Classement



Contenu populaire
Contenu avec la plus haute réputation dans 11/06/2020 Dans tous les contenus
-
Moi non plus, celle-là je m'en lasse pas C'est le célèbre "comique de répétition" Une fois j'ai essayé de la traduire sur un forum Globish, le mec a rien compris.2 points
-
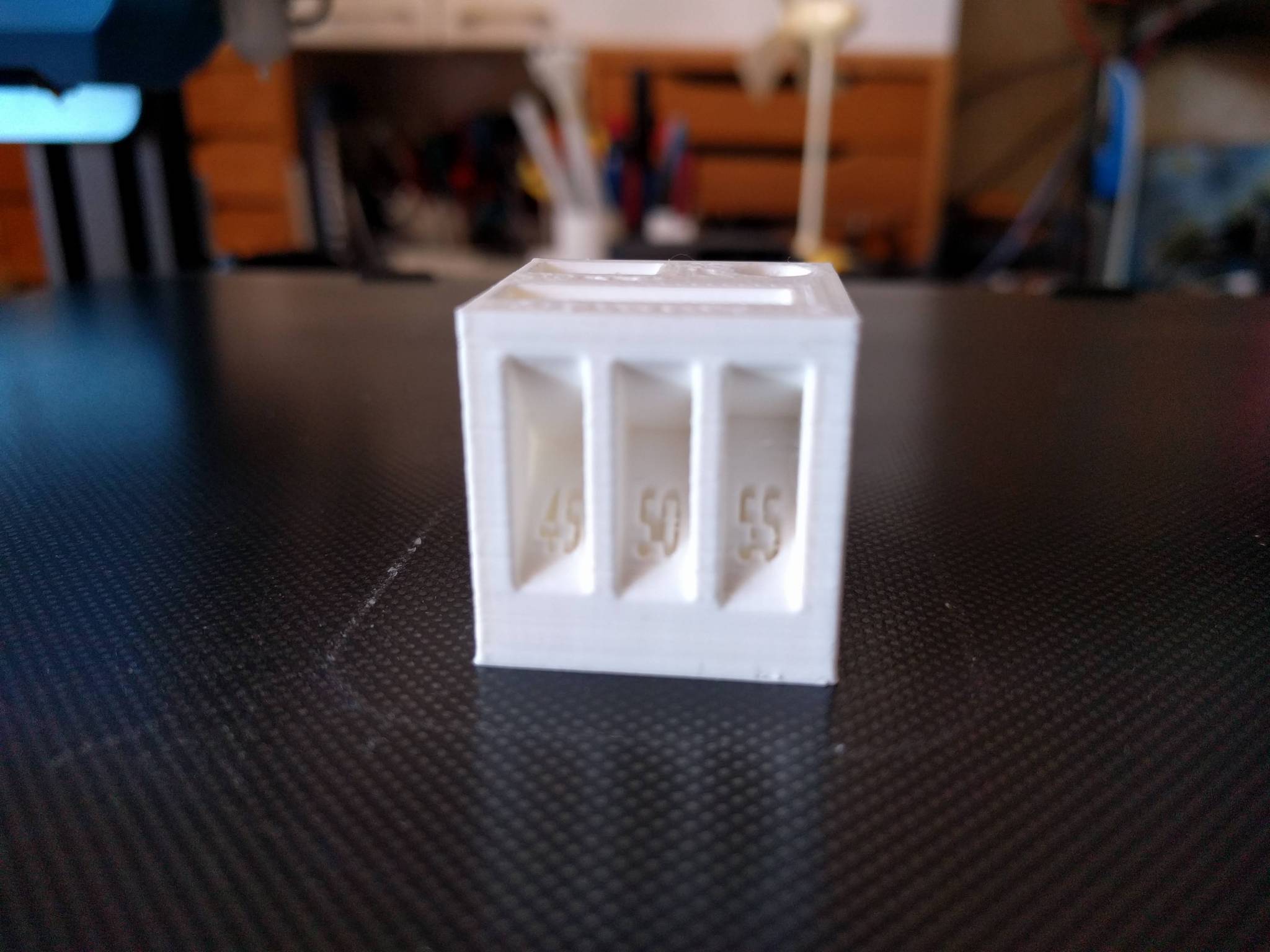
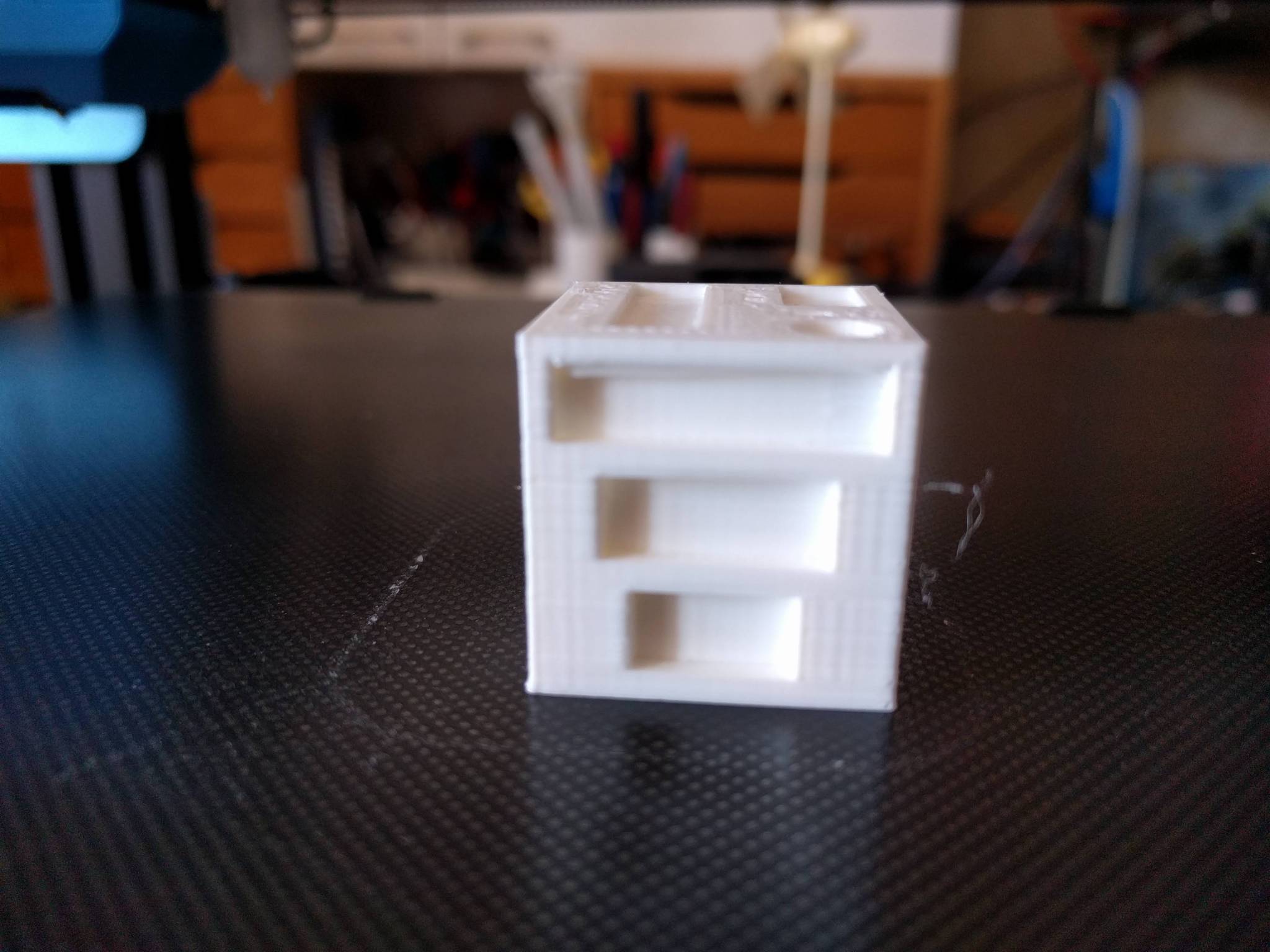
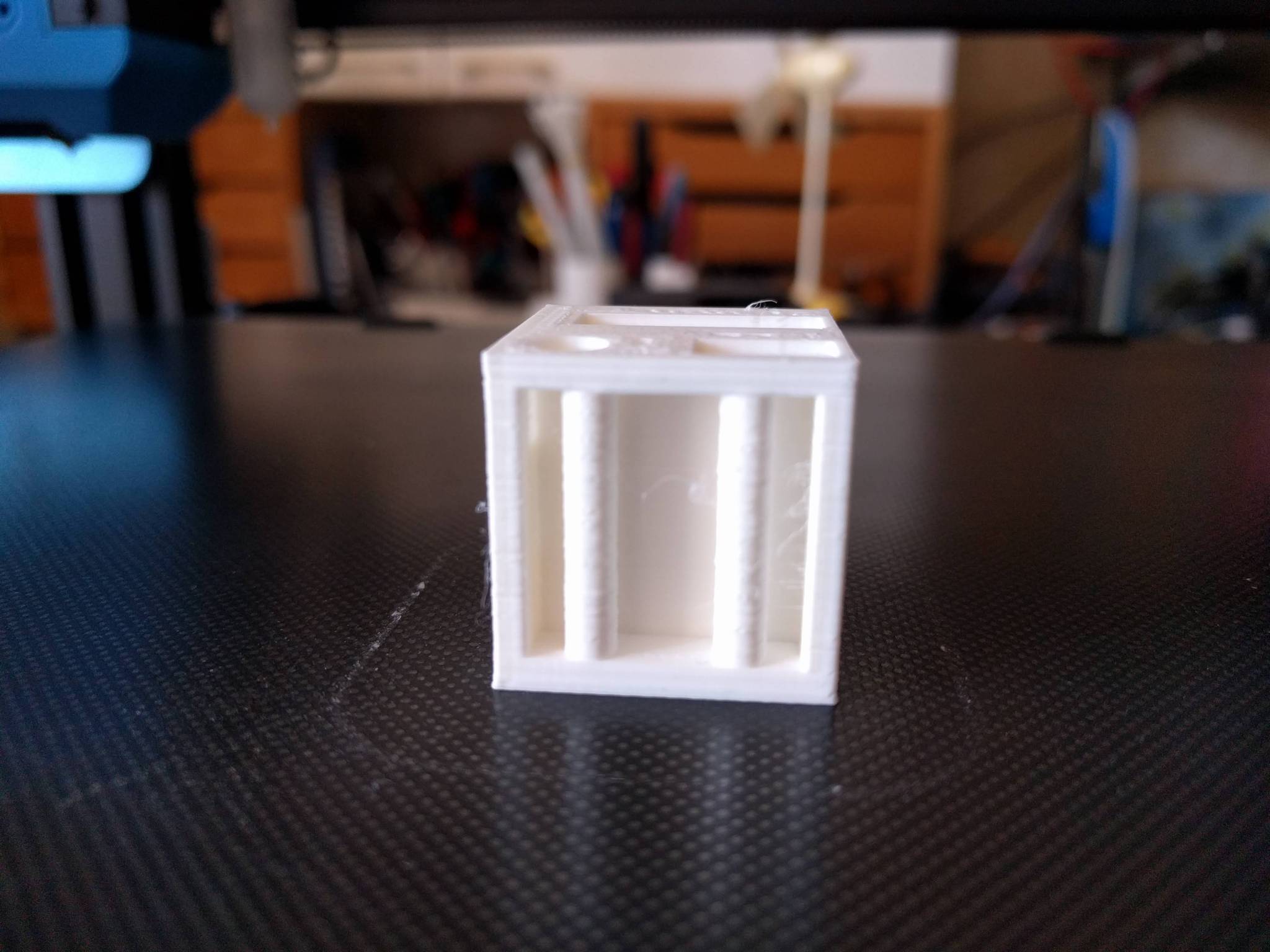
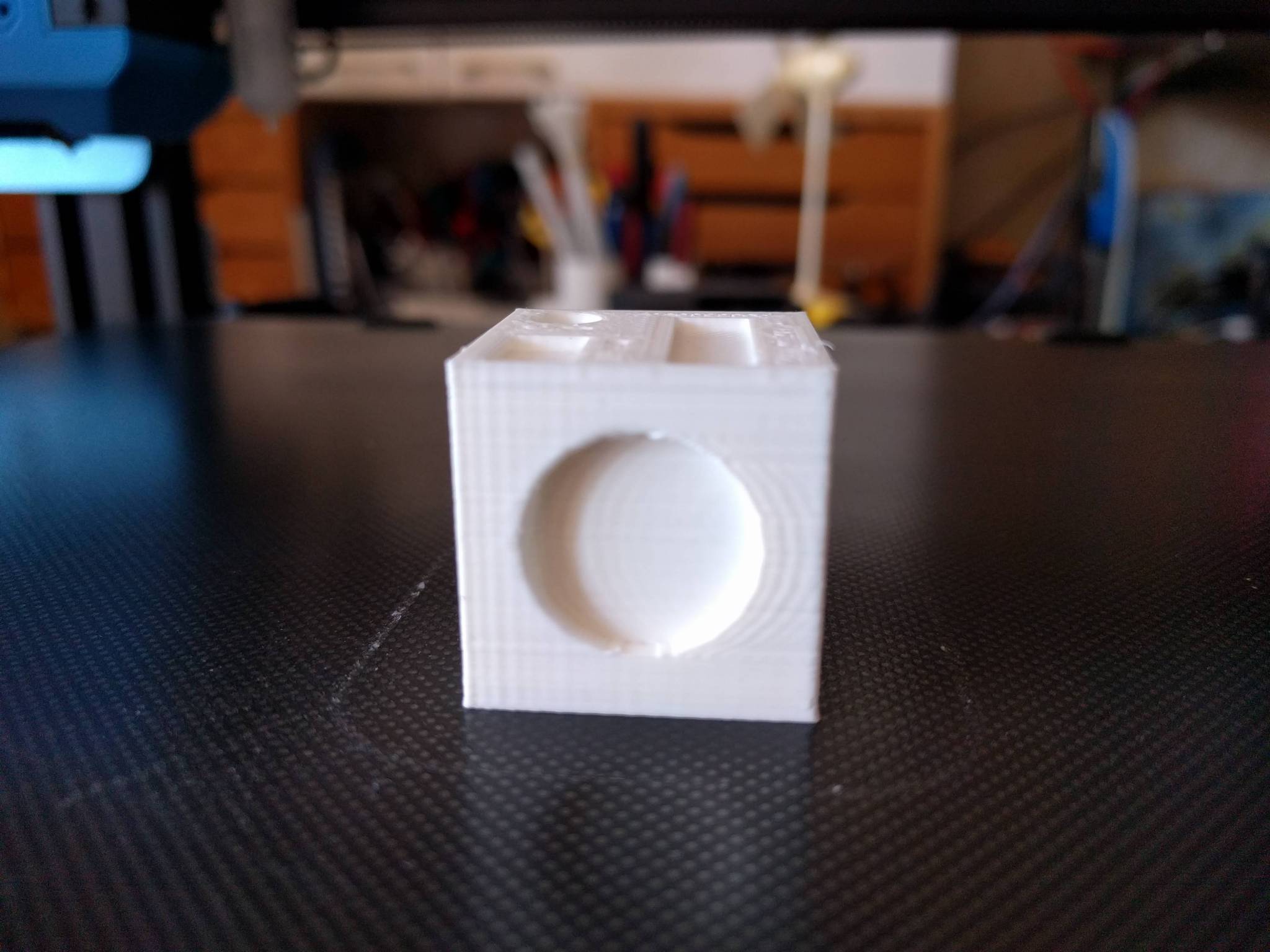
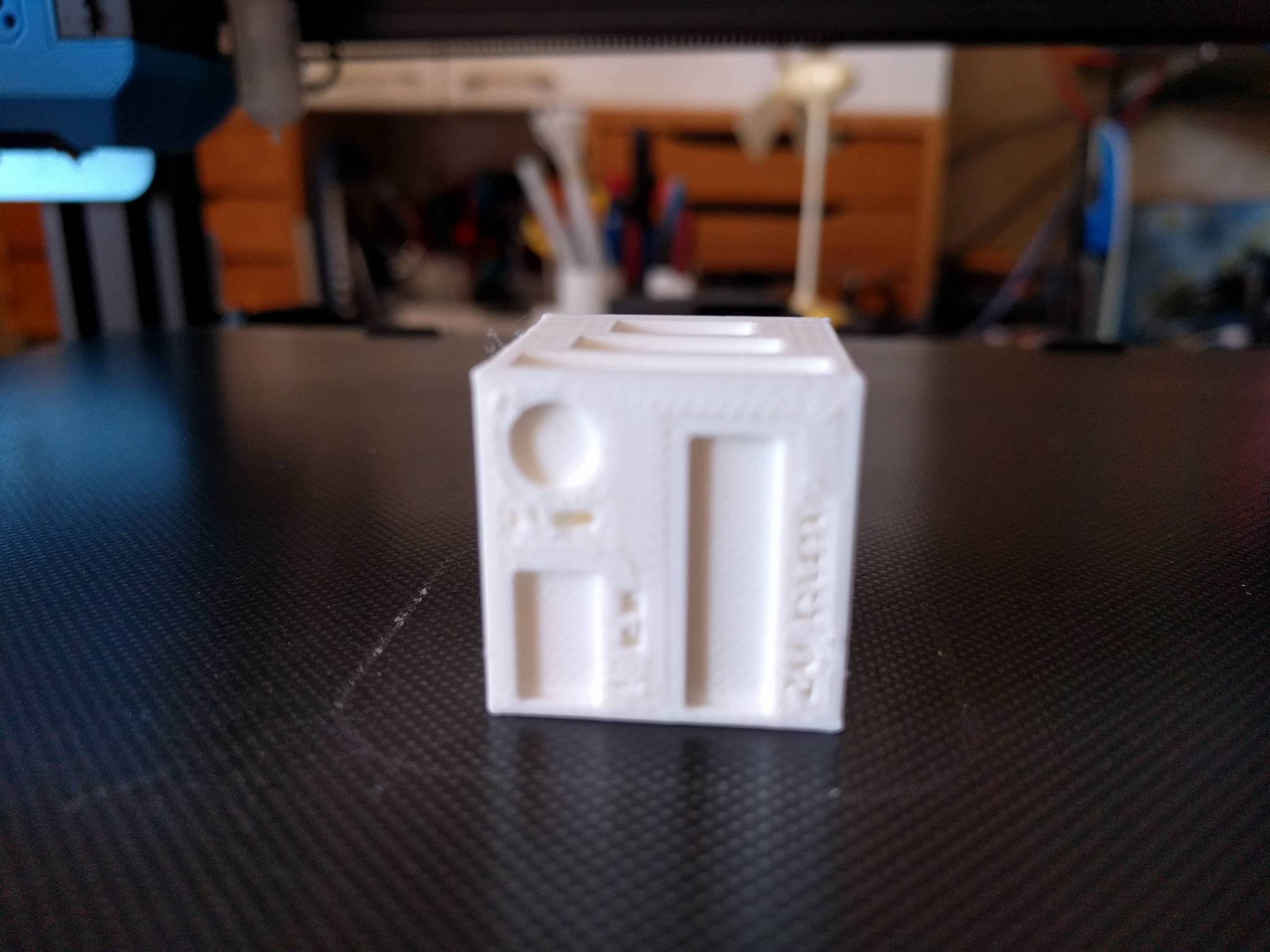
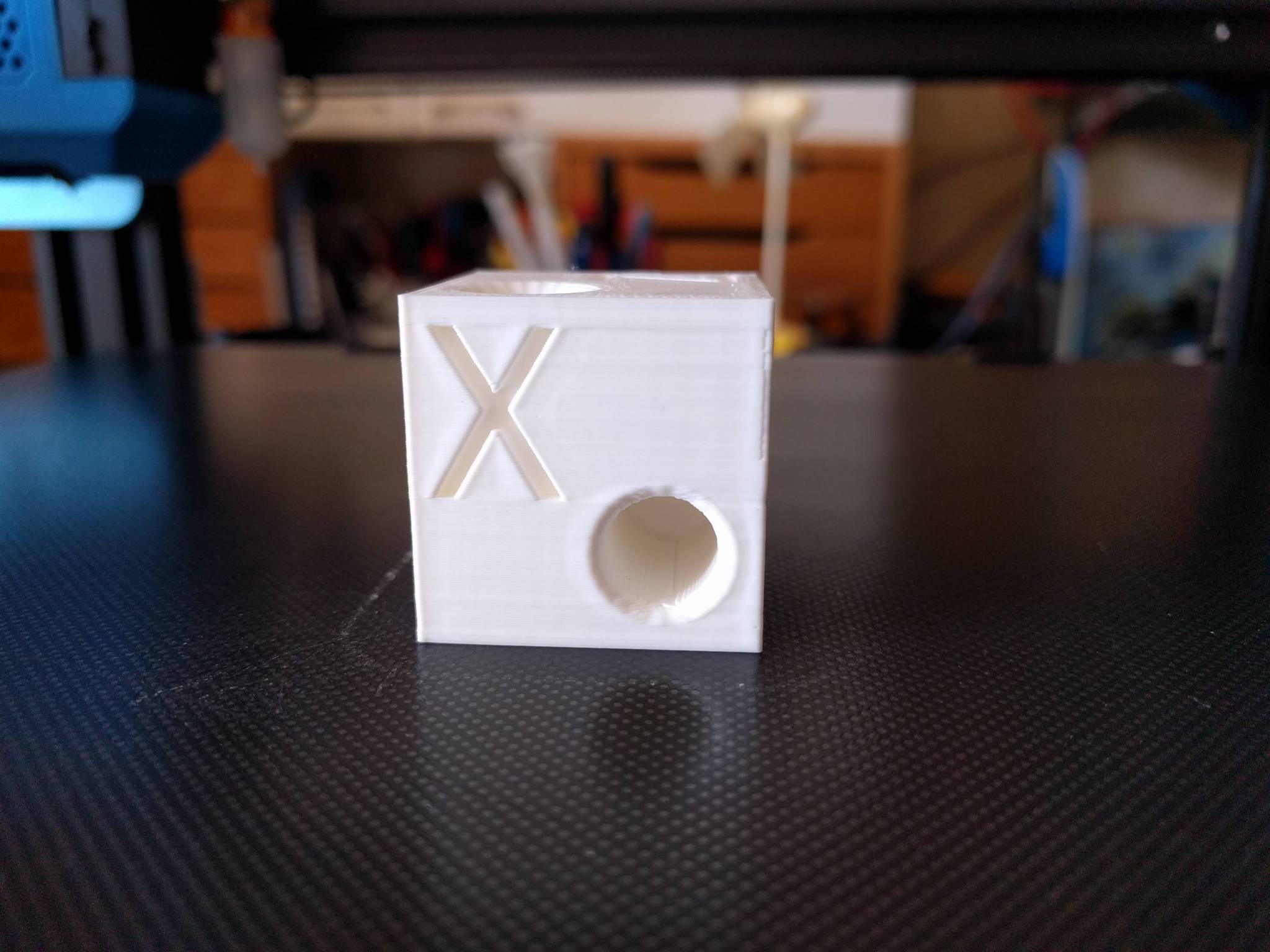
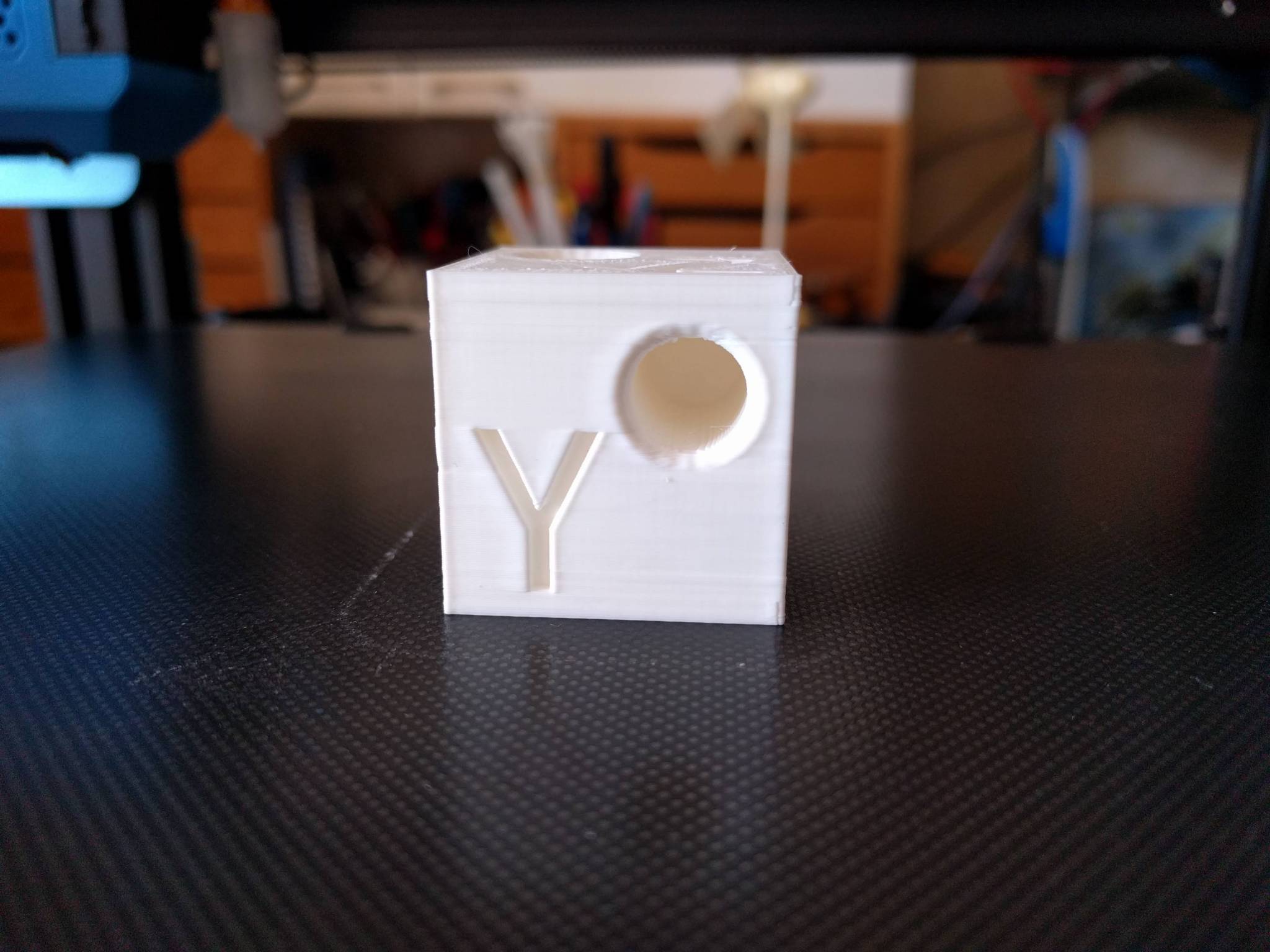
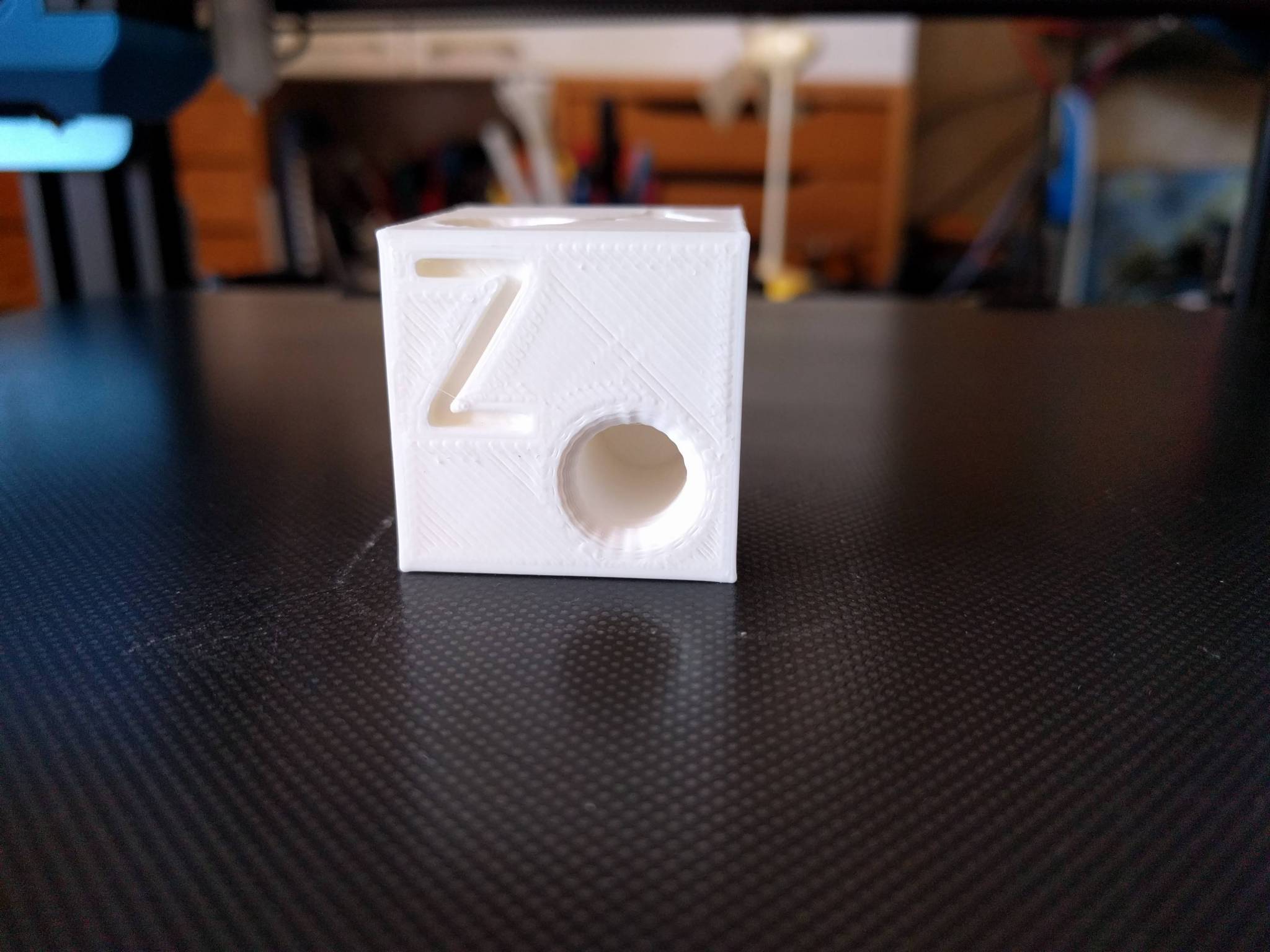
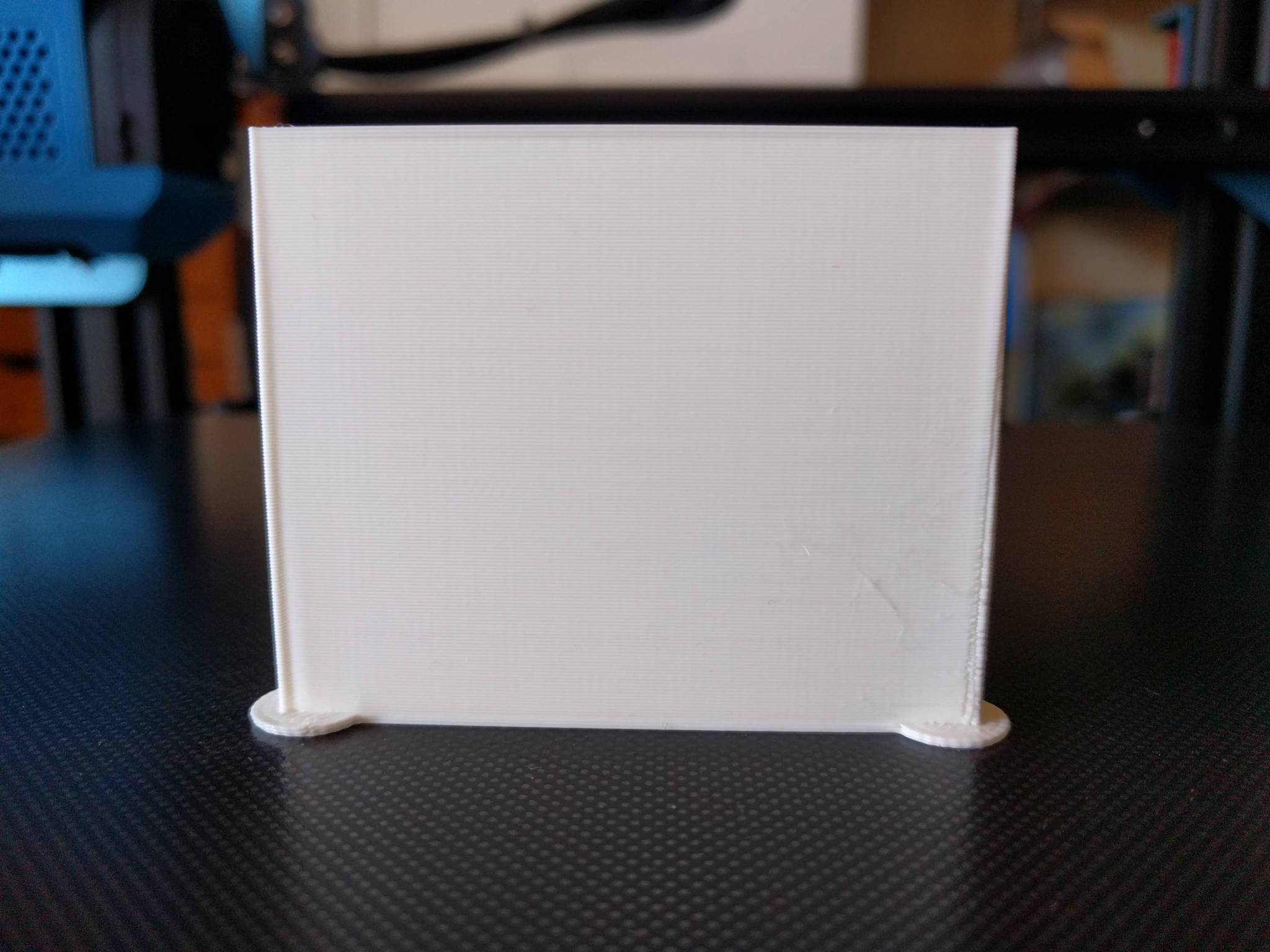
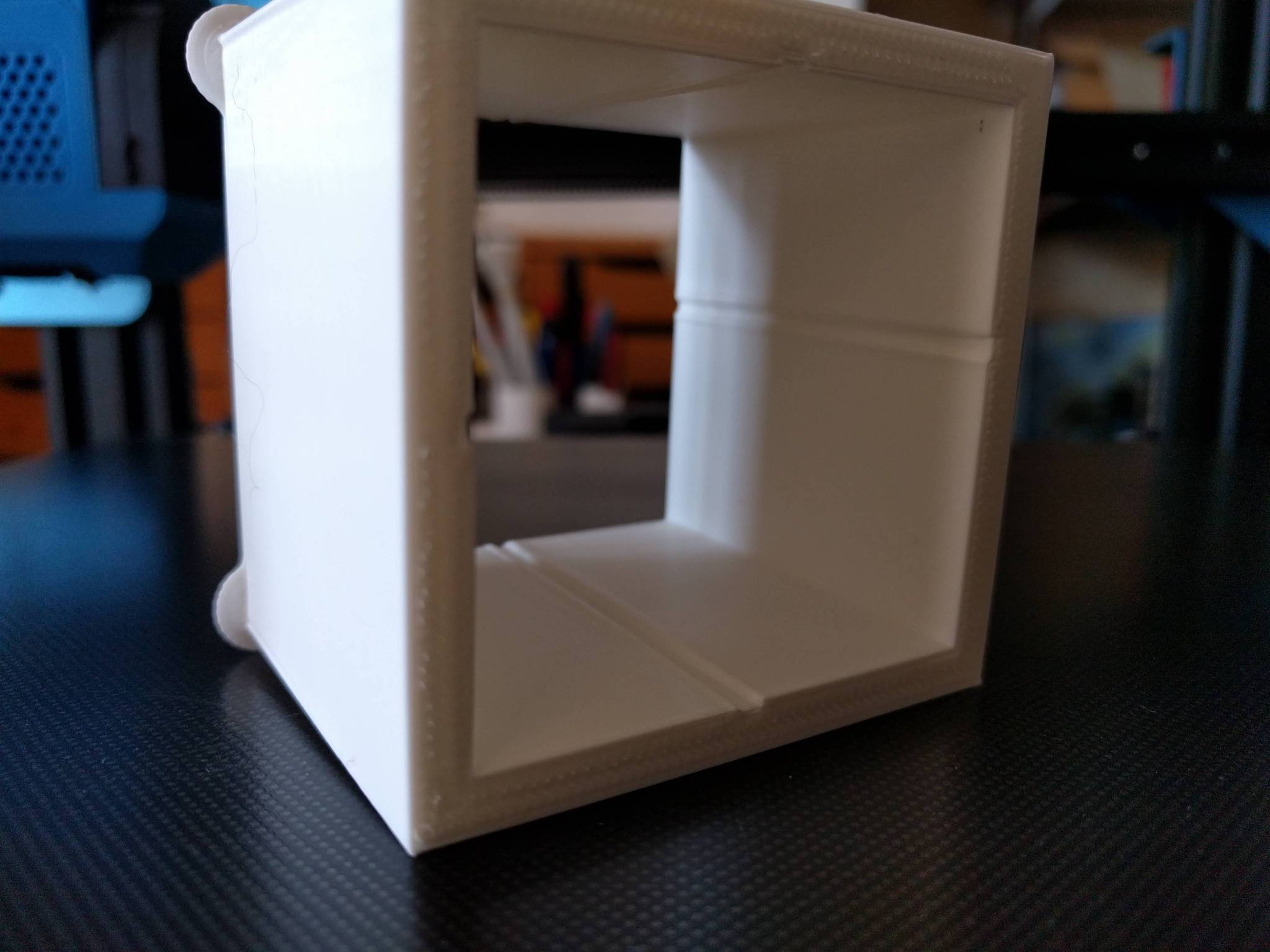
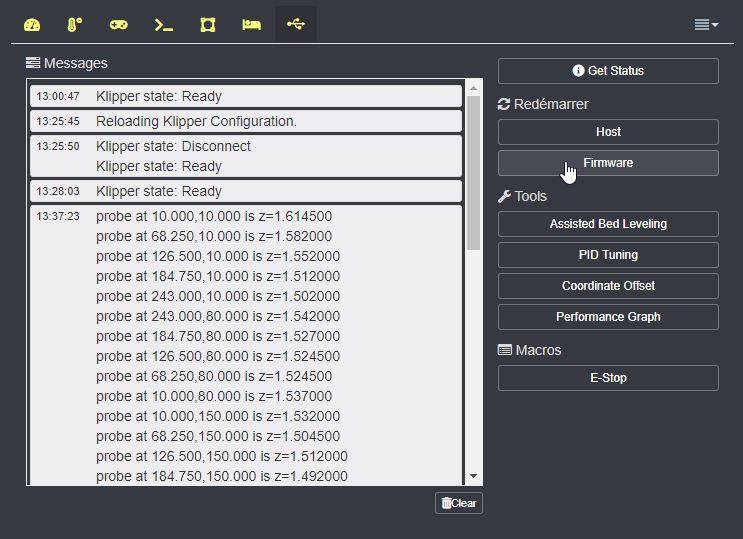
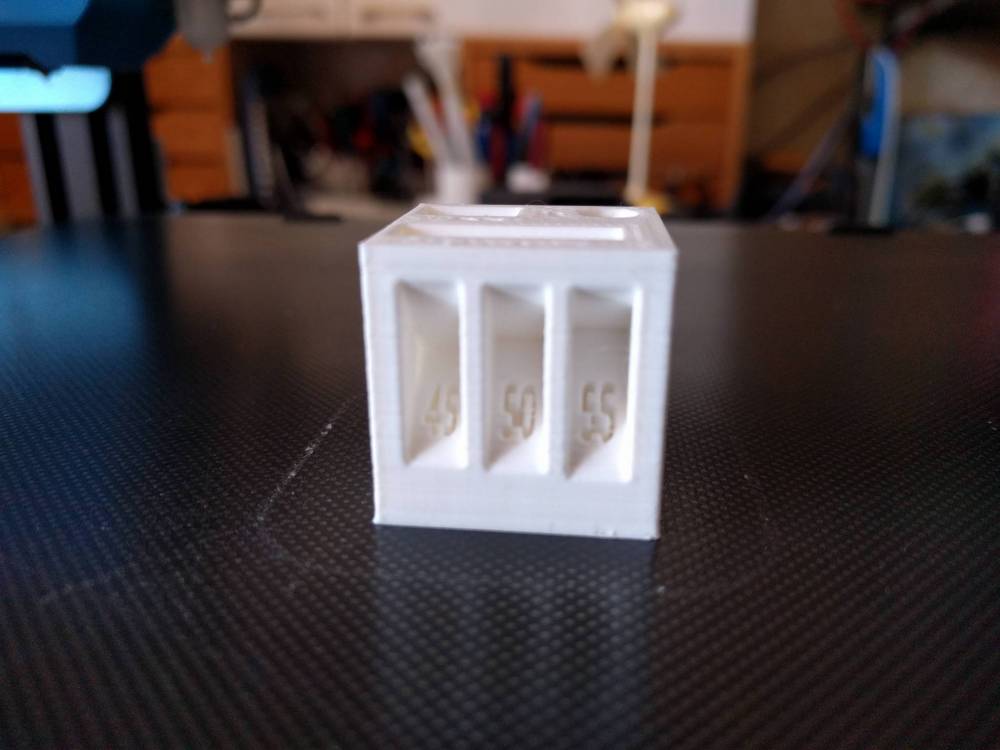
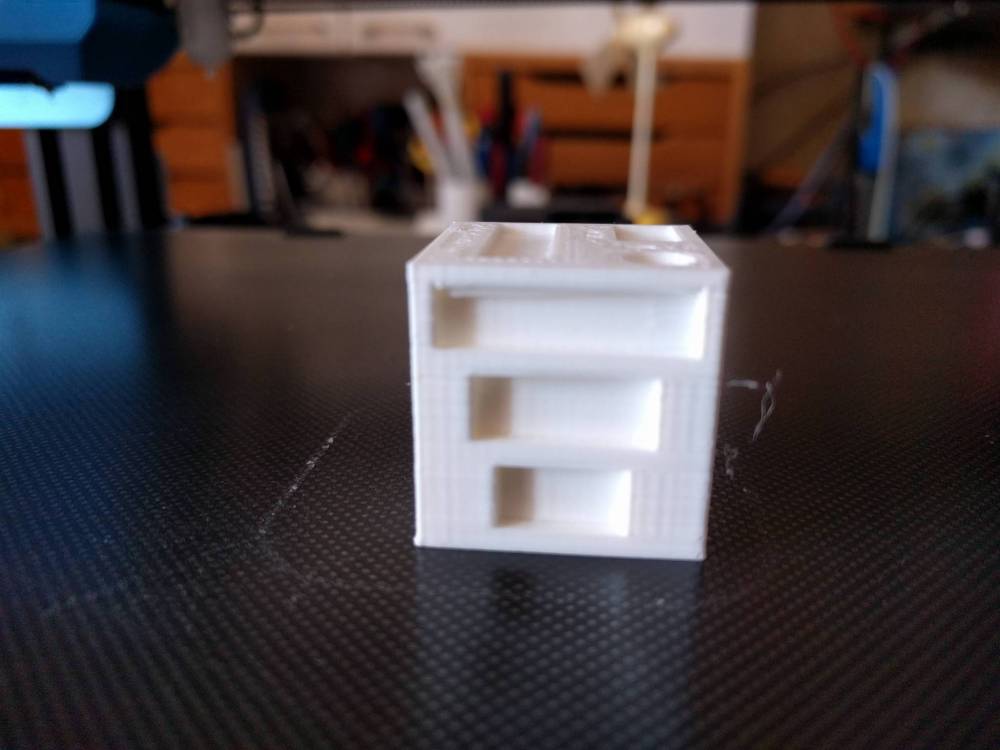
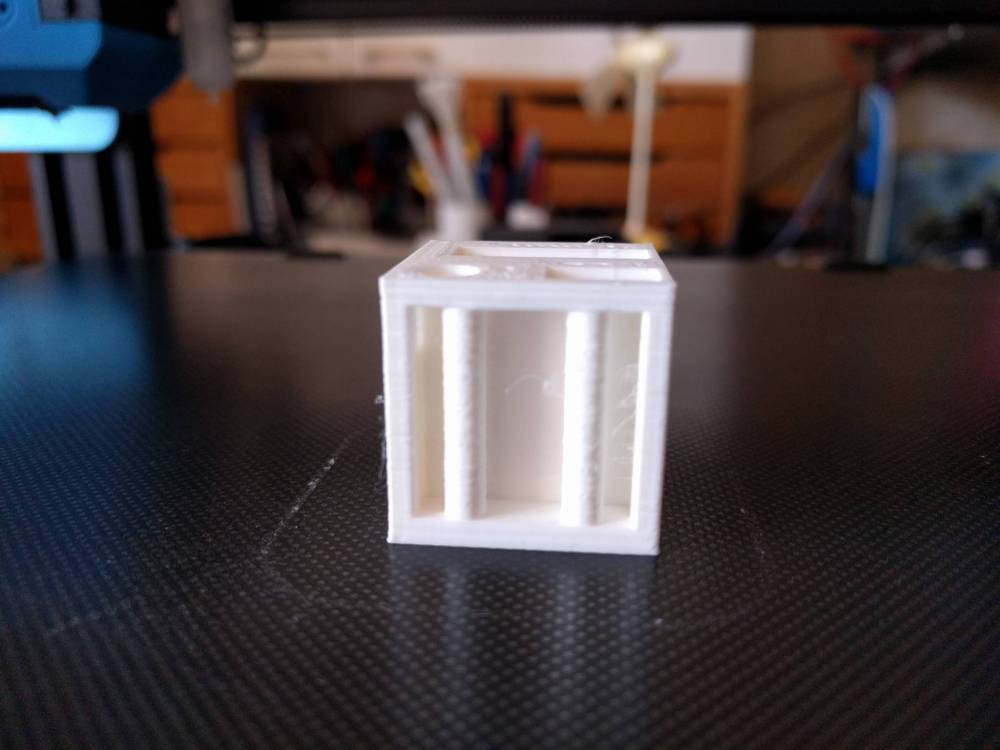
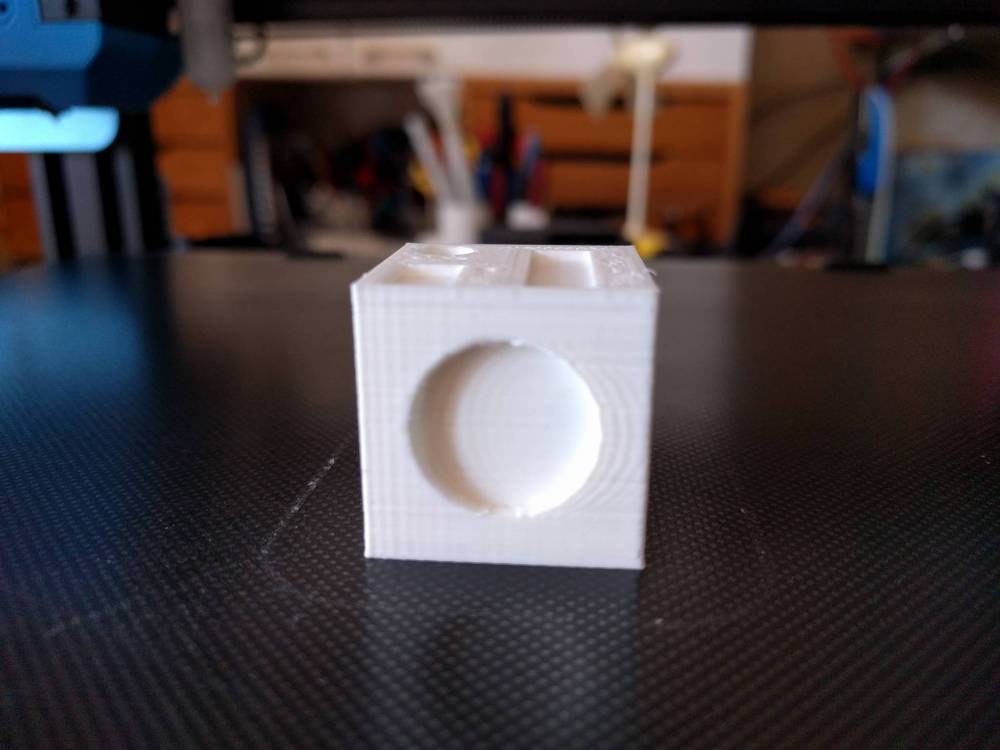
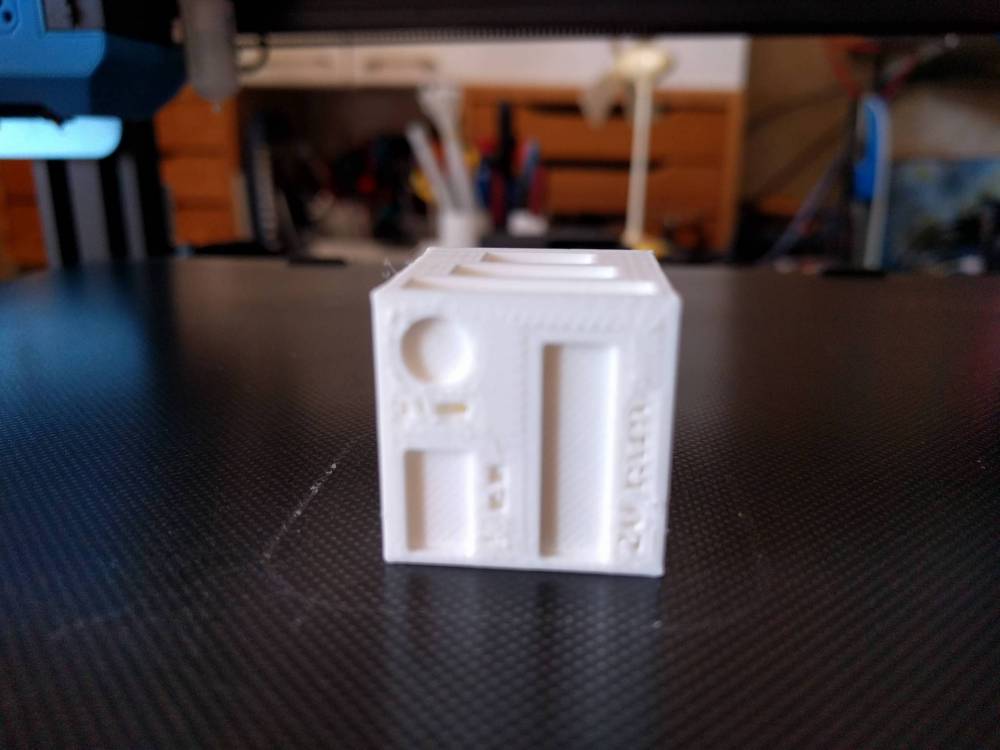
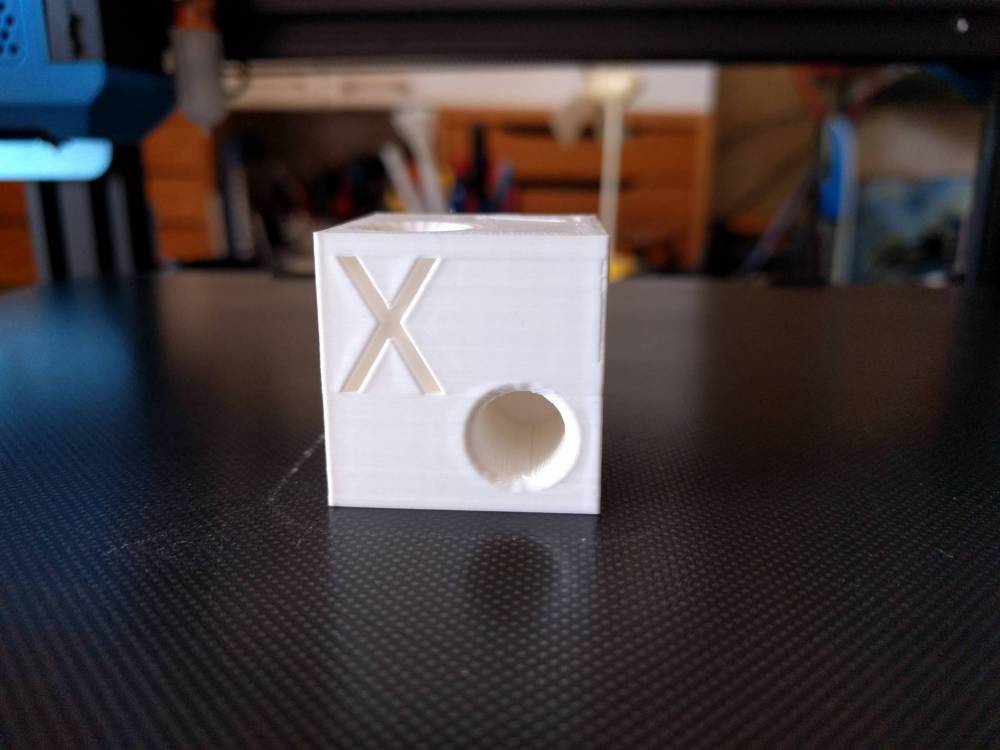
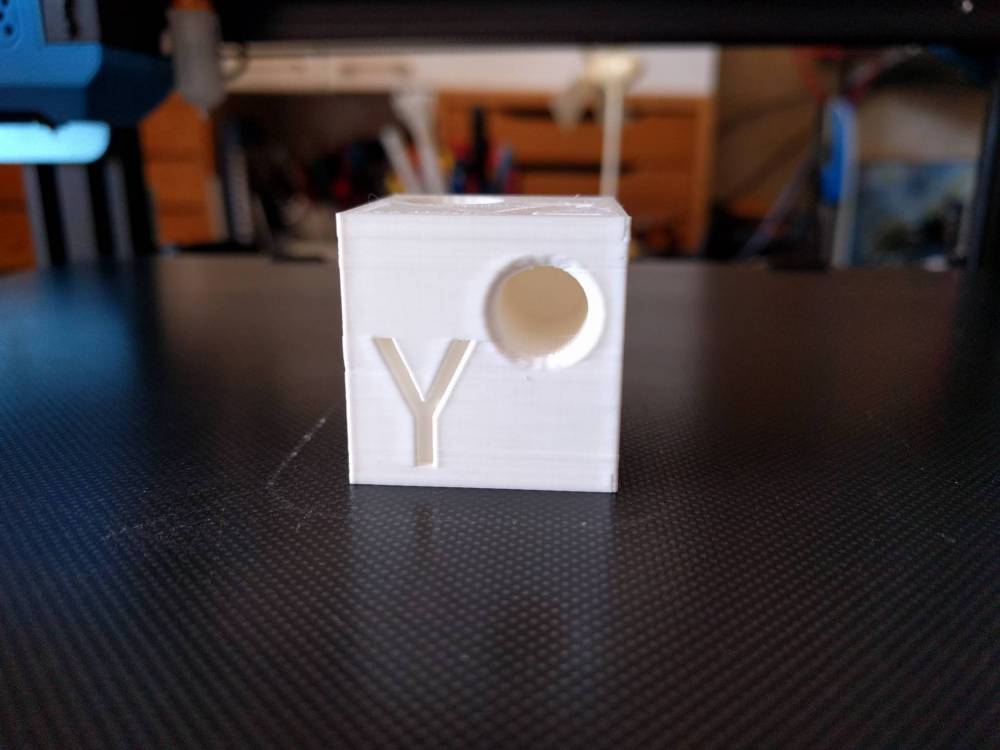
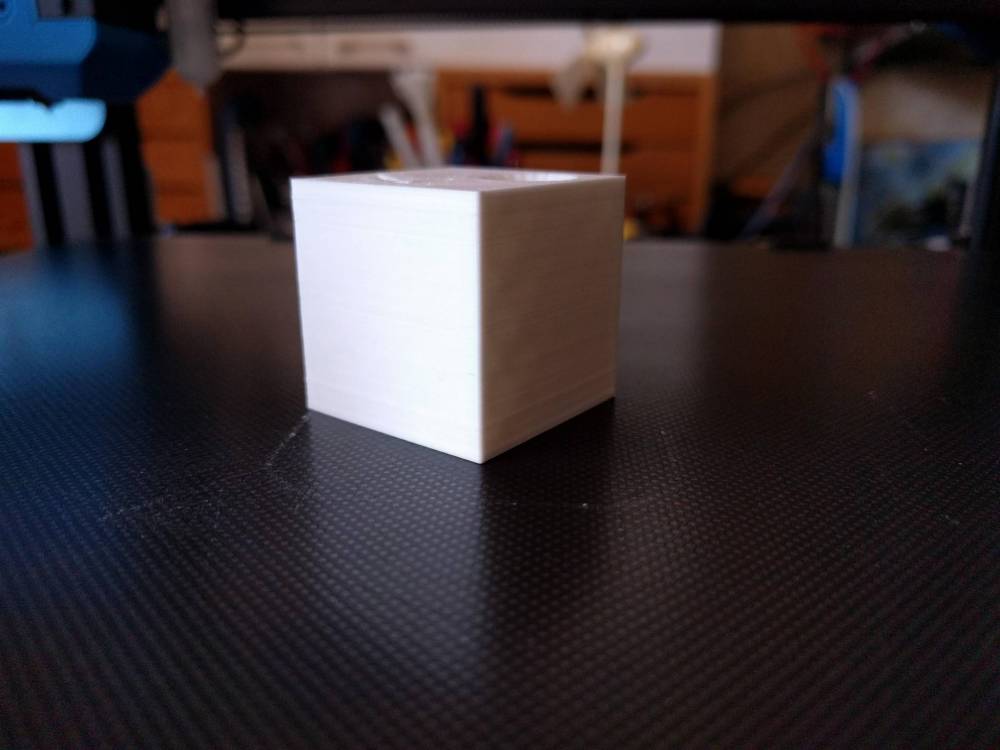
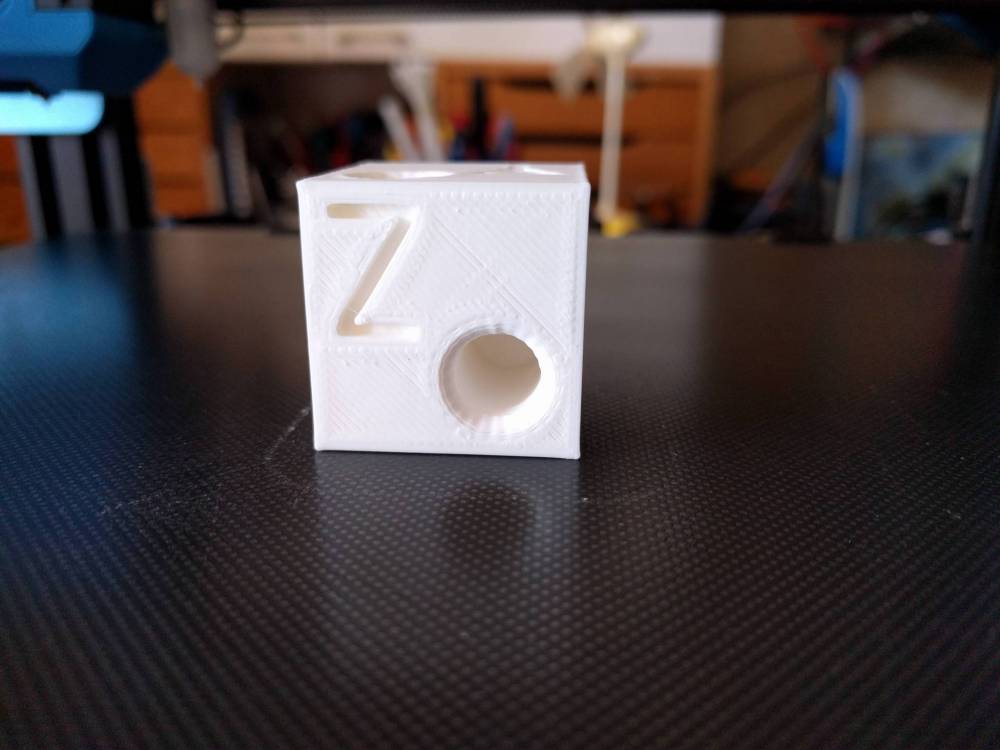
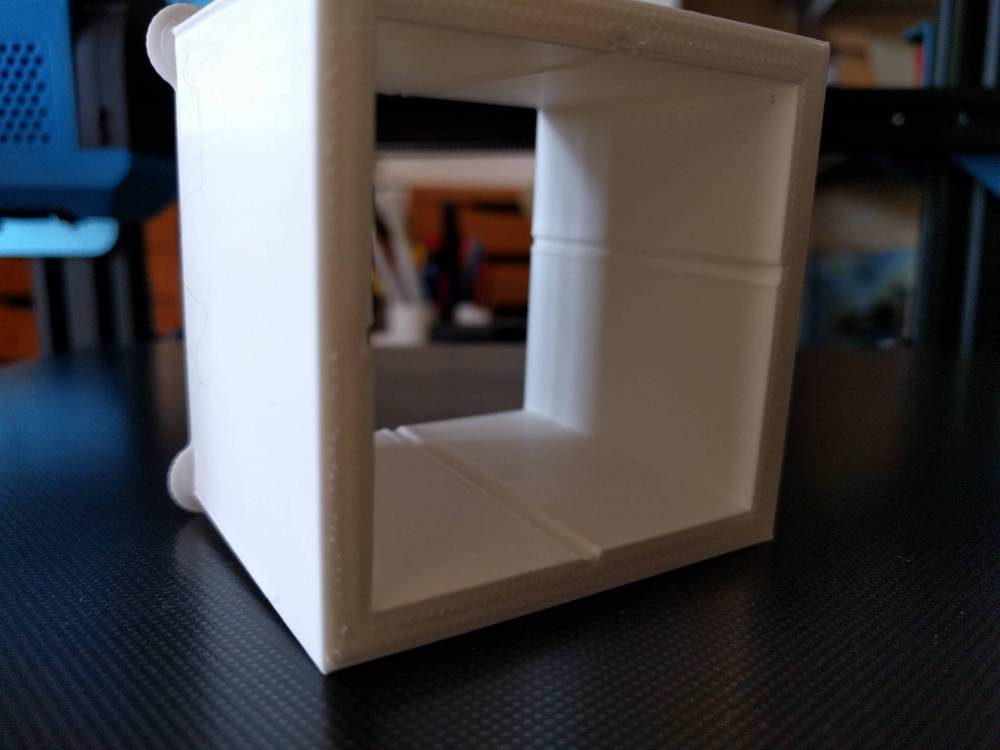
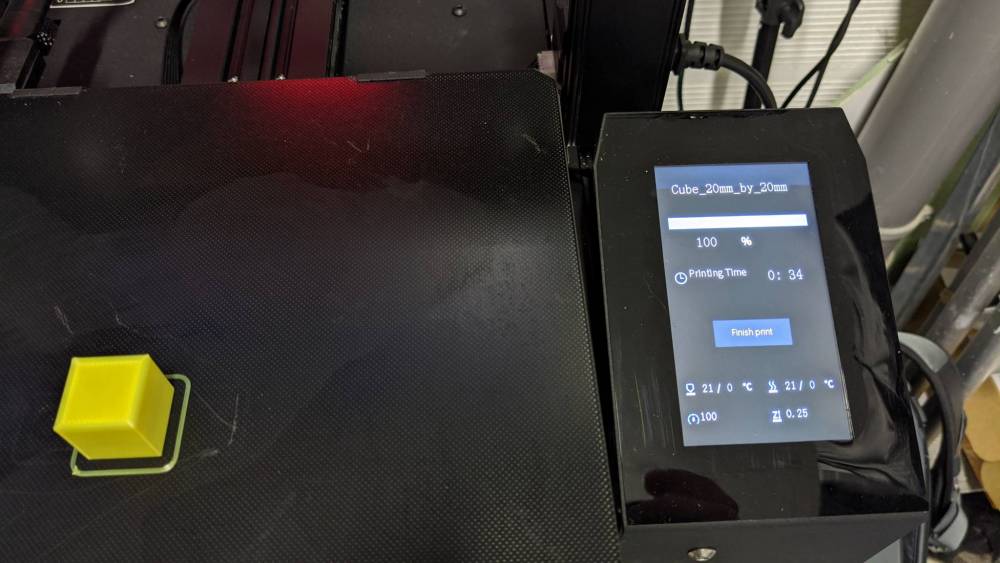
Ayant rencontré quelques difficultés d’impression avec des pièces cylindriques sur ma CR10V2 récemment mise à jour avec un bon et beau Marlin 2.0.5.3 dont j’avais fait part dans ce post : La remarque de @Tircown quant au firmware Klipper m’a «provoqué». Aimant les défis, particulièrement quand ils sont liés à l’informatique, l’électronique et la bidouille en général, j’ai sauté le pas. Je vais donc relater mon expérience, en renvoyant vers les liens qui m’ont été utiles et en fournissant évidemment les fichiers de configuration de ma CR10-V2 (pour les pressés, aller directement à la fin du post pour y trouver ceux-ci). Étape préliminaire Étant de la vieille école, je préfère de loin une bonne documentation format écrit fusse-t’elle en anglais plutôt que des vidéos pour me plonger dans un sujet nouveau. Le créateur du firmware Klipper, justement, a bien fait les choses, de nombreuses heures de lecture sont à prévoir (en ligne ou après récupération de l’archive compressée) : https://github.com/KevinOConnor/klipper Un utilisateur du forum, @Nibb31 a réalisé un excellent tutoriel (en français évidemment) qui explique tout : Tout ce que vous avez toujours voulu savoir sur Klipper sans jamais oser le demander Un autre site dont je me suis fortement servi : https://klipper.info/ Après lecture assidue des documents des liens précédents, je peux alors me lancer, d’autant plus que j’ai tout le matériel nécessaire (imprimantes, raspberry pi, cerveau et couteau). Première étape, installation de Klipper Octoprint étant déjà installé et fonctionnel, je m’y connecte via SSH (utilisateur : pi, mdp : cestmonsecret ou raspberry si vous ne l’avez pas modifié (c’est pas bien de ne pas le faire)). On récupère Klipper : git clone https://github.com/KevinOConnor/klipper ./klipper/scripts/install-octopi.sh Ces deux lignes, télécharge Klipper (git), installe les dépendances indispensables, prépare Klipper pour qu’il démarre automatiquement à l’allumage de la framboise et démarre celui-ci sous forme d’un service (le script «install-octopi.sh»est un fichier texte contenant les lignes de commandes). On construit puis flashe le microcontrôleur : cd ~/klipper/ make menuconfig Choix du microcontrôleur de la carte : Atmega2560 pour la CR10-V2, puis on lance la «compilation» : make On vérifie sur quel port la carte est connectée en USB : ls /dev/serial/by-id/* Le résultat affiche un lien symbolique /dev/serial/by-id/usb-1a86_USB-Serial-if00-port0 vers le périphérique physique (chez moi /dev/ttyUSB0). pi@octopi:~ $ ls -l /dev/serial/by-id/usb-1a86_USB_Serial-if00-port0 lrwxrwxrwx 1 root root 13 May 18 12:56 /dev/serial/by-id/usb-1a86_USB_Serial-if00-port0 -> ../../ttyUSB0 Il ne reste plus qu’à flasher le firmware : sudo service klipper stop make flash FLASH_DEVICE=/dev/serial/by-id/usb-1a86_USB-Serial-if00-port0 sudo service klipper start Pour que ce flashage réussisse il faut que Octoprint ne soit pas connecté à l’imprimante (bouton «Déconnecter»). Seconde étape, configurer Octoprint Configurer Octoprint pour qu’il utilise Klipper : ajouter un port série nommé /tmp/printer dans les préférences, Connexion série, onglet Général, «ports série supplémentaires» puis sauvegarder. Revenir dans les préférences, dans l’onglet «comportement» modifier à la section «Que faire en cas d’erreur de firmware» en cochant «Annuler toutes impressions en cours mais rester connecté à l’imprimante», enregistrer. Reste à tester la connexion après avoir sélectionné le bon port série ( /tmp/printer) puis en cliquant sur le bouton «Connecter». En utilisant le terminal avec la commande «status», une erreur est retournée puisque la configuration de l’imprimante n’est pas faite. Pour me faciliter encore plus la vie, j’ajoute un plugin à Octoprint : Octoklipper Troisième étape, configurer Klipper Il reste à préparer un fichier de configuration correspondant à ma CR10V2. Dans les fichiers du répertoire «config» de Klipper, celle-ci n’est pas présente. Il y en a pour la CR10 et la CR10S (printer-creality-cr10-2017.cfg et printer-creality-cr10s-2017.cfg) Dans les sources du Marlin2, les attributions des pattes d’un microcontrôleur sont regroupées dans le dossier src/pins/«controleur»/pins_«carte».h. La carte de la CR10-V2, version2.5.2 (Atmega2560), est déclarée comme une RAMPS modifiée par Creality : #define MOTHERBOARD BOARD_RAMPS_CREALITY les numéros des pins à déclarer seront donc dans pins_RAMPS_CREALITY.h (et en inclusion pins_RAMPS.h). Le fichier prévu pour une CR10S correspond aux attributions, il y aura donc moins de travail de tâtonnement et ça c’est cool. Il y a bien quelques différences mais elles sont minimes. Ayant un Bltouch d’installé, le pin utilisé est celui du Z_MAX alors que le endstop est sur le Z_MIN. Je complète ce fichier de configuration avec les options dont j’ai besoin, place ce fichier dans le home du Pi et relance Klipper soit via le terminal d’Octoprint («firmware_restart») ou via le plugin Octoklipper et le bouton «Firmware» ou «Host» Quatrième étape, vérifier la configuration La documentation relate les étapes à suivre pas-à-pas : vérifier l’affichage des températures vérifier l’«arrêt d’urgence» (M112) vérifier la mise en chauffe du lit et de la tête vérifier le fonctionnement des moteurs vérifier les fins de course vérifier les pilotes des moteurs vérifier le moteur de l’extrudeur calibrer les réglages de PID (tête / lit) Dans l’ensemble peu de modifications à effectuer pour que l’ensemble fonctionne (au cas où, j’avais le doigt prêt à appuyer sur l’interrupteur de l’alimentation). Toutes les attributions de «pins» format «arduino» (déclaration pin_map dans la section [mcu] du fichier de configuration) sont correctes. Possédant un détecteur de fin de filament, j’ai juste eu à inverser sa logique de fonctionnement : au départ : switch_pin: ar2 devient : switch_pin: !ar2 Ma CR10V2 a été modifiée par l’adjonction d’un système d’auto-nivellement (BLTouch de Antclabs ®). Creality a prévu d’origine la possibilité de cet ajout, tout est pré câblé sur la carte mère, il suffit de connecter la prise femelle du câble du Bltouch (5 broches avec détrompeur) sur l’embase électronique située sous l’extrudeur. Cela évite d’ouvrir le boîtier d’alimentation pour déconnecter le contacteur de fin de course de l’axe Z branché sur le ZMIN. La pré connexion du BLTouch le branche sur le ZMAX donc la «pin» à déclarer est la n”19 en mode «pullup» : [bltouch] # CR10V2, connexion sur ZMAXPIN (19) sensor_pin: ^ar19 control_pin: ar11 pin_move_time: 0.4 x_offset: 47 y_offset: 0 # Increase Z_Offset to lower nozzle closer to bed. PLA 1.55 #z_offset: 1.55 speed: 60 Cinquième étape, améliorer la configuration L’imprimante étant à nouveau fonctionnelle, quelques impressions sont réalisées. Auparavant, il me faut modifier les gcodes de démarrage et de fin de mon trancheur (Cura dans un premier temps). En effet, Klipper n’utilise pas la totalité de ceux prévus pour un Marlin (ex : G29). Cette page donne tous les gcodes connus de Klipper. Il utilise de nouvelles directives (extended G-code) sous forme de mots clés équivalents aux gcodes (ex : STATUS, FIRMWARE_RESTART, BED_MESH_CALIBRATE, …). L’avantage de ce système est que l’on peut créer des macros relativement complexes afin de simuler leur équivalent en gcode Marlin. Par exemple pour mes gcodes de démarrage / fin, je vais utiliser les macros suivantes : [gcode_macro START_PRINT] variable_T_BED: 60 variable_T_EXTRUDER: 200 gcode: M117 Home sweet home # Use absolute coordinates G90 # Reset the G-Code Z offset (adjust Z offset if needed) SET_GCODE_OFFSET Z=0.0 # Home the printer G28 # Use the bed mesh #G29 BED_MESH_PROFILE LOAD=cr10v2 # Move the nozzle near the bed G1 X15 Y20 Z5 F6000 M117 Chauffe Marcel # Start bed heating and continue M140 S{T_BED} {% if printer.heater_bed.temperature < params.T_BED|float*0.85 %} M190 S{params.T_BED|float*0.85} # wait till 0.85 of bed temp is reached, then continue {% endif %} M140 S{T_BED} M104 S170 # Prechauffe buse M190 S{T_BED} M109 S{T_EXTRUDER} # Prime line PURGE M117 C’est parti, mon Kiki... [gcode_macro END_PRINT] gcode: M117 C’est fini # move z up G91 G1 E-2 Z+10 F3000 # absolute xy G90 G1 X5 Y295 F2000 #disable hotend and heated bed M104 S0 M140 S0 # disable steppers M84 BED_MESH_CLEAR # prime the nozzle [gcode_macro PURGE] gcode: M117 Ligne de purge G92 E0 ;Reset Extruder # move z axis G1 Z2.0 F3000 ;Move Z Axis up # move to prime position G1 X2 Y30 Z0.28 F5000.0 ;Move to start position G1 X2 Y200.0 Z0.28 F1500.0 E15 ;Draw the first line G1 X3 Y200.0 Z0.28 F5000.0 ;Move to side a little G1 X3 Y50 Z0.28 F1500.0 E30 ;Draw the second line G92 E0 ;Reset Extruder G1 Z2.0 F3000 ;Move Z Axis up # G29 => (1) home all (2) get bed mesh (3) move nozzle to corner so it doesnt ooze on the bed while heating up. [gcode_macro G29] gcode: G28 BED_MESH_CALIBRATE G0 X0 Y0 Z10 F6000 BED_MESH_PROFILE save=cr10v2 Dans Cura, mes gcodes de démarrage / fin deviennent ) : ; gcode macro Klipper (démarrage) START_PRINT T_BED={material_bed_temperature_layer_0} T_EXTRUDER={material_print_temperature_layer_0} ; gcode macro Klipper (fin) END_PRINT Avant de me lancer dans les impressions, je réalise la calibration de l’extrudeur (100 mm demandés = 100 mm fourni), méthode «matérielle only» donc PTFE déconnecté en sortie d’extrudeur. Résultats, un poil trop (trois tests de 100 mm, au lieu de 300mm, j’ai 303, donc règle de trois pour affiner mes pas qui passent de 0,00714285 (1/140 pas) à 0.00719666 (1/138.95 pas) [mon extrudeur a été remplacé par celui des CR10S Pro, BMG sans réduction]. Un premier cube de calibration (25x25x25mm) est tranché puis envoyé à Octoprint afin d’être imprimé. Les résultats dimensionnels sont très corrects (25 x 25 x 25,02 (XxYxZ). Au dessus j’ai bien 10 , 20 et 6 mm, les ponts sont bons, pas de «stringing» sur la face colonnes, un beau cercle, des «overhang» quasi parfaits. Le seul défaut est un léger «pied d’éléphant». Impression faite avec du PLA 3D870 Blanc (le stock de filament commence à s’épuiser), température de 215°, vitesse d’impression de test à 100 mm/s sauf pour les parois, interne à 75 mm/s, externe à 50 mm/s. J’en profite en continuant mes tests, j’ajoute la gestion de la rétraction dans le firmware Klipper (je reprends les valeurs utilisées par Cura) : [firmware_retraction] retract_length: 5.2 retract_speed: 25 unretract_extra_length: 0 unretract_speed: 20 et en ajoutant l’option dans Cura : Un autre cube de calibration (30x30x30) avec des cylindres internes de profondeur 20 mm sert à tester cette «nouvelle rétraction». L’examen du gcode obtenu permet de voir les nouveaux gcodes de rétraction (G10/ G11). ;Generated with Cura_SteamEngine 4.6.1 M82 ;absolute extrusion mode ; gcode macro Klipper START_PRINT T_BED=60 T_EXTRUDER=215 G92 E0 G92 E0 G10 ;LAYER_COUNT:150 ;LAYER:0 M106 S255 G0 F6000 X165.065 Y129.811 Z0.2 ;TYPE:SKIRT G11 G1 F1200 X165.708 Y129.86 E0.02145 … Sixième étape, Pressure Advance Qu’est que c'est que ça que c'est ? D’après la documentation, «Pressure advance does two useful things - it reduces ooze during non-extrude moves and it reduces blobbing during cornering. (traduction approximative : L'avance à la pression a deux effets utiles : elle réduit le suintement lors des mouvements sans extrusion et elle réduit les coups dans les virages (mon interprétation : les coins sont plus francs, moins arrondis )). C’est plus ou moins l’équivalent du «Linear advance» pour Marlin. Malheureusement, cette option, je ne peux pas l’activer dans Marlin avec ma carte Creality «silencieuse» équipée de pilotes TMC2208 déclarés en mode standalone. Si je l’active, mon extrudeur va plus ou moins rapidement arrêter de fonctionner. Depuis quelques mois (mi mars 2020), le développeur de Klipper a fourni une correction qui permet d’utiliser ce firmware avec cette option pour des TMC2208 en standalone. En suivant scrupuleusement la documentation, la tour carrée est tranchée, les directives d’impression sont données, l’impression est lancée. Une fois finie et examinée, mes valeurs de PA sont ajoutées dans la section [extruder] du fichier de configuration. Conclusion (provisoire) Klipper est un excellent firmware qui mérite d’être essayé. Une fois le flashage sur la carte mère réalisé, sa facilité de paramétrage, de tests est sans commune mesure avec Marlin : on effectue les modifications dans le fichier de configuration, après un RESTART ou un FIRMWARE_RESTART, la nouvelle configuration est prise en compte, plus besoin de modifier son (se) fichier(s) «.h» puis de recompiler et installer en flashant. La possibilité des «macros» est juste énorme, de nombreuses choses deviennent possibles. Klipper peut gérer (je n’ai pas testé) plusieurs cartes (en gros principe de maître / esclave), l’absence d’une fonctionnalité sur la carte principale n’oblige pas forcément à en changer. On ajoute une autre carte (une RAMPS par exemple) et on peut utiliser ses fonctionnalités en plus de la carte «principale». Merci @Tircown de m’avoir obligé à sortir de ma zone de confort et un grand merci @Nibb31 pour avoir créer son excellent tutoriel. A suivre… PS : pour ceux qui voudraient tenter l’aventure, comme promis en début du sujet, mes fichiers de configurations actuellement utilisés et fonctionnels sur ma CR10V2 avec sa carte d’origine V2.5.2. Fichiers à placer dans le home de Pi, là où se trouve Octoprint (/home/pi): Ma configuration est désormais accessible sur mon dépôt Github : https://github.com/fran6p/cfg_klipper

 1 point
1 point -
Bonjour, Voici la notice en français que j'aurais aimé trouver dans le colis afin de monter mon Ender 3 Pro facilement, sans avoir besoin de consulter des vidéos pas toujours explicites, longues à regarder (obligé d'appuyer sur pause pour exécuter une partie de montage, reprendre ...) . Toutes critiques constructives sont bonnes à prendre et j'essayerai d'y répondre. Bon montage à vous Montage pour Ender 3.pdf1 point
-
Quel filament(s) penses-tu pouvoir utiliser et être capable(s) de résister aux efforts demandés à des t° aussi basses ?1 point
-
Salut Je crois que ce que voulait dire PleinAir37, c'est le coté "utilisation pratique" de la résine qu'il faudrait améliorer, par exemple s'affranchir des masques, gants, nettoyage à l'alcool cher, etc .... parce que là, c'est pénible ..... et c'est surement un frein à l'expansion de la résine par rapport au FDM/PLA par exemple. A+1 point
-
Pour le PA ça se met dans la section de l'extrudeur: https://github.com/KevinOConnor/klipper/blob/master/config/example.cfg#L135 Perso je n'ai jamais pris le temps de le régler, il est même désactivé et ça imprime nickel à mes yeux. Après bon, je ne fais pas du 120mm/sec1 point
-
En fait tu peux lui dire d'éditer un autre fichier mais c'est pas très bien fait car il faut reparamétrer pour changer de fichier. De toute façon je crois que tôt-ou-tard tout le monde fini par utiliser un vrai éditeur de texte.1 point
-
Tu as parfaitement raison. Adepte du principe KISS (cool ), j'aurai dû détailler mon fichier (qui à ce jour est encore plus modulaire). Plutôt que d'avoir un «gros» fichier de configuration printer.cfg, j'ai une floppée de fichiers .cfg qui sont inclus dans le principal qui doit se nommer printer.cfg. Mes macros sont donc dans un fichier seul et sont ajoutées au fichier principal via une ligne : include /chemin-du-fichier-a-inclure/macros.cfg printer.cfg: macros.cfg (mes fichiers à inclure sont sur mon RaspberryPi dans mon répertoire personnel (/home/pi) dans un dossier nommé «cfg_klipper/generic/» pour les fichiers de configurations génériques Pendant que je réponds, je vois que @Tircown a répondu Tu peux copier le contenu de macros.cfg et l'ajouter dans le fichier printer.cfg pour n'avoir qu'un seul fichier (qui sera éditable avec OctoKlipper qui ne peut éditer que le fichier nommé printer.cfg ).1 point
-
Bonjour, Nouveau sur le forum et en attente de la réception de mon imprimante. Je pense que cette notice m'aidera beaucoup ! Merci pour votre travail1 point
-
pour l'axe y j’attends l'arriver de nouvelle pièces pour refaire le plateau


 1 point
1 point -
commande passé en enfin reçu . j'ai installer les barres X & Z
 1 point
1 point -
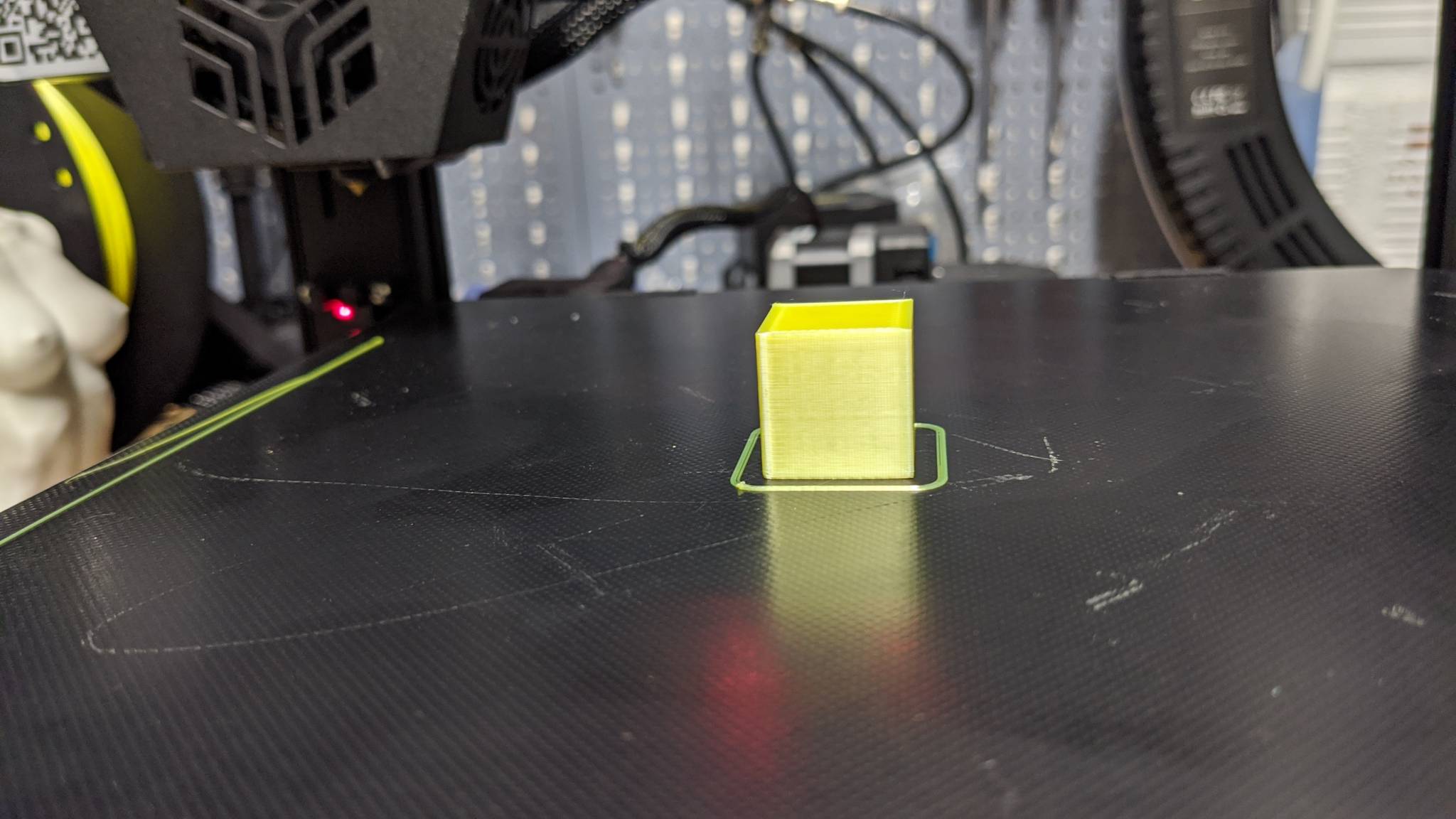
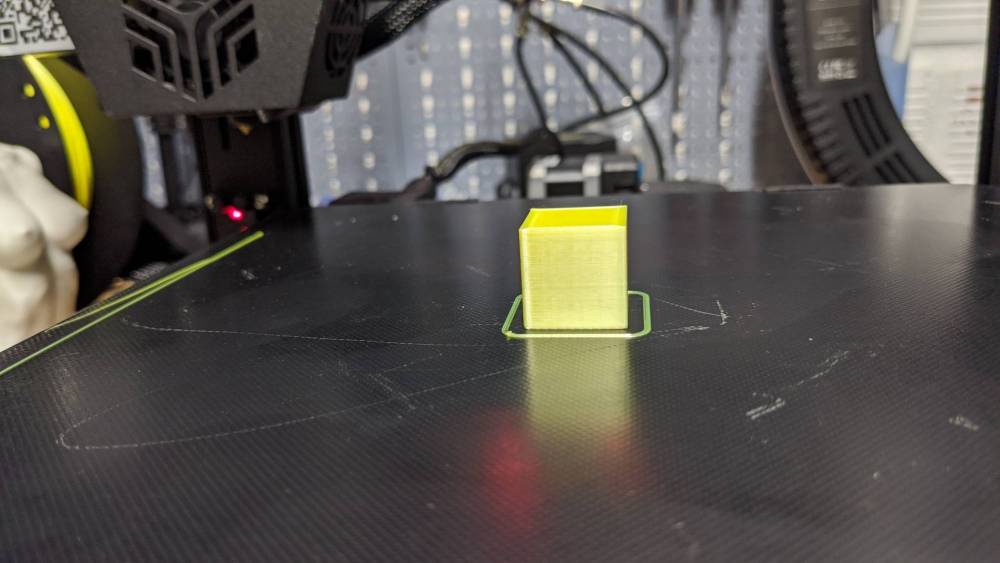
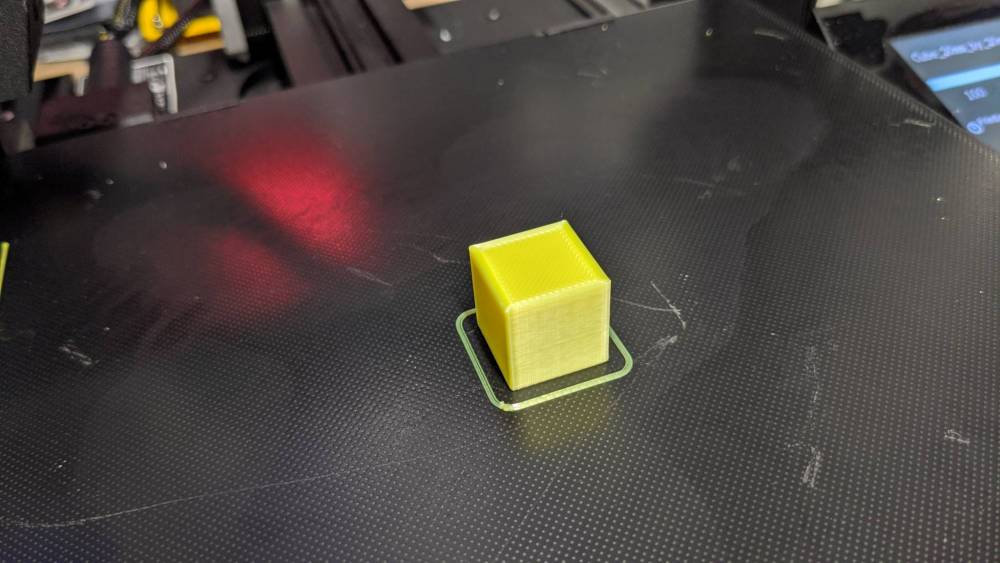
Hum, tout beau tout lisse, juste slicé avec Creality Slicer (à base de Cura) Pour Simplify3D j'ai pris le profil Ender avec les scripts de démarrage et fin de la doc CR-6 pourtant. J'ai relancé un print (S3D) sachant que j'ai retouché aux excentriques entre temps.
 1 point
1 point -
Encore heureux qu'elle ne vienne pas à pieds par la Chine OK,
 1 point
1 point -
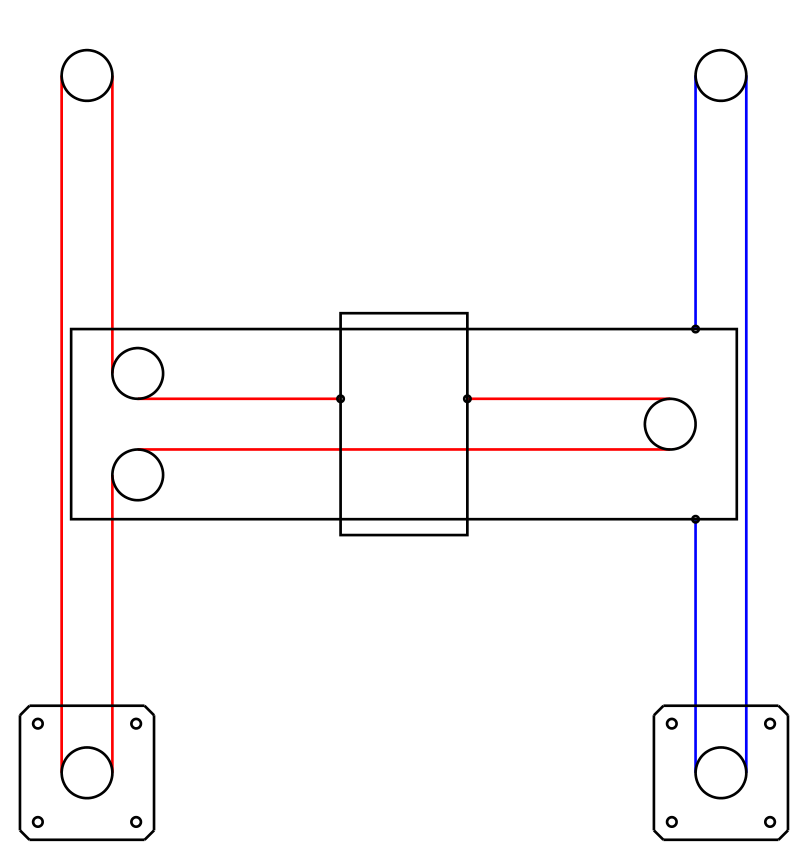
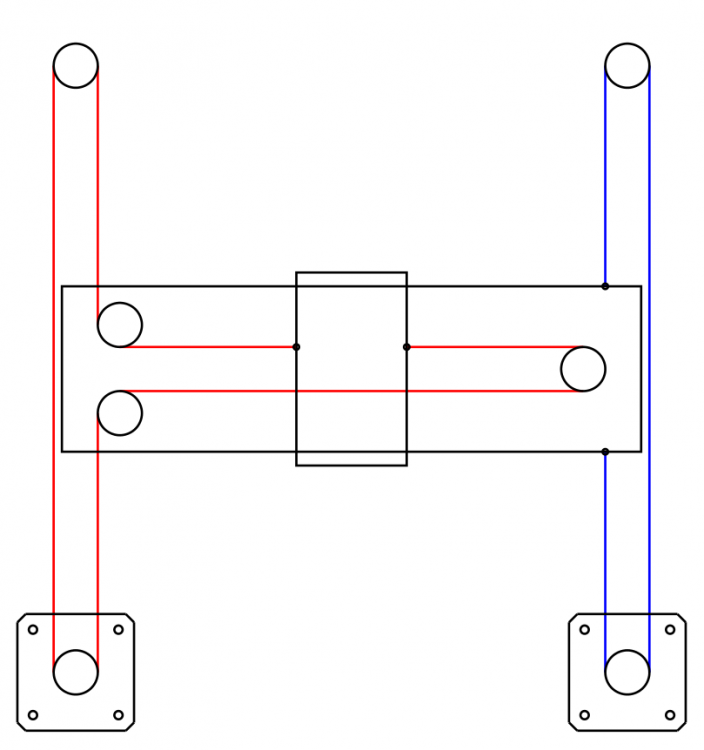
Quand la tête doit se déplacer uniquement vers le haut ou le bas (sur cette image), les 2 moteurs tournent dans le sens inverse (et du même nombre de pas) (Ref image https://reprap.org/forum/read.php?152,504042)
 1 point
1 point -
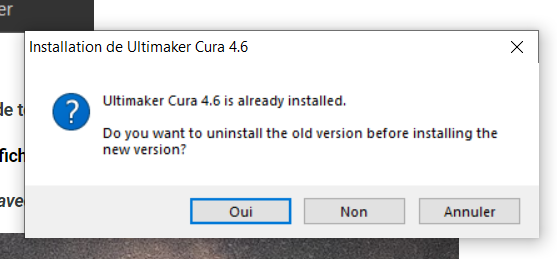
j'ai ce message qd j'installe cura 4.6 , il n'est pas le meme que le votre
 1 point
1 point -
Wouahhhh , merci je vais essayer cela1 point
-
pas mieux que RubiX perso quand je modifie un firmware je commente la ligne a modifier (// en début de ligne ) pour garder une trace de ce qui est d'origine je fais un copier / coller de la ligne a modifier ,je fais les modifs dans la ligne et j'ajoute a la fin de la ligne // modif arnaud (comme cela avec un ctrl + f je retrouve tout ce que j'ai modifié) exemple pour Y_MAX : #define X_MAX_POS (X_BED_SIZE + 10) //define Y_MAX_POS (Y_BED_SIZE + 5) #define Y_MAX_POS (Y_BED_SIZE + 10) // modif arnaud #define Z_MAX_POS 2501 point
-
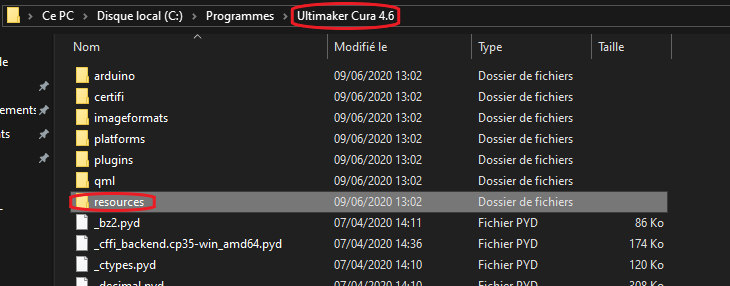
Bonjour, c'est Jo ! Ravis de vous rencontrer ! J'ai une bonne nouvelle pour vous, j'ai réussi à mettre les profils Tenlog dans le Cura 4.6.1 ! Je vous détaille tout ça ici ! Tout ceci est réalisé sur Windows 10. Pensez à avoir préalablement ouvert cura 4.4 pour ajouter votre imprimante Tenlog (même si je ne sais pas si c'est obligatoire ) Explication : - Tout d'abord rendez-vous dans : C:\Program Files\Ultimaker Cura 4.4 , pour y récupérer le fichiers : resources de la version 4.4 - Ensuite ouvrez : C:\Program Files\Ultimaker Cura 4.6 dans une nouvelle fenêtre d'explorateur (question de simplicité) - Remplacez le ficher : resources de cura 4.6 par celui de la version 4.4 - Une fois cela fait rendez vous sur le site Ultimaker pour réinstaller Cura 4.6 : https://ultimaker.com/fr/software/ultimaker-cura . Nous attaquons une partie qui demande toute votre attention ! Ici veillez à ne pas supprimer tous les fichiers ! Vous suivrez la fin de ces explications avec les images. - Une fois l’installation terminé , lancé Cura 4.6 ! Si vous avez des questions je reste à votre disposition.




 1 point
1 point -
Quelques infos supplémentaires, elles m'arrivent lentement et au compte-gouttes : - Mars C is essentially printed the same way as Mars - Made of plastic instead of metal. It's lighter and more aesthetically pleasing - And it's cheaper than Mars - It's a simplified version of Mars. Le "C" de Mars C, c'est pour Color.1 point
-
Je dirais aussi driver moteur. Il me semble que c'est des TMC2100.1 point
-
Un INIT EEPROM consiste à faire un M502 suivi d'un M500(si tu le fais sur Pronterface), ça permet de charger toutes les données du firmware dans l'eeprom ça doit être fait après chaque flash, ça va résoudre l'erreur "EEPROM Version Mismatch" si tu change de version de Marlin et ça va aussi charger des modifications du firmware qui ne sont prise en compte que de cette manière (comme le sens de rotation des moteurs) C'est totalement réversible bien entendu, il te suffit de flasher le firmware de ton choix (l'original) et d'initialiser l'eeprom pour revenir à la version original de ta machine1 point
-
Une fois que tu auras déterminé la position de tes endstops, tu pourra modifier ta zone d'impression en fonction de ces distances sans risque de faire sauter tes courroies je te donne un exemple mais tu va vite comprendre Ton bed actuel fait: 7.5mm+220mm+7.5mm pour un total de 235 (en X et en Y) Disons que pour X_MIN_POS tu trouves -5, et pour Y_MIN_POS tu trouves -3, cela veut dire que tu peux exploiter 5mm des 7.5mm sur la gauche du bed, et 3mm(sur les 7.5) sur le fond du bed et pas plus pour ces cotés car tu serai bloqué par les endstop et a droite, tu as 10mm ou ta buse peux aller sur X(X_MAX_POS), et 5mm sur Y(Y_MAX_POS) avant que la courroie ne saute si la tête essaye d'aller plus loin Taille original avec position des endstops // The size of the print bed #define X_BED_SIZE 220 #define Y_BED_SIZE 220 // Travel limits (mm) after homing, corresponding to endstop positions. #define X_MIN_POS -5 #define Y_MIN_POS -3 #define Z_MIN_POS 0 #define X_MAX_POS (X_BED_SIZE + 10) #define Y_MAX_POS (Y_BED_SIZE + 5) #define Z_MAX_POS 250 Taille du bed en utilisant (toute !!) la marge des endstops, la zone imprimable passe à 225x223, et les XY_MIN_POS reviennent à 0 // The size of the print bed #define X_BED_SIZE 225 #define Y_BED_SIZE 223 // Travel limits (mm) after homing, corresponding to endstop positions. #define X_MIN_POS 0 #define Y_MIN_POS 0 #define Z_MIN_POS 0 #define X_MAX_POS (X_BED_SIZE + 10) #define Y_MAX_POS (Y_BED_SIZE + 5) #define Z_MAX_POS 250 Avec cette modif, la composition de Ton X est passé de "7.5+220+7.5" à "2.5+225+7.5" (tjrs 235 au total) et ton Y de 7.5+220+7.5 à 4.5+223+7.5 Ensuite il ne te reste qu'a exploiter la marge a droite du bed que tu peux, La buse peut aller 10 plus loin en X(X_MAX_POS), et 5 plus loin en Y(Y_MAX_POS), on va donc utiliser cette place sachant que le bed réel n'as que 7.5mm de marge après ta zone d'impression de 225x223 // The size of the print bed #define X_BED_SIZE 232 #define Y_BED_SIZE 228 // Travel limits (mm) after homing, corresponding to endstop positions. #define X_MIN_POS 0 #define Y_MIN_POS 0 #define Z_MIN_POS 0 #define X_MAX_POS (X_BED_SIZE + 3) #define Y_MAX_POS Y_BED_SIZE #define Z_MAX_POS 250 Maintenant ton bed en X se compose comme suit contre le endstop ta buse est a 2.5mm du bord gauche du plateau, ta zone imprimable fait 232mm, et il te reste 0.5mm à droite (235mm total) et pour Y, ta buse est a 4.5mm du bord du plateau au fond, puis suivi d'une zone d'impression de 228mm, le bed fini 2.5mm plus loin mais ta buse ne peut pas les atteindre sans faire sauter la courroie (dans cet exemple) Je te conseillerai quand même de garder 1mm entre ton endstop et ta zone imprimable (X_MIN_POS -1 et X_BED_SIZE 231) par sécurité, et de penser aux éventuel pince qui tienne ton bed si tu en as Voila, en esperant être clair !1 point
-
J'ai flashé le firmware et BOOM! Problème réglé! Je vous doit une fière chandelle!1 point
-
Bienvenue chez les imprimeurs fous déconfinés ! @hotriders Pense à ajouter le model de ton imprimante dans ton profil, ça nous permettra de mieux t'aider et plus rapidement Et sortez couvert1 point
-
C'est le cas sur ce modèle, le heatbreak est en deux parties: la partie haute en M6 est solidaire du dissipateur et se visse sur l'extrudeur le heatbreak du bas est classique en M6 vissé sur le dissipateur d'un coté et dans le bloc de l'autre... Bon retour aux affaires1 point
-
Si si ça dépote le wifi maintenant: Wifi 5 (802.11ac) jusqu'à 5300 Mbps - Wifi 6 (802.11ax) jusqu'à 10530 Mbps. Évidement pas (encore) disponible dans les box de l'opérateur mais des routeurs de qualité au prix d'un rein.1 point
-
Aucune idée. Le magnet MK10 est installé sur la CR10V2 avec sa tête d'origine (pseudo E3D ). Sur la CR10, ce sont des pneufits «métalliques» (plus efficaces que les «classiques) : https://fr.aliexpress.com/item/4001021932385.html Mais je ne pense pas que la collerette à visser dans le radiateur puisse tenir avec la base prévue pour le Petsfang (d'autant plus qu'il faut mettre les rondelles entre le tripode X et le radiateur sinon le radiateur ne serait plus parallèle à l'axe Z).1 point
-
@francois_uly le monsieur te dis que si dans le firmware c'est 220 x 220 tu peux mettre la dimension que tu veux dans simplify3d ça ne changera rien ; le firmware ignorera les déplacements supérieur a 220 x 220 point final .As tu seulement essayer d'augmenter la taille de ton plateau dans Simplify3D et d'imprimer une pièce plus grande ? En tout cas moi j'ai bien compris que tu ne sais pas de quoi tu parle : les dimensions du plateau que tu rentres dans simplify3d ne servent qu'a simplify3d et en aucun cas a l'imprimante Et si, y'a besoin de bricoler le firmware (comme tu dis) si Ambo73 veux gagner quelques millimètres pour exploiter toute la surface disponible Petit HS (qui me vaudra peut être un bannissement mais je le dit quand même) Perso et ça n'engage que moi ,je n'aime pas du tout le ton suffisant que tu emplois pour répondre a Ambo73 : "Je ne comprends pas ce que tu fabriques." sous entendu "T'es c.n ou quoi ?" (en tout cas c'est comme ça que je le perçois) surtout quand les 2 réponses que tu donnes sont complètement fausses Fin de HS @Ambo73 les paramètres Xmin, Ymin, Xmax et Ymax dans la fenêtre des "paramètres de la machine" (il y a aussi la hauteur du portique) : ces cotes sont relative a l'encombrement de la tête d'impression pour éviter les collisions quand tu imprimes plusieurs pièces sur le plateau l'une après l' autre et non en même temps en temps normal tu imprime 2 pièces en même temps (pièce A et pièce B) l'imprimante fait monter les deux pièces couche par couche , mais il est possible d'imprimer la pièce A entièrement et en suite la pièce B entièrement, c'est dans ce cas que les paramètres Xmin, Ymin, Xmax et Ymax et hauteur du portique sont utile pour éviter de détruire la première pièce imprimée1 point
-
il me semble que maintenant il faut internet pour activer windows 10 et un compte microsoft. au tout début de windows 10 on pouvais l'installer sans creer de compte microsoft et sans internet mais je ne sais pas si cest toujours possible (et ou ils ont caché le truc) Edit : essaie de voir avec un amis ou un pro pour résoudre ton soucis Windows ce sera surement plus efficace que le support Microsoft1 point
-
Bonjour, Nouveau sur le forum et en attente de la réception de mon imprimante. Merci pour votre travail1 point