Classement



Contenu populaire
Contenu avec la plus haute réputation dans 14/03/2018 Dans tous les contenus
-
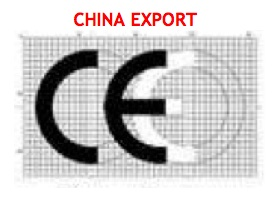
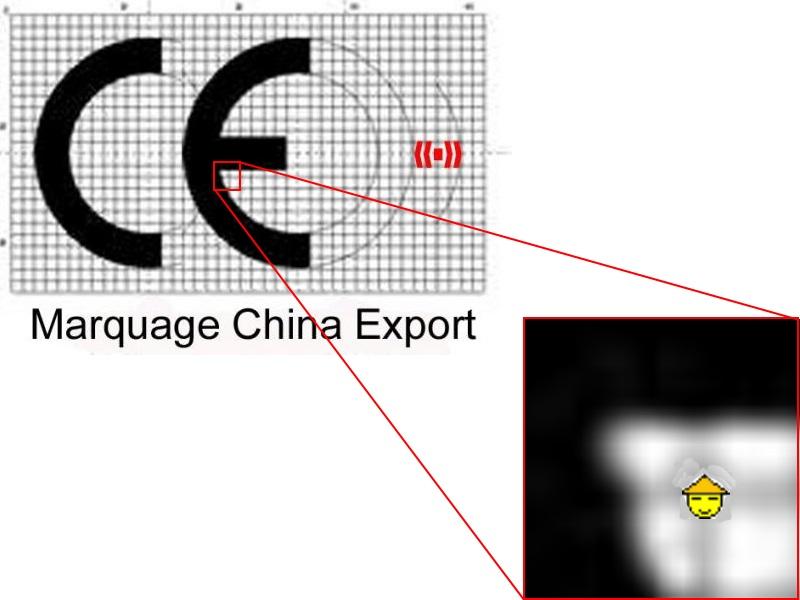
Bonjour à tous, Vous avez du tous remarquer le sigle CE (Conformité Européenne) apposé sur les produit en provenance de Chine. Ce sigle indique que les produits répondent à des normes drastiques de sécurité et qu’ils peuvent circuler librement en Europe. Le sigle CE chinois est une contrefaçon du sigle officiel. En réalité, ça signifie China Export. La différence entre les 2 sigles est subtile et ne tient qu'à la distance entre les 2 lettres. Et comme le dit le dicton : Un homme averti en vaut 2 Si vous voulez en savoir plus sur cette conformité, c'est ici :https://www.economie.gouv.fr/dgccrf/Publications/Vie-pratique/Fiches-pratiques/Le-marquage-CE

 3 points
3 points -
Les mecs mettent trop la pression SUSPENS....3 points
-
Idem je trouve que tes 1 er print sont nickel pour l'accroche ......mais j'ai fait pareil, je me suis dit: " je vais peaufiner le reglage de l'offset un peu"...... et la je ne m'en suis pas sorti ! donc je suis revenu au réglage d'origine de 0,780 ( aller, je crois que j'ai mis 0,785 pour etre fier d'avoir paufiner le Z ) . J'y reviendrai quand j'aurai acquis un peu plus d’expérience je pense2 points
-
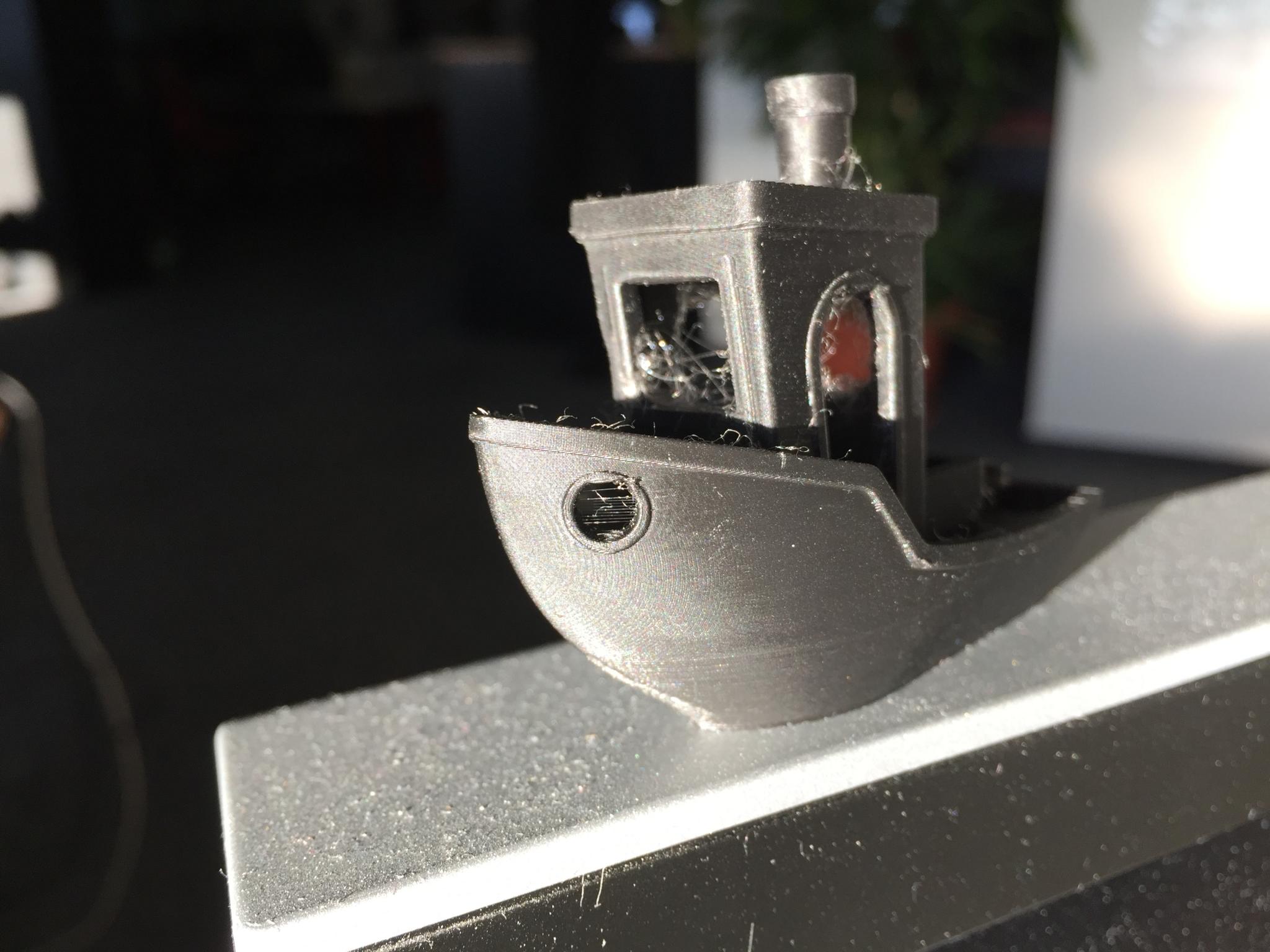
J'ai enfin trouvé un peu de temps pour poster qques photos du Benchy en 0,1 d'épaisseur de couche avec une buse de 0,2. Bon on dirait qu'il est poilu Car j'ai imprimé un peu trop chaud..mais la surface est super lisse et les détails sont impressionnants... voir l'inscription à la poupe


 2 points
2 points -
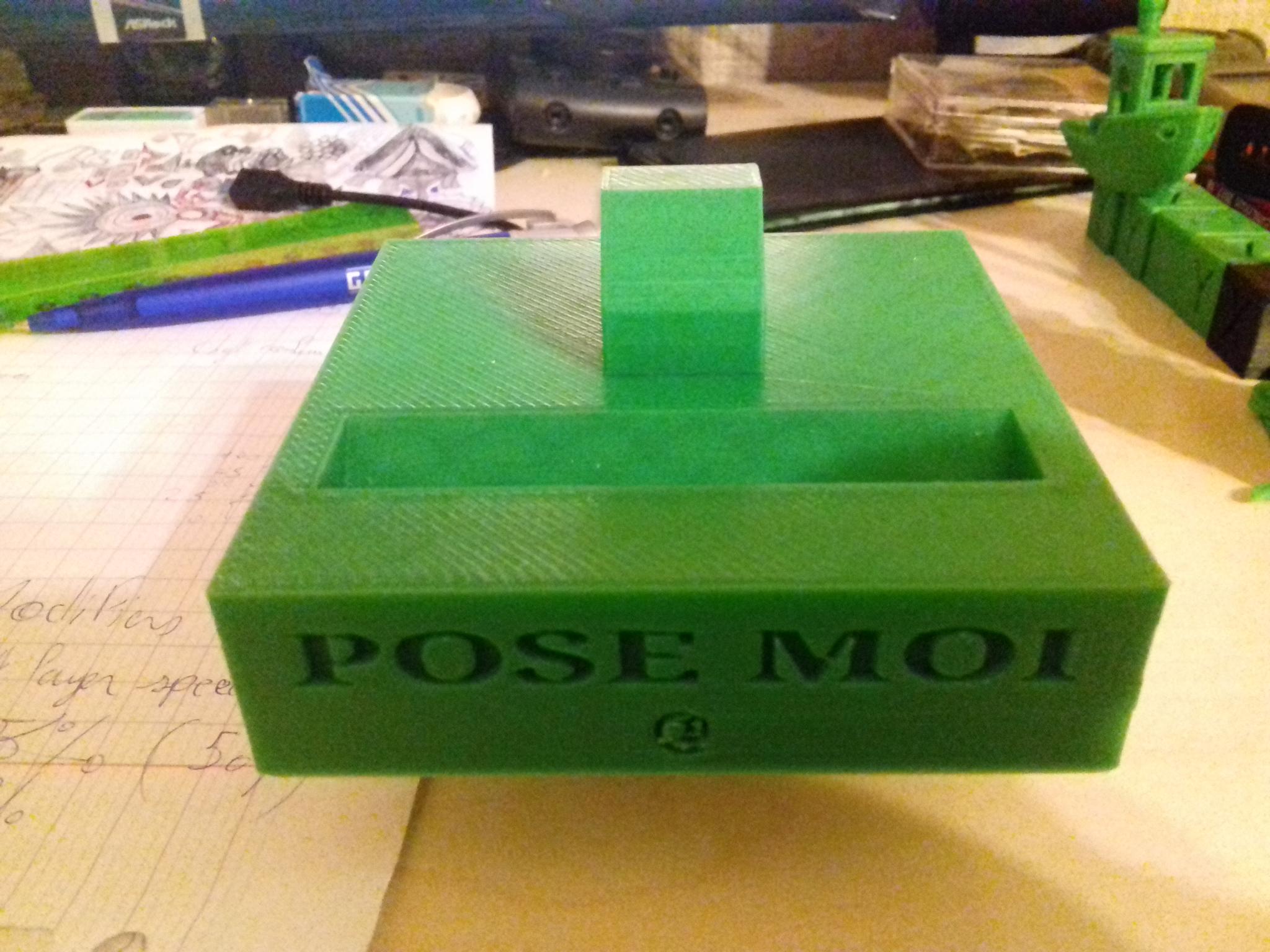
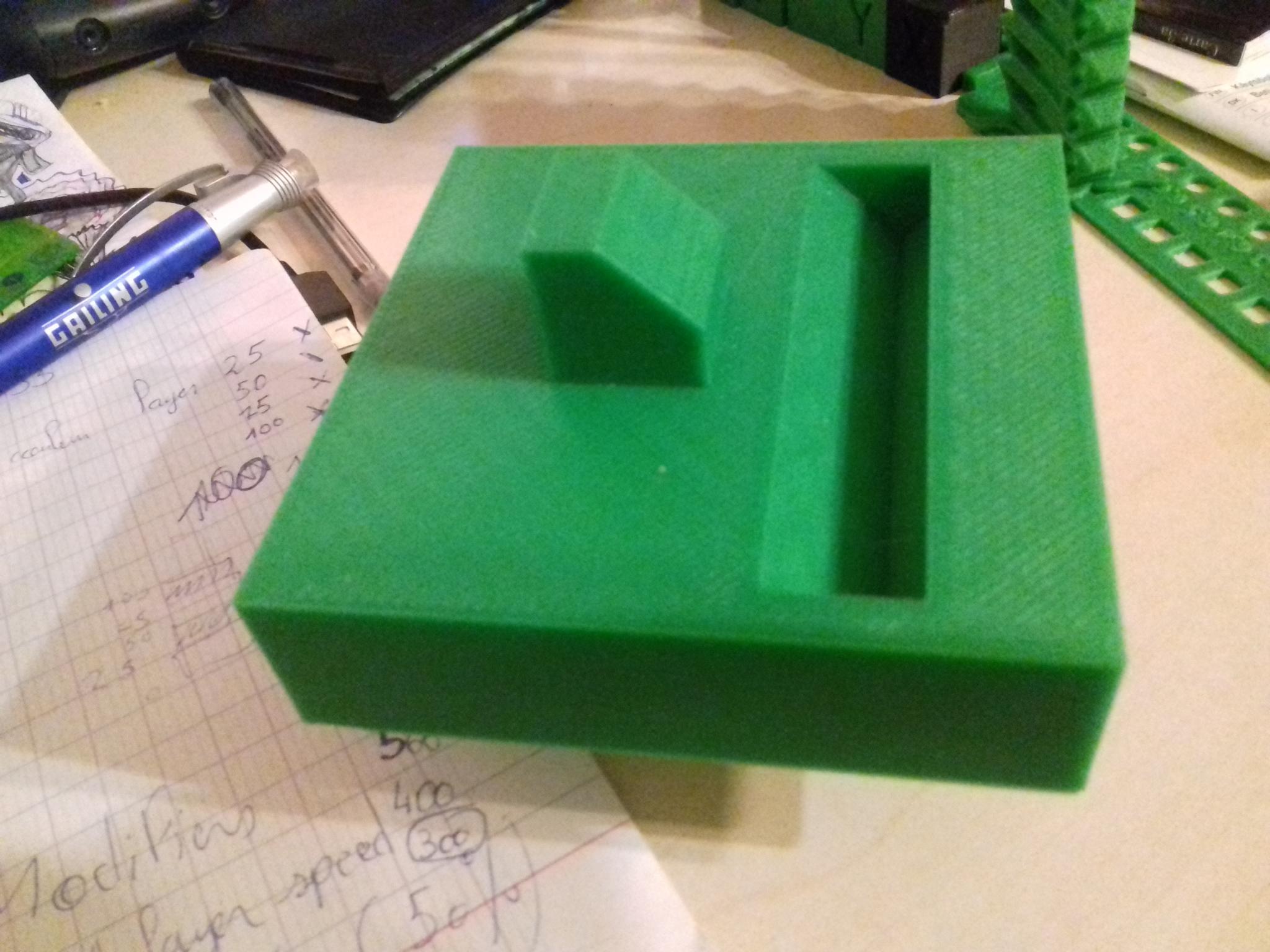
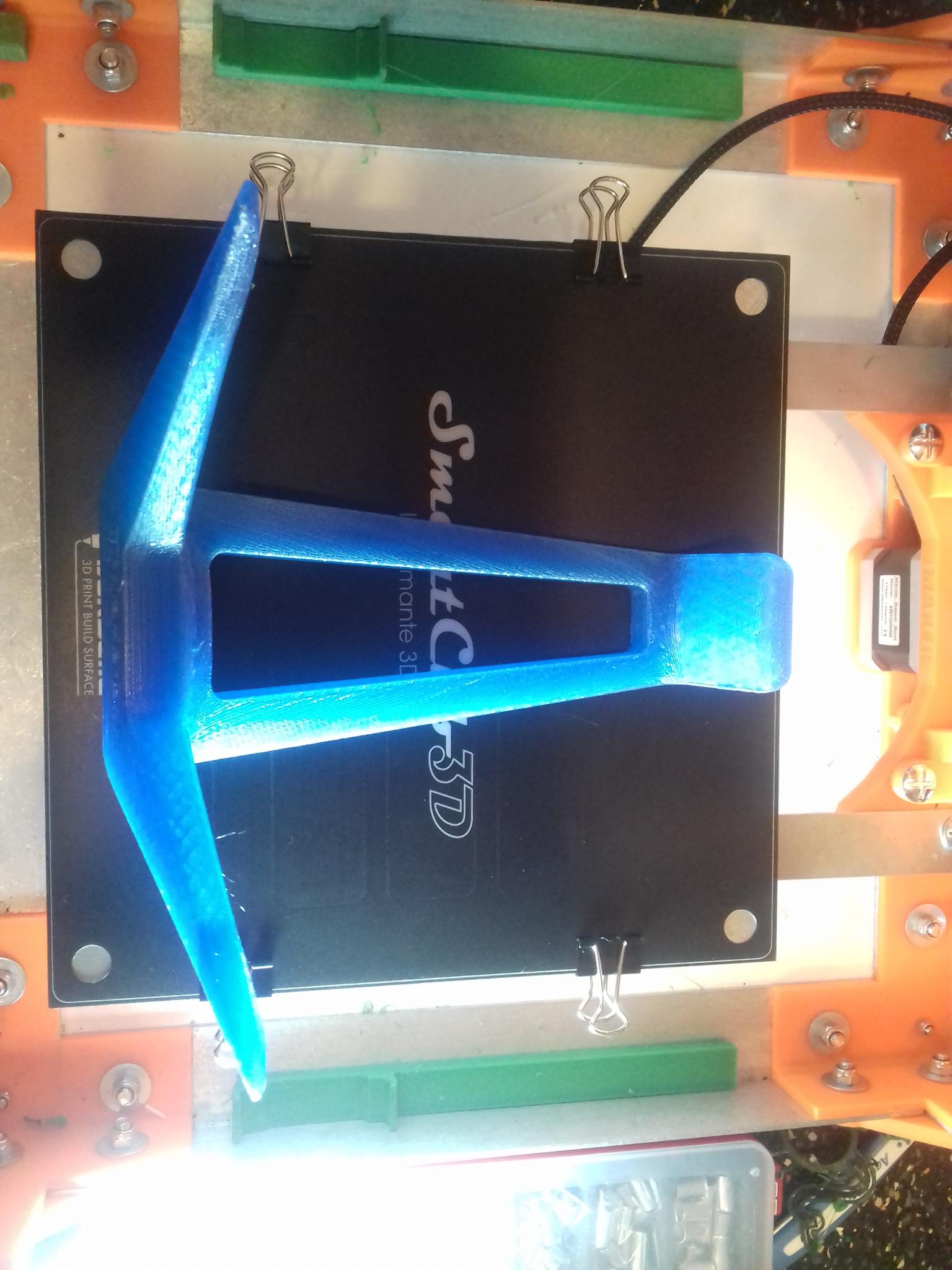
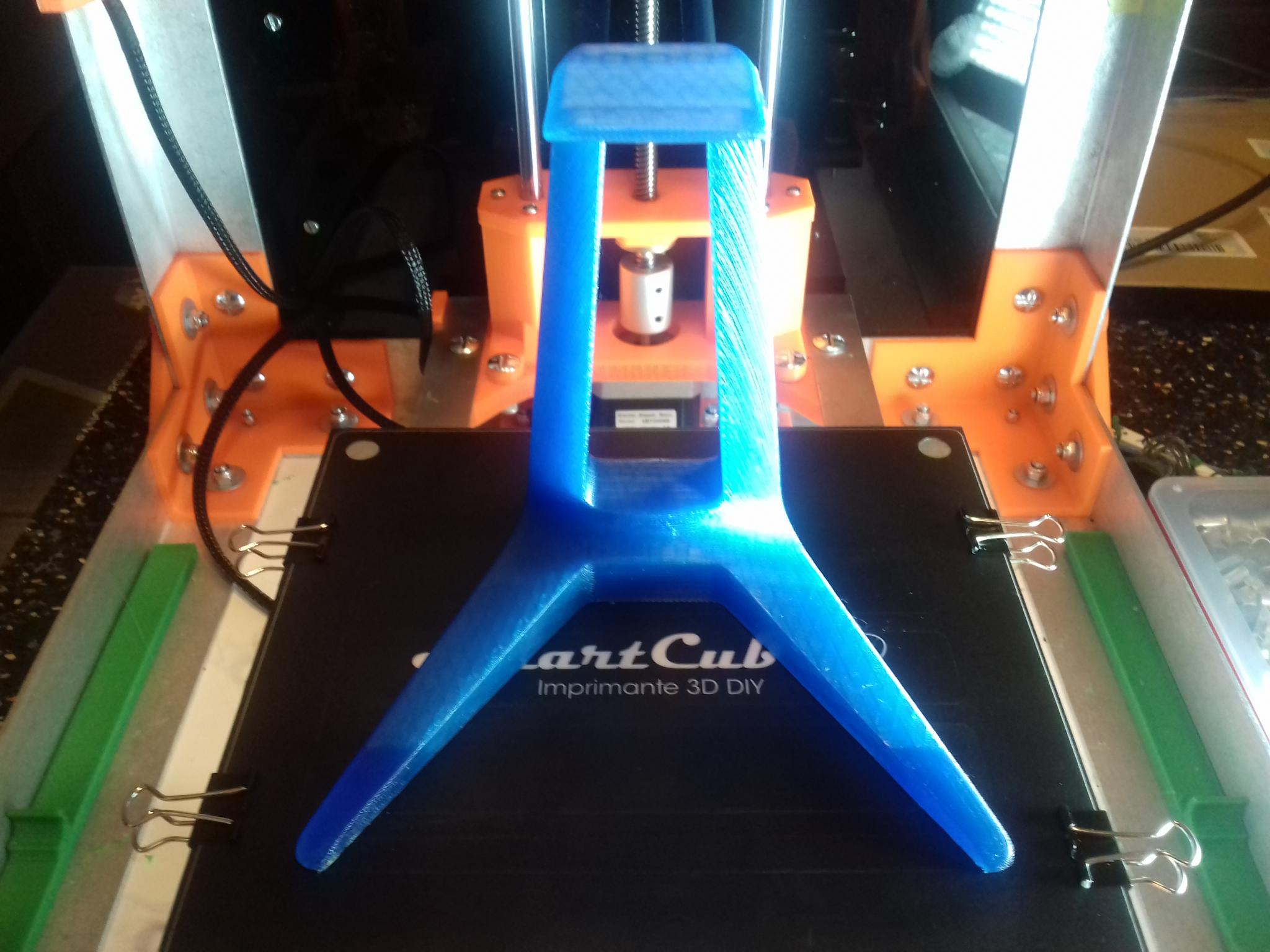
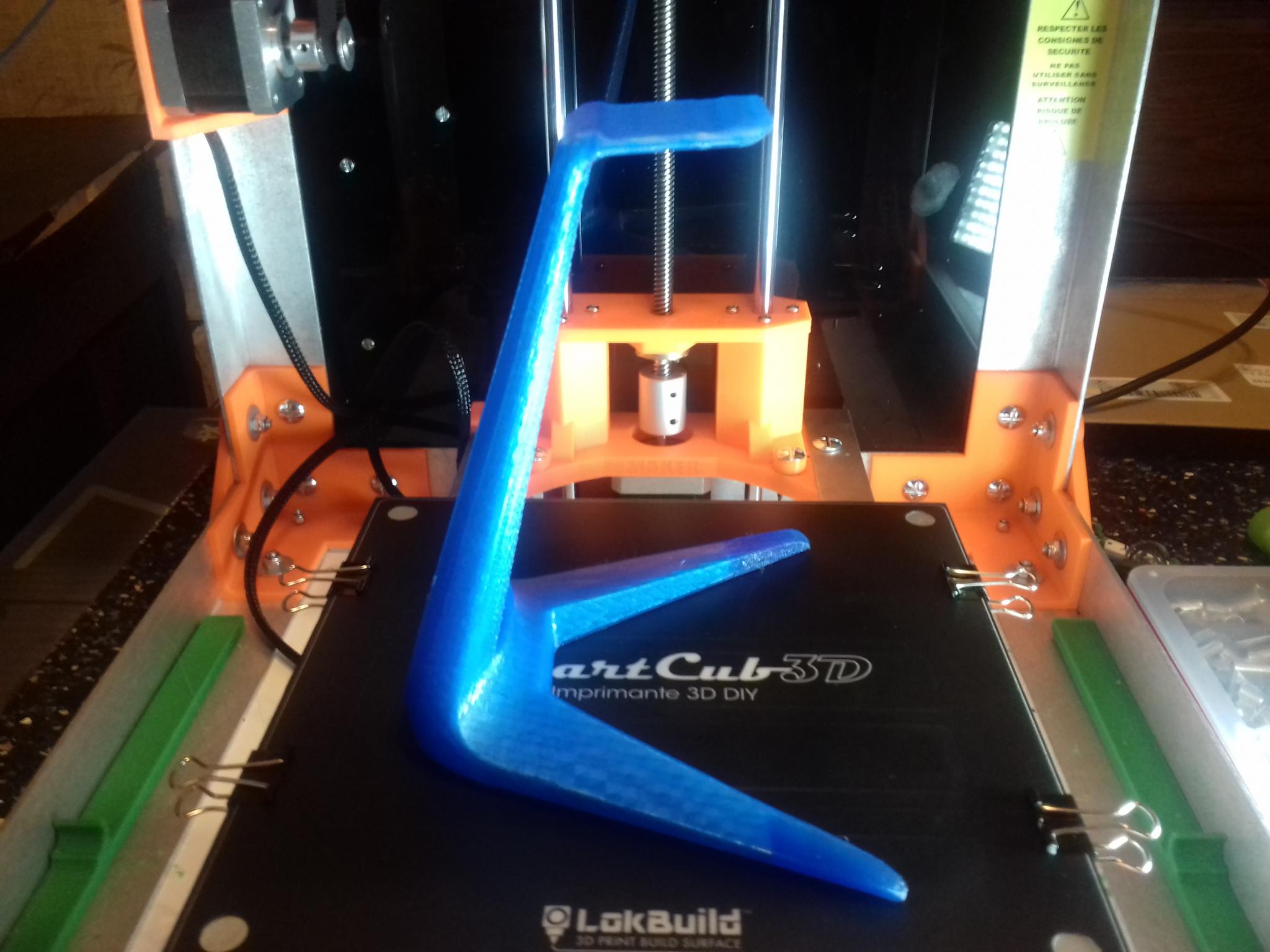
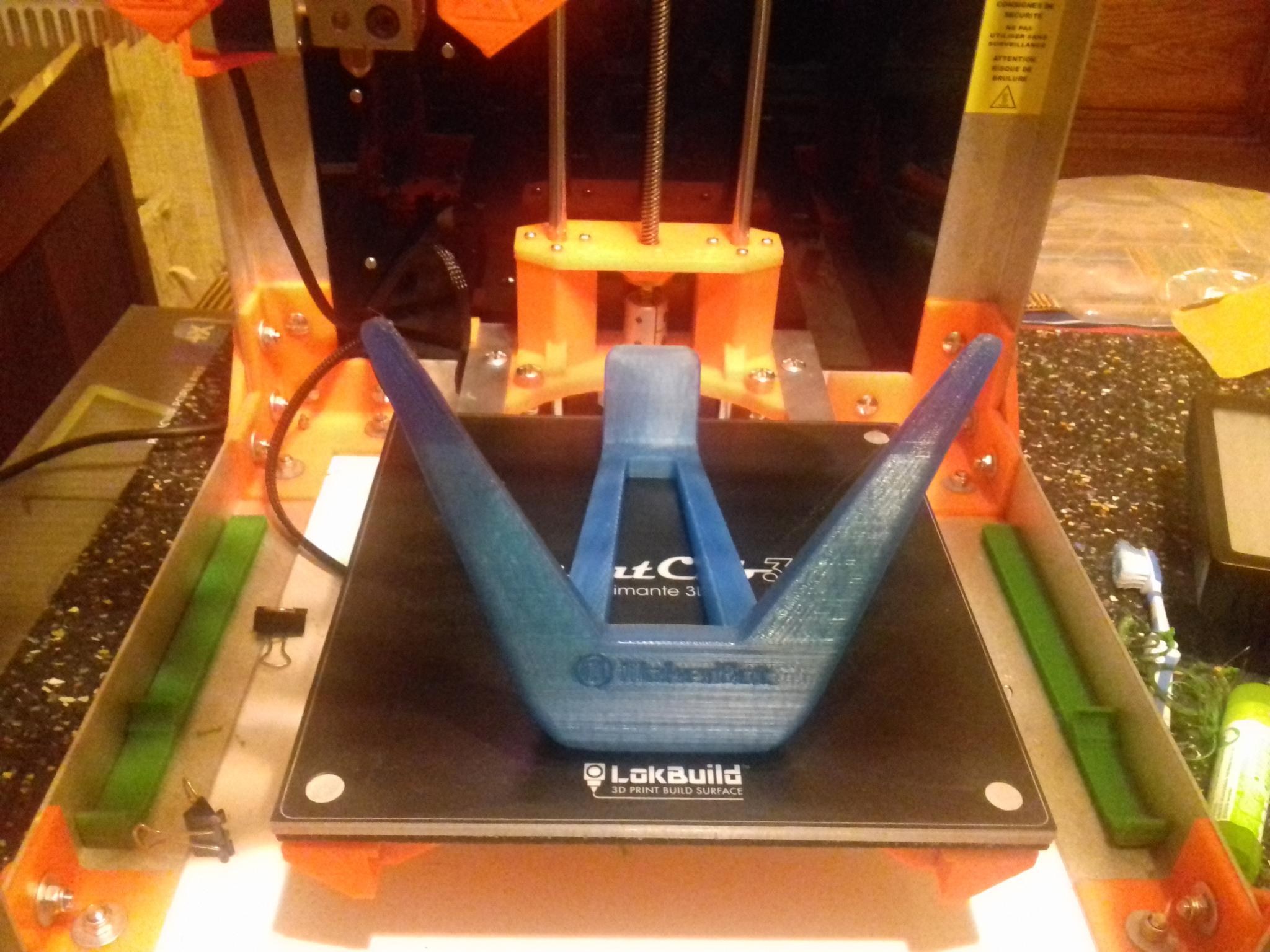
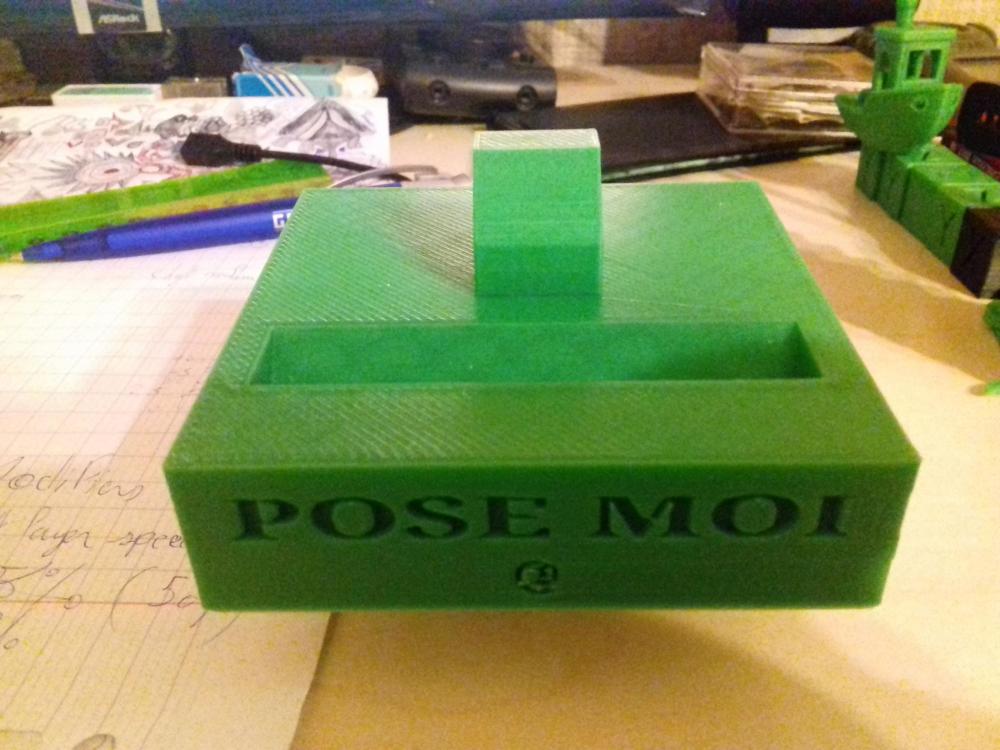
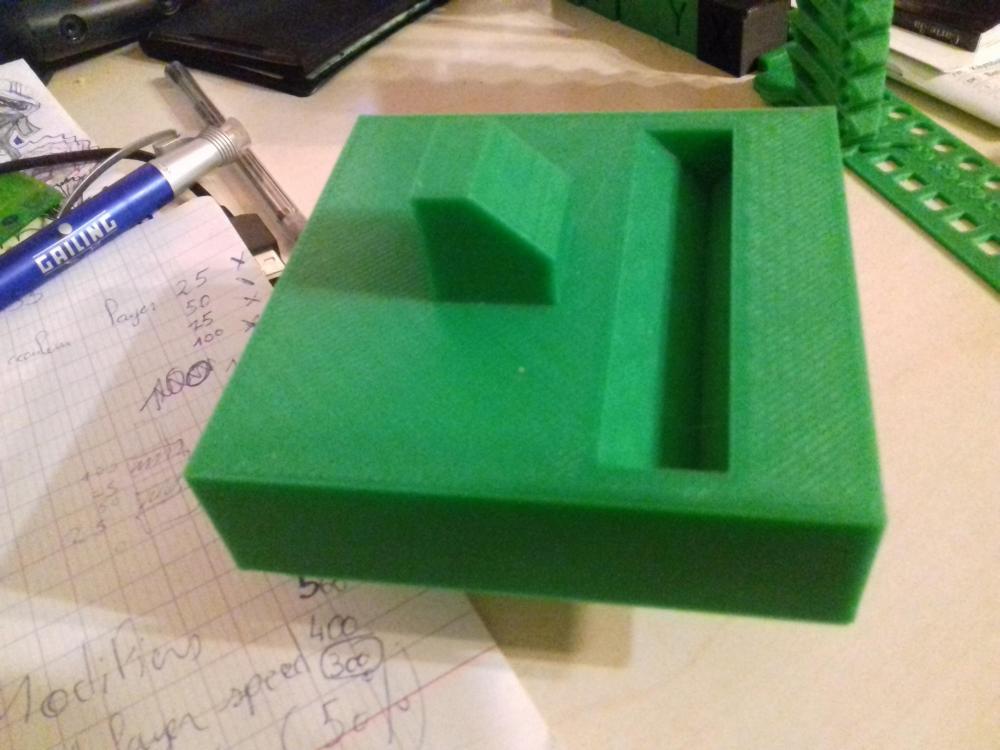
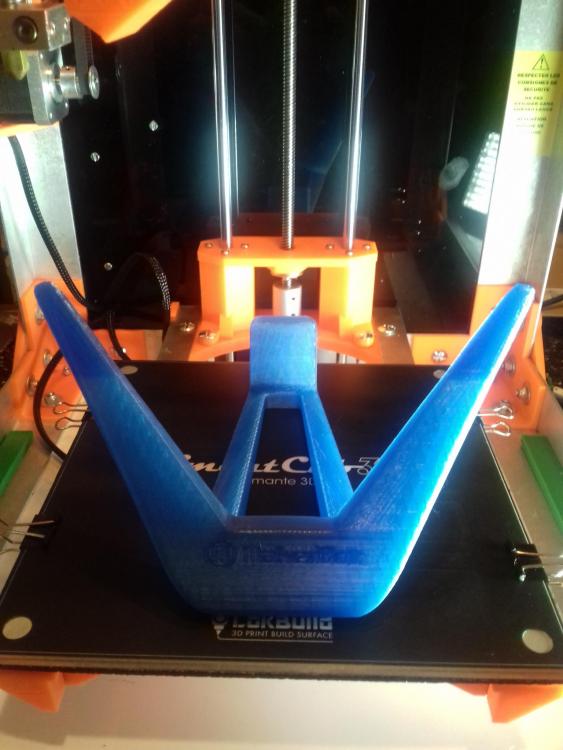
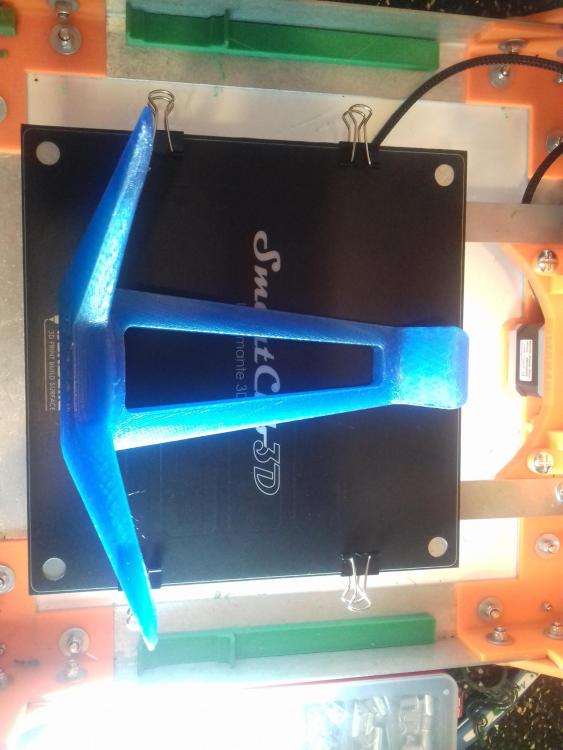
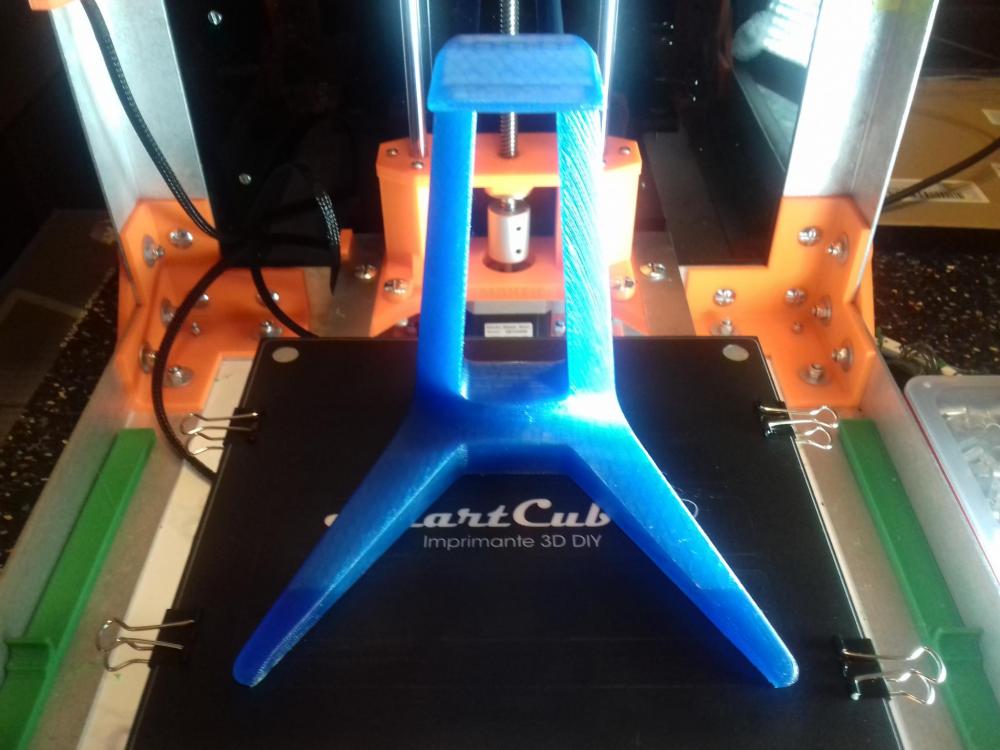
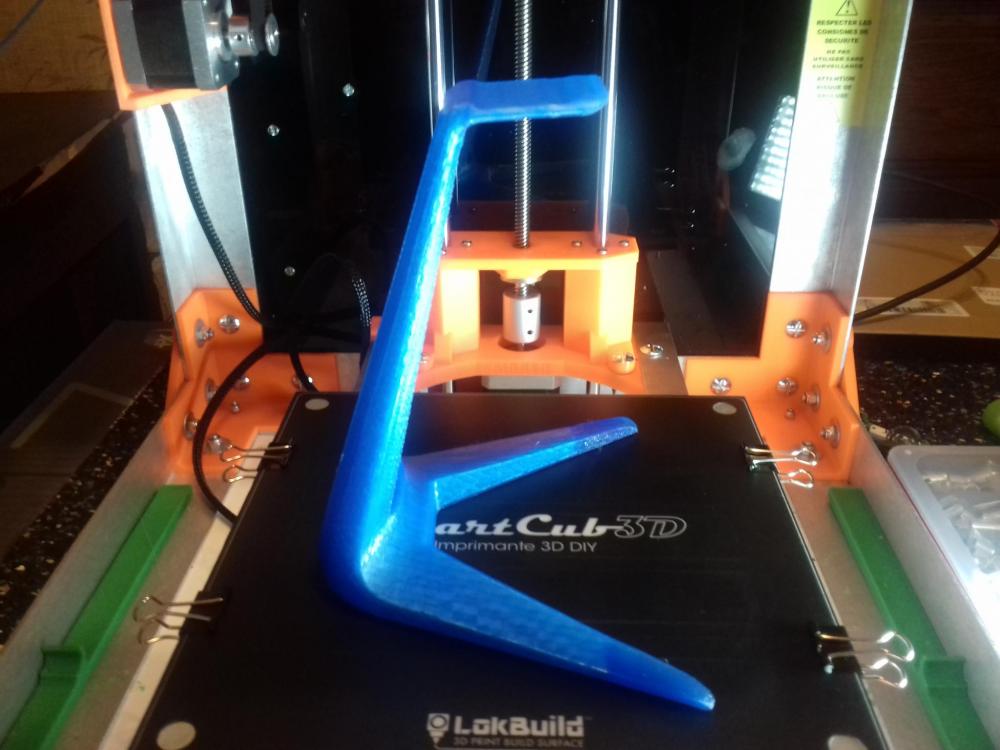
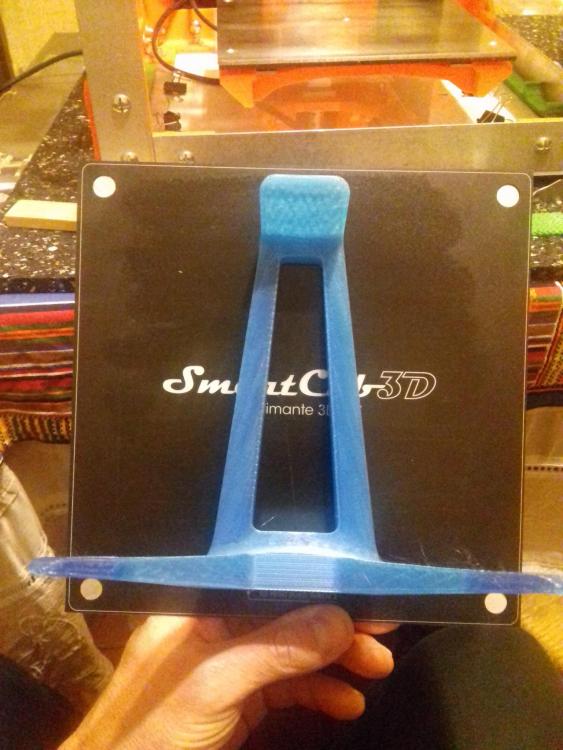
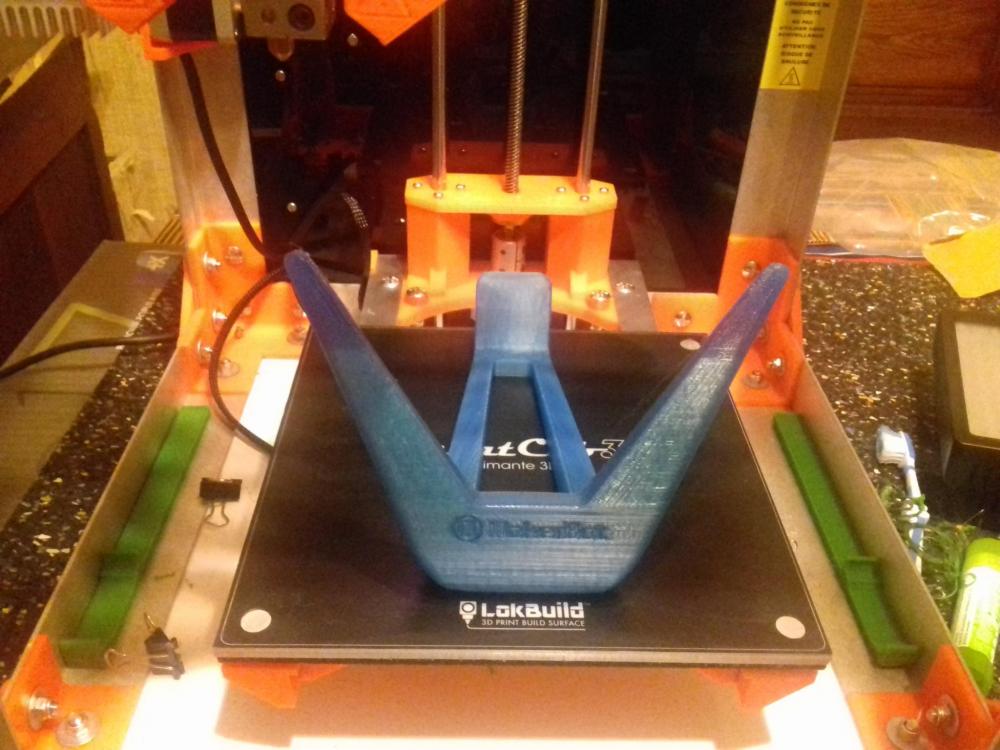
Bonsoir à tous, Je vous mets en photo 3 prints que j'ai fais dernièrement. Bon je ne compte pas mettre tous les prints que je vais faire ( je vais vous épargnez ca ) mais comme c'est le début pour moi j'avais envi de le partager. Rien d'innovant ni de magnifique ni d’exceptionnel , juste 3 prints en mode Normal ( 0,32 ). Pour le repose tel, c’était pour découvrir Thincekcad et ne rigolez pas des 2 mots c’était pour essayer d'incrusté un texte dans la pièce , c'est "cucu" mais bon .... Après c'est pour mes enfants un peu quand même ( car ils en avait marre d'entendre papa dire " d'abord je fais des reglages et ....des reglages... et reglages et ....." Voila, merci à vous de tout commentaire ou même..... moquerie . Le repose tel : Pour un de mes "poulets" ( fils ) Pour mon autre "poulet" : Merci à vous .

 2 points
2 points -
Personnellement, je prends des sacs Ultra Zip (ALBAL) de taille moyenne (27x24cm) que l'on trouvent dans les suppermarché et les bobines passent sauf une très large, mais j'ai oublié le fournisseur. Les bobines de Grossiste 3D rentrent très bien dans ces sacs de tailles moyennes (je pense qu'ils doivent faire 3L)2 points
-
il y a un autre détail si on zoom suffisamment :
 2 points
2 points -
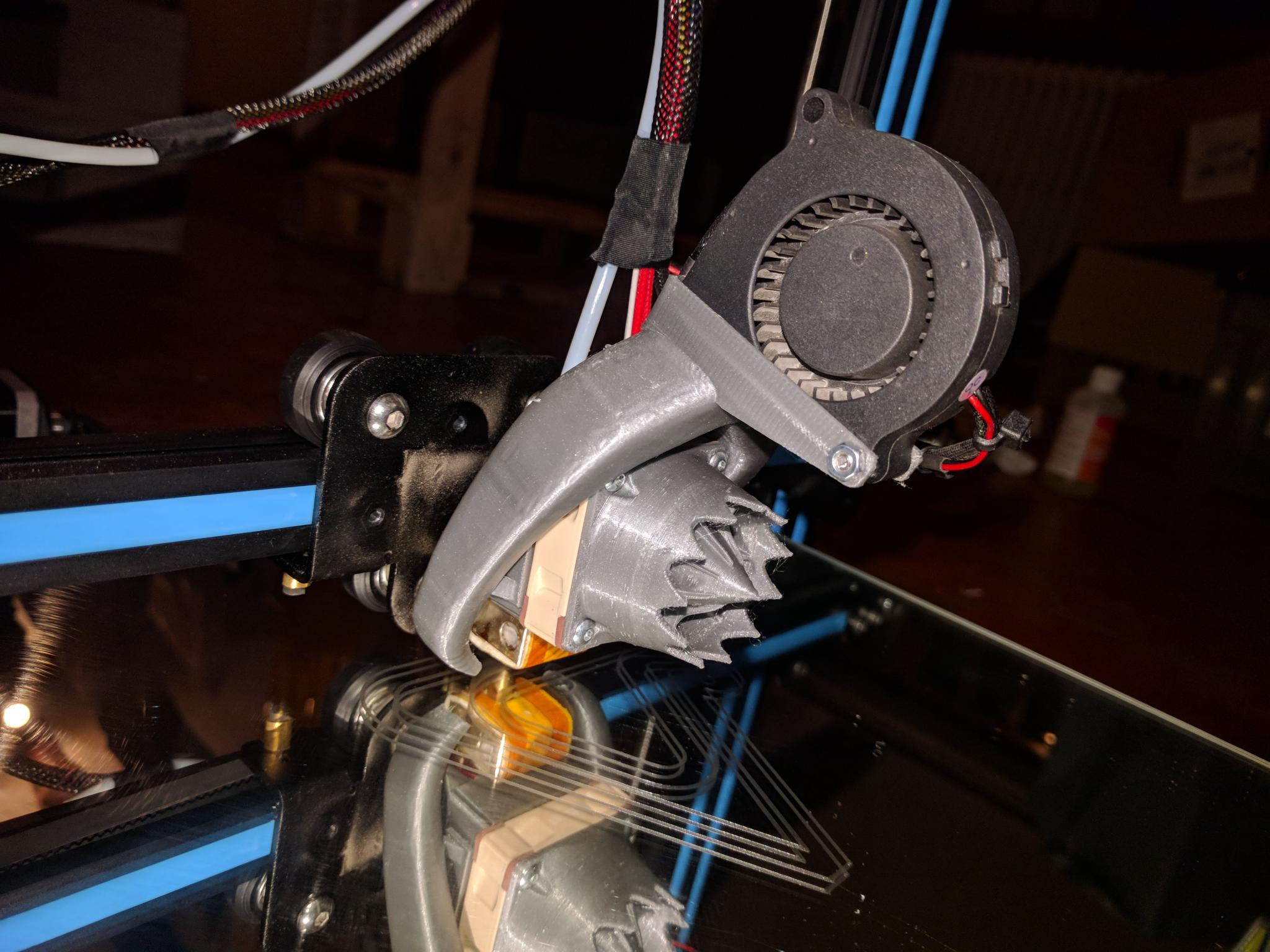
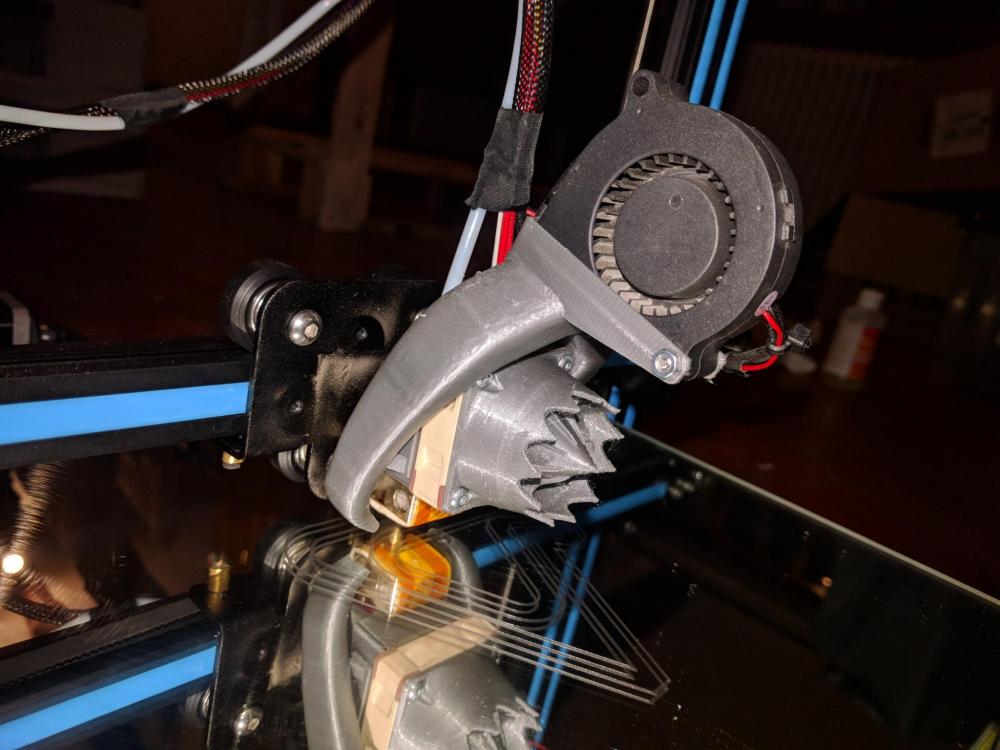
J'ai vu que sur un autre sujet ça parlait des techniques pour enlever l'excés de filament qui coule de la buse avant l'impression, donc peut être que cette méthode va intéresser du monde. Le sopalin ne risque pas de prendre feu, la buse ne reste pas assez longtemps dessus. Il faut le rentrer "en force" pour qu'il ne se décroche pas lors du passage de la buse (parfois j'utilise une chute de support pour caler...). La petite pièce qui sert de support au sopalin est simple a modéliser, il n'y a pas de design ou dimension précise a respecter, la mienne ne s'adaptera pas forcement a toute les machines je la poste quand même si vous voulez la modifier pour l'adapter a la votre. Si ça intéresse je verrais pour faire une pièce adaptable a différent plateau. Télécharger Nettoyage buse.skp : Dans le marlin, fichier Configuration.h: Modifier le rectangle dans lequel le palpage s'effectue de façon a ce que la buse se retrouve le plus proche possible du bord (gauche ou droit?!) ou le palpage se termine (pour moi coté droit, valeur en rouge). Il faudra placer le support du sopalin du coté ou le palpage se termine et dans l'axe du passage de la buse. /!\ Ces valeurs représentent la position du capteur /!\ // set the rectangle in which to probe #define LEFT_PROBE_BED_POSITION 50 #define RIGHT_PROBE_BED_POSITION 250 #define BACK_PROBE_BED_POSITION 250 #define FRONT_PROBE_BED_POSITION 50 Modifier la hauteur lors des déplacements entre les points de palpage (ligne en rouge), Ma pièce mesure 15/16mm avec le sopalin, j'ai mis la hauteur a 13mm... #define Z_RAISE_BEFORE_PROBING 15 //How much the extruder will be raised before traveling to the first probing point. #define Z_RAISE_BETWEEN_PROBINGS 13 //How much the extruder will be raised when traveling from between next probing points Dans le Start G-code (exemple avec le mien) : G28 ; home all axes G29; auto bed leveling G91 position d'origine pour les prochains codes G1 Y-100 F4000 le plateau recule de 100mm G1 Z11 F4000 la buse remonte de 11mm pour se positionner au niveau du sopalin G1 Y-70 F5000 le nettoyage commence, le plateau recule de 70mm G1 Y40 F5000 le plateau avance de 40mm etc... G1 Y-40 F5000 G1 Y40 F5000 G1 Y-40 F5000 G1 Y40 F5000 G1 Y-40 F5000 G1 Y70 F5000 a la fin du nettoyage le plateau avance de 70 mm afin de dégager la buse du support... G90 on récupère la position d'origine machine et l'impression commence Il faut adapter les distances de déplacement en fonction de la taille du plateau, là les valeurs sont données pour un plateau de 300x300 avec le support de nettoyage au milieu de la bordure.1 point
-
Bonjour les amis, En attendant la réception de ma CR-10 ainsi que de son kit d'upgrade en CR-10s, je parcours le forum en long et en large à la recherche d'infos sur cette imprimante. Particulièrement, un sujet m'intéresse: quelqu'un a-t-il finalement oui ou non réussi à monter un double extrudeur dessus? Je ne trouve pas de post spécialement dédié à ce sujet, mais des infos disparates par-ci par-là (dites-moi si je me trompe...) J'ai cru comprendre que la carte contrôleur d'origine Metzi V2 ne pouvait pas supporter le double extrudeur (pas de driver pour le E2). J'ai aussi trouvé sur le net un kit de la marque Athorobt, mais assez hors de prix quand on considère le coût du kit double extruder + contrôleur Athorobt + LCD compatible. Enfin, sur Thingiverse, quelqu'un semble avoir réussi pour un prix raisonnable avec un double extrudeur acheté sur Ebay à 15 euros et une carte GT2560. Cette solution est-elle viable? Elle m'interésserait d'autant plus que j'ai justement dans mes tiroirs une carte GT2560 V2 toute neuve qui me reste de ma CTC Prusa. Ce serait sympa qu'on puisse regrouper sur ce post (ou un autre) toutes les infos et tentatives qui ont été faites sur le forum pour la double extrusion sur CR-10... Qu'en pensez-vous?1 point
-
Tu dégraisses bien ton plateau à l'alcool à chaque impression (il faut frotter !) ? Baisse ta vitesse générale, ça accrochera bien mieux. Par défaut on est en 'rapide', donc ne pas hésiter à baisser si on veut de la qualité. Ta première couche est bien plus chaude que les suivantes ?1 point
-
Je le dit a nouveau , l’étalonnage du Z-offset c'est fait pour l'accroche, pas pour l'esthétique de la première couche ! Comme le dit @bobo66, ça risque de ne pas tenir. Personnellement, je trouvais l'accroche de tes premiers prints plutôt bonne, donc je ne vois pas l’intérêt de bidouiller l'offset. Perso je remettrai l'offset de départ. Si tu veux simplement améliorer l'aspect de la première couche, c'est sur d'autres paramètres qu'il faut jouer et qui peuvent changer d'un filament a un autre.1 point
-
Bonjour tout le monde, Nouveau dans le monde de l'impression 3D, je m'inscrit sur ce forum pour discuter autour de ce monde merveilleux qu'est l'impression 3D et apprendre plein de nouvelles choses ;). Dans la vie de tous les jours, je suis chef d'entreprise et informaticien, également fan de bricolage. A très vite pour de nouvelles aventures1 point
-
Et voilà la suite!




 1 point
1 point -
Je passais par là, et j'ai vu une vidéo. Je crois que c'est la première fois que je participais à un tel tirage au sort, et le sort à bien voulu de moi. Bravo à tous les participants du forum, j'espère que votre tour viendra au prochain seuil. Merci encore !1 point
-
Excellent tuto, je te l'accorde, mais ils partent tous du principe que tu as déjà configurer le soft Arduino pour la CR10S. Après je dis ça car j'ai eu un regard extérieur et complètement novice sur la chose, il y a encore deux jours... Ce qu'il manque c'est concrétement ça : Installer le soft Arduino (Pas besoin de flasher le bootloader pour la CR10S). Aller dans "inclure une bibliothèque > Gérer les bibliothèques > Chercher "U8glib" et l'installer Ensuite aller dans " Outils > Type de carte > sélectionner "Arduino/Guenuino Mega or Mega 2560" Ensuite aller dans " Outils > Processeur > sélectionner "ATmega2560" Ensuite aller dans " Outils > Programmateur > sélectionner "AVRISP mkll" Voila le soft Arduino pour compiler la source de votre firmware est prêt ! Télécharger la dernière version du firmware Marlin et effectuer les modifications du tuto suivant : http://www.cr10.fr/le-guide-malin-de-marlin/ Ensuite aller dans « Fichier > Ouvrir > Marlin.ino » (Dans le dossier "Marlin" du Firmware extrait). Vous verrez apparaître l'ensemble des fichiers dans différents onglets. Ensuite "Croquis > Vérifier/compiler" Si tout ce passe bien, vous pouvez exporter votre firmware modifié et compiler (en fichier HEX) pour la CR10S à l'aide de "Croquis > Exporter les binaires compilés" Voir le tuto "Installation de Marlin 1.1.8 via Octoprint sur la Creality CR-10 et CR-10S" ou le téléverser par USB. Profit!1 point
-
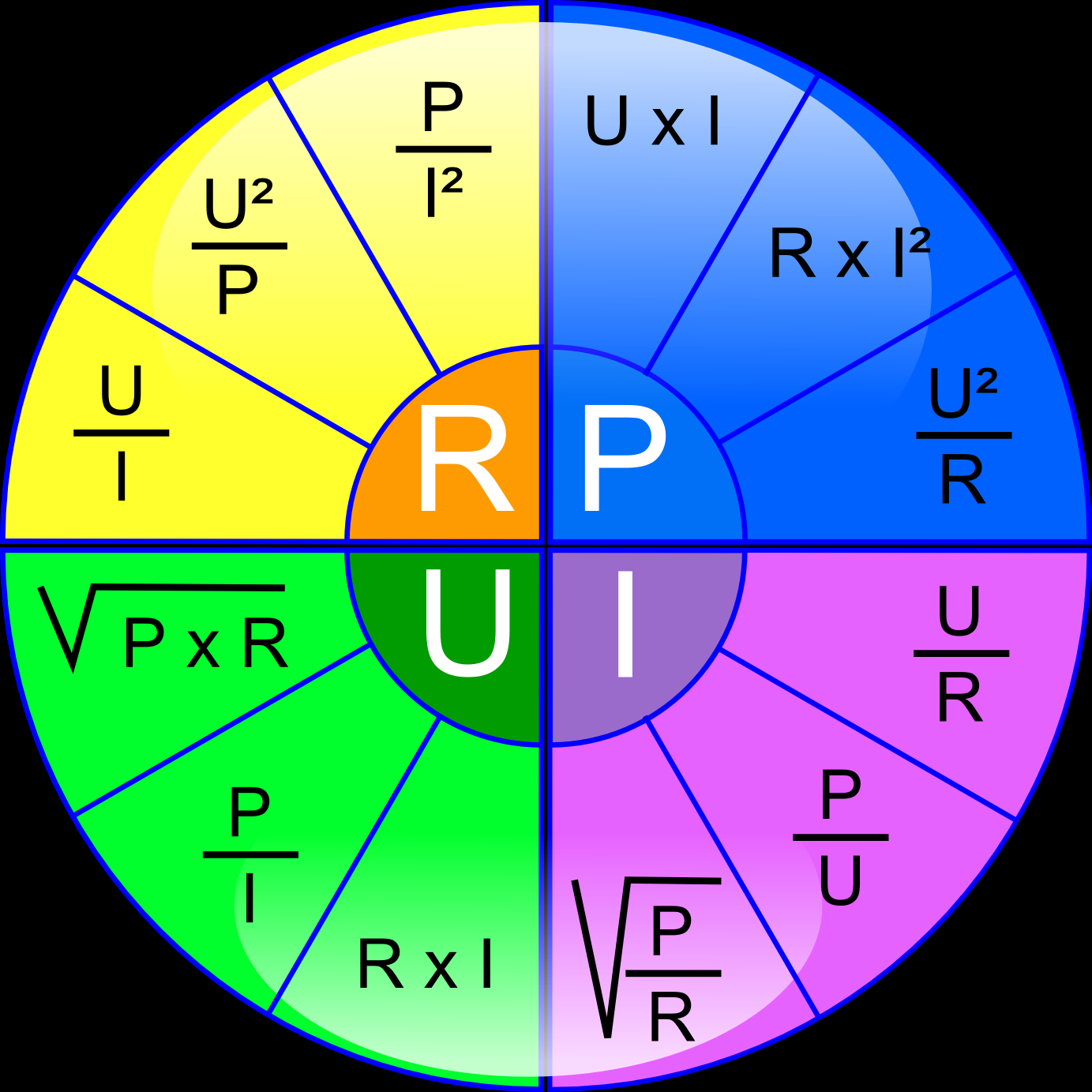
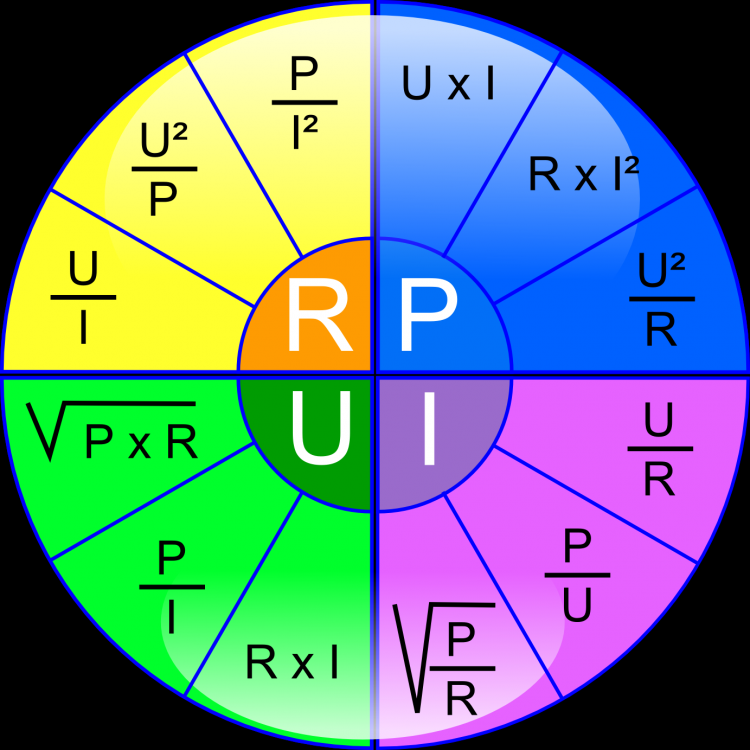
Bonjour, Veuillez m'excuser pour ce titre accrocheur, mais c'est à la mode, comme si le monde était truffé de nuls. Pour tous ceux qui ont des problème avec les rapports de conversion entre les courants, tensions, résistance et puissance, voici l'outil ultime que certains d'entre-vous connaissent probablement déjà. Avec ce Cercle d'Ohm, il n'y aura plus de mystères
 1 point
1 point -
Je t'ai mis une belle image avec toutes les variations possibles sur la loi d'Ohm. Pour le calcul de la puissance P, il existe 3 variation possible de la formule : P = U x I P = R x I² P = U² / R Tu connais R (10000 Ohm) et tu connais U (5V) Donc la seule formule utilisable est : P = U² / R soit 5² / 10000 ce qui donne : 25 / 10000 = 0.0025A ou si tu préfères en mA : 0.0025 x 1000 = 2.5 mA1 point
-
ok, je déplace ;-)1 point
-
Au lieu d'éditer le fichier octopi-network.txt via SSH et l'éditeur nano, tu ferais mieux de l'éditer sous Windows en mettant la carte SD dans le PC et en passant pas Notepad++ (par exemple). Windows voit la première partition de la carte SD et tu auras accès aux fichiers de config.1 point
-
un "cousin" : https://www.thingiverse.com/thing:20069721 point
-
Oui, mais ce n'est pas forcément la bonne méthode. changer la température à la volée c'est mieux. Au moins tu peux en même temps tester différentes températures et voir l'impact.1 point
-
l'étalonnage à une température par défaut à 200°. Si votre filament à besoin de 210° pour la première couche, il faut dès le lancement de l'impression la changer à la volée (via le LCD ou Repetier).1 point
-
C'est des mm. Je rappelle que ce test c'est pour l'accroche exclusivement. Les Gcode est standard (donc il ne tiens pas compte du débit, de la température etc...) Donc pour l’esthétique, il faut jouer sur la température et la vitesse.1 point
-
Pour ton information : 0.675 mm = 675 µm1 point
-
de toutes façons tu peux expériementer ce que tu veux les conseils de @Janpolanton et @ScotchE67 (pourquoi je ne peux pas appeler plusieurs pseudos ??) sont là surtout pour te protéger toi et ton logement ton matos passe au second plan. expérimentes ce que tu veux, mais soit près à tout éteindre de façon rapide si ça commence à brûler il y a tellement de combustibles dans nos matos (plastiques etc...) et dans nos maisons (rideaux, planchers, matelas...) que ça peux partir très vite et éventuellement très loin (j'ai déjà vu de l'électronique exploser et partir à plusieurs mètres) déjà sur du matos industriel je prends des précautions, alors sur des chinoiseries, il faut faire très gaffe un bed et des cables cramé ça vaut que dalle, mais un oeil ou une maison ça vaut un peu plus1 point
-
Les carbus à 4 pattes, il n'y a que ça de vrai !!1 point
-
Pour le plastique OK mais je ne comprends pas mon moteur en vrai plastique de table de camping il ne développe aucuns chevaux mais plutôt des paresseux1 point
-
Je suis tombé sur ca à 1min10. ca donne des idées EDIT : https://www.thingiverse.com/thing:6738161 point
-
je me réponds à moi même en réinstallant le firmware fournie avec la sonde tous fonctionne nickel1 point
-
Merci @nicolas65
 1 point
1 point -
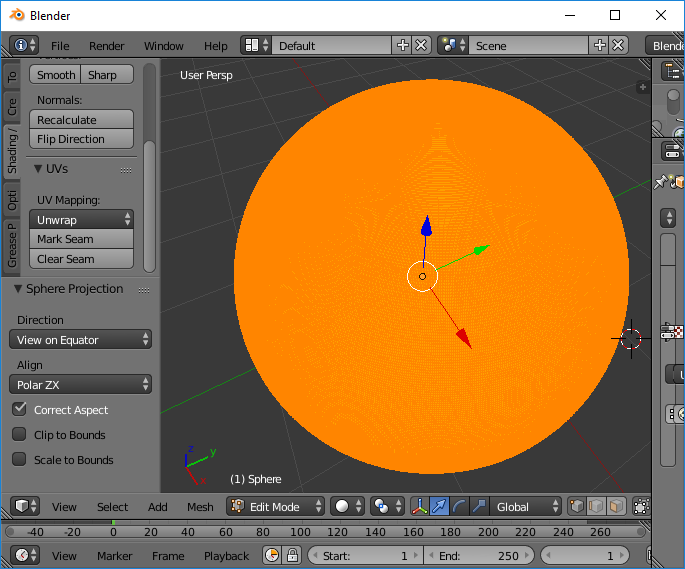
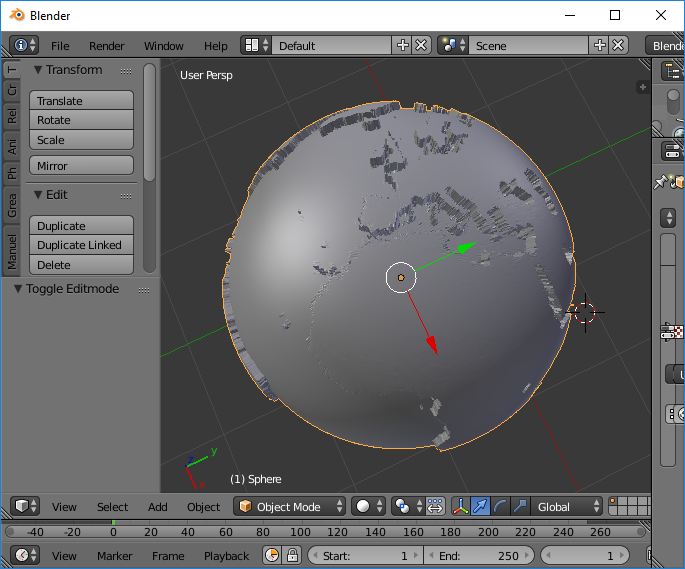
Salut, ce problème de miroir, ça me gênais aussi. En fait il faut passer en mode édition, puis dans les onglet à gauche, prendre "SHADING /UVs", choisir "UNWRAP", sélectionner "SPHERE PROJECTION" et enfin choisir les options "VIEW ON EQUATOR" et "POLAR ZX" et en repassant en OBJECT MODE J'avais trouvé la réponse ici: http://www.instructables.com/id/Simplified-Bi-colour-Tactile-Earth-Globe-for-Visua/
 1 point
1 point -
A mon avis le mieux serait de présenter les différentes technologies au début et ensuite les limites de chaque technologies. Il peut finir en disant qu'il y a des limites communes et des limites très spécifiques à chaque technologie1 point
-
J'ai fait une tite vidéo mais elle est trop lourde pour le foirium. Faudra que je me crée une chaîne Youtube.... Dans Marlin : // Specify positions as { X, Y, Z }#define NOZZLE_CLEAN_START_POINT { 0, 30, 4}#define NOZZLE_CLEAN_END_POINT {12, 50, 4} Et aussi : #define NOZZLE_CLEAN_FEATURE Mais bon, faut un Marlin récent, aussi
 1 point
1 point -
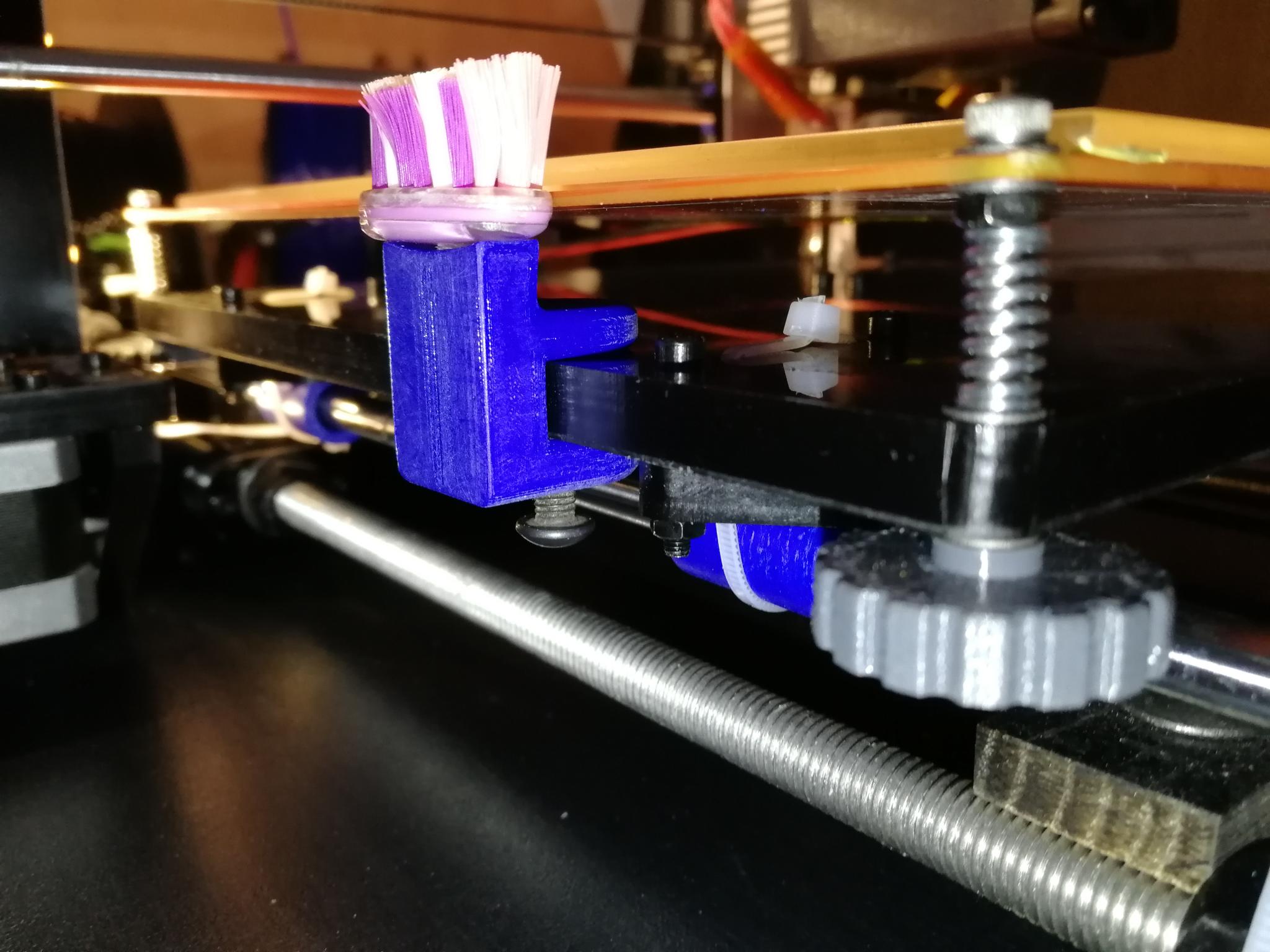
Bonjour On peut aussi fixer une tête de brosse à dents dans un coin et utiliser la fonction G12 dans Marlin (Nozzle clean feature)1 point
-
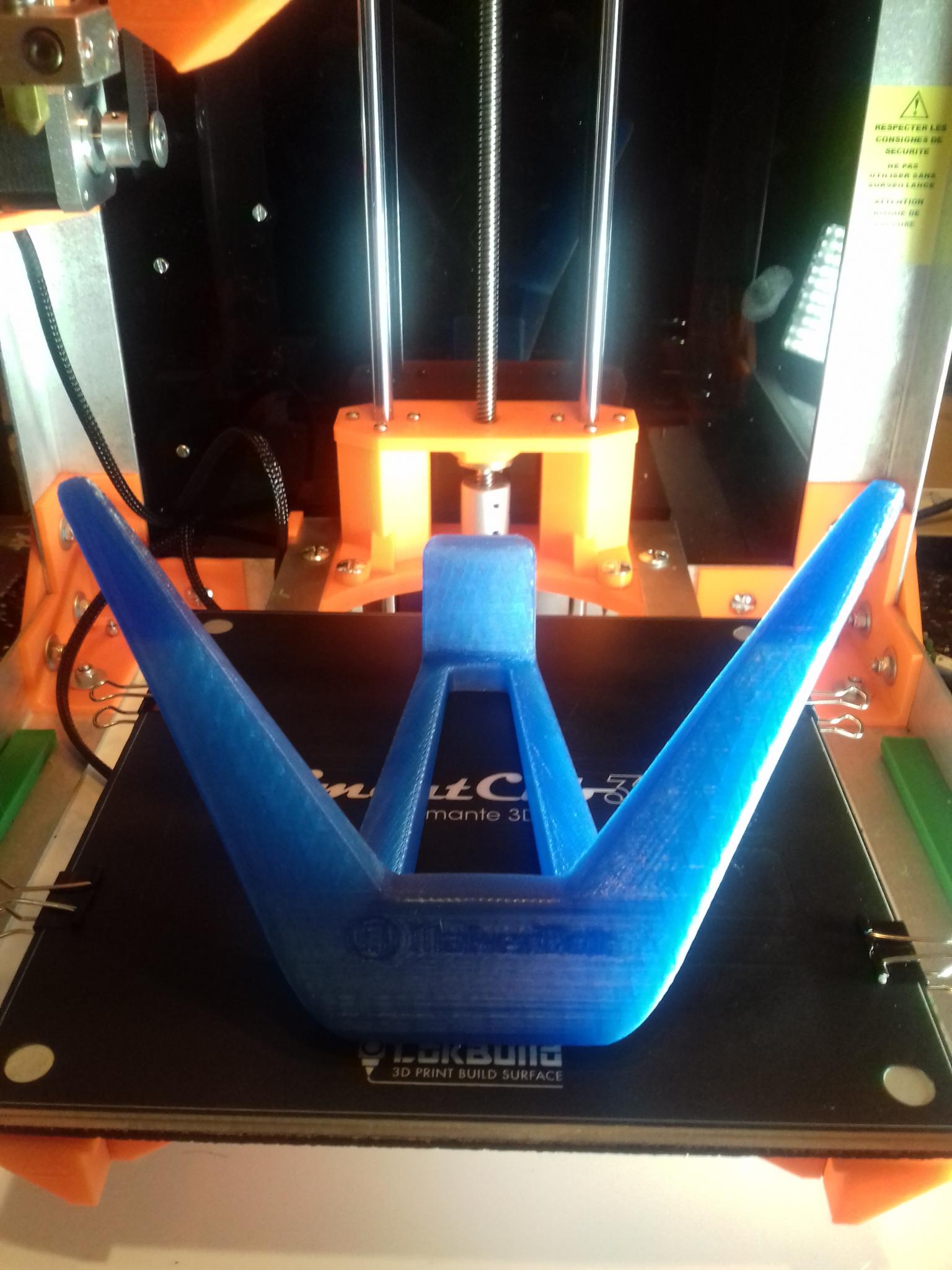
Bonjour, Après réglage, une épreuve d'impression de 15h30, le résultat me semble réussi :
 1 point
1 point -
Salut @Boris06 T'en pense quoi alors ? moi ( de mon avis de Baby de la 3D ) je dirais que l'offset 1,000 semble mieux que les autres, on voit moins les vagues mais j'ai peur que si tu essayes un print comme ca, ca n'accroche pas ! Je te dis ca car c'est ce que ca m'a fait ... Par contre j'ai des doutes que vraiment les languettes correspondent aux reglages que tu demandes ....J'essaye de m'expliquer ( et c'est une hypothèse ) Je pense qu'en passant de 0,800 à la 1 ere languette et finir par 1,000 à la troisième c'est trop d'ecart encore , le Z ne réagit pas instantanément au chiffre demandé mais monte doucement de 0,800 à 0,801 0,802 0,803 ....... donc je sais pas si à la 3 eme languette tu es vraiment à 1,000..... mais peut être à 0,875 par exemple .... Enfin @biostrike te le dira .... T'as essayé un petit print avec l'offset en 1,000 ?0 points
-
Ah tiens on dirait moi avec le réglage de l'offset y a quelques jours ..... J'ai eu exactement les memes vagues qui m ont fais penser à un réglage trop bas de l offset ...et à partir de la j ai galéré ....trop haut trop bas un coup ca accroché un coup non ....et vu que j ai foutu en l air je pense le lockbuid j ai laissé tombé ce reglage pour le moment .....je me suis remis a 0,780 comme d origine ....mais j ai du mal a comprendre ces vagues à un certains moments ....on dirait que la buse par bien puis vient trop chevaucher l autre ligne d'a coté .... Enfin je verais plus tard je m y repencherai dessus .... Par contre sache que quand tu regles le smart offset ce n est pas instantané ca prend du temps avant de le prendre en compte ou plutot on le modifie trop en fait . Fais des paliers de 0,010 en - ou en + ..... J aimerai bien que quelqu un, qui à l offset bien reglé , puisse faire le test avec ce fichier pour voir ce que cela donne en photo ca nous aiderai peut etre ....meme si ca doit venir de nous... Merci0 points