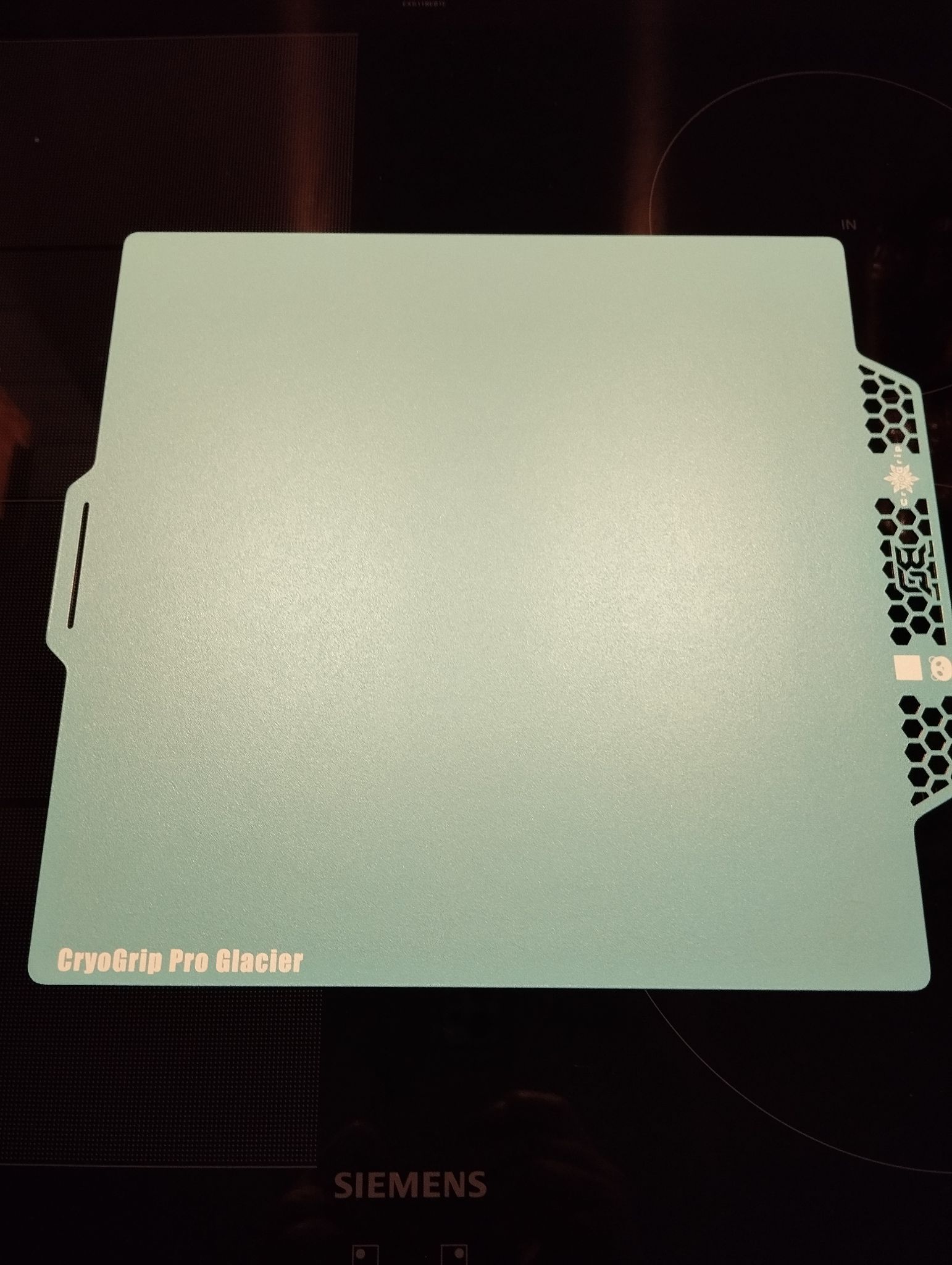
J'ai acheté un plateau BIQU Cryogrip Pro Glacier (disponible chez Biqu, 3DJake, Amazon, Atome3D et certainement d'autres) pour le tester sur la Bambu Lab A1 et l'essayer également sur la Elegoo Centauri Carbon qui a pratiquement la même taille de plateau, cette Cryogrip Pro Glacier a deux coté utilisable et le grain de la plaque est beaucoup plus fin que la PEI d'origine, le rendu sur les pièces est beaucoup moins visible mais ce n'est pas lisse. Question dimension elle est vraiment de la même taille que celle d'origine de la A1 (258x258 mm), même en épaisseur (0.6 mm) mise à part la "poignée" qui est plus grande et pleine de trous ce qui permet selon BIQU (et c'est vrai) de créer une zone froide pour ne pas se bruler lorsque l'on enlève la plaque juste après l'impression, question poids à 5 grammes près c'est identique 290 gr pour la BBL et 295 gr pour la BIQU. Normalement le principal atout de cette plaque c'est de bien coller à des températures inférieurs, on va voir si la Cryogrip Pro Glacier tient ses promesses. Le PLA : Pour l'instant j'ai fait 2 tests, le premier est un fichier test en trois pièces de Bambu Studio je l'ai imprimé avec une température de 45° aucun problème, pour avoir essayé de décoller les pièces juste après l'impression j'ai juste réussi à décoller le "cube" pour les deux autres j'ai attendu que la plaque soit refroidi et là ça se décolle presque tout seul. Pour le deuxième test j'ai créé une pièce de 10x10x100 mm que j'ai inclinée à 45° et pour corser le tout j'ai n'ai pas mis de bordure et j'ai descendu la température de la plaque à 35°... roulement de tambour... impression réussi Le PETG : Pour débuter j'ai imprimé un cylindre de 25x25 mm à une température de 55°, mais lorsque je l'ai décollé de la plaque c'était moyen, on va dire juste collé Après j'ai refait mon test de 10x10x100 mm que j'ai inclinée à 45° toujours à une température de 55° et là au bout de 2 cm d'impression la pièce c'est décollé, j'ai essayé à 60° même punition, troisième essai à 70° et là ça a tenu Tableau de compatibilité des filaments (source BIQU) HT: température du lit chauffant FMRT: Température du lit de chauffe recommandée par le fabricant du filament AFMRT: Peut nécessiter des températures supérieures à la température du lit de chauffe recommandée par le fabricant du filament AAR: Recommandation d'aide à l'adhérence NAR: Pas d'adhésif nécessaire MRA: Peut nécessiter un adhésif en fonction du filament AR: Adhésif recommandé GSI : Grip Strength Index (Classé du pire au meilleur sur une échelle de 1 à 10) Recommandation le réglage de la bordure 1-6 (adhérence correcte) : Fortement recommandé pour l’utilisation de la bordure 7-8 (Bonne adhérence) : bordure non nécessaire, Mais si votre impression est particulièrement difficile à imprimer, utilisez une bordure pour améliorer l’adhérence. Si seuls les coins étranges se soulèvent, utilisez des coussinets d’oreille de souris dans les coins 9-10 (Extrêmement bonne adhérence) : N’utilisez pas de bordure à moins que votre pièce ne soit extrêmement petite ou sujette à la déformation ; Une bordure monocouche sera difficile à nettoyer de la plaque
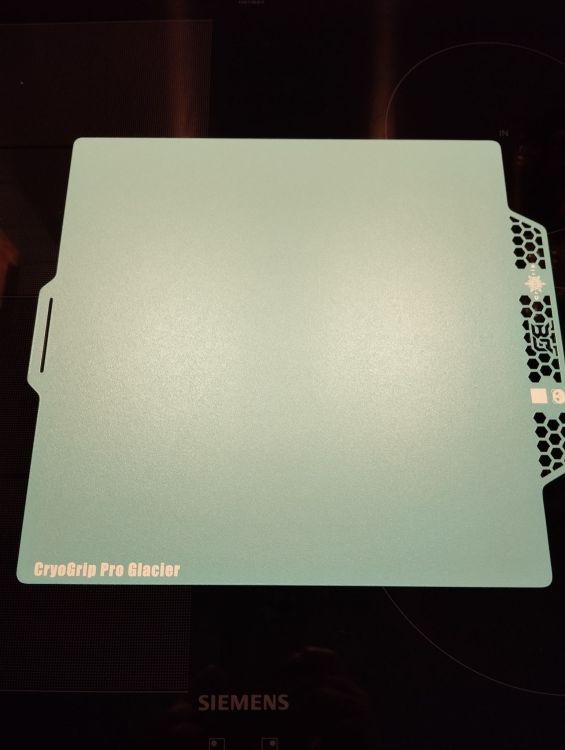






 1 point
1 point -
Bon ça va vient de me le refaire sur un blocage fil dans la bobine. Donc à priori, dans mon cas, à chaque fois qu'il y a une interruption de l'impression, qu'elle quelle soit, à la reprise, le cycle d'alimentation est foireux, et bien que le fil est atteint l'extrudeur et soit en train d'être purgé, une avance rapide du CFS se lance et bousille le fil. Obligation d'éteindre l'imprimante sinon ça le refais à chaque relance. Je vais télécharger l'ancien firmware et faire un roll back. (en plus bien que je sois intervenue assez rapidement et que l'extrusion reprenais, l'imprimante à fait n'importe quoi avec la température, la laissant retomber à 140°C.....avant de relancer la chauffe et me signaler un nouveau problème de blocage avant la monter en température.....) Edit : après recherche, il semblerai que je suis pas le seul avec ce genre de problème, que creality à même retirer à un moment la mise à jour, qu'en plus elle est toujours en beta et qu'elle n'est même pas présente sur leur github.....0 points
-
Hello tout le monde, bon je sais pas si ça vient de moi ou pas, je viens de passer sur le dernier firmware et je viens de rencontrer un problème que je n'avait jamais eu. J'ai lancer une impression ou il y avait avoir un changement de bobine de même nature (emplacement 1 -> 2). Le changement d'emplacement ne s'est pas fait, j'ai du passer en catastrophe la bobine 2 sur l'emplacement 1. On pourrais se dire que ça en reste là, mais non, à la réalimentation du filament, une fois celui ci arriver à la tête et en train de faire le cycle de purge, le CFS relance une alimentation du filament en vitesse rapide..... résultat, un filament complètement bouffé puisqu'il est en même temps en train de l'extruder au ralenti.... Je mets en pause, extraction complète du filament, réintroduction.... il refait la même chose à chaque fois. Obliger d'arrêter l'impression (1h30 d'impression à la poubelle ), je relance de 0, idem, je re-annule, je change d'emplacement de bobine, idem, impossible d'avoir un cycle d'alimentation correct du filament. Je coupe l'imprimante, et enfin j'ai de nouveau un cycle d'alimentation correct, jusqu'à quand ??? Donc si quelqu'un avec le nouveau firmware peut tester, pour savoir si c'est moi ou pas ? Merci d'avance.0 points