Classement

.thumb.jpeg.9a4019c4378b9b868774b9f3b684a811.jpeg)


Contenu populaire
Contenu avec la plus haute réputation dans 16/08/2018 dans Messages
-
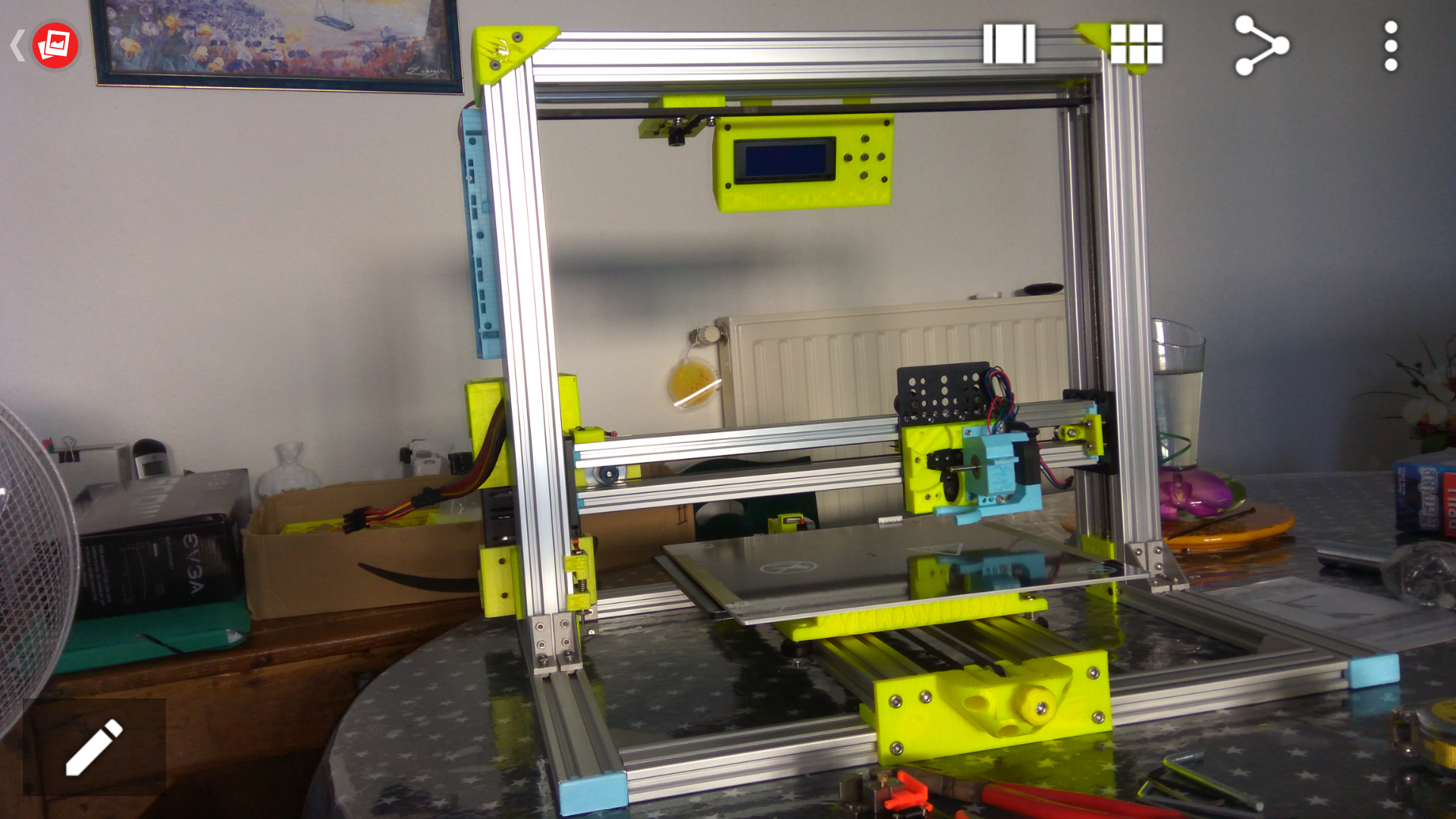
Non rien ! c'est nickel,13, 1 kg quand même , sans l'électronique, les câbles... attention pour la plaque chauffante rien n'est fait pour l'instant !! Elle est prise de partout au niveau fixation, elle va avoir un tapis de machine à laver + 2* M30 comme sa petite sœur, dans un caisson ! ( le plus étanche possible) elle sera au chaud !!! Et le caisson sera dans mon garage, avec une évacuation extérieure, maintenant c'est sûr !! J'ai trouvé l'endroit Je peux pas la mettre à côté, de sa petite sœur car profondeur fait 63cm, ça ne le fera pas Ma femme va faire la gueule( ça va être chaud) ,elle va prendre la place de son placard produits entretiens qui ira ailleurs, hiiiiii...3 points
-
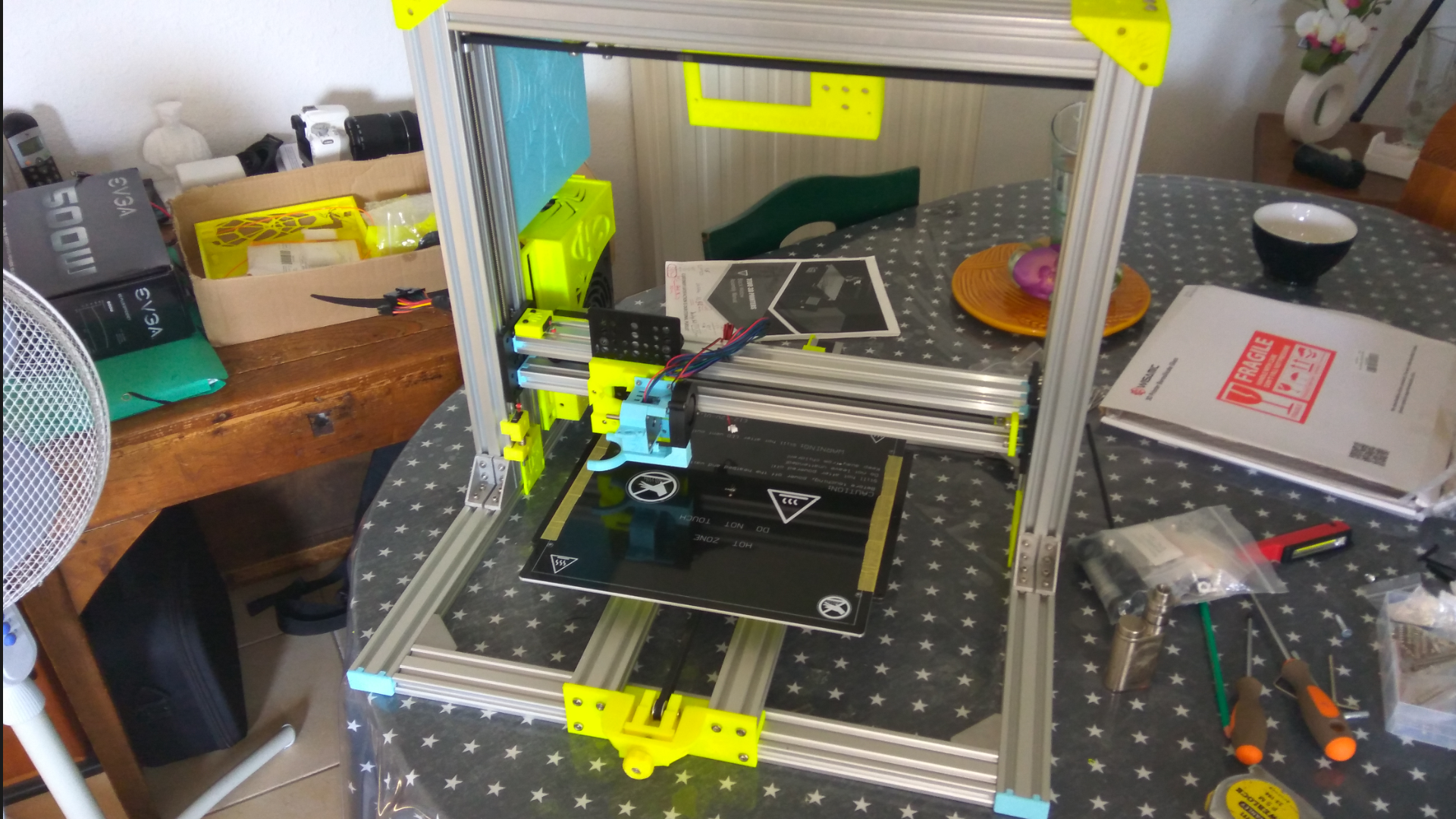
Bon ben voilà !! -Support de bed fixé - BED centré, C-beam également, Mais je ne pense pas avoir les 300*300 Je devrais avoir 300*290 Il faut que je me fasse 2 petites plaques alu, pour les supports de ressorts à l'avant Une bonne journée à vous tous!!!
 3 points
3 points -
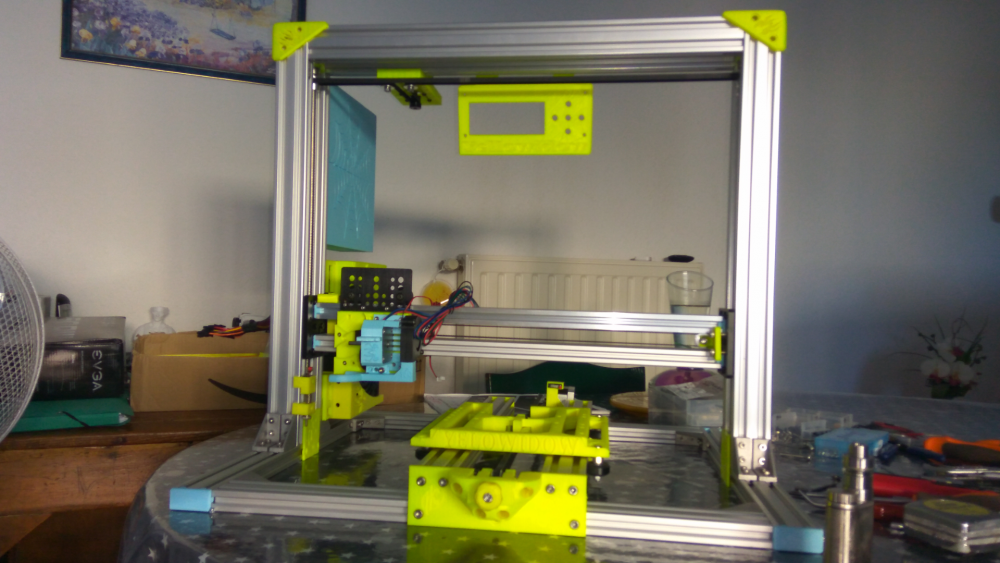
apres moultes péripéties... babyGroot a enfin sa version adulte
 3 points
3 points -
sinon il reste ça ok je sors
 2 points
2 points -
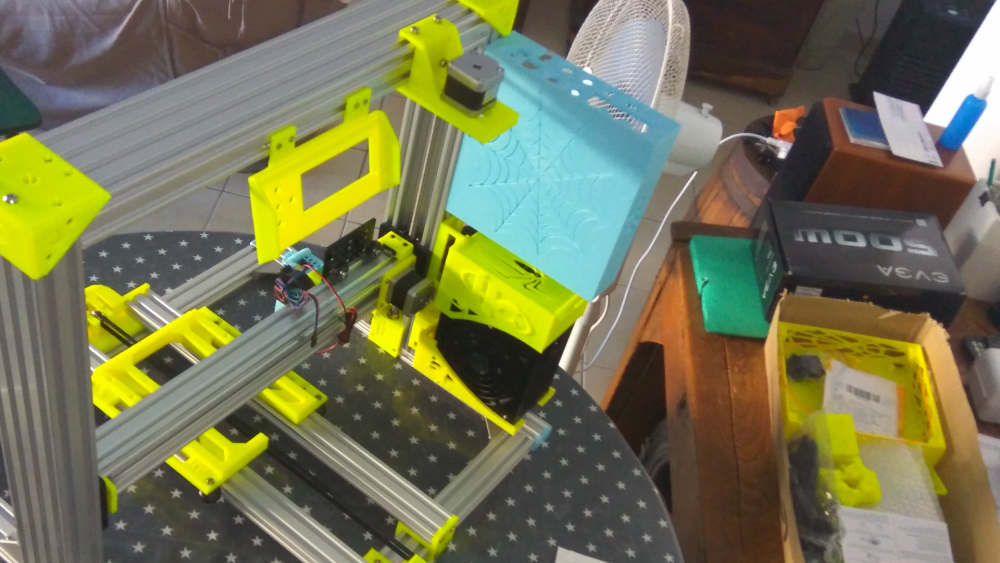
La pauvre quand on la voit comme cela, je sais pas ce qu'elle se prend, mais bonjour, l'angoisse !! @veegertu en penses quoi ? Je me casse maintenant !! Ps:juste avant de partir ! Jolie impression
 2 points
2 points -
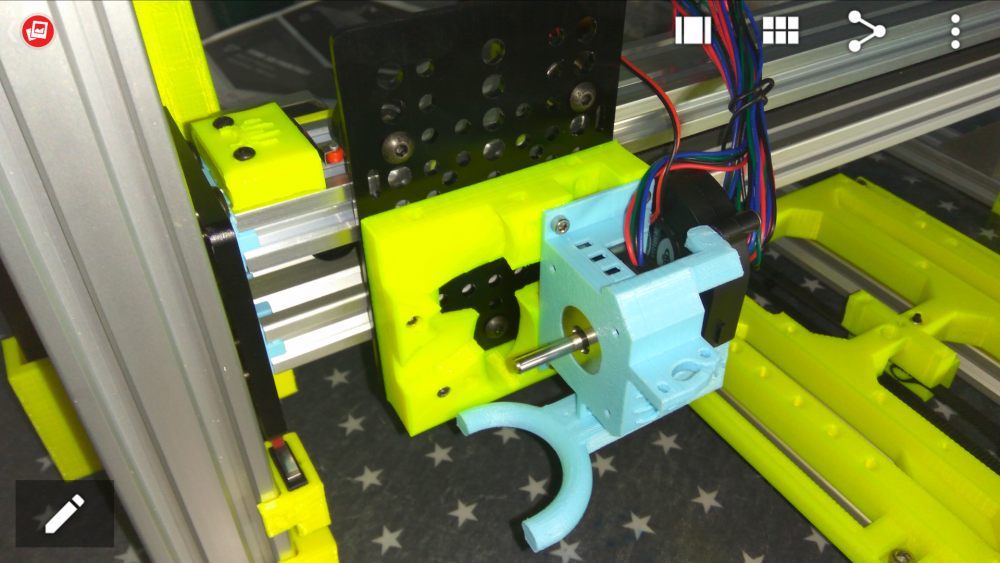
Fixation, avec un fort serrage du bébé 2 C'est impressionnant !! Rien ne bouge sauf la table du salon !!!
 2 points
2 points -
Préparation pour demain, plaque alu pour le bed (perçage) ! Dire que pratiquement tout pourrai être fait en 3D, sauf le tube !
 2 points
2 points -
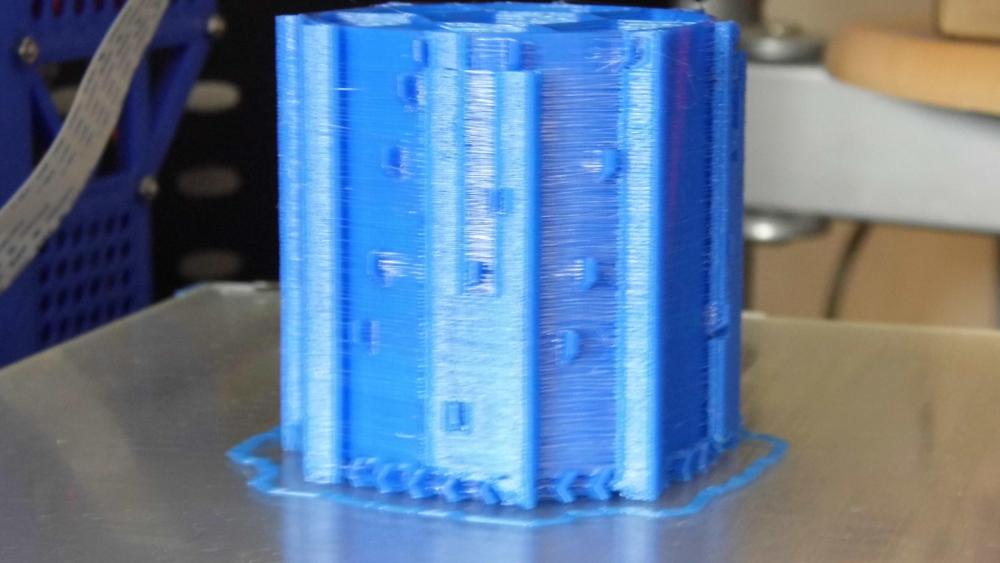
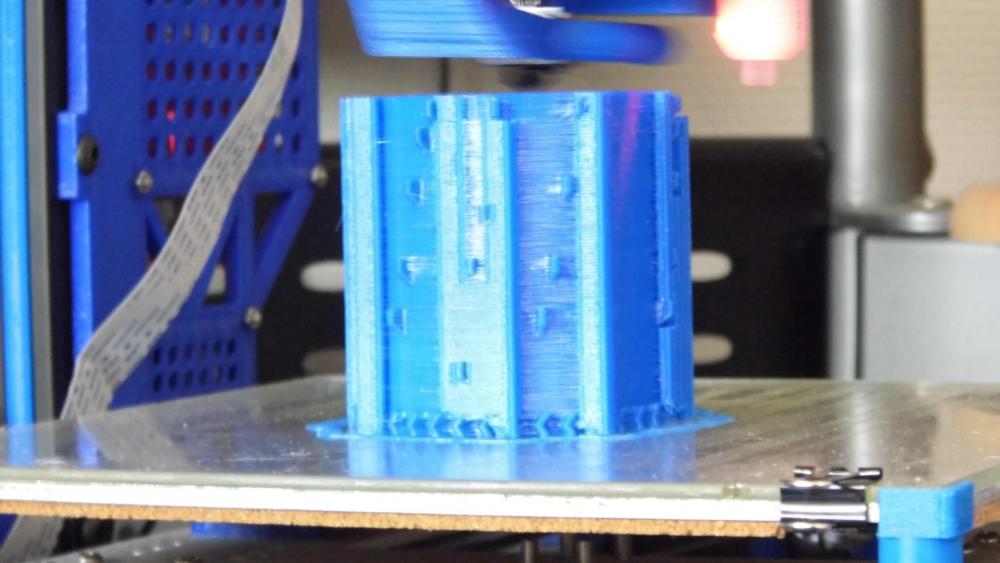
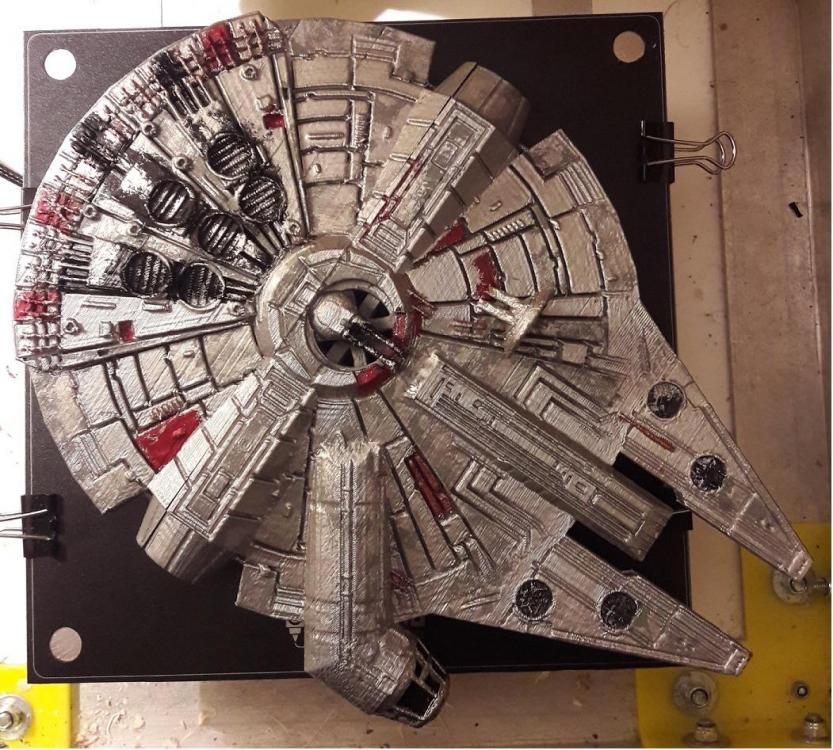
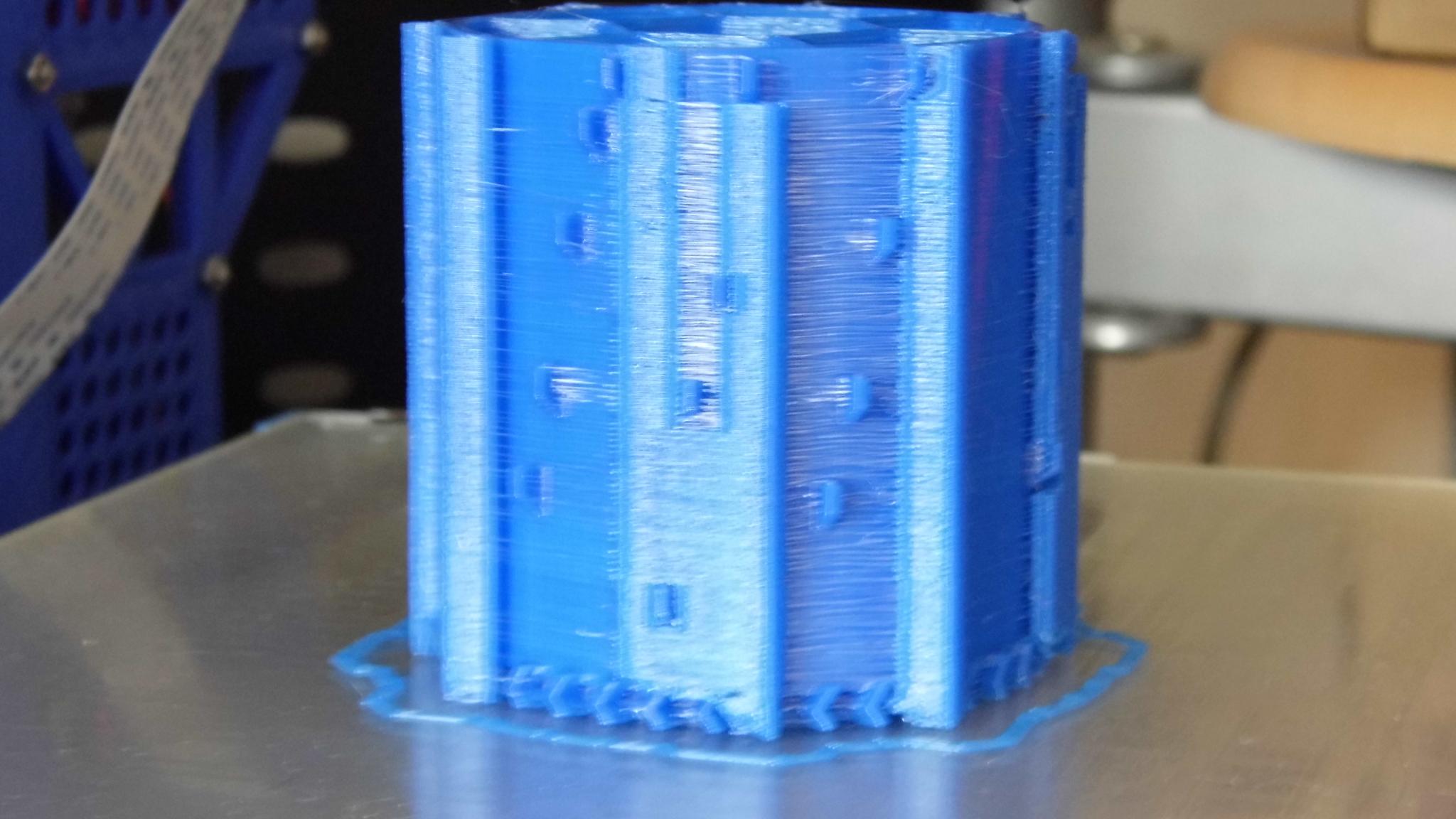
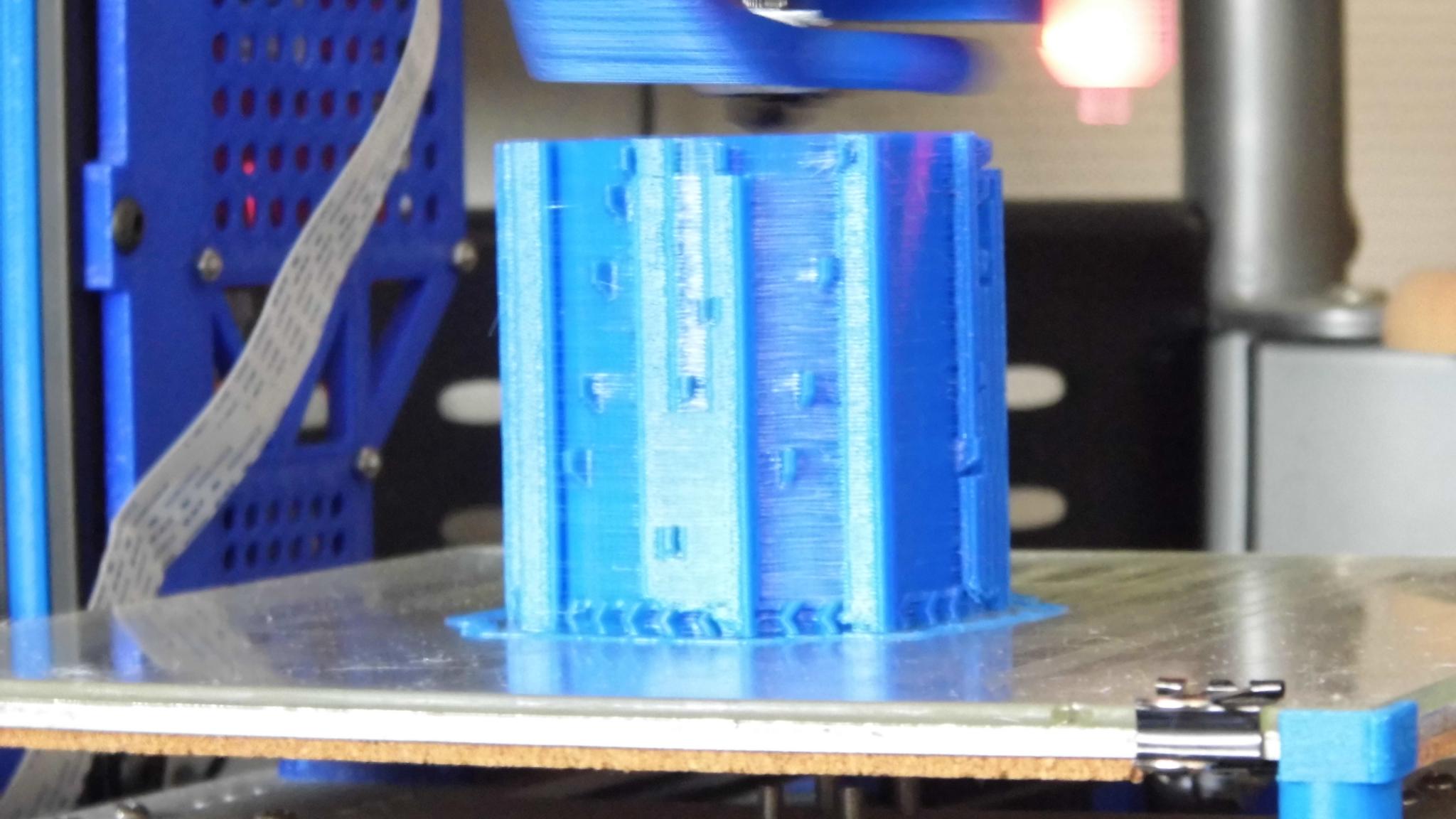
Ouais, va falloir nettoyer.... (imprimé à 59% au moment des photos). https://www.thingiverse.com/thing:552498
 2 points
2 points -
Hello, Avant tout, je tiens à préciser qu'il n'y a rien de révolutionnaire ici, vous pouvez passer votre chemin. Juste que je n'ai pas trouvé d'infos claires lorsque j'ai rencontré mes soucis. Du coup je poste, si jamais ça peut aider quelqu'un.. Et désolé les modos, je ne savais pas où poster ^^ En ayant marre de régler mon bed à chaque fois, j'ai pris la décision il y a quelques temps d'installer un ABL (Nivellage automatique du Bed). Comme je n'ai pas 60€ à mettre là dedans, je me suis vite décidé à prendre un 3D Touch sur Amazon. Malheureusement, je n'ai lu les critiques sur ce produit qu'après avoir effectué la commande, et j'ai pris peur. En effet, le 3D Touch, contrairement au BLTouch original, a une très mauvaise réputation. Fiabilité et sensibilité des plus douteuses, j'ai souvent lu que l'objet mourrait régulièrement au bout de 2 semaines, et que la précision était aléatoire. Et ces avis n'étaient pas infondés : Une fois en place, lorsque vous réglez votre offset, vous n'obtenez jamais le même résultat : Une fois la buse est trop haute, une fois trop basse, etc etc Pour avoir une bonne impression, j'étais sans arrêt en train de jouer avec le babystepping au début de chaque impression. Puis je suis passé à Marlin 1.1.9, et j'ai voulu me séparer de cette méthode chi***te et plutôt aléatoire. Si je me permets de faire un retour sur ce produit, c'est pour noter quelque part la configuration de cet ABL que j'ai réussi à dompter avec un peu de patience. Oui, mon 3D Touch est à présent fiable, reste à savoir pour combien de temps ^^ La première chose à faire, c'est de remagnétiser la tige métallique. Ce n'est pas systématique, mais il arrive que la tige tombe durant l'impression ou a du mal à remonter pendant le sondage, à cause d'un manque de magnétisme. Pour cela il faut dévisser la vis du haut (entre les 2 trous de fixation, avec une clé Allen), sortir la tige et la passer contre un aimant puissant (haut parleur par exemple) ou dans un magnétiseur : https://www.amazon.fr/C-K-T1350-Magn%C3%A9tiseur-D%C3%A9magn%C3%A9tiseur-lame-tournevis/dp/B000XJ6ZX4 . Le fait de rémagnétiser tout ça améliorera la précision de votre capteur mais évitera aussi que la tige tombe et arrache votre impression. Profitez-en pour magnétiser la vis également, c'est elle qui vient tirer la tige dès qu'elle est assez proche. Pour le remontage, insérez la tige dans le 3D Touch et revissez la vis. Attention de serrer assez mais pas trop : - Trop serré, la tige ne remontera pas beaucoup, et donc pas beaucoup de jeu entre votre buse en la tige rétractée : Risque d'accrocher le plastique déjà déposé. - Pas assez serré, la tige va mettre un certain temps à remonter sur la vis : Risque d'offset aléatoire Le mieux pour juger du serrage de la vis est de remonter la tige pour qu'elle 'colle' à la vis, et de serrer ou de desserrer la vis. Repliée, la tige doit se situer entre 2 et 2,5mm au dessus de la buse. Ensuite, il va falloir modifier Marlin. Dans sa configuration d'origine, l'axe Z va descendre à 8mm/s pour un premier palpage, puis à 4mm/s pour le second sondage du plateau. Si ça peut fonctionner avec un BLTouch, il est clair qu'avec mon 3DTouch le résultat n'est pas au rendez-vous. On va commencer par la vitesse de palpage. Rendez-vous dans le fichier Configuration.h et cherchez la ligne suivante : #define Z_PROBE_SPEED_SLOW (Z_PROBE_SPEED_FAST / 2) Z_PROBE_SPEED_FAST est définie plus haut à 8mm/s, donc notre vitesse de palpage est de 8/2 = 4mm/s. Cela veut dire qu'on cherche à se régler au micron près (ou presque), mais on se déplace à 4mm/s. C'est trop rapide, on va plutôt diviser par 8 par exemple, pour palper à 1mm/s. #define Z_PROBE_SPEED_SLOW (Z_PROBE_SPEED_FAST / 8) Pour des résultats encore plus fiables, vous pouvez encore descendre la vitesse si vous le désirez. Cela n'affectera que la vitesse de palpage, pas la vitesse d'autohome. Ensuite, on va définir comment et surtout combien de fois le 3DTouch va palper le plateau. Cherchez la ligne suivante : #define MULTIPLE_PROBING 2 Le 2 correspond au nombre de palpations du plateau. - A 2, le 3DTouch va effectuer un palpage rapide puis un plus lent. Seule la seconde valeur trouvée sera utilisée. - A partir de 3, le 3DTouch va effectuer 3 palpages ou plus du plateau à basse vitesse (celle définie au dessus). Puis au lieu d'utiliser la dernière valeur retournée, Marlin fera une moyenne de toutes ces valeurs. Je vous recommande de mettre 3 au départ et d'augmenter cette valeur au fur et à mesure si vraiment votre matériel n'est pas fiable. Méthode testée et approuvée uniquement par moi pour le moment, pas vu d'autre retour ici. Si jamais, n'hésitez pas à commenter si ça fonctionne ou pas ^^
 1 point
1 point -
et le port SD card...1 point
-
Ouééé, je vais devoir appeler un exorciste !1 point
-
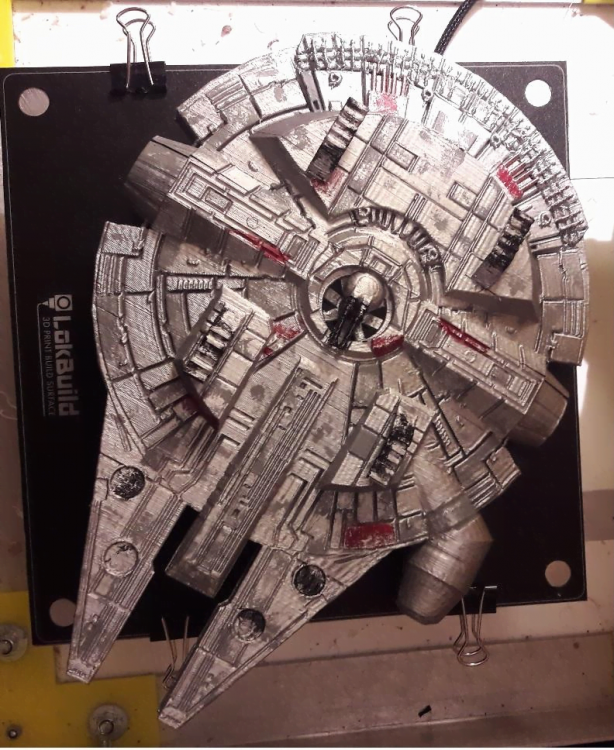
Et voilà le petit dernier: Filament G3D, 320 microns, 215° C et 17 heures d'impression.
 1 point
1 point -
Ouaip, sans un refroidissement permanent, la température du dissipateur monte très vite. Il n'est pas fait pour opérer en passif. Envoyé de mon Nexus 6 en utilisant Tapatalk1 point
-
Je ne vois vraiment pas où ils conseillaient ça. A la rigueur coté extrudeur (moteur) je veux bien mais certainement pas coté hotend. La seul coupe exotique faisable de ce coté est un chanfrein, idéalement à 60°, sur l'extérieur du tube mais ce n'est pas conseillé par E3D et jamais fait. Lorsque je t'ai demandé comment tu installes le tube dans la hotend, c'était pour vérifier que le tube PTFE soit bien enfoncé à fond. C'était un soucis récurent à une période ou DAGOMA conseillait de laisser dépasser 2-3cm de filament en dehors du tube avant de le clipser. Si la buse était froide, le filament arrivait en butée avant le PTFE et il n'allait pas entièrement dans son logement. Un patté de filament mou se forme alors dans la cavité et l'extrudeur claque. La solution simple était d'appuyer sur le levier de l'extrudeur pour relâcher le filament en même temps qu'on connecte le PTFE. Dans ton cas, la cause et les symptômes sont similaires. De plus avec l'été, la chaleur remonte un peu plus dans le heatbreak et la zone ou le filament est ramolli peut tout à fait être au niveau du biseau. Bref coupe ça droit, sans l'écraser et je suis prêt à parier que ton problème sera résolu.1 point
-
juste pour infos j'ai un outils ( style dremel attention c'est effectivement une marque ), le mien est de la marque Miniplex MK 220 de fabrication française et marche très bien depuis plus de 8 ans maintenant, il ma été utile dans bien des occasions et surement encore plus aujourd hui. seul hic ce sont les disque de découpage qui sont très fragile. soyez prudent avec l'utilisation de ce genre d'objet ( lunette de protection ) car les petits débris peuvent causer de gros dommage au yeux.
 1 point
1 point -
Héhé t'as l’œil c'est ça 0,4mm / 0,2mm, 20% d'infill de mémoire, 4 couches pleines en bas, 4 en haut et 3 périmètres.1 point
-
1 an et demi, et je ne suis toujours pas pleinement satisfait....1 point
-
Oui il faut débrancher l'écran. Envoyé de mon U2 en utilisant Tapatalk1 point
-
@Guillaume3D cool merci pour ton aide guillaume, parce que pour l'instant tout ce que je lis sur le forum c'est du chinois pour moi, punaise toi tu vas finir par être vraiment calé.1 point
-
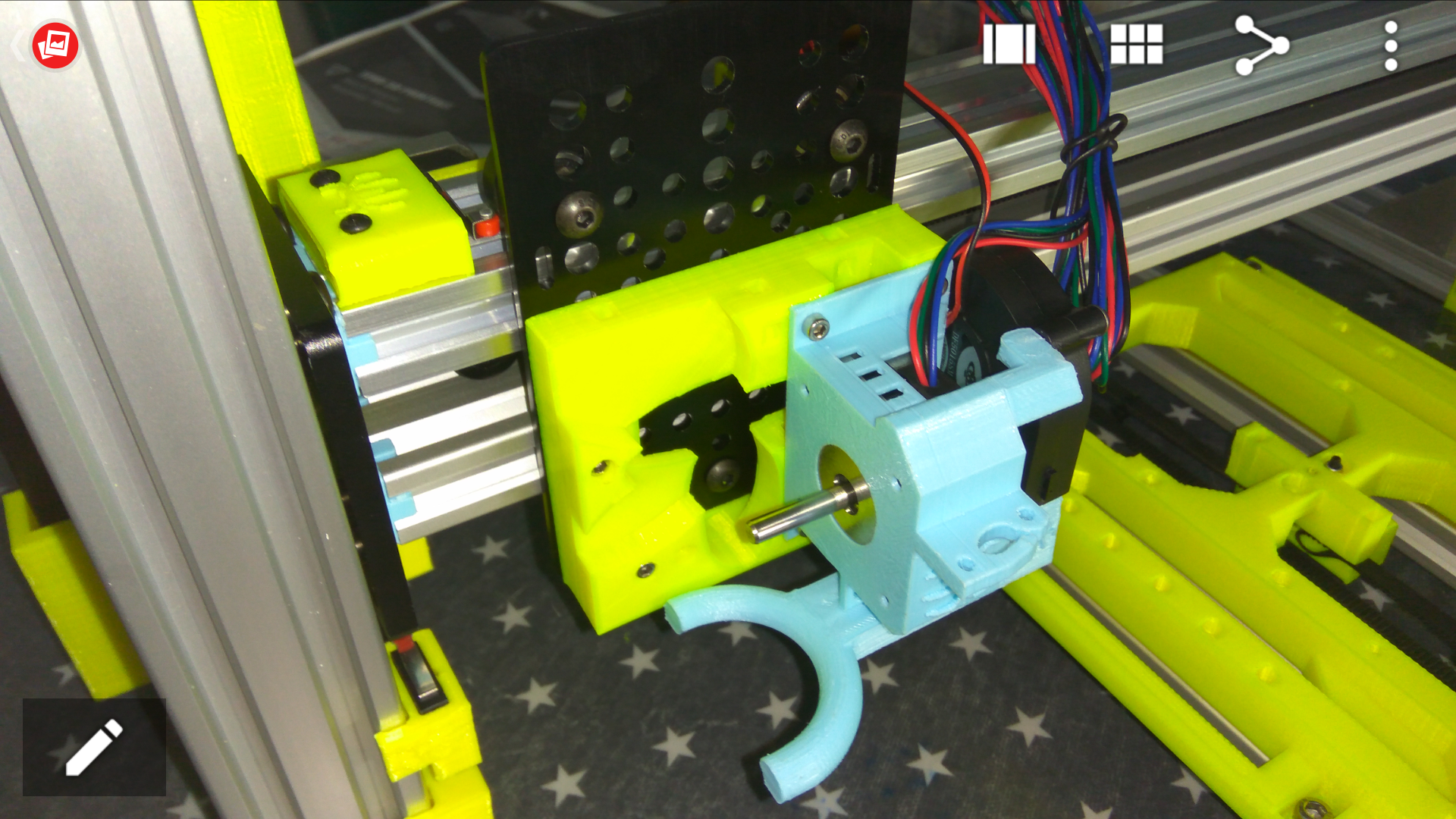
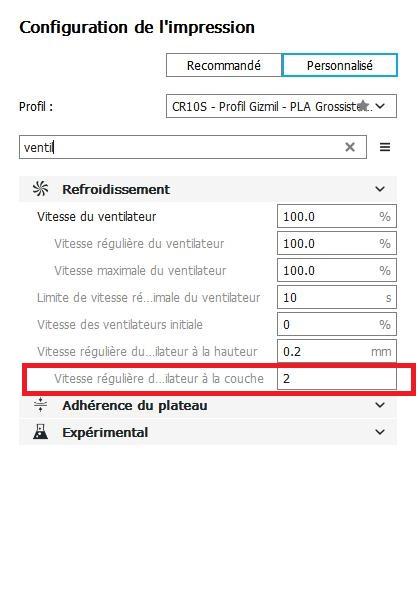
C'est tout à fait normal. Dans un ventilateur, toutes les pales participent à l'équilibrage de celui-ci. Quand il en manque une ou que tu la remets en collant, tu crées un déséquilibre qui donne des vibrations elles-mêmes amplifiées par la cage métallique qui enserre la tête. Cette vibration risque d'être transmise jusqu'à la buse qui va provoquer des légers décalages dans le X et le Y. Le seul moyen d'y palier est de remplacer ton ventilateur par un de mêmes dimensions (40x40x10). C'est l'occasion pour en mettre un moins bruyant mais ayant un débit équivalent ou plus puissant (le Noctua en 40x40x10 peut aller mais son débit et pression d'air est limite, le même en 40x40x20 est mieux mais ne peut pas être monté à l'intérieur de la cage... Les Noctua sont de bons ventilateurs mais ils coûtent cher; on peut à moindre prix mettre des Noiseblocker BlackSilentFan ou des Sunon KDE1204PKV3 ou encore des Cooltek Silent Fan 4010 qui ont tous une pression / débit d'air plus important pour un bruit à peu près équivalent aux Noctuas). Si tu parles du refroidissement du filament (le ventilateur sur le côté), oui c'est parfaitement normal. Dans ta copie d'écran, entouré en rouge, tu vois qu'il ne va se déclencher qu'à partir de la seconde couche.
 1 point
1 point -
Je viens de recevoir ma petite pince à dénuder, pour 6,81€ Quel plaisir, fini de me défoncer les ongles, ça marche super bien !!
 1 point
1 point -
Hum... tu n'as pas compris... je ne saurais comment te l'expliquer... Avant d'avoir installer les damper : Les impressions étaient déjà très belle ou correct. J'avais pas ou peu de gosting. Mais je suis "extrèmement méticuleux" lors de mes réglages. Et à force de manipuler mon imprimante, je maîtrise de mieux en mieux la finesse de mes réglages. Après avoir installer les damper : Tout dépend des dampers et de la qualité de ces derniers. Certains vont empirer les choses, d'autres ne changeront rien... en tout cas, c'est mon point vue, mais je le répète, je suis "très méticuleux" lors des réglages, alors cela doit forcément affecter en conséquence sur le rendu final des impressions. Petit exemple : Avec ces dampers, le bruit devenait atroce... genre le grincement qui tue les oreilles. Pour l'impression... en mettant toujours ces même damper sur l'axe Y... la courroie par moment sautait... et les impressions faisaient comme des escaliers. Sur l'axe X... même résultat. La courroie qui sautait... bon... je te fait pas un dessin... Avec les dampers, en PTFE, le résultat sur les impressions... ne changent rien pour moi... mais c'est peut être dû à la finesse de mes réglages. Je vais finir sur cette conclusion personnelle : Tu pourras installer tout les dampers que tu voudras... si ton imprimante n'est pas réglé correctement, ils vont pas corriger les défauts. Les dampers en PTFE réduisent le bruit, c'est indéniable, mais je n'ai pas vu d'amélioration de l'impression. Pour réduire les défauts de gosting et améliorer la qualité d'impression, mon avis est que, cela est avant tout un problème de la qualité de l'huile de coude. PS : les dimensions de mon dernier cube de calibration (avec la nouvelle tête), sont de Z 2,04cm - X 2.02cm - Y 2,03cm... ce qui est largement acceptable. Et je cherche toujours à améliorer ce résultat.1 point
-
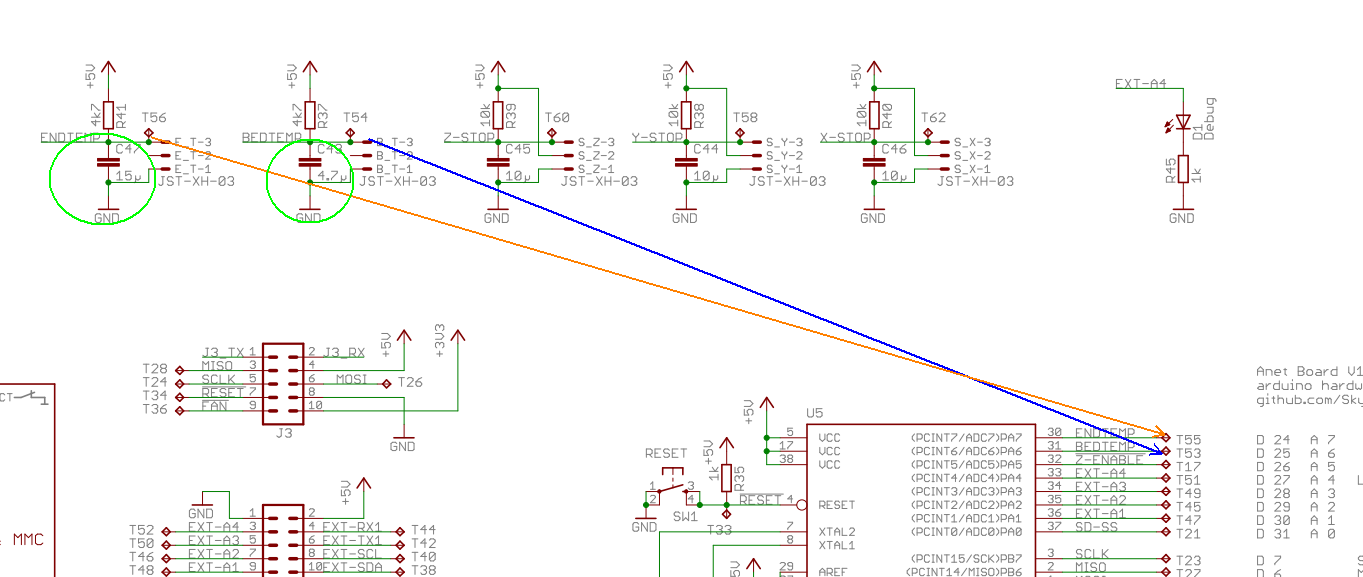
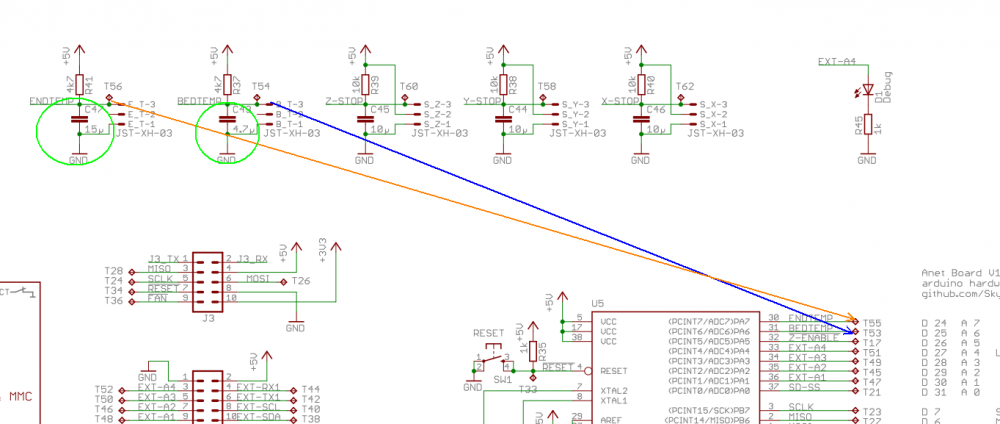
Bonjour à tous, Une réponse rapide, le temps me manquant en ce moment... La thermistance associée à la résistance de 4k7 forme un pont diviseur dont la tension de sortie évolue avec la valeur de la thermistance (et donc de la température). Il faudrait mesurer cette valeur proche de 5V normalement à température ambiante(4.7V) si je ne me trompe pas (entre les pins 1 et 3 du connecteur) C'est probablement le condo C47 en CC mais si la mesure au connecteur donne la bonne valeur de résistance / tension, alors c'est l'entrée analogique du µC correspondante qui est HS Il faudrait déjà inverser les connexions des thermistance HB et HE et voir ce que ça donne
 1 point
1 point -
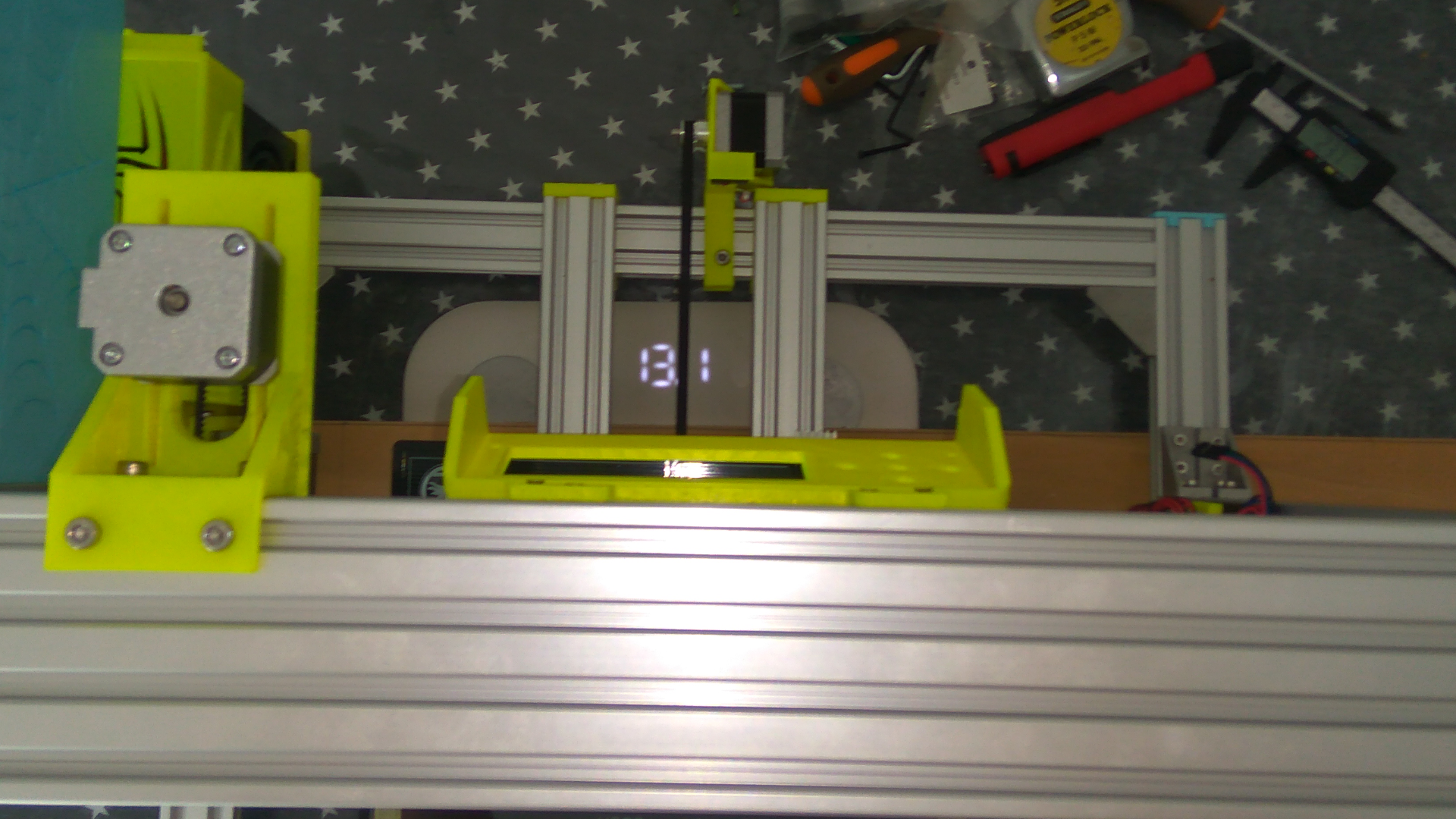
@mikebzh44ma balance xiaomi, n'a plus de virgule c'est une courroie 3D maintenant !!! Ça craint
 1 point
1 point -
dans ce cas là, c'est la distance entre la buse et le capteur, sur X et Y.1 point
-
@Gizmil à mon avis, c'est mort. Tu as du foirer le filetage niveau A/B vu l'angle. avec un peu de bol et le taraud qui va bien, tu peux peut être sauver l'affaire du B (en alu, c'est lui qui a bobo certainement) qui a du manger grave. Tu m'inquiètes un peu quand même niveau connaissances mécaniques (aucune moquerie de ma part, juste un constat, on ne peut pas tout connaître), je ne vois pas pourquoi ce style de pièce aurait un pas à gauche. EDIT----->>> oups désolé, j'étais sur la première page du topic, j'ai pas lu après et pense que ce problème est résolu depuis.... comme quoi, avant de l'ouvrir1 point
-
bon après des débuts "difficiles" les têtes commandées sont toutes arrivées à bon port. (enfin j'espère ) reste a régler un ou deux soucis de connecteurs, mais grâce à la bonne volonté et la patience de F1riv, ils ne seront plus qu'un mauvais souvenir. On en a profité avec F1riv pour améliorer la ventilation du filament, les tests sont en cours mais ça semble top ! je déclare donc que dès demain les têtes sont de nouveau dispo via le site et avec le connecteur officiel de la NEVA, pour la magis, une modification du câble d'origine est nécessaire car il est introuvable. Pour être raisonnable, le délai d'expédition est de une semaine via colissimo exclusivement. amitié à tous Olivier PS: ceux qui ont reçu leur tête avec l'ancienne ventilation peuvent obtenir la nouvelle gratuitement en m'en faisant la demande en MP. 2 options, j'envoie le nouveau corps avec la nouvelle ventil et vous la remplacez vous même, ou alors vous me renvoyez la tête et je vous remonte la nouvelle.1 point
-
Demain je m'attaque au BED, il y a de plus en plus plus de fils c'est pas bon pour moi Une bonne soirée à vous
 1 point
1 point -
1 point
-
En regardant tes photos de plus près, je crois avoir compris... la hotend doit impérativement être branchée pour pouvoir bouger le moteur de l'extrudeur, comme je te l'ai dit, une sécurité bloque le mouvement du E si tu n'es pas à 170° je pense que ton soucis vient de là1 point
-
1 point
-
Voilà les photos, on peut voir la différence entre une pièce sans alu et une chargée en alu. Je trouve le résultat plutôt sympa hormis les cotés, on ne voit pas trop la matière, c'est dommage...





 1 point
1 point -
par exemple : https://www.lesimprimantes3d.fr/faire-imprimer-en-3d/1 point
-
neva-fichiers step.zip1 point
-
0 points
-
si tu ne fais aucun effort tu n'apprendras jamais ,tu attends que les autres te livre l'info , aujourd'hui c'est le slicer , demain ça sera l'autolevel etc , je veux bien que l'on bute sur certains problemes mais il y a un minimum à connaitre perso je me suis pratiquement formé tout seul en lisant un maximum d'infos ,0 points











.thumb.jpg.8e4f3c7962529d5b54999ca8667a07c0.jpg)