Classement




Contenu populaire
Contenu avec la plus haute réputation dans 21/02/2024 Dans tous les contenus
-
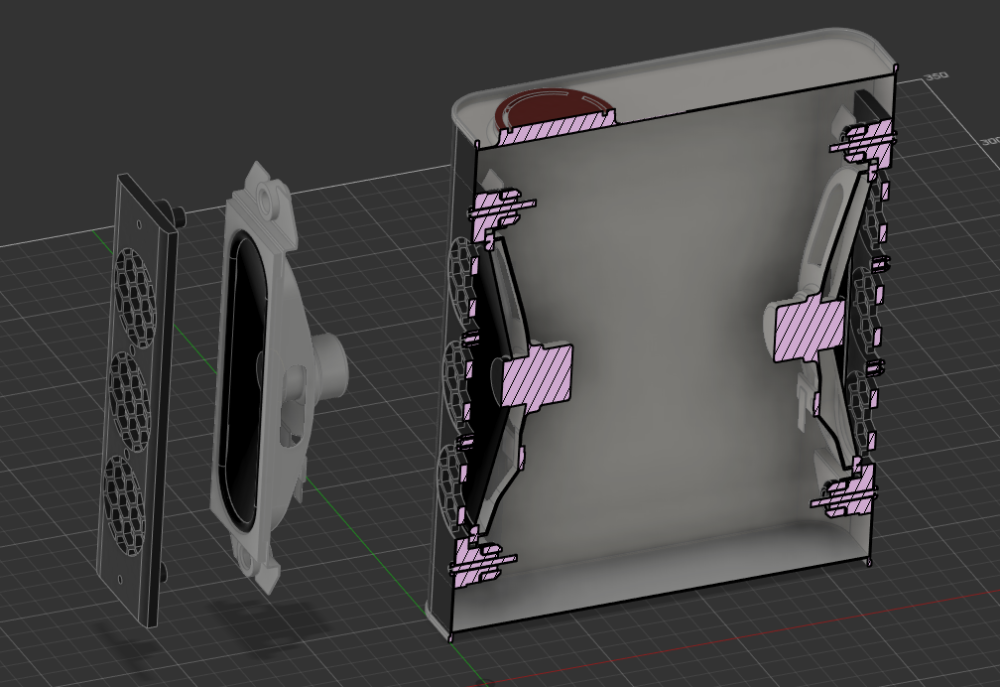
Comme je n'ai pas d'autoradio dans la voiture, je vais en faire un nomade dans le même principe que le jerricane mais avec un bidon d'huile. Début de la modélisation des pièces supports pour fixer les différents éléments à l'intérieur, j'ai pas tout donc je suis bloqué pour l'instant. De l'extérieur cela devrait donner ça Modélisation du support des HP (récup d'une TV hs) Le tout sera alimenté par une batterie externe qui viendra entre les HP, il y aura une ouverture au cul du bidon pour pouvoir tout rentrer et la fermeture servira de support à la batterie mais il me faut avoir le modèle pour avoir les dimensions....

 4 points
4 points -
C'est ça, oui. Mon plateau a quelques marques. Bon, voilà. Je confirme la réussite du projet qui demande minutie et quelques ajustements (quelques copies). Le procédé résumé va comme suit: Dans Cura Assurez vous de positionner la pièce de manière à laisser assez de place à la tête pour faire son zéro initial Enregistrer la première partie (le bas) en prenant soin de vous mettre des repères. Dans mon cas, le repère est un changement de filament à hauteur Z Enregistrer le fichier bas.gCode Modifier les paramètres de qualité, de vitesse, tout ce que vous voulez en marquant de nouveau la pièce de la même façon au même endroit qu'en 1.1 ET marquer les prochains changements Attention, puisque vous avez changé la qualité, les valeurs Z des changements doivent elles aussi changer, placez donc vos repères aux mêmes endroits (visuellement) qu'en 1.1. et changez les valeurs Z conséquemment. Enregistrer le fichier milieu.gCode Modifier les paramètre de qualité, de vitesse, tout ce que vous voulez en marquant de nouveau la pièce de la même façon Attention, puisque vous avez changé la qualité, les valeurs Z des changements doivent elles aussi changer, placez donc vos repères aux mêmes endroits (visuellement) qu'en 1.2. et changez les valeurs Z conséquemment. Enregistrer le fichier haut.gCode Avec un traitement de texte sans code éditez vos fichiers ex.: Pluma de Linux, ou NotePad de Windows Il est bon d'ouvrir tous les fichiers en même temps pour sauver du temps Il est encore mieux de copier les fichiers d'origine (1.1.1, 1.2.2, 1.3.2) afin de pouvoir revenir en arrière en cas d'erreur Coupez la tête du fichier milieu.gCode après la série de lignes en commentaire et jusqu'au premier marqueur (changement de filament). Portez une attention particulière à la valeur Z qui est définie tout juste avant ou tout juste après le marqueur Notez cette valeur quelque part ... pour ma part, je me suis créé un fichier de notes où je décris mes points de repères, leurs hauteurs et les changements que je dois faire (ex.: changer le filament) ou autres notes utiles Dans le fichier bas.gCode, retrouvez votre marqueur Si la bas est de moindre qualité que le milieu, vous devriez retrouver la hauteur Z (notée en 2.3.3) avant le repère Au contraire, si la base est de meilleure qualité que le milieu, vous devriez retrouver la hauteur Z (notée en 2.3.3.) après le repère Coupez de fichier de façon à inclure toute la couche de hauteur Z et à éliminer le reste jusqu'en bas, à l'exception des lignes supposément en commentaire, et qui seront lues par votre imprimante (voir les échanges antérieurs dans cette même discussion). Ouvrez le fichier haut.gCode et procédez comme en 2.3 et 2.4 Dans chacun de fichiers, il y aura des modidfications à apporter Dans le fichier bas.gcode et dans le fichier milieu.gcode: modifier le comportement de la fin Éliminer tout ce qui a trait à la présentation de la pièce Ajoutez une remontée relative de la tête pour vous assurez qu'elle ne touche pas le sommet de votre pièce exemple ;On rentre à la maison en vue d'un changement de filament M218 Y0 ;Remise en état - si nécessaire - du décalage Y imposé à la deuxième couche et aux suivantes M140 S0 ;On éteint le plateau M107 ;On éteint ici le ventilateur G91 ;Positionnement relatif G1 E-5 ;Retrait du filament G1 F7000 Z20 ;On monte sur Z bien assez pour tout dégager G1 F8000 X-5 Y-5 ;Dégagement de la pièce en X et Y M106 S0 ;On éteint les ventilateurs M104 S0 ;On éteint le tête chauffante M84 X Y E ;Disable all steppers but Z M82 ;absolute extrusion mode M104 S0 ;End of Gcode Dans les fichiers milieu.gcode et haut.gcode: modifier le comportement du début (voir ) Éliminer tout ce qui a trait au radeau, aux vérifications, aux traits d'échauffement, voici ce que j'ai mis dans mes début: J'ai réduit la température du plateau quelque - économie d'énergie exemple ;On chauffe la machine M140 S35 M105 M109 S200 M105 ;On se positionne G91 ;Positionnement relatif G1 F700 Z10.0 ;Assurons-nous que la tête ne touche pas la pièce M413 S1 ;Copie sur SD en cas de panne électrique G92 E-5 ;Retirer du filament afin de rien laisser traîner lors des déplacements G90 ;Positionnement absolu G1 F7000 X0 Y0 ;Nous ramenons X et Y à 0 G1 F7000 Z2 ;Nous ramenons finalement la tête à 2 G28 ;Déplacement au point d'origine --- ça assure la qualité des mesures ultérieures M109 S200 M105 G90 ;Positionnement absolu ---- ceci est important car c'est ce qui garantira un bon départ, bien positionné sur la fin de l'étape précédente G0 F3000 Z28.0 ;Assurons-nous que la tête ne touche pas la pièce M109 S200 M105 M106 S150 ;Le ventilateur à 150/255 La première ligne, après cet appéritif, doit être un positionnement précis sur le point final de votre fichier précédent - du moins en Z. Afin de me simplifier la vie, j'ai simplement copié-collé la ligne du dernier positionnement Z du fichier précédent. Vous faites bien ce que vous voulez, hein! Inutile de discuter ou disputer sur la pertinence d'allumer le ventilateur à 150, à 255, à 125 ... l'idée c'est ici de vous inviter à ajuster les paramètres afin de bien positionner votre tête d'impression. Bref, je suis bien contentn du résultat. Merci de m'avoir suivi, supporté et renseigné dans cette petite expérience.3 points
-
Bonjour @amundsen Sur ma plaque energetic PEI double face (la dorée), j'avais bien un revêtement plastique de protection côté PEI Lisse. Si ta plaque est toujours dorée (PEI) c'est bon. Un essai d'impression te le confirmera, Pas de PETG côté lisse.2 points
-
Je réponds suite à mes investigations pour des pauses intempestives. Encore Merci à PPAC pour ses pistes. Je pense avoir trouvé la cause: J'ai commencé à inspecter tout le câblage; un câble 4 fils qui va au moteur de l'extrudeur avait un problème au niveau d'une prise. ce câble est une rallonge car j'avais changé l'emplacement de l'extrudeur. Sur l'emboitement de cette rallonge une des 4 fiches mâles ressortait lors de l'introduction dans la partie femelle ce qui créait un mauvais contact. J'ai fais plusieurs impressions et depuis aucune pause intempestive. Il faut dire que ces connecteurs sont minuscules. Cordialement2 points
-
je crois que je vais me lançer ! si je flingue la bécanne ..... j'aurai une bonne raison pour investir dans la dernière bambu lab a1 !!!1 point
-
Ha merde mince c'est con bête, je pense que c'est ce système automatique qui doit déconner merder mal fonctionner1 point
-
non , perso je l'ai fait avec des rondelles de papier alu adhésifs et ça fonctionne bien ! idem que toi PPAC § coté droit !1 point
-
Oui calibrage automatique du Z-offset et auto leveling. Avec le firmware 1.1.0.12 avec le mode root activé, il y a moyen d'installer mainsail ou fluidd pour avoir la vue 3D du mesh de l'autoleveling. Mais j'ai dernièrement remarqué moi aussi sur ma machine un petit problème de l'autoleveling ( me donne une couche initiale ayant un coté (droit) trop écrasé sur le plateau ) Le truc c'est que comme c'est pas critique chez moi, je n'ai pas pris le temps de creuser.1 point
-
C'est pas violent mais c'est particulier à voir comme ça Faut que je regarde sur la mienne1 point
-
Bien vu voici un lien YouTube !1 point
-
Bonjour Pascal et merci pour ta réponse ! Je vais attendre la réponse du SAV avant de tordre quelque chose x) [HS] Oui elle fonctionne toujours, c'est celle que j'ai le plus utilisée au final, même si je pense que je vais à présent m'en séparer, faute de besoin, je me rends compte que j'ai rarement eu besoin d'imprimer deux modèles en même temps.. Je me garde donc la Bambu et la Elegoo Saturn comme ça j'aurais les deux mondes et ça me suffira pour mes loisirs ! [/HS]1 point
-
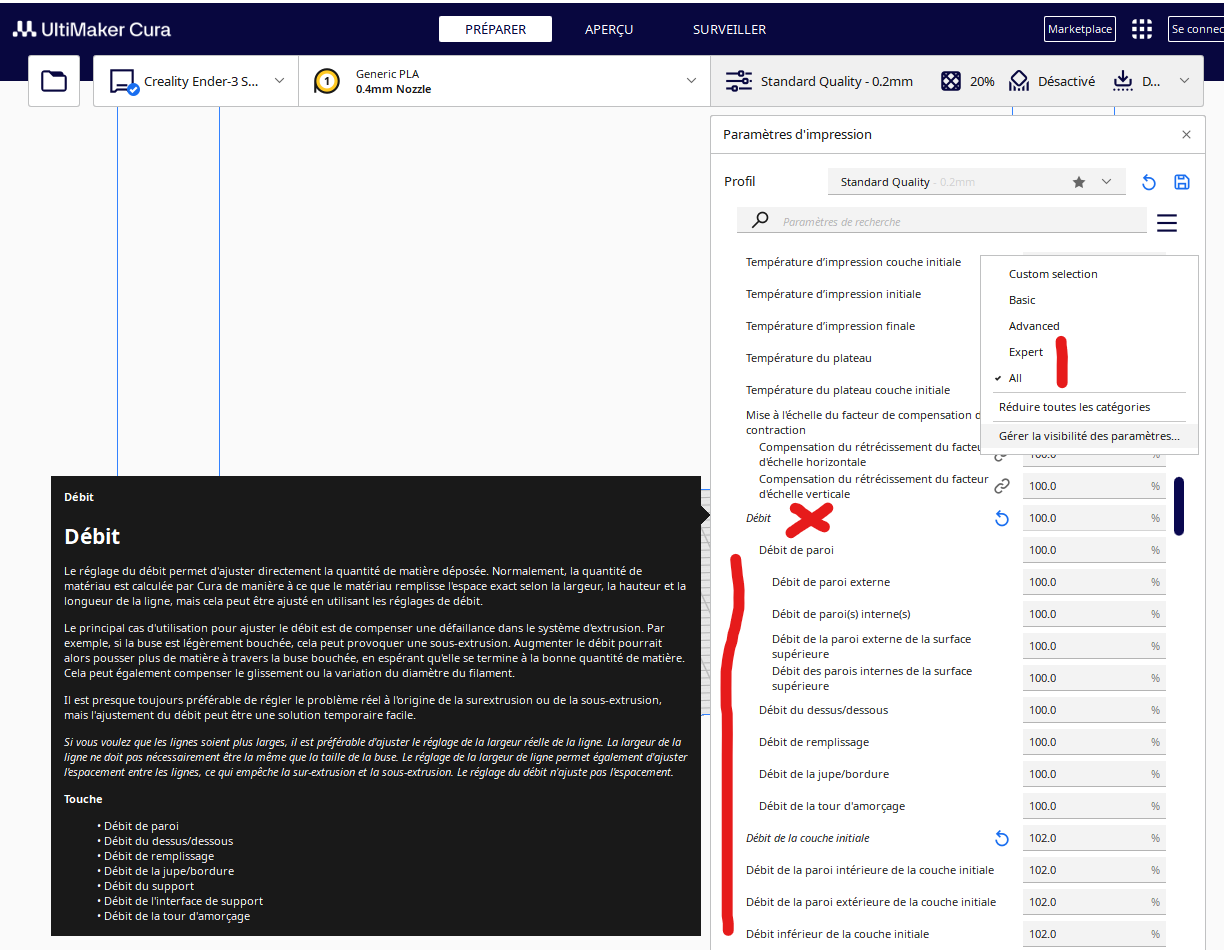
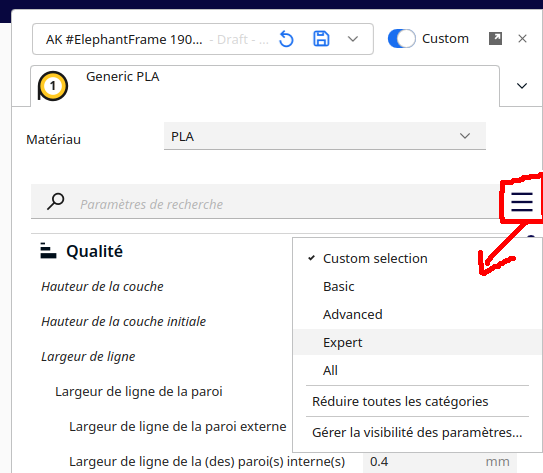
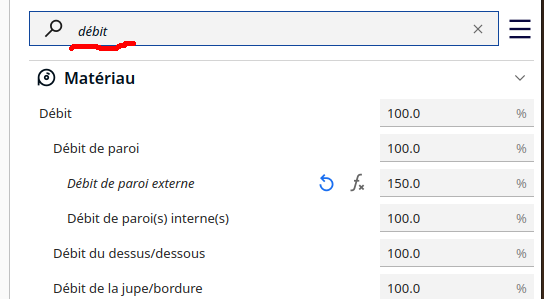
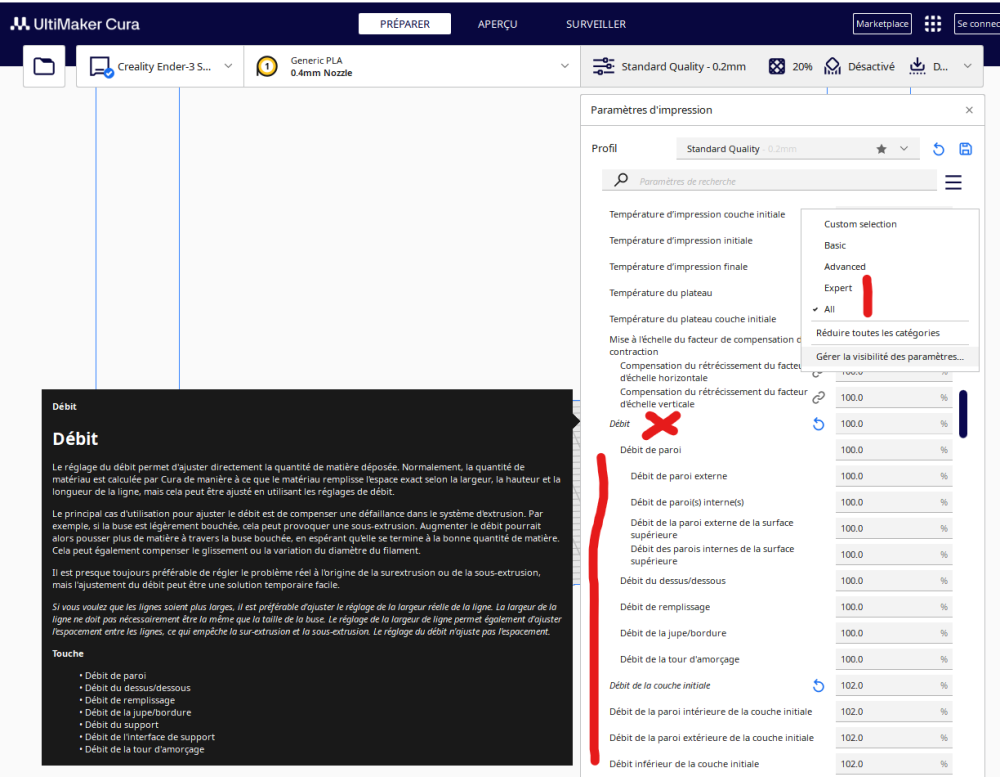
Dans Cura tu dois être en mode basic, passe en mode advanced, expert ou all et tu auras des menus plus complets. Clic gauche sur les trois barres en face de la loupe paramètres de recherche voir Snapshot ci-dessous.
 1 point
1 point -
Le problème c'est les devellopeurs qui ne respectent pas les normes. Je sais, les "normes" ce n'est pas trop à la mode en ce moment C'est ce qui est intéressant dans le retour d'expérience de Divers : il a chez lui une trentaine d'appareils connectés qui ont accepté le mot de passe sécurisé de Free sans soucis, mais pas ses graveuses laser. Ce sont les graveuses laser qui ont un problème, et pas les autres objets.1 point
-
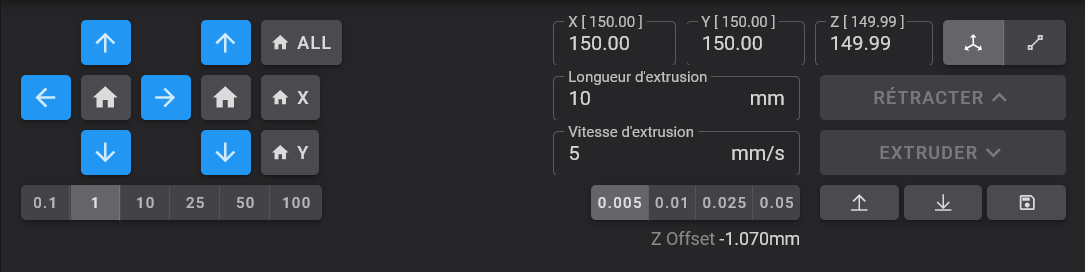
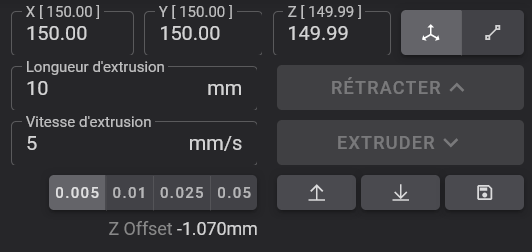
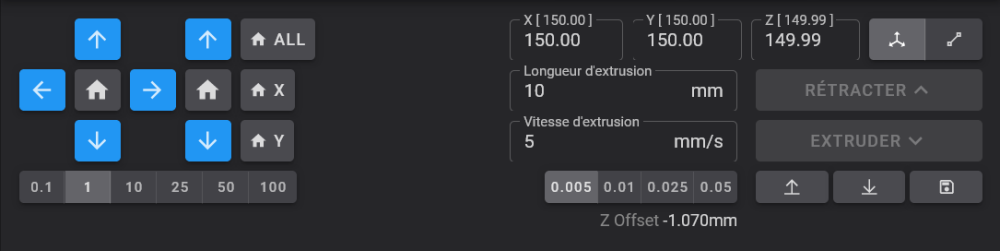
Bonjour, Dans fluidd il est possible de regler et enregistrer la config du Z-Ofset, voir la rubirique outil Possible de choisir la valeur increment lors du réglage Z-offest avec les flèhes Haut et bas, puis de sauvegarder la config. Cela fonctionne sans problème et la valeur du Z-Offset est bien sauvegardée. a+
 1 point
1 point -
C'est rare que je fasse des tours de température ... Généralement je vérifie ma première couche ou j'imprime de petites pièces pour tester. Mes quelques tests de tours ont surtout donné soit tout bon (ou presque), soit tout pourri (ou presque), donc comme toi, pas très concluant. Ce que je voulais dire au sujet de la pièce, c'est qu'il me faut généralement un minimum surface avec le plateau pour le TPU. Je ne peux pas trop faire des choses ou la première couche est constituée de trop petites choses séparées.1 point
-
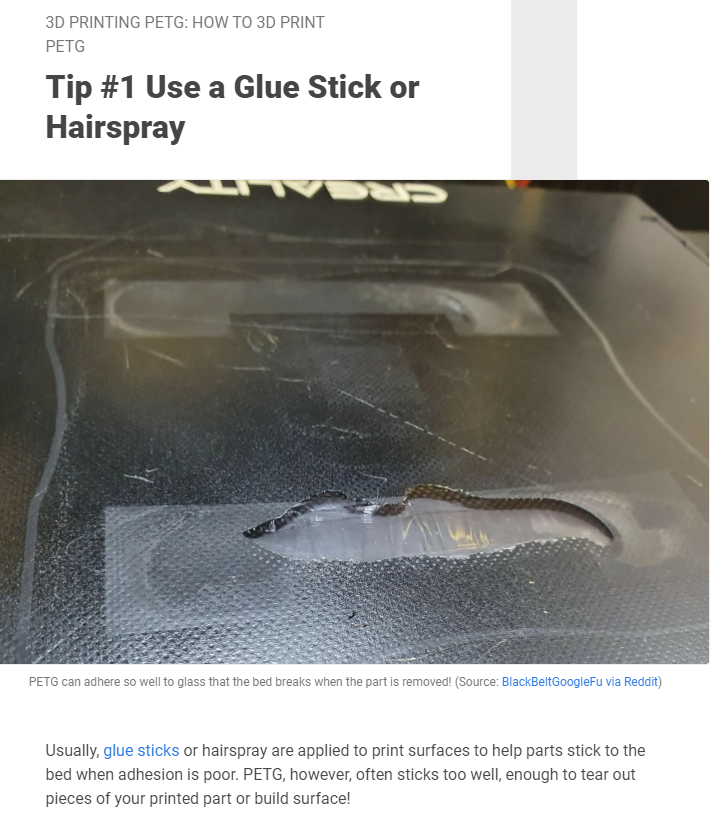
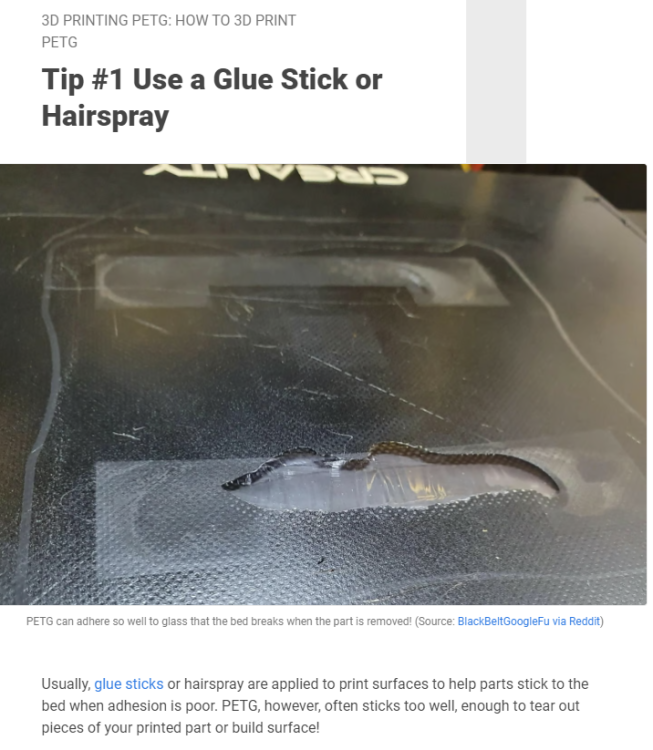
Le PETG adhère beaucoup et tu risques de retirer du PEI au moment du décollage de la pièce, c'est "moins" "pire" que sur du verre Sur le PEI texturé il n'y a pas de problème au refroidissement du lit cela part tout seul. pas besoin de spatule ni de sortir la plaque. https://help.prusa3d.com/fr/article/petg_2059
 1 point
1 point -
Hello Isidon, Merci beaucoup pour cet avis éclairé. J'adore Elegoo et la fiabilité de leur machine j'espère vraiment qu'il vont sortir une Saturn avec auto-levelling.1 point
-
La manière dont Qidi gère le réglage du Zoffset, à mon sens, est problématique. Ce ne doit être géré que par l'écran. Il ne faut surtout pas utiliser la manière «normale» de Klipper. En fait, Qidi gère ce réglage comme un ajustement du décalage (babystep), pas comme un «réel» Zoffset. En cas justement, d'affinage, la valeur ne peut pas être enregistrée immédiatement via un SAVE_CONFIG (cela redémarrerait Klipper). De plus, via l'écran, on a deux boutons / fonctions: Zoffset / Nivelage. Le premier permet de procéder au réglage du Zoffset via la jauge plastique (ou une autre), le second remet d'abord à 0 le Zoffset qu'il faut à nouveau réaliser avant de faire le palpage du plateau via le BLT ou la sonde inductive. J'utilise un complément pour enregistrer la valeur du Zoffset dans une variable et la rappeler à chaque redémarrage : https://github.com/fran6p/Qidi_X-Max3/blob/main/Klipper/variables.md Autre possibilité: noter la valeur du Zoffset [babystep] puis éditer manuellement le fichier config.mksini. Attention dans ce cas à ne pas faire d'erreur de saisie (laisser un espace après le signe =, la valeur est négative). Dans le fichier printer.cfg, la valeur du z_offset, section probe ou bltouch doit rester à 0. Concernant la rétrogradation d'un firmware en version antérieure, pour la X-Max , des deux fichiers inclus dans le dossier QD_Update, seul celui de l'écran (QD_Max3_UI5.0) est différent d'une version à l'autre; celui concernant l'OS lui même (QD_Max_SOC) varie très peu: il sert principalement à remettre les fichiers klipper, moonraker modifiés par Qidi pour la gestion du firmware de l'écran. Dans la version x.x.13, il y a l'ajout de trois fichiers dans le dossier de l'utilisateur mks pour prendre en compte l'affichage de vignettes au format PNG (en plus de celui «proprio» de Qidi (QOI / Colpic).1 point
-
Bah, c'est pas fini, ont veux (enfin je......) veux voir la pièce.. Une ch'tite photo.. En tout cas, Merci du tuto, que je vais essayer... Après avoir vu la pièce1 point
-
Bonjour, J'ai posé la question au fabriquant du caisson (que j'ai finis de monter, les photos arrivent !). Ils m'ont répondu que le PETG ne s'abiment pas avec les températures qu'on atteint dans un caisson ventilé. La preuve: Prusa eux-même impriment leurs pièces en PETG, et mettent leurs imprimantes dans les caissons.1 point
-
Là il faut faire un petit effort, je suis beaucoup moins patient que @MrMagounet. "Type de capteur de température" à droite.1 point
-
Un développeur qui pensent bien faire, et par habitude, a fait un .trim() de la valeur contenue dans le champ de saisie du mot de passe ( Je ne sais pas pourquoi, mais cela me fait penser a cette blague où la morale est qu' il faut tout de même nettoyer/reformater un minimum Source image https://xkcd.com/327/ ) Sinon il y a aussi les cas des caractères très ressemblant (mais pas forcement bien représenté graphiquement sur le clavier virtuelle) comme par exemple un simple caractère point '.' face a un point médian '·', ou encore un tiret '-' et un long tiret '—' voir un soulignement '_'
 1 point
1 point -
As tu nettoyé ton plateau avec par exemple du liquide vaisselle et bien rincer ensuite afin que ton filament colle correctement et ensuite pouvoir éloigner un peu ta buse du lit1 point
-
Bon ben je te remercie ! C'est commandé pour ma part la X-Max 3 Pour la couleur, je me mettrai a la peinture voir peut etre l'AMS quand ils la sortiront !1 point
-
Creality fabrique aussi des graveurs laser, dont ce nouveau Falcon2 Pro avec son caisson fermé, un Air Assist et son puissant laser de 40W https://www.lesimprimantes3d.fr/creality-falcon2-pro-graveur-laser-20240220/1 point
-
Belle bête et en plus sécurisée ça donne presque envie de faire un chèque tout de suite pas sûr que madame soit d'accord1 point
-
Bonjour a tous! Je me présente je m'appelle Gabriel et je suis un constructeur voiliers radiocommandées, et je utilise des imprimantes 3D pour faire cela. J'ai une artillery X1 sans BLtouch et une creality CR30 Print Mill1 point
-
Zut, j'aurais du prévenir ma chère petite Mega S, qui a toujours bravement imprimé toutes mes pièces en TPU sans problème. Elle m'a fait un gros paquet de pieds pour escabeaux échelles tabourets, servantes, et d'autres plaques de protection plus grandes ou quelques babioles comme la languette derrière la lame du coupe carrelage pour éviter de finir trempé. Et sans défaut, pas le truc tout juste acceptable. Faut pas être aussi péremptoire ! Ca fonctionne bien avec du bowden (peut être pas tous non plus, mais avec l'extrudeur titan de la Mega, c'est vraiment propre). Par contre je plussoie avec @vap38 le TPU m'impose des vitesses d'impressions vraiment lentes (donc sur la FLSUN SR... quel gâchis ! ). Je n'ai pas mes profiles sous la main, mais effectivement la première couche façon escargot et les suivantes version tortue. Les 20-25 mm/s ne me choquent pas, c'est dans cet ordre de grandeur. Donc ton résultat aléatoire peut juste être du au hasard, si ton profile définit des vitesses vraiment lente dans certaines parties de l'impression, alors elles seront ok. Et quand il définit des vitesses plus élevées, tu as de nouveau des manques.1 point
-
Il n'y a aucune intervention à effectuer. Il suffit de mettre un petit bout de mousse en refermant le capot pour qu"il appui sur la plaque qui fait office de radiateur, voir les photos. Par contre ne rien faire, à terme, peu amener à griller un circuit si il y a emballement thermique.1 point
-
J'ai fait une carrosserie simplifiée de la carrosserie Shkee DB-1 que j'ai en mains à l'instant... ma modélisation est simplifiée et manque de certains détails, mais la cible n'est vraiment pas de faire un moule, car cette carrosserie est disponible (j'ai trouvé la mienne sur ebay) J'ai fait un premier rendu (il y en aura d'autres, mais les pièce transparentes et le fond noir rendent les calculs très longs)....1 point
-
Le chassis est maintenant complet... c'est tout simple, et le polycarbonate clair lui donne un aspect très classe... Il ne me reste plus que la carrosserie de la Shkee DB-1 à modéliser...1 point
-
L'avant est fait. Je dois encore m'occuper de la direction et des pneus, mais ce sera pour plus tard... La conception est relativemet simple, mais les bras avant ont nécessité un peu de travail, et je ne suis pas sûr de la raison dont ils ont été dessinés de cette façon : cela semble bien compliqué, et je suis quasi certain que le même résultat aurait pu être atteint avec quelque chose de plus simple...1 point
-
Un nouveau projet qui commence. Cette voiture attend dans sa boite, et elle est neuve... SG Gemini SLX 1/12 Lexan chassis, différentiel à bille 1981/1982 Le manuel tient sur une page... Et j'ai commencé par faire un modèle CAD du chassis... (ici rendu sur un fond noir, car sinon ce n'est pas aussi sympa...)1 point
-
Salutation ! Il y a des pistes si tu lis le sujet depuis le début. C'est une option a activer (ou non) pour ton compte du forum Et il te faudra une application sur ton smartphone qui ,après avoir scanné un QRCode fourni lors de l'activation de la double authentification sous le forum, te permettra d'obtenir un code temporaire pour la seconde phase de la double authentification...1 point