Chercher dans la communauté
Résultats pour 'Chromatik'.
-
J'ai adoré utiliser la Flsun SR mais les delta sont pas des machine pour tout le monde cela demande certaines connaissance pour bien les utilisé Je te rassure y a des PLA qui sont aussi fragile que des chips une fois laisser a l'air plus de 15 jours j'ai eu souvent le cas avec des Jayo, Sunlu, et même les Eryone, Aceaddity Hyper pla ce casse vite après plus d'un mois, la ou j'ai une Chromatik ouverte depuis 3ans et sans jamais l'avoir dryer elle est pas cassante Les 2699€ c'est sans les 120€ de FDP mon ami Pour l'ancien slicer des snapmaker oui en était sur Luban, et Orca est un très gros pas en avant Pour le Gyrogrip Glacier c'est ici c'est une plaque magnétique d'impression avec un revêtement ultra adhérant, y a aussi le frostbyte qui permet d'imprimer plateau a 35°C mais il est pas recommander pour certain filament et il faut utiliser que de l'eau savoneuse hors moi j'utilise de IPA partout et sa me va comme sa donc le Glacier me convient mieux a l'usage
-

Choix 1ère imprimante, ender 3 V3 SE, Neptune 3 Pro ou ...
MrMagounet en réponse au topic de Usu dans Bien choisir son imprimante 3D
Voici quelques Marque de filament que je peux recommander les yeux fermé: En PLA : Eryone Polyterra Chitu System Conjure C'est mon top 3 en qualité des filaments PLA, après j'ai une excellente expérience avec ces autres marque en PLA : Geeetech Deeplee Sakata Creality Hyper PLA Chromatik (marque francaise dagoma que l'on trouve sur le réseau cultura mais le prix pique) J'evoque pas les filament TPU PETG ni ABS la que du PLA ce sont des marque j'utilise régulièrement et dont j'ai jamais ou quasiment jamais rencontré de soucis -
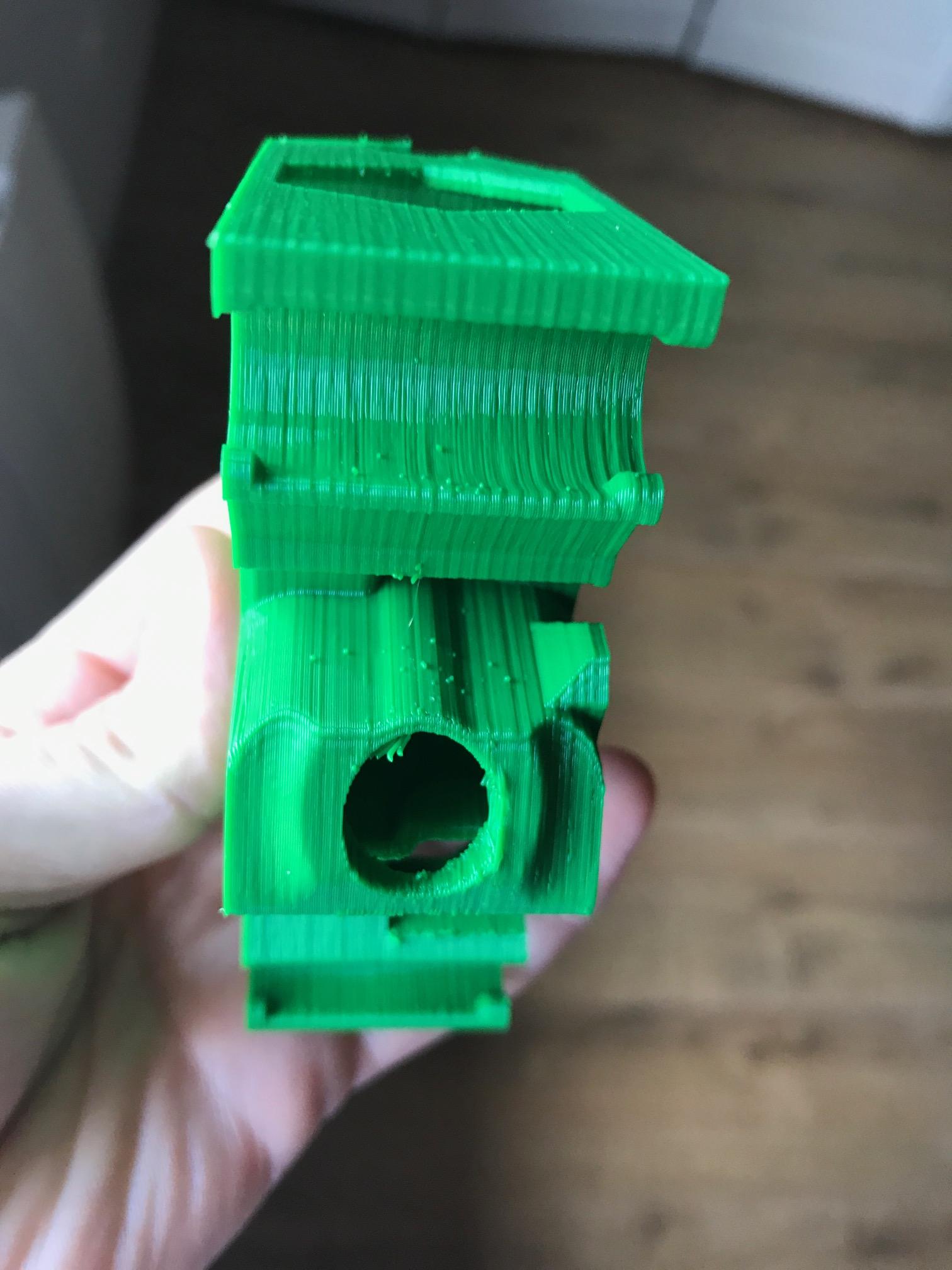
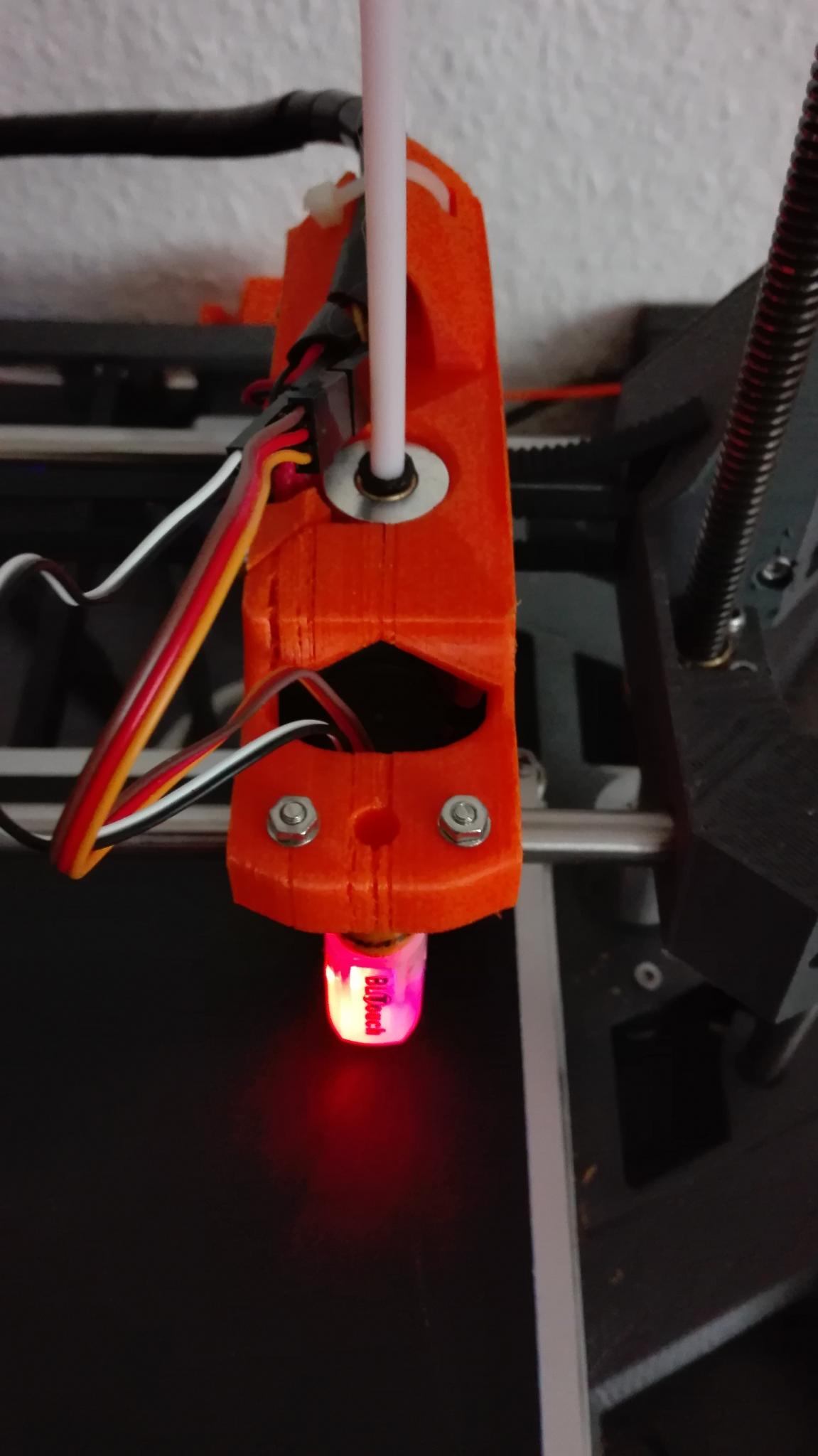
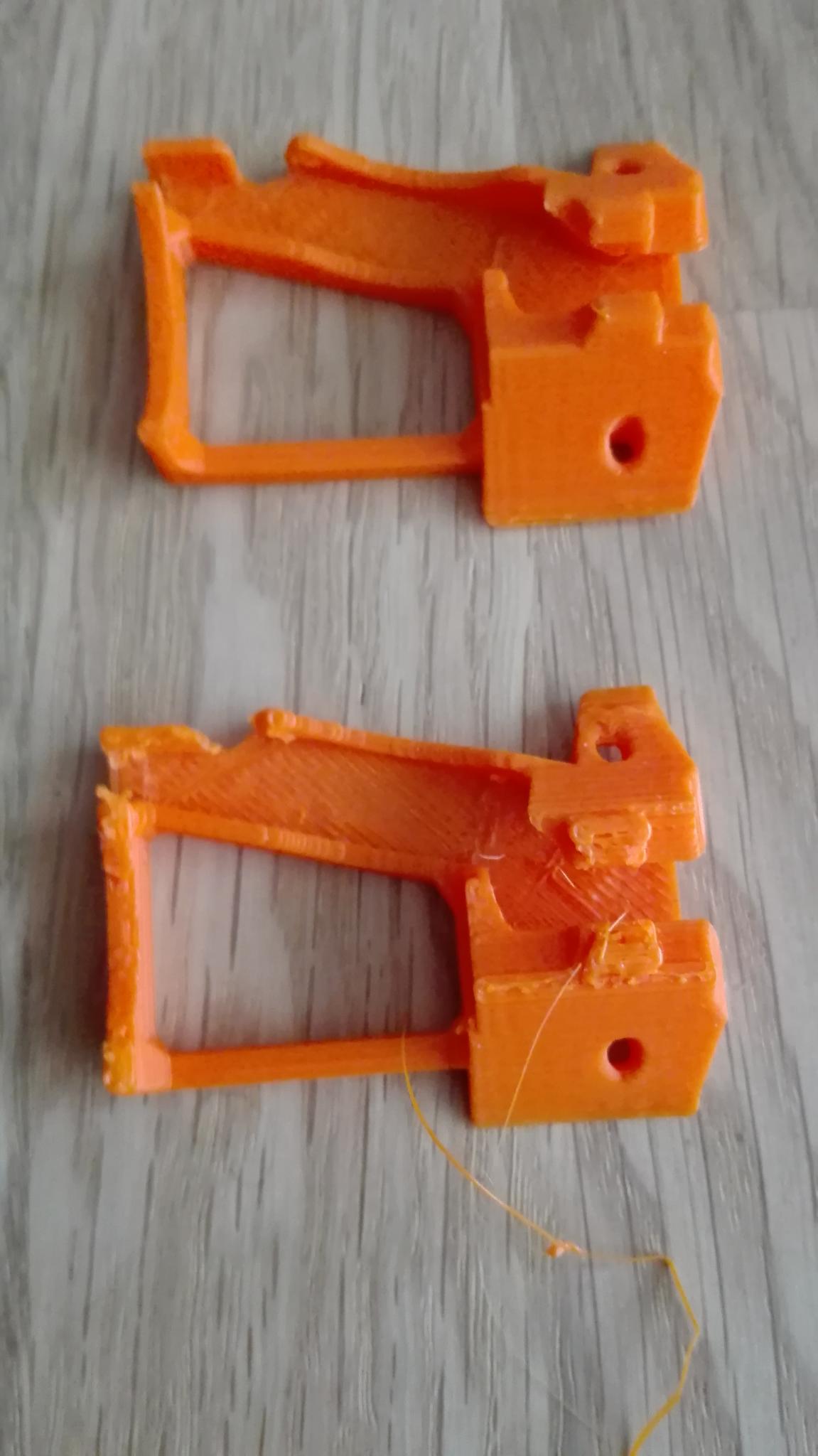
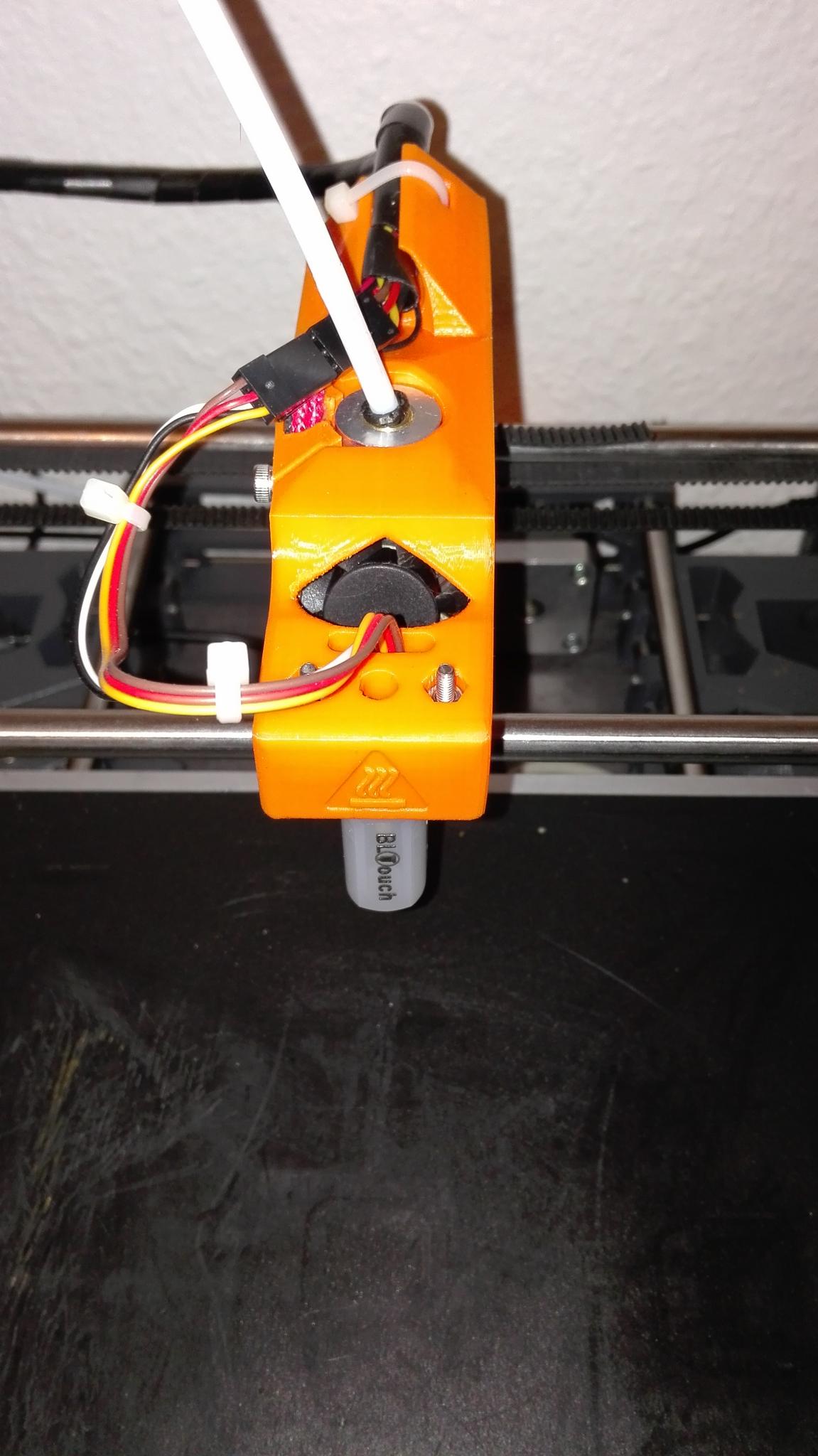
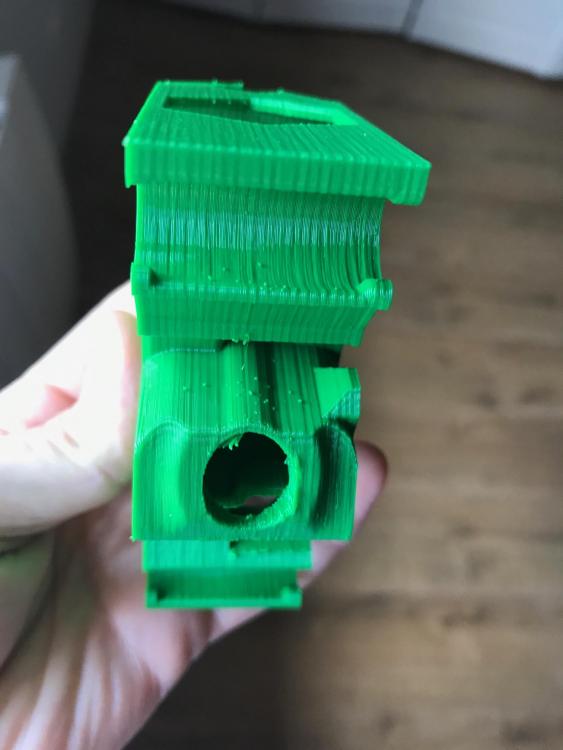
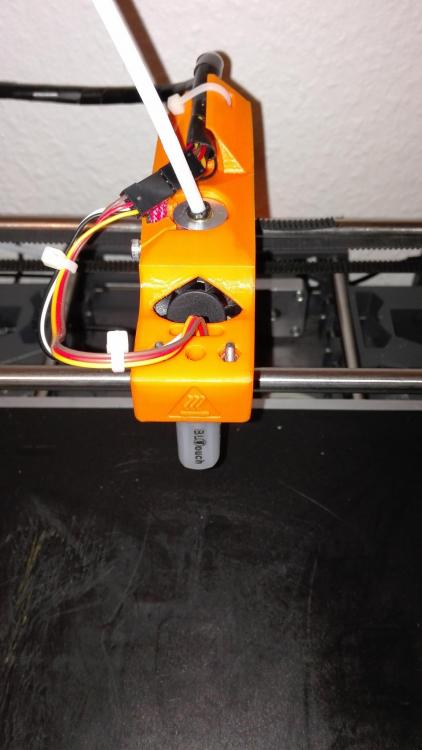
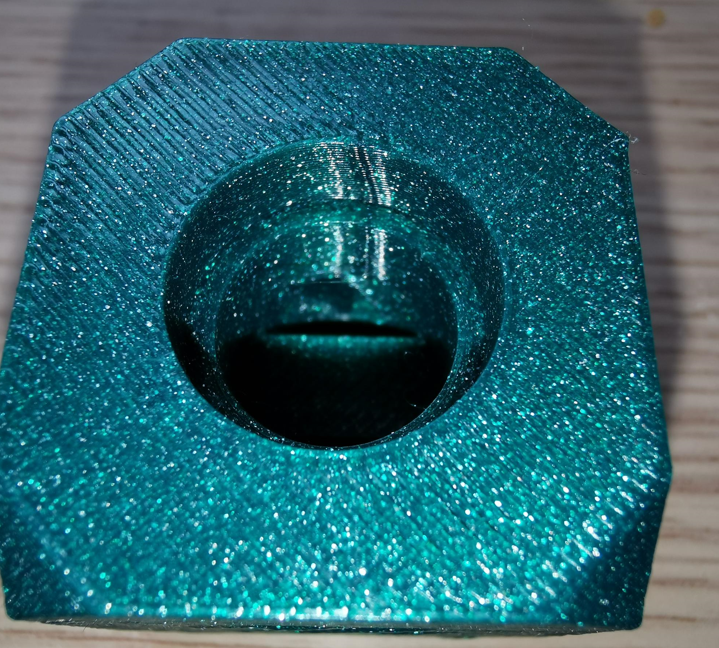
Bonjour à tous, J'ai reçu hier du filament vert menthe que j'ai commandé chez Dagoma, j'ai fabriqué la tête V3 avec, que j'avais déjà fabriqué avec mon filament Verbatim gris, mais je me suis dit qu'en vert c'était plus sympa. Je me suis retrouvé avec des pointes à certains endroits, avec le Verbatim j'en avais pas, j'avais choisis "Autre PLA" pour lui avec une température à 215 degrés. Je m'étais dit qu'en prenant du PLA Dagoma j'allais simplifier les choses du fait qu'il y a des profils adéquats dans Cura by Dagoma, j'ai l'impression de m'être trompé, c'est fou parce que je recherche à me concentrer sur les impressions et je suis souvent en proie à des problèmes techniques plus qu'autre chose. Voici des photos pour mieux comprendre, merci.

-
Artillery Sidewinder X4 Pro et Plus, tout ce qu'il faut savoir
MrMagounet en réponse au topic de MrMagounet dans Artillery
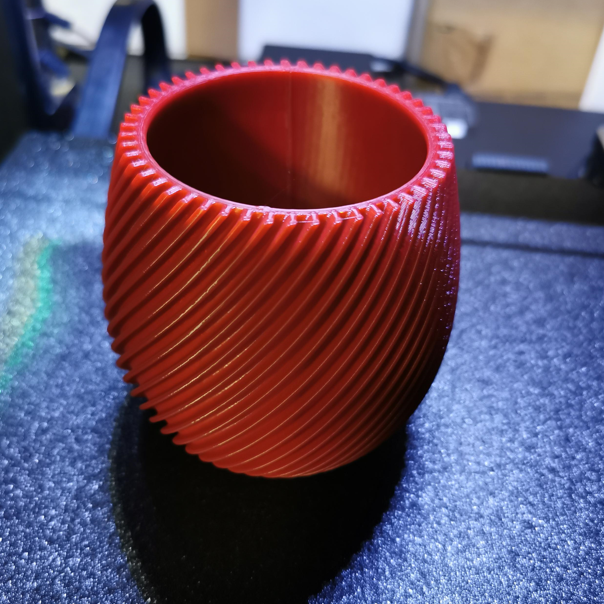
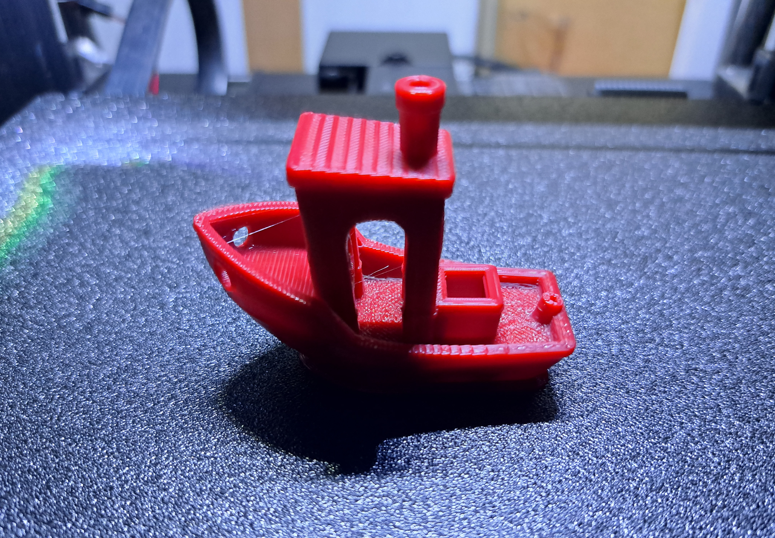
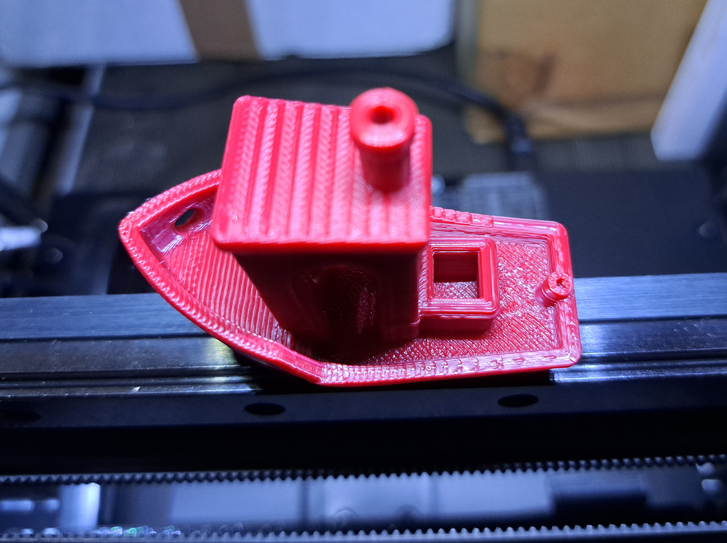
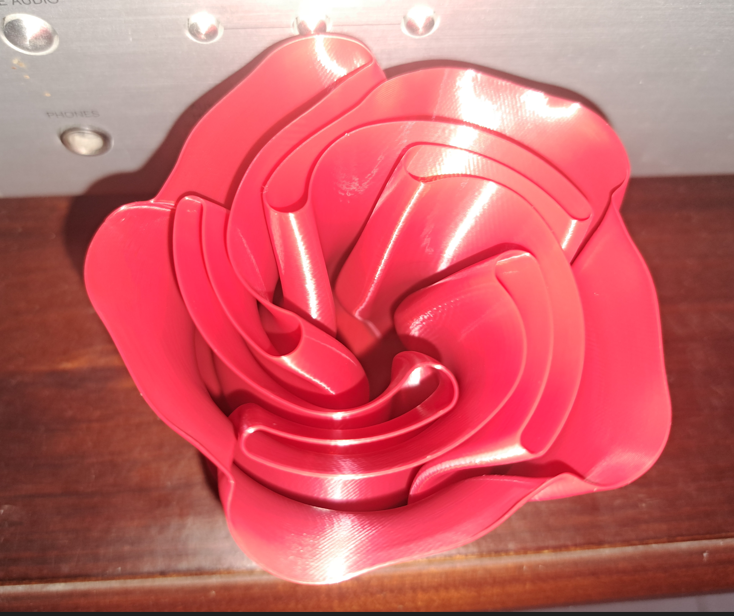
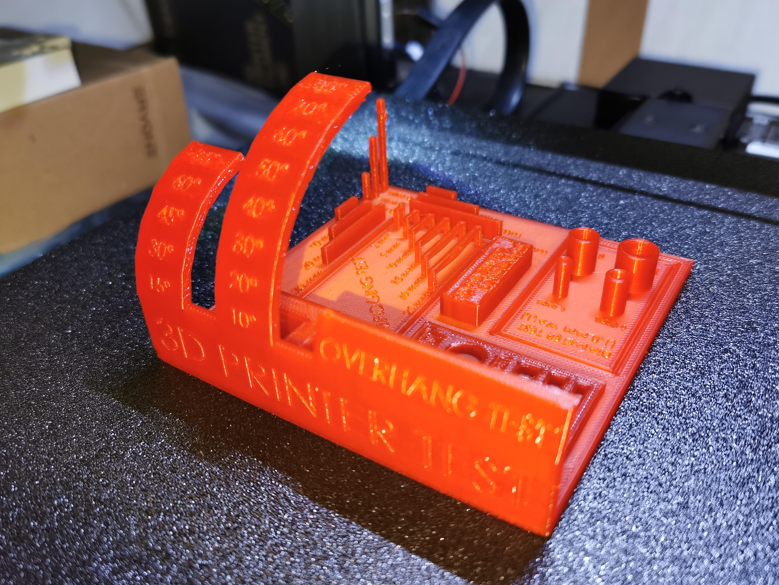
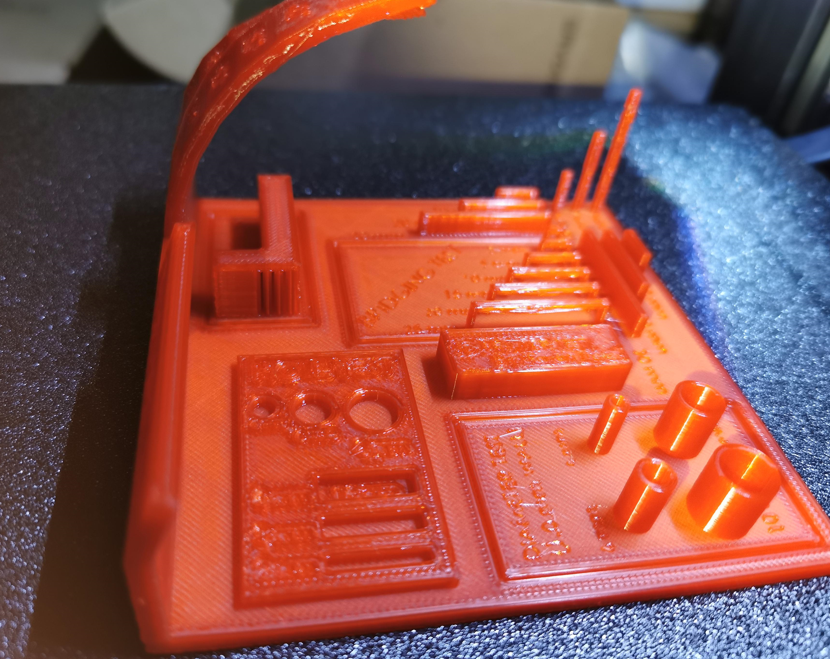
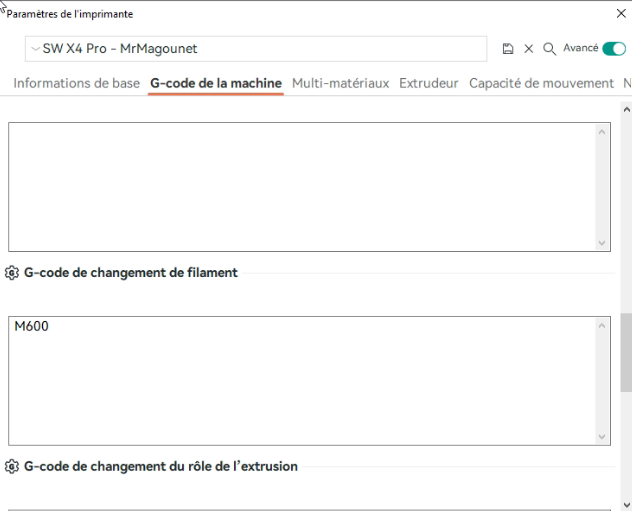
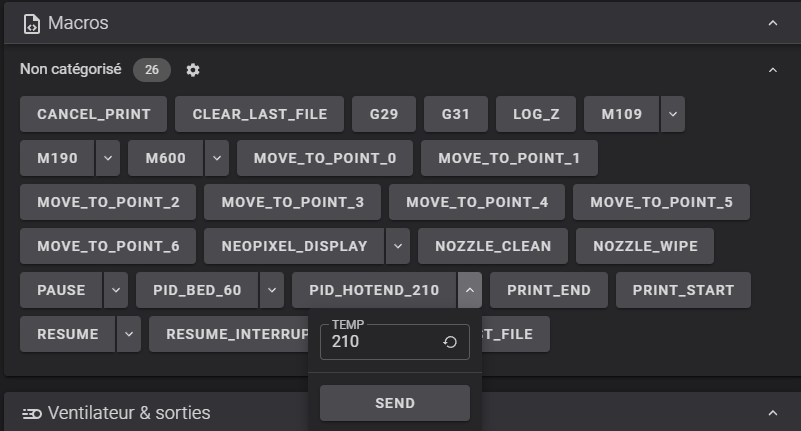
Première impression Alors j'ai pris le parti de faire l'utilisateur 100% novice dans l'impression 3D, j'ai décidé d'imprimer un premier test, juste en ayant effectué le montage tel que le quick start le dit (sauf l'ajustement de Z-Offset qui a été bien réfléchit de ma part ) et j'ai lancer le Benchy de la clé USB fournit. Voici le Résultat. Et oui une vraie oeuvre d'art que voila donc que j'ai arrêté (imprimer avec le peu de HS PLA 50gr fournit par Artillery), j'ai donc arrêté le print et le résultat ne m'a pas surpris je mis attendait mais j'ai fait exprès de tester l'impression directement je voulais mettre en évidence un point il faut toujours vérifié ce qui dois et peux être ajuster sur une imprimante 3D avant de commencer a imprimer sinon vous irez au devant d'échecs . Bon dans mon cas j'avais directement repéré que cela arriverait car en sortant la base du carton j'ai de suite vue que la courroie de l'axe Y etait bien bien trop lâche. Donc la X4 a 2 rail pour le X de 12mm et le Y de 40mm environ (oui le rail du Y est impressionnant et donc hyper stable) donc pas d'excentrique a vérifier sur ces axes, mais la tension des courroie reste a vérifié, ainsi que l'ajustement des V-wheels de l'axe Z (seul endroit ou l'on a des roue sur ces imprimantes), sur la partie guidage Artillery a pris un parti plus qualitatif a mon sens que Anycubic (Kobra2 Pro), Creality (Ender3 V3 KE), ou Elegoo (Neptune 4 Pro). Bon les teste suivant sont plus qualitatif, vous aller voir Toujours avec le filament fournit avec l'imprimante j'ai imprimer ce fichier test en 45Min Et enfin petit vase de test en Filament Eryone PLA Rose ( Rose pour la Fleur car oui vous aller me dire c'est pas rose maos rouge ) en 3H50min Comme vous le voyez le résultat est très bien quand on ajuste la tension des courroies et ce qui mérite de l'être Le test continue avec des modèle Slicer Avec le Slicer Artillery Slicer (désolé je rigole a chaque fois car en réalite c'est un prusa Slicer un poil daté pour lequel le nom et le logo on été changer) ou l'on retrouve les profils d'impressions et profils de filament pour la gamme X4 a savoir X4 Pro, X4 Plus et X4 Max, mais chose amusant on retrouve aussi les profils X1, X2, Genius/Pro et hornet mais pas la gamme X3 . Bon j'ai imprimer toute le week end sur la X4 Pro la qualité d'impression de la machine est clairement la comme vous allez le voir avec ces photos. Petit Benchy classique cela reste un point de référence Après je suis passer a une rose en 2 parties la fleur de 7cm de diamètre imprimer en mode vase avec du filament Rose (colle la fleur de chez Eryone, mais j'ai imprimer 6 roses des rouge, blanche et rose mat toutes parfaite), et la tige qui n'est pas imprimer en mode vase elle et avec du filament chromatik vert pailleté que j'ai d'ouvert depuis é ans au moins . Puis un support pour la rose que j'ai modéliser en 5 minutes sous F360 ici a Filament chromatik Rouge Cerise ouvert depuis prêt de ans aussi (j'ai utilise de fin de bobine que j'avais) Le résultat final de ces rose donne cela J'ai ensuite imprimer un Benchmark qui permet de test un peu tout les aspect de la machine. Ce que l'on peux en conclure les ecriture sont imprimer sans soucis et lisible c'est deja pas mal en soit, les pont ce font sans soucis et les surplomb sont pas mal on a un léger affaissement arrivé a 80° mais j'ai pas passer la ventilation en mode boost, seule la plus haute des 3 fine tige est un peu moyenne, mais j'ai laisse les paramettre du profile de base dans Artillery Slicer pour ces test, a savoir un vitesse de remplissage de 300mm/s déplacement a entre 300-500mm/s, et vitesse des parois externe a 120mm/s. Prusa slicer (oups Artillery slicer) avec le profils par defaut fait le taf, après le soucis on nous met des profils pour chaque matière mais cela reste les même profile en soit seule a temp et ventilation dans les profils des filaments sont ajuster, il y aura un travail a faire notamment avec les profis PETG et TPU qui pour moi ne seront pas utilisable avec les profils tels que definit. A oui le bench ici est fait avec le filament Chromatik rouge cerise que j'ai ouverte depuis 2 ans et qui n'a pas été déshydrater pour le test et cela n'a pas poser de soucis. Je vais quand j'ai le temps travaillé a me faire un profils Orca slicer pour cette machine et je verrais ce que cela donne avec Orca, mais objectivement les profils sous Artillery Slicer manque un peu d'amour j'aurais aimer un profils rapide un standard un très détaillé, plus un profils optimise pour le PETG et un pour le TPU, mais le profils de base est une base de départ très correcte en soit. /************************************ Tutos Utiles *****************************/ ADXL345 (accéléromètre) pour la calibration de la résonnance. Salut les amis je vous met a disposition le tutoriel permettant d'effectuer le câblage d'un ADXL345 sur les SW X4 Pro, X4 Plus ou X4 Max. Je vous met le tuto en PDF depuis mon Drive. Mes Profiles Orca Slicer PLA pour la SW X4 Pro et SW X4 Plus Je vous met à dispo le profil Orca Slicer ainsi que le bed et la texture que j'ai créer avec, le profil Orca a été re créer de 0 sur un Orca Slicer 1.9.1 installé sous Windows en installer .exe, car a première vue mon profil précédant quand je l'exportais de mon Orca Slicer Version portable personne ne réussissait à l'installer. Disponible sur mon drive pour la SW X4 Pro. Le "SW X4 Pro - MrMagounet.orca_printer" est a importer, et le STL et PNG sont a charger dans la configuration de l'imprimante dans zone imprimable. Disponible sur mon drive pour la SW X4 Plus. Image EMMC du système complet (Armbian/Klipper avec Mainsail installer) de la X4 Pro Merci à @zadnezz qui a réaliser une image de sauvegarde du système complet de la X4 pro, avec Mainsail installé en plus de Fluidd si il y a un jour besoin de réinstaller une image système sur une SW X4 Pro. Image téléchargeable ici. Je vous met ici le liens pour l'image 100% officiel Artillery pour la SW X4 Pro dispo sur mon drive. STL, Voici le fichier Gcode slicer du fanduct d'origine pour le SW X4 modèle d'Artillery FanDuct d'origine pour SW X4 Pro et X4 Plus déjà slicer par Artillery Avoir les vignettes d'impressions avec Orca Slicer Pour ceux qui utiliseront Orca Slicer vous vous rendrez compte que les vignettes ne sont pas fonctionnel car cette version de Klipper ne comprend pas l'encodage de la vignette de orca. La solution pour avoir les vignettes est en réalité très simple, il faut ajouter en fin de start G-Code le ligne de commentaire suivante : ;Generated with Cura_SteamEngine 4.8.0 Cela permettra au Klipper de comprendre quels algorithme est a utilisé pour lire la vignette. Ajout de la Exclusion_Object sur la série SW X4 Alors ici je vous met à disposition une Tutoriel vous expliquant comment configurer la fonction Exclusion Object sur le Klipper des SW X4, ainsi que dans Orca Slicer (cette fonction est aussi activable sous Prsua/Artillery Slicer bien entendu). Le tuto est téléchargeable sur mon drive. Ajout des Macro PID Auto tune pour la buse et le plateau Je vous est écrit des macros pour la calibration du PID des buses et plateaux, j'ai fait en sorte qu'elles soient simple et pratique à utiliser. L'idée est que la buse ce place au centre du plateau et monte a 5cm puis la ventilation ce met en route à 100% (comme cela le PID ce fait avec le flux d'air de la ventilation c'est plus efficace), puis la phase de PID s'effectue et un fois fini un save_config est effectué après arrêt de la ventilation de la buse dans un délais de 10s (ce qui enregistre les valeur du PID dans le fichier printer.cfg directement). La macro a été conçu pour par défaut effectué le PID de la buse à 210°c et le PID du plateau à 60°c, mais vous pouvez indiqué à la macro à quels temp° vous voulez que le PID s'effectue. Voici a quoi cela ressemble A noter que j'ai fait une fichier macro donc le plus simple pour vous est d'importer ce fichier dans la configuration Klipper, il faut l'ajouter avec les fichier printer.cfg et autres fichiers. Après il ne vous reste qu'a ouvrir le fichier printer.cfg et ajouter en début de fichier l'a ligne suivante [include macro.cfg] Voici donc le fichier Macro que je vous ai écrit pour les macro de PID (il faudra le dézipper). macro.zip Ajout de la Macro M600 & start Gcode que je recommande de modifier Je vous met ici a disposition la Macro M600 que j'utilise sur les deux SW X4 (Pro & Plus) cette macro est assez simple mais fonctionne bien, après pour ceux d'entre vous qui avez déjà de l'expérience Klipper libre à vous d'y apporter votre touche personnelle, Mon_M600.txt pour ajouter cette macro il vous suffit d'aller sur l'interface Fluidd de Klipper (l'interface via le navigateur web) d'aller dans les fichier de configuration et d'ouvrir le fichier printer.cfg vous n'aurez qu'à copier coller ma macro dans le fichier (perso le l'ai placé en dessous de la macro Pause et Resume, mais on peut la placé à son bon vouloir). Il faudra cliquer sur enregistrer et redémarrer, a présent la macro M600 est utilisable (attention cela n'est pas faisable en cours d'impression bien sûr). A côté de cela si vous ajouter la macro M600 je vous invite à apporter quelques changements du start Gcode sous Artillery Slicer pour évité tous comportement inutile car en grande partie le start Gcode est intégré côté filament sous Artillery slicer ce qui ferais qu'il serait a nouveau exécuté lors d'un changement de filament et ce n'est pas souhaitable. Start Gcode SW X4 Pro.txt Bien sûr si vous utilisé Orca comme moi et mon profil SW X4 Pro que je vous ai fournis la modification du start Gcode est déjà faite par contre j'ai oublié de vous mettre un start Gcode de changement de filament donc apporter cette correction. Configuration Webcam. Vidéo explicative pour configurer une webcam sur les Artillery X4 Pro et Plus ( @Philippe Lagane a réalisé ce tuto vidéo, merci à lui) Capture des commande SSH prise lors de la manipulation sur la X4 Plus en cours test, suivie de la vidéo de Philippe. Quelques précisions : Personnellement utilise un outil type Putty pour la connexion SSH, si vous souhaitez enregistrer les paramètres de connexion et pensez devoir revenir de temps a autre sur la console SSH. dans le fichier webcam.txt, vous pouvez laisse le paramètre "camera" sur "auto" car par défaut il ira ce connecter avant tout autre chose sur l'usb sur la ligne camera_usb_options="-d /dev/video4 -r 1920x1080 -f 10" le -f 10 indique le framerate de la camera ici cela indique a bridage a 10 images par seconde, attention retire l'option -f impliquera un framerate de 30ips (on limite généralement a 10 ou 15 ips pour éviter les impact de performance) sous Fluidd et configuration section webcam en réalité vous aurez juste a indique le nom que vous souhaitez Mais donc perso j'ai effectué l'install sur la X4 Plus sans soucis, Philippe le montre sur la X4 Pro de la même façon, et cela sera probablement le cas sur la Futur X4 Max . Support Webcam Alors Déjà Merci à @Philippe Lagane qui nous a réalisé un support pour les SW X4 Pro & Plus compatible avec les webcam pourvu d'un pas de vis type appareil photo. Disponible sur Printables Tutoriel sur le contrôle de la barre led via Fluidd & Mainsail Le tutoriel est disponible ici, un grand merci a @Darkos pour cet excellent travail, qui aidera grandement pas mal d'utilisateurs. Tuto sur la Mise à Jour de Moonraker Tuto MaJ Moonraker Merci a @llaumgui d'avoir fait ce tuto. Vidéo réglage Z-Offset pour les firmwares SW X4 Pro sortie depuis le 19 mars 2024 La logique de configuration de Z-Offset a été simplifiée et revue, voici le nouveau fonctionnement sur les versions de firmware sorti depuis le 19 mars 2024. ADXL 345 Voici une option Artillery pour nos SW X4 pro et plus ADXL345 Officiel Artillery Autres pièces Artillery utiles Des pad Silicone de nettoyage de buse de rechange Dispo Ici Des buses Acier trempé Officiel en 0.4mm Dispo ici Adaptateur USB EMMc MKS Dispo sur Artillery ou dispo ici sur Aliexpress pour 7.71€ avec Module EMMc32Go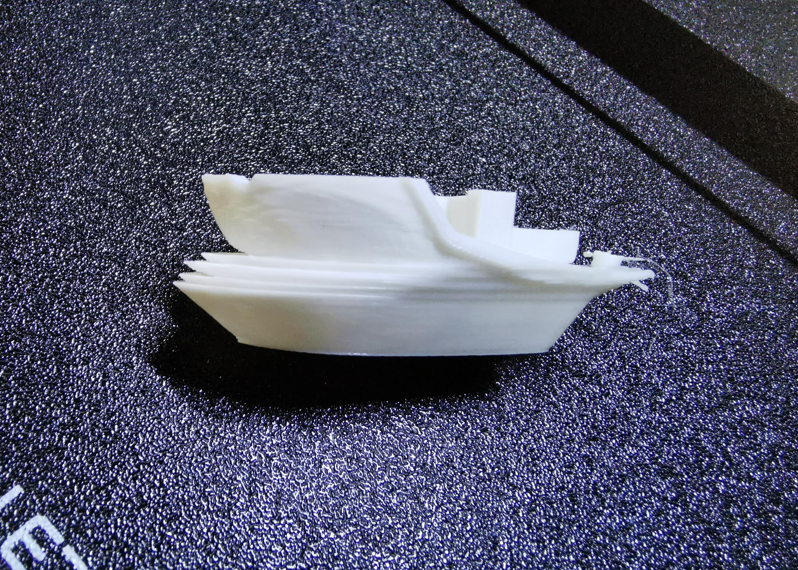






-
un defaut du filament est tout a fait possible, perso j'ai jamais eu de soucis avec les bobines chromatik même rester des mois a l'air elle s'imprime toujours tiptop mais un defaut de conception est toujours possible. Pour ma par la SW X4 Plus est raccorder sur une prise connecter j'allume et eteint le courant a distance via la prise connecte et jamais le bouton de la machine et j'ai jamais eu le moindre soucis perso.
-
Bonjour, J'ai le même problème. Les impressions se coupent au milieu de l'impression. Exactement comme sur les photos précédentes de Fjaffre. Obligé de ressortir le filament. Incompréhensible, filament trop humide, diamètre du filament irrégulier ? C'est du Chromatik. Par ailleurs, sans doute aucun rapport, mais cela s'est produit à chaque fois après avoir coupé le courant en fin d'impression avec l'interrupteur de la multiprise et pas l'interrupteur de la machine. Je sais ça fait un peu bête de penser qu'il y a un rapport, mais avec la version antérieure du firmware, à chaque fois que j'ai fait cette manipulation dans cet ordre (coupure courant avant de couper avec l'interrupteur de la machine), je perdais le réglage de la hauteur d'impression. Bref, pas normal, je commence à regretter de ne pas avoir mis plus d'argent dans la machine pour avoir une vraie marque.
-

problème de pla qui arrête de couler au bout d'un moment.
campana en réponse au topic de campana dans Discussions sur les imprimantes 3D
Salut @pjtlivjy , non , c'est la même marque , chromatik, et jamais eus de problème avec. -
@Fred45770 alors le truc noir c'est un amalgame de filament ton filament ABS etait pas noir des fois ? imprimer dans le chaussette est pas top sur de l'impression PLA car la ventilation de la buse peux créer des instabilités de chauffe de ton hotend, en ABS c'est pas pareil sur ventile pas ou presque pas. Pour le filament oui y a un vieillissement, mais perso j'ai des restes de bobine de 2021 de chez chromatik par exemple quand j'en ai besoin je passer 8h au déshydrateur je lance mon impression et j'ai 0 soucis avec tu ne vois pas la différence et pire j'ai même de meilleur résultat que avec des filament bas de gamme neuf comme la Jayo. Donc la duérée de vie c'est qu'il ne garantisse pas 100% des propriétés du filament au dela.
-
Bonjour à tous chers amis, Je vend quelques bobines de filaments 3D que je n'utilise plus car je n'ai plus le temps d'utiliser mon imprimante. Ces bobines sont toutes neuves (les 3 premières ne sont même pas sorti de la boîte et la dernière je l'ai sorti mais je n'ai même pas du imprimer 1g) et ont donc un prix de base proche de celui auquel je les ai acheté, je reste toutefois ouvert à la négociation. Elles ont été achetées sur Dagoma (sauf la dernière, MakerShop) et leur qualité est donc garantie ! Voici les produits et leurs prix : - [TOTALEMENT NEUF] Bobine PLA Chromatik 1.75mm 750g Blanc : 25€ - [TOTALEMENT NEUF] Bobine PLA Chromatik 1.75mm 750g Noir : 25€ - [TOTALEMENT NEUF] Bobine PLA Chromatik 1.75mm 250g Or : 10€ - [A PEINE OUVERT] Bobine PLA FlexiFil filaments flexible 1.75mm 500g blanc : 30€ Evidemment, plus vous en prenez, plus vous économisez ! Par exemple : ==> Le tout : 70€ (au lieu de 90 ! une économie de 20€ !) + livraison offerte (ce qui peut vous faire économiser encore quelques euros) Je possède également des bobines entamées de filaments bleu et rouge que je peux vous vendre avec, à un prix bien plus faible (environ 10€) sachant qu'il en reste à peu près la moité. Je suis en région parisienne, on peut se rencontrer ou je peux vous le livrer. Il faudra compter quelques euros de plus pour la livraison. Quant au moyen de paiement, je peux théoriquement tout prendre, mais le plus simple reste Paypal. Si vous avez besoin de bobines et que vous voulez aider un collègue de l'impression 3D, vous êtes au bon endroit : d'une pierre deux coups ! Vous vous réapprovisionnez en économisant tout en faisant une bonne action !
-
Bonjour à tous, j'enfonce peut être une porte ouverte, mais je n'ai vu cette solution nulle part, et il serait bon d'essayer cela avant de se lancer dans des modifications. Le problème : En fait j'ai changé pas mal de choses en quelques semaines, à savoir, le slicer en passant de Cura by Dagoma, le firware de la machine, et de bobines de filament. En changeant de bobine de filament pour une bobine de 2,3 kg d'octofiber, et en voulant imprimer une pièce tranchée avec Cura (2.5.0) au bout de quelques couches j'avais l'extrudeur qui commencait à claquer et parfois, par finir par se boucher. Voilà par exemple le résultat sur une pièce : On peut voir le manque de matière. Je me suis dit que c'était peut être la bobine de 2,3 kg que l'extrudeur n'arrivait pas à entraîner. J'ai donc décidé de ré-enrouler le filament sur un noyau de 750 gr, mais toujours le même problème. J'ai remis une bobine d'octofiber gris de 750 gr qui fonctionnait à merveille avant , mais toujours le même souci. j'ai mesuré le diamètre, des filaments, 1,75 ! Par contre, avec le filament ICE, j'ai imprimé 3 x 15h sans problème. Pensant à un problème matériel j'ai commandé des roulements, un mk 7, du tube téflon et j'ai arrêté d'imprimer. Et là je me suis mis à réfléchir : que se passe-t-il s'il y a trop de matière ? ben la buse se rempli et l'extrudeur se met à claquer ! Je me suis dit, je vais mettre le diamètre du filament à 1, 74 dans le slicer ! Et là, miracle, plus aucun claquement ! : Après et avant sur une petite pièce : Et sur une grande pièce : En voulant vérifier les températures utilisées pour chaque filament dans Cura by Dagoma, quelle ne fut pas ma surprise de constater que le Chromatik et l'octofiber étaient paramétrés avec un diamètre de 1,74 dans CbD ! Toute cette longue prose pour vous inciter , si vous utilisez un slicer autre que Cura by Dagoma et du filament Chromatik ou Octofiber et que vous rencontrez des problèmes d'extrusion, à modifier le diamètre du filament à 1,74 dans votre slicer avant toute modification. Désolé si tout cela a déjà été dit, je referme la porte ouverte. Steam

-
après je pense que je vais m'imprimer un V-spool qui me permettra de réutiliser les spool vide de bobine Creality, Chromatik et Sakata3D qui ont un diamètre parfait pour le CFS, car si Creality indique supporté les bobine carton, comme me la dit @Motard Geek attention au résidu de poussière de carton qui va ce répandre partout a la longue.
-
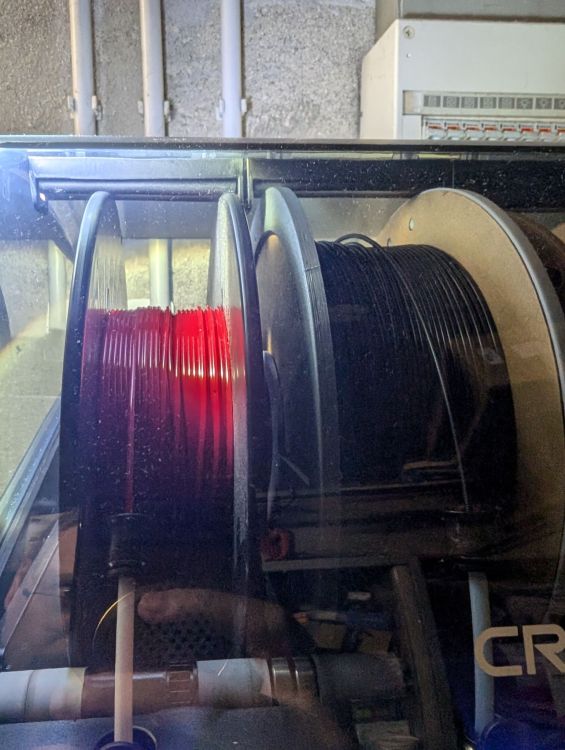
Sur les bobine eryone oui sa fait le taf mais pour les sunlu jayo on parle de quasiment 5mm qui manque. Je vous met ici les photos interne du CFS @pjtlivjy : la plaque a ressort qui fait pression sur la bobine Un bobine Chromatik 750gr rouge et une elegoo Noir elle bien appuyé bobine Eryone pour les 2 ici on est limite mais avec un serclage pas de soucis, les jayo sont plus petites. Les dimensions : Les bobine Creality carton ou RFID plastic font 20cm Les eryone 19.7cm (c'est le minimum syndical voir plus 19.8cm) Les Geetech & Giantarm 19.5cm Les Jayo Sunlu 19.4cm On a donc bien 4 a 5mm qui manque sa fait beaucoup, mais si on met une sur épaisseur a la plaque clipsable je pense que cela posera pas de soucis.


-
Bonjour, J'ai de gros problèmes pour imprimer avec le filament de la gamme Chromatik (voir photos jointes) Je ne comprend pas d'ou ça vient j'ai essayé de chanter le flow, la température rien n'y fait. J'ai l'impression que le filament ce coince dans l'extrudeur ou dans le corps de chauffe et que du coup plus rien ne sort. Ce qui est bizarre c'est qu'a ce moment la l'extrudeur ne claque pas (j'ai un un engrenage MK8). En déverrouillant l'extrudeur je pousse manuellement le filament je sens une forte tension dans le fils (très dur à faire avancer) et une fois que c'est reparti tout fonctionne normalement. J'ai imprimé 3 bobines entières d'Octofiber sans aucun problème et même le ninja flex s'imprime bien. J'utilise Cura 2.7 comme slicer. Ça fait 15 jours que j'essaye plein de choses mais rien ne fonctionne. Si quelqu'un à une bonne idée je suis preneur (j'ai 6 bobines de chromatik) PS : dernier essais avec : hauteur de couche 0.2, température 195 (essayé 205 à l'avant dernier) et flow à 92



-
Bonjour, Je viens demander conseil sur du PLA Chromatik (couleur chocolat). Le problème est que j'utilise une dagoma discoeasy200 et lorsque j'imprime une pièce avec ce PLA, ma pièce s'imprime mais elle manque de resistance. Par exemple, j'imprime un rectangle rempli à 30% et lorsque je serre la pièce, je sens comme si c'était creux (ou mou) à l'intérieur. J'ai essayé de changer la temperature (200 usqu'à 215°), la vitesse d'impression mais toujours le meme problème de rigidité de la pièce. J'imprime la même pièce avec du PLA Octofiber (couleur vert) est là, je n'ai pas de problème. ma pièce est bien rigide. J'utilise la version de Cura classique (en y ayant mis les bons parametres pour ma de200). Avez-vous une idée sur quel réglage jouer pour améliorer la rigidité ? Est-ce que la couleur peut être la cause ? je débute dans l'impression et je n'ai pas assez de recul pour comprendre le problème. Merci de votre support
-
 Bonjour à tous, Oui j'ai vraiment la poisse car je vous repose un problème! Voila discoeasy monté et premier test avec un extrait de filament contenu dans le carton est cela a été un franc succès! Tout allez bien! Par contre une fois le filament fini le changement posa un problème car le PLA Chromatik n'accroche pas du tout au scotch Bleu se qui fait que cela fait un bloc au niveau de la buse.... En température j'ai mis 210° réduit un peu la vitesse des ventilo mais rien y faire... Alors je voulais savoir si il y avait une solution spécifique avec ce filament en particulier ou quel est votre méthode pour avoir une meilleure accroche sans abîmer la pièce au décollage? Merci
Bonjour à tous, Oui j'ai vraiment la poisse car je vous repose un problème! Voila discoeasy monté et premier test avec un extrait de filament contenu dans le carton est cela a été un franc succès! Tout allez bien! Par contre une fois le filament fini le changement posa un problème car le PLA Chromatik n'accroche pas du tout au scotch Bleu se qui fait que cela fait un bloc au niveau de la buse.... En température j'ai mis 210° réduit un peu la vitesse des ventilo mais rien y faire... Alors je voulais savoir si il y avait une solution spécifique avec ce filament en particulier ou quel est votre méthode pour avoir une meilleure accroche sans abîmer la pièce au décollage? Merci -
Bonjour, Je commence à peine avec la Discovery200, et la première bobine de PolyMAX y est passée sans aucun problème d'impression J'utilise Cura by Dagoma Par contre, je suis parti sur du Chromatik crème et là ... impossible d'imprimer quoi que ce soit Symptomes : - l'extrudeur "claque" sur la premier ou seconde couche, au bout d'un moment (ou parfois dès le début) - le fil semble faire un mouvement avant-arrière quand ça claque - plus aucune matière ne sort Dans CBD, j'ai pris "Autre PLA" et 205 degrés, en essayant les 3 épaisseurs de couches (rapide, standard, fin) J'ai aussi essayé plusieurs températures trouvés sur le forum : 188 jusqu'a 230 (c'est 205 la recommandation sur la fiche produit) Dès que je repasse sur du PolyMAX... c'est impeccable Quelqu'un arrive à imprimer du Chromatik avec CBD ? ou faut-il passer sur Cura standard ? Si oui, avec quel réglages le faites vous ? Merci d'avance, Chris
-
 Bonjour à tous, Cela fait un petit temps que je n'ai plus posté sur le Forum, même si je vous lit toujours. Ma D200 fonctionne tellement bien.... Aujourd'hui, j'ai une petite question que je pense vraiment simple pour vous. J'ai reçu une bobine de Chromatik, mais qui ne se trouve pas dans la liste des filaments de Cura by Dagoma. Que puis-je utiliser comme paramètre à la place? Et dans l'idée de me pencher doucement dans le code, comment puis-je ajouter les paramètres d'un nouveau filament dans la config? Merci d'avance pour vos conseils éclairés.
Bonjour à tous, Cela fait un petit temps que je n'ai plus posté sur le Forum, même si je vous lit toujours. Ma D200 fonctionne tellement bien.... Aujourd'hui, j'ai une petite question que je pense vraiment simple pour vous. J'ai reçu une bobine de Chromatik, mais qui ne se trouve pas dans la liste des filaments de Cura by Dagoma. Que puis-je utiliser comme paramètre à la place? Et dans l'idée de me pencher doucement dans le code, comment puis-je ajouter les paramètres d'un nouveau filament dans la config? Merci d'avance pour vos conseils éclairés.




-
Choix entre P1S ou X1C de Bambu Lab
MrMagounet en réponse au topic de Fx_oO7 dans Bien choisir son imprimante 3D
Je ne pouvais pas me renseigné sur un type de PLA que je ne connaissait pas et n'ai pas testé en effet à ce jour, et comme tu n'avais pas évoqué le type de PLA-HP avant ta réponse je n'avais pas d'information sur ce produit, merci pour la découverte c'est toujours intéressant de découvrir de nouvelle matière ou chose l'impression 3D reste en perpétuelle évolution et cela continue, donc merci @pjtlivjy. Qui t'a dis que je trouvais hors de prix le colorfabb ou même le fiberlogy, ce sont des filament plus chers que certaines marques courantes mais les PLa technique réponde souvent a un besoin particulier et donc c'est prix sont souvent pas déraisonnable. Pour information j'ai depuis toujours utilisé des filaments même PLA qui sont considéré par certain comme chers comme les chromatik qui sont souvent a 25-30€ les 750Gr pour des filaments PLA + qui semble assez classique mais sont d'excellentes qualités, j'ai toujours été du genre préférer mettre 5€ de plus sur du filament de qualité que de me prendre la tête avec des filaments pourries, l'une des marques de filament que j'utilise le plus est Sakata3D et leur filament 3D850 et 3D870 qui sont les moins chers du marché mais qui sont très bien. J'ai la chance de recevoir de temps a autre du filament en test malheureusement rarement des marques comme Colorfabb ou Polyterra du coup parfois je passe a côté de filament nouveau intéressant comme ce dernier filament. Si j'en ai l'occasion un de ces 4 je testerais ce filament y a en effet quelques applications intéressante possible, comme comme le 3D870 qui est un filament que j'utilise régulièrement. Je viens de regarder chez certain fabriquant de ce type de filament, sa résistance a la chaleur et a la traction semble pas mal du tous, c'est moins bon que le 3D870 pour la résistance au choc mais ici pas de recuisson donc top, c'est un filament qui semble avoir une retraction plus important et donc une tendance au warping plus important, peux tu me dire vue que tu l'as utilisé ton retour m'intéresse sur la meilleur condition d'utilisation, comme sa transition vitreuse semble plus élever il est peut être interessant de l'imprimer dans une enceinte close ? Ce que je vois c'est que certain additif spécifique semble être utilisé mais j'arrive pas savoir leur composition et donc d'infos sur le type de particule émise, c'est dommage de pas réussir a avoir certaines de ces infos mais bon le cas avec beaucoup de fabriquant et pas lié a colorfabb. -
@PPAC a bien résumé la chose j'ai dans mon cas mes imprimante dans mon garage non chauffer, avec en hiver des température interne dans le garage qui descend a 7°C et pas de soucis avec le PLA pour l'impression FDM par contre PETG et ABS tu oublie ABS de tout façon demande un caisson de préférence, alors pour la partie chauffage du caisson c'est sur que c'est utile pour certain filament très technique mais pour l'ABS c'est pas forcement utile ma FlashForge 5M Pro n'en a pas et imprime l'ABS et ASA sans jamais de soucis et a la perfection. Pour l'humidité je suis en Seine & Marne l'un des département de France les plus humides, la cela varie grandement rien que sur le PLA j'ai des bobines qui te demanderont parfois d'être déshydraté tous les 48h en période humide, alors que d'autre sont a l'air libre depuis 6 mois et ne bouge jamais cela ne veut pas dire que le filament absorbe pas l'humidité mais que cela a peu d'impacte alors que pour d'autre c'est vite la cata, par exemple le SunLu HS Pla black je devrais le déshydrater tous les 48h, alors que le chromatik (filament FR de Dagoma) lui en restant 6 mois a l'air libre tu le charge dans l'imprime imprime direct et hop cela sort nickel sans problème. Donc un deshydrateur simple sera un investissement minimum utile, après tu peux aussi utiliser un deshydrateur alimentaire que tu modifié, ou prendre un deshydrateur pour 4 bobine comme Sunlu en propose c'est a voir.
-
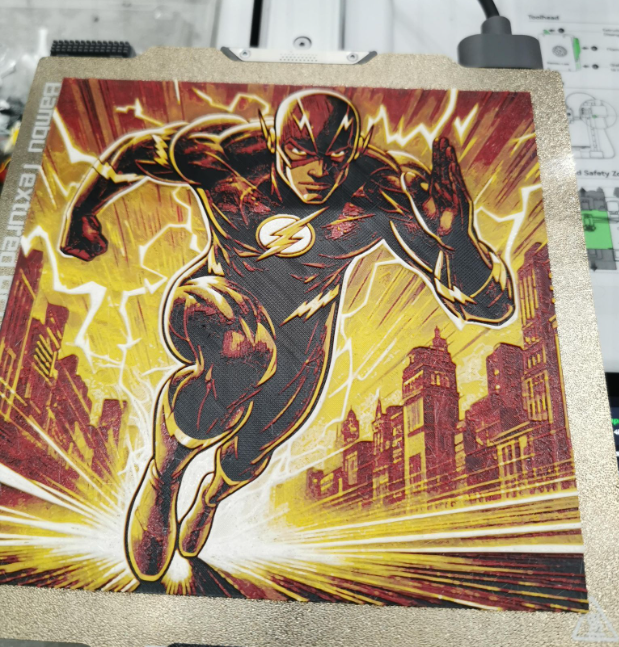
salut @Julien Métayé je vais essaye de répondre a quelques questions, je comprend ton point de vue de te dire amateur, ce terme n'est pas péjoratif personnellement je me considère aussi comme un amateur ou utilisateur avertie de l'impression 3D (car je ne vis pas de l'impression 3D), et y a des gens qui sont pro car ces leur activités mais qui font peur quand tu entend les bêtises dites. Pour le support le système semble fonctionné, y a un equivalent pour la A1 mini mais personnellement j'aime pas cela cela pourrait ce ressentir sur des impression haute même si le portique semble stable y a potentiellement des vibrations qui peuvent ce transmettre, il existe des mod de fixation mural qui me semble bien plus interessant pour moi. Oui pas de soucis j'utilise pas de bobines BambuLab sur ma A1 mini, mais des bobines Eryone, Sakata3D, Kexcelled, SunLu, AceAddity, Geetech, chromatik etc.... seule les sunlu Jayo et avec touret equivalent on un diametre trop important et tienne pas sur l'AMS Lite mais il suffit d'imprimer un adaptateur et le tour est joué, bobine carton ou plastique aucun soucis en soit. Il te faudra un peut temps d'adaptation sur bambustudio probablement mais cela ce prend bien en main (dans mon cas j'utilisais Orca Slicer qui est identique en utilisation donc j'ai pas eu a m'inquiété sur ce point) l'avantage c'est que c'est super bien penser car les profils de base sont très bien conçu. c'est un choix tous a fait viable par rapport a ton besoin, l'AMS Lite permet le changement de filament seule jusque 4 filament oui, par contre autant dans un cas de changement de couleur a hauteur de couche donné comme avec le M600 tu as pas de perte de matière, autant si tu imprime une pièce ultra pousser avec des changement de couleur multiple a chaque couche peu couté chers en perte de matière et en temps, tu peux avoir jusque 5 fois la masse de l'objet en perte et une pièce mono couleur de 2h peux t'en demander 10h, donc attention a ce que tu veux imprimer et comment perso je prévilégié le chagement a hauteur donner, comme avec les HueForge (dont j'ai acheter la licence soft) pour la réalisation de filament painting, exemple d'impression que j'ai effectué y a peu. Contrairement a ce que pense les gens, les machines sont assez chers mais les pièce detaché sont parmi les plus accessible des constructeurs, le côte exclusive commence a s'étioler car on commence a voir des accéssoire fabriquer par des tiers voirs même des accéssoires originaux comme le Panda Touch de BTT qui apporte une nouvelle approche pour un ferme d'imprimante. J'espère avoir répondue a l'essentiel de tes questions.
-
FlashForge Adventurer 5M Pro : Test en approche
MrMagounet en réponse au topic de MrMagounet dans FlashForge
Oui tu as l'arrêt automatique mais c'est pas une mise en veille standard la, je trouve cela pas mal tu as un print qui ce termine a 1h du matin 20min après la fin la machine ce coup une fois sur que tous ce qui est buse particule etc ne pose plus de soucis. Par contre oui la petit Ventilo tourne H24 c'est en effet etrange et pas necessaire. Alors il Y a comme je viens de l'expliquer sur la MaJ plus haut lié a l'impression ABS des petit bug de firmware avec certain slicer sous FlashPrint 5 dans mon cas cela a fini par un echec avec code d'erreur etc avant même le début de la première couche de la pièce sous Orca par conte aucun soucis, il faut ajuster quelques peu ton débit sur Flash Print si tu as un peu de sous extrusion sur le dessus mais perso j'ai un rendu un peu meilleur avec Orca, dans mon cas quelques ajustement de profils ABS/ASA on conduit a 2 echecs mais c'est lié au fait de devoir un minimum ajuster ce type de profil (le soucis est plus sur la gestion des support de mon profils ABS mais rien de méchant et surtout on peu pas en tenir rigueur a ce niveau a la machine en soit ) En PLA et PETG 0 echecs en ABS juste des echecs a cause de mon profils sur des pièce avec forte zone de support et zone dans le vide. Il y a un travail de FlashForge avec Orca pour permettre l'envoie du print via réseau depuis Orca directement, il y travail cela devrait plus tarder normalement, FlashForge travail aussi a la creation d'une appli dans le genre de BambuHandy pour avoir un compagnons sur smartphone permettant une gestion de l'imprimante simplifié, donc cela évolue tranquillement pour essaye de proposer un service comparable a l'écosystème BBlab. Comme promit j'ai imprimer une pièce identique avec les profile par defaut sous FlashPrint 5 et sous Orca Slicer, il s'agit d'un cube de calibration Voron dans les 2 cas le temps d'impression est identique et la qualité est très proche, mais on note que avec FlashPrint le cube de gauche a l'intérieur on a des zone de stringing et sur le dessus les cordos de filament sont un peu plus visible pour le reste les pontage et les couche sont très propre, impression en 0.2mm avec buse de 0.4 et du filament de chez Dagoma du Chromatik que j'ai d'ouvert depuis presque 3 ans (et oui c'est dire, un fond de bobine) que j'ai même pas déshydrater avant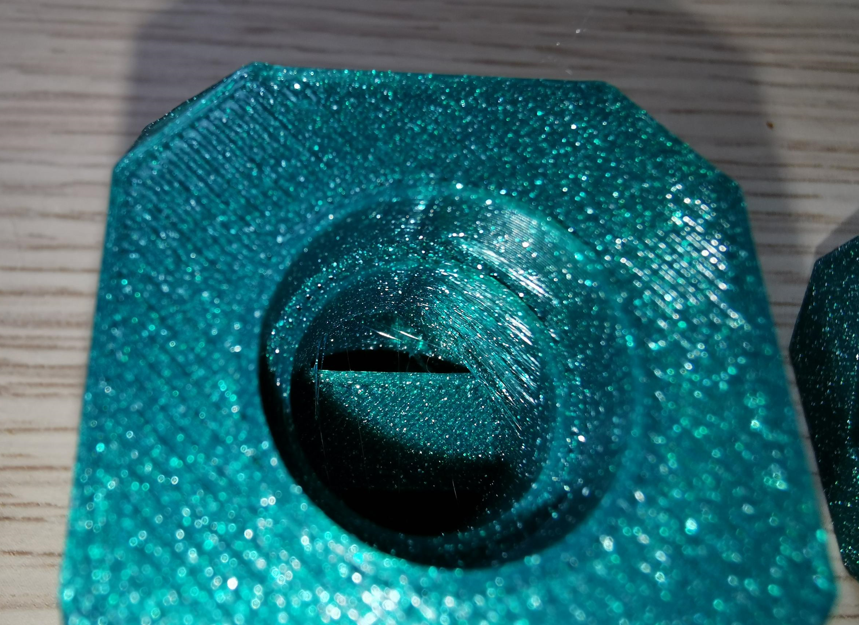





-
@Biologix super nouvelle Pour ce qui est de l'ajustement il m'arrive parfois que les pièce DL sur les site soit mal conçu ou parfois avec un offset entre les pièces qui s'assemble trop faible ce qui pose soucis d'assemblage. Mais l'une des chose a voir a présent sera la calibration extrudeur et calibration du Flow. Pour les bobines de filaments j'ai tester pas mal de chose. Les marques que je ne prend plus : - Amazon Basic, Eono, Geetech. J'ai personnellement eu trop de soucis variation de qualité d'une bobine a l'autre avec parfois des bobine presque inutilisable. Les marques que j'utilise le plus : - Eryone, Cerprise, Chromatik, GST3D. Eryone et Cerprise maintenant c'est la même boite et j'aime beaucoup, chromatik est top mais chers, le GST3D pas recommandé pour une débutant c'est assez variable. Les marques que j'ai testé et aime bien : - Sunlu (Le silk j'ai eu des soucis, mais PLA et PLA + classique nickel), Sakata super marque pas donné mais filaments topissime les version 3D870 sont plus résistant que l'ABS, SOVB3D des couleur sympa en alumine mais des soucis avec quelques bobines.
-
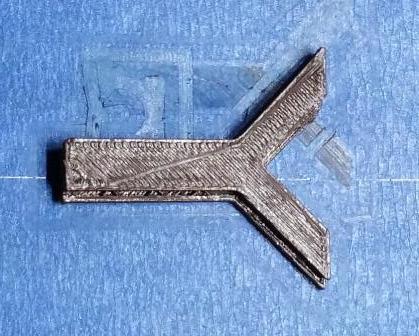
(mise à jour du 8 juillet 2016) -------- Bonjour à vous tous, Mon imprimante : Une discovery200 avec du Buildtak, les renforts hauts de @Dal et des caches esthétiques en bas. Aucune carte micro-SD, tout passe par le Raspberry Pi (avec le programme Octoprint). MAJ du 15 mai 2016 : installation des anti-wooble de @Dal. MAJ du 8 juillet 2016 : j'ai changé les linéaire de la tête d'impression car des graphites : ça glisse mieux et je trouve le rendu légèrement meilleur. Ses 2 principaux défauts : un plateau qui n'est pas droit d'origine, donc obligé de mettre un offset assez élevé sur les larges impressions. Et l'extrudeur qui passe assez difficilement les filaments au niveau de son entrée avant le tube PFTE (comparé à une autre discovery200 que j'utilise au travail). Mes outils : Cura 15 (sur mac) + Octoprint (sur Raspberry Pi 3) Les couleurs testées : Vert "Gracious Green" https://www.amazon.fr/gp/product/B017HAI53E/ref=oh_aui_detailpage_o04_s00?ie=UTF8&psc=1 et Blanc "Wondrous White (https://www.amazon.fr/gp/product/B017HAIK8O/ref=oh_aui_detailpage_o00_s00?ie=UTF8&psc=1) Mes réglages : Version stable ICE FILAMENTS différentes couleurs (V1.0 - 30 avril 2016) : Ice Filaments (Fin - 30avril2016).ini Version Beta ICE FILAMENTS Gracious Green (V1.4b - 7 mai 2016) : Ice Filaments (Fin - 7mai2016 - 1.4 VERSION BETA).ini Version Beta ICE FILAMENTS Wondrous White (V0.4b - 16 juin 2016) : Ice Filaments Blanc (Fin - 16juin2016 - 0.4 VERSION BETA).ini NOUVEAU : Version Beta ICE FILAMENTS Wood (V0.7b - 31 mai 2016) : Ice Filaments Bois (Fin - 31mai2016 - 0.7 BETA).ini Version Beta Polywood (V0.1b - 14 mai 2016) : Polywood (Fin - 14mai2016 - 0.1 VERSION BETA).ini NOUVEAU : Version Beta Chromatik (testé sur Bois, Or et Crème) (V1.9b - 4 juin 2016) : Chromatik (Fin - 2juin2016 - v1.9 BETA).ini ATTENTION, quelque soit la version : modifiez toujours mon offset, présent dans le startcode, par le votre car nos palpeurs sont tous réglés à des hauteurs différentes ! Nos tests : Objet petit : Pièce 1 euro (échelle 1 - Profil Cura "version stable 30 avril 2016") - http://www.thingiverse.com/thing:758612 Objet moyen : Toupie (échelle 1 - Profil Cura "version stable 30 avril 2016") - http://www.thingiverse.com/thing:542914 (toupie 3) Objet grand : Pot de fleur (échelle 0.4 - Profil Cura "version stable 30 avril 2016") - http://www.thingiverse.com/thing:796667 (pot 3) Objet grand 2 (différent, par couleur) : BLANC --> Stormtrooper (échelle 1 - Profil Cura "version stable 30 avril 2016") - http://www.thingiverse.com/thing:1169514 VERT --> Bulbizarre pot de fleur (échelle 2 - Profil Cura "version stable 30 avril 2016") - http://www.thingiverse.com/thing:381599 Photos en vracs : Ce que l'on peut dire sur ce filament : Le diamètre n'est pas à 1.75 tout le temps sur du Gracious Green ou du Wondrous White. Pour le filament Vert 1.78 semble donner un meilleur résultat au niveau du "wooble", il semblerait que ce soit également le cas pour d'autres couleurs. Pour le filament blanc, 1.74 semble atténué le "wooble". Voici une photo qui montre la différence de diamètre entre le PLA Gracious Green de ICE FILAMENTS et le PLA couleur OR de Chromatik (qui est constant) : Le problème du diamètre légèrement supérieur c'est qu'il est arrivé à plusieurs utilisateurs d'avoir une sorte de "grosseur" sur une très courte partie du filament mais suffisamment pour être visible et pour bloquer le filament dans l'extrudeur. Résultat : l'impression rate car la buse n'a plus de matière à écouler. Ce filament apprécie les basses températures, il est possible de faire vos impressions dans les environs de 186° à 194°. Dans certaines situations ou réglages particuliers, il peut être préférable de passer à 205°. Ce qu'on a appris sur l'impression 3D : Le flow c'est la quantité de filament qui sort de la buse pendant un delta de temps donné, sur une base de 100%, si on met 98% on réduit cette quantité mais cela est lié à plusieurs paramètres dont la température. Par exemple, si à 195° avec 95% de flow mon extrudeur claque de temps en temps, en dehors de la première couche, alors à 90% il claquera davantage (voir risque d'endommager le matériel et l'impression) tandis qu'à 100% de flow ça imprimera sans claquement... cependant il y aura un risque de trop de matière et donc des blobs aussi (de petits dépôts indésirables). Plus l'épaisseur de couche est fine (0.1 par exemple), plus on peut baisser le flow et inversement (à 0.3 on aura besoin d'un flow plus élevé). Mais aussi, plus la température est basse, plus le flow doit être monté pour pousser l'arrivée de matière "trop froide" dans la buse. On ne règle cependant le flow qu'en dernier recours (c'est un "palliatif" seulement quand les réglages ou/et le filament ne sont pas bons). Un flow ne doit jamais descendre sous les 80% ou monter au delà de 120%, sinon il y a clairement une erreur de réglage (diamètre de fil, température, extrudeur défaillant, etc). Les impressions à basse température ont plusieurs avantages et quelques inconvénients. Pour plus d'infos, déroulez le spoiler ci-dessous : Pour réduire le warping il existe plusieurs solutions, mais si vous n'avez pas encore essayé de baisser l'Offset consultez la vidéo qui suit : Ce que l'on conseille : Toujours nettoyer les "déchets" que fait la buse au début d'impression, avec une pince de précision par exemple. Le ICE FILAMENTS, par ailleurs, fait beaucoup de déchets, mais une fois la première couche passée aucun soucis sur la suite. Si on ne retire pas les déchets sur le plateau et durant le début de la première couche il y a un potentiel risque de partiellement boucher la buse et aussi de décaler les premiers couches avec des tas de matières non désirées. Recommande t-on ce PLA ? (attention on se la joue "conclusion de magazine ") Disponible en bobine de 750g sur Amazon.fr pour 16,94€ (prix indiqué le 4 mai 2016), et 15,94€ pour ceux ayant un compte Amazon Premium (1€ de remise si livraison standard), ou en bobine de 2,3kg à 42,06€ (prix indiqué le 4 mai 2016), nous sommes là face à un sérieux concurrent pour les bobines entrée de gamme. Certes, les bobines ICE FILAMENTS n'ont pas la finesse de certains PLA plus onéreux (comme le Chromatik), ni la robuste du Polymax, mais pour son prix on a quelque chose d'un peu meilleur que le géant chinois Esun et moins de complications. Il y a un important choix de couleur et de matière mais dans celles testés les couleurs sont vives et brillantes. Le rendu global est correcte, hormis un Wooble un peu prononcé et qui nécessitera un réglage plus minutieux pour devenir aussi faiblement visible que le rendu de certains bons filaments. Prévoir un sac hermétique pour la conservation car la bobine arrive dans un sac non réutilisable. A venir : Probablement un topic sur le PLA Chromatik dont je mets mon avis dans ce spoiler : BONUS - Nos ratés : Cet escargot coupé c'est quand le filament à subitement changé de diamètre ce qui n'a pas plus à l'extrudeur qui l'a coincé... la suite c'est que la buse ne peut plus cracher son plastique Et là c'est un ratage basique : l'Offset trop haut donc une première couche pas assez écrasée ça peut tout foutre en l'air. Adaptez là en fonction des objets et vous n'aurez presque jamais besoin de support. -------- N'hésitez pas à transmettre vos retours, conseils, réglages, etc... je vais essayer de recenser cela et d'éditer ce post en conséquence, après validation de vos informations.
-

Problème d'impression sur Machine SOVOL sv01
Stryken en réponse au topic de Stryken dans Entraide : Questions/Réponses sur l'impression 3D
Salut Lorenzo j'utilise du pla CHROMATIK depuis des année je l'utilise sur une autre sovol sv01 ainsi que deux ender 3 et une ender 3 S1 j'ai ce problème seulement avec une des Sovol qui fonctionner parfaitement avant je me dit que j'ai un problème mécanic ailleur sur la machine température conseiller : 210 230° je les mis à 210 sur mes autres machine aucun souci -
Bonjour, J'ai une Sidewinder X2 qui fonctionne parfaitement avec du PLA Chromatik. Aujourd'hui j'ai tenté d'imprimer avec un filament Artillery 3D https://artillery3dexpert.fr/products/pla-silk-argent-premium-wahnao-1-75mm-1-kg Malheureusement j'ai du Wrapping, et aucune indication des caractéristiques du Filament (que ce soit sur Ultimaker ou le site de Artillery) C'est un filament "Silk" ce qui peut expliquer certains soucis ? (j'ai le même soucis avec un filament PET d'ou ma question générique) J'ai donc pris: Density : 1.25 Diametre : 1.75 Température impression 200 (entre 190 et 220) Build Plate : 60 (55 dans la doc) Retraction Distance : 6.5mm (lu sur un forum) Retraction Speed : 25 (lu sur un forum) Fan speed : 100% Questions: Ou / Comment trouver les bonnes infos d'un filament ? Que faire en cas de Wrapping ? Augmenter ou Baisser quelle variable ? (Build Plate ? ou Filament ?) Est-ce qu'il y a d'autre astuces ? un site ? décrivant les subtilité de la Retraction ? Merci !