Classement



Contenu populaire
Contenu avec la plus haute réputation dans 15/05/2018 Dans tous les contenus
-
Pour voir si le print est vraiment bien, tu mets un petit coup de peinture dessus et tu sors dans la rue avec. Si on parle de toi au 20 heures, c'est que ton Anet fait du bon boulot [emoji14] Envoyé de mon Redmi Note 4 en utilisant Tapatalk3 points
-
Super le flingue Papa et super Maeke l'imprimante 3D qui imprime aussi les logos2 points
-
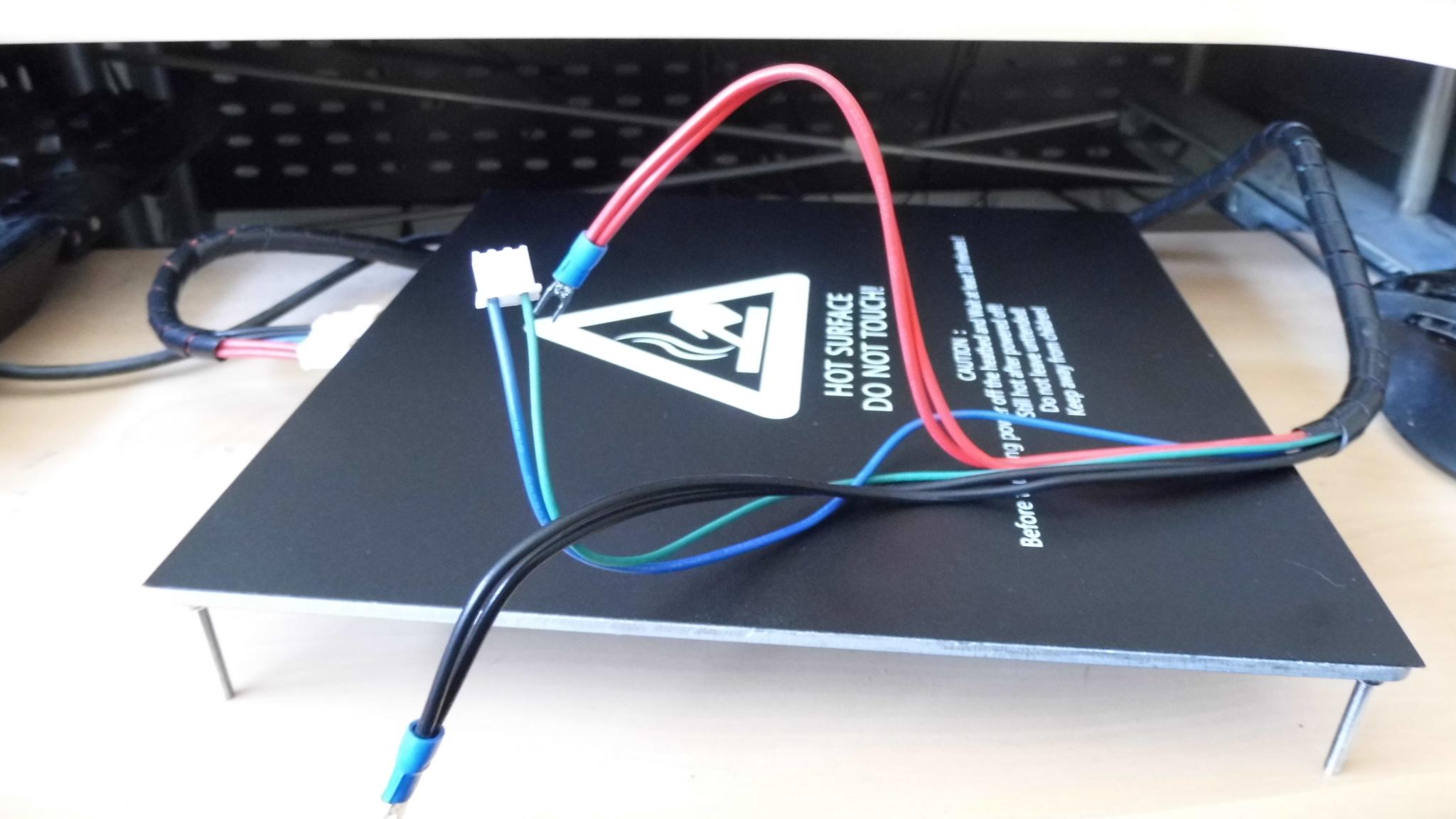
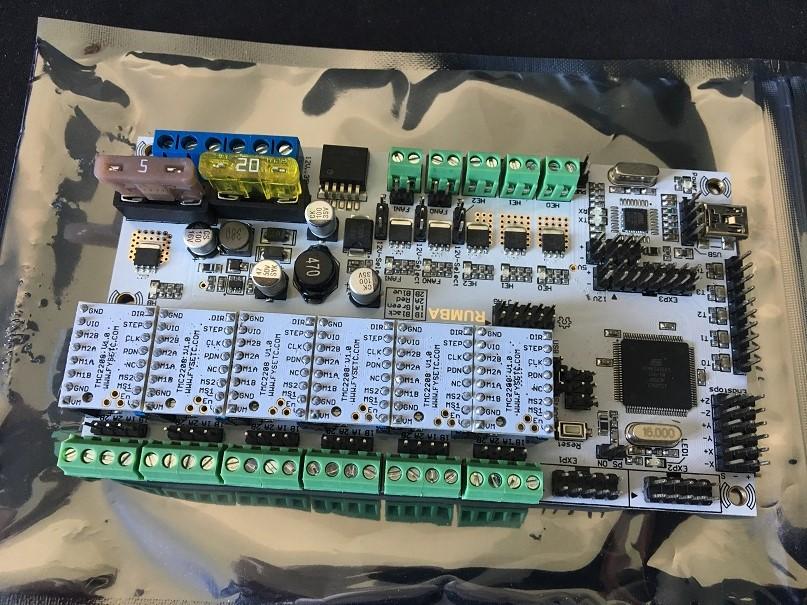
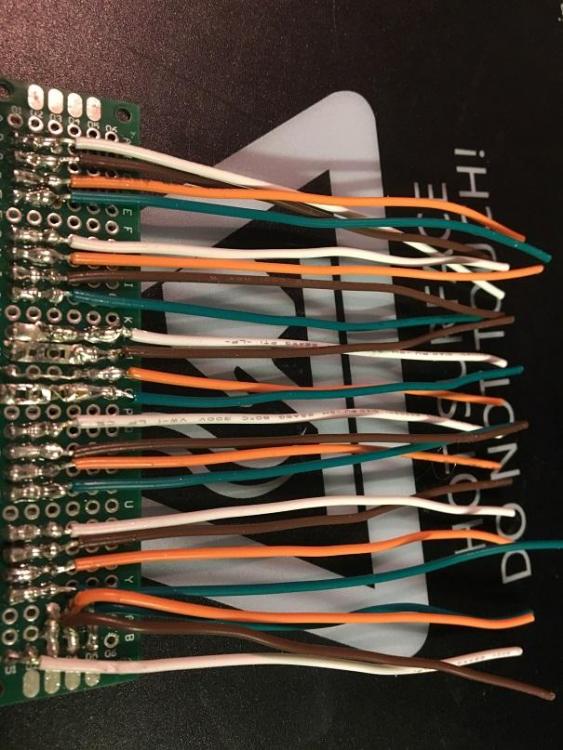
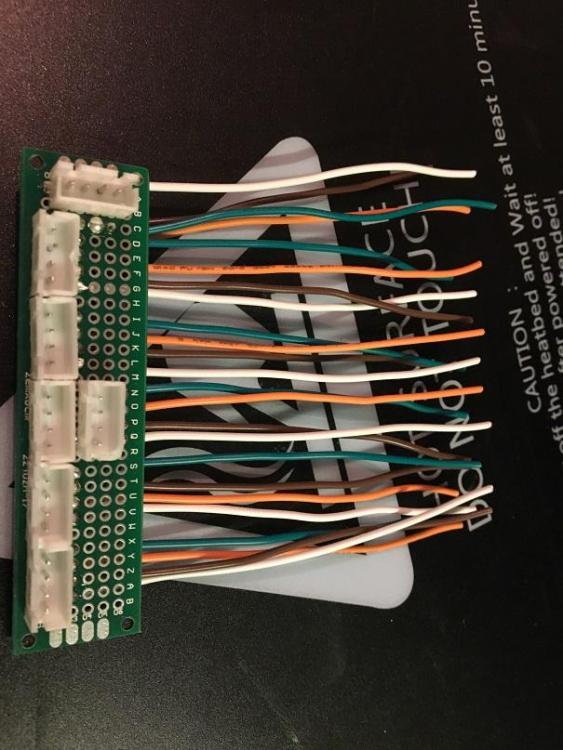
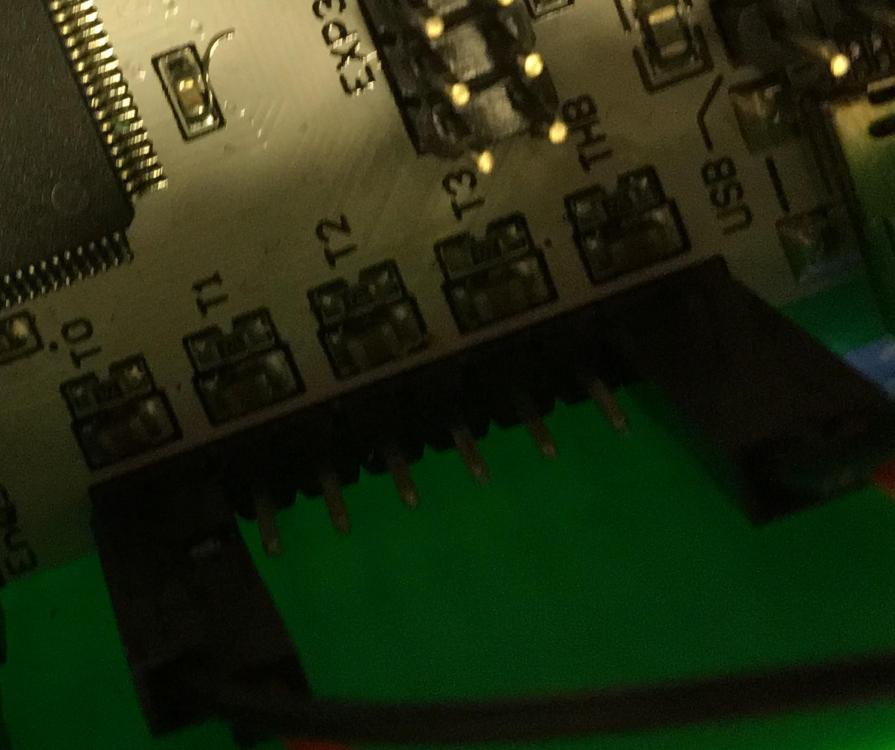
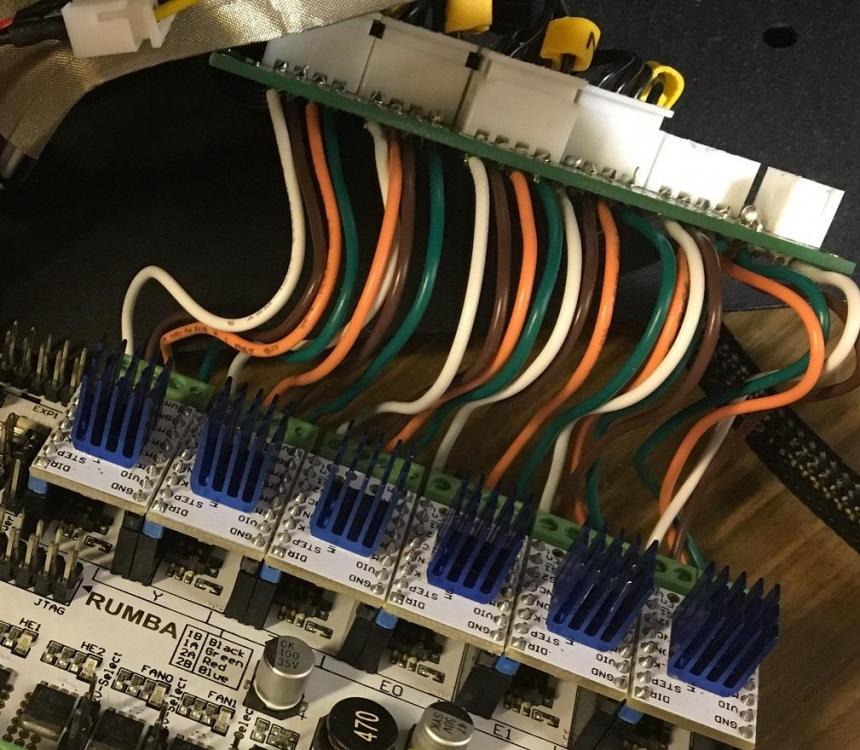
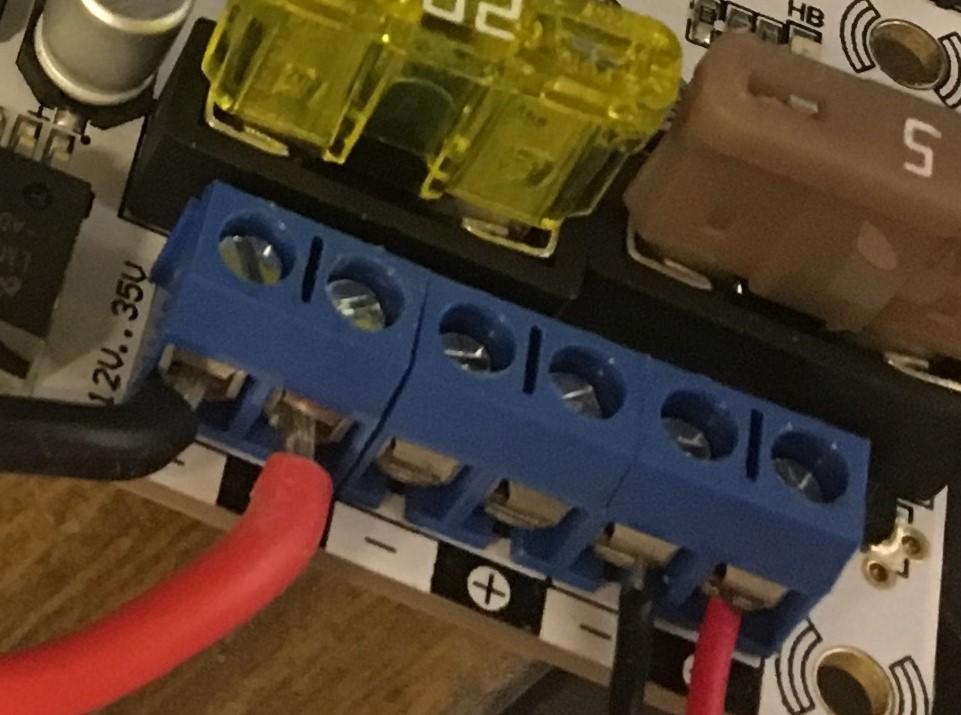
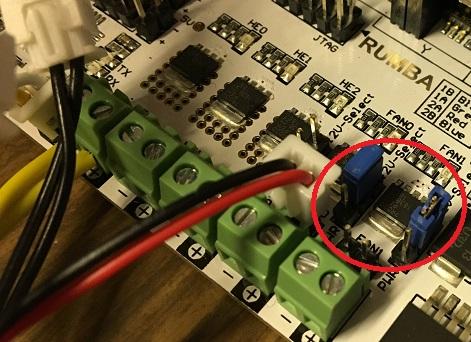
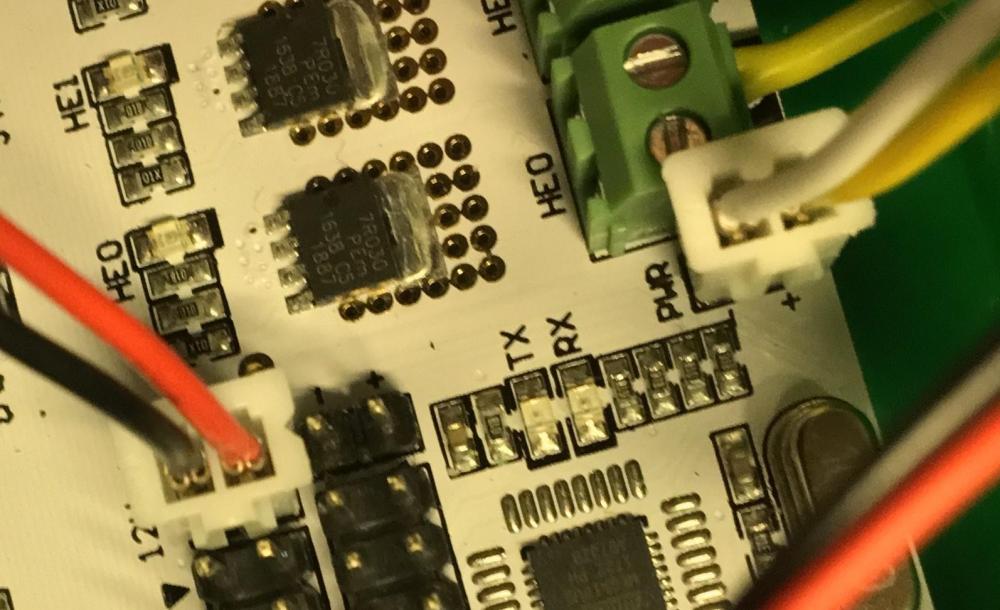
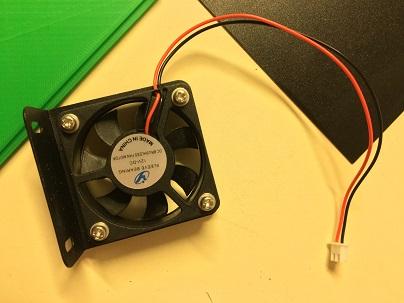
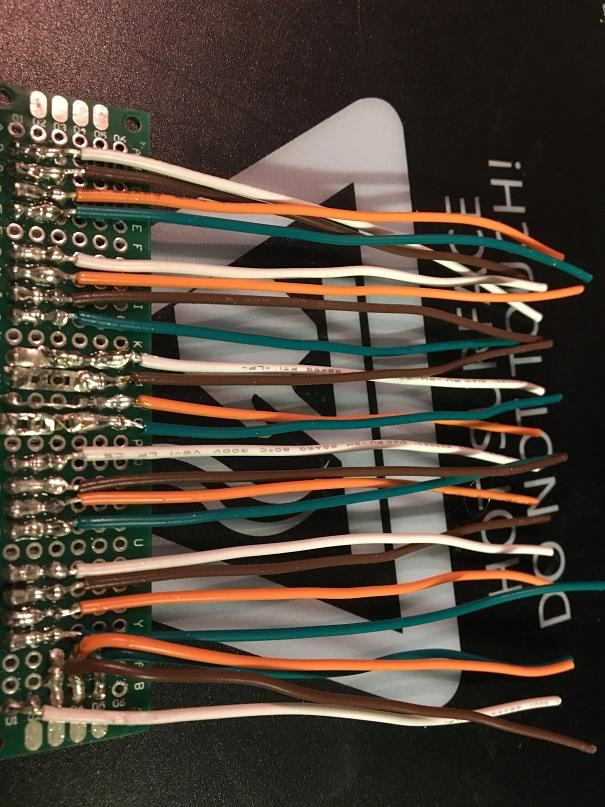
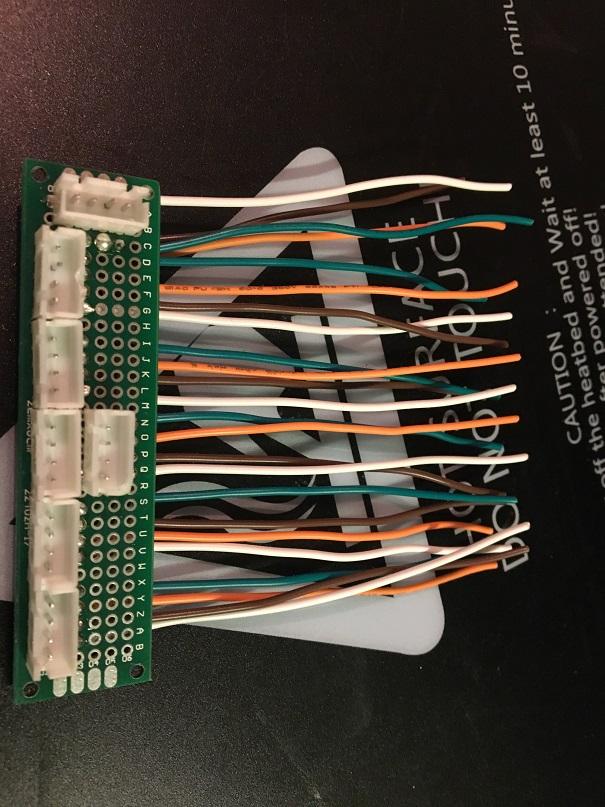
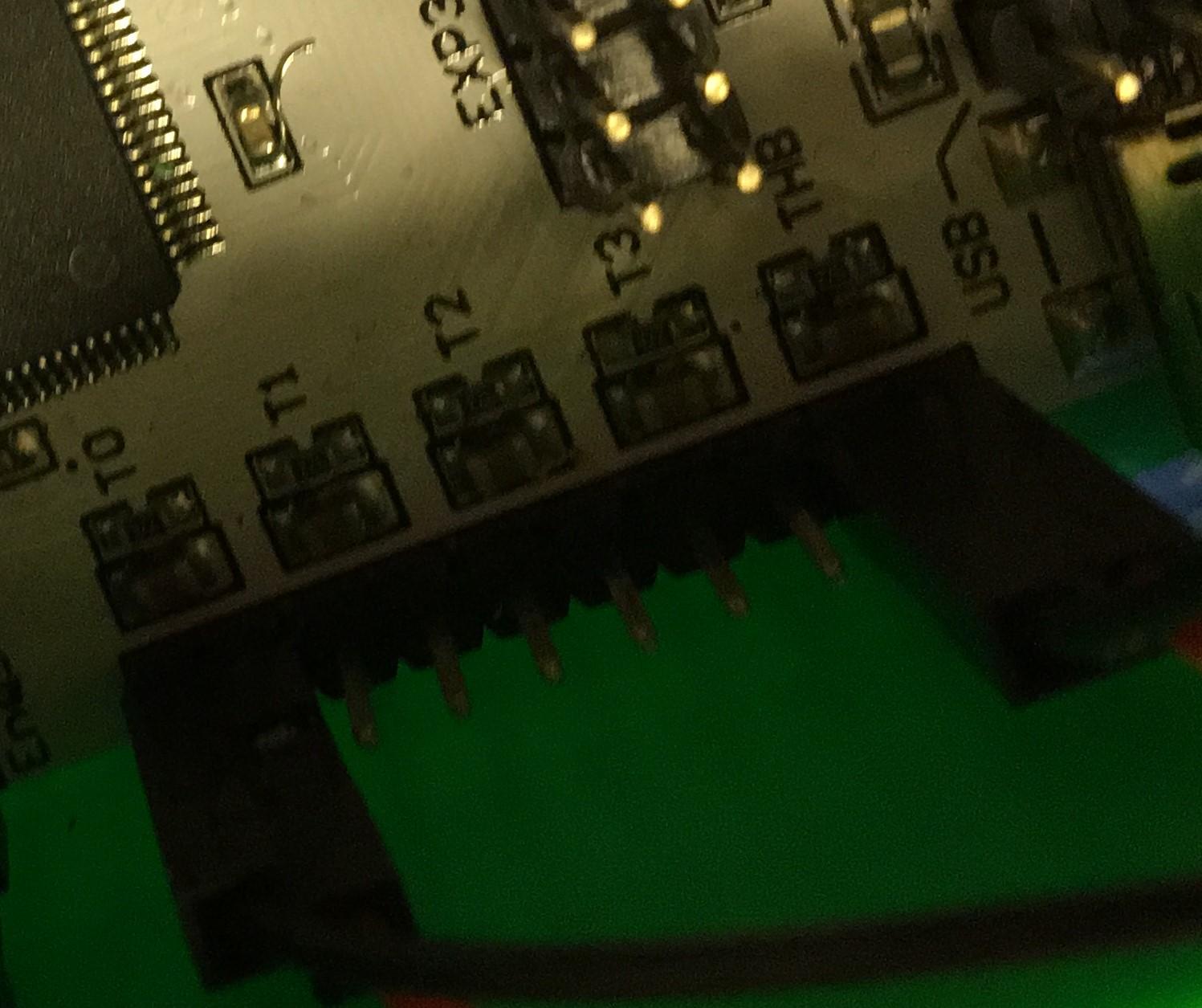
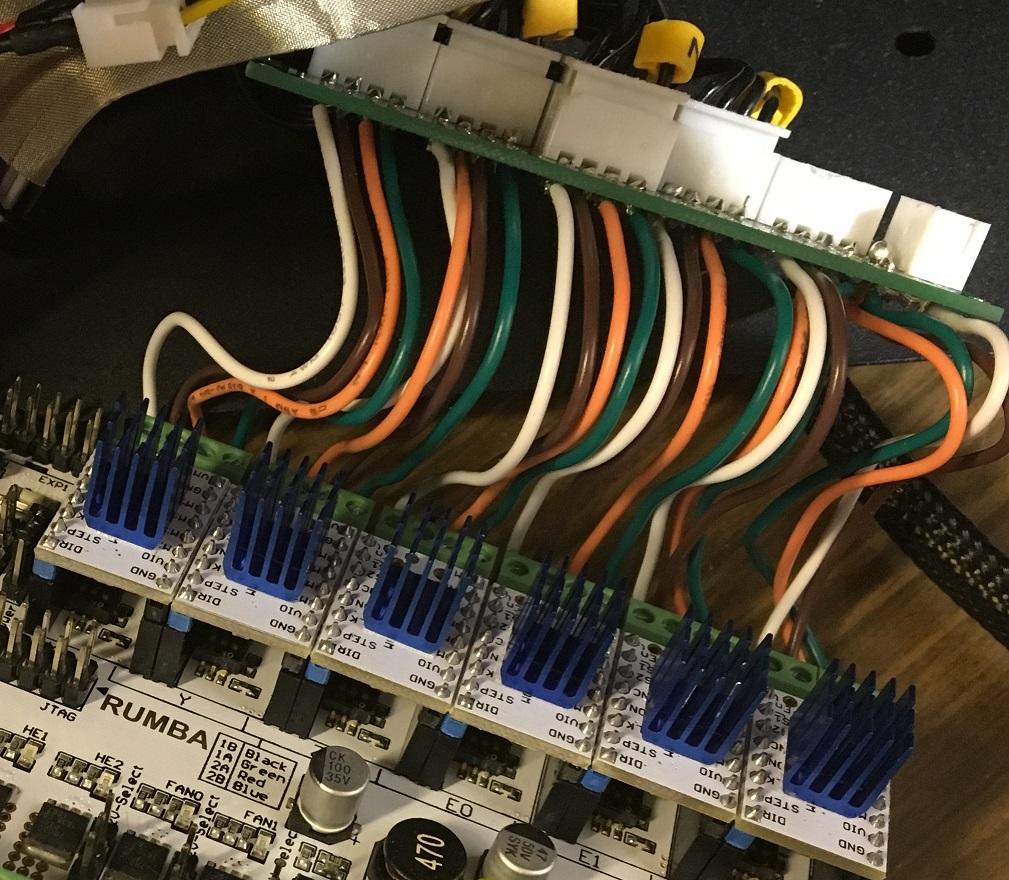
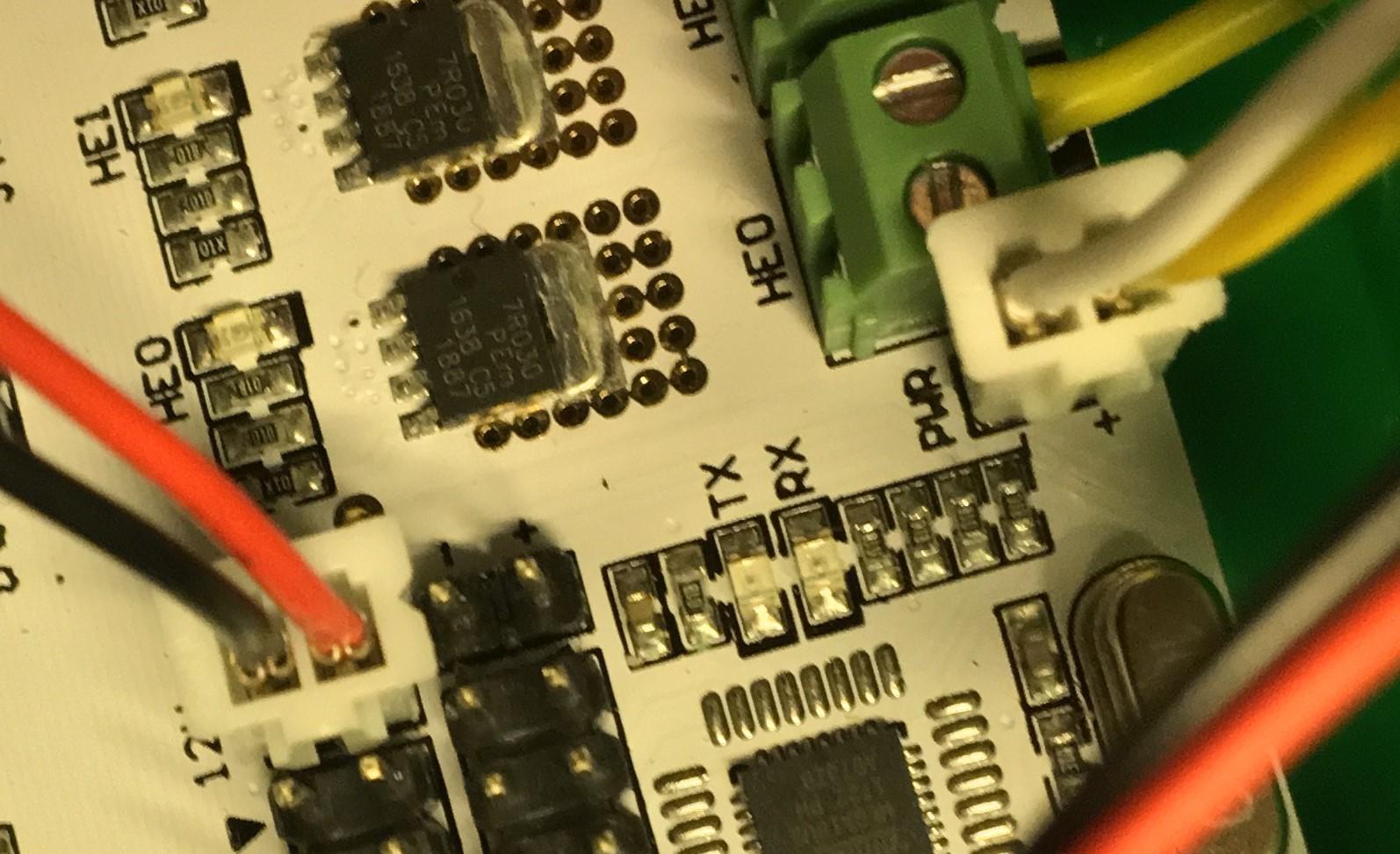
Bonjour, Ça y est, je me suis lancé ! Mais dans quelle galère je me suis embarqué ! A L’origine, je cherchais une solution pour mettre plusieurs têtes sur mon imprimante. Problème, la carte Creality V2.1 ne supporte qu’un seul extrudeur. Par ailleurs, en parcourant le net j’ai vu qu’il était possible moyennant des drivers TMC, de rendre l’imprimante très silencieuse… Allez ma décision est prise ! Acquisition d’une carte Rumba + avec 6 drivers TMC2208 inclus à 55€ : Voilà la carte en question : Rumba + TMC2208 Voilà la carte en question : Remarque : J’ai trouvé au moins trois versions de cette carte : la Rumba, la Rumba+ et la Rumba + V1.0 !!! La dernière est à préférer car la plus complète (je me suis fait avoir), elle est reconnaissable car elle a le connecteur auxiliaire pour connecter les écrans MKS 32 bits (comme la creality 2.1 d’ailleurs) Tout d'abord les branchements Il n’y a pas de lecteur SD sur la Rumba ça va peut-être en refroidir plus d’un (perso, je ne m’en servais pas) Comme je n’étais pas du tout sûr de mon coup, contrainte imposée : cela doit être réversible, donc les harnais notamment doivent être préservés. Et là, les problèmes commencent : connecteurs JST sur CR10, borniers et Dupont sur Rumba, grrrr Allez, fil, fer à souder, plaque de prototypage et quelques heures après… Adaptateur bornier-JST pour 6 drivers et 7 moteurs (2 pour Z) A ce stade, deux vérifications cruciales à l’aide d’un multimètre :-1- chaque pin est bien en contact avec l’extrémité de son fil (résistance nulle) -2- chaque pin n’est pas en contact avec ses voisins (résistance infinie) A noter que les moteurs en Z sont montés en parallèle mais qu’il existe un montage en série qui serait mieux adapté : montage série A noter aussi qu’il va falloir renoncer au boîtier d’origine qui ne pourra plus héberger l’ensemble. Du coup, il faudra prévoir un support pour la bobine de fil. Aïe aïe aïe, dans quoi je me suis embarqué là ! On se reprend et on procède par étape! D’abord faire fonctionner l’imprimante avec ses nouveaux drivers car si c’est décevant, on ne va pas investir du temps à tout faire bien et propre. Connexions JST à Dupont pour les end stops : Les ends stops sont connectés sur le X-, Y- et Z- Ne vous fiez pas aux couleurs sur la photo, la polarité n’a aucune importance Il y a trois pins par end stop seuls deux nous intéressent : le ‘-‘ et le ‘S’ Le détecteur de filament est branché sur le X+ (les 3 fils) mais pas activé pour le moment dans Marlin donc je ne peux pas dire si ça fonctionne À côté il y a les capteurs de température de la tête (T0) et du lit (THB) sans polarité: On branche donc les steppers à présent : A gauche le X, puis le Y puis les 2 Z (peu importe l’ordre) puis l’extrudeur. Pas besoin de croiser les fils. Puis les borniers d’alimentation : A gauche, le chauffage de la buse, polarité pas importante Les deux derniers borniers verts de droite sont pour les ventilateurs pilotés : celui pour les drivers et le Fang avec au choix ; bornier ou Dupont… mais pas de JST donc pas de détrompage. ATTENTION la polarité doit être respectée sous peine de cramer vos ventilateurs (j’ai testé) Remarquez les 2 jumpers, ils n'étaient pas fournis avec la carte et sans eux les ventilateurs ne fonctionneront pas. on peut s'en sortir avec un connecteur Dupont câblé en court circuit Les connecteurs bleus : les 2 premier sont le + et le - de l’alim 12V de la carte, les deuxièmes l’alim pour pouvoir fournir le 12V au lit chauffant donc à connecter aux COM et V+ de l'alimentation, et les deux derniers à connecter au mosfet du lit chauffant ou au SSR si lit alimenté en 220V. Ces derniers ne fonctionnent pas si on n’alimente pas les seconds. Les ventilateurs du boîtier et de la tête qui tournent en permanence : Il faut leur trouver un 12 V quelque part. Les connecteurs JST rentrent mais là encore faites bien attention à la polarité si vous ne voulez pas voir vos ventilateurs fumer (fumer tue, je le rappelle). Paix à son ame... L’écran à présent : Facile EXP1 sur EXP1 et EXP2 sur EXP2 si ce n’est pas dans un sens, c’est dans l’autre… Et bien NON ! On a tout faux, Il faut brancher EXP1 sur EXP2 et EXP2 sur EXP1 ! Intuitif n’est-ce pas ? Et là je vous fais gagner des heures car aucun marquage sur aucun des connecteurs. Au début ça ne marchait pas et j’ai d’abord soupçonné une configuration sous Marlin jusqu’à ce que je trouve une remarque ici :RUMBA , une ligne et la solution : ils étaient inversés! Comme ça, ça fonctionne! Allez, on branche tout sans oublier l’USB vers Octopi et on lance une impression… ...ouais bon j’ai oublié un détail, maintenant il faut recompiler Marlin avec la bonne configuration… *soupir* Allez courage! Configuration Marlin 1.1.8 pour Rumba + TMC2208 sur CR10s Là aussi ça n’a pas été immédiat. Pour établir une configuration qui fonctionne pour moi, je me suis inspiré de tout ce qui existait : la conf pour la carte rumba, la conf pour le TMC2208, la conf donnée par Creality pour la CR10s, la conf que j’avais déjà préparé pour la CR10s, Le tout avec un usage abusif de Winmerge. Cet outil fut très pratique ici. Je ne détaillerais pas ici la méthode pour compiler Marlin, le web regorge de tutos. Sachez simplement qu’une fois installé Arduino, il suffit de télécharger le code source de Marlin actuellement en 1.1.8 ici: Marlin Une fois décompressé, on se met dans le répertoire et on double clic sur le fichier Marlin.ino. Il suffit ensuite de modifier les fichiers suivants. Pour ceux qui ne connaissent pas le langage de programmation C ou C++, commenter une ligne, c’est-à-dire la désactiver se fait en ajoutant deux barres obliques : // tout ce qui est après sur la ligne est ignoré par le compilateur. Inversement, enlever les deux barres obliques réactive les lignes. Les lignes existent déjà quasiment toutes, il suffit de les modifier. Seules les lignes modifiées sont données ici J’ai ajouté le numéro de la ligne à chaque fois pour mieux les retrouver, donc ne pas les ajouter dans les sources, exemple : 77 : #define… --> la ligne numéro 77 commence par #define… Ce qui est après la flèche --> ne fait pas partie du code Il est possible qu'il y ait un décalage de quelques numéros dans les lignes. Fichier Configuration.h 77: #define STRING_CONFIG_H_AUTHOR "Author" --> mettez votre patte ici 114: #define BAUDRATE 115200 --> 115200 c’est la meilleur valeur, 250000 ne fonctionne pas tout le temps 122: #define MOTHERBOARD BOARD_RUMBA --> Rumba quoi, au lieu de BOARD_RAMPS_14_EFB 127: #define CUSTOM_MACHINE_NAME "3D Printer" --> trouvez lui un petit nom 140: #define DEFAULT_NOMINAL_FILAMENT_DIA 1.75 --> ça à l’air bête mais par défaut il est sur 3.0 mm 294: #define TEMP_SENSOR_BED 1 --> choix du capteur de température, 1 ça fonctionne bien 357: // Stock CR-10 Hotend fan 100% 358: #define DEFAULT_Kp 18.48 359: #define DEFAULT_Ki 1.46 360: #define DEFAULT_Kd 58.67 --> Ces valeurs se déterminent, le fameux PID, quand on étalonne l’imprimante voir ici: réglages PID 402: #define DEFAULT_bedKp 10.00 403: #define DEFAULT_bedKi .023 404: #define DEFAULT_bedKd 305.4 -->Idem pour le lit chauffant 536: #define DEFAULT_AXIS_STEPS_PER_UNIT { 80, 80, 400, 100.26 } --> les valeurs par défaut semblent excessives, la dernières valeur sera à déterminer en étalonnant votre extrudeur: régler son extrudeur 561: #define DEFAULT_ACCELERATION 500 562: #define DEFAULT_RETRACT_ACCELERATION 500 // E acceleration for retracts 563: #define DEFAULT_TRAVEL_ACCELERATION 1000 // X, Y, Z acceleration for travel (non printing) moves --> valeurs pour CR10s 573: #define DEFAULT_XJERK 5.0 574: #define DEFAULT_YJERK 5.0 575: #define DEFAULT_ZJERK 0.4 -->config d'origine CR10s, le jerk, c'est le seuil de changement de vitesse en dessous duquel l’accélération est instantanée (donc brutale) 627: #define PROBE_MANUALLY --> permet de faire du bed levelling manuellement 756: #define INVERT_Y_DIR false 757: #define INVERT_Z_DIR true --> valeurs qui fonctionnent pour CR10s 787: #define X_BED_SIZE 300 788: #define Y_BED_SIZE 300 796: #define Z_MAX_POS 400 --> taille de l’imprimante avec miroir Ikea, les valeurs de la CR10s étaient 310, 310 et 410 831: //#define FILAMENT_RUNOUT_SENSOR --> enlever les // pour activer 833: #define FIL_RUNOUT_INVERTING true --> pour le détecteur de la CR10s 877: #define AUTO_BED_LEVELING_LINEAR --> pour le bed levelling 917: #define GRID_MAX_POINTS_X 2 --> pour le nombre de points du bed levelling 2x2 = 4 mesures 921: #define LEFT_PROBE_BED_POSITION 30 922: #define RIGHT_PROBE_BED_POSITION 270 923: #define FRONT_PROBE_BED_POSITION 30 924: #define BACK_PROBE_BED_POSITION 270 --> pour un lit de 300x300 1001: #define LCD_BED_LEVELING --> pour bed levelling via ecran lcd 1120: #define EEPROM_SETTINGS // Enable for M500 and M501 commands 1130: //#define HOST_KEEPALIVE_FEATURE --> ça marche sans, donc commenté 1132: //#define BUSY_WHILE_HEATING --> ça marche sans, donc commenté 1326: #define ULTRA_LCD // Character based --> pour l’affichage LCD 1361: #define ENCODER_PULSES_PER_STEP 1 --> pour la sensibilité du bouton de l’écran LCD 1367: #define ENCODER_STEPS_PER_MENU_ITEM 5 --> pour la sensibilité du bouton de l’écran LCD 1539: #define LCD_FOR_MELZI -->Ecran LCD de la CR10s Fichier Configuration_adv.h 576: #define LCD_SET_PROGRESS_MANUALLY 733: //#define ARC_SUPPORT --> Supprimer cette possibilité inutile fait gagner de la mémoire (env 3k) 879: #define ADVANCED_PAUSE_FEATURE -->pour le détecteur de filament quand il sera activé 999: #define HAVE_TMC2208 --> active le TMC 1016: #define X_IS_TMC2208 1017: //#define X2_IS_TMC2208 1018: #define Y_IS_TMC2208 1019: //#define Y2_IS_TMC2208 1020: #define Z_IS_TMC2208 1021: //#define Z2_IS_TMC2208 1022: #define E0_IS_TMC2208 1023: #define E1_IS_TMC2208 1024: #define E2_IS_TMC2208 -->drivers TMC activés pour les 6 steppers X, Y, Z, E0, E1, E2 Et pour finir, Fichier pin_RUMBA.h Lignes à ajouter pour que ça compile, je ne comprends pas trop à quoi ça sert, une histoire de communication UART avec les drivers, si quelqu'un a compris... : 87: #if ENABLED(HAVE_TMC2208) 88: /** 89: * TMC2208 stepper drivers 90: * 91: * Hardware serial communication ports. 92: * If undefined software serial is used according to the pins below 93: */ 110: #define X_SERIAL_TX_PIN 59 111: #define X_SERIAL_RX_PIN 63 112: #define X2_SERIAL_TX_PIN -1 113: #define X2_SERIAL_RX_PIN -1 114: 115: #define Y_SERIAL_TX_PIN 64 116: #define Y_SERIAL_RX_PIN 40 117: #define Y2_SERIAL_TX_PIN -1 118: #define Y2_SERIAL_RX_PIN -1 119: 120: #define Z_SERIAL_TX_PIN 44 121: #define Z_SERIAL_RX_PIN 42 122: #define Z2_SERIAL_TX_PIN -1 123: #define Z2_SERIAL_RX_PIN -1 124: 125: #define E0_SERIAL_TX_PIN 66 126: #define E0_SERIAL_RX_PIN 65 127: #define E1_SERIAL_TX_PIN -1 128: #define E1_SERIAL_RX_PIN -1 129: #define E2_SERIAL_TX_PIN -1 130: #define E2_SERIAL_RX_PIN -1 131: #define E3_SERIAL_TX_PIN -1 132: #define E3_SERIAL_RX_PIN -1 133: #define E4_SERIAL_TX_PIN -1 134: #define E4_SERIAL_RX_PIN -1 135: #endif Voilà! on oublie pas de sauvegarder les fichiers puis... Compilation et installation : Dans l’outils Arduino, Installer la librairie U8Glib :https://bintray.com/olikraus/u8glib/Arduino , télécharger le zip puis dans Arduino aller dans /croquis/inclure une bibiliothèque/ajouter la bibliothèque .zip/ puis sélectionnez le fichier téléchargé Installer la librairie TMC2208 : aller dans /croquis/inclure une bibliothèque/gérer les bibliothèques/ puis chercher et installez la lib TMC2208stepper Aller dans Outils/Type de carte et choisir Mega 2560 Pour générer le fichier binaire il faut aller dans le menu croquis et faire « exporter les binaires compilés » Cela va générer le binaire dans le même répertoire que les sources. En fait ça génère même deux fichiers : « Marlin.ino.mega.hex » et « Marlin.ino.with_bootloader.mega.hex » NE PAS UTILISER CE DERNIER, ça écraserait le bootloader et il faudrait une manip compliquée pour le récupérer Donc, pour télécharger le binaire sur la carte Rumba maintenant, deux possibilités, via Arduino par le port USB ou bien passer par Octopi. Il y a un cavalier à changer pour passer de l'un à l'autre: Par USB, il faut configurer le port de votre PC pour qu'il communique avec la carte et donc installer un driver particulier, je ne m’étendrais pas là dessus, ça n'est pas très compliqué mais tout est expliqué sur le net. Pour le téléchargement par Octopi, il y a un plugin à installer: Firmware Updater (original non?) une fois chargé et correctement configuré, Octopi doit être connecté à la carte Rumba, il n'y aura plus qu'a télécharger le fichier "Marlin.ino.mega.hex" Pfiou ! on arrive à la fin de la première étape, on va bientôt savoir si ça vaut le coup… Allumage…Et... Enorme ! Je n'ai pas mesuré les décibel mais on est bien en dessous des drivers d'origine Au début je pensais que ça ne marchait pas avant de voir la tête bouger, les steppers ne font vraiment plus aucun bruit, c’est bluffant. Étape validée mais maintenant il faut mettre tout ça au propre. Prochaines étapes : régler les drivers TMC2208, le fameux VRef car sans réglage, les impressions... bref c'est pas beau à voir faire un boîtier pour la Rumba car ceux sur thingiverse ne me conviennent pas faire un boîtier d’alimentation 220V refaire proprement les harnais ...Pfff c'est sans fin! Il y a encore du boulot


 1 point
1 point -
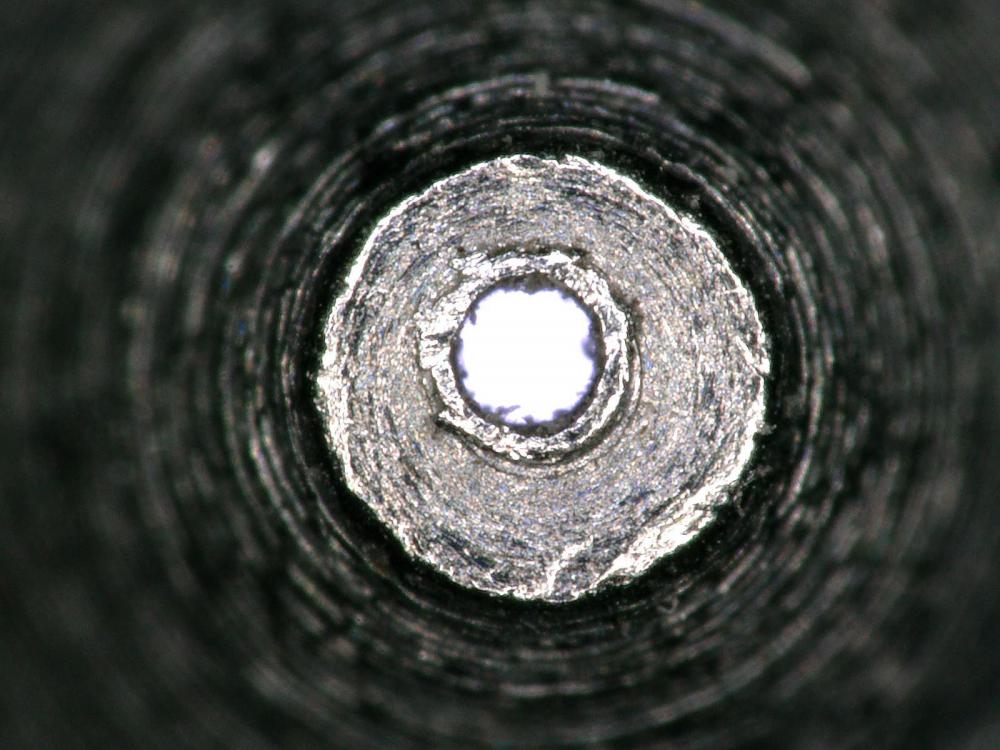
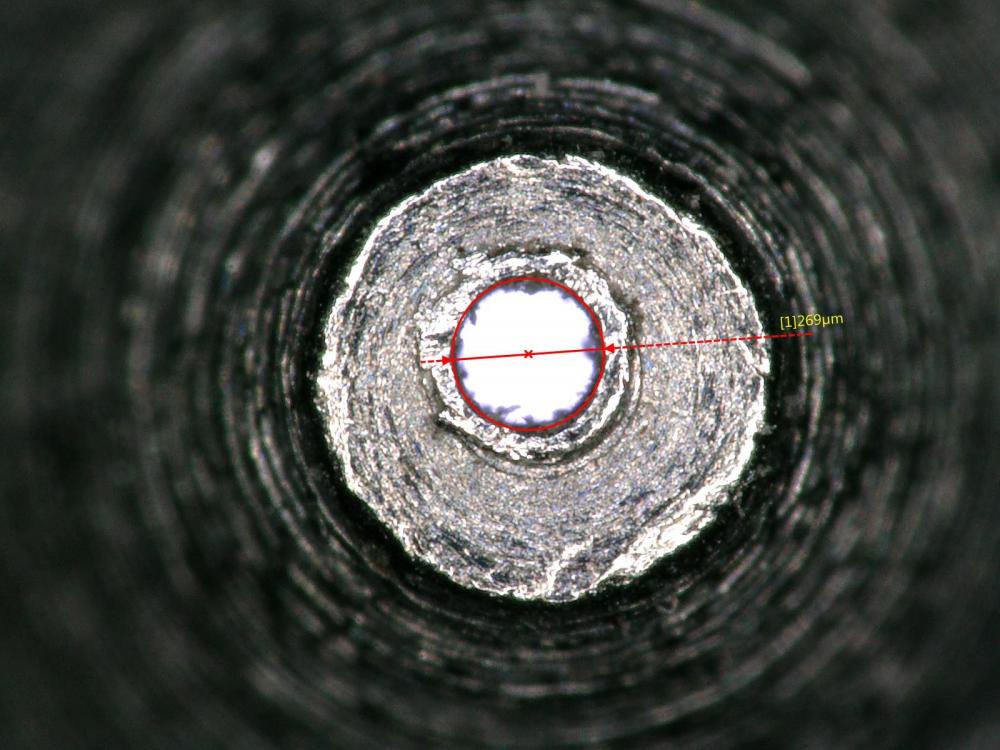
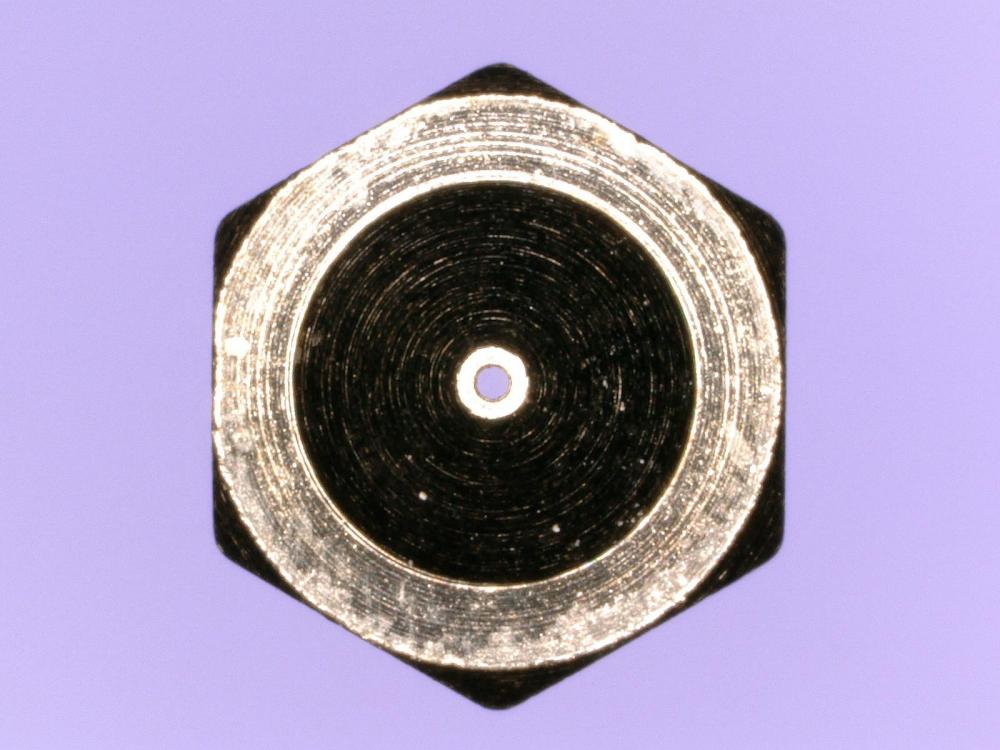
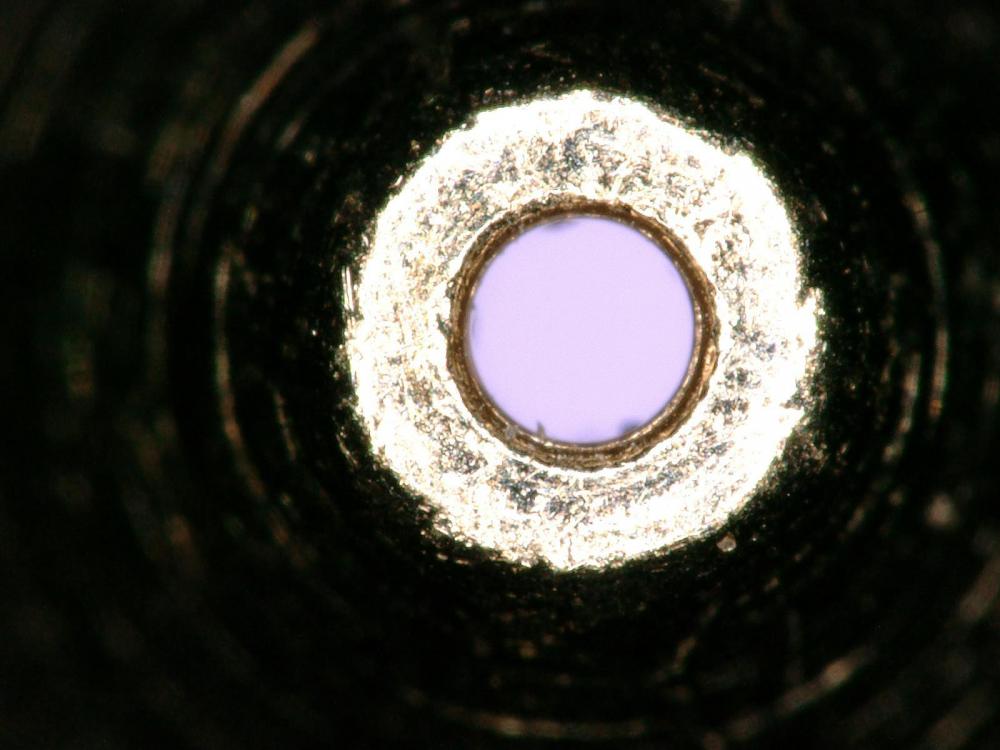
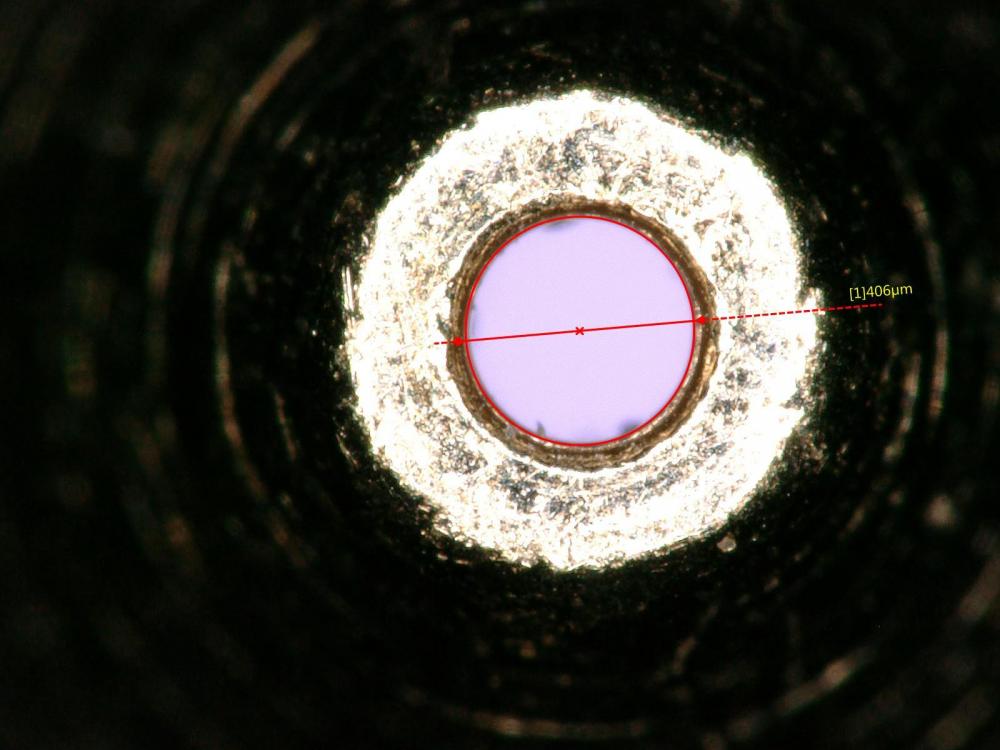
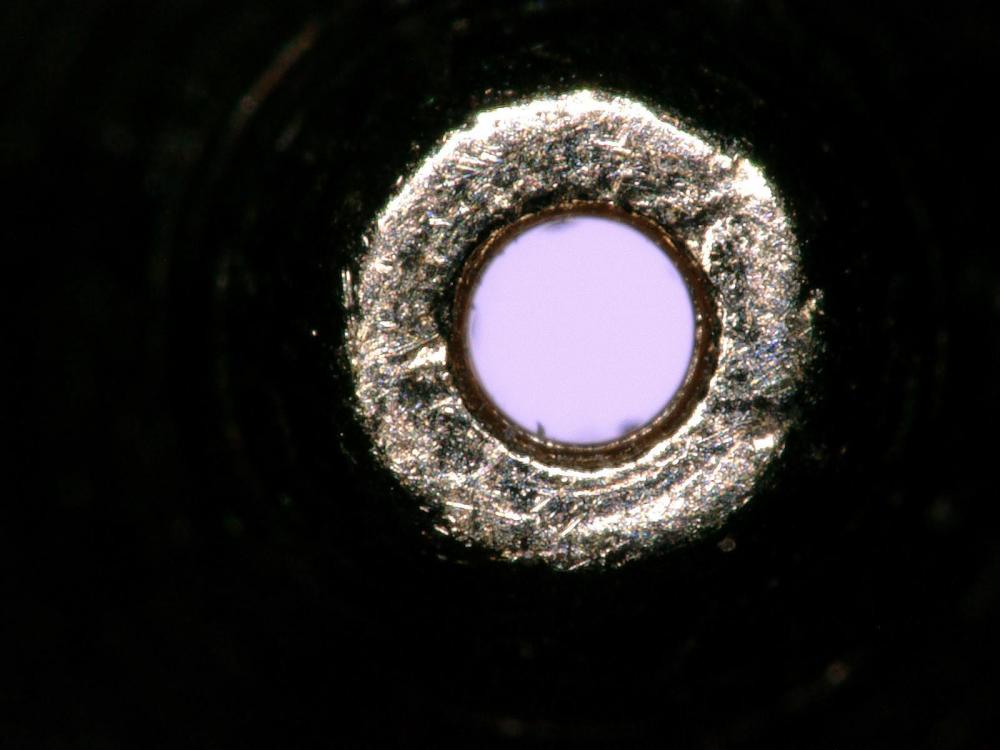
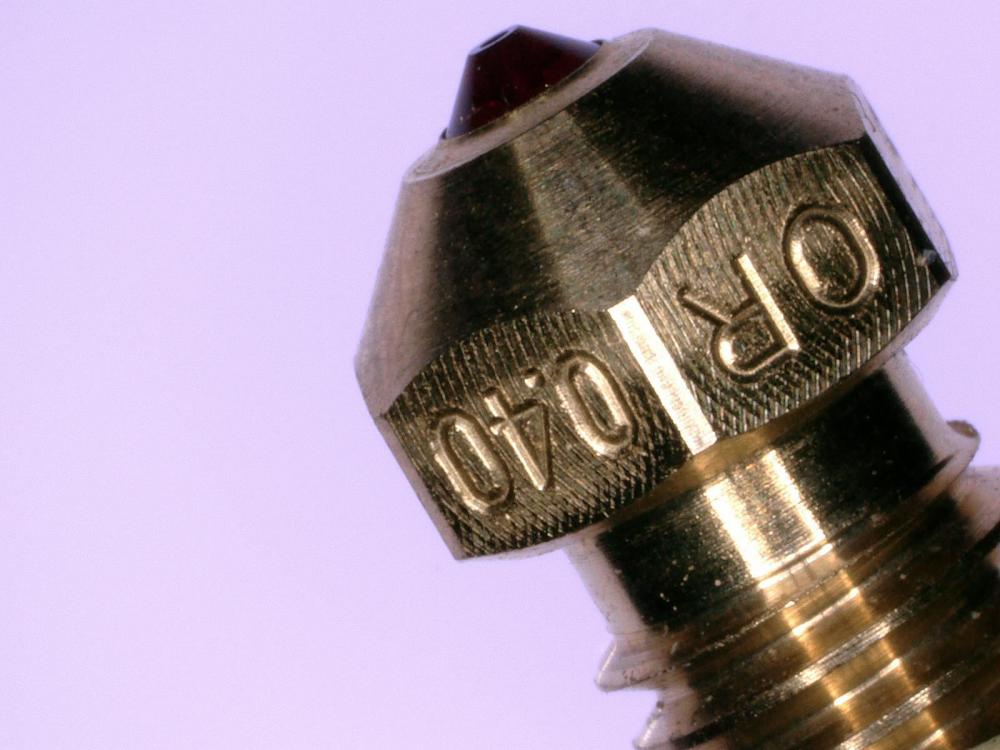
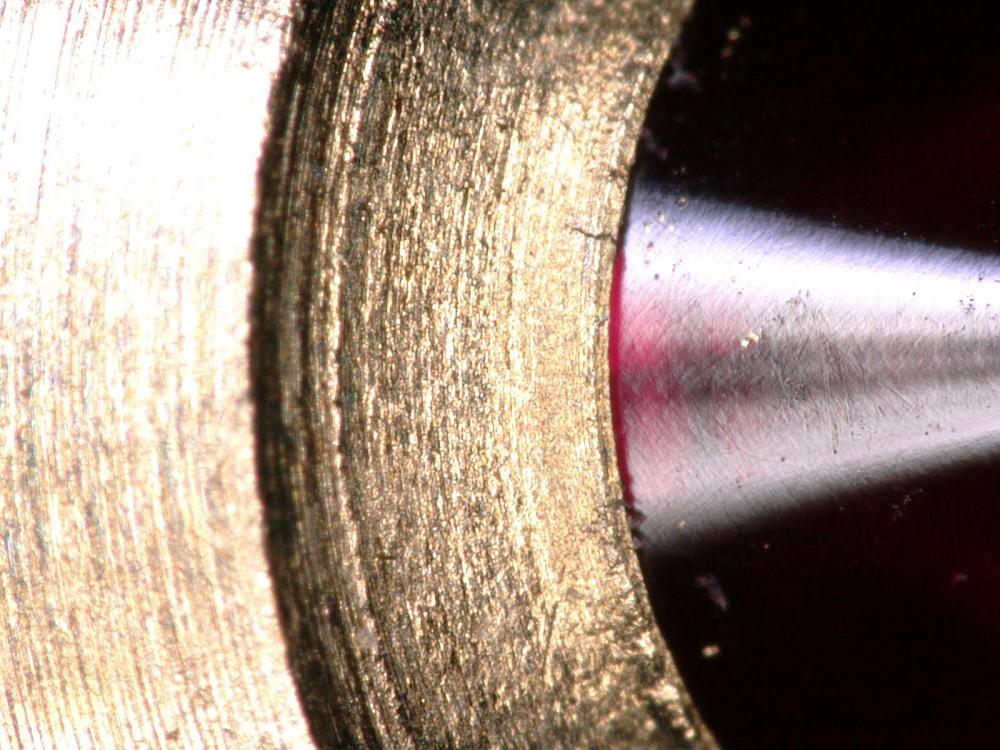
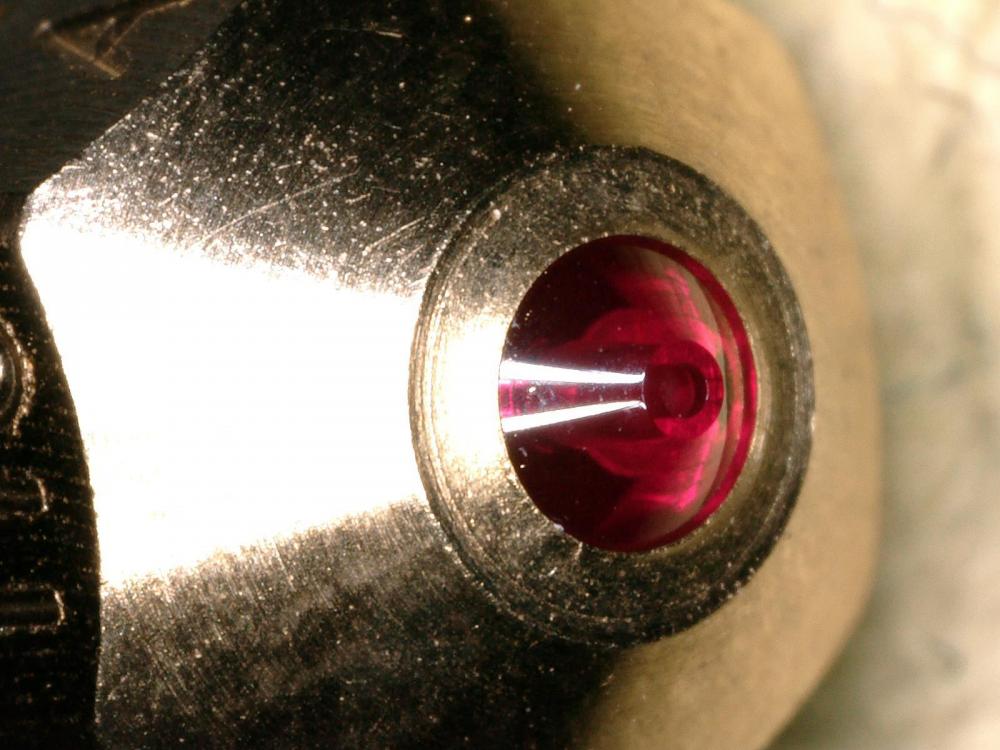
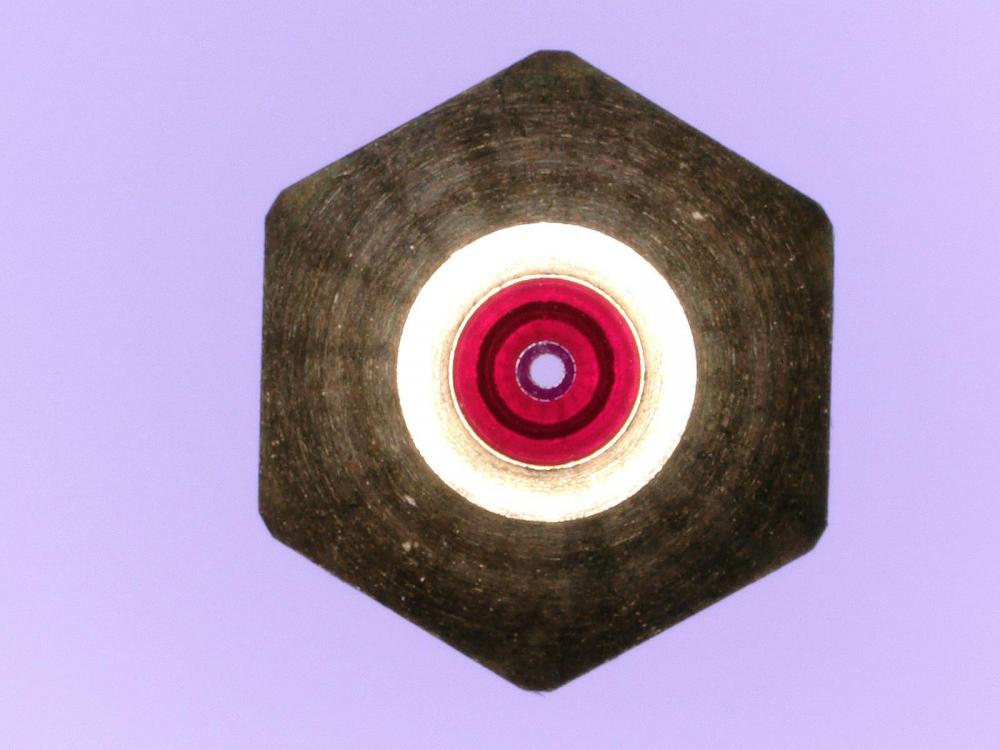
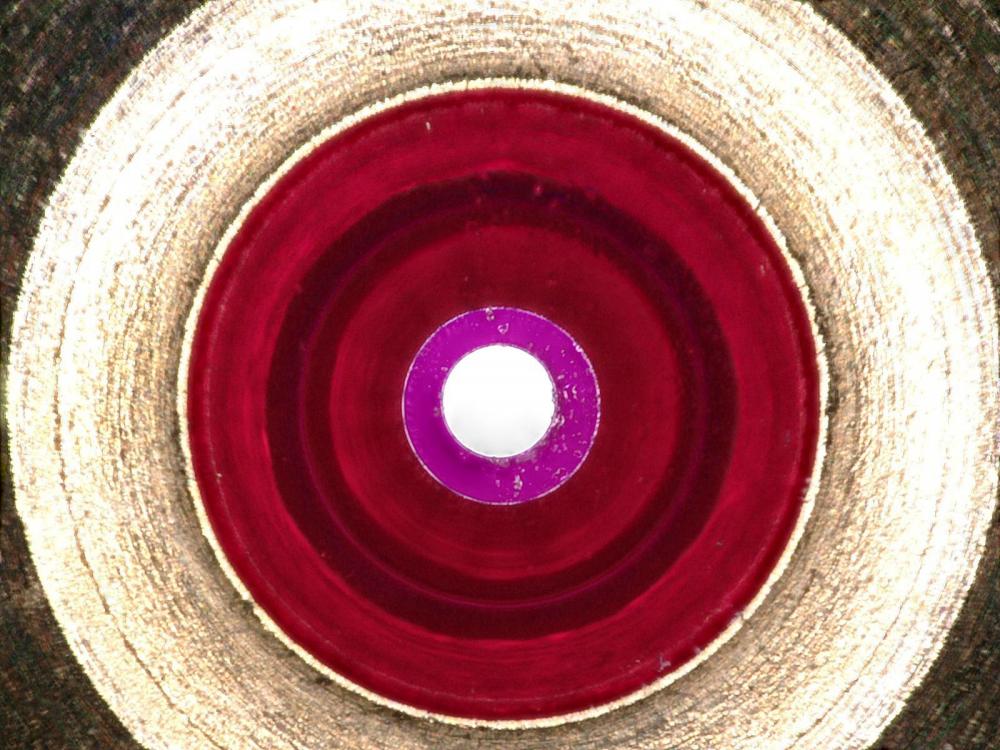
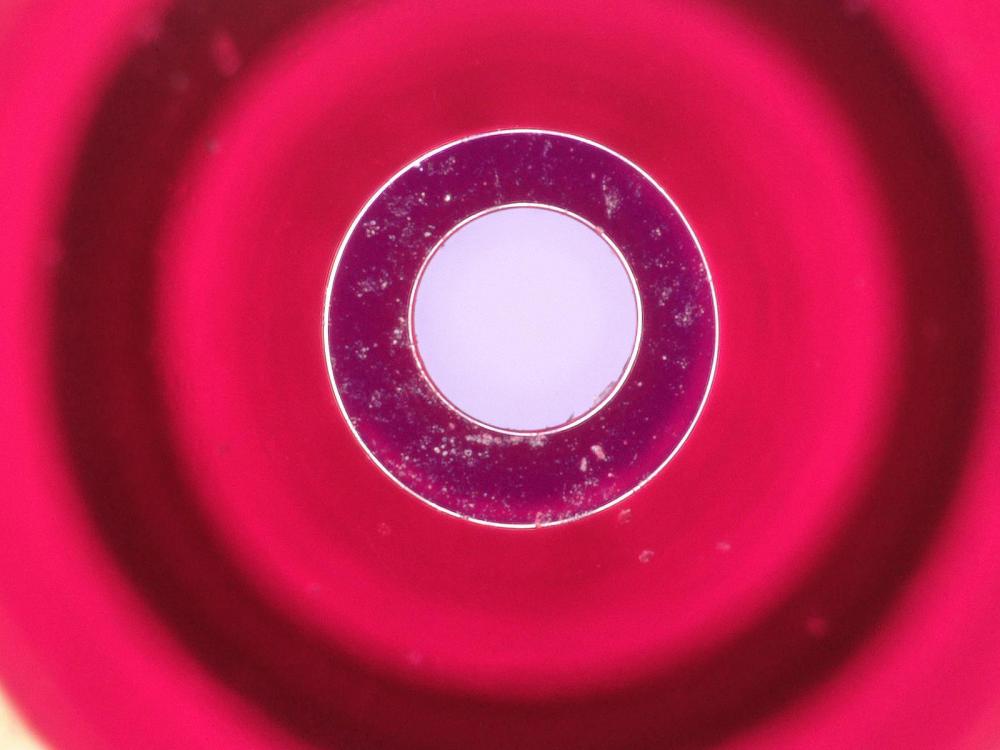
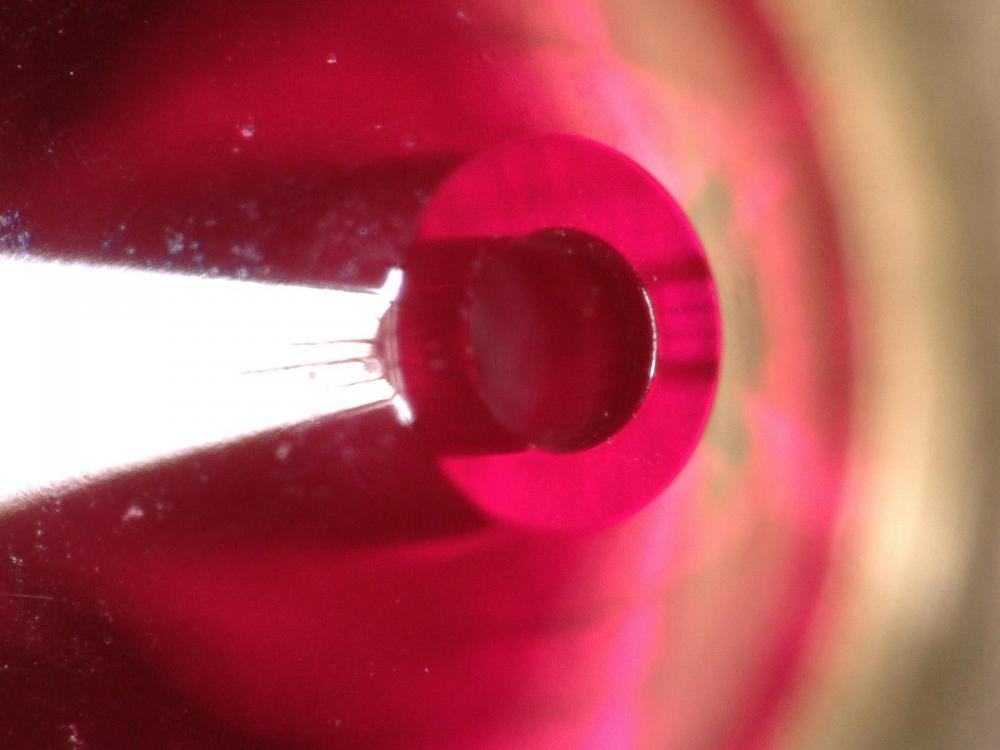
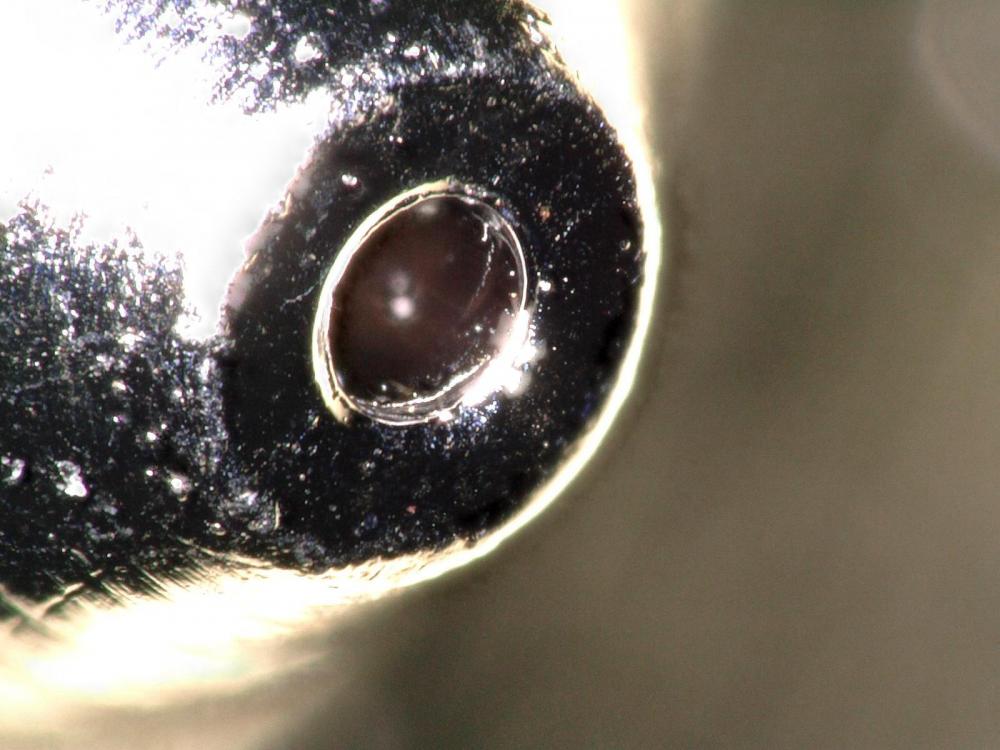
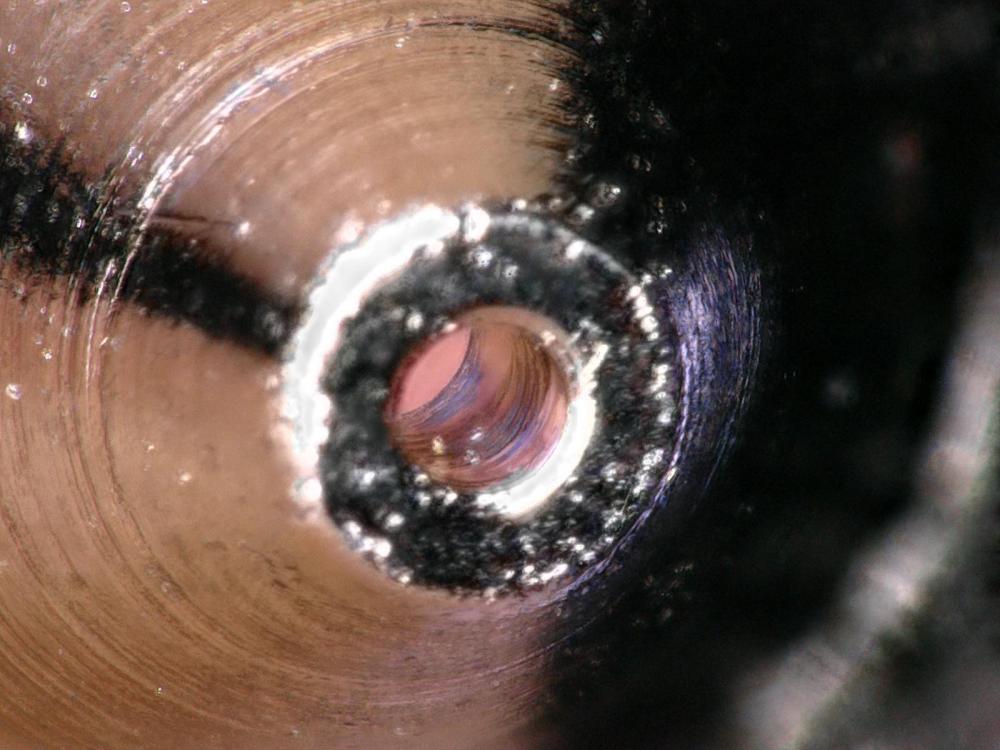
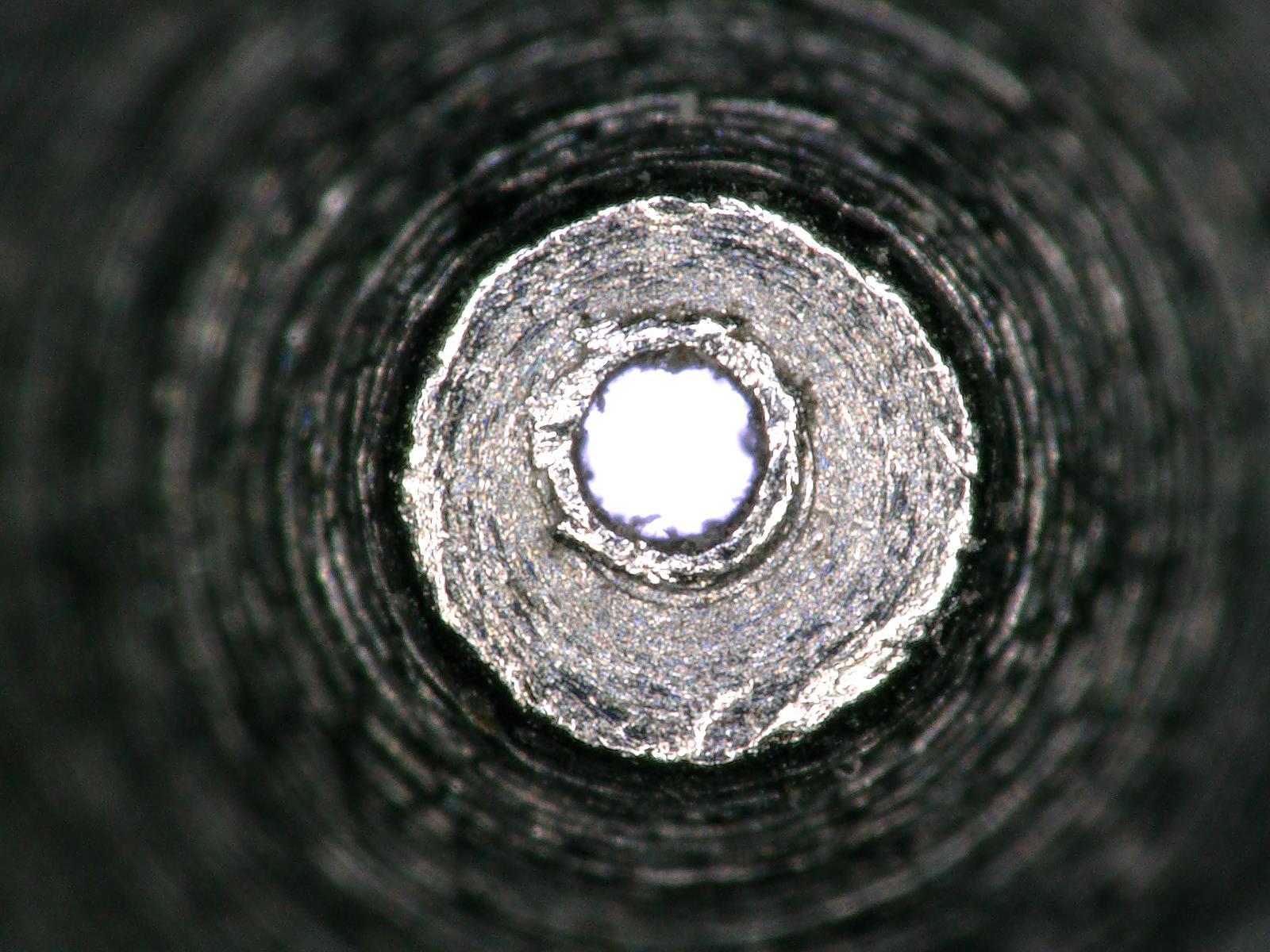
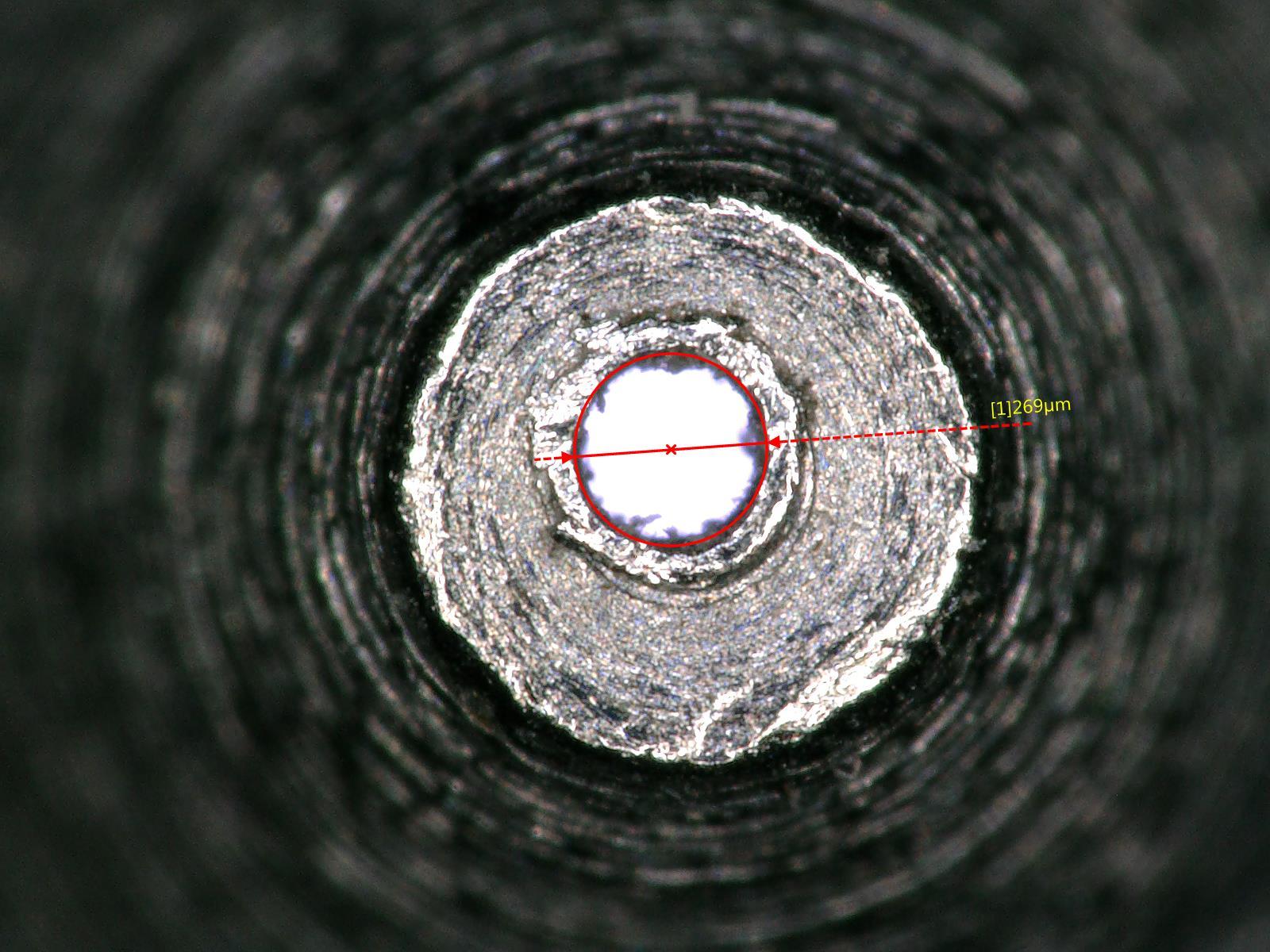
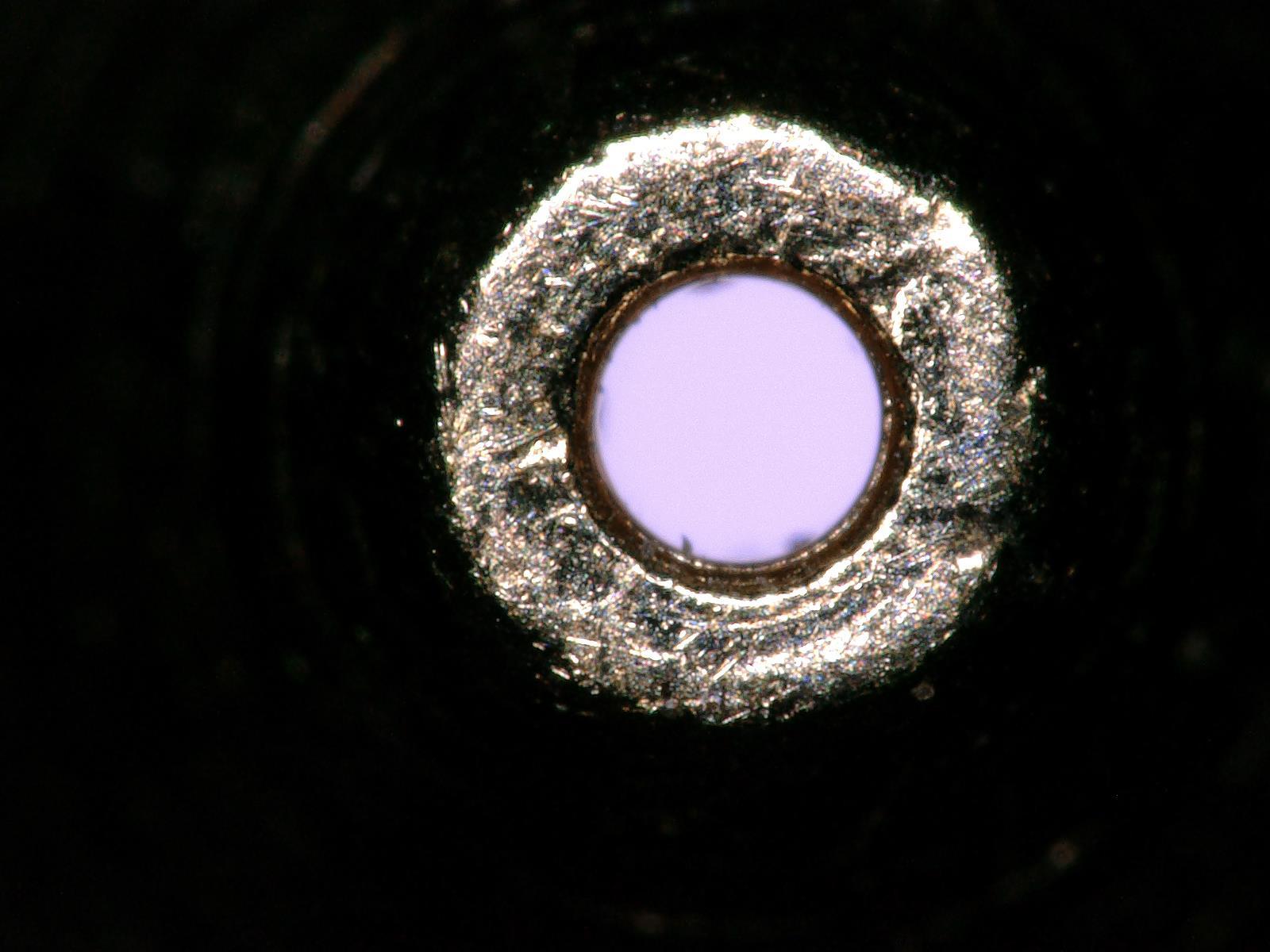
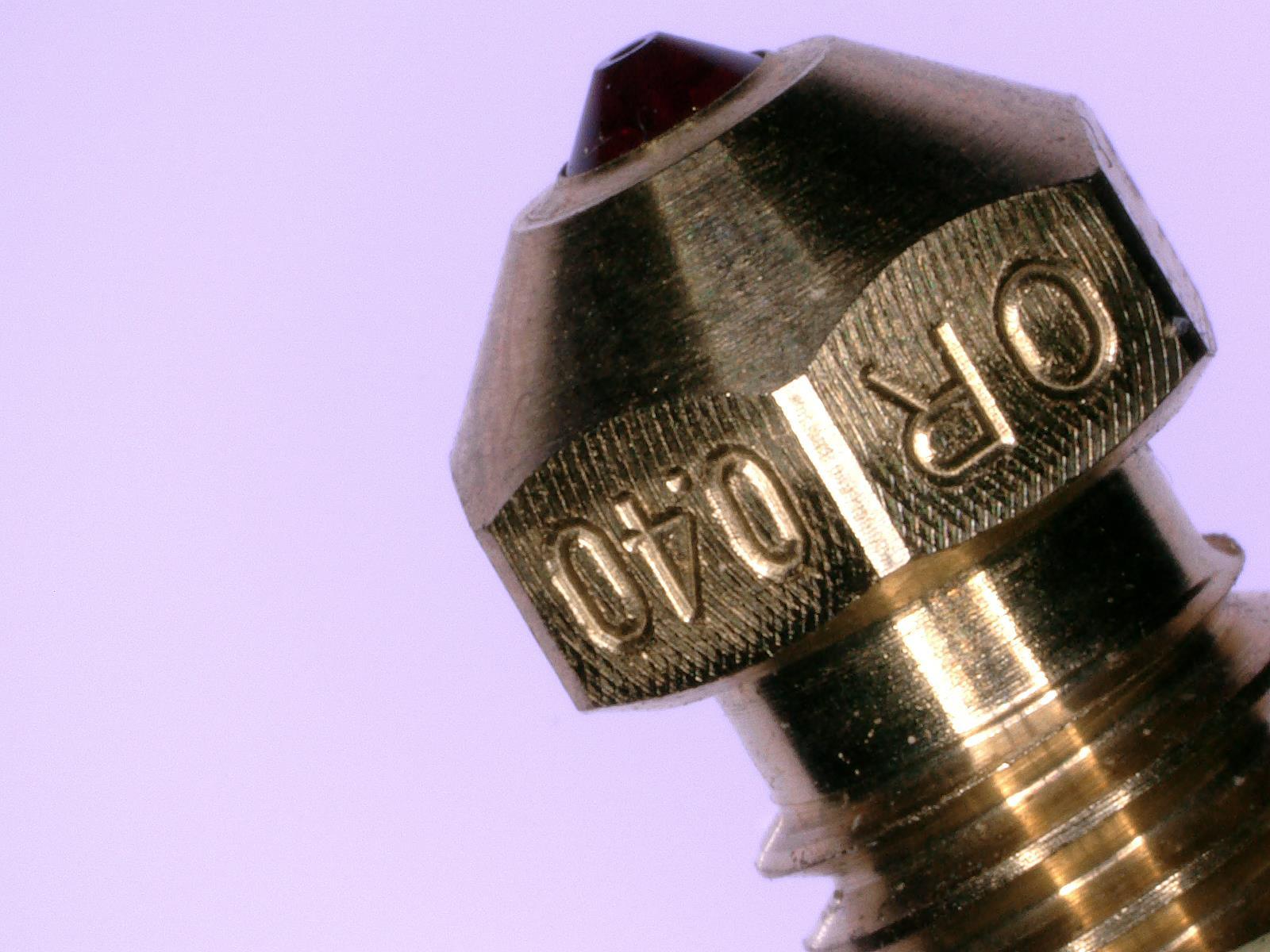
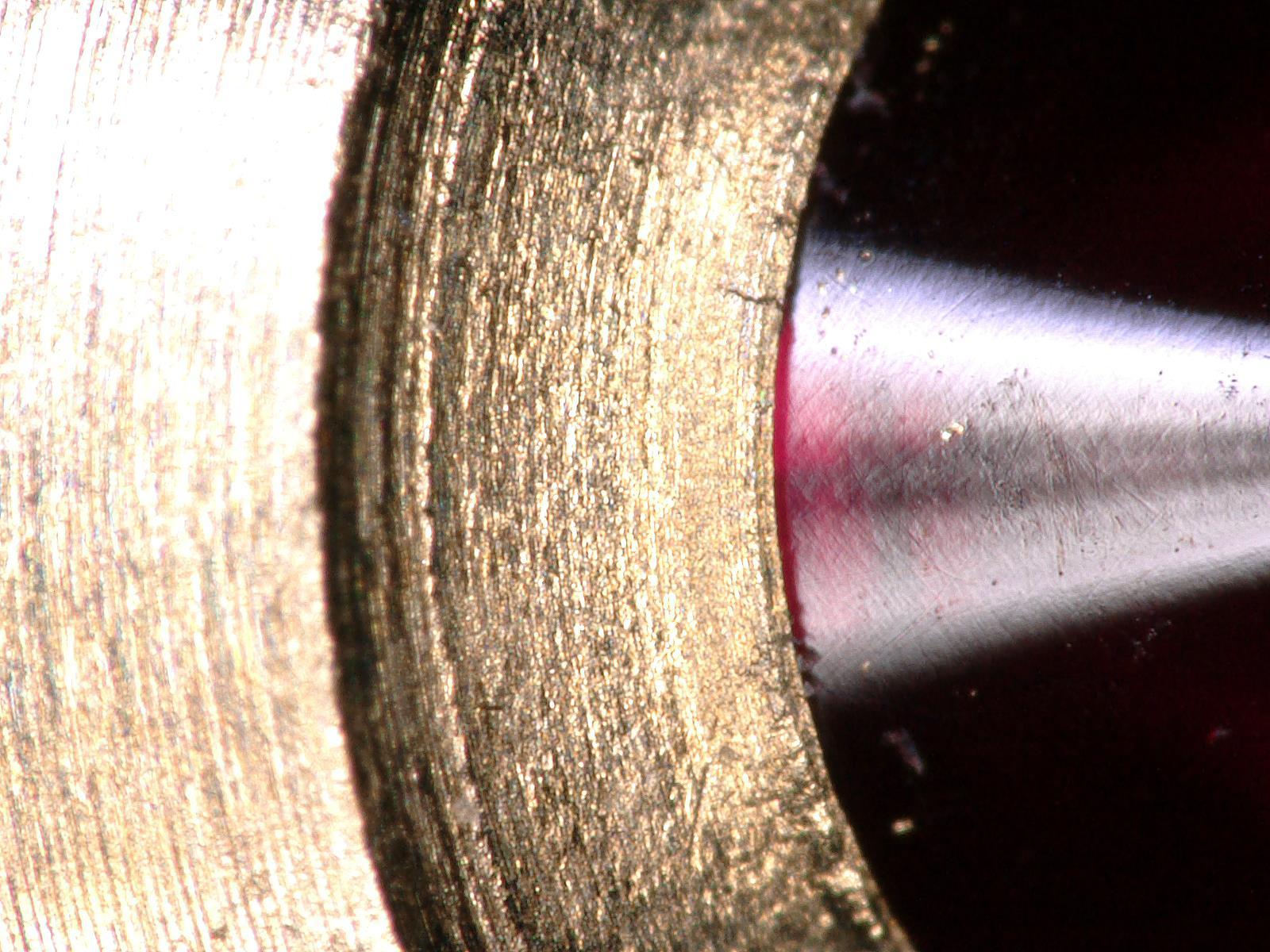
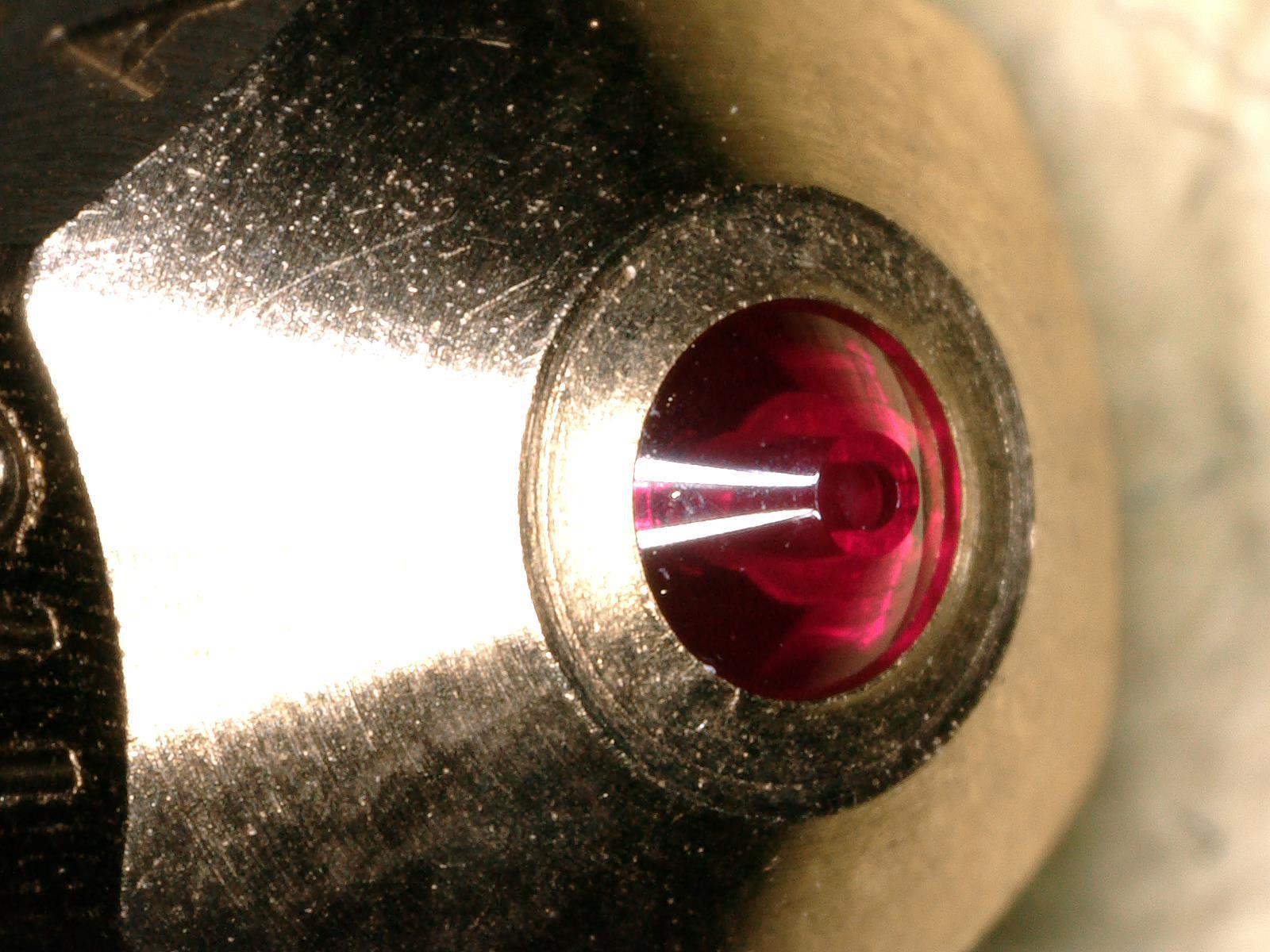
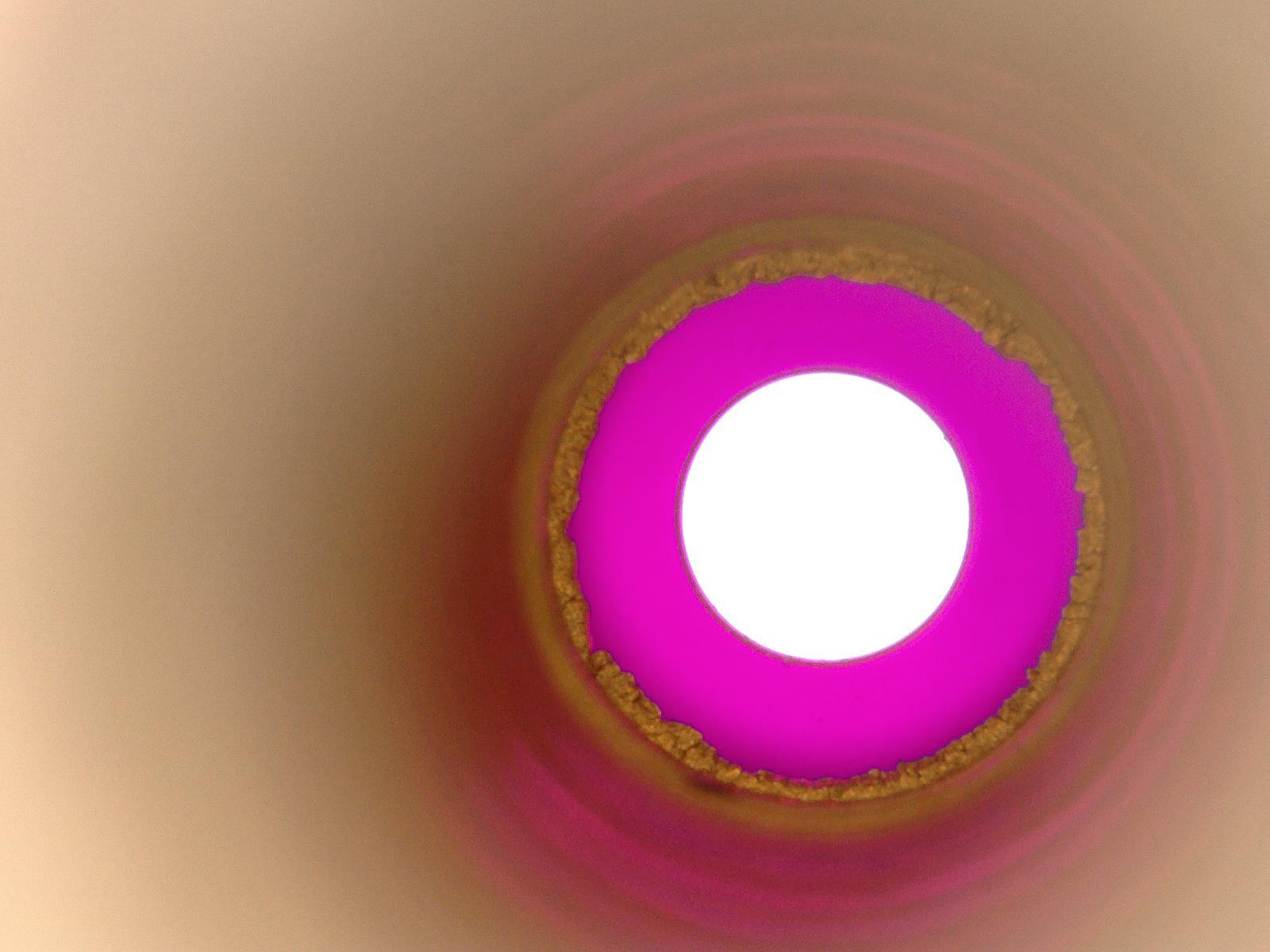
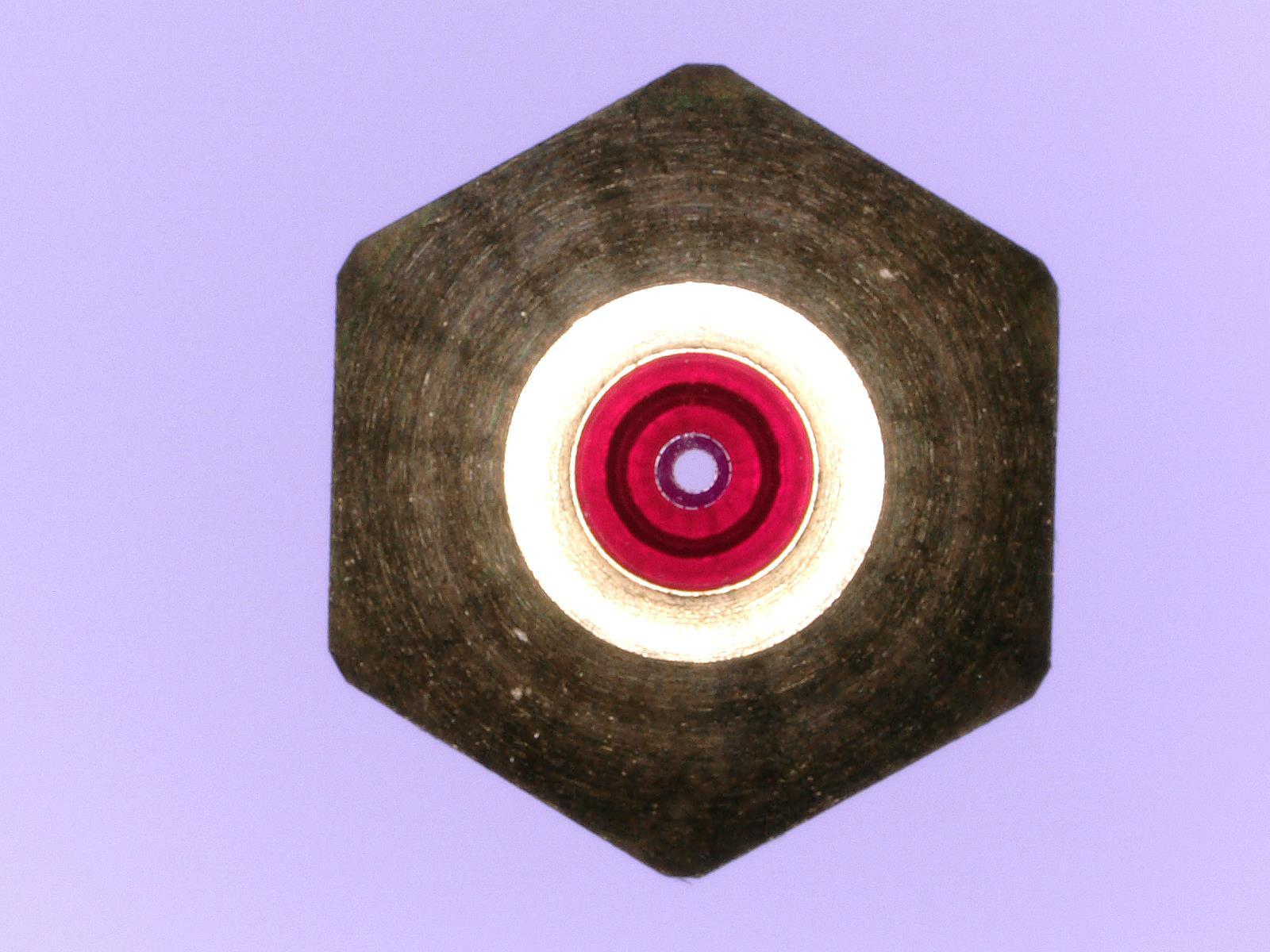
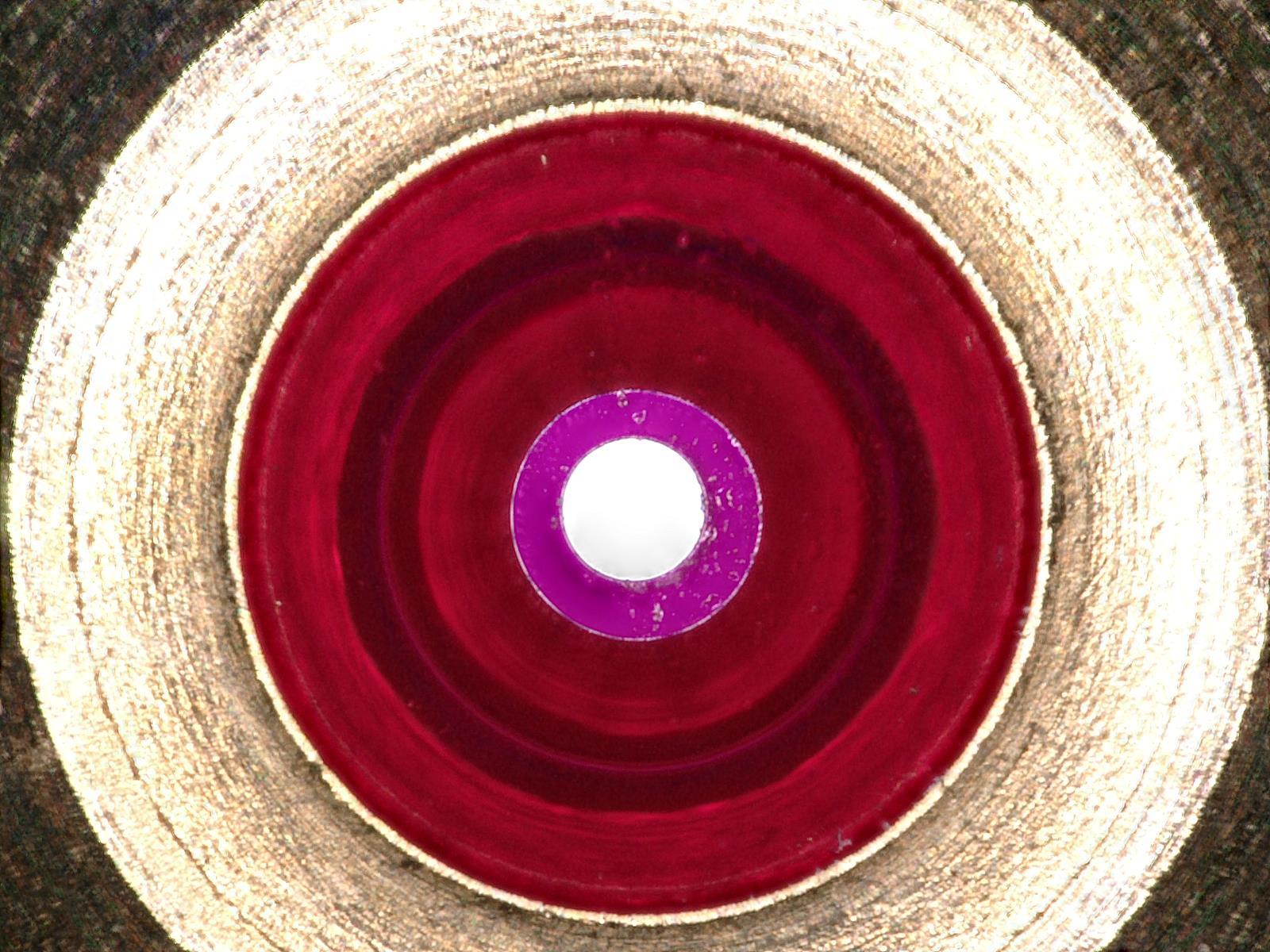
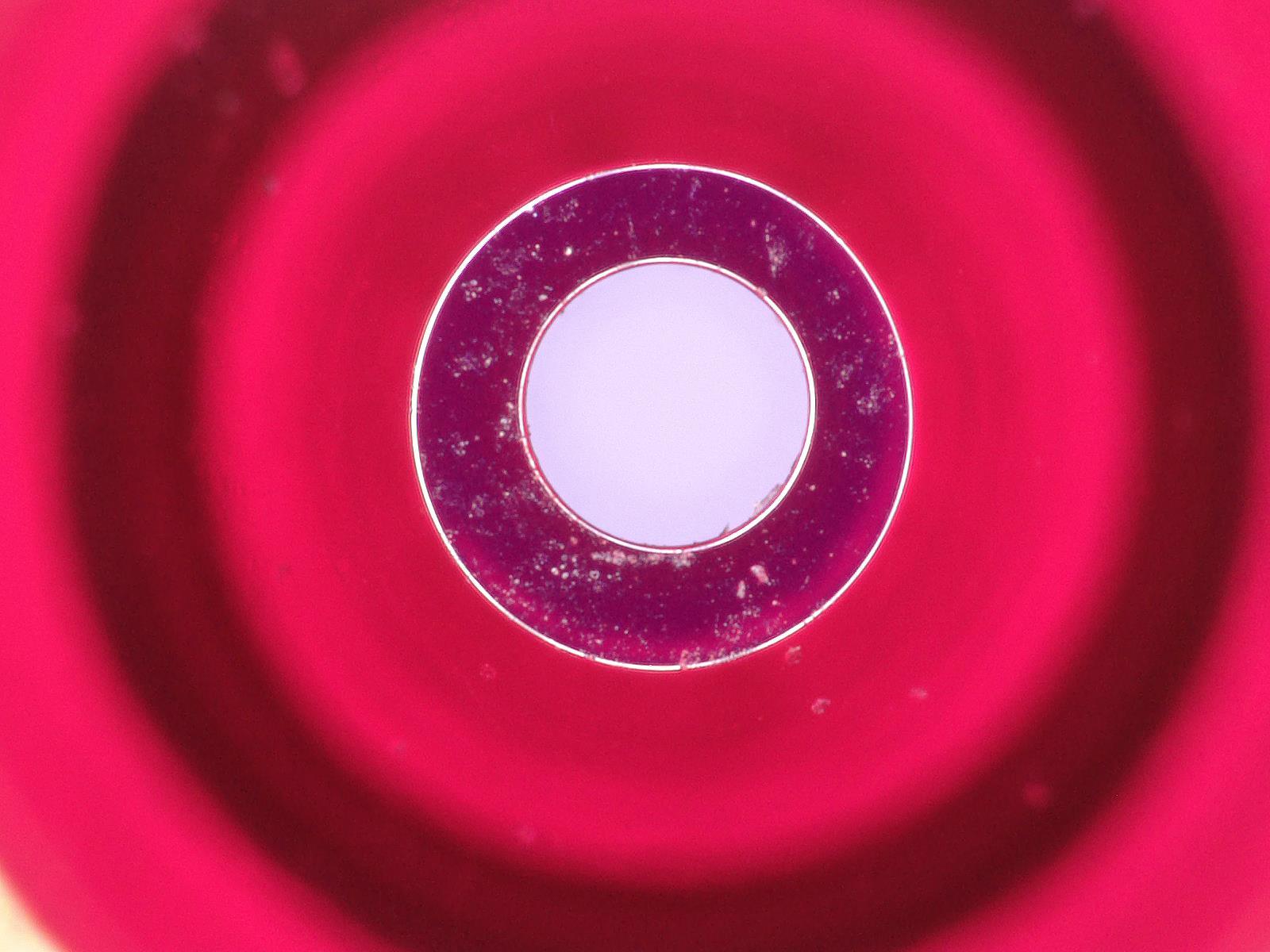
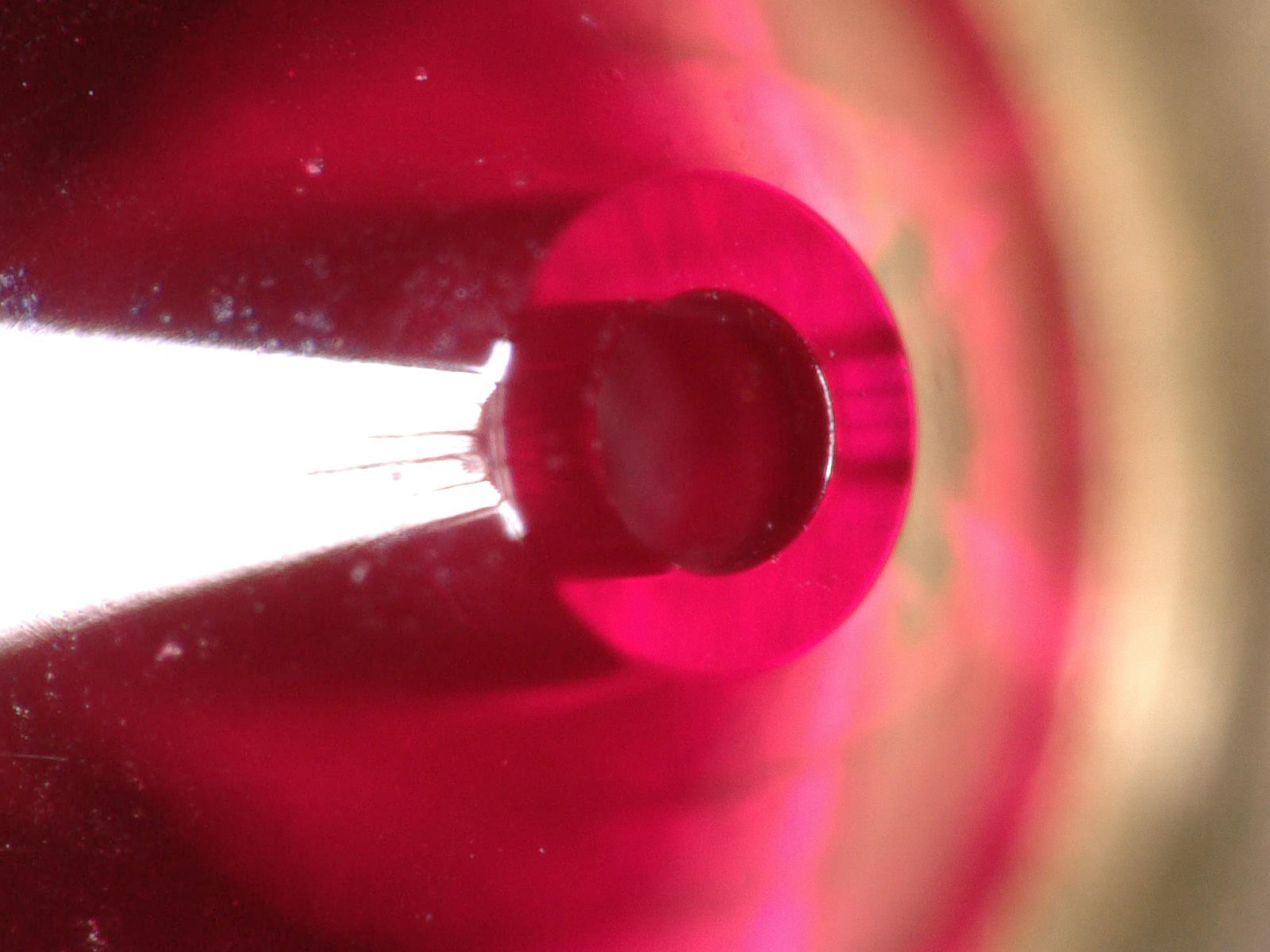
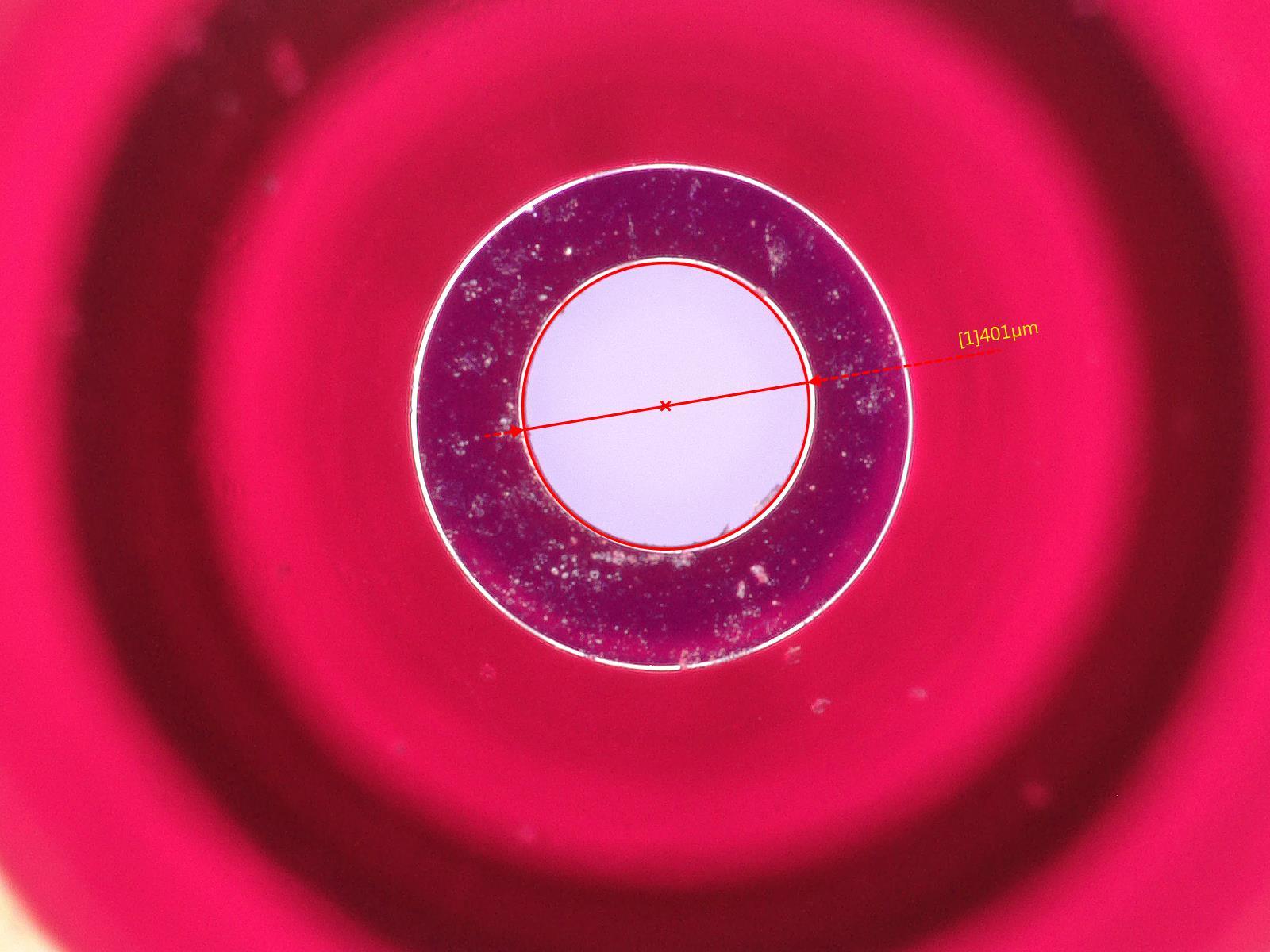
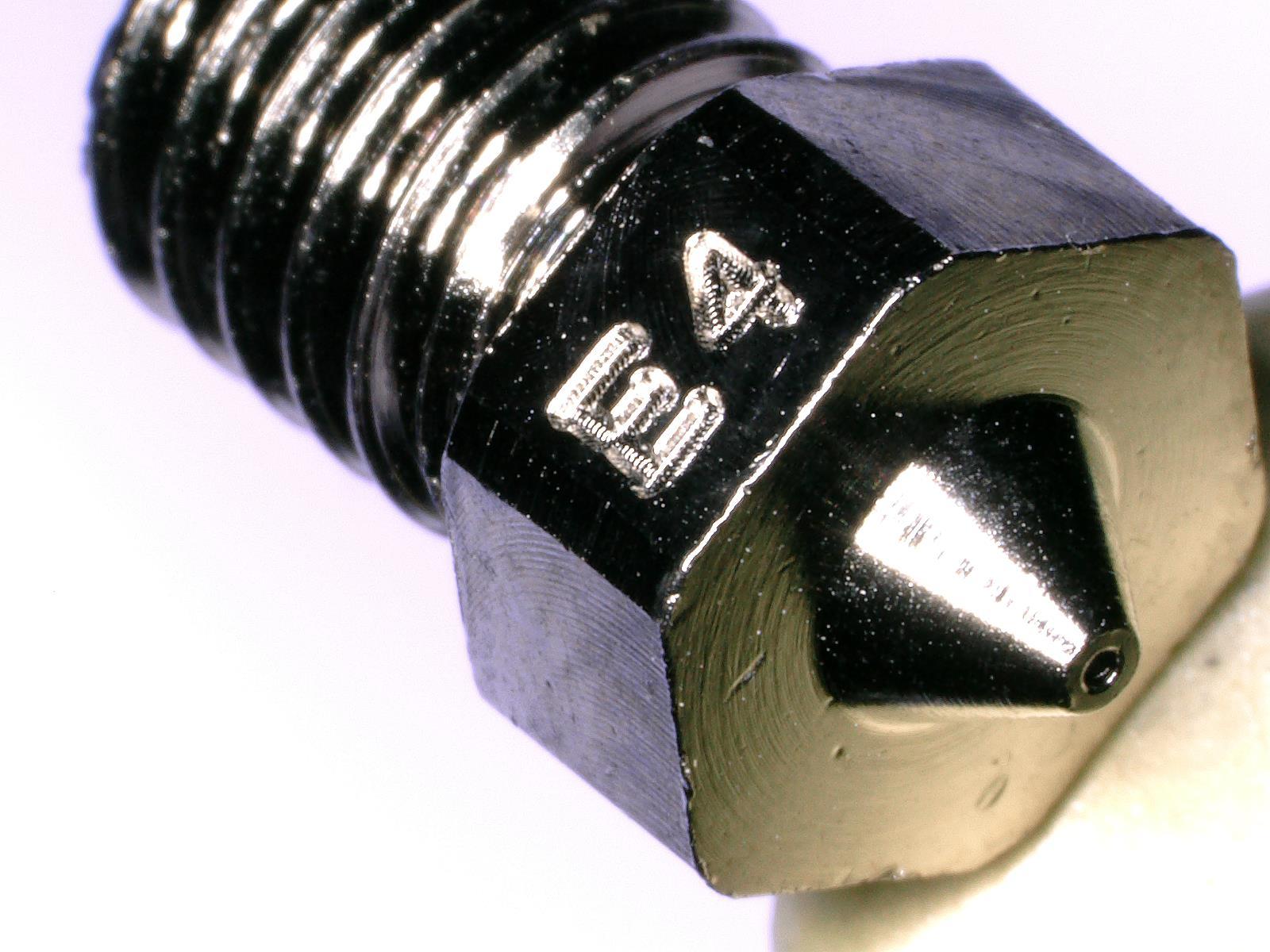
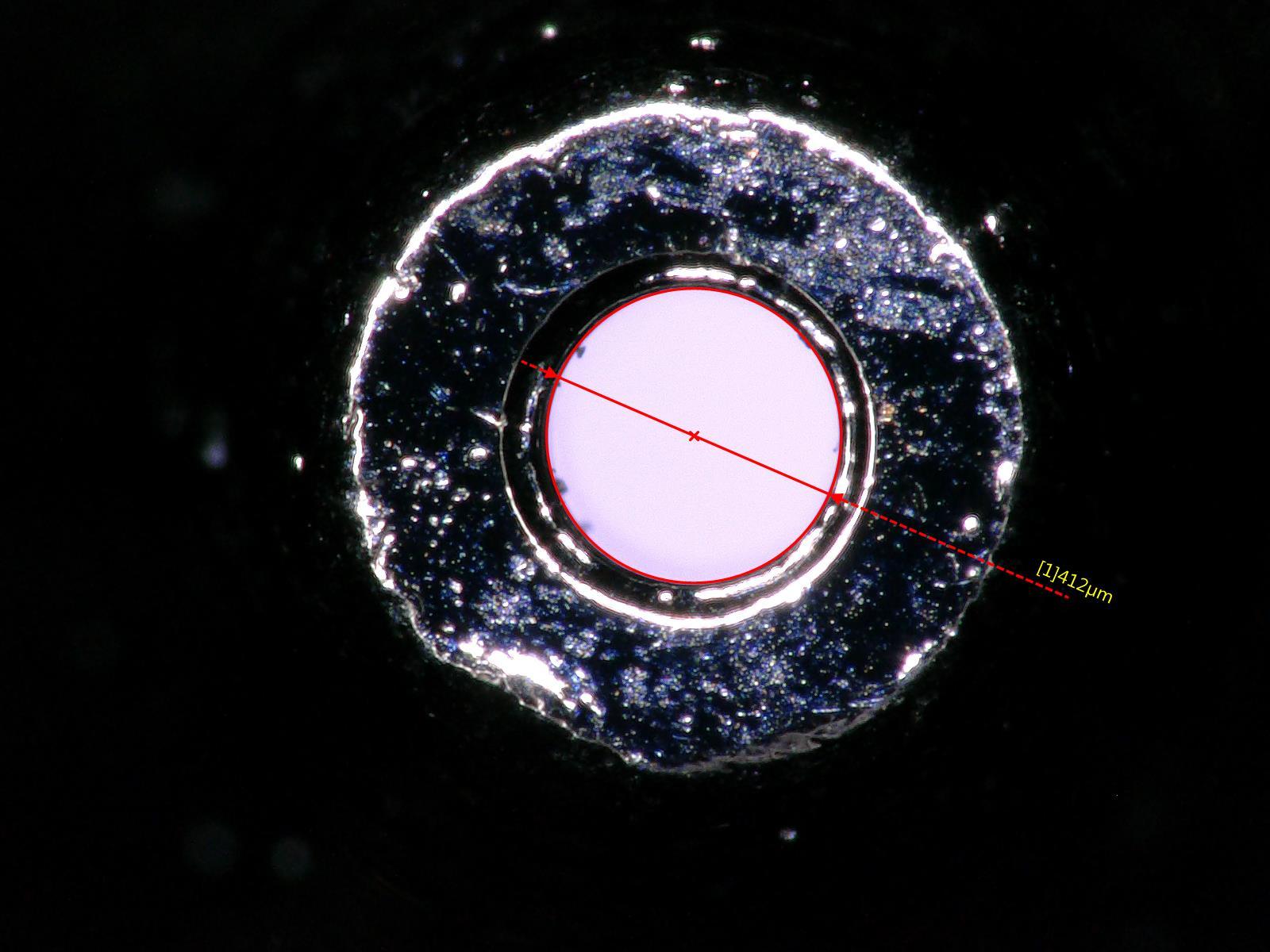
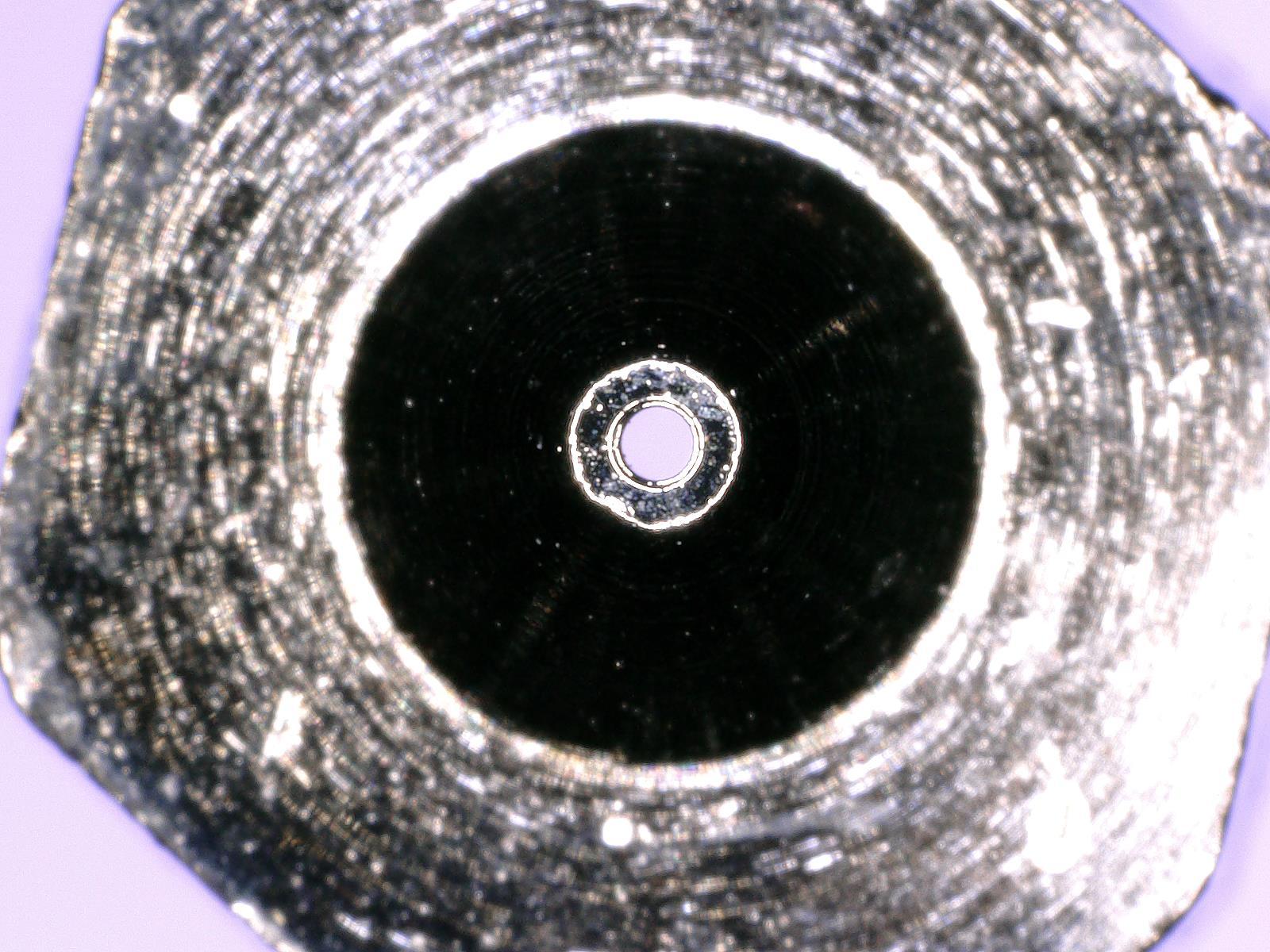
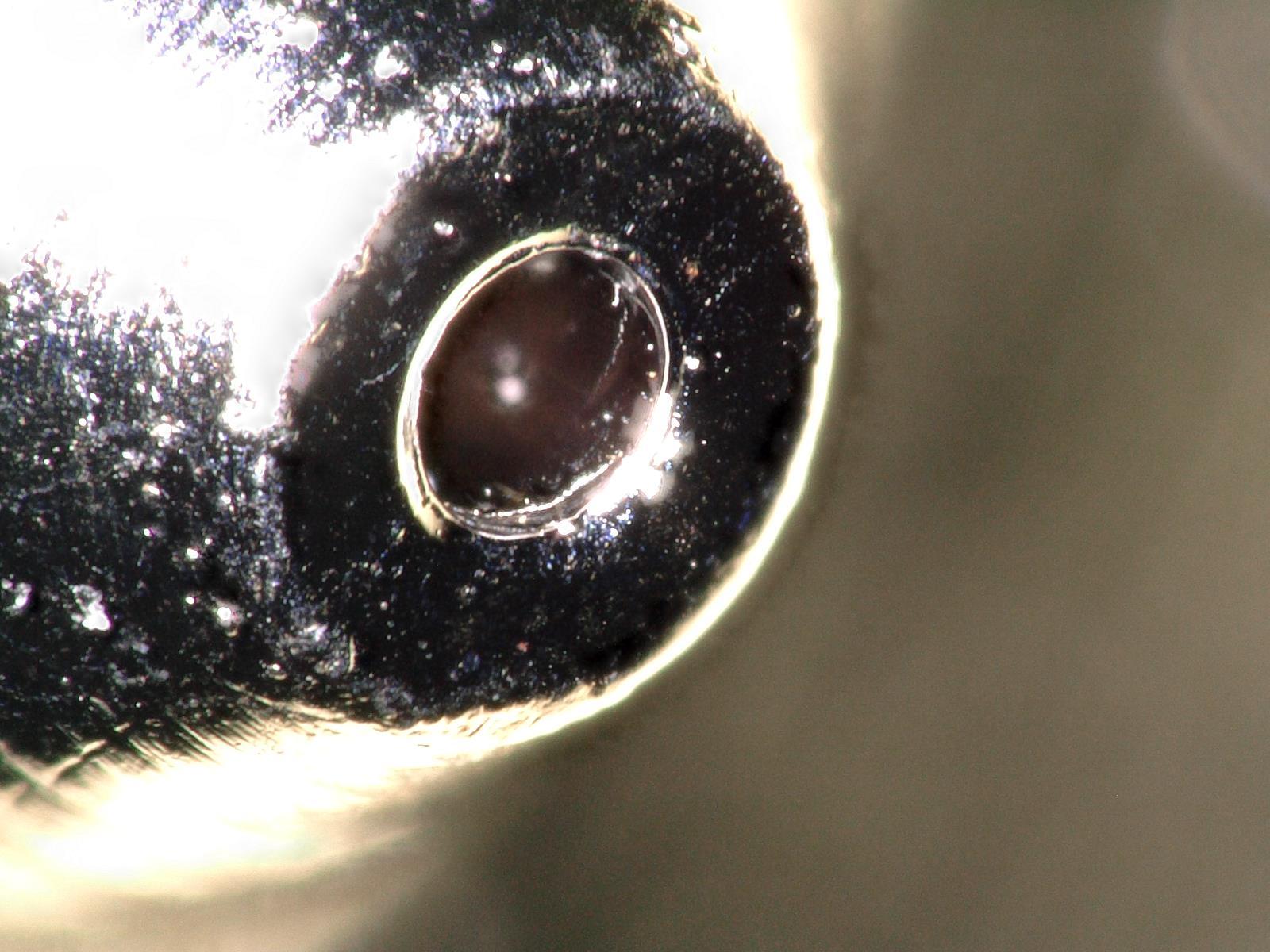
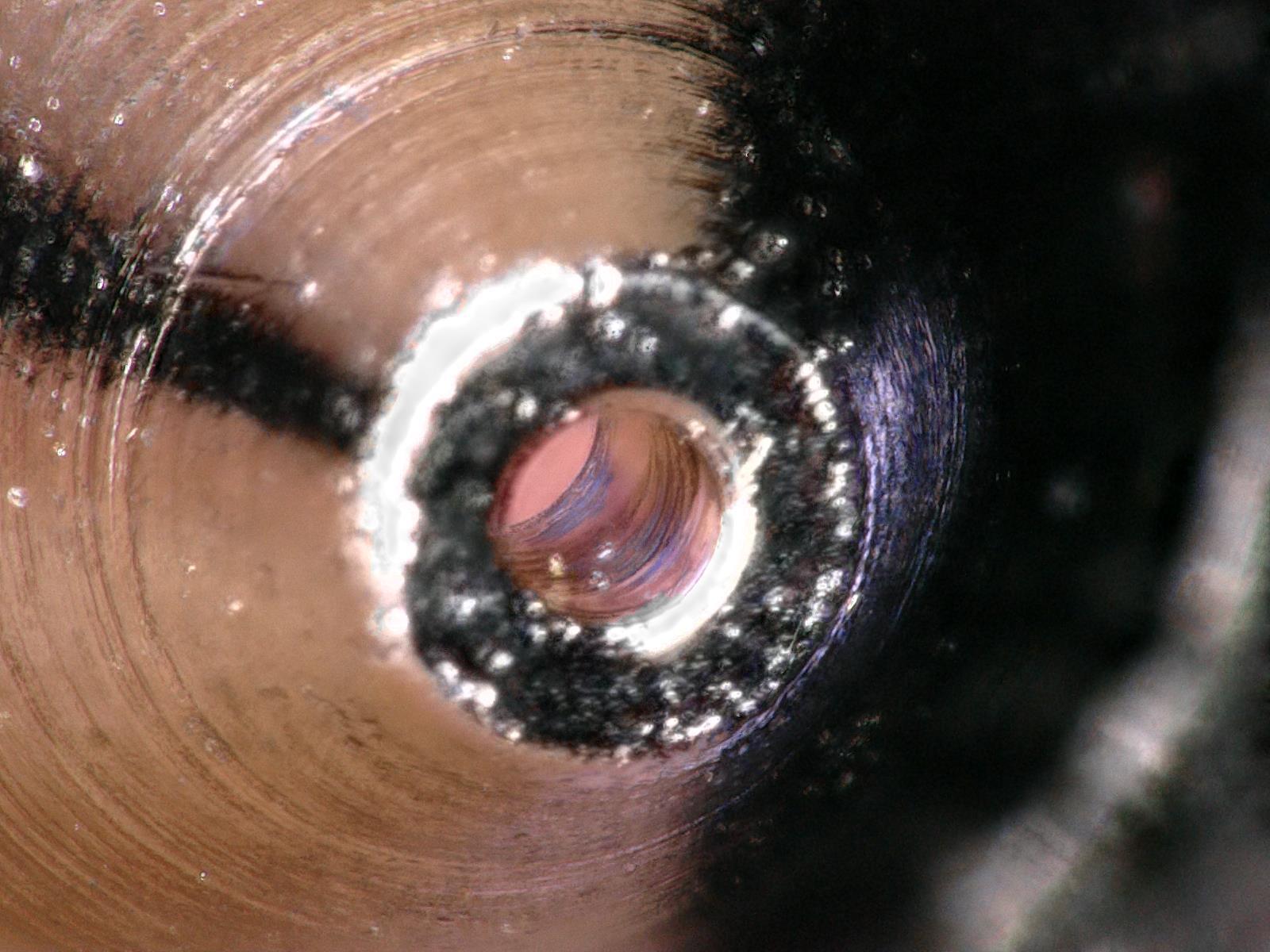
Bonjour à tous, Avec l'aimable participation de @nono30 qui m'a fait parvenir des buses neuves dont une Olsson Ruby, nous allons découvrir ensemble quelques clichés dont certains pourraient bien vous surprendre. Commençons par une buse inox de 0.25mm. L'inox étant plus dur que le laiton, il est moins sensible aux rayures et les traces d'usinage sont moins marquées. Cependant si on y regarde de plus près : La finition au niveau du perçage laisse à désirer. De plus : Le trou est carrément excentré ! Voyons cela de plus près : C'est vraiment étonnant de constater un usinage plutôt propre est concentrique, et un perçage aussi moche et excentré, on sent bien ici que l'outil était à bout de souffle. Concernant le diamètre, c'est plutôt dans les clous, même si un poil trop grand, certainement dû à l'arrachement de matière plutôt qu'à sa coupe. Repassons maintenant sur une bonne vieille buse laiton en 0.4mm : Dès la première observation, on remarque une finition étonnamment bonne pour du laiton. Le marquage est impeccablement frappé, ce qui est plutôt rare. Même la couleur fait penser à du plaqué or. C'est propre, c'est net. Bien rond et sans bavure ! Ce cliché est exactement le même que le précédent, seulement l'éclairage est passé de annulaire complet à annulaire partiel, cela permet de faire ressortir les défauts. Le perçage, rien à redire, on est pile poil dessus. C'est une très bonne buse laiton parmi toutes celles que j'ai pu observer à ce jour, tant au niveau précision, que d'aspect général. Les E3D originales sont plus nettes au niveau du perçage. Et maintenant le moment que vous attendez certainement tous (que ceux qui ont sauté les deux premières buses lèvent la main). La buse Olsson Ruby 0.4mm (attention je me suis lâché sur les photos): Marquée sur quatre faces, on ne peut pas se tromper de buse. Il semblerait même qu'ici le marquage soit usiné et non frappé. On voit même les stries de l'usinage, qui donnent à l'ensemble un aspect mieux fini, plus pro. Si on fait abstraction pour le moment de la partie ruby, le corps en laiton est tout simplement parfait, même pas une rayure, on sent ici que les buses ne tombent pas dans un panier à la sortie de l'usinage et qu'elles sont traitées avec un soin extrême sur toute la chaîne. En zoomant un peu plus, on constate un léger décentrage du perçage du Ruby. Mais quelle netteté ! En zoomant encore plus, on voit que c'est vraiment net, la partie plate est tellement plate, que lorsque je manipule la buse, elle reflète la lumière comme un miroir. Nous le verrons mieux plus tard. J'en attendais pas moins, ça se passe de commentaire ! Difficile de le représenter en photo, mais l'aspect est d'un lisse comme j'en ai rarement vu sur des pièces avec un grossissement x200. Concentrons nous sur le sertissage, ici vous pouvez apprécier la recherche de l'excellence sous tous les angles. J'aime beaucoup ce cliché, car nous y voyons l'extrême précision de l'usinage, aussi bien sur le laiton que sur le Ruby. Sur ce dernier nous distinguons à peine les stries. Le sertissage est vraiment très propre, on remarque tout de même quelques "points" de laiton sur le Ruby. Ici nous observons le sertissage depuis l'autre côté de la buse. C'est moins propre, mais non visible et ça n'impact en rien la qualité d'extrusion. Et en bonus, comme tout cela nous sert à faire des impression 3D, j'ai appuyé sur un bouton 3D du microscope : Bon c'est moche, mais j'ai bien aimé cette fonction "scanner 3D". Si vous avez des questions, n'hésitez pas, j'ai encore les buses en ma possession, mais n'attendez pas trop, j'en connais un qui doit se languir maintenant de pouvoir les utiliser. @nono30 je te laisse le soin de préciser la provenance de ces buses, on reprends contact quand tu veux en MP pour le renvoi. A vos commentaires !






 1 point
1 point -
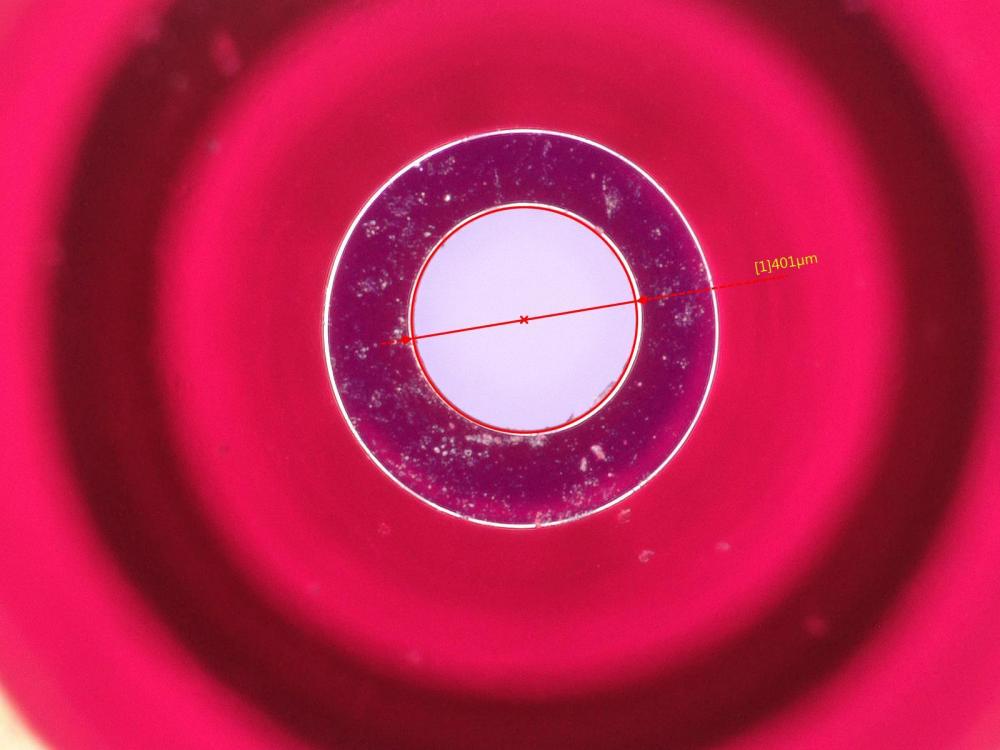
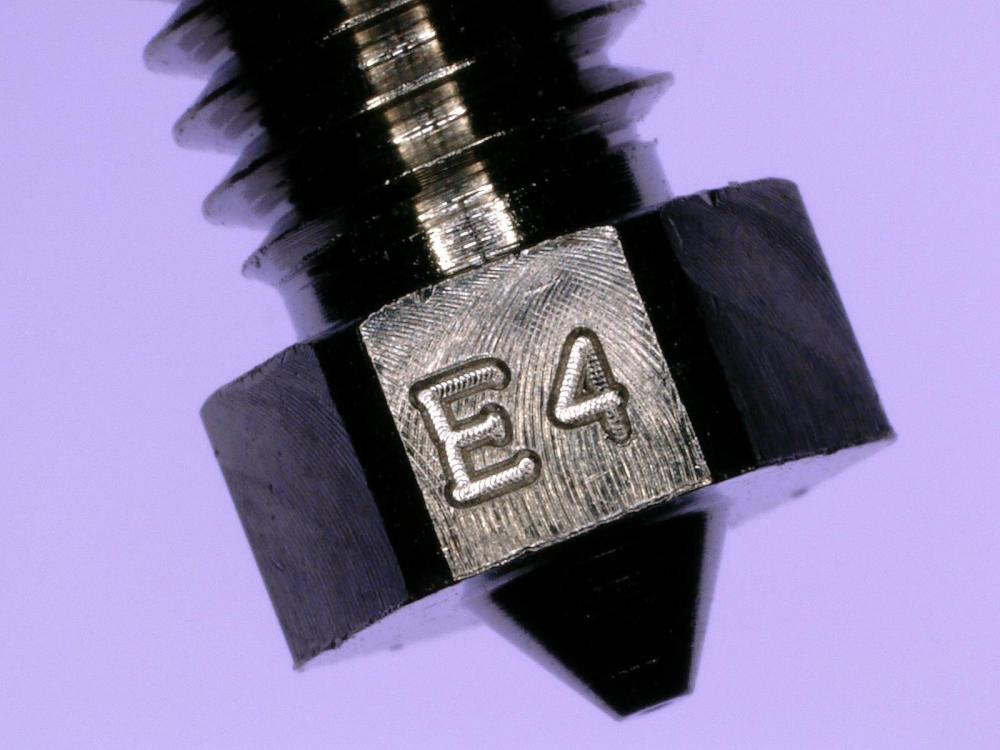
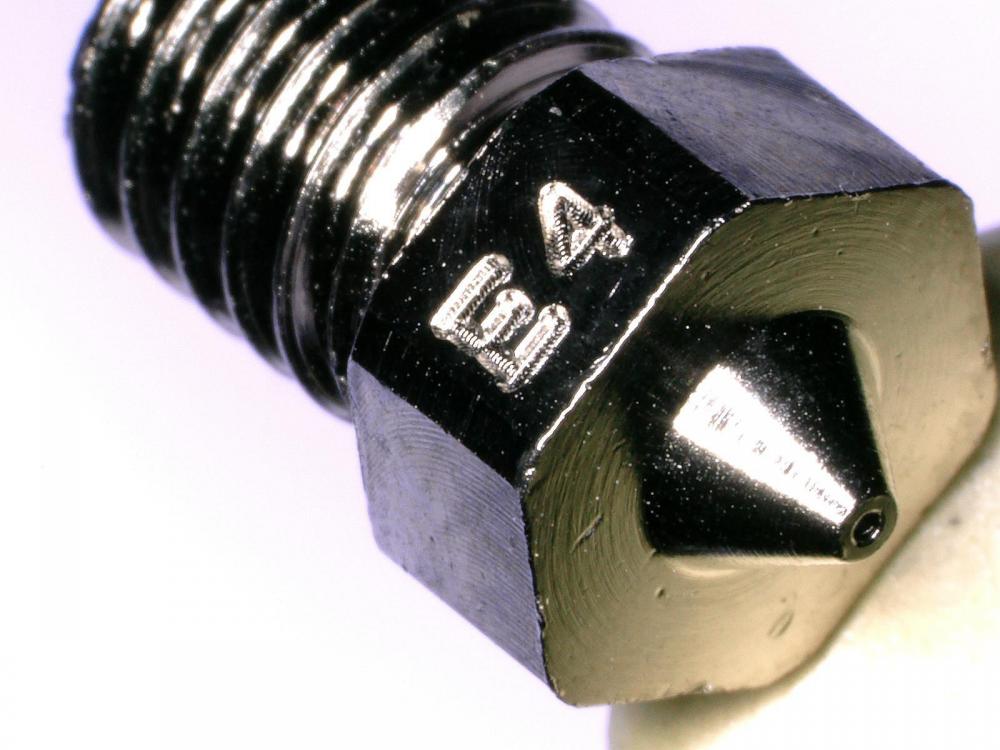
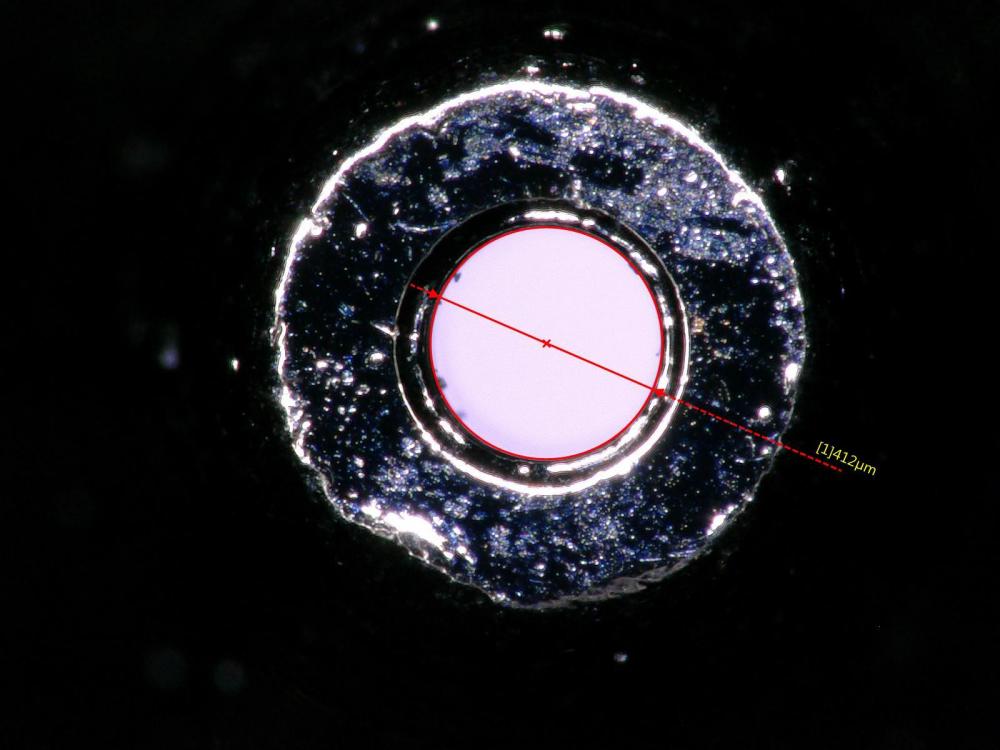
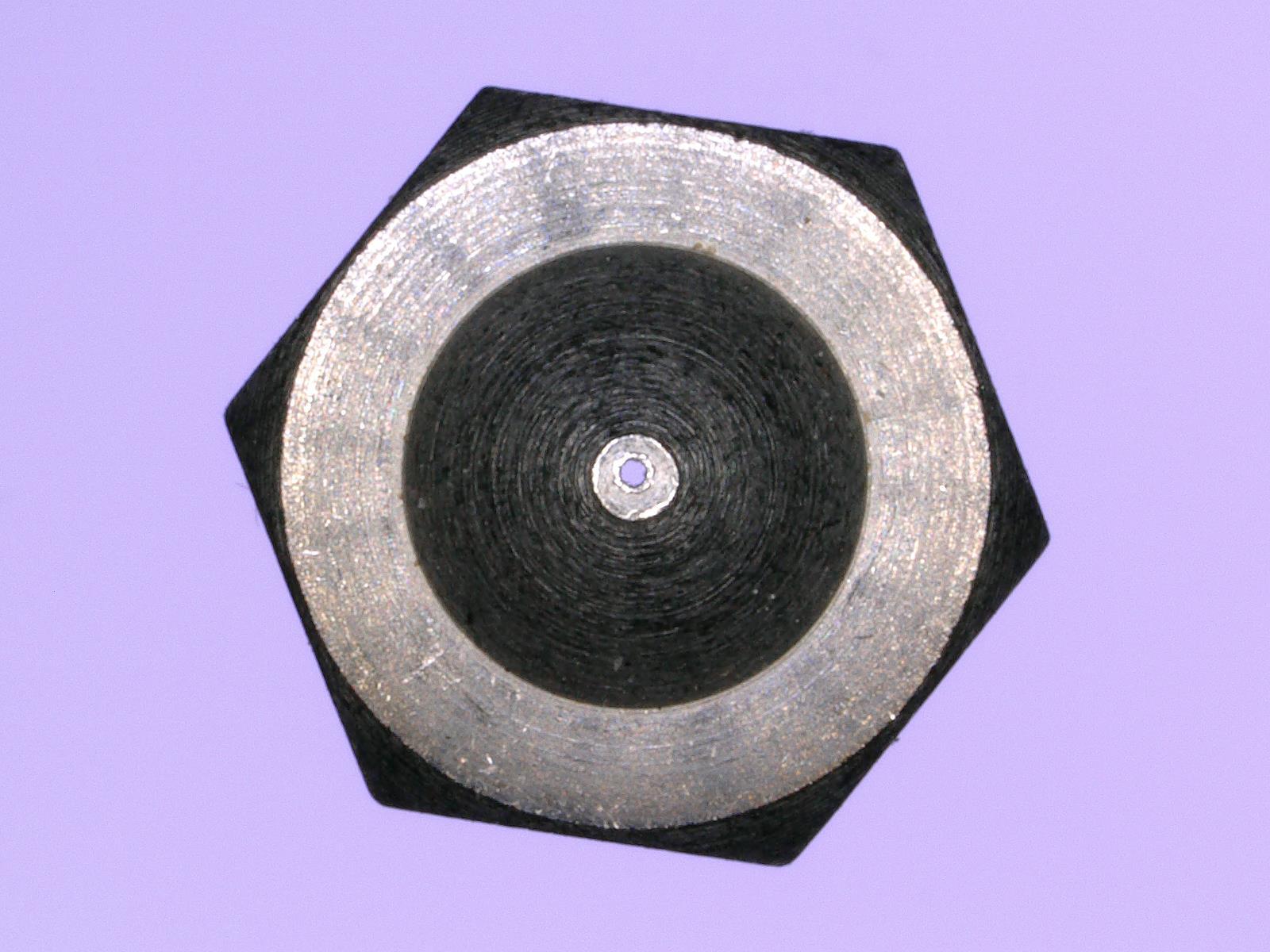
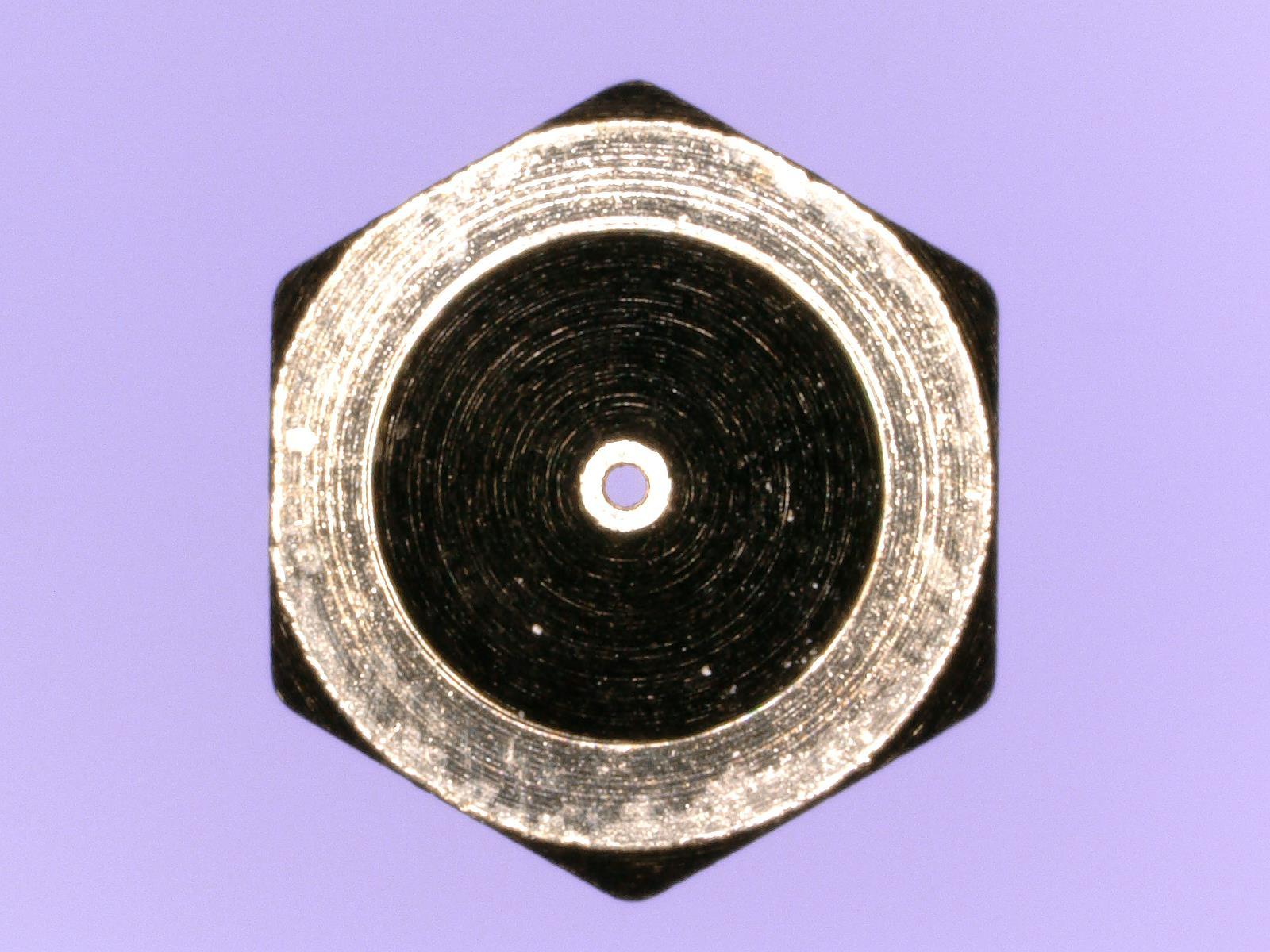
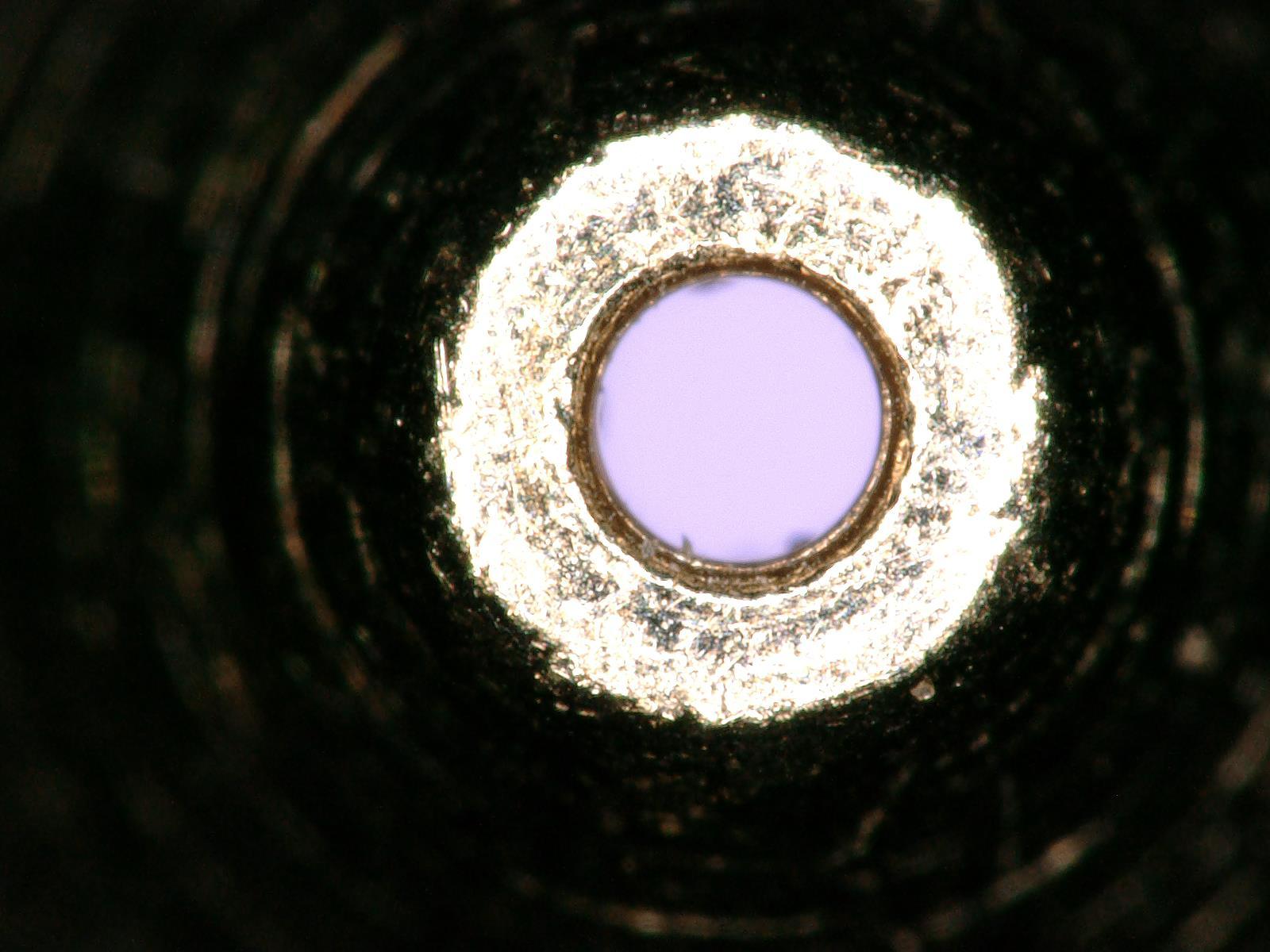
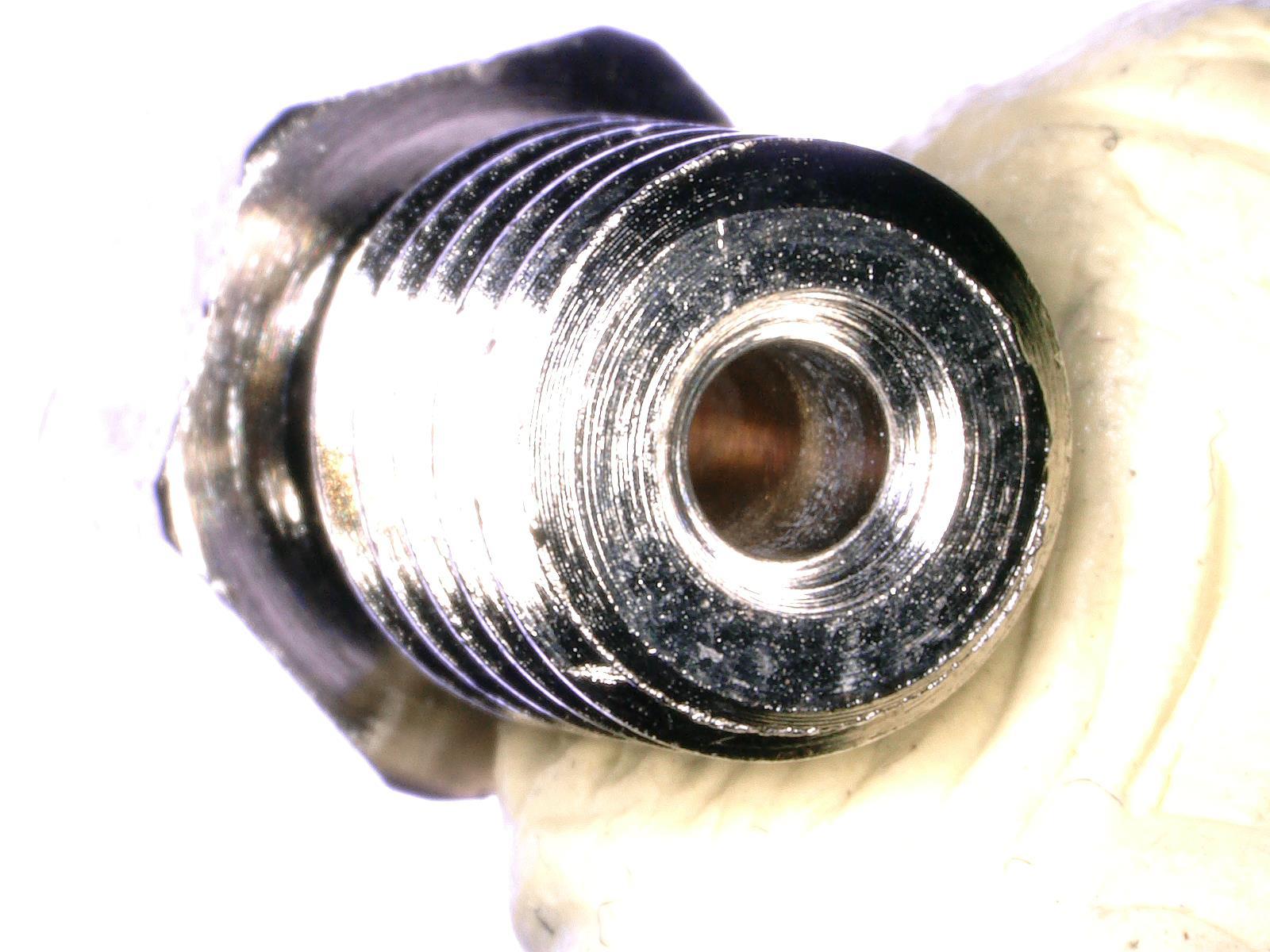
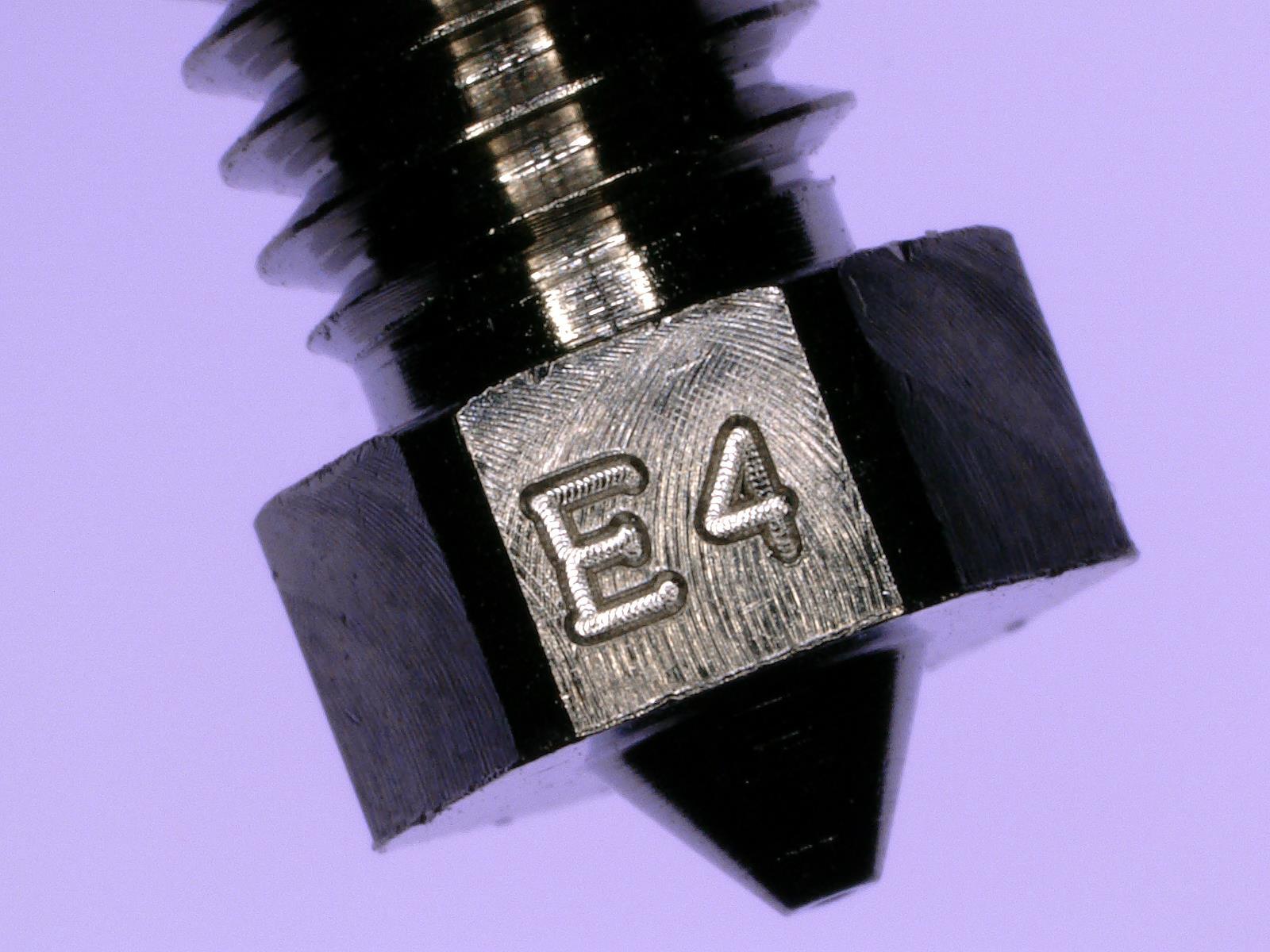
Bonjour la communauté, Me voici de retour avec un petit photo-reportage qui concerne cette fois-ci une buse P3-d Elite de 0.4mm compatible E3D-V6 1.75mm. Modèle revendu par @filament-abs.fr qui a bien voulu m'en faire parvenir une, et que je remercie au passage aussi pour l'échantillon de FLAX, je ne m'y attendais pas, malgré sa réputation ! Il s'agit ici de la série Elite, c'est à dire une buse laiton sur laquelle a été appliqué un procédé de plaquage qui lui confère une dureté de 68Hrc (échelle Rockwell). Difficile de ce faire une idée de ce que ça représente, mais ça semble être un indice assez élevé quand on regarde dans la littérature. Désolé d'avance pour la qualité assez médiocre des clichés, ce revêtement est tellement brillant qu'il est difficile d'obtenir un éclairage satisfaisant. Voici la jolie bouille de notre victime du jour : Au premier abord, ça brille ! On peut voir les stries de l'usinage, ainsi que le marquage également usiné, et non pointé comme souvent sur les buses de plus basse qualité. On le distingue à peine, mais il y a une légère bavure sur le pourtour de l'hexagone, côté pointe. Je ne l'avais pas vu tout de suite, je m'en suis rendu compte au pied à coulisse, en mesurant entre deux plats, j'ai 7.10mm, et la même mesure sur le bord me donne 7.16mm. Rien de dramatique, mais suffisant pour le ressentir au toucher. En approchant un peu, rien de choquant. La semelle semble bien lisse, et le trou bien rond et propre. Sous un autre angle, on peut voir un très léger plat en bas à gauche. J'hésite entre un choc sur le laiton avant plaquage, ou une "goutte" de plaquage si c'est un procédé par trempage. Sur la précision du perçage, rien à redire, peut-être un très très léger ex-centrage, à peine visible. De l'autre côté, la qualité de l'usinage semble toujours au rendez-vous. Mais... tiens ? Qu'est-ce donc ? On dirait que la couleur est différente à l'intérieur ! Ah mais oui ! Pas de doute, point de plaquage à l'intérieur de la buse, le laiton est brut ! Pourtant le fabricant précise que dans son procédé de plaquage, c'est "Entirely coated inside and outside". Est-ce un défaut de fabrication de mon échantillon ? Un procédé de plaquage non maîtrisé ? Quoiqu'il en soit, c'est un problème de qualité ! Comme sur l'arrière on voit que le plaquage rentre sur les premiers millimètres de la buse, j'ai essayé de voir s'il en est de même pour la pointe. Mais malheureusement je n'ai pas été en mesure de distinguer la nuance de couleur à cet endroit. Au mieux je vois des nuances irrégulières de couleur, sans pouvoir discriminer les reflets lumineux. Conclusion : La qualité de fabrication, d'un point de vue usinage est plutôt bonne dans l'ensemble, au dessus des buses laiton traditionnelles. Cependant, le plaquage extérieur pourrait laisser à penser que ce sont des buses pour filaments abrasifs. Que neni, d'ailleurs il n'est pas fait mention de cet aspect sur le descriptif du fabricant. Il est simplement stipulé que ce sont de parfaits remplaçants de buses OEM. La subtilité réside dans le fait qu'il est dit qu'elles sont résistantes à l'usure. Oui, mais à l'extérieur uniquement. Donc certes, la semelle résistera plus longtemps aux frottements, mais ne comptez pas y faire passer de l'abrasif. Pour pouvoir passer de l'abrasif, il faut monter deux gammes, et aller dans la série Hercules, en Inox A2. Ma conclusion, qui n'engage que moi, cette série Elite est bien trop chère pour ce qu'elle offre. Pour un tarif inférieur, vous trouverez des buses françaises pour filaments abrasifs, avec une dureté de 63Hrc. Merci de m'avoir lu, j'attend vos remarques.



 1 point
1 point -
ça me le fait aussi après l'apéro1 point
-
C'était le cas avec OctoPi 0.14 mais la 0.15 qui vient de sortir corrige le tir : Sinon, je viens de faire un test de timelapse avec la PiCamera v2 en 1280x720 et c'est autrement plus beau que ma bouillie de pixel de webcam en 640x480 Je viens de finir l'impression d'un support de cam pour le monter sur l'axe Z : https://www.thingiverse.com/thing:2265949 Vivement le prochain print1 point
-
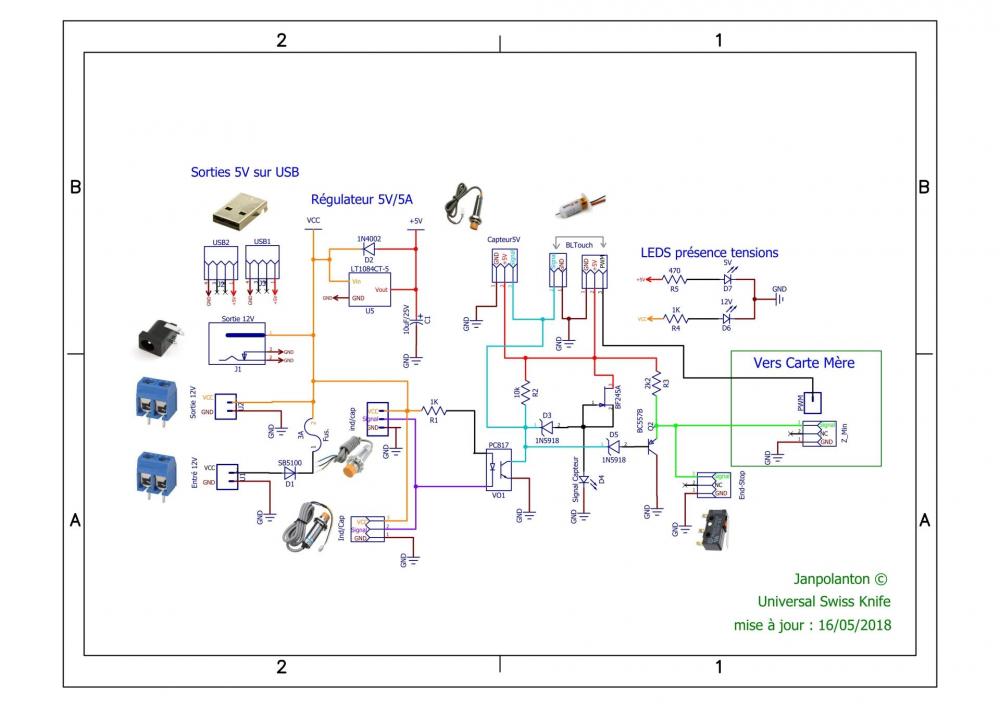
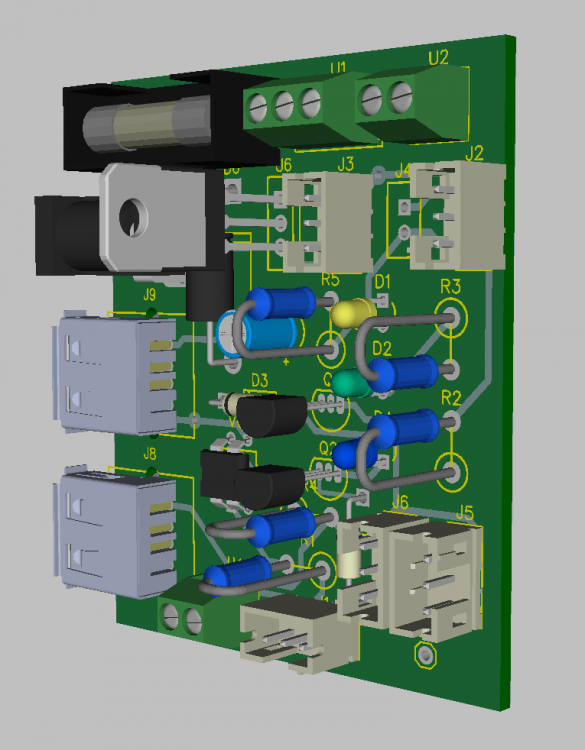
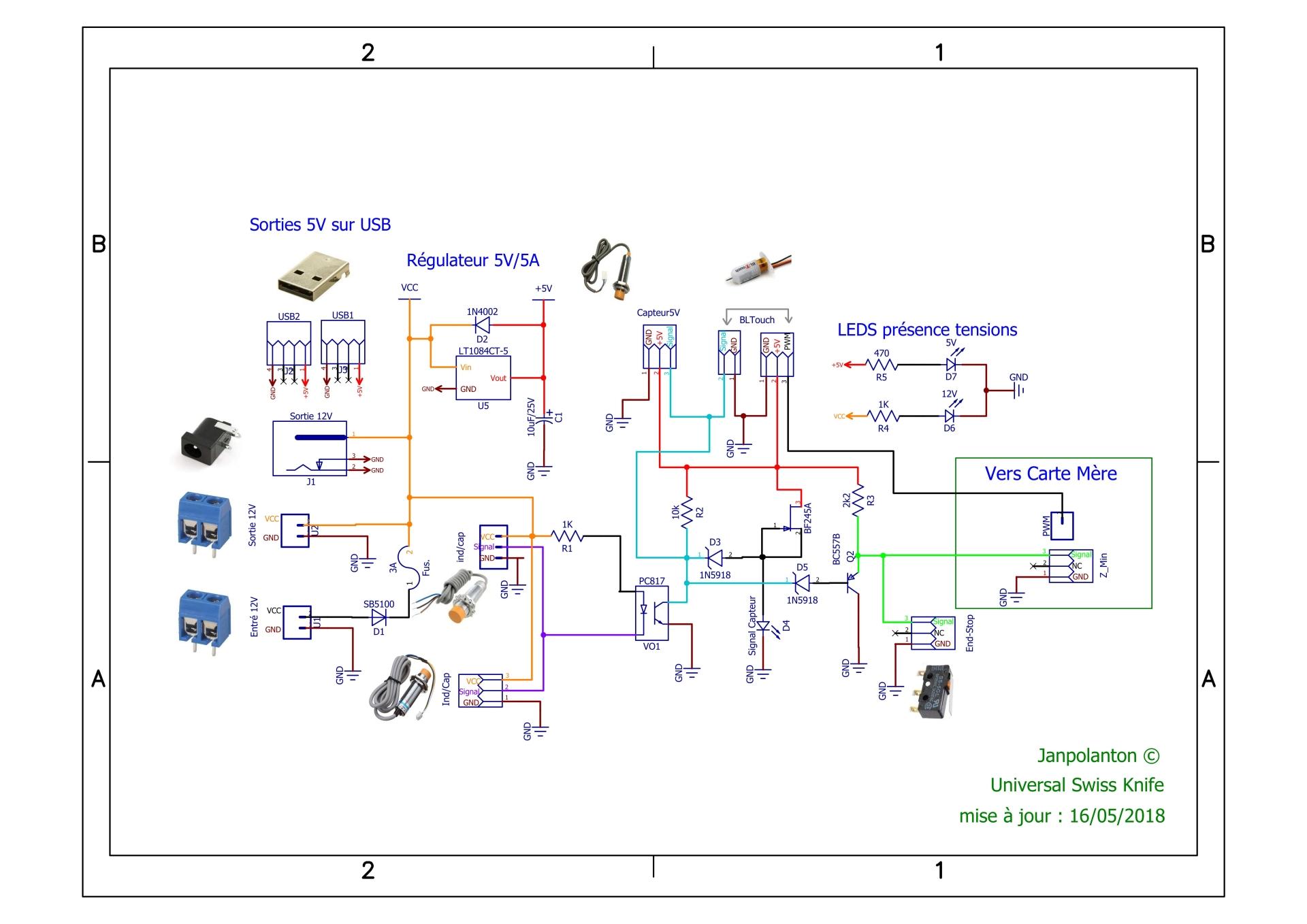
Le schéma et les possibilités de raccordement.
 1 point
1 point -
Très belle qualité1 point
-
Voilà il manque juste la détente !! Problème qui va être vite résolu ! Je suis vraiment content de mon bébé Je trouve que c'est une jolie impression Tu en penses quoi ?
 1 point
1 point -
Au départ elle est faite pour une Anet, mais je pense qu'elle pourrait convenir à d'autres modèles d'imprimantes. On branche n'importe que capteur dessus et on ressort uniquement le signal et le fil additionnel pour la famille des BL-touch qui sont en fait composés d'un servo et d'un switch. A toi de voir si tu en as besoin.1 point
-
Oui, c'est l'un des deux extrudeurs (la Gitèque d'origine >>> avait deux têtes) Bizarrement les moteurs des extrudeurs étaient beaucoup plus gros que ceux des axes. Alors j'ai commandé deux kits "Titan" >>> (démultipliés) j'ai passé les moteurs des extrudeurs en XY et ceux d'XY aux extrudeurs. Je gagne en puissance sur les deux tableaux. Pour l'heure je me bagarre avec "EMBALLEMENT THERMIQUE, IMPR. STOPPEE, RAZ SVP" alors que ça le faisait pas avant. Faut que j'aille à la pêche aux infos.... Grrrrr ! C'est la fausse modestie qui est une forme déguisée de l'orgueil, en plus vicieux. Je sais, c'est mâââââl mais je me soigne.... Chuuuut !1 point
-
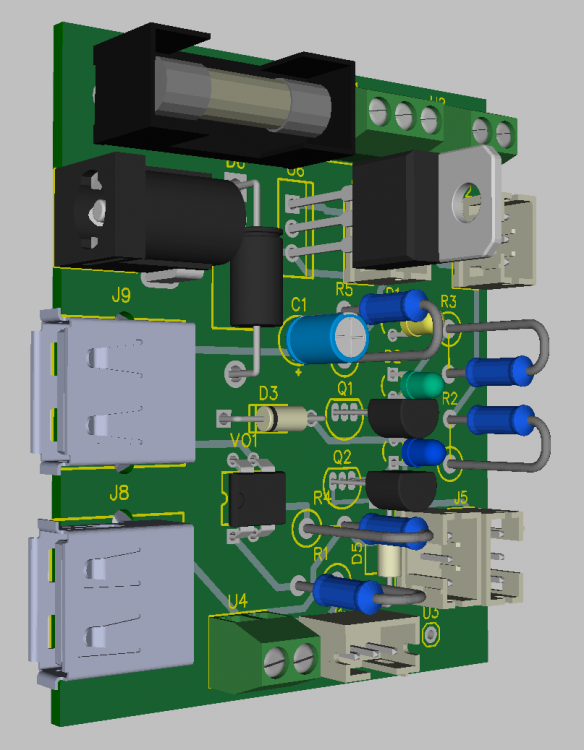
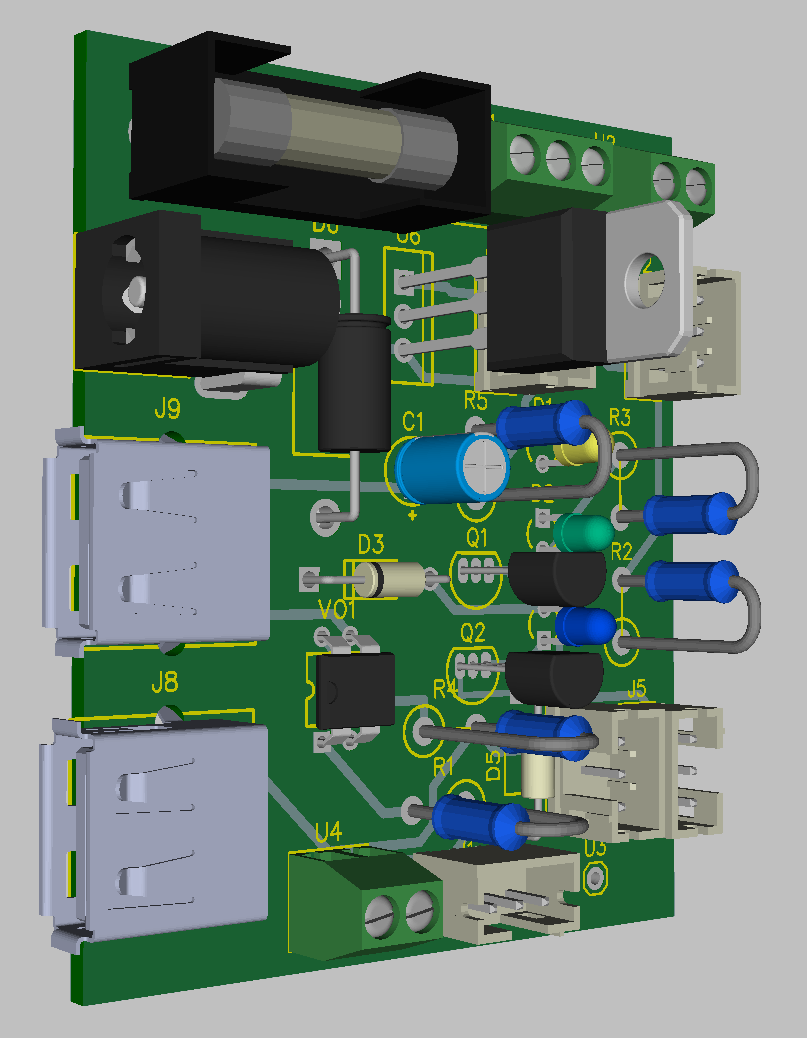
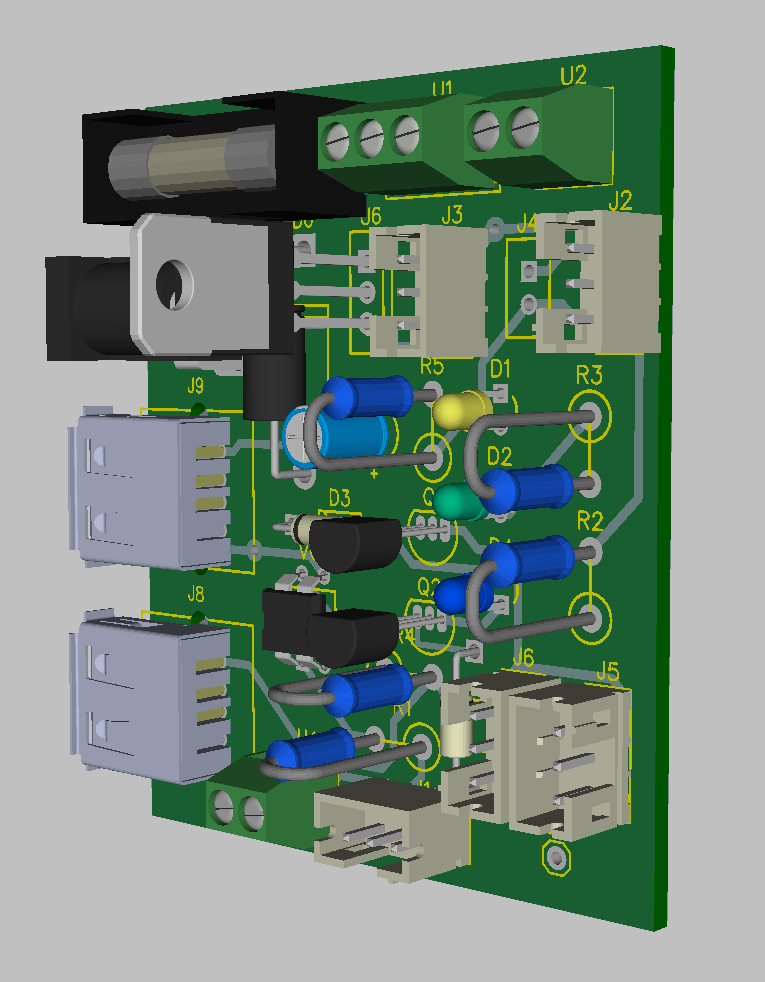
Trève de plaisanterie, J'ai implanté vite fait les composants sur le PCB pour avoir une idée des dimensions. Il ne devrait pas dépasser 55 x 65 mm. Une vue 3D d'implantation non définitive. Le schéma n'est pas simulé entièrement. Il commence à y avoir un peu de monde...
 1 point
1 point -
@kurtspirit Cette machine est surement une des plus adapter pour les débutants qui sont pas très mécanique, 5/10min de montage et hop ! Y'a aucun modification a faire sur la i3 mega, c'est limite une plug and play , d’où l'achat d'une delta (j'avais envie d'une machine que tu peut modifié "sans limite"). Quand je dit "au début tu vas devoir comprendre..." c'est du fait que comme tous, faut apprendre. Exemple tu sais utiliser un ordi mais c'est pas pour autant que a tes début tu avais le même niveau que actuellement. N'est pas peur de te lancer Petite vidéo bien sympa qui va t'aider (montage, réglage et test)1 point
-
Salut Je te conseil pas une delta en première machine. Attention ce n'est que mon avis mais je trouve que dagoma c'est chère pour un produit vite fait quali, pas de plateau chauffant pour que les gens utilise QUE du Pla alors que c'est limite indispensable un plateau chauffant et quand je vois SmartCub3d par exemple qui ont la même philo que dagoma sur le PLA mais qui ont mis un plateau (60c max ce qui suffit pour du PLA). Autre point la neva n'a pas d’écran alors qu'elle est vendu 500€, alors que l'on parle de 10€ entre l’écran et le plastique ... Je comprend la volonté de la rendre accessible la fdm mais ça veut pas dire pour autant qu'il faut vendre au prix de l'or une machine qui n'en vaut pas la moitié (et je suis gentil). Par exemple la Anycubic linear plus (230€) : plateau dia 240 x300, écran, capteur autolevel, bonne structure (2020)1 point
-
C'est fait pour moi pour un touch mi et des buses. Merci de faire profiter le forum et ses membres de cette offre.1 point
-
Ender2 .3.4 bas de gamme? Non .de gamme differente certainement. Des modeles differents de la marque creality. Difference de taille.de chassis. Sinon meme qualite car memes composants. Pout repondre a masterm. C est comme renault avec clio.megane.capture etc.1 point
-
sacré boulot. bravo1 point
-
Ou prendre une platine de @Janpolanton : Elle permet déjà de garder le Z-endstop en plus du capteur1 point
-
Merci... et un touch-mi pour remplacer ce satané bl-touch....1 point
-
Hello, Effectivement comme la signalé @Kachidoki c'est une combinaison des deux multipieurs qui me donnait le bon résultat. Le souci est désormais réglé, je peux imprimer du XT-CF20 sans souci! @vr34 c'est gentil mais je ne suis vraiment pas satisfait de CbD Bonne soirée et merci pour votre aide. José1 point
-
@Al39 je print en ABS et avec mon extrudeur en bowden j'ai eu ce phénomène, je l'ai réglé en diminuant l'extrusion de 100% à 80% par pas de 5% , ça coute rien d'essayer. J'avais aussi augmenté la distance de rétractation plus la vitesse mais c'est le % d'extrusion qui a réglé le problème Voilà si cela peut d'aider1 point
-
Par contre rien à redire sur l'adhésion. Le moins qu'on puisse dire c'est que ce buildtak "imprime" bien!1 point
-
Non, pas de différences notoires, il y a un tableau comparatif page précédente, mais rien de plus.1 point
-
Salut à toi, Je me suis aussi lancé dans la 3d (le mois dernier...) je ne suis donc pas une référence. Mais si déjà tu as un budget de 500€ je rajouterais 50% dessus et je partirais sur une prusa mk3. C'est le genre d'imprimante qui embarque du "lourd" dès le départ. Perso j'ai pris une tornado en avril. Pour être "au top" il me faudra investir dans des modifs ce qui est en cours : dual Z, smoothers etc En additionnant les sommes j'arriverai certainement près du prix de la mk3. Je ne regrette pas mon achat mais à refaire avec ce que j'ai découvert depuis 15 jours et ma tevo ... direct mk3. Important Je ne sais pas si "une imprimante simple et efficace sans trop de prise de tête" existe à 500€ Je pense qu'il faut pour cela investir plus voir bien plus. Mais peut être es tu prédestiné à maîtriser la bête que tu achèteras. Si cela t'aide ??1 point
-
<hs>Désolé les admins, trop tard pour que j'édite mon message précédent.</hs> Bien je vais pouvoir virer mon ultrabase endommagée, enfin! Pendant ce temps, Shonen s'habitue au cadeau que je lui ai fait.
 1 point
1 point -
1 point





















.thumb.jpeg.9a4019c4378b9b868774b9f3b684a811.jpeg)