Classement

.thumb.jpeg.9a4019c4378b9b868774b9f3b684a811.jpeg)


Contenu populaire
Contenu avec la plus haute réputation dans 13/08/2018 Dans tous les contenus
-
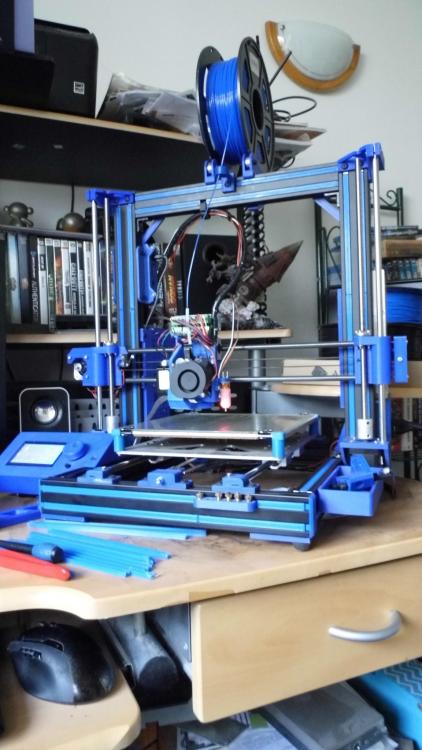
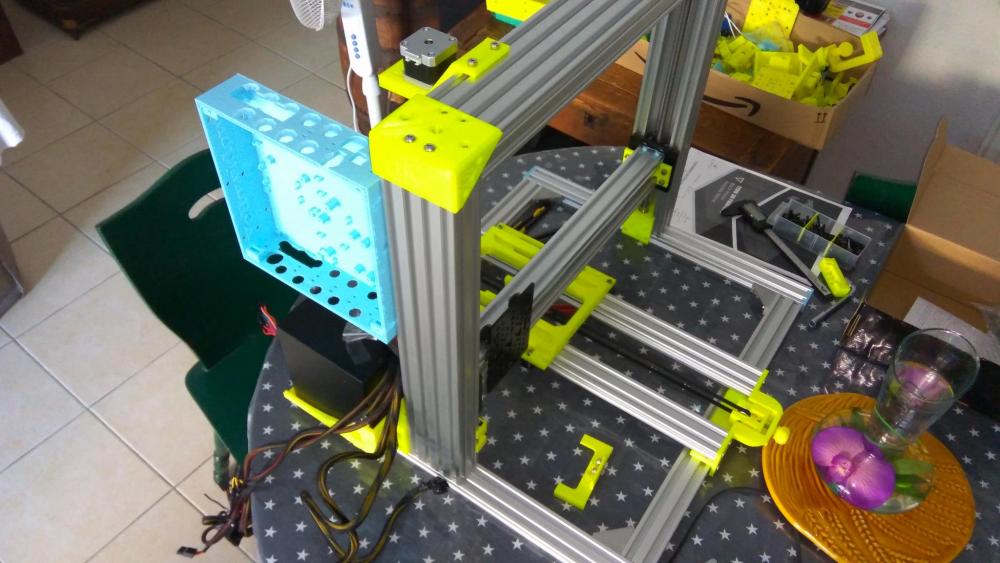
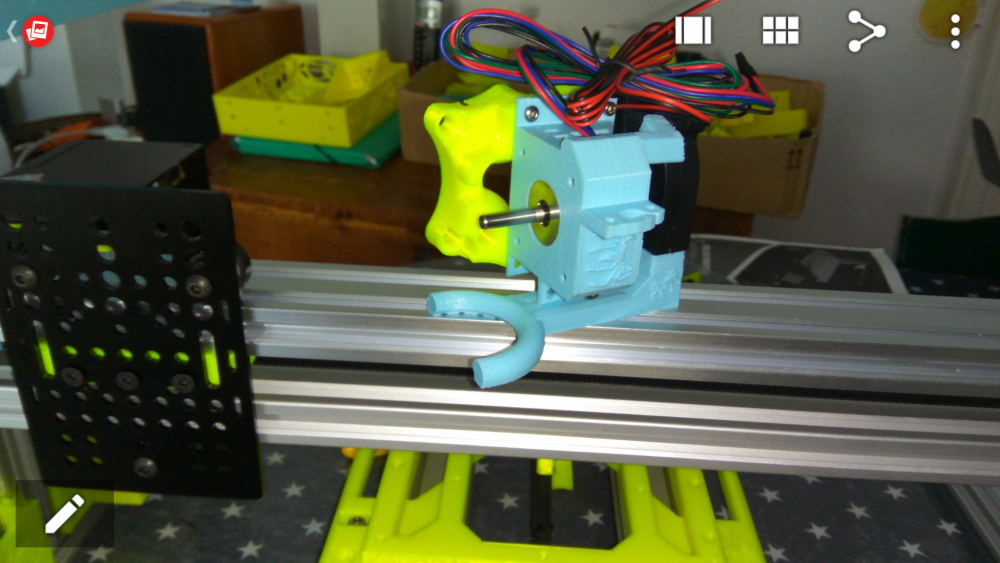
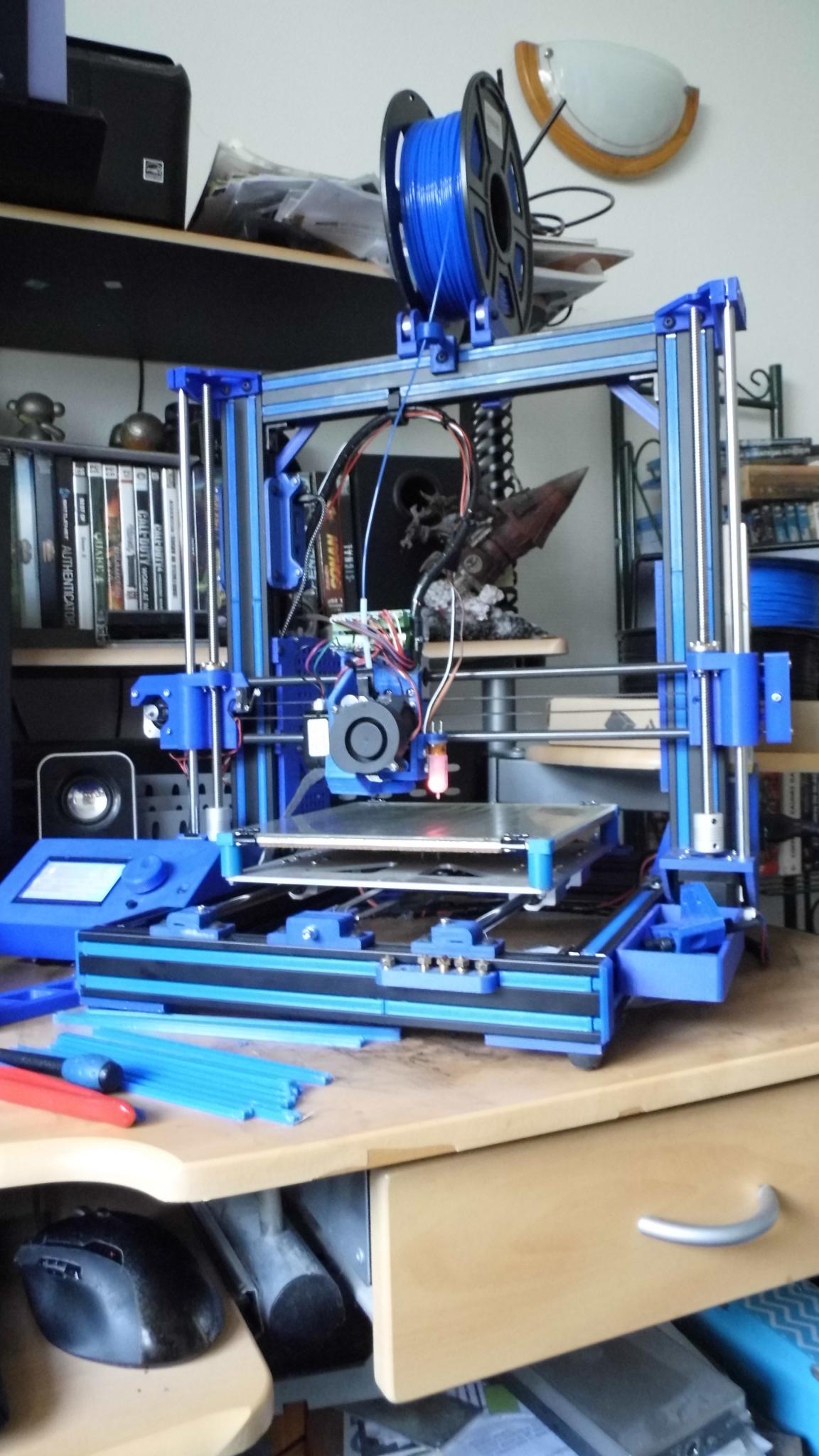
En attendant, la dernière photo de mon AM8.
 5 points
5 points -
Je plussoie cette opinion des deux pouces. (et de mes gros orteils pour faire bonne mesure) On est déjà quelques uns a avoir détecté le lascar J'espère pour lui qu'il saura s'orienter vers une filière qui exploitera au mieux ses prédispositions Il y a encore des voies autres que psycho-socio-commercialo-poubelles à explorer pour des gââârs comme lui3 points
-
Message aux parents de @Guillaume3D : votre enfant est un peu geek, mais il fait quelque chose de constructif en utilisant sa matière grise. Il est même à priori un peu plus équipé que pas mal de gens que je côtoie.... Qu'il y ait une régulation et des horaires et tout à fait normal, gardez quand même à l'esprit que ce qu'il bidouille, même si ça foire ou que ça vous semble pas grand chose est autrement plus enrichissant que d'allumer une playstation3 points
-
hiiii.... j'ai 400 m qui attendent de prendre la place de l'autre!!!!!!3 points
-
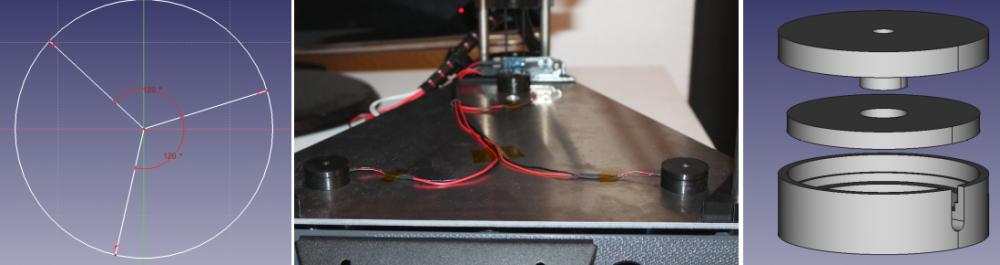
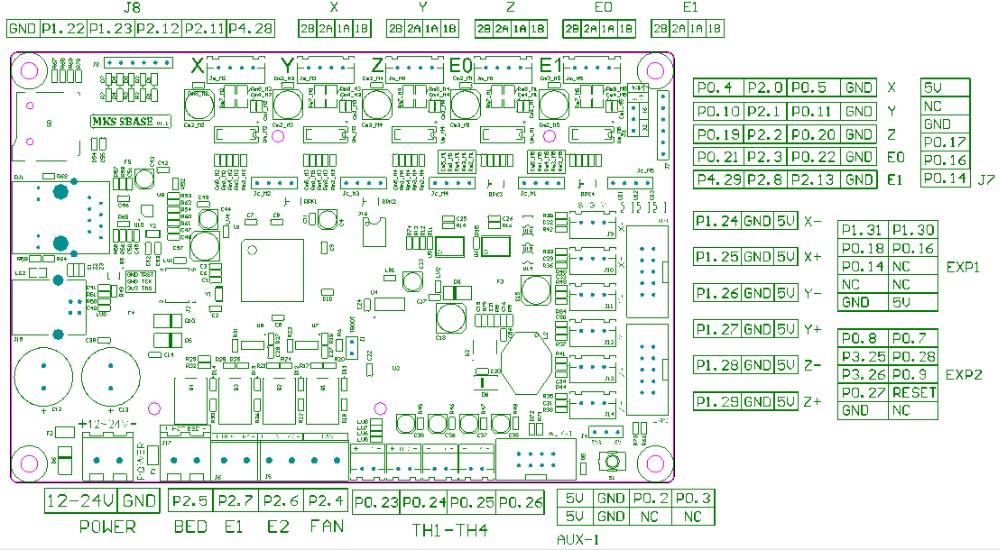
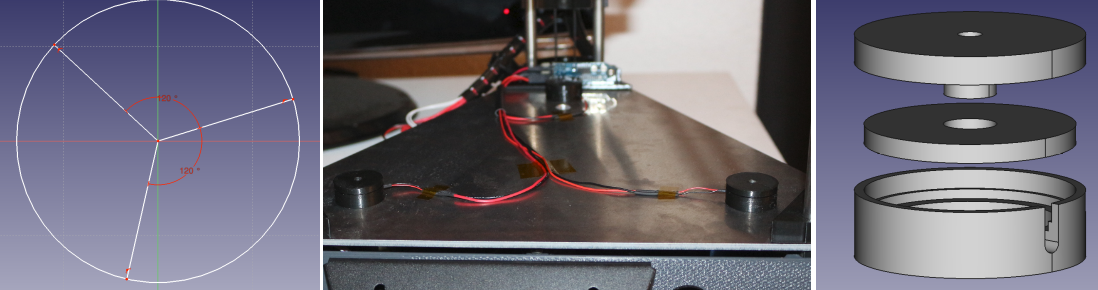
La mise en place d'un auto level sur une delta a 3 fonctions principales : - la calibration automatique de la géométrie delta : cela permet d'avoir le noyau toujours parallèle à la surface d'impression (le bed) - la palpation de la surface d'impression pour en faire une cartographie : c'est ce que l'on appelle la grille de calibration - le réglage automatique de la hauteur de première couche Tout cela peut se faire automatiquement en ajoutant quelques commandes G-code dans le trancheur (repetier, cura, …), sans avoir le moindre réglage à faire sur la machine (fini les capteurs à mettre, à enlever, les réglages d'offset …). La qualité du print s'en trouve améliorée, le positionnement de la buse est toujours optimal. Si l'aventure vous tente … Prérequis : - disposer d'une imprimante delta pilotée par une carte smoothie telle que la MKS Sbase : ====> ICI - disposer d'un kit auto level piezo : ====> ICI - être capable d'utiliser un multimètre - être capable d'utiliser un fer à souder Mise en place des capteurs piezo : Les capteurs piezo doivent être positionnés de la manière suivante : ... avec par exemple ces supports imprimés si possible en ABS : voir pièce jointe en fin de post Le « palpeur » sera isolé du plateau chauffant avec du kapton et fixé sur celui-ci avec de la visserie inox (ou titane) de préférence afin de limiter le transfert de chaleur. Quelques soudures sont à réaliser pour les connecteurs des piezo. Pin-out de la mks sbase : Smoothie fait la distinction entre les endstop et les « probe » : on peut utiliser au choix X-,Y- Z- pour connecter la carte piezo à condition que le pin correspondant ne soit pas défini dans la section endstop ... Configuration de la carte MKS SBASE : J'ai connecté la carte piezo sur Z- (pin 1.28) Ouvrez votre fichier de configuration. Tout se passe dans la section Z-probe et doit ressembler à cela (ne pas faire de copier coller car cela ne correspond pas forcément à votre carte!!!) ## Z-probe zprobe.enable true # set to true to enable a zprobe zprobe.probe_pin 1.28!^ # pin probe is attached to if NC remove the ! zprobe.slow_feedrate 20 # mm/sec probe feed rate zprobe.debounce_count 1 # set if noisy zprobe.fast_feedrate 50 # move feedrate mm/sec zprobe.probe_height 15 # how much above bed to start probe # associated with zprobe the leveling strategy to use leveling-strategy.delta-calibration.enable true # basic delta calibration leveling-strategy.delta-calibration.radius 85 # the probe radius leveling-strategy.delta-calibration.tolerance 0.04 leveling-strategy.delta-calibration.initial_height 15 # height above bed to stop initial move #grid leveling-strategy.delta-grid.enable true leveling-strategy.delta-grid.radius 85 leveling-strategy.delta-grid.size 7 leveling-strategy.delta-grid.do_home true leveling-strategy.delta-grid.probe_offsets 0,0,0 # probe offsets x,y,z (Z should always be 0) leveling-strategy.delta-grid.save true leveling-strategy.delta-grid.initial_height 15 Les valeurs à ajuster à votre imprimante sont en gras. Connexion et réglage de la sensibilité : La carte precision piezo doit être alimentée par une tension comprise entre 3.3V et 5V maximum. Je vous conseille de vérifier la tension de sortie sur le connecteur endstop utilisé pour l’autolevel (sur votre smoothie board). Une fois la carte connectée, ajuster VR2 de manière à trouver le point où la led triggered s’éteint. Cela fait, il faut vérifier la polarité des piezo : connecter les piezo l’un après l’autre (imprimante hors tension!). Lorsque l’on appuie sur le palpeur, la led triggered doit s’allumer (on peut maintenir la pression 2-3 secondes). Si celle-ci s’allume lors du relâchement, il faut inverser la polarité. Répéter l’opération pour les 2 autres piezo. Vous pouvez fixer les 3 palpeurs au plateau et le mettre en place dans les supports de piezo. La sensibilité de l’auto level doit être ajustée à l’aide de VR1. VR2 est un réglage plus fin. Lors des déplacements du noyau, il ne doit pas y avoir de faux triggered Pour plus d’information sur les réglages, toutes les infos sont ===> ICI Passons maintenant à la vérification du bon fonctionnement de l’autolevel. Pour cela nous allons utiliser repetier (ou équivalent) : Tapez M119 pour connaître l’état des endstop. Zprobe doit être à 0 sans contact sur le plateau. Appuyer sur le plateau et renvoyez un M119, Zprobe doit passer à 1 Si les valeurs sont inversées, modifiez : zprobe.probe_pin 1.28!^ en zprobe.probe_pin 1.28^ La partie mécanique et électronique est terminée. Mise en place de l’autolevel dans le trancheur : Ouvrez votre logiciel de tranchage favori, il va falloir éditer le start G-code : Pour une calibration complète de la machine, au début du start G-code insérer ces commandes : G32 (calibration delta endstop et delta radius) M500 (enregistrement dans le config override) G31 (palpation de la grille et son activation) M374 (enregistrement de la grille sur la carte sd) G28 (homing) G30 Z0 (définition du gamma_max = déplacement total en Z) M306 Z0 (définition du Z0 machine) M500 (enregistrement dans le config override) On peut rajouter un G0 Xnnn Ynnn Znnn pour définir une position de parcage avant le début du print (attente fin préchauffage par exemple). Une interrogation subsiste : ajouter un M374.1 avant le G32 pour effacer le fichier delta.grid ? Pour une calibration de la hauteur de buse initiale seule : G28 G30 Z0 M306 Z0 M500 On peut rajouter un G0 Xnnn Ynnn Znnn pour définir une position de parcage avant le début du print (attente fin préchauffage par exemple). Utilisation : J’ai créé 2 profils dans mon logiciel de tranchage : Full autolevel cyclop utilisé à l’allumage de l’imprimante pour le premier print. Basic autolevel cyclop utilisé pour les prints suivants. La calibration de la machine est « tout automatique », ce qui facilite grandement les choses ! Ceci est une liste non exhaustive des procédures à mettre en place, à vous de jouer pour la faire évoluer. support piezo.zip
 2 points
2 points -
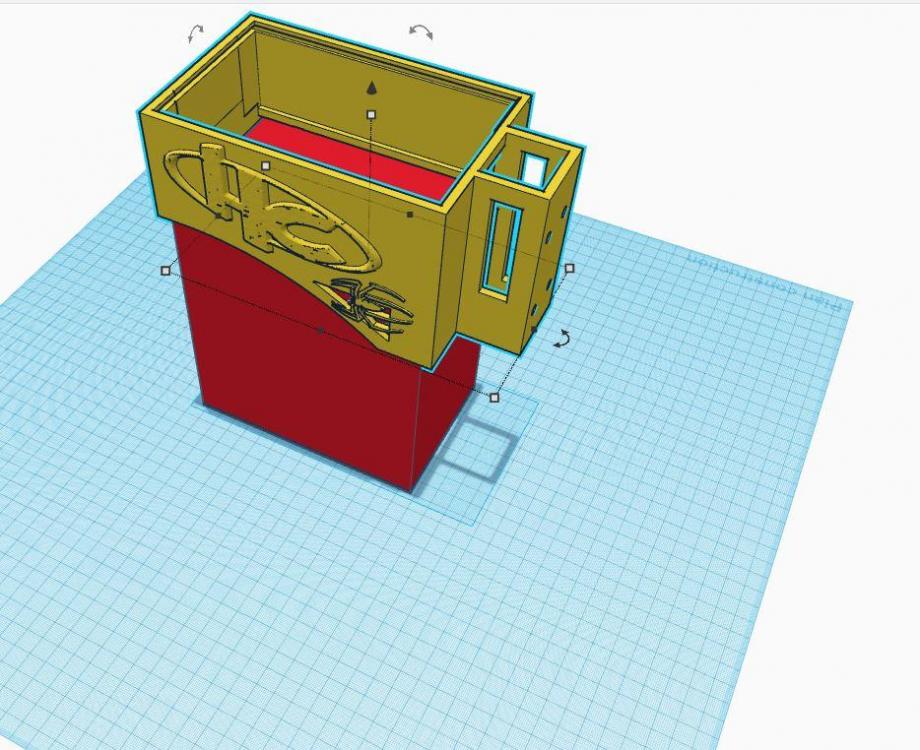
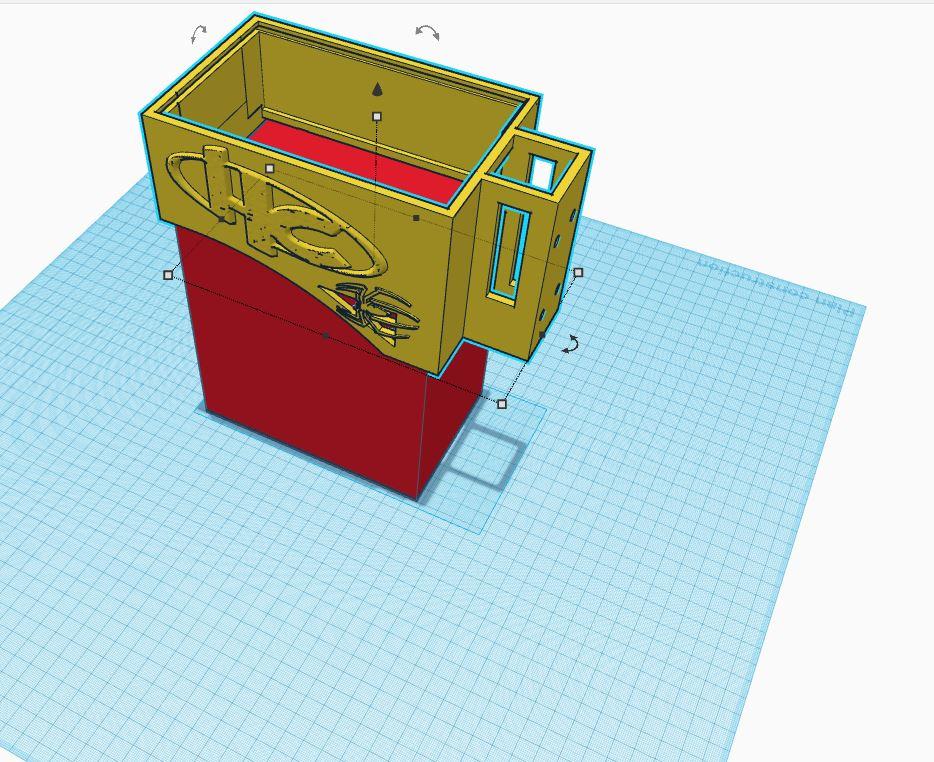
Hello ! Je vous propose un tuto pour créer une poubelle pour imprimante 3D. Attention, pas pour mettre votre imprimante dedans, mais plutôt pour y mettre tous vos petits déchets d'impression. Le moèle peut se poser au sol, ou alors s'accorcher pour les imprimantes ayant un profilé alu de 20x20, type Creality, Tevo, etc... l'aidée est surtout de vous permettre de vous montrer une façon de créer via de la sculpture numérique et surtout essayer de vous inciter à créer vous même vos modèles. Ce tuto est d'ailleurs le premier d'une série de tutos déstinés aux débutants. J'utilise pour la création le logiciel ZBrushCore, qui est assez proche de ce que l'on pourrait faire en pate à modeler et sculpture traditionnelle. Je précise que je ne couvre pas les bases du logiciel dans cette vidéo, j'invite plutôt à regarder cette autre vidéo sur la prise en main de ZBrushCore que j'ai faite avant. Voici le tuto : N'hésitez pas à me faire part de vos retours, j'essayerai de répondre au mieux2 points
-
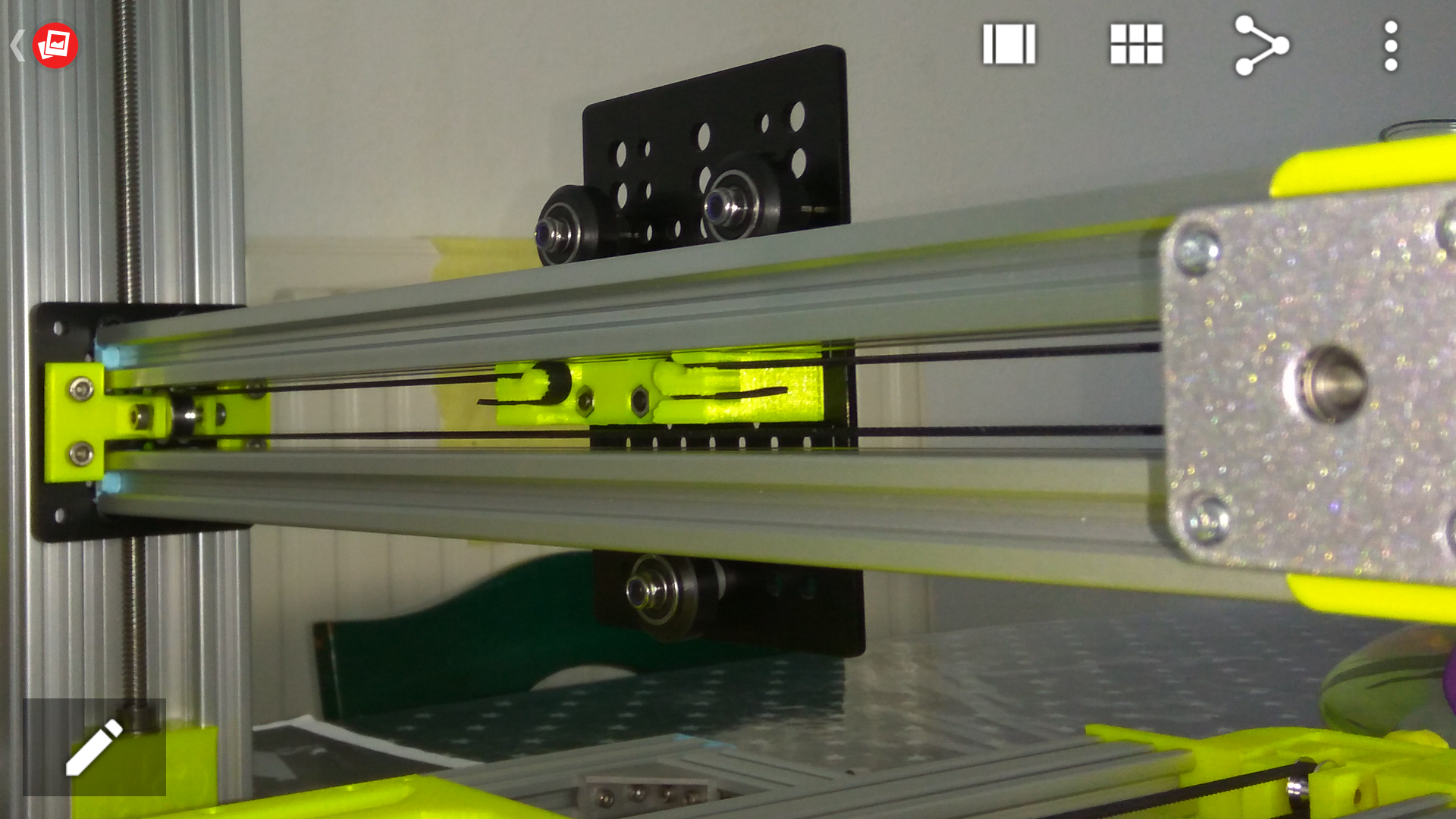
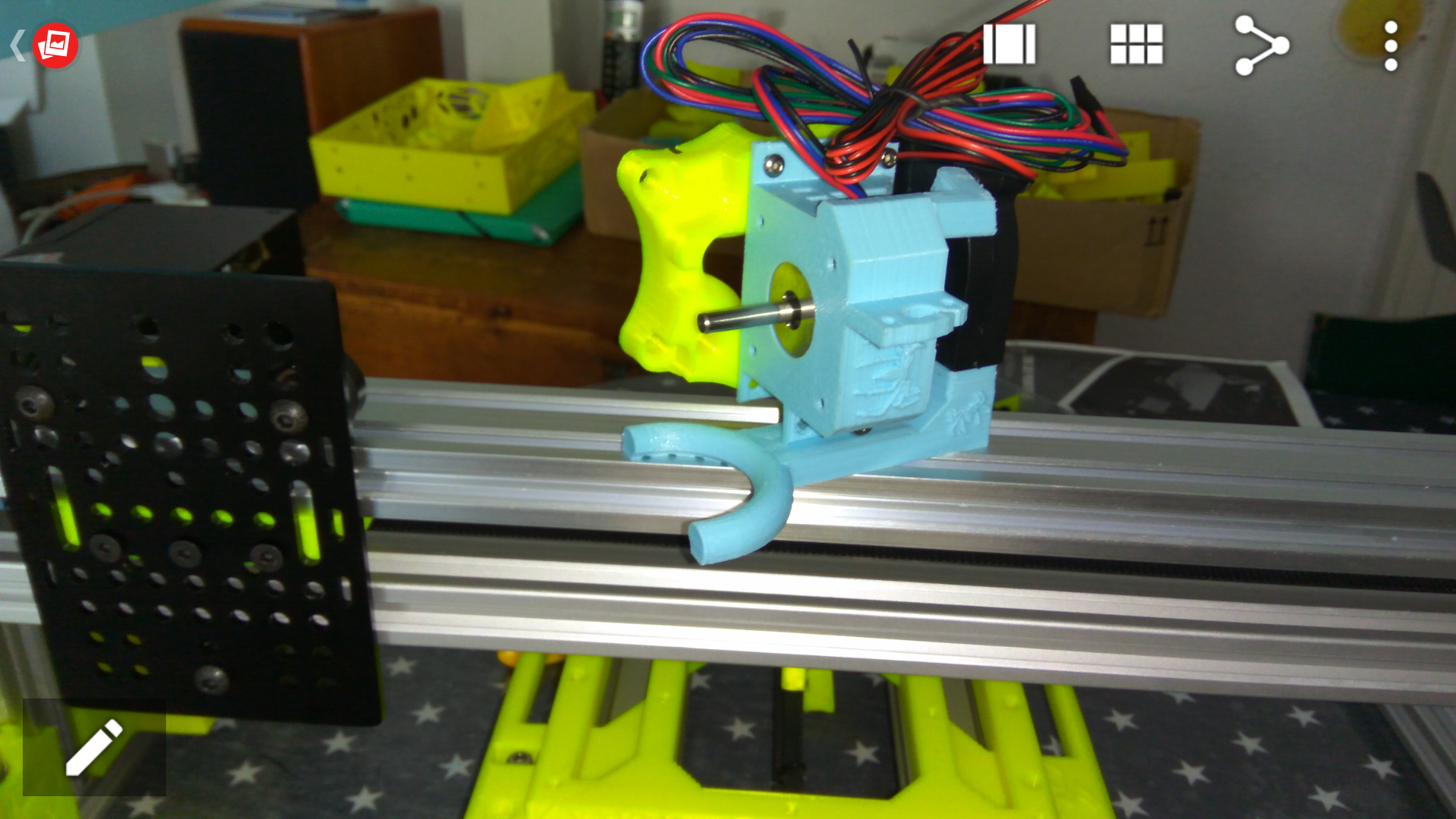
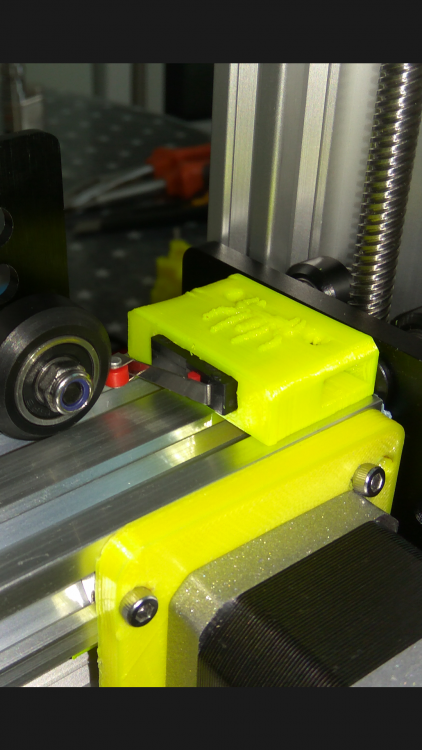
Bien sûr que ça va marcher comme ça, ton end-stop. Ce qu'on veut dire, c'est juste que INTELLECTUELLEMENT c'est pas satisfaisant. Et que si les deux roulettes étaient parallèles entre elles et non pas perpendiculaires, ça serait plusse mieux bien. Mais on pinaille, là, on pinaille...2 points
-
choquer non, mais on dirait que tu n'avais plus assez de jaune2 points
-
Aucun souci, tu copies colles ce que tu veux tant que c'est pas du porn ou autre truc déviant2 points
-
Mon endstop aussi !!
 2 points
2 points -
Arf, je me suis trompé de méthode de torture et voilà le résultat. On aurait du l'enfermer dans une pièce avec le son d'une "quatre pattes" déréglée ! Aucun motard ne résiste Merci quand même ^^2 points
-
la partie ou il y aura les câbles sur l'alimentation c'est fermé,
 2 points
2 points -
effectivement... @Motard Geek un petit geste2 points
-
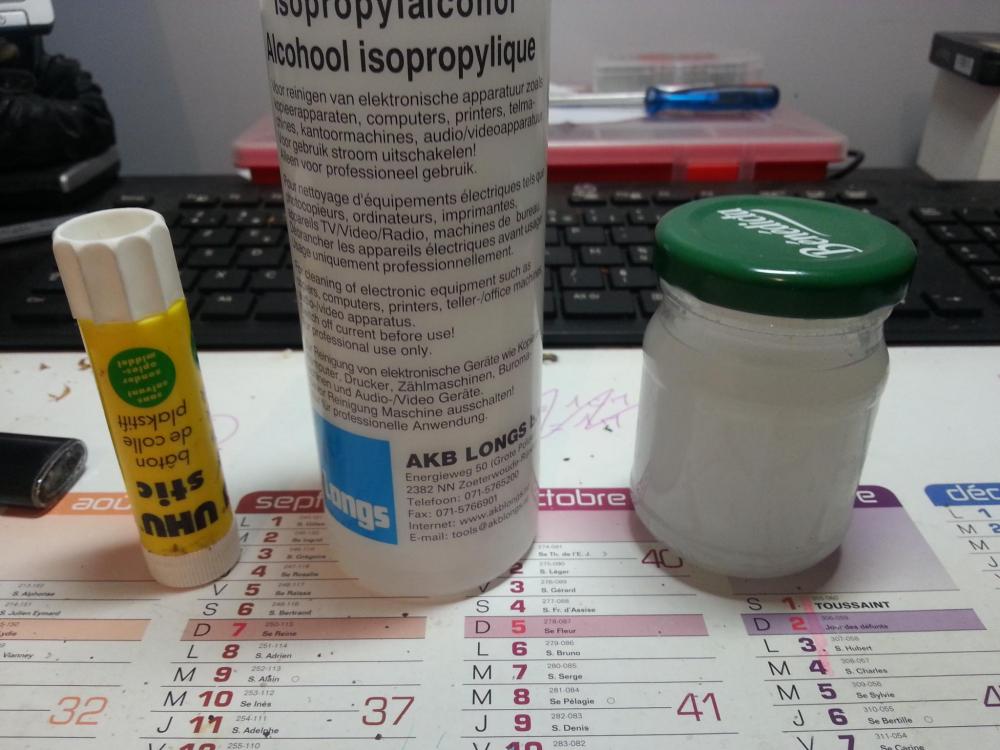
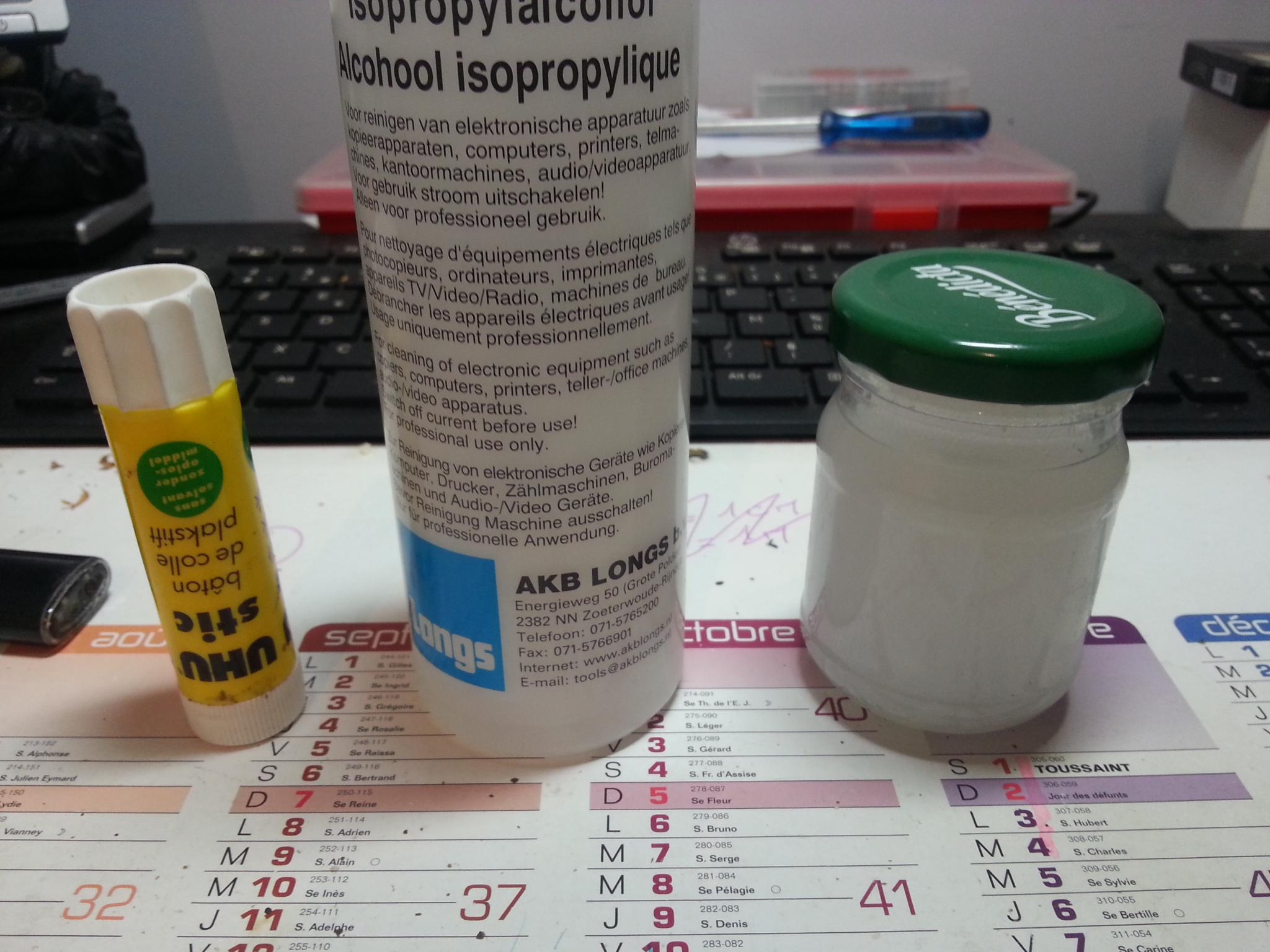
Bonjour les gens, j'ai eu quelques pièces avec une grosse surface à la base à imprimer en ABS, voulant éviter le décollement dans les angles j'ai testé la UHU mais le résultat ne me plaisait pas, pas uniforme et fait des paquets qui se voient légèrement sur le print final... Ne voulant pas reprendre de la laque (mauvais souvenir d'une carte il y a de ça fort longtemps couverte de laque séché et difficile à nettoyer...) ne voulant pas non plus faire du jus d'ABS avec de l'Acétone (c'est l'acétone qui me dérange). J'ai donc cherché et trouvé un p'tit truc sympa à base d'alcool isopropylique et de colle UHU, en gros on met un petit peu d'alcool dans le fond d'un bocal, on prends un tube de UHU qu'on soit coupe/broie/mix/écrase... et on le met dans le bocal avec l'alcool iso, on continue de mélanger la mixture en prenant soin de bien écraser les morceaux de UHU, si le mélange devient trop pâteux rajouter un peu d'alcool, jusqu'a obtenir un mélange liquide mais collant (pas trop pateux, ni trop liquide...) Le rapport pour le moment, c'est un pot de sauce benedicta 3/4 de tube UHU le reste d'alcool Iso: une fois le mélange fait à froid avec le doigt ou autre vous tartinez l'endroit du lit dont vous voulez renforcer l'adhérence, le mélange étant liquide ça se tartine bien et ça s'écrase sur le plateau, puis vous chauffez le plateau, et l'alcool va se dissiper laissant place à la colle très légèrement posé sur le bed mais largement suffisante pour maintenir l'accroche! A vos retour!
 1 point
1 point -
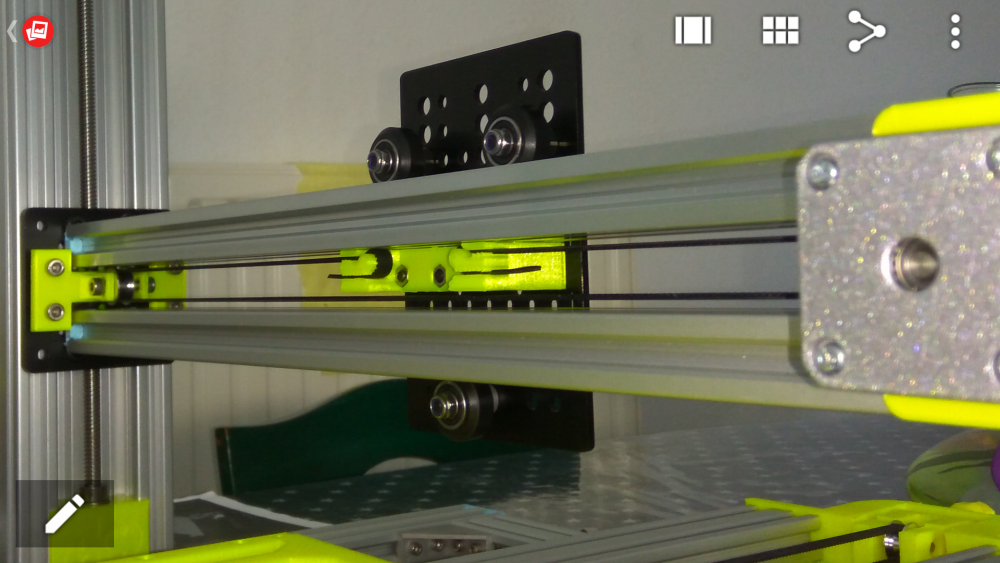
Je ne suis pas sur à 100%, je suis encore un noob mais ça me semble coulisser plutôt bien et sans point dur qu'en pensez vous? @Guizboy @volavoile1 point
-
Pour faire simple, tu as plus le choix, tu vas devoir trouver une branche d'excellence pour tes études (JC se moquaient de formations qui aboutissent plus ou moins sur des diplômes tout autant plus ou moins utile) Moi je dis, "Juste fait le", tu sembles t'éclater avec ta bécane, c'est l’essentiel1 point
-
Salut @Guizboy, HS Très bon choix la V8. J'ai un pote qui en est à sa 3ieme. Je ne connais pas ton kilométrage, mais sache que le palier de pompe à huile se change vers 250'000 Km sous peine de flinguer le moteur (et le remplacement n'est pas préconisé par audi). /HS HS Ton sujet est mis en avant dans la revue hebdomadaire du forum : https://www.lesimprimantes3d.fr/semaine-impression-3d-136-20180813/ /HS1 point
-
la classe !!!!!!1 point
-
J'ai deja répondu plus haut je crois. En fait, j'ai vu passer les caractéristiques de ton alimentation et tu as 1 rail d'alimentation 12V donc tu n'as a disposition que le 12V1 partout dans ton alim, donc le module que tu utilises sortira la pleine puissance de ton alimentation. A contrario si tu avais eu 2 rail ou plus, tu aurais eu dans ton alim, du 12V1, du 12V2 ...etc . C'est un exemple avec ton module qui sort le 12V1 de l'alimentation. - Alim avec 1 rail 12V >>>> 12V1 = 40A >>>> 40A dispo avec ton module. - Alim avec 2 rails 12V >>>> 12V1 = 25A & 12V2 = 15A >>>> 25A dispo seulement avec ton module. J'espere avoir été clair1 point
-
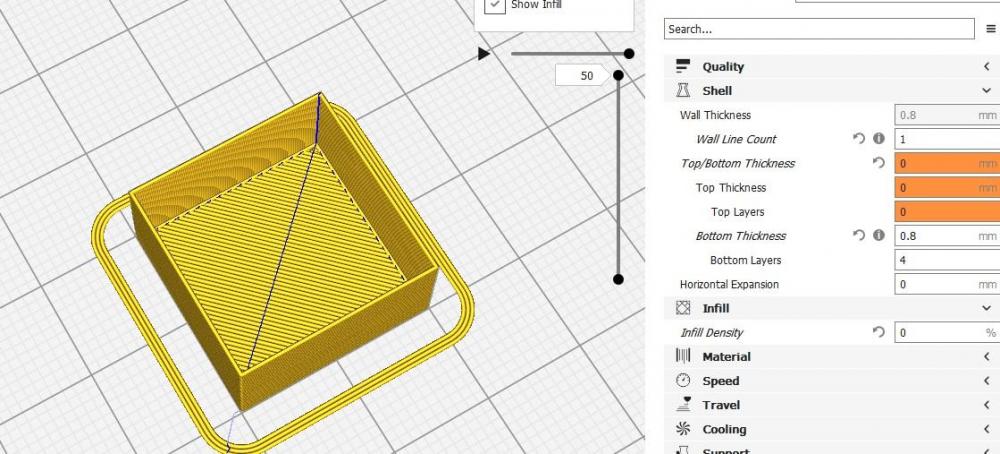
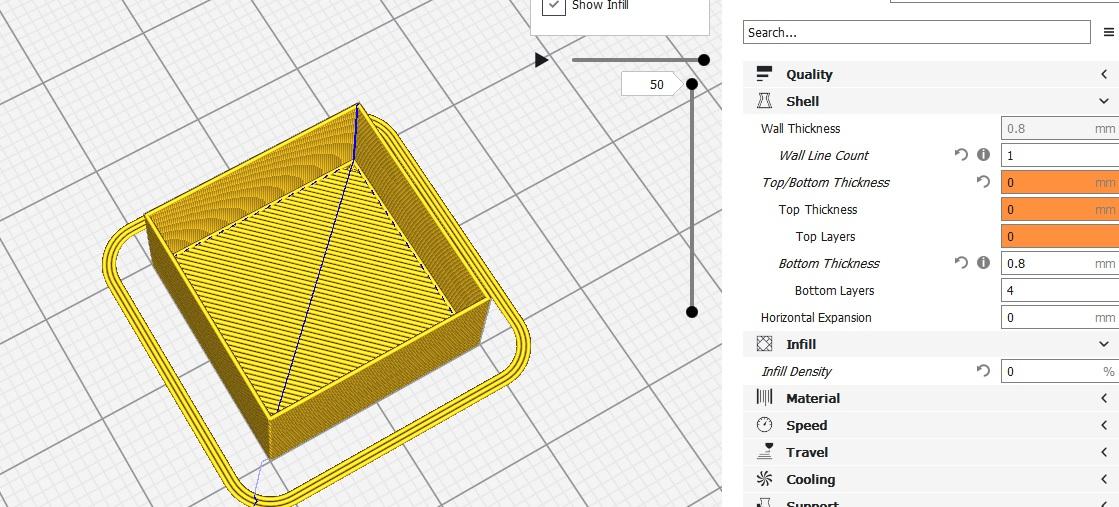
épaisseur de la coque 0.4 épaisseur dessous 0.8 Taux Remplissage 0% Débit 100%1 point
-
Sur Amazon tu trouve des câbles de 1m pour pas trop cher1 point
-
Effectivement je viens de tester je ne suis pas familiarisé avec Cura... Donc prend le cube plein et slice comme ça: @fran6p j'avoue trés rapidement !!!
 1 point
1 point -
prends celui-ci : https://www.thingiverse.com/download:58361 point
-
Pas de soucis, c'est un forum d'entraide Si le sujet peut t'aider J'utilise Marlin 1.1.8, ta version peut être différente. Tout d'abord le BLTouch comporte 2fils (blanc/noir) : Contact fin de course + 3fils (marron, rouge, orange) pour le "servo" afin de déployer ou d'effectuer le retrait du pique du BLTouch. Il faut le brancher comme ceci : Si l'emplacement D11 du connecteur 3pins (Servo du BLTouch) est occupé on peut le remplacer par un autre à l'aide d'une ligne de code, pour ma part je l'ai mis sur D4 comme D11 était occupé. Après ça se passe dans Configuration.h : //=========================================================================== //============================= Z Probe Options ============================= //=========================================================================== // @section probes // // See http://marlinfw.org/docs/configuration/probes.html // /** * Z_MIN_PROBE_USES_Z_MIN_ENDSTOP_PIN * * Enable this option for a probe connected to the Z Min endstop pin. */ #define Z_MIN_PROBE_USES_Z_MIN_ENDSTOP_PIN /** * Z_MIN_PROBE_ENDSTOP * * Enable this option for a probe connected to any pin except Z-Min. * (By default Marlin assumes the Z-Max endstop pin.) * To use a custom Z Probe pin, set Z_MIN_PROBE_PIN below. * * - The simplest option is to use a free endstop connector. * - Use 5V for powered (usually inductive) sensors. * * - RAMPS 1.3/1.4 boards may use the 5V, GND, and Aux4->D32 pin: * - For simple switches connect... * - normally-closed switches to GND and D32. * - normally-open switches to 5V and D32. * * WARNING: Setting the wrong pin may have unexpected and potentially * disastrous consequences. Use with caution and do your homework. * */ //#define Z_MIN_PROBE_ENDSTOP (Veiller à mettre // devant la ligne) /** * Probe Type * * Allen Key Probes, Servo Probes, Z-Sled Probes, FIX_MOUNTED_PROBE, etc. * Activate one of these to use Auto Bed Leveling below. */ /** * The "Manual Probe" provides a means to do "Auto" Bed Leveling without a probe. * Use G29 repeatedly, adjusting the Z height at each point with movement commands * or (with LCD_BED_LEVELING) the LCD controller. */ //#define PROBE_MANUALLY (Veiller à mettre // devant la ligne) /** * A Fix-Mounted Probe either doesn't deploy or needs manual deployment. * (e.g., an inductive probe or a nozzle-based probe-switch.) */ //#define FIX_MOUNTED_PROBE (Veiller à mettre // devant la ligne) /** * Z Servo Probe, such as an endstop switch on a rotating arm. */ //#define Z_ENDSTOP_SERVO_NR 0 // Defaults to SERVO 0 connector. //#define Z_SERVO_ANGLES {70,0} // Z Servo Deploy and Stow angles /** * The BLTouch probe uses a Hall effect sensor and emulates a servo. */ #define BLTOUCH (enlever les // pour activer la ligne) #if ENABLED(BLTOUCH) #define BLTOUCH_DELAY 375 // (ms) Si ça fonctionne mal à la fin de la configuration, tu peux mettre une plus grande valeur entre 500ms et 1000ms par exemple. #endif /** * Enable one or more of the following if probing seems unreliable. * Heaters and/or fans can be disabled during probing to minimize electrical * noise. A delay can also be added to allow noise and vibration to settle. * These options are most useful for the BLTouch probe, but may also improve * readings with inductive probes and piezo sensors. */ //#define PROBING_HEATERS_OFF // Turn heaters off when probing //#define PROBING_FANS_OFF // Turn fans off when probing //#define DELAY_BEFORE_PROBING 200 // (ms) To prevent vibrations from triggering piezo sensors // A probe that is deployed and stowed with a solenoid pin (SOL1_PIN) //#define SOLENOID_PROBE // A sled-mounted probe like those designed by Charles Bell. //#define Z_PROBE_SLED //#define SLED_DOCKING_OFFSET 5 // The extra distance the X axis must travel to pickup the sled. 0 should be fine but you can push it further if you'd like. // // For Z_PROBE_ALLEN_KEY see the Delta example configurations. // /** * Z Probe to nozzle (X,Y) offset, relative to (0, 0). * X and Y offsets must be integers. * * In the following example the X and Y offsets are both positive: * #define X_PROBE_OFFSET_FROM_EXTRUDER 10 * #define Y_PROBE_OFFSET_FROM_EXTRUDER 10 * * +-- BACK ---+ * | | * L | (+) P | R <-- probe (20,20) * E | | I * F | (-) N (+) | G <-- nozzle (10,10) * T | | H * | (-) | T * | | * O-- FRONT --+ * (0,0) */ #define X_PROBE_OFFSET_FROM_EXTRUDER 4 // X offset: -left +right [of the nozzle] Distance entre le capteur et la buse d'impression en mm #define Y_PROBE_OFFSET_FROM_EXTRUDER 27 // Y offset: -front +behind [the nozzle] Distance entre le capteur et la buse d'impression en mm #define Z_PROBE_OFFSET_FROM_EXTRUDER 0 // Z offset: -below +above [the nozzle] // X and Y axis travel speed (mm/m) between probes #define XY_PROBE_SPEED 8000 // Speed for the first approach when double-probing (MULTIPLE_PROBING == 2) #define Z_PROBE_SPEED_FAST HOMING_FEEDRATE_Z // Speed for the "accurate" probe of each point #define Z_PROBE_SPEED_SLOW (Z_PROBE_SPEED_FAST / 2) // The number of probes to perform at each point. // Set to 2 for a fast/slow probe, using the second probe result. // Set to 3 or more for slow probes, averaging the results. //#define MULTIPLE_PROBING 2 /** * Z probes require clearance when deploying, stowing, and moving between * probe points to avoid hitting the bed and other hardware. * Servo-mounted probes require extra space for the arm to rotate. * Inductive probes need space to keep from triggering early. * * Use these settings to specify the distance (mm) to raise the probe (or * lower the bed). The values set here apply over and above any (negative) * probe Z Offset set with Z_PROBE_OFFSET_FROM_EXTRUDER, M851, or the LCD. * Only integer values >= 1 are valid here. * * Example: `M851 Z-5` with a CLEARANCE of 4 => 9mm from bed to nozzle. * But: `M851 Z+1` with a CLEARANCE of 2 => 2mm from bed to nozzle. */ #define Z_CLEARANCE_DEPLOY_PROBE 5 // Z Clearance for Deploy/Stow Permet de dire de combien de millimètres il faut relever l'extrudeur avant de déployer le palpeur. Si on est trop bas, la broche touchera le plateau directement. BLTouch conseille une valeur de 15, c'est bien de mettre cette valeur dans un premier temps afin de tester le capteur dans les meilleures conditions. #define Z_CLEARANCE_BETWEEN_PROBES 5 // Z Clearance between probe points Permet de dire de combien de millimètres il faut relever l'extrudeur avant de se déplacer vers le point de test suivant. BLTouch conseille une valeur de 10, c'est bien de mettre cette valeur dans un premier temps afin de tester le capteur dans les meilleures conditions. // For M851 give a range for adjusting the Z probe offset #define Z_PROBE_OFFSET_RANGE_MIN -20 #define Z_PROBE_OFFSET_RANGE_MAX 201 point
-
Bonjour @David590 Dans ton profil, je vois une CR10 modèle S5 (500x500x500), je crois que sur ce modèle, le moteur de l"'axe Y est plus imposant que celui de nos S3, peux-tu confirmer, est-ce un 60 mm? Absolument d'accord avec @Guizboy à propos de la température du moteur. Si le moteur devient trop chaud, le pilote (stepper driver) de la carte mère l'est lui aussi. Il peut alors se mettre en sécurité d'où la perte de pas. (comme si la courroie avait sauté mais elle ne saute pas, c'est le moteur qui ne réagit plus; une fois la température un peu redescendue, il se remet à fonctionner jusqu'au prochain dépassement de température). L'idéal serait que tu interviennes dans le boitier pour vérifier les tensions (vréf) qui sont réglées sur la CM. Pour t'aider, quelques posts ont déjà abordé le sujet, il existe même un tutoriel dans la section idoine qui te donnera plus d'informations. Si tu as un moteur 60mm, ça tombe bien car aussi bien @Guizboy que moi en possédons aussi sur nos machines .1 point
-
ou au moins que les deux roue soient sur le meme axe1 point
-
j'suis pas sûr que ce soit une bonne idée, à cause de la rotation de la roue.1 point
-
Il y a la version qui se pose au sol, on peut l'imprimer à toutes les tailles1 point
-
Par contre la poubelle est trop petite pour moi J'ai pris un seau ^^1 point
-
En tout cas... très beau test de cette Ender 3. Bravo !1 point
-
Merci Papa50. Je vais l'essayer, et je te dirai. Bonne journée1 point
-
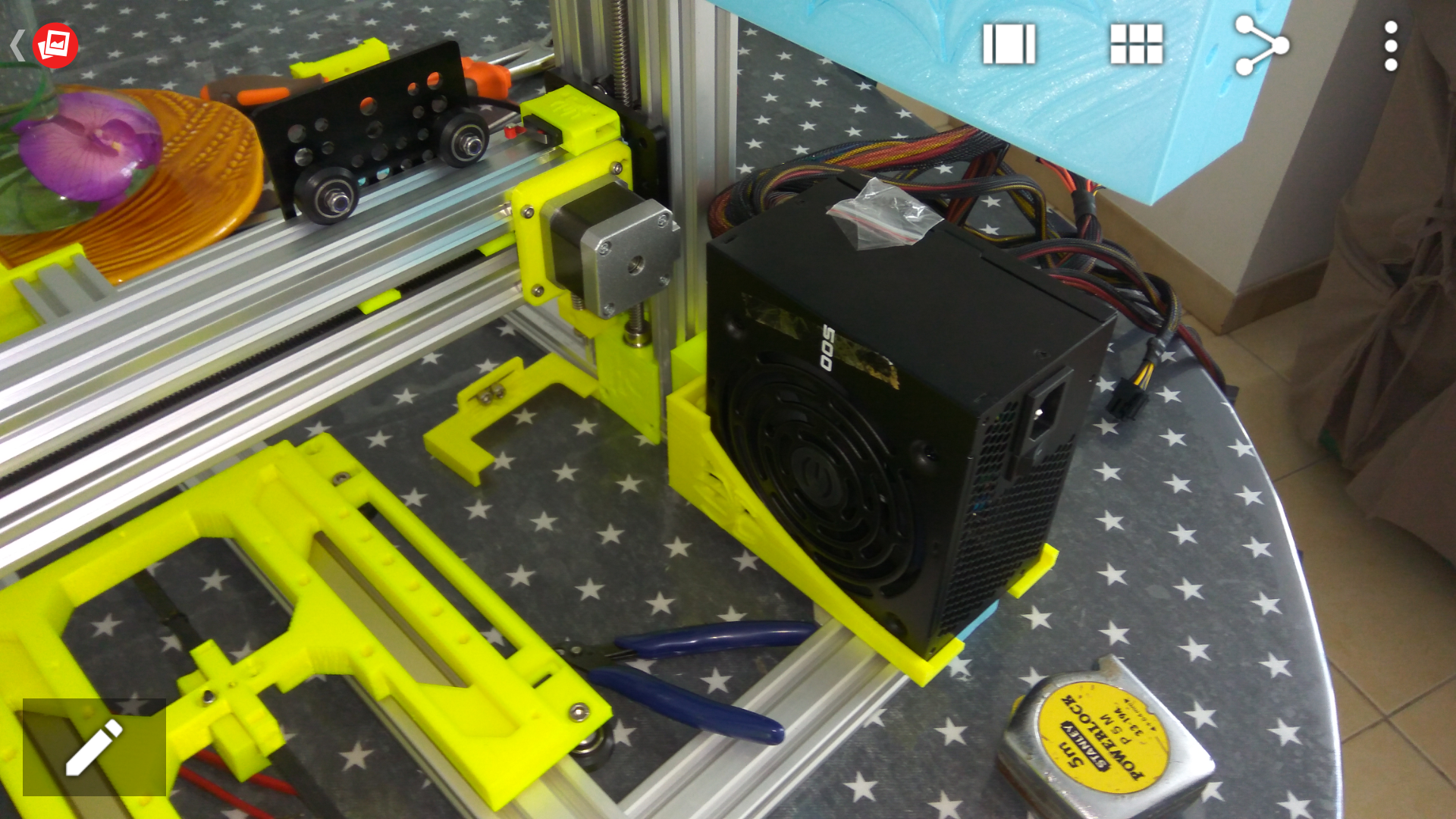
voila mon dessus de support ATX ? avec boite de rangement , et couvercle glissant ,pour l’excédent de câble ça me faisait mal de couper les câbles inutiles , matériel neuf , et surtout par respect aux personnes qui l'ont construite
1 point
-
Impec j'ai tous compris, tout est enfin plus clair maintenant Je sais maintenant que si je veux revenir au paramètre du firmware un petit M502 et hop Bon à savoir aussi que la nouvelle version 1.1.9 m’écrasera les paramètres C'est tellement mieux quand tout s'explique Merci beaucoup Au passage, la version 1.1.9 est elle vraiment mieux ou ça ne change quasiment rien? La dernière fois je t'avais dit que c’était encore du chinois pour moi raspberry, octoprint mais ça y est je l'ai installé et effectivement bien pratique de pouvoir utiliser la fenêtre terminal pour lancer les commandes, ou même depuis le smartphone, j'apprend petit à petit Merci encore1 point
-
Merci, T'embête pas avec la pesée, c'était pour avoir une idée du gain de poids, je verrais ça au démontage. Pour ce qui est du poids, je pense que les roulettes tiendront largement la charge. Je confirmerai ça pendant les essais. Le support du coté gauche est fixe pour assurer le centrage du plateau, ce sera le support droit qui servira au réglage de la pression des roulettes. Comme tu l'as pressenti, je construis ce système en modulaire. Je veux pouvoir remplacer le système de courroie par une vis à bille pour tester. Je leur souhaite bien du plaisir aux gars de Shenzen ^^ Quoi ?! y a plus le smiley "Ninja" ?! @pascal_lb fais quelque chose, ligote l'admin et fouette le avec du PLA de mauvaise qualité jusqu'à restauration des smileys s'il te plaît ! Si c'est un imprimeur fou, il ne résistera pas longtemps, j'en mets ma main au feu P.S. : si @ShagoY revient dans le coin et qu'il n'y a plus de smiley ninja, ça va le mettre en PLS direct1 point
-
exactement, pour chaque imprimante il y a des différences de réglage et chacun a ensuite son propre ressenti suivant le résultat obtenu1 point
-
Je commence à penser de plus en plus, à l'électricité, j'espère que vais y arriver
 1 point
1 point -
Le bl touch se branche sur le endstop z non ? Je peux brancher 6 endstop sur la carte1 point
-
1 point
-
Moi j'ai eu trop les boules avec le mien !!1 point
-
Perso mon clone du bltouch a fonctionné du premier coup. Le seul truc chiant c'est le raccordement au Pin 27 de l'écran.1 point
-
Courroie posée, yessss... Impeccable rien ne frotte !! Même le connecteur courroie ne touche pas le 2040 Et 9mm de tension de courroie restant.
 1 point
1 point -
Tres simple, comme dis sur le post, je suis passionné par les centrales nucléaire depuis tout petit, je trouves la forme des aéro magnifique. Avant de rencontrer ma femme, voila ce que j'avais en fond d'ecran sur tout mes ordis La forme n'est pas que pour faire joli, c'est aussi question de dynamique des fluide, cette forme créé un effet Venturi ce qui augmente le déplacement de l'aire et donc le refroidissement. La tour part de 300 mm a la base puis vient épouser les ailettes a 152 mm pour finir a 220 mm la ou se trouvera le ventilateur qui tirera l'air. Le tube de PVC en plus de faire deguelace (franchement un tuyaux d'assainissement sur un pc, c'est tout de suite moins classe XD) ne sera pas de la bonne taille donc les perfs seront moindre, pas question pour moi mettre un tuyaux plus petit, je tiens au ventilateur de 200mm pour brasser une grande quantité d'air en tournant lentement. Et pour le final, je trouve que c'est bien qu'une simple idée que j'ai eu il y a 3 mois arrive a devenir concrete, avec l'achat d'une imprimante et une formation en conception 3D. C'est mon idée, ma création, ma pieces unique au monde Et si ca peut encourager des gens a ce lancer pour concrétiser leurs idée, c'est encore mieux.
 1 point
1 point -
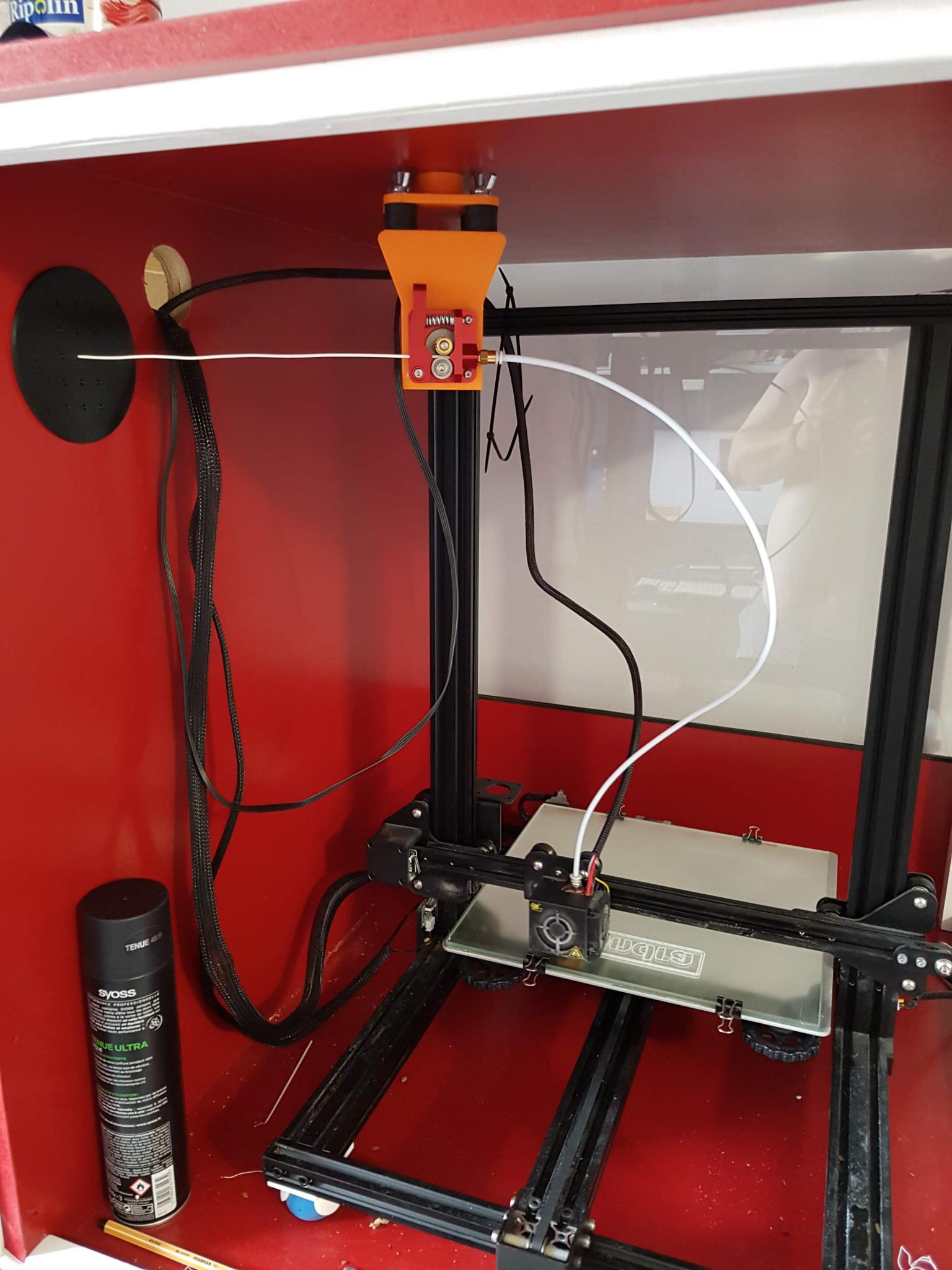
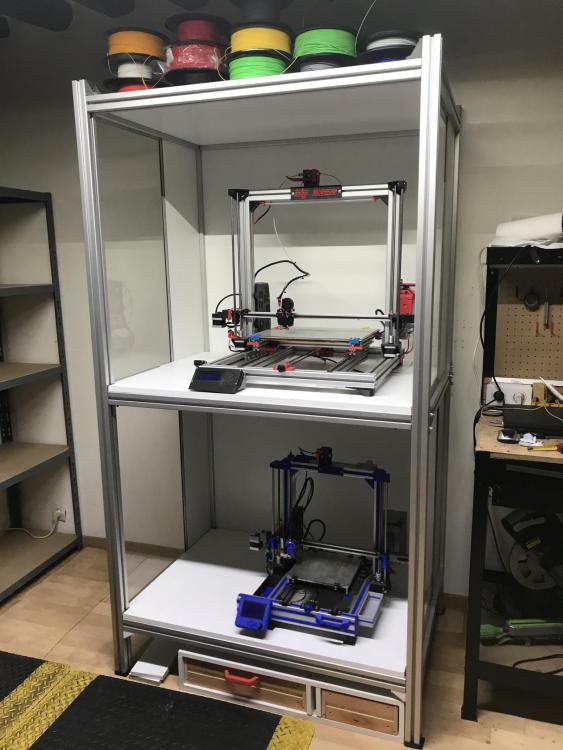
Avé Pour le passage de câble, cela a été un vrai calvaire pour prendre une décision Et en fin de compte, j'ai trouvé plus pratique de mettre le moteur de l'extrudeur en haut, entre autre pour avoir le moins possible de courbure du tube PTFE (vu que j'imprime très peur de pièce haute), et aussi parce que de toute façon je vais avoir une petite quinzaine de bobine à gauche dans le caisson et que pour elles, en haut ou en bas ne change pas grand chose

 1 point
1 point -
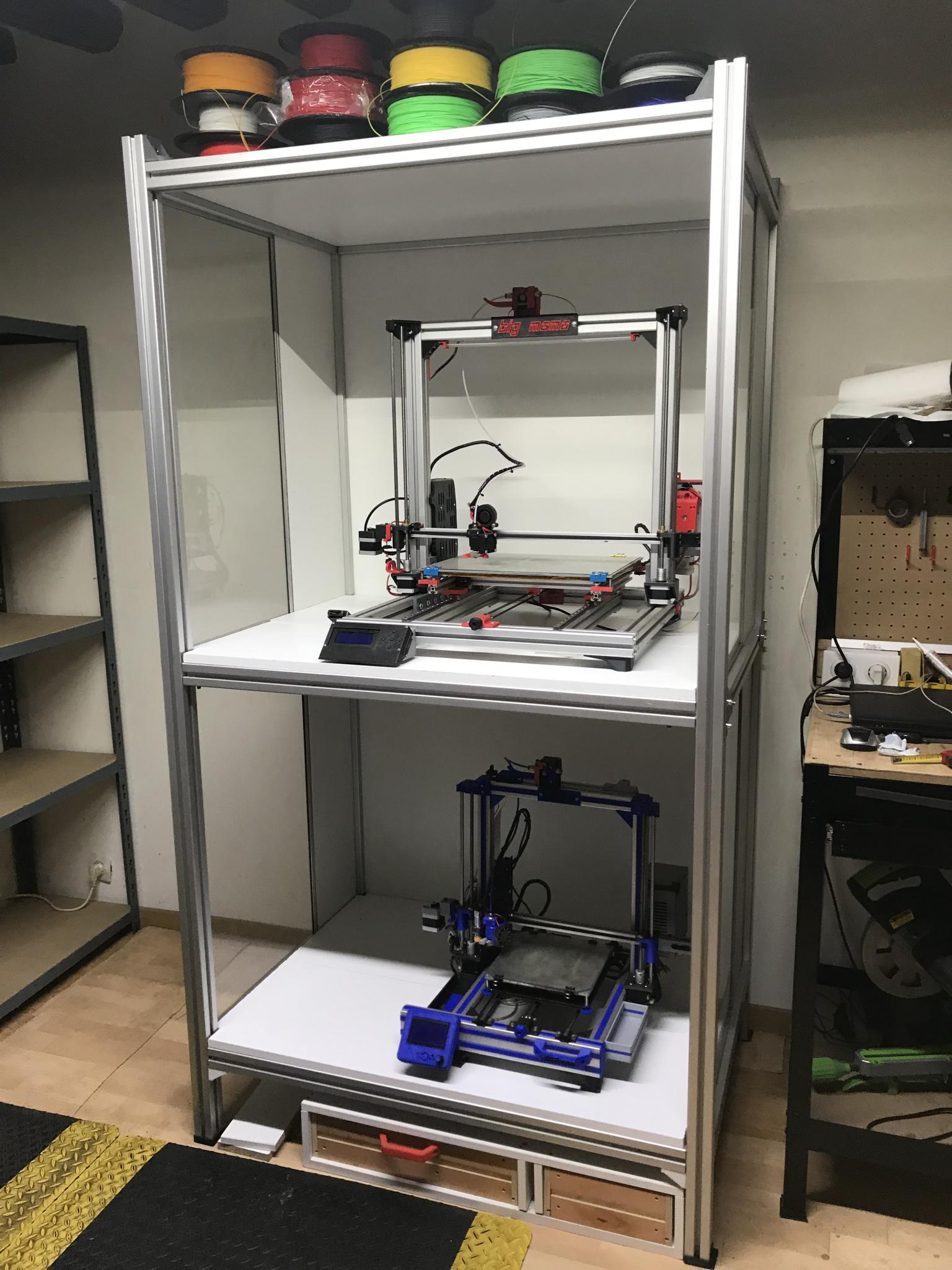
Voilà juste pour se faire une petite idée
 1 point
1 point -
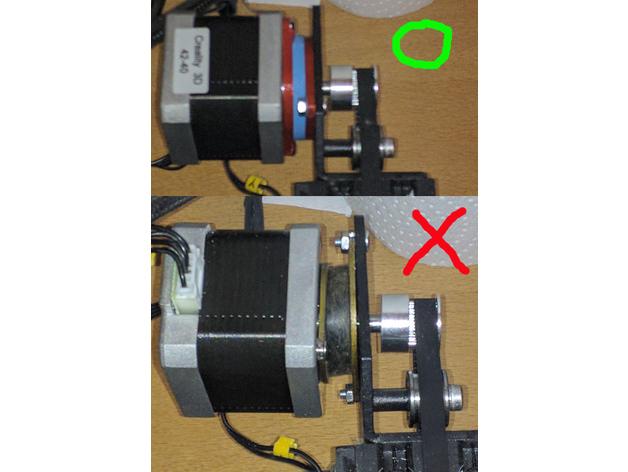
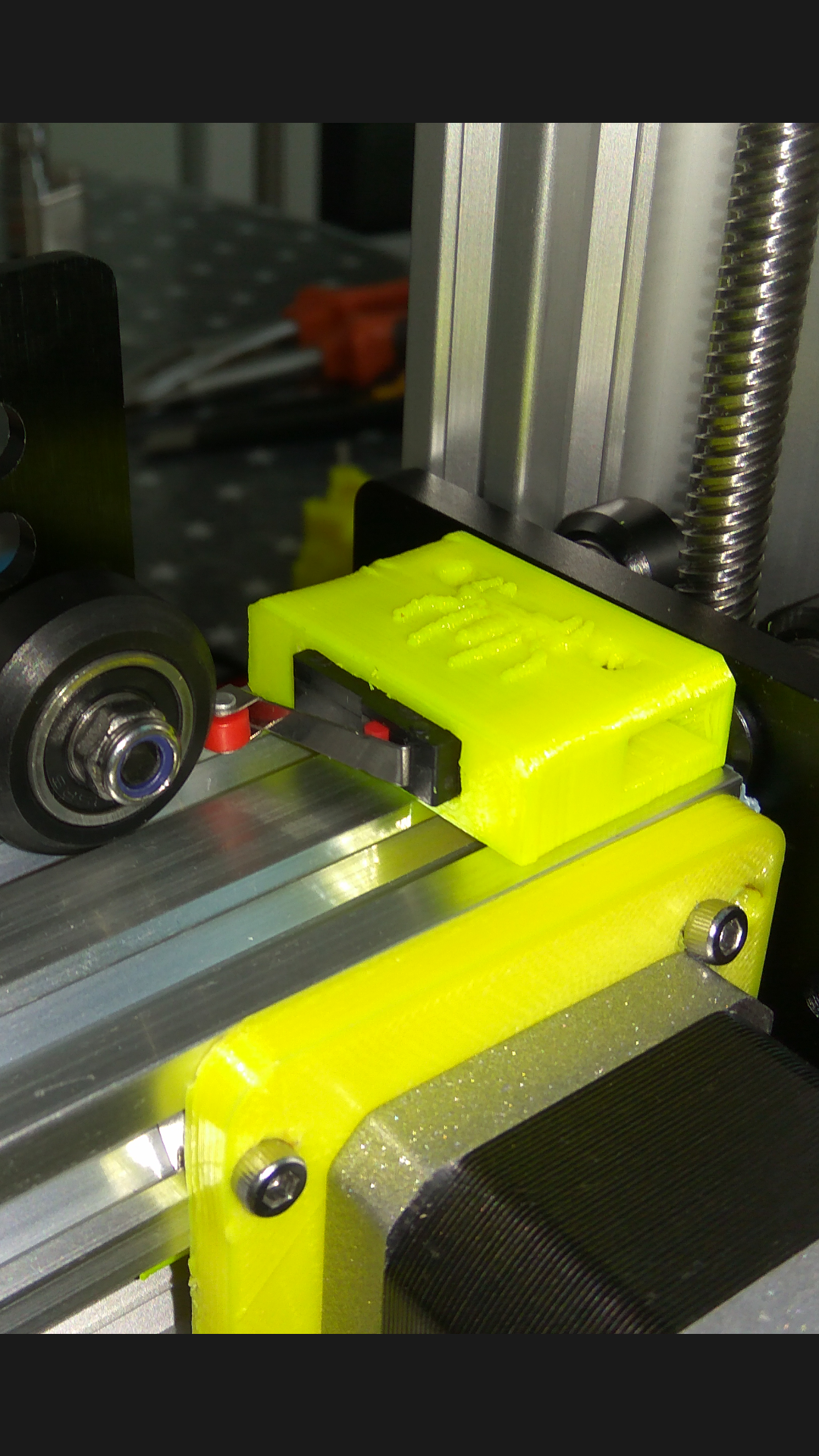
Lorsqu'un moteur est monté avec un damper, on diminue fortement les vibrations transmises au bâti grâce à la souplesse de la partie caoutchouc qui les amortit. En contrepartie, à cause de la souplesse de la partie caoutchouc, la tension de courroie suffit à incliner le moteur qui, de ce fait, n'est plus perpendiculaire à la courroie. Si le moteur est incliné, la courroie est poussée la ou la tension est moindre, conformément à la loi du moindre effort. En bas de la photo on peut voir le moteur équipé d'un damper trop souple. La courroie est donc poussée vers la droite ou la tension est moins forte. Les problèmes occasionnés par ce phénomène sont : Tension de courroie qui varie pendant les mouvement en fonction de l'effort moteur puisque la courroie est poussé à "escalader" le flanc de la poulie. Qui dit tension de courroie qui varie dit perte de précision. Usure prématurée de la courroie à cause des frottements. Usure prématurée du moteur puisque la friction de la courroie entraine un surcroît d'effort et donc d'échauffement. Ces problèmes s'intensifient lorsque la courroie supporte un poids plus important. Dans mon cas, avec le surcroît de poids de l'entrainement direct ajouté à la rigidité légèrement supérieure de la courroie armée par rapport à la courroie d'origine font que la tension doit être assez forte pour empêcher les retards de mouvement. Ce qui avait pour effet de faire fléchir le damper et donc incliner le moteur. D’où l'utilisation de ce système afin de garantir la perpendicularité du moteur. N'hésite pas à demander si ce n'est pas clair comme explication
 1 point
1 point -
Mes frères j'ai pêché ! Après avoir construit mon Hypercube Evolution (vous trouverez le post dans les cubiques ) Je voulais une autre imprimante mais je ne voulais pas passer mon temps à la monter, surtout que pour atteindre la qualité d'impression que j'ai actuellement, il faudrait la faire à l'identique Un ami à une MK3 depuis février environ. Il en est ravi. J'ai pu les voir lors du 3DPrint de Lyon et je suis tombé sous le charme de la machine, simple d'utilisation, très sympa visuellement en plus. Et qui imprime au top. J'ai lâché mon billet et je l'attend désormais :3 j'ai hâte !1 point
-
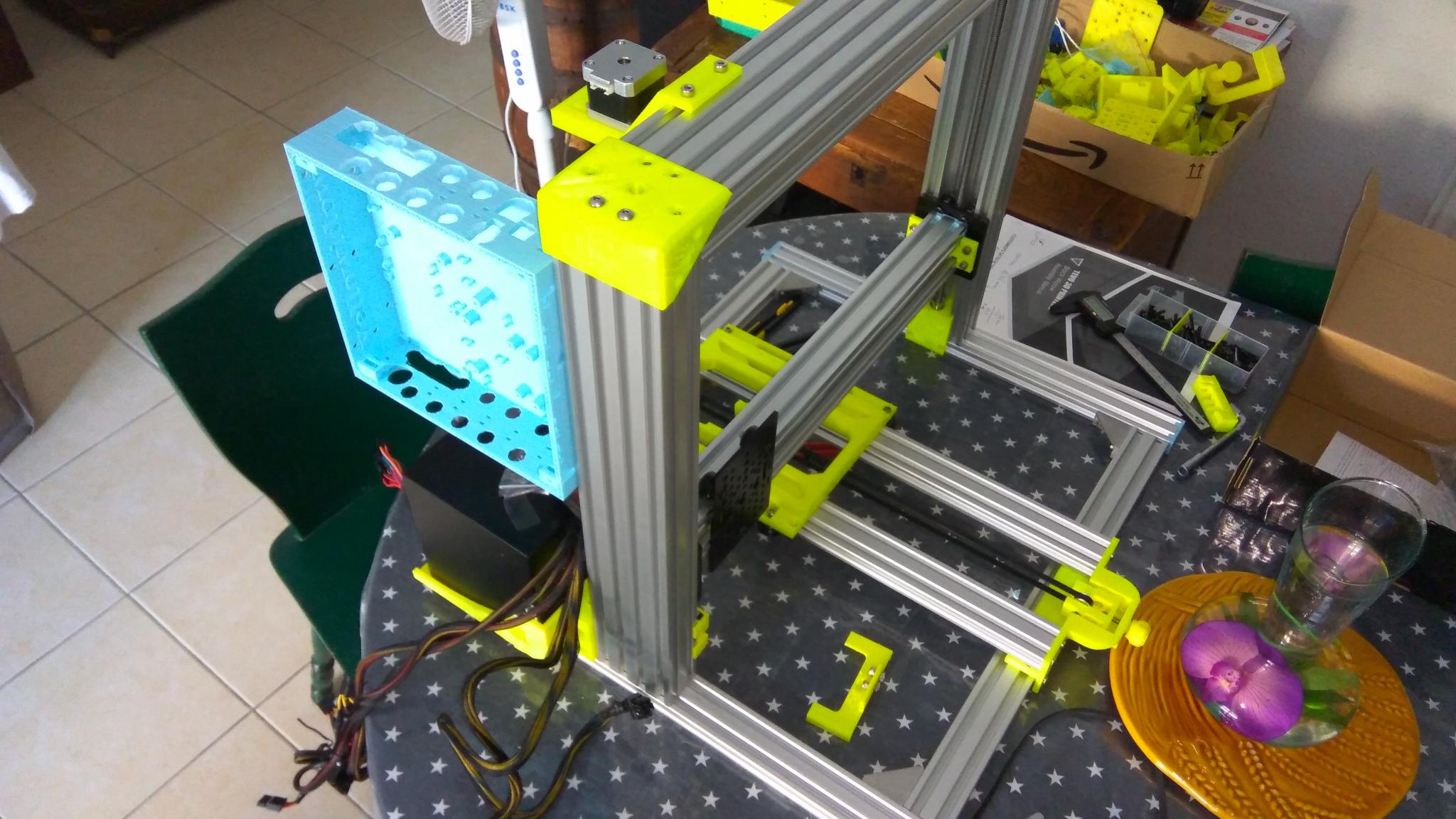
Sympa, non ? J'ai des modifications à faire j'ai pas pris la bonne plate stl pour adapter la pièce jaune
 0 points
0 points









.thumb.jpg.8e4f3c7962529d5b54999ca8667a07c0.jpg)