Classement




Contenu populaire
Contenu avec la plus haute réputation dans 20/01/2019 dans Messages
-
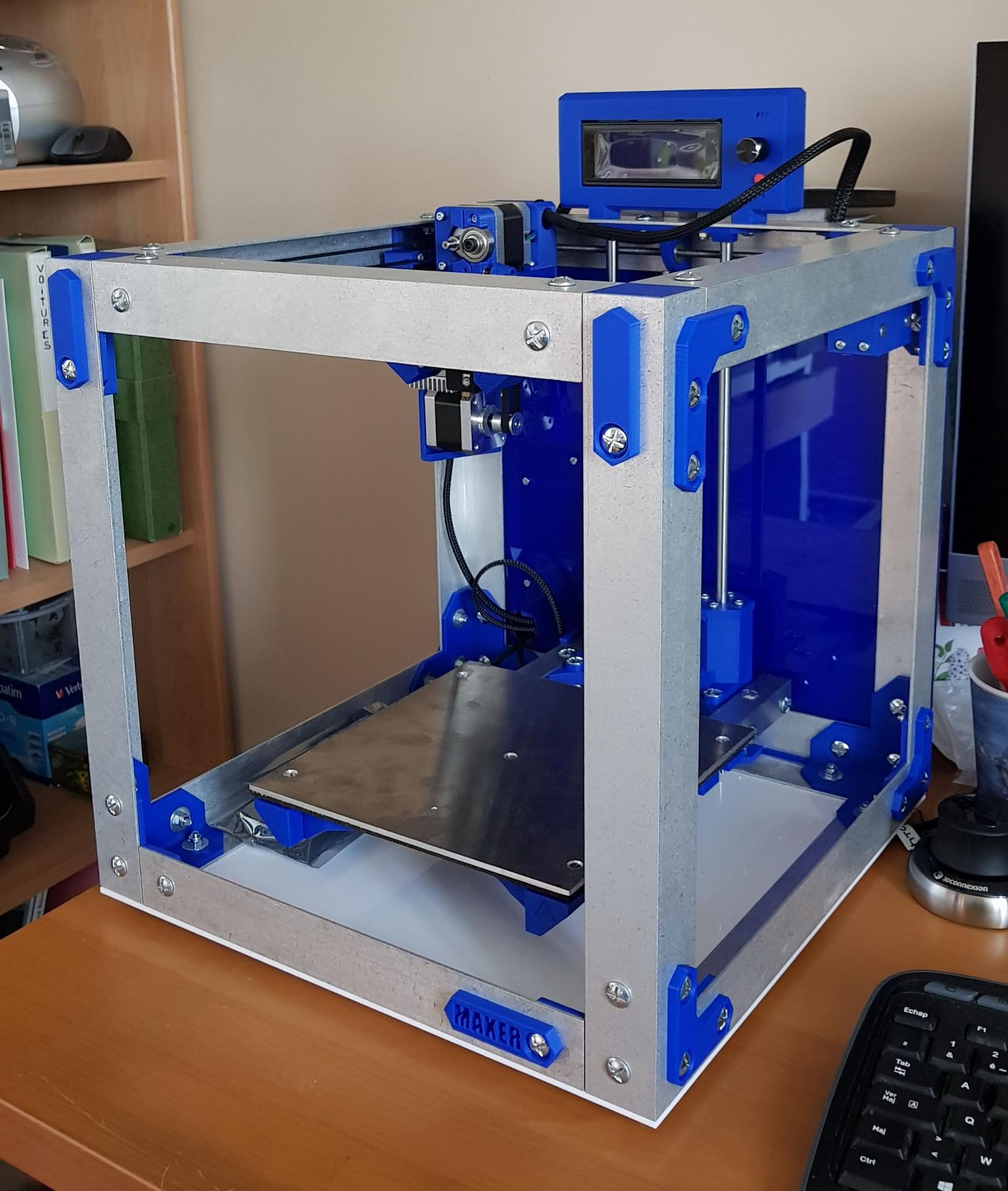
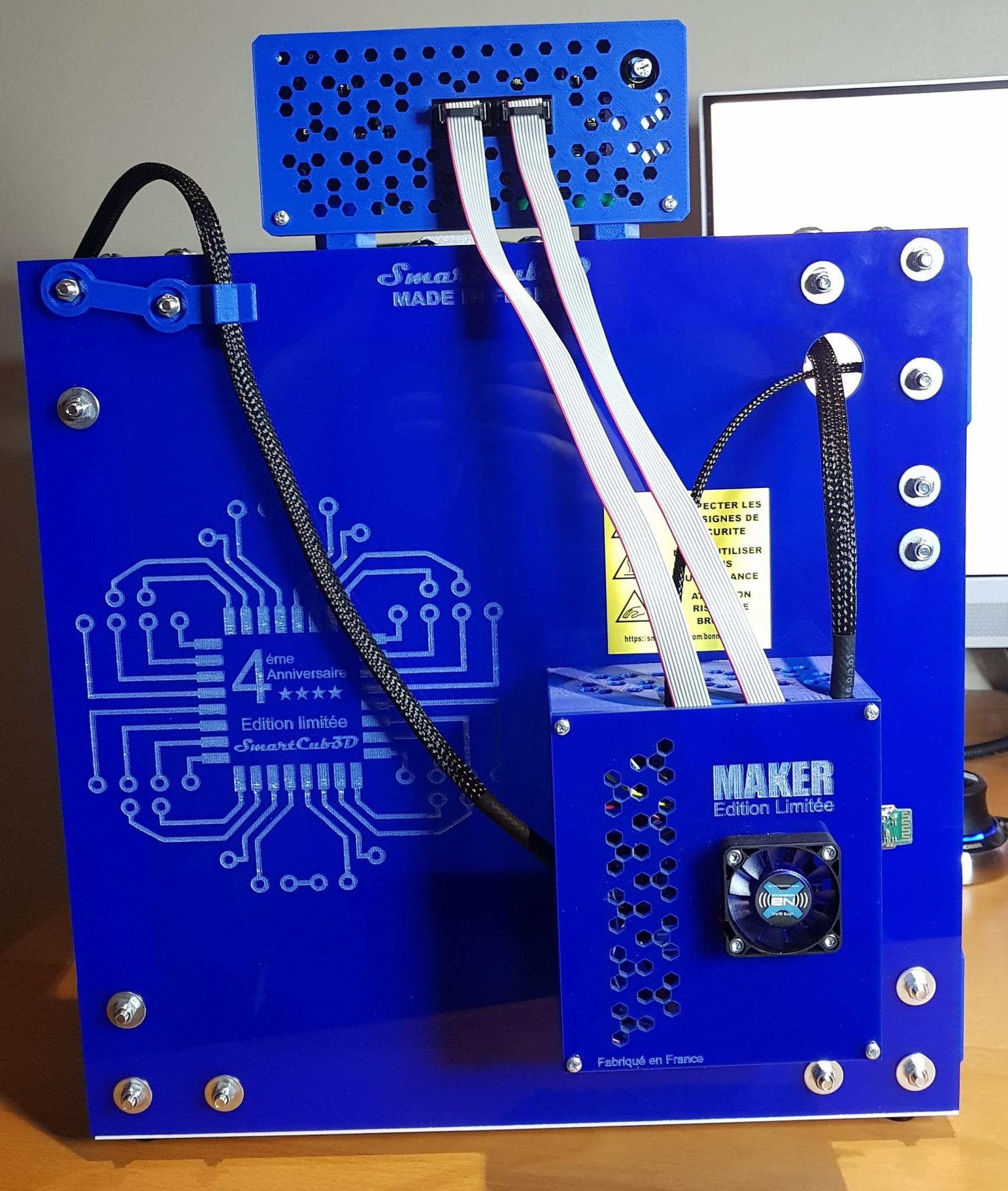
Pour Fêter son 4ème anniversaire, une SmartCub3D "Edition limitée - 4ème anniversaire"
 3 points
3 points -
Non et... oui... Tu n'est pas forcé de flasher le marlin... vu qu'il sera déjà configuré. Mais rien ne te garanti qu'il sera à jour... et il y a peu de chance, vu que la dernière mise à jour du firmware (Marlin) est sorti aujourd'hui. Mais en l'état, le kit est parfaitement utilisable pour faire fonctionner ton imprimante. Moi... je recommande de flasher le firmware, ne serait-ce que pour mettre à jour... et accessoirement basculer la langue du boitier en "Français" et gagner quelques options de réglages supplémentaires directement accessible sur le boitier de contrôle. Mais... quand tu auras ton multimètre... il sera tout de même utile de vérifier ce soucis de Vref sur le driver... PS : attention les délais de livraison, sur le lien d'Amazon est de près de 3 à 4 semaines.2 points
-
Hello Juste un petit truc... Quand on fait un téléversement, certains trucs sont pris en compte tout de suite et d'autres pas (mais on sait pas trop lesquels) Mon conseil à deux balles (si tant est que ça puisse servir...) c'est : - dès que le téléchargement est terminé, faire sur le LCD "Restaurer défaults" - puis "Initialiser EEPROM" C'est le seul moyen d'être sûr que tout a été pris en compte2 points
-
forcement si tu met un "o" a la place du 0 dans Y-MIN_POS .........2 points
-
bonjour pour les possesseur d’écran graphique 128x64 équiper d'un buzzer et sous marlin, il est possible de faire joué de la musique a votre buzzer typiquement en fin de print pour ce faire il faut activé une ligne dans le configuration.h #define SPEAKER une fois ceci fait votre buzzer peut joué des fréquence pendant un certain délais via des commandes Gcode il suffit de télécharger le zip de ce topic et de le décompresser pour obtenir un choix de 11000 musique convertie en Gcode on va donc ouvrir pronterface, ouvrir un gcode et lancer comme un print pour joué la musique ont peut également mettre quelle que gcode sur la carte sd et lancer depuis l'imprimante une fois notre choix effectué il faut simplement ouvrir le gcode avec un éditeur de texte comme notepad++ par exemple, copier l'ensemble des lignes et aller les installer dans notre slicer comme cura dans la partie "Gcode de fin" Converted_RTTL_RingTones.zip1 point
-
Je ne le connais pas, mais j'ai juste envie de te dire, go faire découper une plaque en verre à 5€ ou un mirroir de chez Ikea, y'a pas à dire mais on a jamais fais mieux et surtout à ce prix.1 point
-
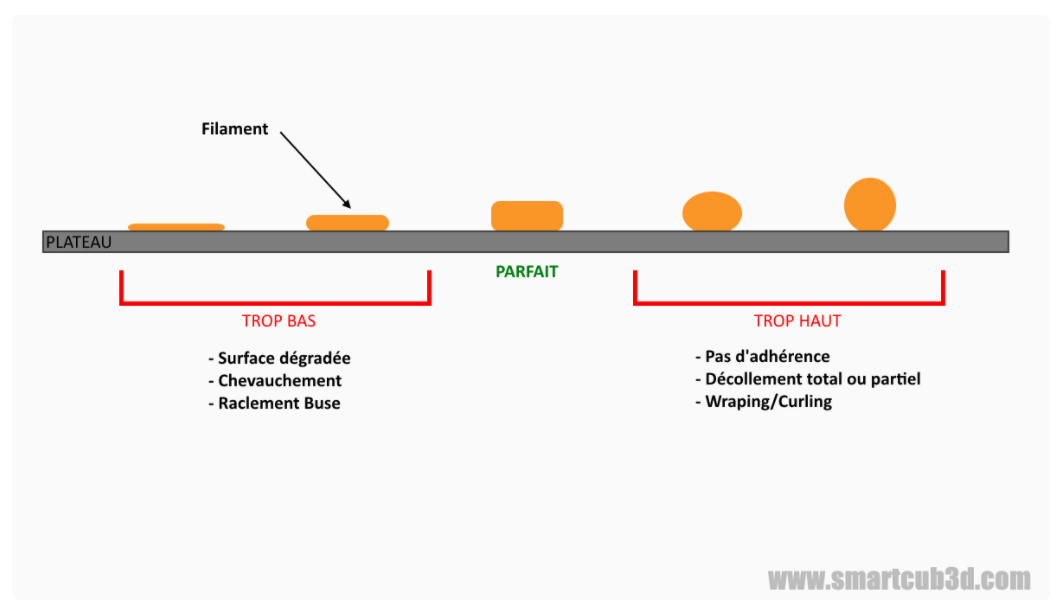
Le capteur de fin de course n'a rien à voir la dedans, puisque tu règle ton plateau en fonction de lui... Pour ton débit c'est bien simple, tes impressions faites en mode vase doivent avoir une paroi de 0.44 à 0.48mm de large, si tu n'obtiens pas ces valeurs c'est que ton réglage n'est pas bon et il faut le refaire en conséquences. en ce qui concerne la première couche voici une image qui représente bien ce que tu dois obtenir avec un bon réglage et un plateau bien plat :
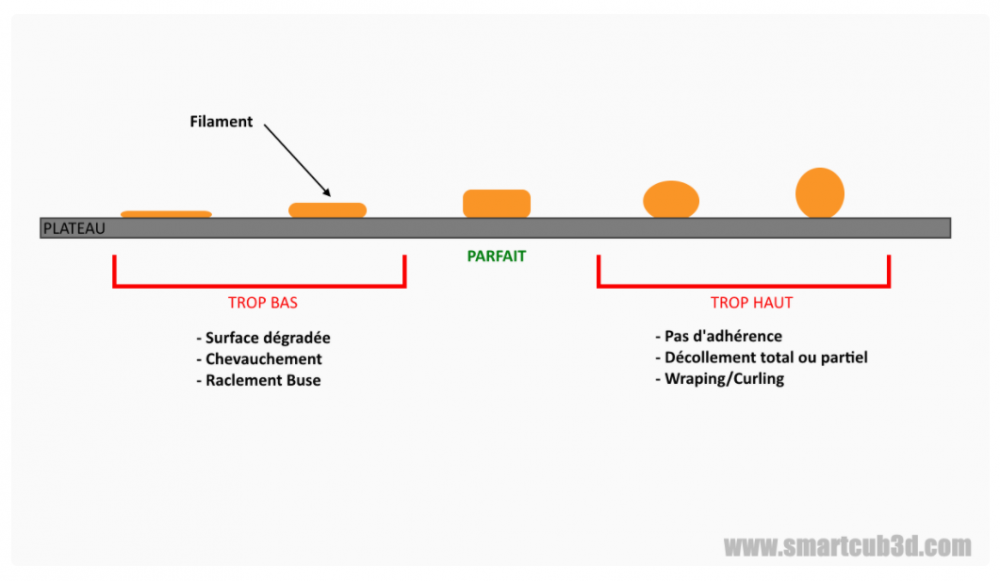 1 point
1 point -
OK Moi, protéine animale préférée du Gitan, je précise ma pensée. Certains diraient même "je déculotte ma pensée".... Les accouplements souples en alu se sont retrouvés dans les imprimantes 3D par un effet de hasard et de nécessité. Un jour un gars a dû se dire Tiens si j'essayais ça, ça POURRAIT marcher, et tout le monde a copié (bêtement) Y compris les Chinois qui sont de très bon copieurs mais de piètres concepteurs. Ces organes sont initialement faits pour relier un codeur à un autre organe en rotation sans pour autant nécessiter un alignement rigoureux, parce qu'un codeur, dispositif fragile et sensible, ne doit pas subir de contrainte, ni axiale ni radiale. Rien n'empêche un accouplement souple de se tasser ou de s'étirer à sa guise, et c'est bien ça le problème. A fuir comme la peste !1 point
-
Dès fois, je me surprends tellement je suis bon (et parfait)1 point
-
Les vis de maintient de l'écrou axe Z doivent être à pêne serrées pour permettre à l'écrou de glisser pour compenser les défauts d'alignement et de faux rond de la vis mère des Z sinon cela fait un point dure et le moteur saute des pas1 point
-
Comme quoi, je dis pas toujours des co***ries (même si ça m'arrive de le faire ). Content d'avoir pu aider (ce qui est la raison d'être principale de ce forum) .1 point
-
Pour le 'claque' de l'extrudeur, j'ai eu le même soucis ! j'ai fini par tout démonter (hotend), tube nylon etc... et effectivement avec un foret métal j'ai enlevé du PLA qui était resté coincé dans la pièce qui ce trouve dans le radiateur de refroidissement. j'en ai profité pour changer de buse(acier inoxydable) et maintenant c'est nickel ! Car si ton moteur d'extrusion 'claque' c'est par qu'il dépasse son couple, donc : - Soit c'est coincée quelque part entre l'extrudeur et ta tête - Soit tu pousse trop vite - soit la température du filament est trop juste perso j'ai fait des tests en extrudant 50mm à chaque fois.1 point
-
Je viens d'essayer, c'est rigolo1 point
-
Dans l'absolue, tu as raison, ça pourrait aider sur les blocages, MAIS, et j'en ai fait la douloureuse expérience, plus les coupleurs sont souple plus tu as de décalages de couches sur l'axe X. Dès que je peux j'upload une photo comparative qui montre le problème (il faut que je reconstitue mon dossier photos sur mon pc suite à un formatage). PS La seule vraie solution sur les décalages c'est de remplacer les axes et mettre des coupleurs rigides (les deux actions vont ensemble, c'est pas l'une ou l'autre). Ceci dit, il faudrait aussi qu'il vérifie qu'il n'a pas un lm8luu défectueux (les paliers dans les pièces blanches), c'est fréquent chez Anet. En espérant qu'il n'ait pas lubrifié avec de l'huile ou du wd40.1 point
-
1 point
-
Merci. cdlt1 point
-
Logique. Il considère que le endstop virtuel X Max est au droit du plateau. Comme ton palpeur est à gauche du bloc buse, il garde la place pour éviter le Grrrr. S'il te reste de la course après le bord du plateau, cela se règle aussi : // Travel limits (mm) after homing, corresponding to endstop positions. #define X_MIN_POS 0 #define Y_MIN_POS 0 #define Z_MIN_POS 0 #define X_MAX_POS X_BED_SIZE #define Y_MAX_POS Y_BED_S Au lieu de mettre X_bed_size, tu mets la longueur de ton choix. cdlt1 point
-
Bien vu Windaube pour les Step. Effectivement, on aurait du commencer par ca ! Pour les contrôler, tu mets la buse ou tu veux sur le plateau et tu envois une commande +50mm. Ensuite, tu mesures la distance parcourue par la buse. Pareil pour le Y. Ca done : G28 G1 X80 Y100 G1 X130 tu doit retrouver 50mm en X entre les deux positions de la buse Pareil pour le Y.1 point
-
Salut, je répond au plus vite mais comme on ne connais ni ton type d'imprimante, ni ton type de filament, ni les températures cette réponse ne te feras pas avancé plus ... J'aime bien les gens préssés ...1 point
-
Merci de l'info J'ai pas le temps ce dimanche mais je compte l'installer dans la semaine. Je vais imprimer un benchy cette aprem pour avoir un point de comparaison. Je vais faire un sujet dans la section alfawise quand ce ce sera prêt1 point
-
Salut, - Vérifies les connections de tes moteurs Z (les pins des moteurs, les câbles) et leurs bons branchements (Z1/Z2) - desserres les coupleurs souples et avec par exemple le programme Repetier-Host, vérifes que les moteurs tournent bien (sans être sous contraintes) ou par le menu de l'imprimante (menu - position - Z Pos Fast - touches haut/bas) pour le menu stock. - vérifies par la même occasion si il n'existe pas de points durs en effectuant une rotation manuelle de tes axes Z - tige filetée et axe moteurs ne s'insère que d'environ 5 mm dans le coupleur souple.1 point
-
bonjour a tous niveau des pas moteur par mm tu a laisser d'origine ou tu a calculer ?1 point
-
Bonsoir, Ta buse et ton heatbreak/PTFE sont très probablement bouchés/endommagés. L'acétone n'est pas DUTOUT une solution et ne mènera à rien. Je t'invite à lire ce tuto de @deamoncrack et de bien prendre le temps de le faire.1 point
-
Attend un peu avant de crier victoire1 point
-
https://www.thingiverse.com/thing:33590981 point
-
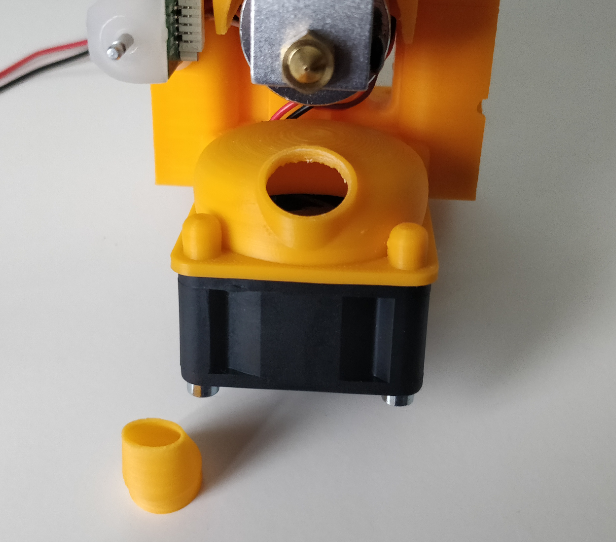
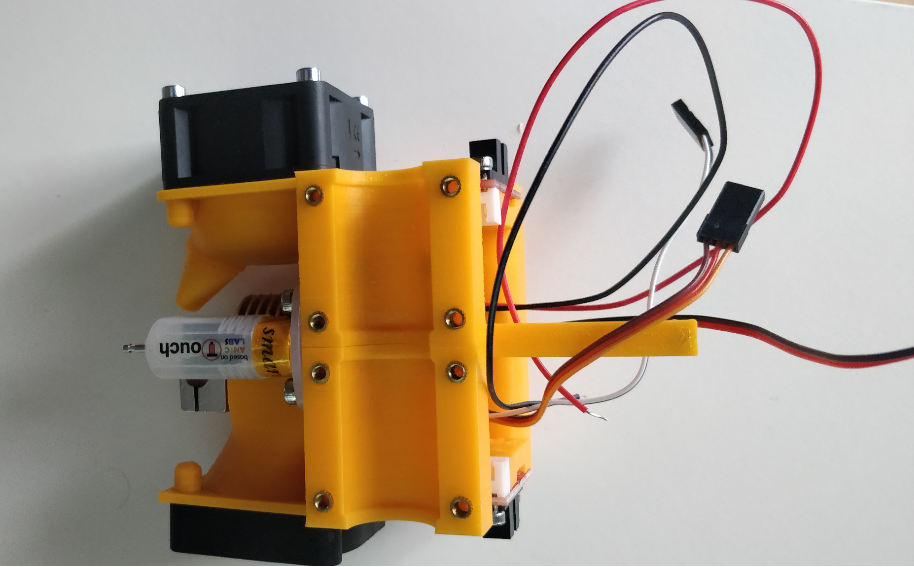
@fran6p : merci ! ça fait plaisir. Les hotends utilisées sont des creality (pour les radiateurs et les heatbreak). J'ai remplacé les blocs de chauffe par des modèles céramique (cylindriques) beaucoup plus légers et rapides en chauffe. Je ne vais pas tarder à publier tout cela sur thingiverse ... ainsi que 2 ou 3 autres petites choses1 point
-
Hello @Zatsit, Reçois tous mes vœux de bonne et heureuse année. Mon souhait pour 2019 ? Devines ! Un kit Zatsit, bien sûr ! Je crois que je ne suis pas le seul à désirer des nouvelles de l'avancement du projet. Ça s'impatiente aussi dans les commentaires de Kitstarter. Pourrais-tu nous en dire un petit mot, même si c'est pour nous annoncer un nouveau délai ? Merci1 point
-
C'est le cas ?1 point
-
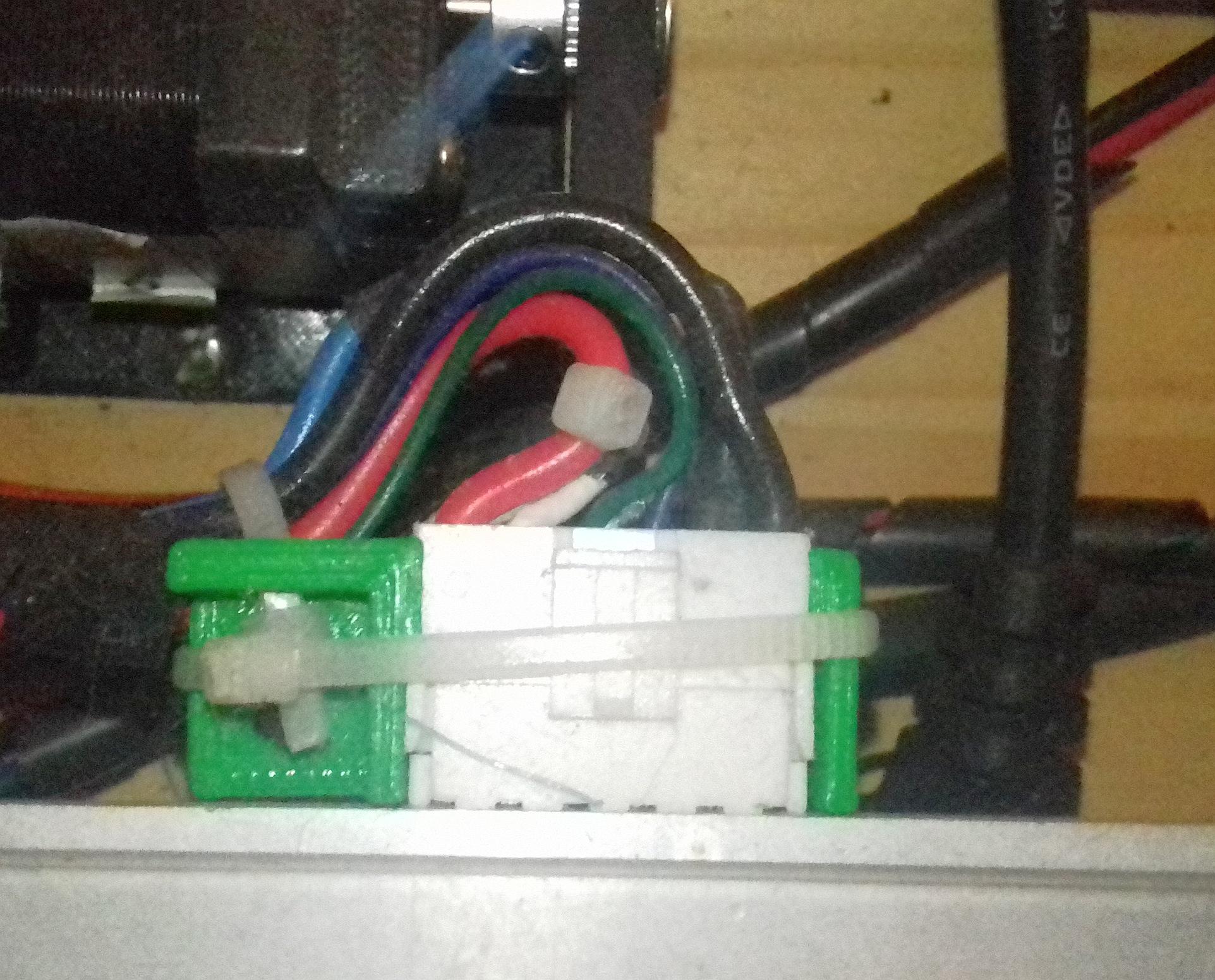
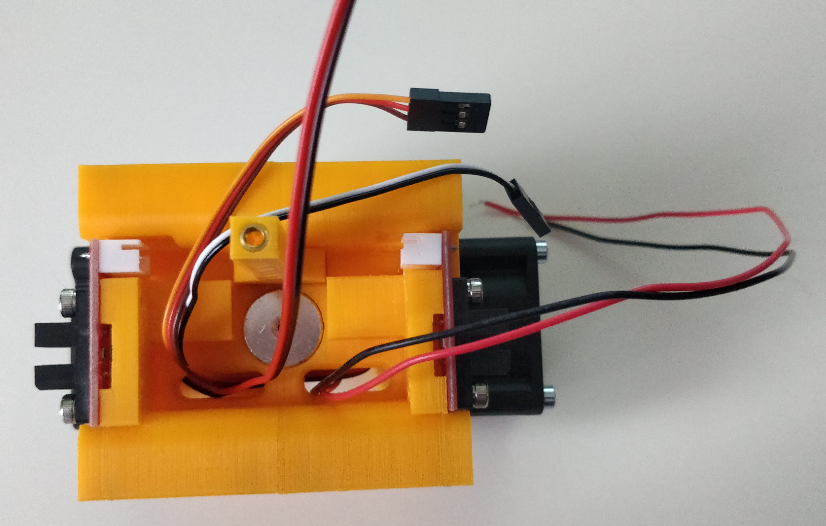
Bonjour à tous, Mes mesures : Imprimante : Anet A8 Tension alimentation : 12.02V Tension aux bornes du HB : 11.65V Mosfet externe maison avec FQP30N06 Section des conducteurs : 1.5 mm² doublés soit 3mm² Voilà... Edité : Détail de mon connecteur hotbed avec conducteurs doublés
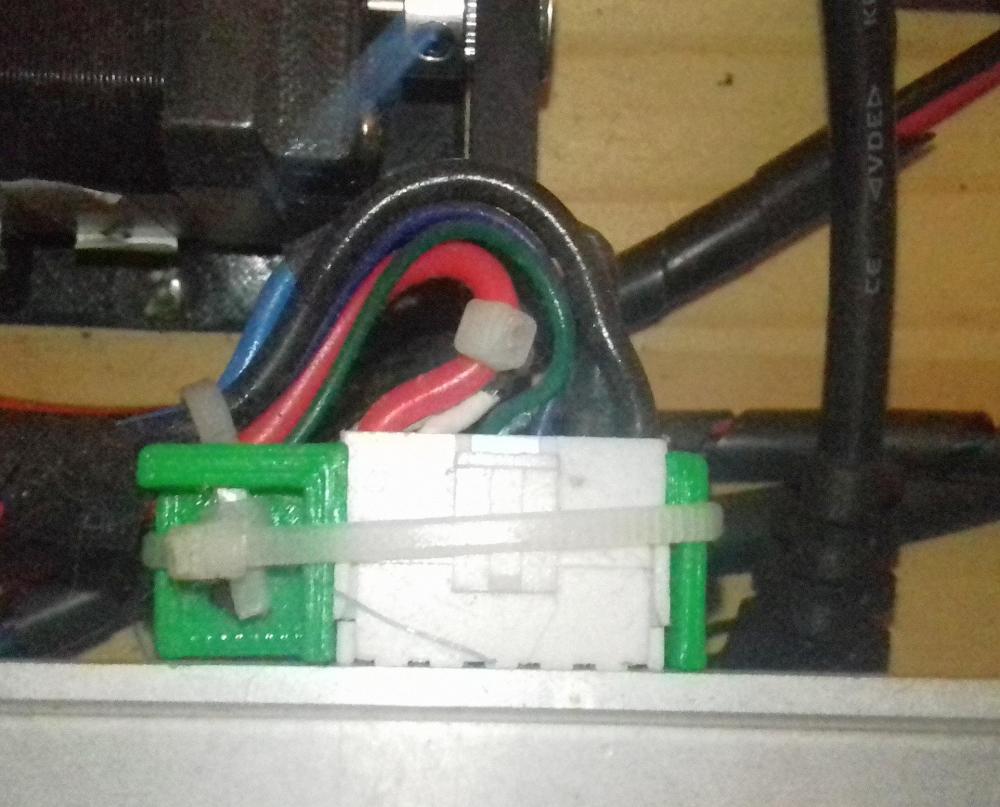 1 point
1 point -
Bonsoir, Voilà suite a la récupération de profile en 40X40 je vais refaire ma PRUSA I3 de A à Z en profilé 40X40 Toute les pièces plastique seront redessinées par mes soins Le châssis de base sera double 40X40 dimensions 500 x 600mm AXE en 10mm avec guides en horizontale pour le chariot X. Dans un premier temps je reste sur le plateau en 220X220 et ensuite je passerai en 330X330 comme sur mon hypercube. Hauteur de 600mm Photo de ma PRUSA I3 qui fonctionne très bien mais qui n'a jamais été finalisée, priorité à mon hypercube. Mon stock de profilé 40X40 a trier et découper Voilà du pain sur la planche en perspective lion02
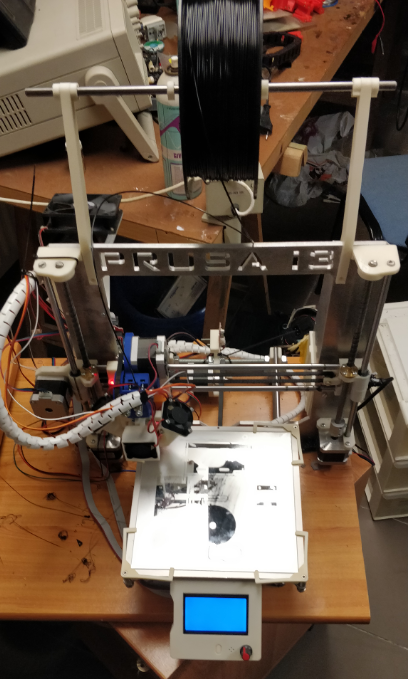
 1 point
1 point -
Quelle entrée en matière sympathique... C'était simplement un conseil de bon sens quand je vois tes capacités en bricolage... Tu vas bientôt avoir plein de "copains" sur le forum si tu réagis de cette façon...1 point
-
Après avoir passé du temps sur les systèmes de refroidissement qui sont maintenant au point je galère sur le glissement du chariot X qui doit être impeccable avec les misumi. Je dois pas être loin de 2k de fil ABS pour la mise au point de ces pièces. Ci dessous l'état d'avancement, les derniers print sont en cours pour finaliser ce chariot X, ouf+ Le jour J pour les essais se rapproche lion02
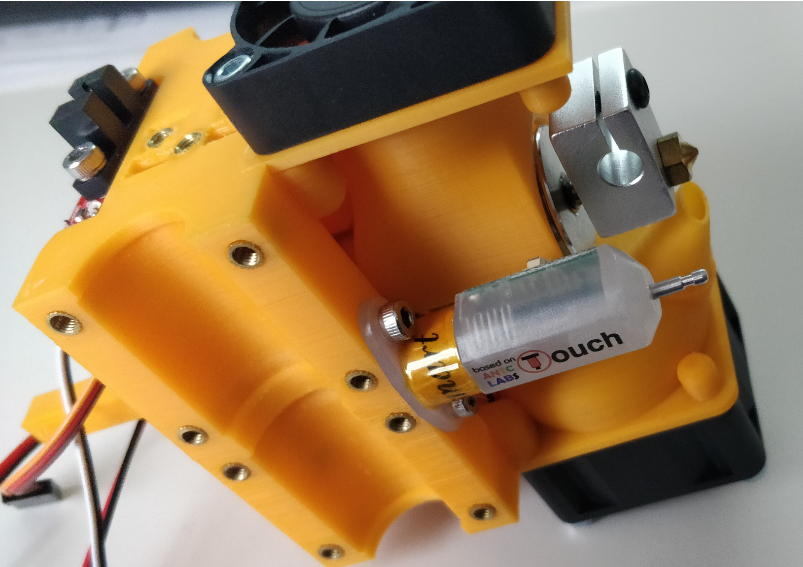
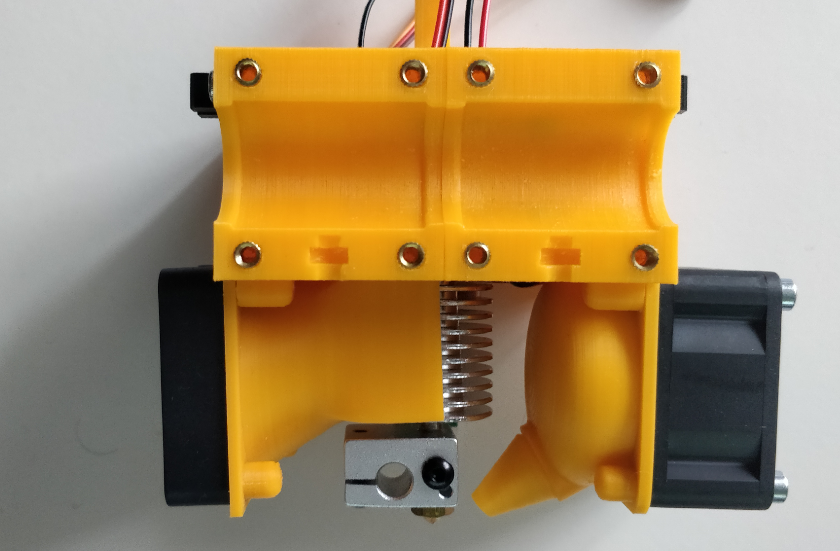
 1 point
1 point -
TMC2208Stepper-0.2.5.zip Configuration.h /** * Stepper Drivers * * These settings allow Marlin to tune stepper driver timing and enable advanced options for * stepper drivers that support them. You may also override timing options in Configuration_adv.h. * * A4988 is assumed for unspecified drivers. * * Options: A4988, DRV8825, LV8729, L6470, TB6560, TB6600, TMC2100, * TMC2130, TMC2130_STANDALONE, TMC2208, TMC2208_STANDALONE, * TMC26X, TMC26X_STANDALONE, TMC2660, TMC2660_STANDALONE, * TMC5130, TMC5130_STANDALONE * :['A4988', 'DRV8825', 'LV8729', 'L6470', 'TB6560', 'TB6600', 'TMC2100', 'TMC2130', 'TMC2130_STANDALONE', 'TMC2208', 'TMC2208_STANDALONE', 'TMC26X', 'TMC26X_STANDALONE', 'TMC2660', 'TMC2660_STANDALONE', 'TMC5130', 'TMC5130_STANDALONE'] */ #define X_DRIVER_TYPE TMC2208 #define Y_DRIVER_TYPE TMC2208 #define Z_DRIVER_TYPE DRV8825 //#define X2_DRIVER_TYPE A4988 //#define Y2_DRIVER_TYPE A4988 //#define Z2_DRIVER_TYPE A4988 #define E0_DRIVER_TYPE A4988 #define E1_DRIVER_TYPE DRV8825 // (pour mon deuxième moteur Z) //#define E2_DRIVER_TYPE A4988 //#define E3_DRIVER_TYPE A4988 //#define E4_DRIVER_TYPE A4988 // Enable this feature if all enabled endstop pins are interrupt-capable. // This will remove the need to poll the interrupt pins, saving many CPU cycles. //#define ENDSTOP_INTERRUPTS_FEATURE //Modifié suite TMC2208 ADV.h // Moves (or segments) with fewer steps than this will be joined with the next move #define MIN_STEPS_PER_SEGMENT 6 /** * Minimum delay after setting the stepper DIR (in ns) * 0 : No delay (Expect at least 10µS since one Stepper ISR must transpire) * 20 : Minimum for TMC2xxx drivers * 200 : Minimum for A4988 drivers * 500 : Minimum for LV8729 drivers (guess, no info in datasheet) * 650 : Minimum for DRV8825 drivers * 1500 : Minimum for TB6600 drivers (guess, no info in datasheet) * 15000 : Minimum for TB6560 drivers (guess, no info in datasheet) * * Override the default value based on the driver type set in Configuration.h. */ #define MINIMUM_STEPPER_DIR_DELAY 650 /** * Minimum stepper driver pulse width (in µs) * 0 : Smallest possible width the MCU can produce, compatible with TMC2xxx drivers * 1 : Minimum for A4988 stepper drivers * 1 : Minimum for LV8729 stepper drivers * 2 : Minimum for DRV8825 stepper drivers * 3 : Minimum for TB6600 stepper drivers * 30 : Minimum for TB6560 stepper drivers * * Override the default value based on the driver type set in Configuration.h. */ #define MINIMUM_STEPPER_PULSE 2 /** * Maximum stepping rate (in Hz) the stepper driver allows * If undefined, defaults to 1MHz / (2 * MINIMUM_STEPPER_PULSE) * 500000 : Maximum for A4988 stepper driver * 400000 : Maximum for TMC2xxx stepper drivers * 250000 : Maximum for DRV8825 stepper driver * 150000 : Maximum for TB6600 stepper driver * 130000 : Maximum for LV8729 stepper driver * 15000 : Maximum for TB6560 stepper driver * * Override the default value based on the driver type set in Configuration.h. */ #define MAXIMUM_STEPPER_RATE 25000001 point
-
Depuis que j'ai mis une plaque de verre, même avec un bon leveling, sans laque ça n'adhère pas plus de 20 minutes! Franchement, niquer plusieurs heures de print non merci, un petit coup de laque et c'est safe! Chacun son trip!!1 point
-
Modèle d'Anet : A8 Type & modèle de l'extrudeur : Stock Filament : PLA Rouge De chez : Ice filament Température d'impression : 200°C Lit : 55°C Filament : PLA Blanc De chez : Alunar Température d'impression : 180°C Lit : 60°C Filament : PET Transclear De chez : Ice filament Température d'impression : 180°C Lit : 60°C Surface d'impression : Buildtak rincé TPPT + nouveau buildtack Support : aucun (juste des radeaux pour les cylindres Transclear du O D et A) Slicer : IceSL - Slicer Temps d'impression total : 113h11mm Dimensions : 963mm*50mm*126mm


 1 point
1 point -
Hello, Je viens de faire quelques MàJ sur le Tuto : Calibrage de l'écran après la MàJ du Firmware Ajout d'infos sur le calibrage du thin wall Ajout du Calibrage de Température à l'aide du Gcode de @PrBifidus @Hervé-34 : En mode "Recommandé" il me semble que le infill est à 20% Dans tous les cas, les tests sont des tests du coup, température entre 205 et 210° pour la buse, entre 50 et 60° pour le plateau, une impression en vitesse "standard" entre 50 et 60 mm/s, un infill basique (ligne/honeycomb ou autre) de 15 / 20%, et une hauteur de couche à 0.2 sans support ça suffit pour lancer le test et ajuster ensuite. Je m'attelle à la suite du Tuto avec les "premières améliorations de sont U20"1 point







.thumb.jpeg.9a4019c4378b9b868774b9f3b684a811.jpeg)