Classement
.thumb.jpeg.9a4019c4378b9b868774b9f3b684a811.jpeg)

.thumb.jpg.bcdc612e85e38d1fe7a7d23f4b959955.jpg)

Contenu populaire
Contenu avec la plus haute réputation dans 05/02/2018 Dans tous les contenus
-
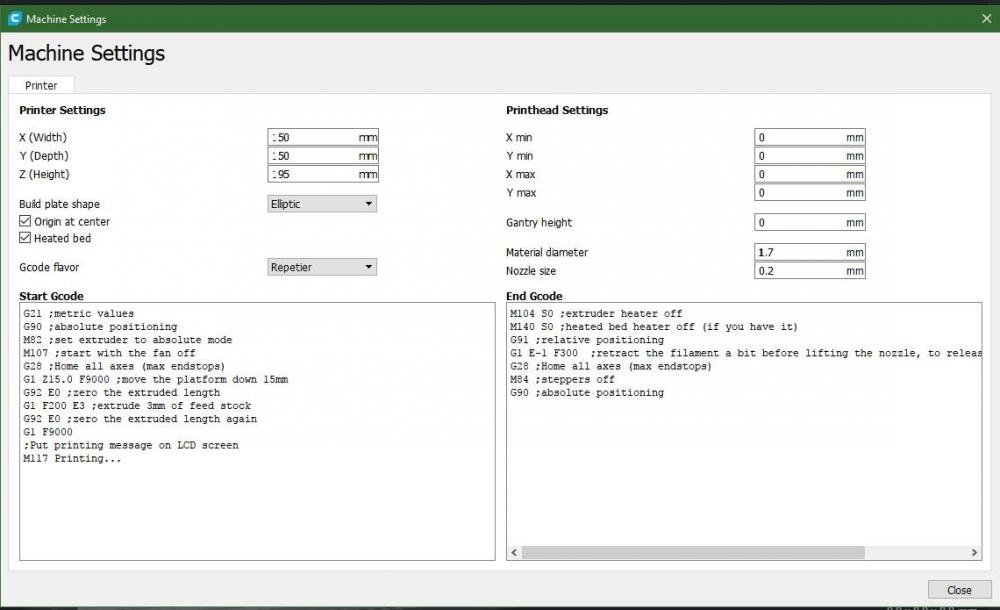
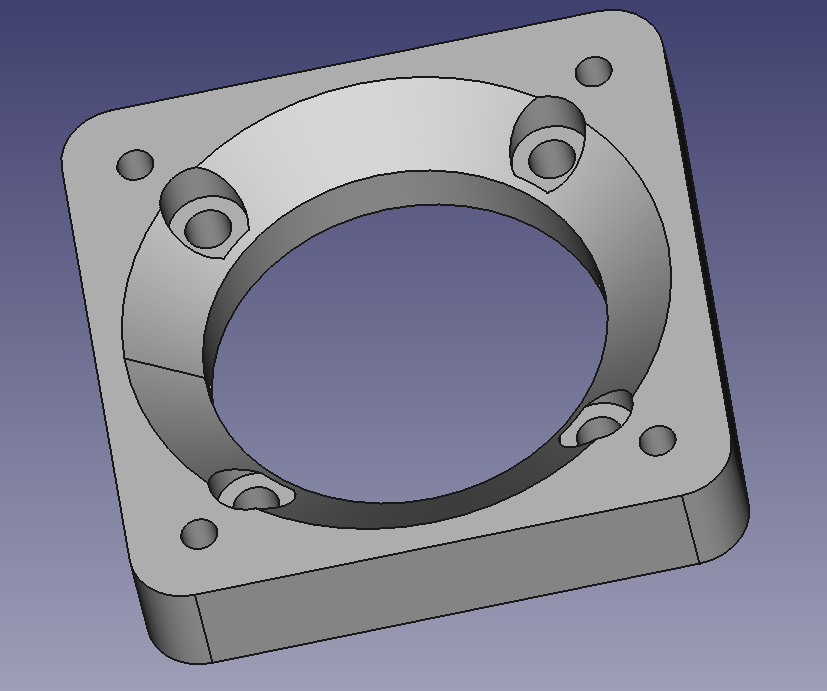
Bonjour/ Bonsoir Ceci est un renouvellement de mon post https://www.lesimprimantes3d.fr/forum/topic/7980-conseille-avant-et-apr%C3%A8s-achat-de-la-micro-delta-rework/?tab=comments#comment-99421 Destiner au nouveau acquéreur de la Fantastique MicroDelta Rework de chez émotion tech. C’est aussi un rapport d’utilisation de cette machine depuis sa sortit il y a 1 ans et demi. Ma machine marche environ 24/24 7/7 365/365 depuis que je l’ai acheté C’est aussi un amalgame des solution divers aux problème e que nous avons rencontré. Je passe Le côté montage. Il y a plusieurs postes sur le sujet. Et je pense que l’influe de nouveaux seront essentiellement sur les MDR déjà monter. Mon premier conseil est le suivant : Oublier l’interface USB. La carte Emotronique. A un default majeur, au niveau du 5v qui induit des reboot aléatoire. (C’est vrais sur toutes les cartes smothieware ) Je ne recommande pas de brancher l'USB. ou alors débranchez complètement si vous avez des arrêt aléatoire. De plus le module LCD n’est pour moi pas une option (de même que le plateaux chauffant) Je veut dire que c'est indispensable .... Effectuez une mise à jour du firmware. Et placer les fichier sur la racine. Croyer moi ca ma sauvé la vie a plusieurs reprises. (en plus d’un petit backup sur une petite clée USB.) le fichier Install de Cura 3+ https://ultimaker.com/en/products/ultimaker-cura-software le fichier Install de Repetier 2.+ https://www.repetier.com/download-software/ le fichier Install de repetier Emotion tech. https://www.reprap-france.com/support Le fichier du model 3d de la MicroDelta. https://www.thingiverse.com/thing:2179897 Les fichiers de vos profiles cura ou repetier. Le but étant de les avoir sur la machine en cas de réinstallation. Utiliser un support bobine vertical. Sérieusement ! Je ne le dirais jamais trop. C’est vrai c’est plus joli a l'horizontal. Mais ça a plus de chance de s'en mêler, et de faire des noeux, au beau milieu d’une impression de +10 heures. Le but c’est d’avoir le moins de résistance contre le filament. Et donc d’aller dans le sens de gravitée https://www.thingiverse.com/thing:2036761 Capton/carton. C’est à mon sens le deuxième default majeur de la Micro Delta. Mais heureusement extrêmement simple à corriger. Le ventilateur de la hotend est trop bas, du coup il souffle directement sur le hotend. Ce qui entrainne une variation de température de 5 à 10 dégrée. Suivant le dégrée de précision que vous voulez attendre et la sensibilité de votre filament cela peut être catastrophique. Il suffit de placer un morceau de carton entourer de captons ou même du papier alu. Et hop plus de fluctuation en roulette russe. FanDuck pour Hexagone (résout la même chose que capton/carton mais avec plus de swag) https://www.thingiverse.com/thing:2579807 ou bien celui la . Un petit miroir en guise de surface d’impression. https://www.10doigts.fr/miroir-rond-en-verre-o-15-cm-gp9517.aspx Cela a plusieurs avantages. C’est plus joli, (vous pouvez voir le dessous de l’extrudeur.) Ça a aussi l’avantage de faire une surface bien lisse, et combiner a de la laque c’est beaucoup plus facile à adhérer et a décoller. Il suffit d’attendre que le plateau baisse de température et vous entendrez un pop. Vous n’aurez pas à le retirer de force. Et donc d’endommager votre 3Dfix. Est généralement cela colle mieux. le plateaux UltraBase (en 200mm) https://fr.aliexpress.com/item/ANYCUBIC-Ultrabase-Auto-adh-sif-3D-Imprimante-Plate-Forme-Chauff-e-Lit-Construire-Surface-plaque-de/32842940295.html?spm=a2g0w.search0104.3.1.14d91dfcWQFNUV&ws_ab_test=searchweb0_0%2Csearchweb201602_2_10152_10151_10065_10344_10068_10342_10343_10340_10341_10696_10084_10083_10618_10305_10304_10307_10306_10302_10313_10059_10184_10534_100031_10103_441_10624_10623_10622_10621_10620%2Csearchweb201603_50%2CppcSwitch_2&algo_expid=ad1d8884-8b1d-44b2-a176-28a4d917c398-0&algo_pvid=ad1d8884-8b1d-44b2-a176-28a4d917c398&transAbTest=ae803_5&priceBeautifyAB=0 C'est vraiment le top, pas besoin de laque, Ca accroche nikel je pense que c'est la meilleur des soluce. acheter un ventilateur 24v +6mm et coller le a la verticale sur la tranche au-dessus de l’Emotronique. Pour remplacer le vilain Petit couineur . Moi j’ai un 60mm... https://www.amazon.fr/Noctua-NF-F12-iPPC-3000-IP67-Ventilateur/dp/B0187IB8ZM/ref=sr_1_5?s=electronics&ie=UTF8&qid=1517840767&sr=1-5&keywords=ventilateur+120mm+24v Je sais c'est overkill … (je plesente bien sur...) ou alors un adaptareur 30-40 fair par @cmatec reducteur 30-40 mm.stl Les petits accessoires indispensables à imprimer… Un crocher pour les élastiques. (Ceux d'origine vont lâcher) ca vous évitera de devoir démonter la billette à chaque fois elastique stuff udelta (1).STL le bitonio pour l’emorstudeur. Indispansable. http://www.thingiverse.com/thing:1999275 Les protege coins... https://cults3d.com/en/3d-model/tool/coin-de-protection-microdelta L’enfermement. Je vous le conseille fortement. Il y a plein de sujet a ce sujet, mais celui que je trouve le mieux c’est le petit meuble "Suédois". nikel pour la microdelta. (attention la MDR c'est du 24V le tuto c'est pour du 12v....) sa se base sur ca https://www.lesimprimantes3d.fr/forum/topic/7215-caisson-en-cour-de-fabrication/ https://www.lesimprimantes3d.fr/forum/topic/12403-solution-pour-ventilation-automatique-sur-caisson/ Sinon y la version super cheap que j’ai creer… https://www.lesimprimantes3d.fr/forum/topic/7588-paneaux-lateraux-pour-udelta-rework/?tab=comments#comment-88938 L’avantage c’est que c’est du carton uniquement soutenu par le haut et donc ca se plie et ne gêne pas pour les impressions largue, ça fait un boulot correct. Mais ce n’est pas la même chose que le caisson… Ou le super delux. https://www.thingiverse.com/thing:2486723 Oublier Repetier. Il ne sert à presque rien. Le LCD fait mieux. Et cura 3+ est vraiment supérieur. Installer le profil "Kossel Mini". Changer le diamètre Et la hauteur. Et hop! vous avez des basses extrêmes solide au niveau des paramètre d’impression, c’est aussi simple que ça. Si vous voulez avoir plus de contrôle sur L’ objet, utilisez MeshMixer avant d’utiliser cura. changer aussi le diamètre du filament (généralement 1.70 au lieu de 1.75) edit : comme signalée par @Marlequeen Repetier host est extrêmement pratique pour piloter la machine. c'est aussi la seul façon de rentrer directement du Gcode pour debuger . le Réglage de l’Emostrudeur. C’est presque a Font. Je joins une petite photo pour ceux qui ne sont pas sur (j’en fessait partit aussi) Après deux ans de teste intensif, je peux affirmer que c’est le bon réglage. Est si vous etre pas satisfait de l'emostudeur... https://www.thingiverse.com/thing:2331094 pour le titant.... Je conseille aussi de le débrancher et le démonter et le nettoyer à chaque fois que vous avez un problème avec. J’ai placer un petit aimant avec les clés hexagonal dessus sur le châssis de la MDR du cout le démontage nettoyage de L’Emostrudeur ne prend que quelque minute est extrêmement simple. la buse hexagone. Vous aurez la tentation de changer la buse. (Après tout faut bien l’upgrader sinon ce n’est pas marrant). C’est extrêmement simple c’est du plug and play. La seul modif serrâ de réimprimer les petits embouts de plastique qui se place sur les ventilos latéraux en ajoutant +25% (Z) de hauteur. Mais si vous insistez, Voilas l'adaptateur... (Qui sert à presque rien.) en serrent bien l'original on a aucun probleme https://www.thingiverse.com/thing:2447457 Et les ventilots latéraux qui sont par contre absolument indispensable... https://www.thingiverse.com/thing:2672567 Les buses E3D sont complètement compatible avec l’hexagone.... Je vous le déconseille. La E3D n’apporte strictement rien. Au contraire. Le seul model compatible est le kit de base avec le Thermistor en Forme de cartouche. Le thermocouple n'est pas à ma connaissance compatible. Seulement ce que E3d ne disse pas de front, c’est que la cartouche brule au-dessus de 250 °c Alors qu’un thermistor NTC peut facilement atteindre 350°c Si vous voulez absolument dépenser 80 euro. Je parle bien sur de l' E3d v6 original pas d'un clone chinois. qui sont très attractif en termes de prix. mais dont la qualitée reste hasardeuse. Edit: comme @keflo et @Marlequeen la buse hexagone est fragile au niveaux du racordement du heatsink et du bloque de chauffe. et on peut régler le probleme de thermistor de la e3dv6 en ajoutant le thermistor de l'hexagone. vous pouvez rendre votre MDR encore plus sexy avec deux autres capotages Je recommande de les acheter chez Emotronique a 30 euro les deux. https://www.reprap-france.com/produit/1234568682-capotage-pour-microdelta-rework Ou si vous voulez j’ai créé un substitue. (Bancale...) https://www.lesimprimantes3d.fr/forum/topic/7322-capotage-microdelta-rework/?tab=comments#comment-93867 si vous voulez vous pouvez installer la dual extrusion… (franchement qui ne voudrais pas...) https://www.lesimprimantes3d.fr/forum/topic/11236-e3d-cyclops-ou-chimera-double-extrusion/ @nono30 a fait une bonne synthèse des problèmes d’impression sur ce poste. https://www.lesimprimantes3d.fr/forum/topic/11526-les-défauts-dimpression/ Les Réglages de préchauffage custom (LCD) et autre réglage firmware Enfin mes conseille d’impression généraux. Le PLA bois = réduire la vitesse a au moins 50% et utiliser une buse de 0.5 ou 0.6 , Vous pouvez le tenter avec du 0.4 mais c’est chaud. L’ABS = il est tres fortement conseiller d’avoir un caisson, il faut une température ambiante de 45°c Moi j’imprime a 245 hotend et 105 plateux (j’ai un petit mirroir) Le PLA = basique 215 hotend 65 plateaux. En règle général , je choisis toujours d’imprimer lentement, j’ai au fils des années découvert que vaut mieux une impression de 6h que 4 prints louper de 2 h Je recommande vraiment de passer à une buse de 0.2, la MDR révèle vraiment toute sa magie. Pour la calibration. Je recalibre le plateau uniquement si je le change. (Mais je le fais à chaque fois) Par contre je recalibre le Z pratiquement à chaque impression. Je m’explique. J’adapte toujours mon Z à mon impression. J’imprime a 0.3 je calibre le z a 0.2 J’imprime a 0.2 je calibre le Z a 0.1 Pour ce Faire je fais toucher la buse a raz du plateau et simplement je montre la buse de la valeur souhaiter. Avec le LCD. Ma règle de base c’est toujours la première couche a la moitié de la valeur. Vous pouvez même la régler en live pendent l’impression en utilisant le menue “déplacer sur le LCD. Les supports C’est un peu le sujet le plus délicat… L’expérience vous apprendra. En attendant. Voilà mes conseille de base. CURA 3+, installez le profil "Kossel MINI" ajuster la dimension du plateau (150mm xy) et hop! le profil de base est vraiment terrifique. Voilà mon profil pour une buse de 0.2 (vitesse -50% LCD) curra MDR 02.curaprofile un petit exemple de résultat du profil (ABS) Bon je crois que c'est bien complet. Je n'ai pas la science infuse et si j'ai dit des conneries veuillez m'en excuser et je me corrigerait... ou si vous penser qu'il y a un truc a rajouter, fait le moi savoir.




 4 points
4 points -
je vous l avais promis elle est la la chatte de la ......
 2 points
2 points -
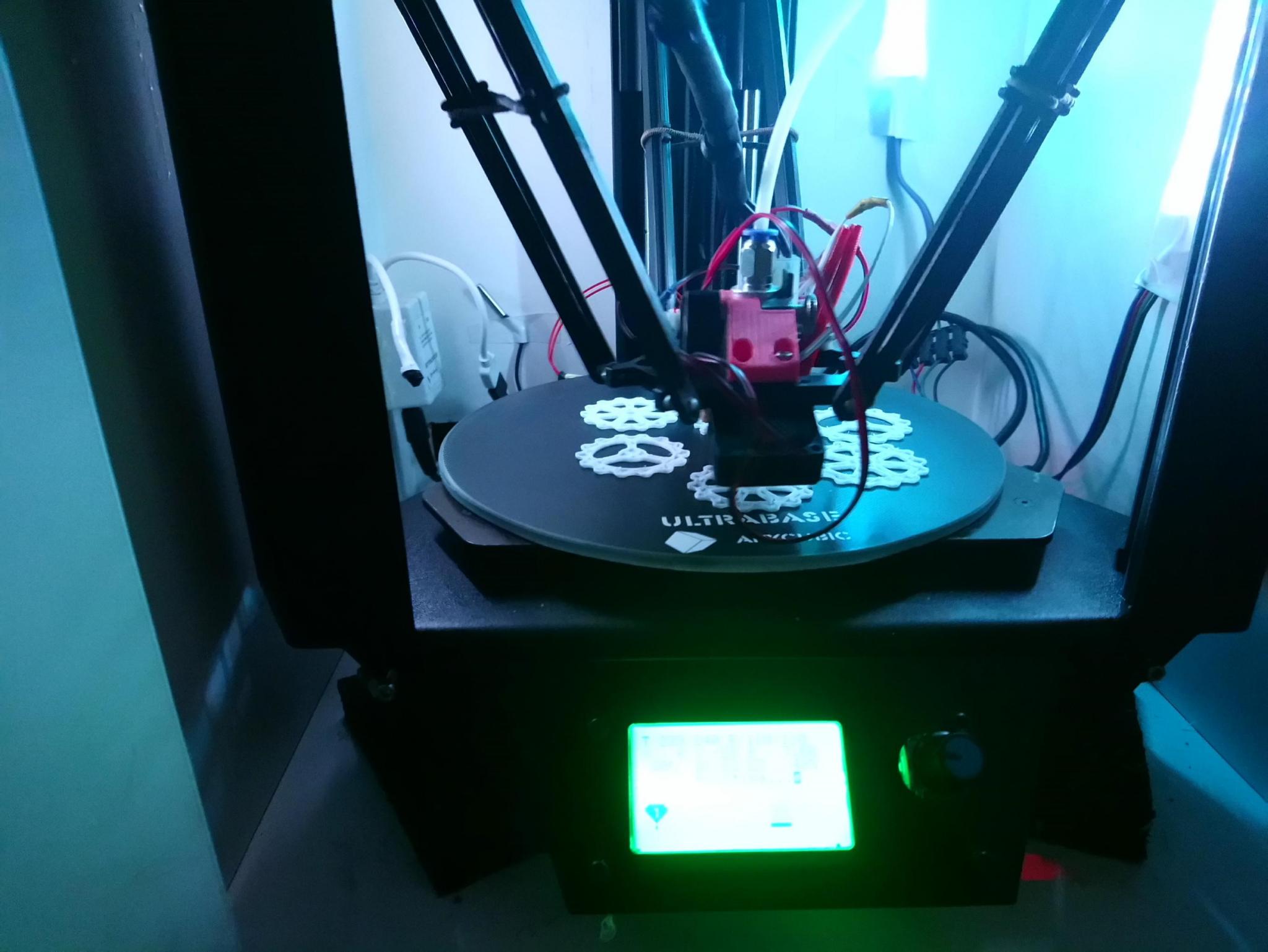
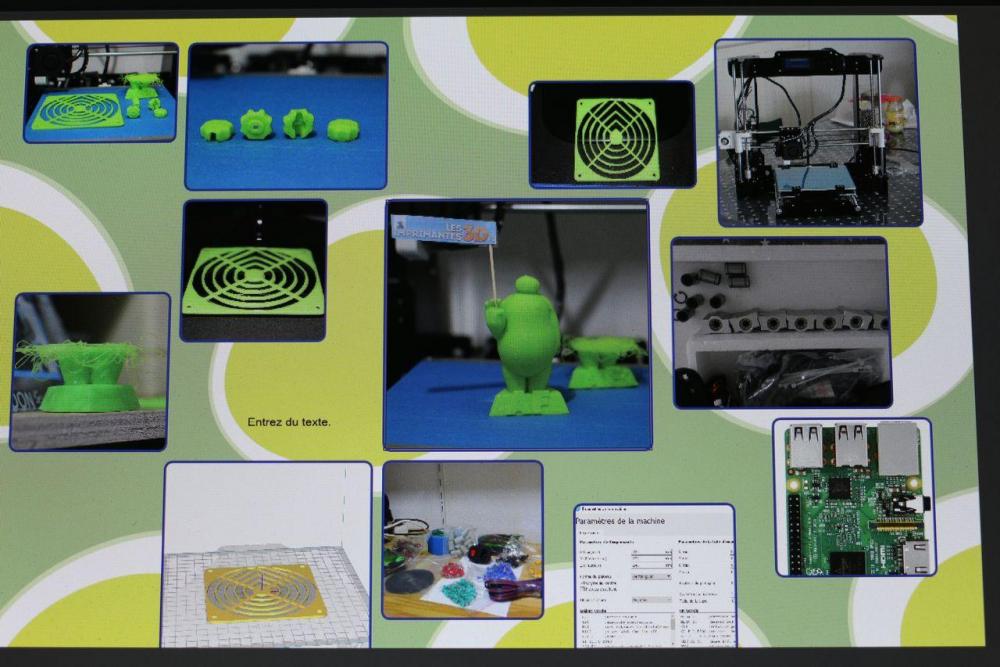
bon ben voila le bilan de la journée 4h30 d'impression, pour juste faire un petit clin d’œil de remerciements à Maitre MAEKE 3D , merci de bien regarder le drapeau ! j’attends avec impatience votre critique !!!
 2 points
2 points -
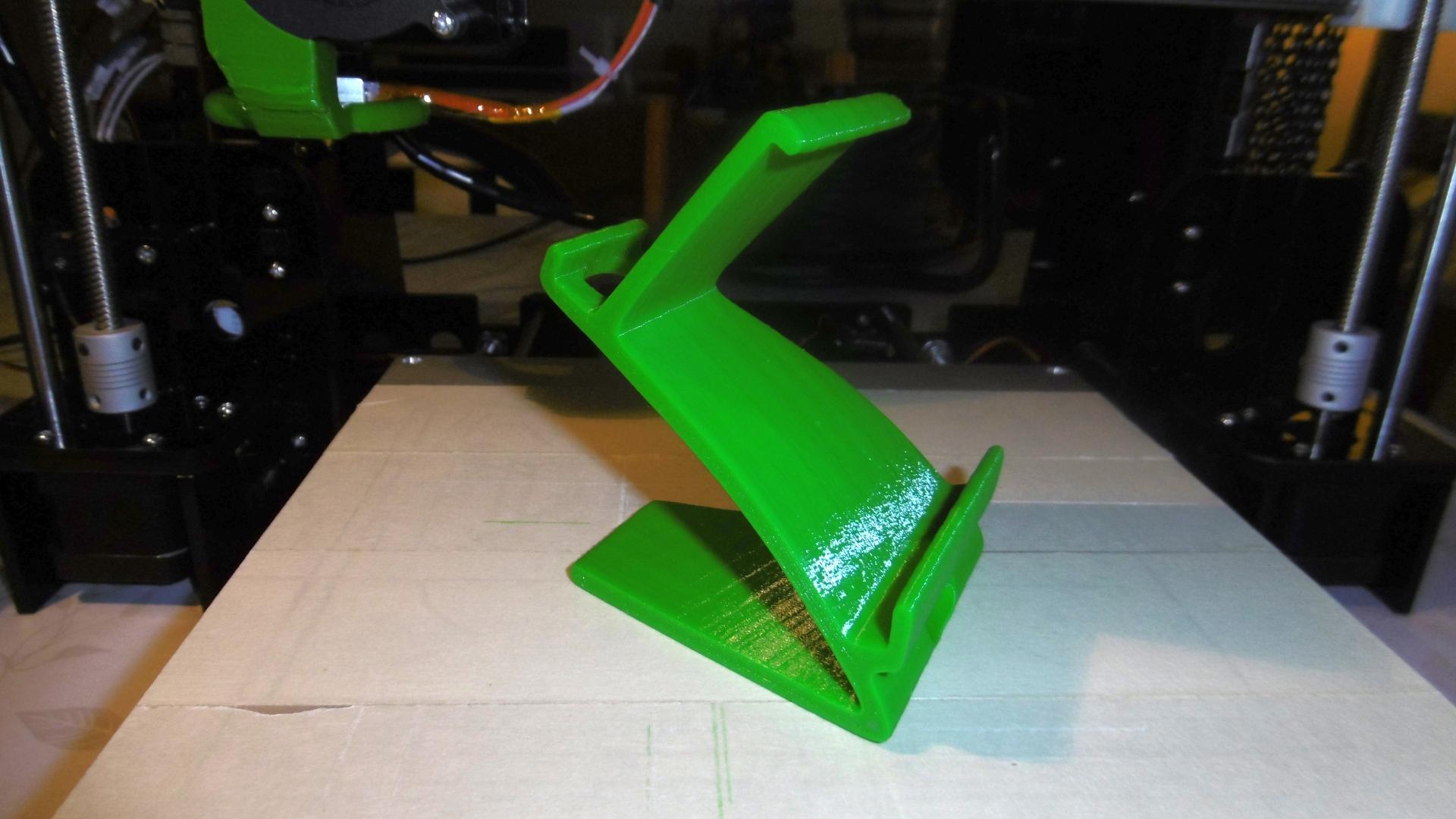
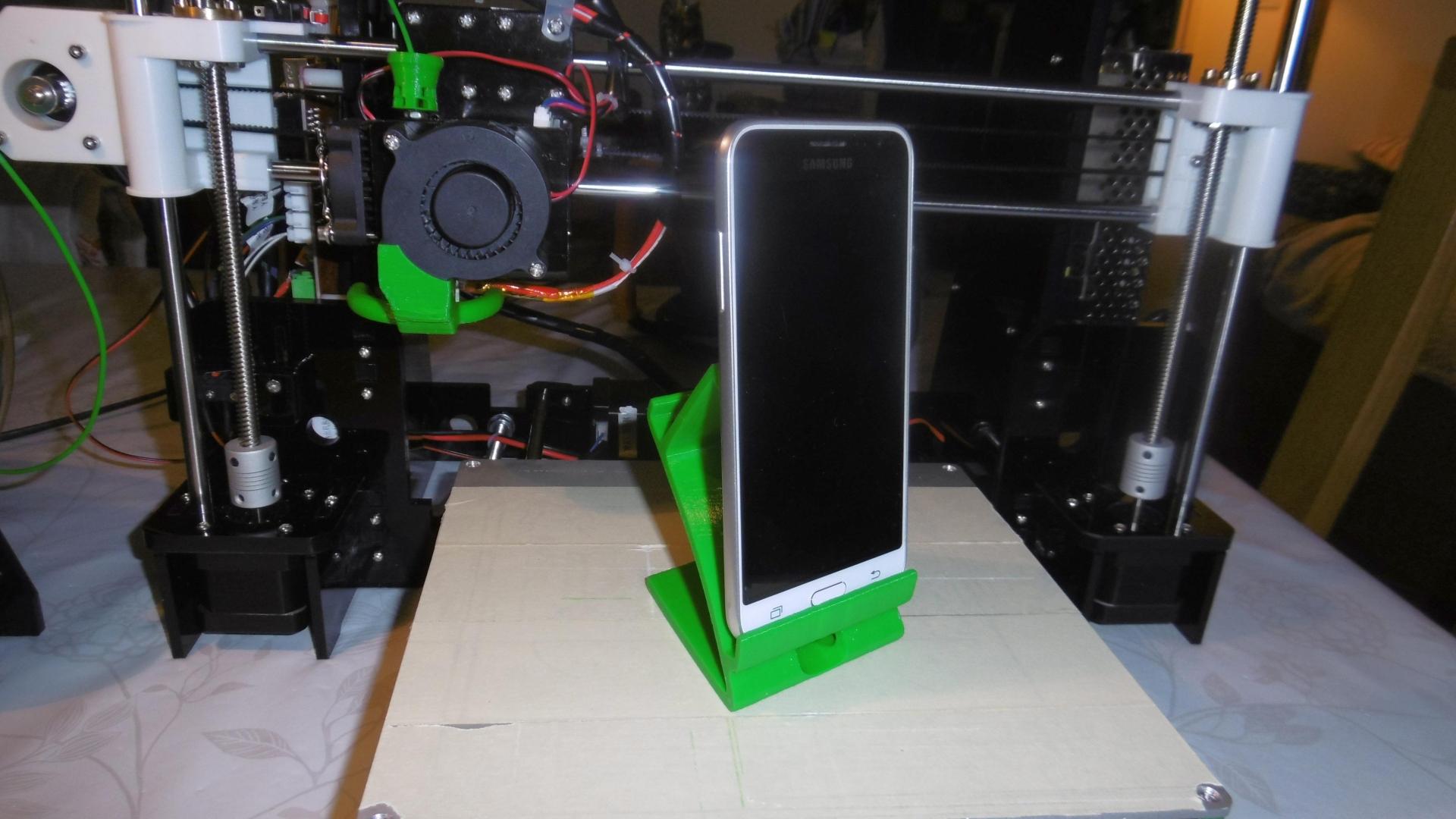
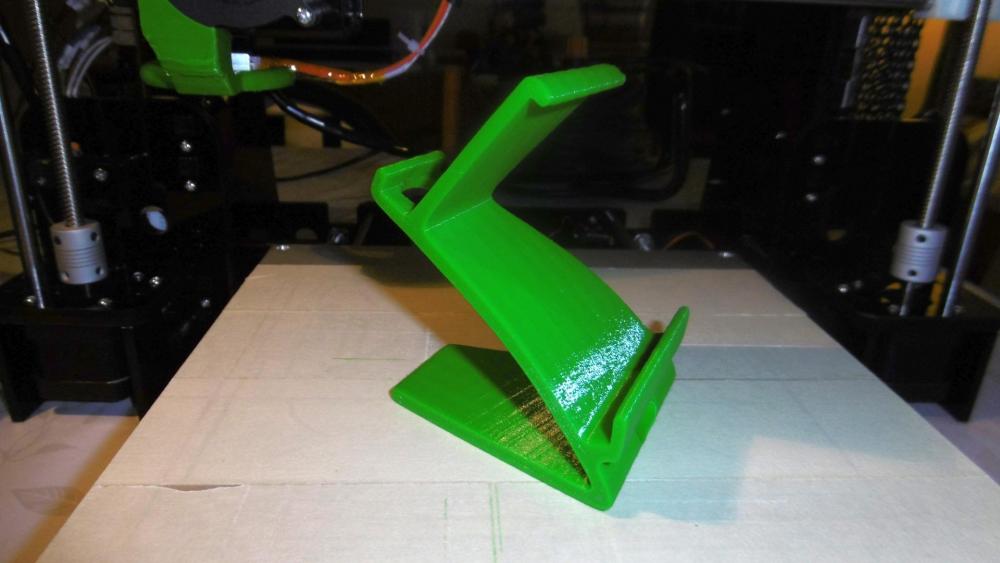
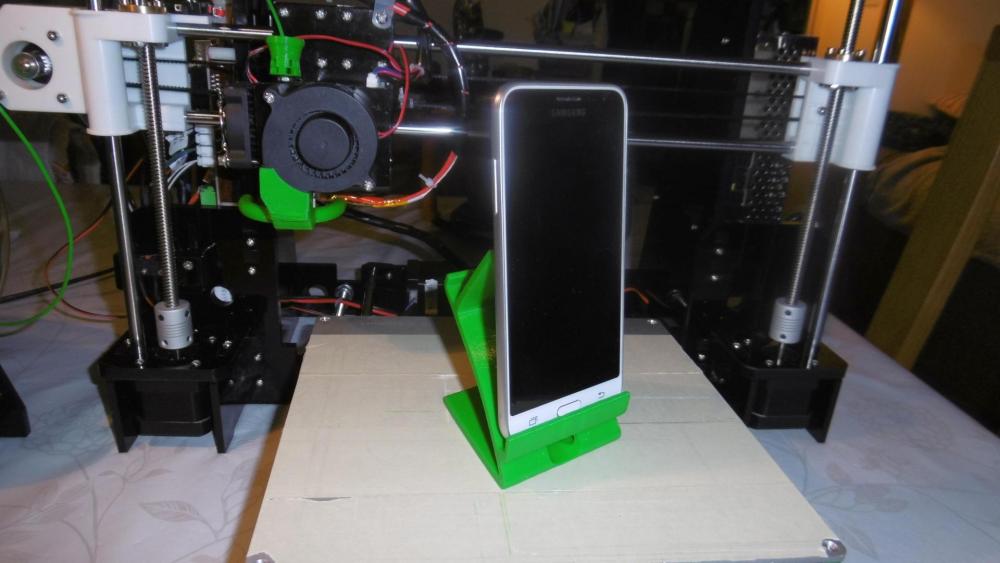
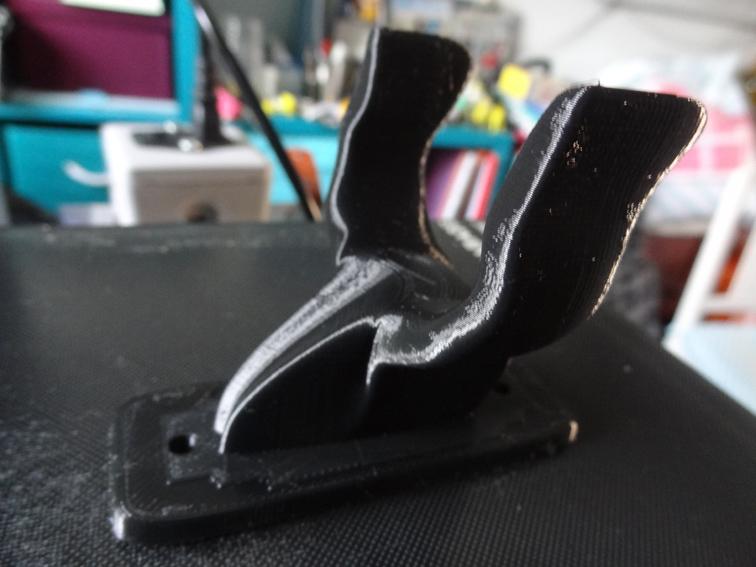
je ne résiste pas à vous montrer le résultat de l'impression du support de smartphon. C'est IMPEC et je suis très heureux
 2 points
2 points -
@veegerPour slic3r, augmentes les perimeters dans vertical shells (4 ou 5 au lieu de 3) ou augmente l'infill. de même pour les solid layers dans Horizontal shells. Par contre çà ne marche pas très bien pour de très petit objets ou détails, mais comme la plupart du temps, l'espace de l'infill de ces pièces est très réduit... PS tu ne peux pas imprimer à 0.4mm parce que c'est le diamètre de la buse, seul les layers height d'une valeur inférieure au diamètre de la buse peuvent être utilisés, sinon le plastique ne serait pas plaqué, juste posé par dessus.2 points
-
Bonjour à tous, J'ouvre ce sujet afin de partager et échanger avec vous sur les différentes idées pour l'amélioration (ou modification ?) de la MDR. N'hésitez donc pas à participer ^ ^ Voici les différentes idées sur lesquelles des réalisations ont déjà été faites et qui ont été partagées sur le forum : - le capotage de la machine ; - le changement d'extrudeur (Bondtech, MK8, Titan..) ; - le changement de hotend "mono" (E3D V6, à venir la AIO EVO) ; - la bi-extrusion (en mode double buse ou mono buse) ; - au niveau du lit : mise en place d'un plateau de verre, ou d'un système type flexplate ; - modifications de la monture du ventilateur de la hotend ; A titre personnel j'ai d'autres idées qui me trottent en plus dans la tête et que je n'ai pas trop vues sur le forum : - changer les moteur NEMA17 1.8° des 3 axes par des moteurs 0.9° de 400 pas. -> avantages attendus : moins d'artefacts de surface (le fameux "salmon skin"), plus de précision (possibilité de faire des couches 2 à 3x plus fines) -> à rechercher : le modèle du moteur avec suffisamment de couple. a voir aussi si la poulie dentée ainsi que la courroie sont à modifier en même temps. - mettre des "smoothers" au niveau des drivers des moteurs : -> avantages attendus : améliorer la qualité de surface des impressions -> à rechercher : le modèle qui va bien (et qui fonctionnerait ^ ^) - remplacer la carte Emotronic par une Duet WIFI -> avantages attendus : Plus de smoothieware qui ne gère pas la bi-extrusion comme les autres firmwares (grr), la possibilité de prendre la main en wifi sur l'imprimante sans octopi ou autre. Une carte 32 bits plus moderne, avec un firmware plus moderne et plus "vivant" dans la communauté open source. -> inconvénient : c'est quand même chéro ! - placer une sonde de type BLTouch -> avantages attendus : connaitre la topologie en permanence du plateau pour éviter les 1ères couches trop écrasées/pas assez écrasées selon les endroits -> à rechercher : voir s'il est possible de connecter le BLTouch sur la carte Emotronic. A priori Smoothieware gère les BLTouch. Voir aussi où il serait le plus pertinent sur le noyau pour placer le BLTouch sans que cela ne gène, mais aussi pas trop loin de la buse.. - mettre un détecteur de filament -> avantages attendus : pauser l'impression proprement si on arrive en fin de bobine -> à rechercher : tout !1 point
-
Ou comment rendre une vitre ou un miroir plus efficace (il compare l'efficacité à l'ultrabase) avec une astuce toute simple. Désolé si c'est déjà connu, mais je viens de découvrir.1 point
-
Salut ! Merci pour le retour @sigiel ! Quand vous ouvrez Cura, il vous propose de sélectionner une imprimante. La MDR n'apparait pas effectivement. Ce qu'il faut faire c'est sélectionner la Kossel Mini. Puis éditer l’imprimante pour y rentrer la taille de la MDR à la place de la Kossel. Ensuite si je comprends bien, Sigiel utilise les réglages par défaut pour les matériaux et les qualités d'impression (draft etc.). En tout cas c'est comme ça que j'ai procédé pour ajouter la MDR dans Cura et après par contre j'ai essayer de personnaliser les profils des matériaux / impression. Faudra que je teste avec les profils de base. @+ Math1 point
-
@papa50 : si tu veux interpeller un membre, il faut mettre un @ devant son nom : par exemple @jeanhub Un signal apparaîtra sur sa page d'accueil menant vers le message où il est cité.1 point
-
fat32 je pense1 point
-
yop les gens désolé de répondre en retard c est réparé j ai contacter le revendeur qui m a envoyer une nouvelle CM merci a vous pour vos réponses le sujet peut être clos1 point
-
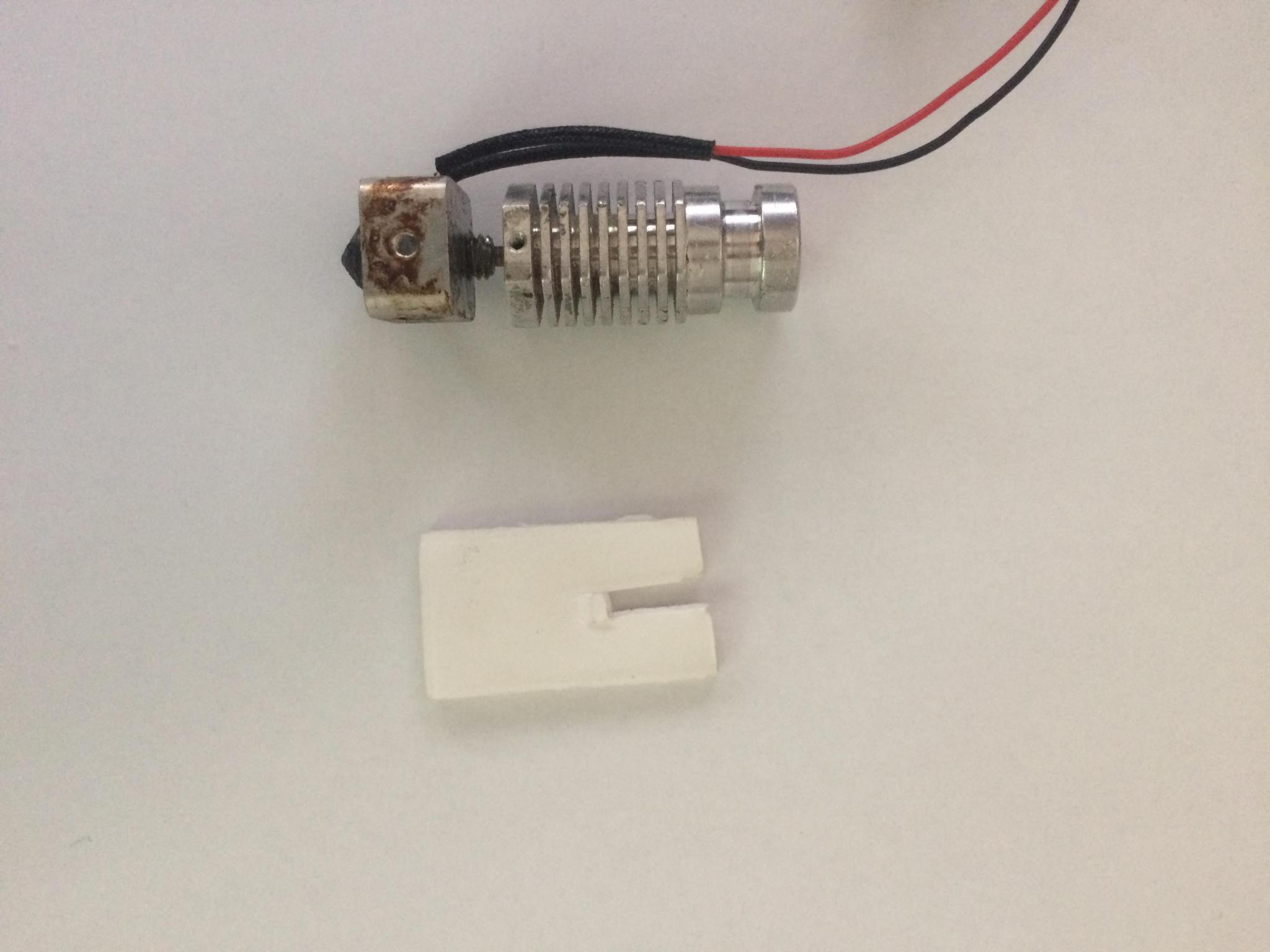
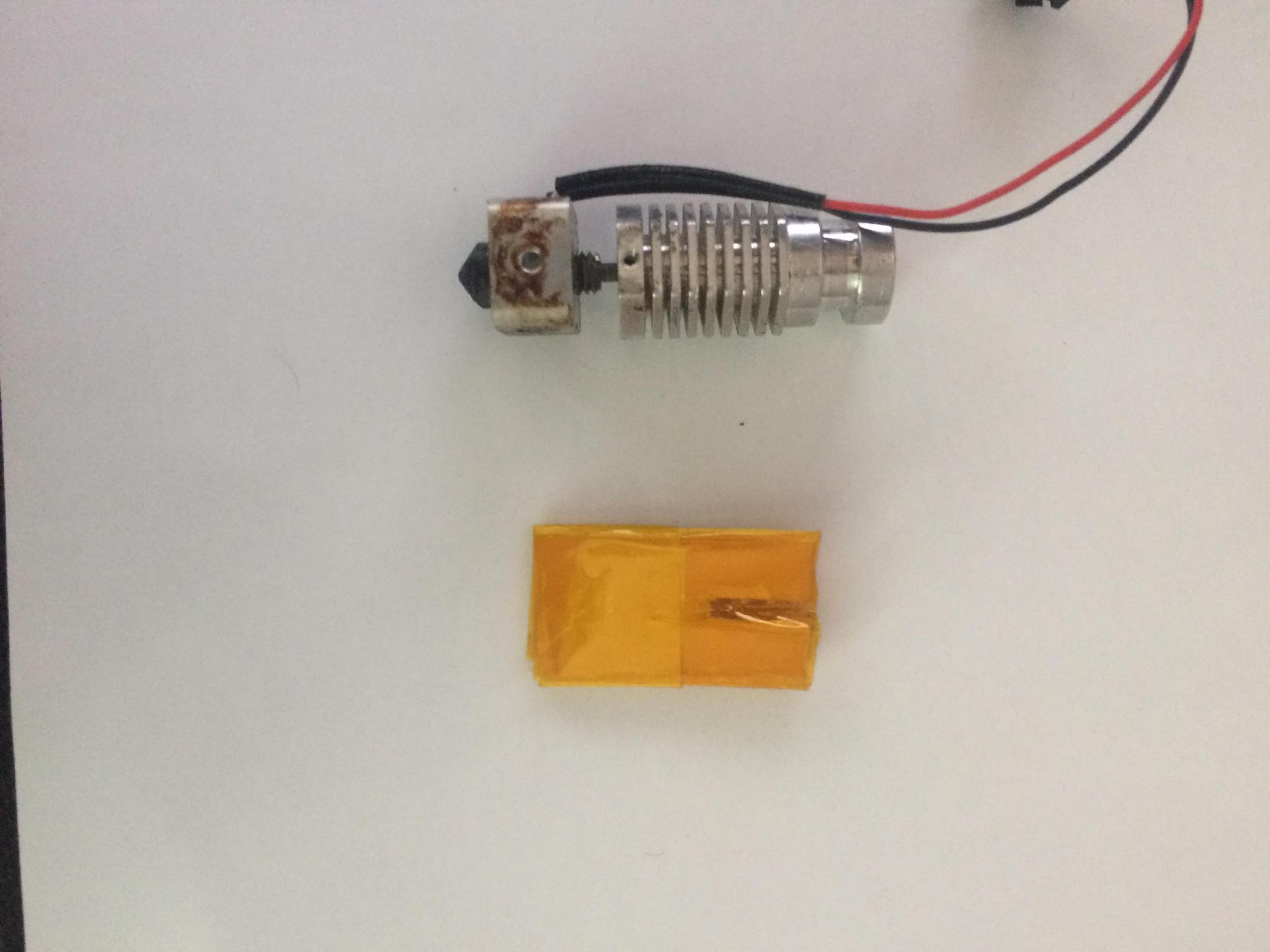
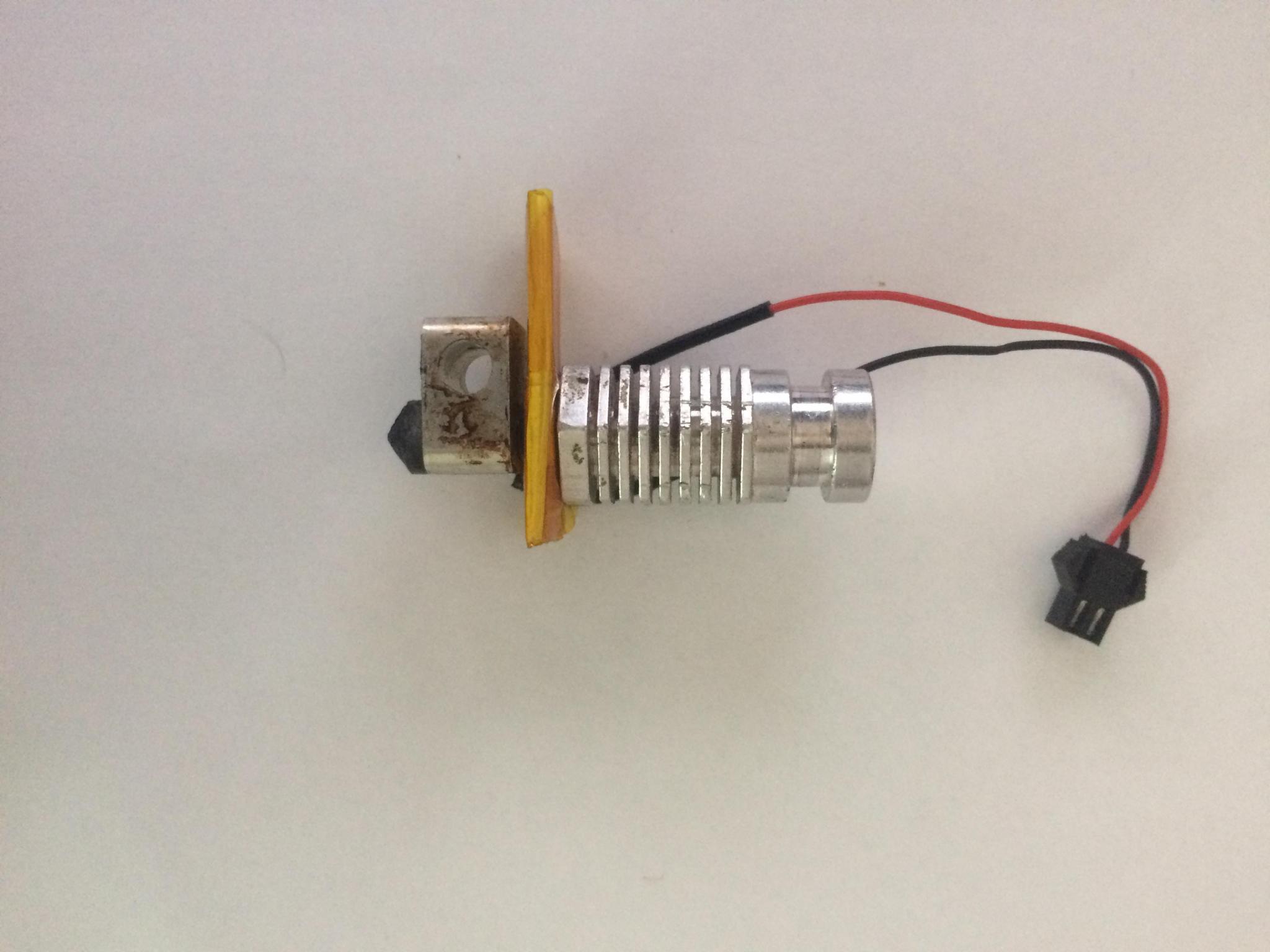
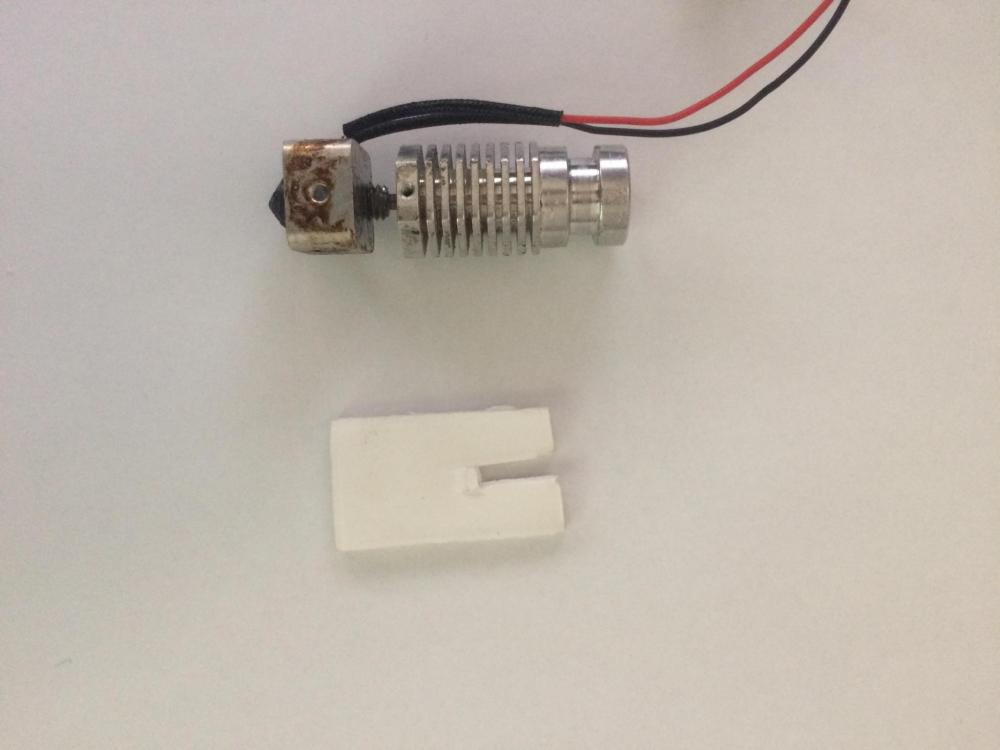
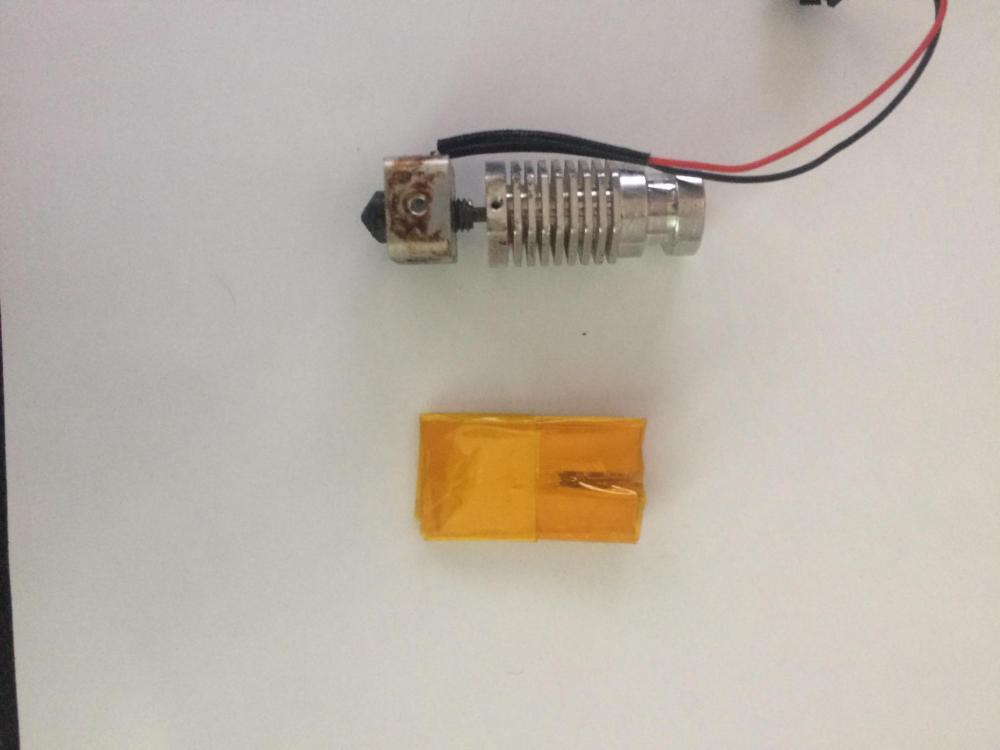
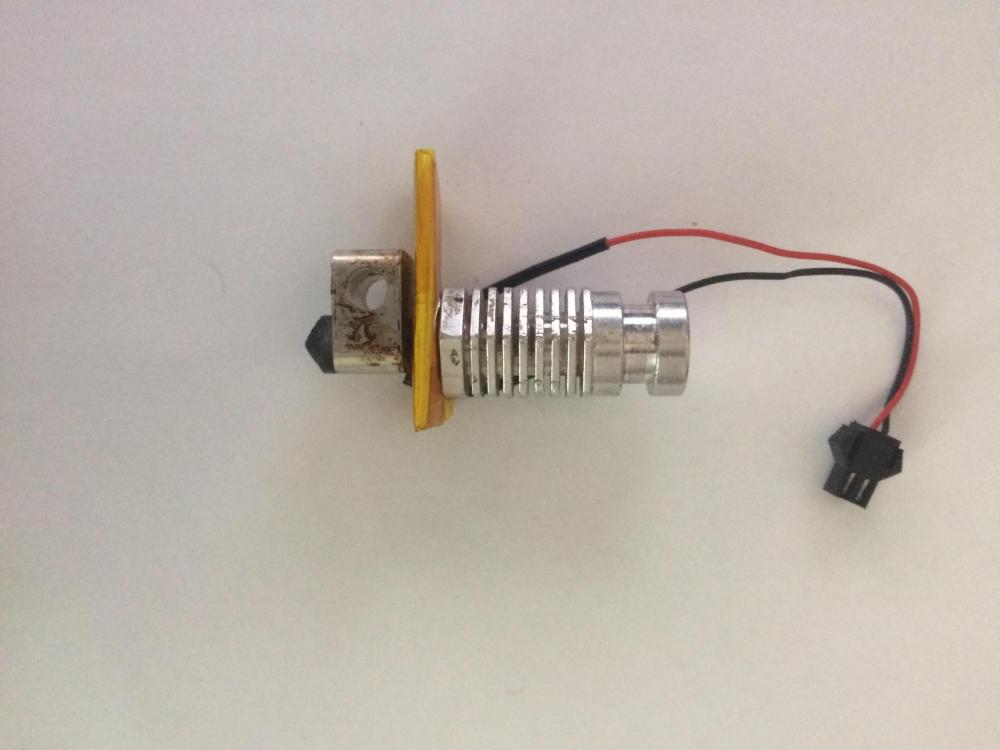
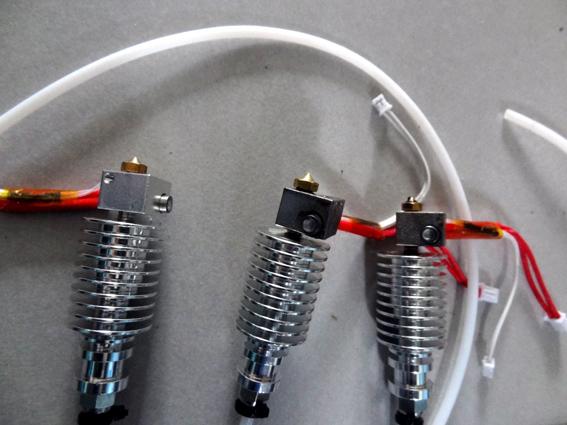
commandé vendredi reçu ce lundi matin (bravo isa3d), question à 2 francs qu'elle est le nouveau corps de chauffe et les 2 reçus tel quel dans le carton par gearbest pas la peine de dire que le nouveau est celui de gauche (il ont assemblé la mienne en fouillant leur poubelle j'en suis persuadé maintenant) la tension de la neuve oscille entre 6,8 v et 7,9 v ce qui me semble plus raisonnable mais surtout elle fonctionne parfaitement, j'ai donc pu imprimer sans problème et sans interruption un support de guitare et surtout avec le bloc de ventilateur monté je vais quand meme brancher sur heater0 un petit affichage de la tension ( genre ca https://www.amazon.fr/voltmètre-testeur-numérique-voltage-batterie/dp/B00ESCNYB8/ref=sr_1_5? )pour avoir toujours un oeil sur la condition physique de ma hotend voila je peux enfin imprimer comme tout le monde (reste à monter mes TMC, mes lampes led, deplacer l'extrudeur pour une arrivée du fil par le haut etc) ENFIN ENFIN ..merci à tous ceux qui sont passés ici me laisser un message cela m'a permis de garder espoir et ne pas perdre patience
 1 point
1 point -
Eh oui, avec une première imprimante 3d, surtout neuve, il n'y a pas que l'imprimante qui passe par la phase de rodage, le propriétaire aussi.1 point
-
je crois que cest celui la https://www.thingiverse.com/thing:1954001 peut etre que maeke a une meilleure solution1 point
-
pour les imperfections papa c est un peu normal a l heure actuelle. comme l a dit fiston maintenant tu vas faire la course a l arme.... perfectionnement. je vois toujours le bec d origine sur ton imprimante. franchement tu verras deja une amelioration avec un fan duct semi circulaire et je pense que cest la premiere chose a faire. une fois que tu l auras imprimé tu en imprimes un autre de suite derriere avec le semi circulaire. tu verras la difference entre les deux1 point
-
eh ben voila.... bravo papou. la premiere impression dune longue serie1 point
-
fécilitationnage, que de chemin parcourru depuis la pose de la première vis1 point
-
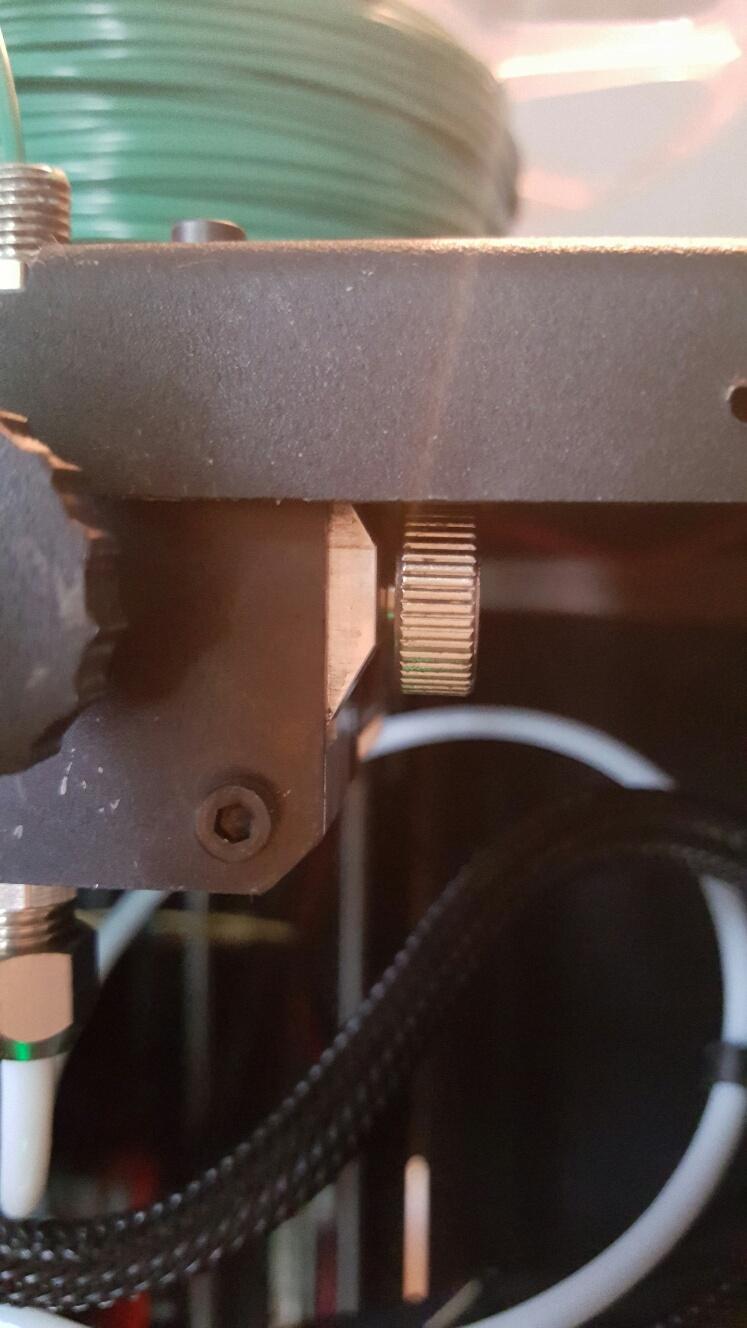
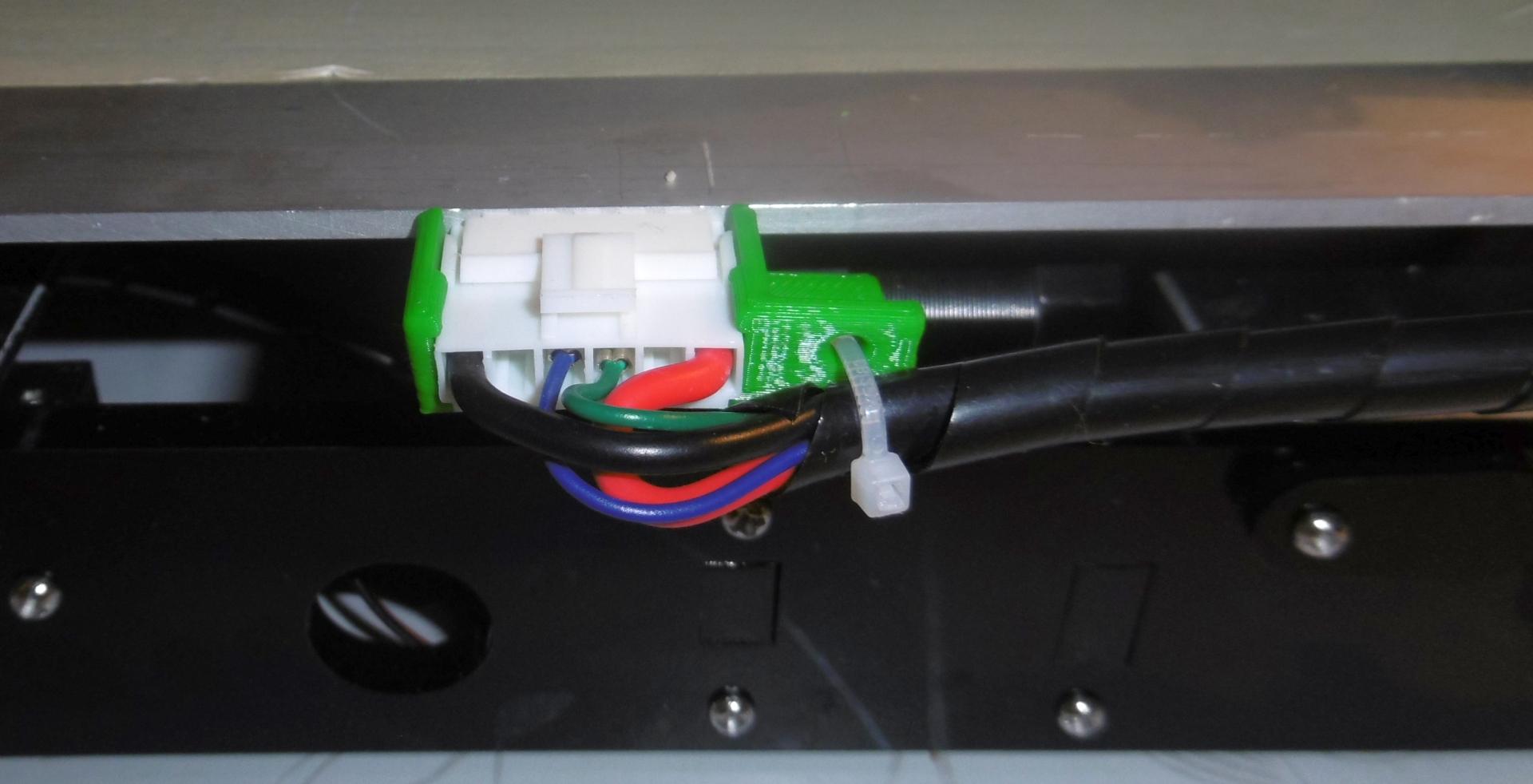
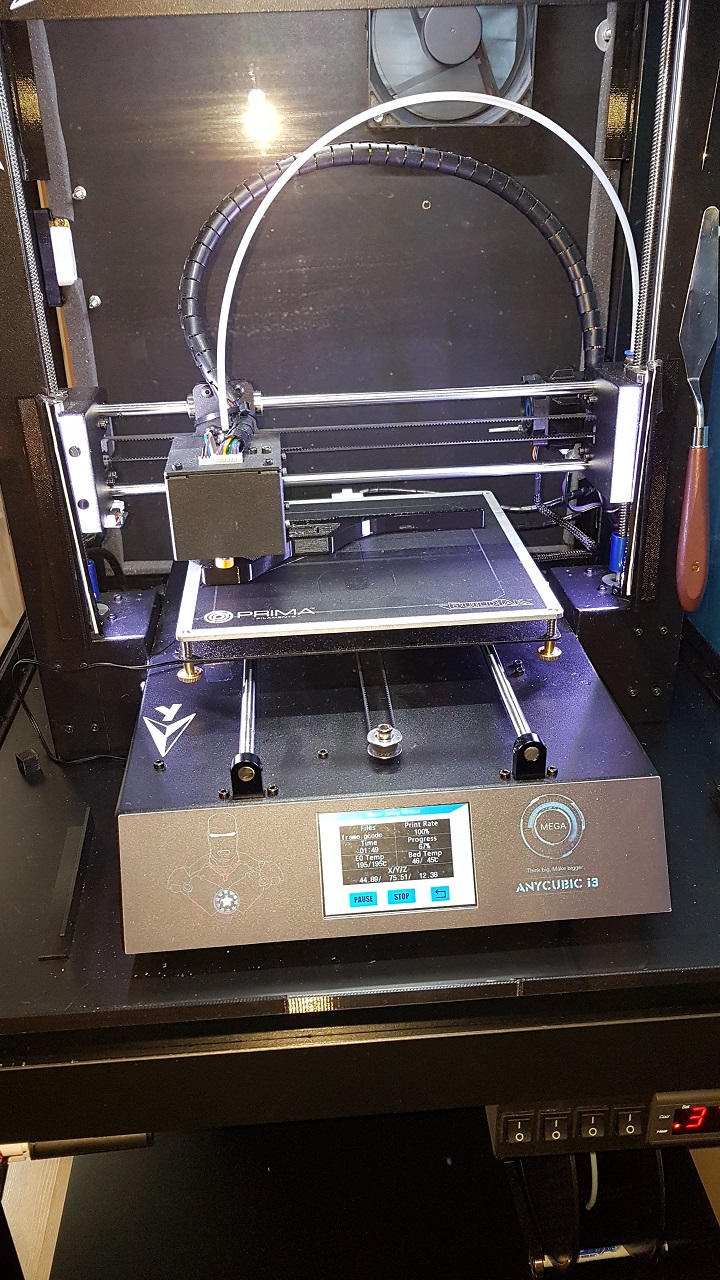
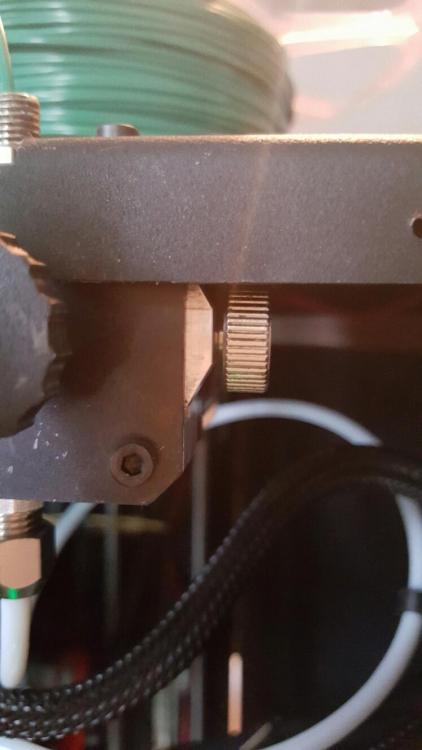
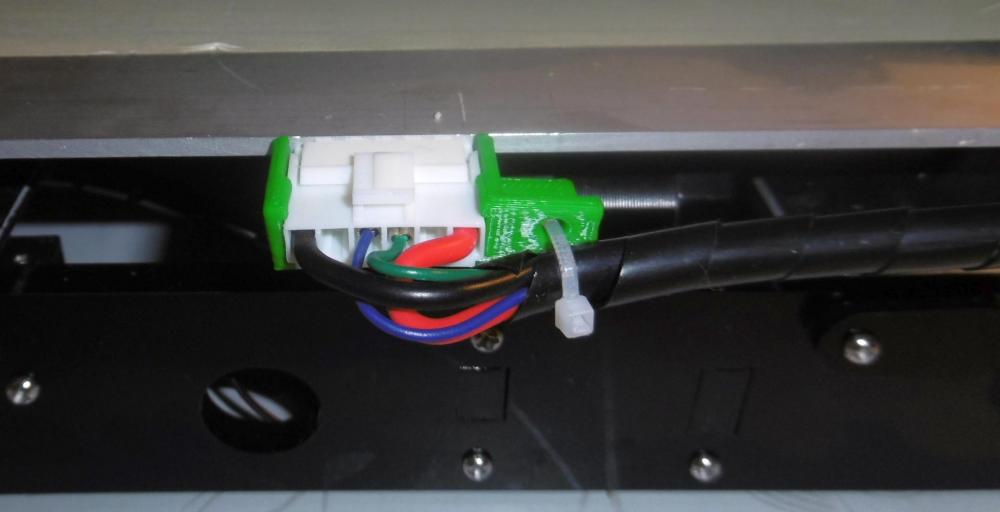
Fixation du connecteur du plateau chauffant. Grâce à cette vue en gros plan, on peut constater que le fil vert de la thermistance est en train de sortir du connecteur. C'est réparé.
 1 point
1 point -
Version courte : oui. Pour une réponse plus longue : meilleur adhérence entre couche réduit le warping Quand à la caisse en question : https://www.leroymerlin.fr/v3/p/produits/boite-r-box-plastique-l-77-5-x-p-58-x-h-43-5-cm-e1400216988 Attention a ce qu'elle ne soit pas cassée c'est pas vraiment résistant (en gros ne surtout pas prendre ça pour stocker). Pour plus d'info ceci est sympa a voir aussi :1 point
-
et bien moi justement c'est mon projet du moment... j'ai acheter le kit kossel de anycubic. mais j'ai un grave problem au nivaux des billette et je coince avec le SAV de M....1 point
-
Sa fait environ 4 ans que j'ai acheté ma première dlp. Le prix est au final similaire, certe le plastique coûte mois chère. Mais au final je ne l'utilise pas de la même manière. Je dépense environ 150 euros de filament et 150 euro de résine tout les deux mois environ. Et quand j'imprime une figurine en abs' tu rajoute le prix du papier de verre' de la Cole epoxy' de l'acétone ect... Plus le temps de travaille. La rezine coûte largement moins cher. Envoyé de mon G3221 en utilisant Tapatalk1 point
-
le chargement et déchargement du filament est un coup à prendre, fais juste preuve de patience et vas-y en douceur, mais comme dis @papa50le bout du filament ayant fondu et se trouvant dans la buse va résister si tu le fais à froid.1 point
-
j'y peux rien ce sont les noms des paramètres dans slic3r @papa50.1 point
-
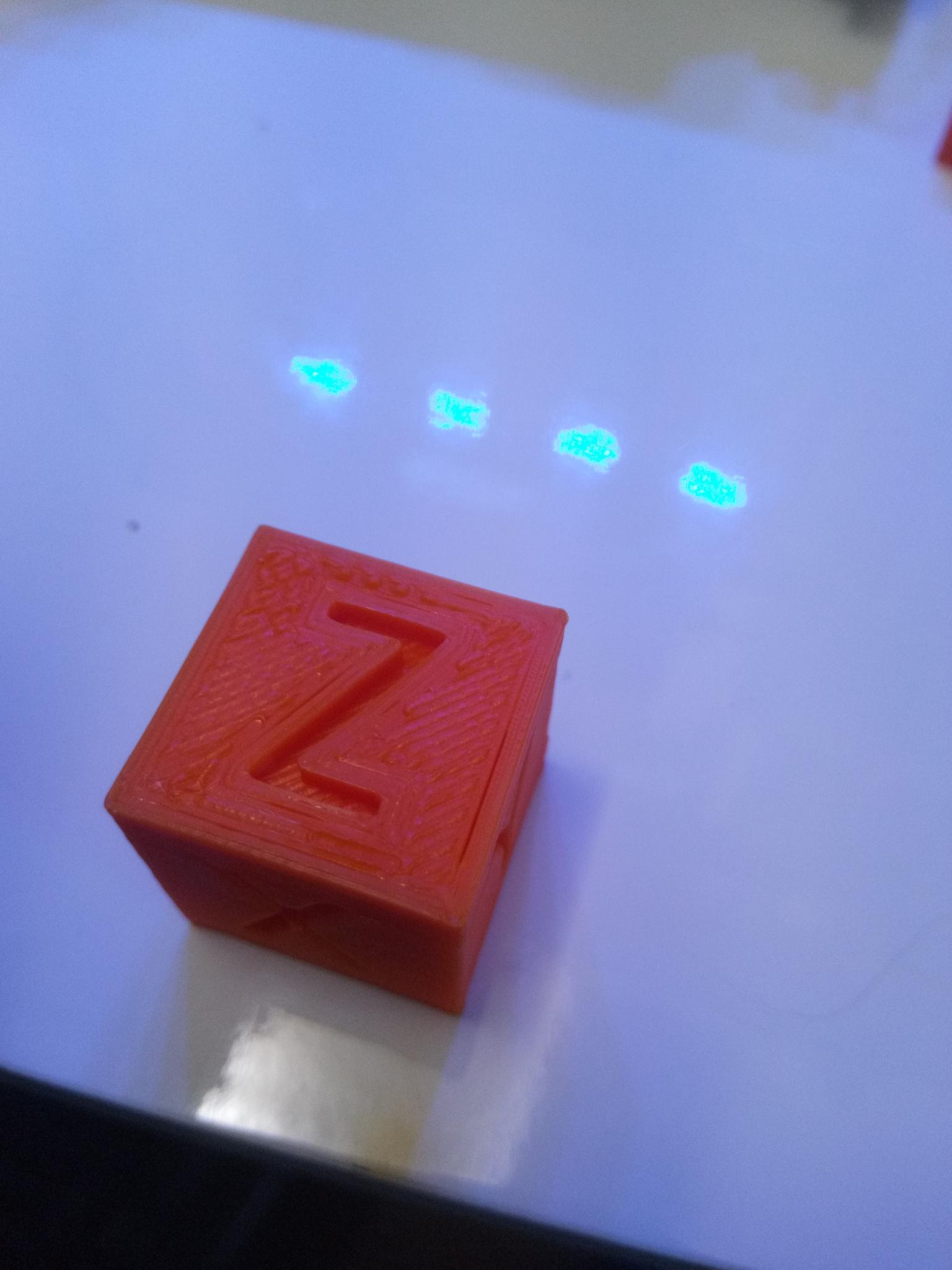
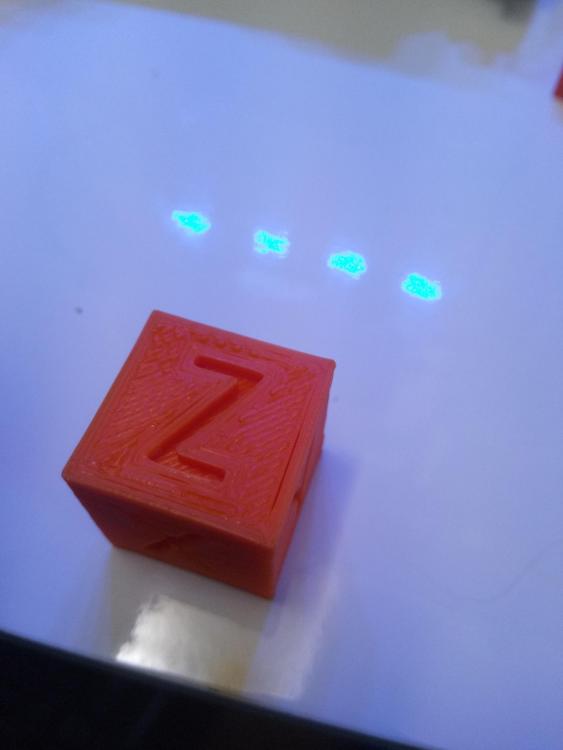
temps pourri bien comme il faut donc pas taff aujourd hui. j en ai profité pour tester le parametre cura 14.07 - layer height 0.1- 0.2 - 0.3 le 0.4 cura ne veut pas le moins qu on puisse dire c est que cest loin d etre evident de voir la difference supposée de qualité d impression. pour le 4 eme orange j ai utilisé slic3r dont parlait maeke hier. le blanc sous cura en 0.2 et vitesse 80 sous cura pas de grandes differences a l oeuil nu slic 3r par contre faut revoir peut etre les parametres . il y a des vides sur la face superieure , des bavures a l interieur du x et du y, et la base est imparfaite. j ai l impression que les couches ne sont pas croisées. il y a peut etre des parametres a revoir....

 1 point
1 point -
@papa50 @Janpolanton J'ai utilisé les même pendant longtemps (elles sont trop grosse pour l'AM8) mais en 4 couleurs différentes (faites à partir d'échantillons). Pour les coupelles, si la plaque H n'a pas de filetage pour les vis de réglage, il faut mettre un écrou sous le plateau (avec une rondelle de préférence entre le plateau et l'écrou), et dans ce cas tu n'a plus besoin de coupelles pour le plateau, seulement pour la plaque H, l'écrou a la taille parfaite pour tenir le ressort en place (ps j'utilise des écrous autobloquants).1 point
-
@JanpolantonOn va bien voir, c'est baymax sur la carte µsd de l'imprimante. J'attends ta photo.1 point
-
C'est Monsieur spaghetti en haut à droite ? En tous les cas, il est poilu des genoux...(je me moque gentiment car si ça se trouve le mien aurait du poil aux pieds)1 point
-
Non, il a juste changé un réglage dans cura (gcode parfum(fr)/flavor(en)).1 point
-
okiii pour la pièce, ce doit être l'appareil topho qui donne cette illusion1 point
-
Super cool le codex et beau boulot de peinture. Mon petit print de la nuit Temp 195/60 0.2mm 20% Vitesse 40mms

 1 point
1 point -
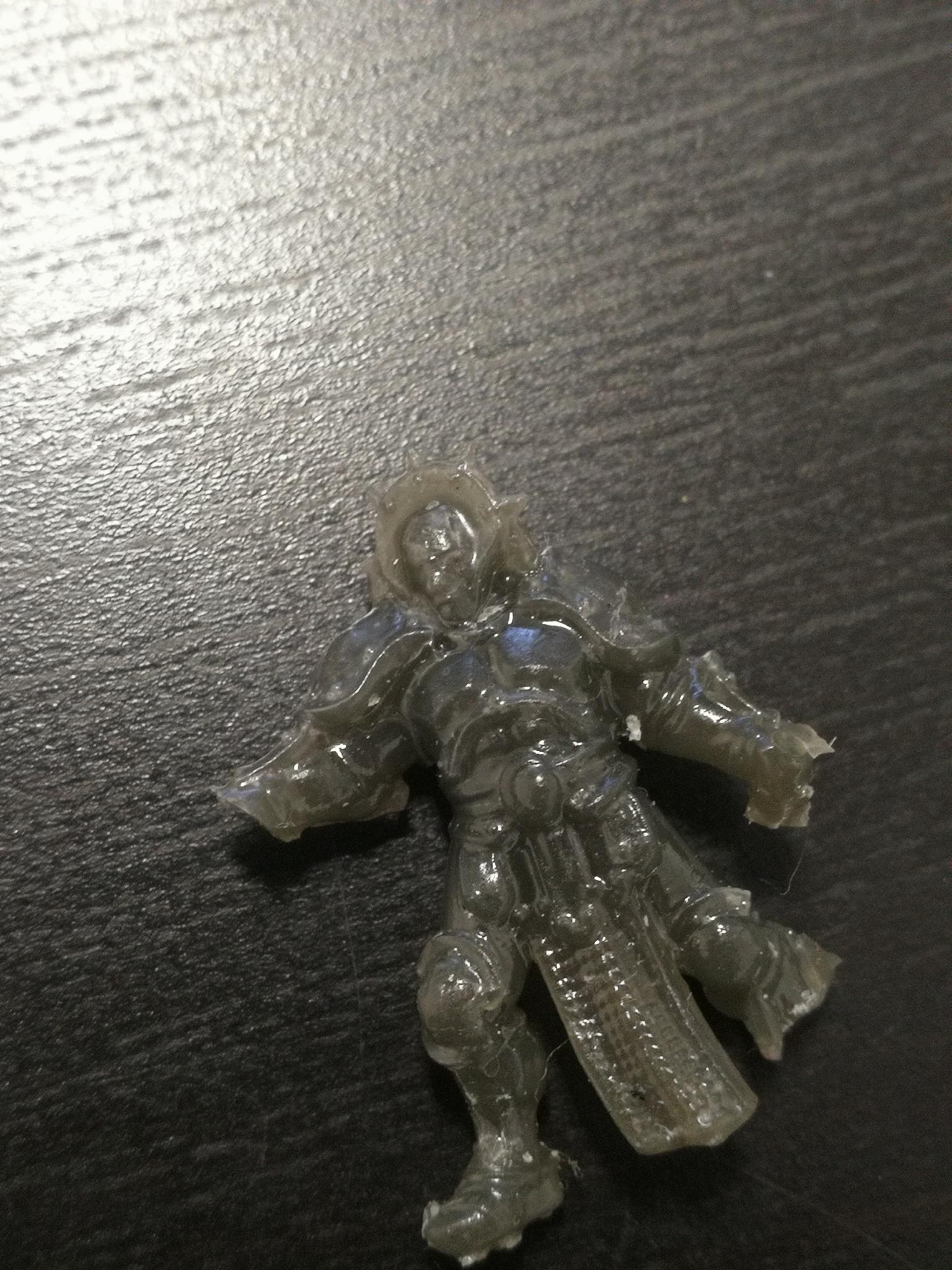
J'ai reçu la mienne très récemment donc j'ai seulement pu faire un print, qui est semi-réussi. C'est ma seconde expérience avec le DLP, j'ai également le premier modèle de la Liquid Crystal de Photocentric, qui a vite pris la poussière car chiante a utiliser et je ratais 2 prints sur 3. La duplicator 7 m'a l'air déjà mieux foutue et plus agréable à utiliser. Il faut par contre se préparer à oublier ce qu'on sait du FDM niveau orientation des pièces et ajout des supports : c'est très important sur cette techno et on ne réfléchit pas du tout de la même facon. Voici le résultat de mon premier print ... j'ai voulu faire pas trop gros et j'ai fait ... vraiment trop petit Comme en plus j'ai été parano sur les supports je l'ai éclatée en les détachant. La qualité n'est pas encore au top, je vais lancer un print de calibration pour trouver les temps de traitement optimaux pour ma résine ... mais c'est déjà prometteur au niveau des détails qui apparaissent et de la qualité des surfaces !!


 1 point
1 point -
La 3d okay est vraiment pas cher en europe (24€ ttc les 500ml ) et fred breton sur facebook sort de bon prints avec (mais avec un peu plus de temps qu'une résine monocure d'après ses dires) . Perso j'ai jamais test d'autre résines que celle fournis avec la photon. Sur sa d71 point
-
Du coup tu peux expliquer pour ceux qui viendront après toi à rencontrer ce problème?1 point
-
oupss !! Raft = Radeau Brim = Jupe j'ai inversé les 2, mille excuses. C'est donc le Raft le mieux, voir mon message plus haut. Merci à @Kachidoki d'avoir relevé mon erreur.1 point
-
voila une liste assez complète il n'y a pas tout mais les principaux pour ma part j'applique une regle simple si je ne connaus pas ou je n'ai pas d'infos je ne decoupe et ne grave pas ce produit Matériaux qui ne peuvent pas être découpés au laser Co2 Les matériaux réfléchissant : miroirs, objets chromés, métaux polis, … (Les miroirs peuvent être gravés uniquement avec la face réfléchissante dirigée vers le plateau de la machine) La plupart des métaux, le mode découpe peut cependant être utilisé pour marquer certains métaux Fibre de verre Carte de circuit imprimé (Fibre de verre + époxy) Fibre de carbone (très cancérigène) Tous les matériaux contenant du chlore: PVC, vinyl, … :WARN: Utilisation interdite, risque d’émission de gaz chloré mortel Tous les matériaux contenant du fluor : Téflon / Polytétrafluoroéthylène / PTFE… Utilisation interdite, risque d’émission de fluor sous forme de gaz Les matériaux réfléchissants (miroir, métaux polis, chrome, …) L'utilisation de matériaux réfléchissants pourrait endommager fortement la machine Polycarbonate / PC / Lexan / Makrolon : fond et brûle Polystyrène expansé/extrudé (mousse): fond et brûle Matériaux découpables au laser Co2 Bois Bois brut (faible épaisseurs cela dépend de la puissance du laser) MDF / Medium (éviter les épaisseur >6mm qui on un rendu très brûlé et émettent beaucoup de fumée) -Ne pas utiliser de MDF tinté dans la masse Contreplaqués Certaines matières plastiques (je vous déconseille ces matiere sans une bonne ventilation) : Polyamide / PA / Nylon Polyoxyméthylène / POM / Delrin Polyester / PES / Thermolite / Polarguard Polyéthylène téréphtalate / PET / Mylar Polyimide / PI / Kapton Polystyrène / PS Acrylique / Polyméthylmétacrylate / PMMA / Plexiglas Polypropylène / PP Acrylonitrile-butadiène-styrène / ABS Rhodoïd / Transparent pour rétroprojecteur Mousses : attention trés inflammable Polyester / PES Polyéthylène / PE Polyuréthane / PUR Tissus (feutre, chanvre, coton, acrylique, nylon) Cuir Papier Carton, carton bois Carton plume (carton+mousse PU) - Le carton mousse (carton+Polystyrène expansé) à éviter Caoutchoucs naturel, synthétique (uniquement s'ils ne contient pas de chlore) - Attention génère beaucoup de suie et encrasse énormément les machines. Matériaux "gravables" tout les matériaux découpables : bois, medium, pmma, …. Pierre, Marbre, Ardoise, … Le verre Métaux : Aluminium, Acier, Laiton pour les metaux comme l'inox, le laiton , le cuivre on utilise un produit qui devient noir quand on grave Le mode découpe est utilisable sur les métaux pour les marquer (resultat trés aléatoire) Attention : ne pas essayer de graver/marquer des élément en métal polis (et donc réfléchissants) et ne jamais laissé la machine sans surveillance1 point
-
Pas de problème je t’envoie mon iPad air2 par la poste iOS 11.2.2. ce qui est curieux, c’est que des parties du forum semblent effectivement perdre le fait que l’on soit connecté et donc je présume identifié. pour info quand j’ai changé mon profil d’imprimante à la validation, paf, cette page est inexistante, MAIS, les changements avaient été pris en compte. le forum est marabooté.1 point
-
ha encore une sbase, bienvenue au club1 point
-
reçu ce jour commandé le 23 janvier au soir sur ali, reçu aujourd'hui, sont pas mauvais des fois les chinois !1 point
-
j'aurais du breveté mon installation , je serais riche à cette heure ci1 point
-
Bête question... Quel intérêt d'avoir 4 ou 5 fois le même outil ? C'est la version masculine des femmes qui achètent 5 sacs à main ?1 point
-
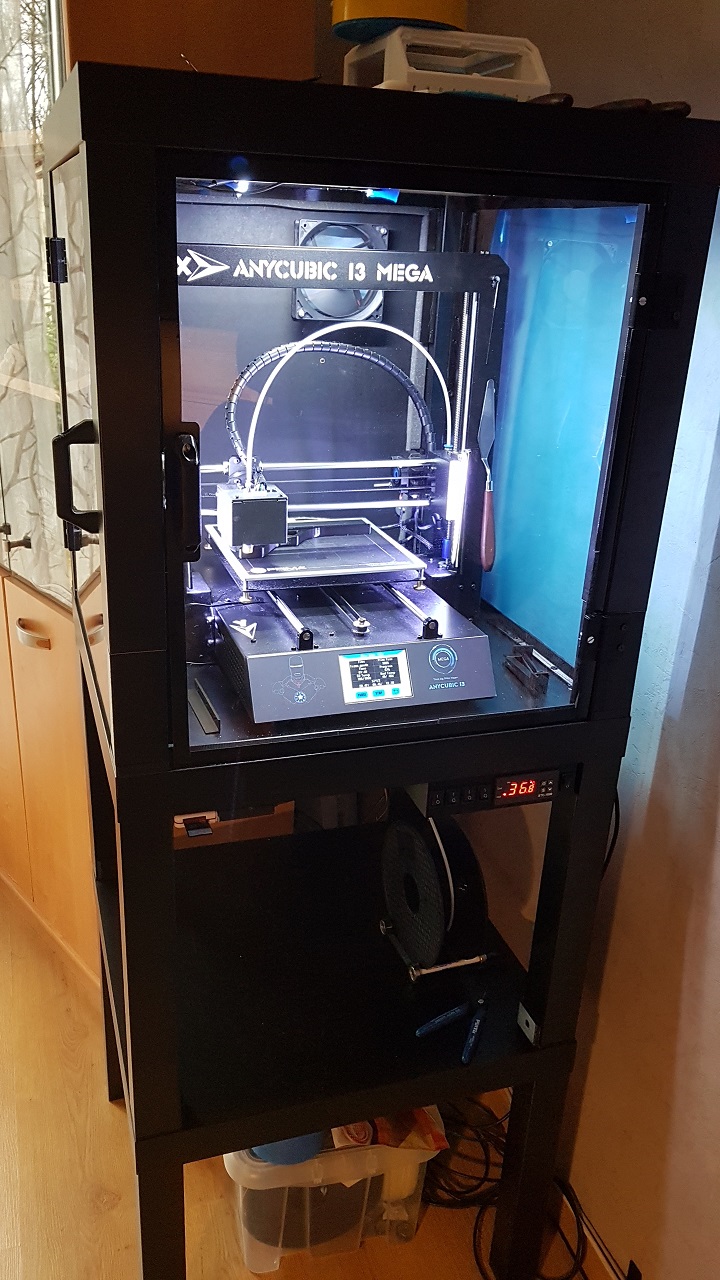
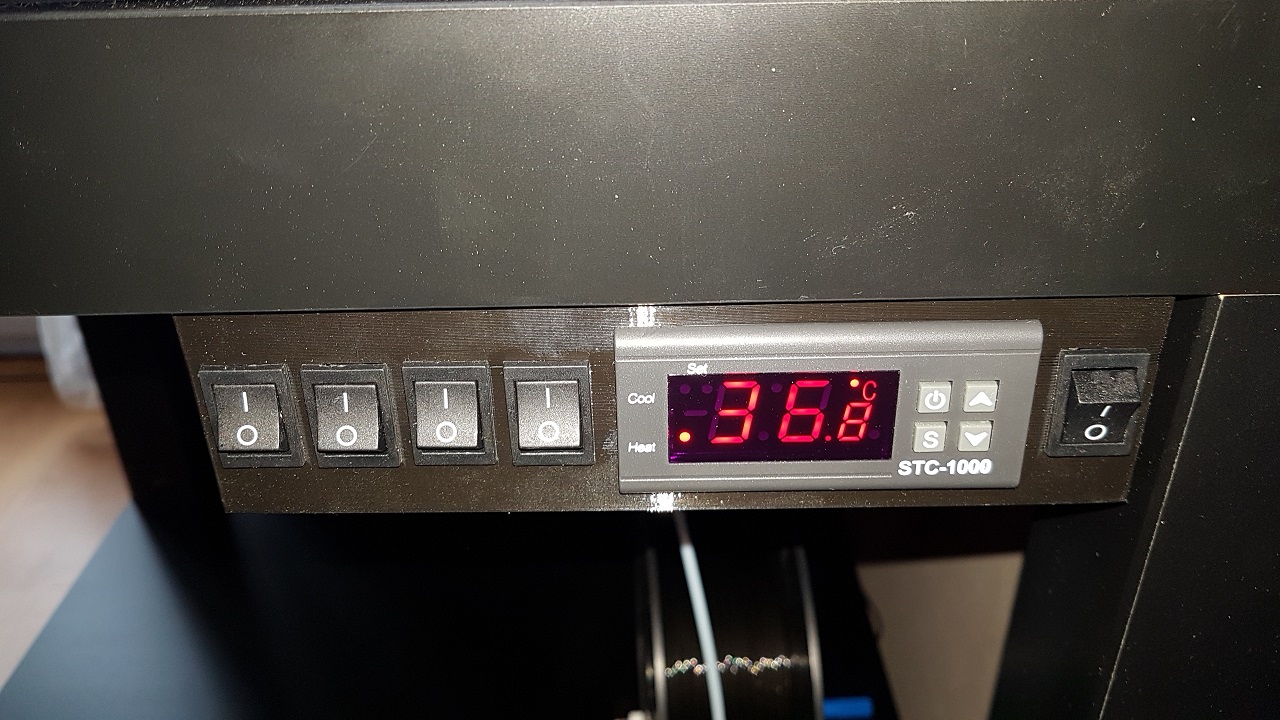
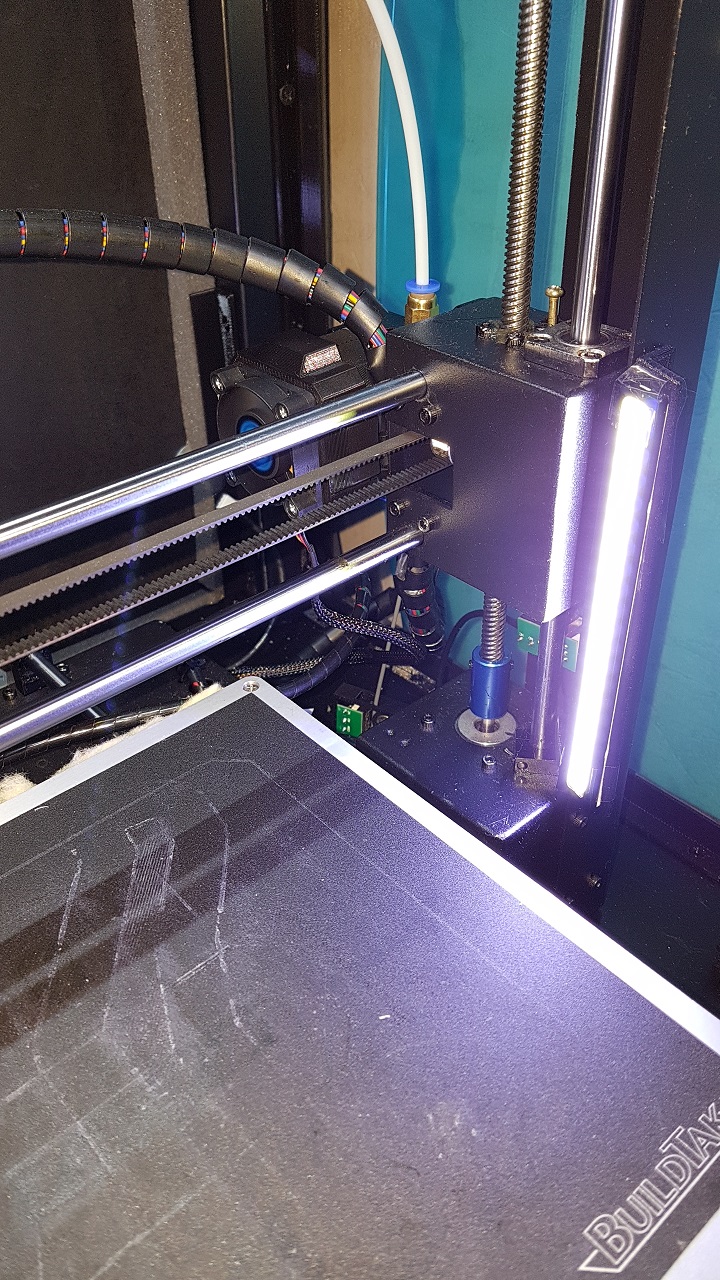
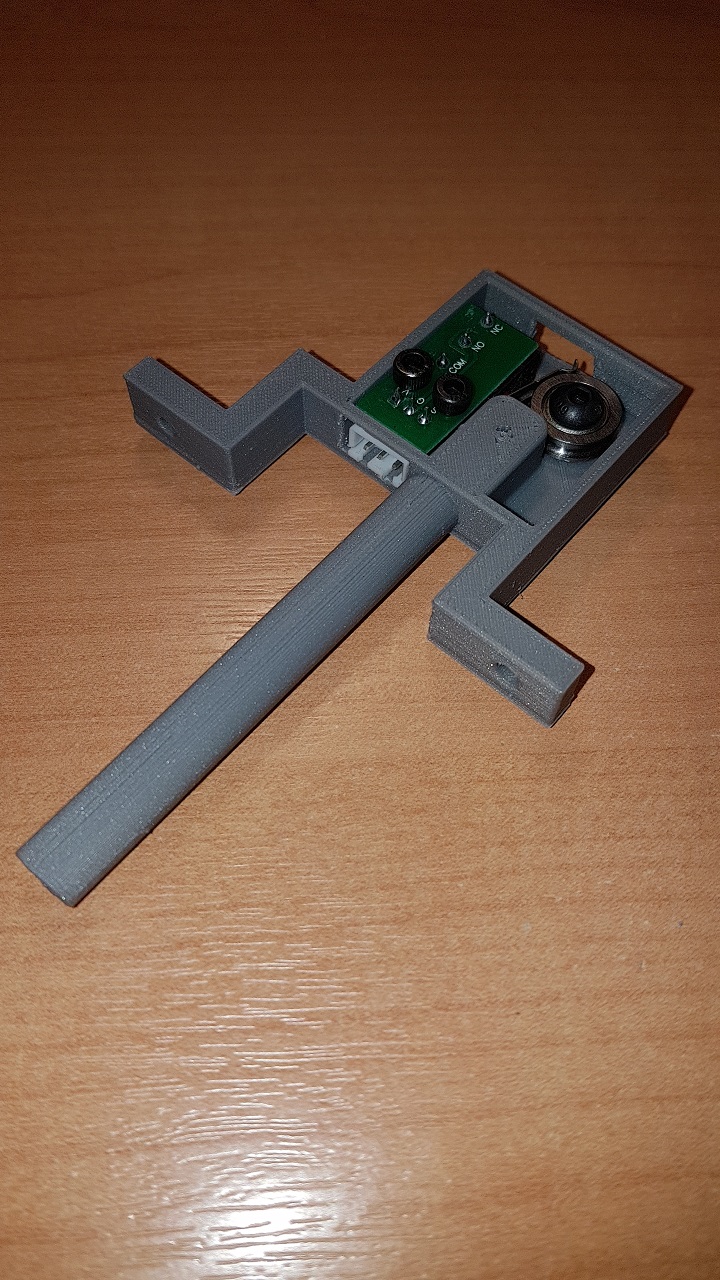
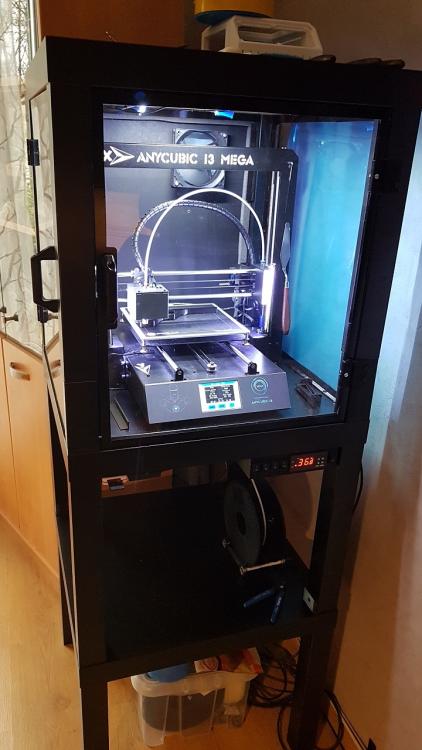
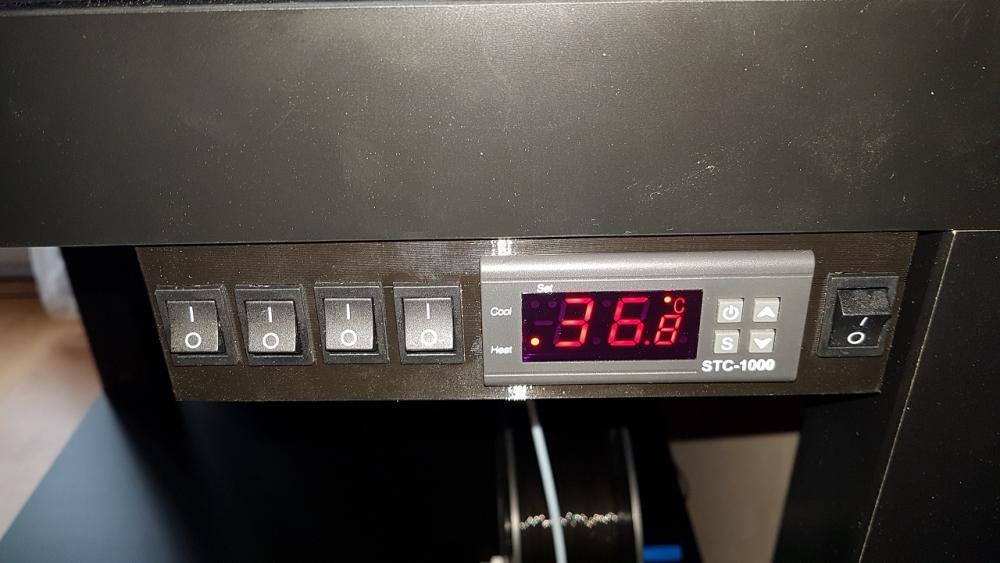
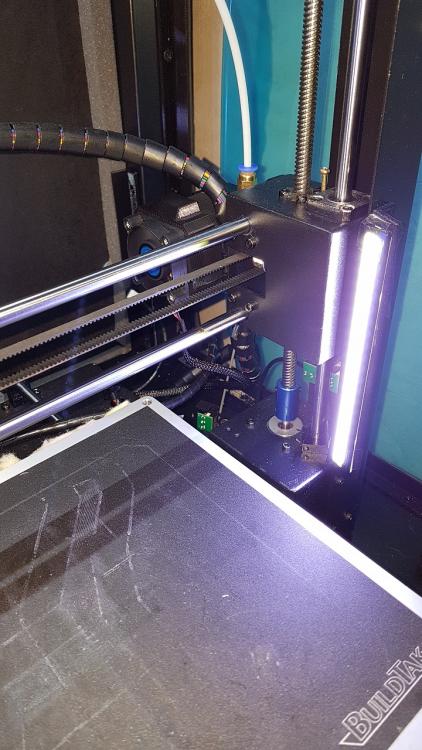
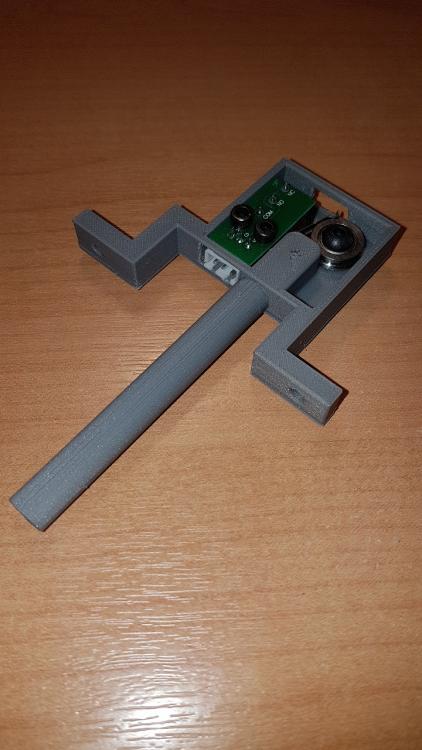
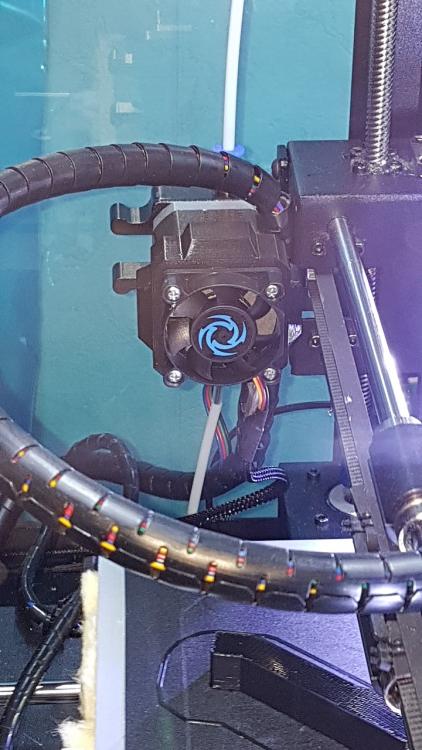
Voilà le caisson quasi fini Donc il y a 2 ventilateurs de 120 pour tempérer le caisson, il se déclenche automatiquement suivant la température choisie afin de pas faire surchauffé l'électronique Un en extraction au-dessus, et un en soufflerie sous la machine, ils sont tous les 2 équipes de filtre charbon, en plus de filtrer l’odeur, ils évitent les courants d'air dans le caisson en limitant le flux d’air, ce qui fait que quand je print de l’ABS, je n'ai aucune odeur dans mon bureau et l'ABS ce comporte parfaitement bien, le top. Les monteur nema son aussi ventilé, chaque porte son équipé de joint , même si c’est pas 100% étanche , ça évite les fuites d’odeur. La pièce qui détecte la fin de filament à été refaite afin de traverser la table et relier avec un tube téflon qui facilite le passage du filament sans être obligé de cherche le trou car j'ai position mes bobines sous la machine. Eclairage led sur le côté de la machine est au-dessus. Le lecteur de carte a été intégré au caisson, car je ne branche pas ma machine sur le pc , car sur de long print c’est plutôt chiant , on peut pas redémarrer le pc sans stopper le print , oui si le pc plante , ben le print aussi , donc autant évité. le caisson à des portes sur charnières sur les 4 cotés , plus pratique pour bricoler. Reste plus que quelque petite bricole à fignoler


 1 point
1 point -
perso apres avoir ecumé le forum reprap depuis des jours les capteurs capacitifs et inductifs ne sont vraiment pas precis et adapté!! les meilleurs sont ces derniers http://www.ebay.com/itm/Aus3D-IR-Z-Probe-E3D-Compatible-RepRap-3D-Printer-Bed-Levelling-Sensor-/231726084825?hash=item35f3f372d9:g:HLMAAOSwZSFXJEyh http://aus3d.com.au/electrical/endstops/ir-z-probe ou celui la http://www.filafarm.de/products/bltouch# c est les deux meilleurs solutions en terme de precision et surtout d efficacité sans etre affecté par la temperature avoisinante le premier a l avantage d etre leger,tres precis, et full opensource donc adapatable sur toutes les cartes meme les 32bits..mais necessite si on utilise un plateau en verre de mettre du papier noir.on ne peut pas utiliser un plateau en alu par contre le deuxième marche sur toutes les surfaces mais n est pas opensource donc fonctionne pas sur des 32bits ..c est un solenoide donc ultra precis egalement mais comme toute mecanique il faut faire plus attention..j ai pris de ce fait le premier car il y a aucune contrainte hormis de pas utiliser un plateau en alu1 point