


cassyves
-
Compteur de contenus
56 -
Inscrit(e) le
-
Dernière visite
Tout ce qui a été posté par cassyves
-
- autre - Quel mosfet pour le hotbed/extrudeur choisir ?
cassyves en réponse au topic de M_tek dans Électronique
oui j'ai également le deuxième, il ne chauffe presque pas avec quasi 20A. -
Carte mère bouillante
cassyves en réponse au topic de Heldmann dans Discussions sur les imprimantes 3D
Le bornier, c'est pour remplacer celui de ta carte mère qui a cramé ? Vu que tu interposes un mosfet entre ta carte mère et ton bed, tu n'as plus besoin d'un bornier supportant 16A. Un mosfet se commande en tension (l'intensité consommée sur l'entrée est très faible), et sur la carte il y a qu'un optocoupleur et quelques composants passifs. Un connecteur très simple suffira. Mais qui peut le plus, peut le moins et au prix de ces connecteurs ... -
- autre - Quel mosfet pour le hotbed/extrudeur choisir ?
cassyves en réponse au topic de M_tek dans Électronique
Plutôt 10 A (I = U/R) C'est-à-dire que le lit consomme environ 120W (P = UxI = U²/R) soit la moitié de la puissance de ton alimentation. L'extrudeur consomme environ 40 à 50W. Les moteurs consomment environ autant. Le reste (carte + ventilos), peut-être 10W. C'est à dire que ton alim n'a pas beaucoup de marge. Et certaines alimentation chinoise sont optimistes sur leurs capacités ... Si tu ajoute 10w pour quelques leds et un autre ventilo, cela risque d'être problématique. En cas de chute de tension ta carte peut planter. Donc, vu la différence de prix je partirais sur 400w. Ou mieux, une deuxième alim en 24v pour booster le lit et tu gardes ton alim actuelle qui sera alors largement suffisante pour le reste de ton matériel. -
Carte mère bouillante
cassyves en réponse au topic de Heldmann dans Discussions sur les imprimantes 3D
Il faut surtout les sertir mais cela ne suffit pas. Il faudrait également bloquer les câbles. Pour éviter ce type de problème, ne faut pas que cela soit la connection électrique qui joue le rôle de fixation mécanique. Je ne sais pas si c'est prévue sur l'Ender3 et si c'était le cas dans le cas de @Heldmann (le câble intact est serti l'autre ne semble pas l'être). L'utilisation d'un mosfet externe plus robuste est une bonne idée mais le problème de la connexion reste. -
Câble données imprimante PC/MAC
cassyves en réponse au topic de Looping65 dans Discussions sur les imprimantes 3D
Bonjour, Le caisson n'est pas utile pour imprimer du PLA ou du PETG. Et pour commencer, il faut mieux se restreindre à ces plastiques le temps de comprendre le fonctionnement d'une imprimante 3D et de ses contraintes. Plus tard, il pourra être utile de s'en construire un pour imprimer d'autres plastiques répondants à des besoins plus spécifiques (souvent de résistance à la chaleur ou pour le lissage à l'acétone de l'ABS) et qui nécessitent un environnement chauffé. Un autre avantage du caisson est qu'il peut réduire le bruit. Mais attention à la montée en température à l'intérieur, l'impression du PLA peut alors poser des problèmes. Pour le câble USB, je pense (sans certitude) qu'une rallonge USB 2.0 de 5 m suffira (USB 3 actuellement inutile sur les imprimantes 3D). On trouve ce type de rallonge vers les 10€. En cas de problème c'est souvent dû à une baisse de tension en raison de la longueur du câble et une alimentation du port USB de l'ordinateur un peu juste. L'imprimante doit donc être allumée de son côté. Attention, avec certaines imprimantes l'écran peut être allumé car alimenté par le câble USB sans qu'elle ne soit branchée. Et dans ce cas, il y a un risque si on lance une impression que le port USB de l'ordinateur n'apprécie pas la forte demande en courant ! Il est nettement préférable - par sécurité - d'interposer un hub USB qui possède sa propre alimentation. Il est préférable de griller un hub plutôt qu'une partie de l'électronique de son ordi ! -
@fran6p merci. Je crois que j'ai compris . @Kachidoki Je ne suis pas certain que tous les nettoyants vitres soient équivalents pour cette utilisation un peu particulière. Dans le doute autant prendre celui testé et validé. Donc merci pour le renseignement .
-
Merci a tous pour ces renseignements. Le combo base magnétique + plaque acier ressort + PEI semble constituer une solution idéale ! Et merci @juanpa pour ce lien intéressant vers un produit fiable et testé. J'ai eu plusieurs mauvaises surprises lors d'achats précédents de PEI ... c'étaient des plaques d'un plastique quelconque mais pas du PEI ! @Kachidoki as-tu une référence ou un lien vers le produit à vitre que tu utilises pour préparer la surface lors de l'impression de PETG ?
-
Bonjour, Je suis intéressé par le PEI sur une plaque d'acier ressort mais j'ai besoin que cette solution ait une certaine polyvalence. Est-il possible d'imprimer d'autres plastiques que le PLA et le PETG sur le PEI (par exemples ASA, ABS, nylon ...) ? Est-ce que comme avec d'autres supports magnétiques, il ne faut pas dépasser 90° pour le lit ?
-
Claquement au niveau de l'entrainement du filament
cassyves en réponse au topic de Cassis dans Entraide : Questions/Réponses sur l'impression 3D
Il est également possible que le problème soit lié à une rétraction trop longue. Si l'impression de la pièce demande des rétractions fréquentes cela fini par remonter la température trop haut dans le heatbreak ce qui provoque un bouchon de pla fondu. As-tu changé la longueur de rétraction dans ton slicer ? -
ligne sur la finition
cassyves en réponse au topic de Badboy dans Discussions sur les imprimantes 3D
Bonjour, Je te propose de voir ce topic -
Oui mais tu dis avoir changé de câble... Car un moteur qui vibre c'est typique d'un problème de branchement.
-
Distance buse-plateau
cassyves en réponse au topic de hdall11 dans Discussions sur les imprimantes 3D
Bonjour, cette trace n'a rien de choquant. Elle n'indique rien concernant la distance buse-plateau. Par contre, si elle est profonde il est possible que ta buse sur-extrude. Un paramètre de Cura permet de ne pas faire passer la buse sur la couche du dessus (ni du dessous en théorie) et de ne pas laisser cette trace disgracieuse. Pour les autres slicers, ce paramètre doit également exister .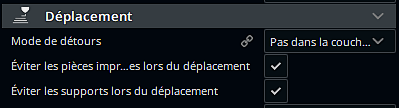
-
Un multimètre est rapidement indispensable . Il reste la méthode empirique : tu tournes légèrement le potentiomètre et tu testes le résultat ! Si la tension est trop basse, le moteur claque. Si la tension est trop haute, il siffle et chauffe. Il est normal qu'un moteur soit chaud après une impression, jusqu'à 60° sans problème. Ils sont prévus pour. Par contre s'il devient chaud (on ne peut pas le toucher longtemps) après seulement quelques minutes, il faut baisser le courant. Mais cette méthode demande de l'expérience et il est préférable de mesurer la tension.
-
Oui ce sont ces potentiomètres. C'est en le tournant qu'on règle le courant que le driver envoie au moteur pap. Cette vidéo en français donne le principe de ce réglage même si elle n'aborde pas ta carte mère. Tu peux aussi regarder ce topic. Malheureusement je ne peux pas t'aider plus n'ayant pas d'Ender 3 et ne connaissant pas ta carte mère. Peut-être qu'en posant ta question dans la section Creality tu obtiendrais plus d'infos ?
-
As-tu vérifié que ton cable correspond au brochage du moteur en Z ? Les moteurs pas à pas non pas un brochage standardisé. Voir les post au-dessus. Tu montres que tu as échangé les câbles pour inverser Y et Z. Mais est-ce un échange au niveau des moteurs ou de la carte ? Car si c'est au niveau des moteurs cela peut tout à fait correspondre à un problème de câblage. Une autre possibilité est que le réglage du courant envoyé au Z n'est pas bon (et il est fréquent que le moteur claque dans ce cas). Et dans ce cas, si le Y demande le même courant, il ne fonctionnera pas non plus. Je ne connais pas ta carte mère mais il doit y avoir un petit potentiomètre près des drivers (comme sur ta photo) qui permet de le régler.
-
Je viens de vérifier ma skr 1.3, quand elle est sous tension la seule led allumée est la rouge placée près des fusibles. Elle est sous marlin mais je ne pense pas que cela ait la moindre importance. Concernant l'écran, il est probable qu'il faille retourner le connecteur n°1. C'est courant, les constructeurs chinois utilisent le même brochage mais ne placent pas le détrompeur du même côté. Dans ce cas il faut soit enlever le plastique du connecteur côté écran (moins risqué et plus facile), soit couper le détrompeur sur la prise du câble. Il est également possible que le contraste de l'écran soit déréglé. Un petit tours de tournevis fin et c'est réglé (à tester en premier).
-
bonjour, tu es sous Marlin ou Smoothie ?
-
- autre - SKR 1.3 + TMC2209 sensorless homing impossible à régler
cassyves en réponse au topic de cassyves dans Électronique
Pas besoin d'effectuer la moindre soudure sur ces BTT. Leurs cartes et leurs drivers sont bien conçus. Je regrette juste que les 5 pins du lpc1768 supportant une interruption n'aient pas été routées sur les endstops. Je pense que la raison est économique. Le routage est sans doute simplifié ainsi (moins de couches sur la carte). Sur sa grande sœur, la skr pro, les endstops sont "interrupt capable" et il est sans doute intéressant de déclarer le "ENDSTOP_INTERRUPTS_FEATURE". J'ai remarqué que le seuil de sensibilité change beaucoup selon le courant injecté aux moteurs. Si je déclare 1400mA, le seuil est autour de 171 (à 1 près). Par contre, si j'envoie 1200mA, le seuil passe à 185 et sans aucune marge ! J'ai également effectué une mesure à l'oscilloscope de la durée du signal stallguard sur la broche diag du tmc2209. Il dure environ 5ms mais je crois que cela dépend de la vitesse du moteur (100mm/s pour le homing dans mon cas). Je pense que le homing avec stallguard ne présente pas un intérêt si évident (moins de câblage et pas de endstop à installer) par rapport à ses défauts (faux positifs, instabilité) pour ma machine. Je vais installer des microswitches classiques. Par contre, pour la détection des sauts de pas lors de l'impression cela peut être sympa (comme sur les prusa mk3). Je n'ai pas vu l'implémentation de cette fonctionnalité dans Marlin. Quelqu'un a des renseignements ? -
- autre - SKR 1.3 + TMC2209 sensorless homing impossible à régler
cassyves en réponse au topic de cassyves dans Électronique
Bonjour, Merci pour ta réponse. Je progresse de mon côté et je réussis presque à avoir un résultat stable avec une sensibilité réglée à 171 pour les deux axes. Si je la descends, la butée est violente et pas franche car sur une mécanique type Ultimaker c'est une axe chromé qui bloque et dans ce cas il se tord (du 8mm mais long). Bref, il semble que la plage de valeurs utilisables soit comprise entre 170 et 172 (dès 172 j'ai quelques fausses butées, à 169 la butée est violente et commence à tordre l'axe !). Ce ne laisse pas beaucoup de marge ! Et je suis passé à côté hier. Je vais tester moteurs chauds car cela change légèrement leurs caractéristiques et Trinamic précise que le seuil de sensibilité peut être légèrement différent dans ce cas. Ils conseillent de se garder de la marge mais j'en ai pas ... Sinon ce sont des tmc2209 bigtreetech v1.1 reçus début août et à part le sensorless homing (sans doute inadapté à l'architecture de ma machine), ils fonctionnent vraiment bien. -
- autre - SKR 1.3 + TMC2209 sensorless homing impossible à régler
cassyves a posté un sujet dans Électronique
Bonjour, j'ai une skr 1.3 sur laquelle j'ai monté des tmc2209 en uart sur les axes X, Y et Z. Après de nombreux essais, je ne réussis pas à mettre en place le sensorless homing sur le X ou le Y (pour le Z je pense rester avec un 3Dtouch). Mon imprimante est un proto de clone ultimaker en 330mmx330mm. Les tmc sont bien connectés en uart. Avec un multimètre (en mode peak) je constate que la pin diag envoie bien un bref signal haut (3.3v). Les pins diag sont bien connectés au X_min et Y_min via les jumpers prévus à cet effet. J'ai effectué de nombreux essais en changeant la sensibilité du stallguard (de 50 à 200). A 200, la tête avance de quelques millimètres puis stoppe. A 50, la tête rentre dans le "décors" en le tapant énergiquement pendant plusieurs secondes avant de se bloquer. Les valeurs intermédiaires passent d'un cas à l'autre sans résultat utilisable. Je précise que mes moteurs sont des 400 pas par tour (0.9° par step). Mon hypothèse principale jusqu'à maintenant était que les pins X_min et Y_min n'étant pas connectées à des broches du microcontrôleur supportant une interruption, Marlin est obligé de lire régulièrement leur état et passe à côté du signal qui semble très bref (je n'ai pas encore sorti l'oscillo). Mais j'ai constaté que des membres du forum ont réussi cette alchimie de faire fonctionner la skr1.3 avec les tmc2209 en sensorless ... S'ils passent par ici, pourraient-ils me donner leur recette ? -
Défaut d'impression bateau test
cassyves en réponse au topic de myxtreme66 dans Entraide : Questions/Réponses sur l'impression 3D
Peut-être une légère sur-extrusion ? C'est facile à vérifier en diminuant un peu le flux. -
probleme de top layer
cassyves en réponse au topic de prvst dans Entraide : Questions/Réponses sur l'impression 3D
Je pense qu'il n'y a pas qu'un problème. Ventiles-tu ta pièce pendant ton impression ? Il me semble qu'elle n'est pas refroidi correctement. Concernant ta couche du dessus, combien as-tu paramétré de couches supérieures ? Essaie d'en mettre 4 au minimum. Mais je penche surtout pour un problème de ventilation. -
Filament qui se "dégrade", se décolle...
cassyves en réponse au topic de Itzo97 dans Discussions sur les imprimantes 3D
Si je comprend bien l’orientation de la pièce, ce ne sont pas les couches qui ne collent pas entre elles mais plutôt les différentes lignes de passage de la buse qui sont trop espacées et donc qui forment des parois séparées. C'est très certainement un problème de sous extrusion. Ton extrudeur ne semble pas en cause donc il peut s'agir du filament qui ne mesure pas 1,75 mm de diamètre ou alors les paramètres utilisés (dans le slicer) sont incorrectes. Si tu peux mesurer le diamètre du filament, je ne serais pas étonné que tu obtiennes plutôt 1,70 mm voir moins. Si c'est cela il faut compenser en augmentant le flux (si le diamètre est incorrect mais constant... sinon autant changer de filament). -
cura Temps d'impression qui ne correspond pas avec Cura
cassyves en réponse au topic de P'tit ZiGouiGoui dans Discussions sur les logiciels 3D
Je crois que sur ces imprimantes l'accélération maximale est définie sur 500m/s². Pour le jerk je ne sais pas, mais je pense qu'il doit être inférieur ou peut être égal à 10mm/s. Si ces paramètres sont accessibles dans le menu du FW de la machine, il suffit de les indiquer à Cura. Sinon, je pense que 500 et 10 ne doivent pas être loin de la réalité. Edit : Je viens de regarder les paramètres par défaut dans Cura pour une nouvelle imprimante "custom" : accélération 3000mm/s² pour l'impression et 5000mm/s² pour le déplacement. Concernant le jerk c'est respectivement 20mm/s et 30mm/s. Pour une nouvelle imprimante type Ender3 (copie d'écran jointe) : accélération 500mm/s² pour l'impression et le déplacement. Concernant le jerk c'est 10mm/s pour les deux également. Cela semble confirmer mes renseignements précédents, sauf que ... Pour une nouvelle imprimante type U20 ou U30 on retrouve les paramètres d'une imprimante "custom" à savoir : accélération 3000mm/s² pour l'impression et 5000mm/s² pour le déplacement. Et pour le jerk c'est respectivement 20mm/s et 30mm/s. Mais je pense que ces dernières valeurs ne sont pas correctement paramétrées dans Cura pour une U20 ou une U30. C'est beaucoup trop élevé pour ce type d'imprimante.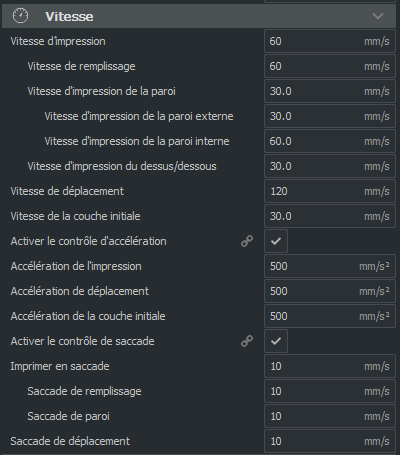
-
cura Temps d'impression qui ne correspond pas avec Cura
cassyves en réponse au topic de P'tit ZiGouiGoui dans Discussions sur les logiciels 3D
En créant une imprimante sous Cura, sans prendre un profil existant pour sa machine*, l'accélération et le jerk paramétrés par défaut sont assez élevés. Or, sur les machines sitées au-dessus ils sont beaucoup plus faibles. En les renseignant correctement dans Cura le temps estimé devient beaucoup plus proche de la durée réelle d'impression. * les profils disponibles pour les principales imprimantes du marché comprennent sans doute l'accélération et le jerk définis dans leur FW.


