Classement




Contenu populaire
Contenu avec la plus haute réputation dans 24/12/2019 Dans tous les contenus
-
effectivement , j'ai dit une connerie , j'en étais persuadé , je vais de ce pas me caché dans les méandres d'internet.....2 points
-
Jaloux moi ? Même pas, tu vois ! J'ai, grâce à Dieu * passé l'âge de jouer à qui a la plus grande, et t'façon j'aurais pas eu la place pour une brêle de s'te taille. Pitain ça c'est de la CN qu'a du poil aux pattes. L'ami Papir, faudra qui nous la présente, sa bébête. J'en suis déjà tout émoustillé..... * Façon de parler, hein : Dieu et moi, on est fâchés2 points
-
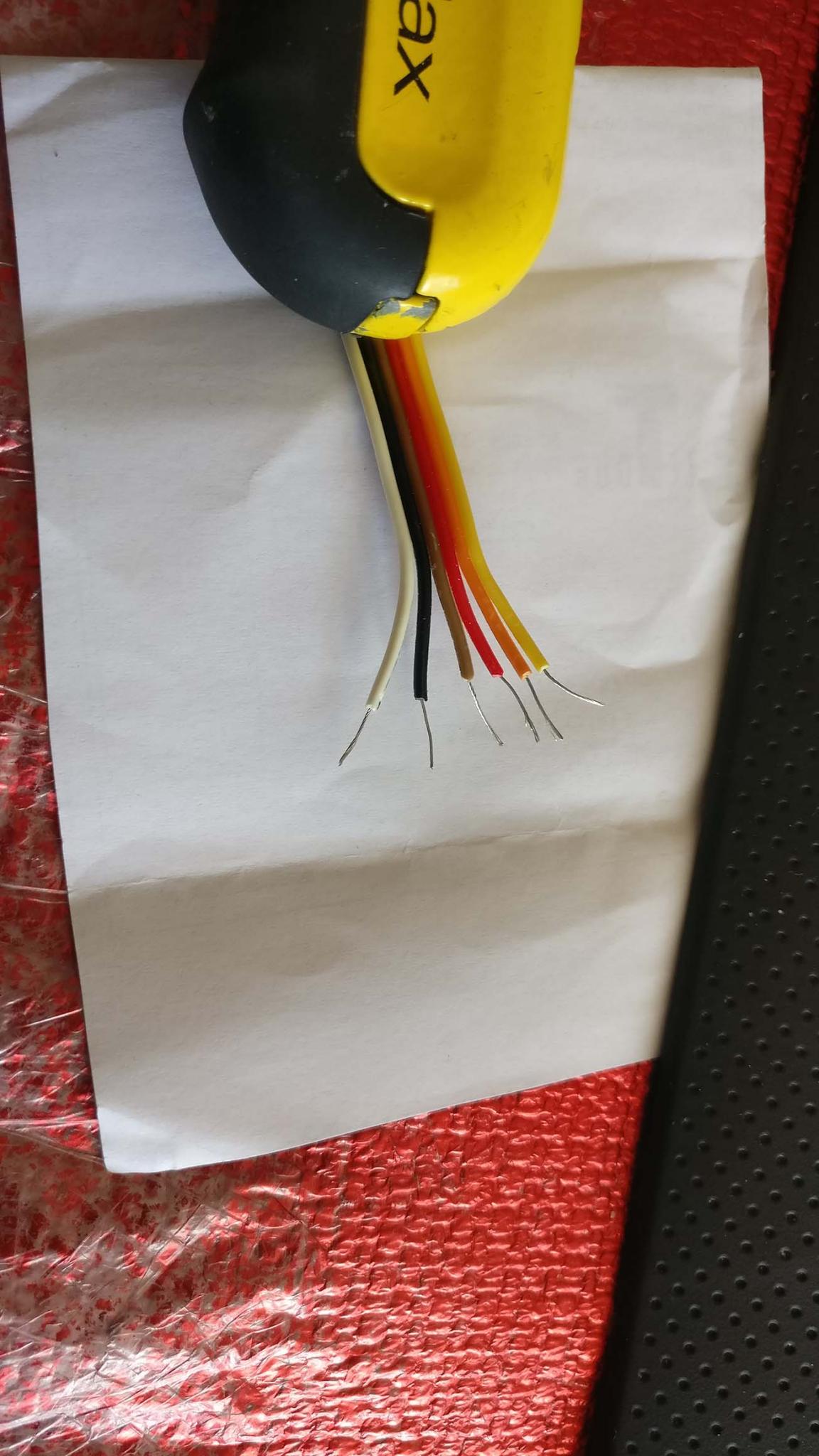
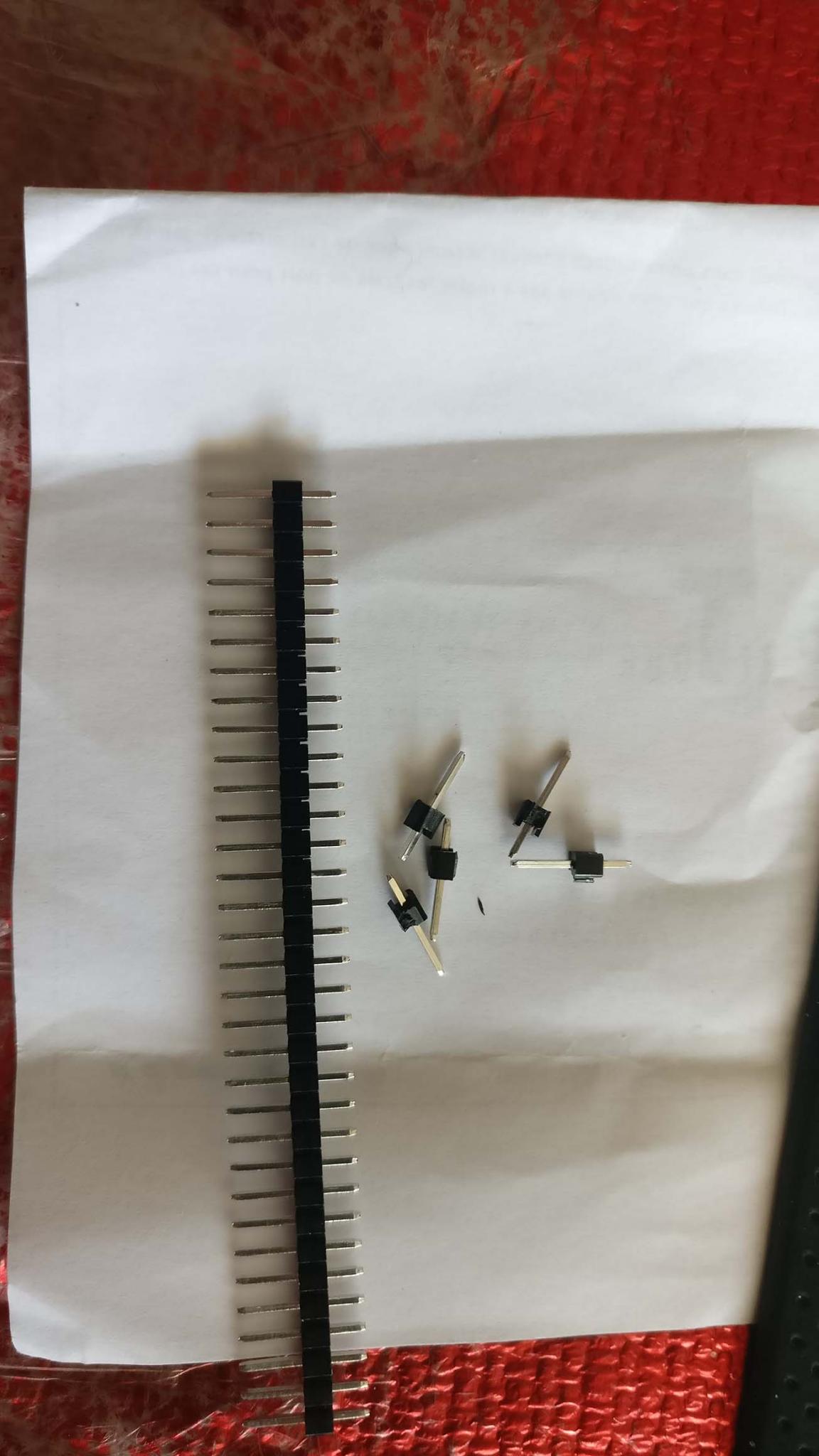
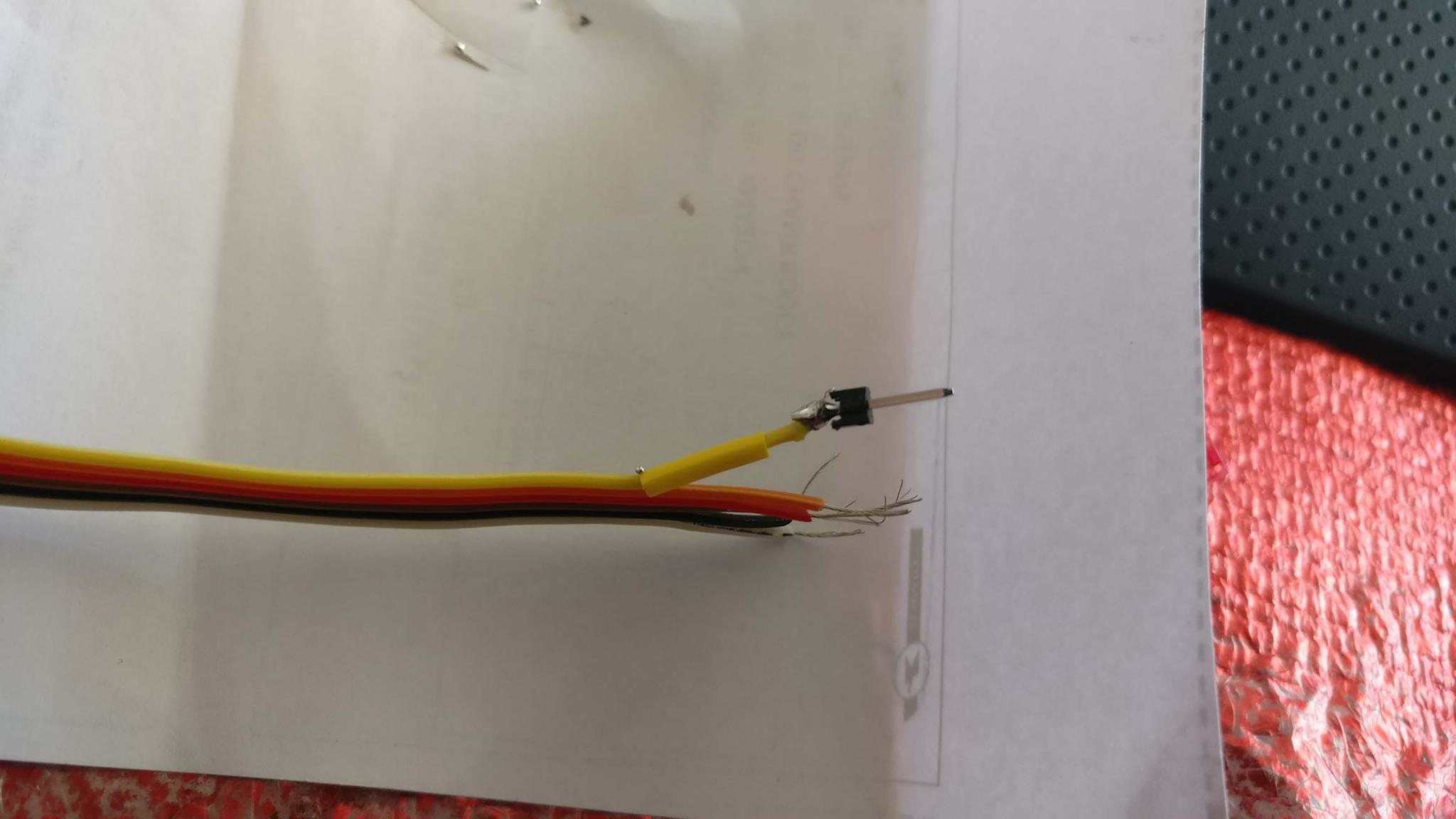
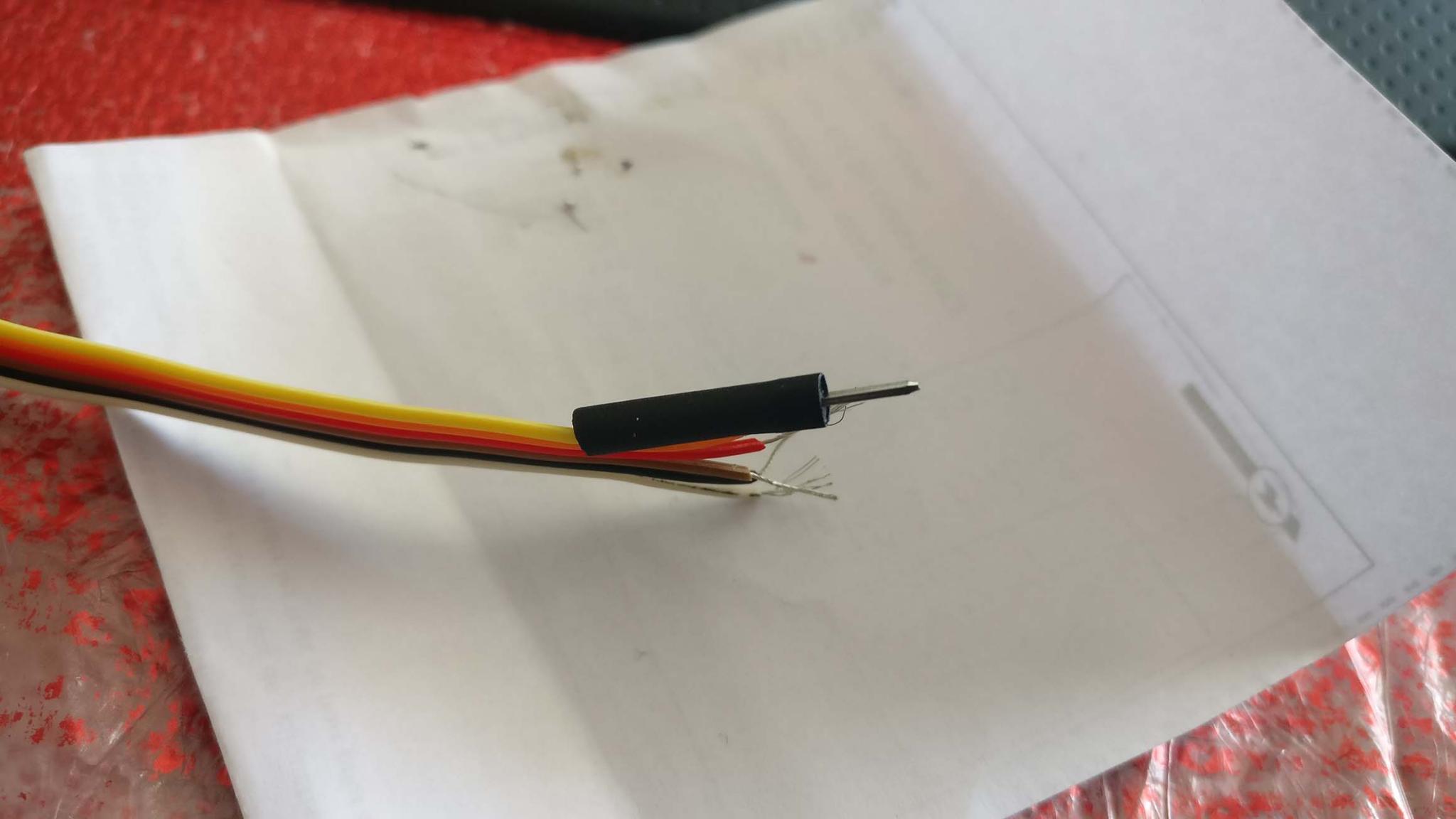
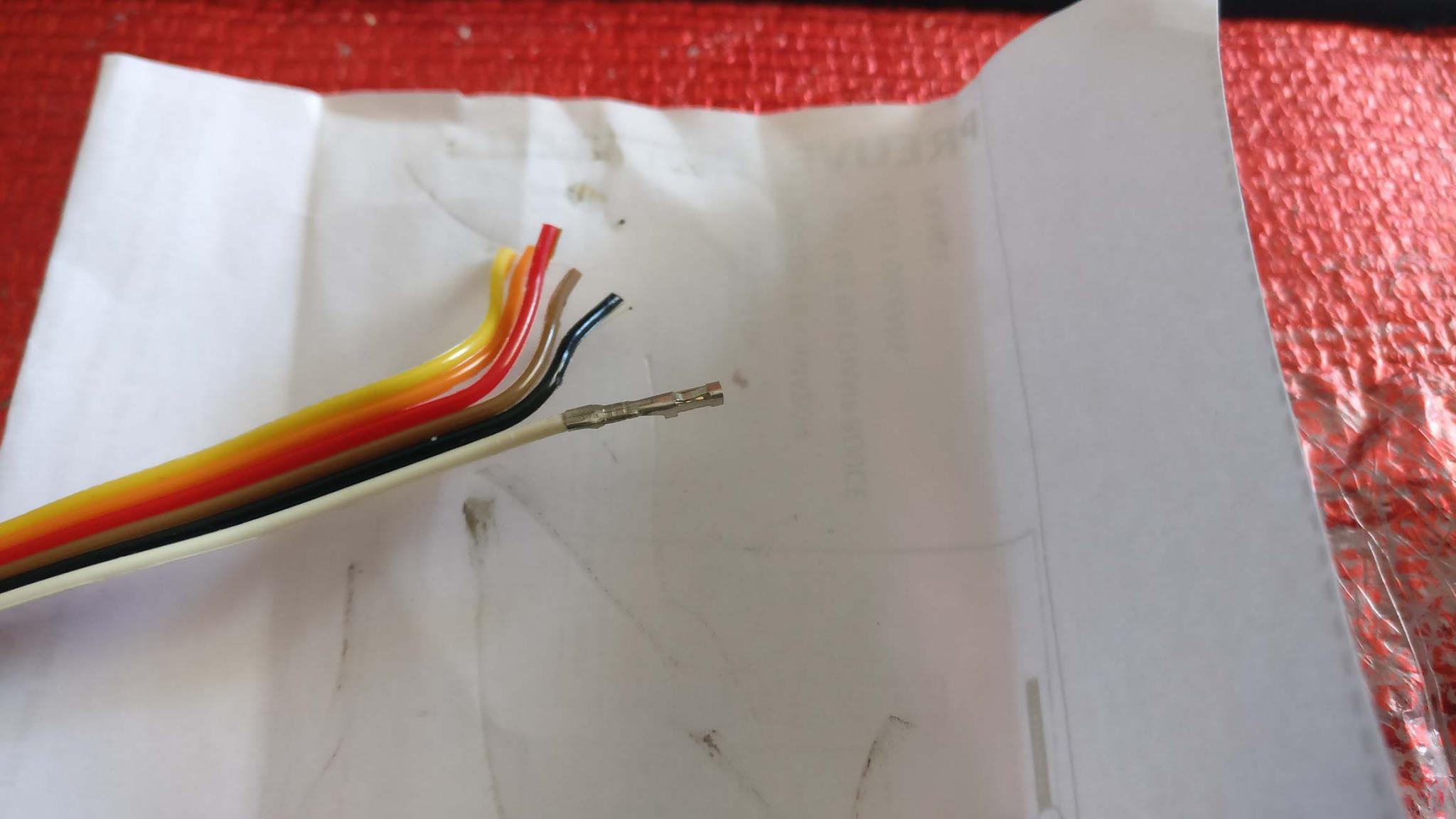
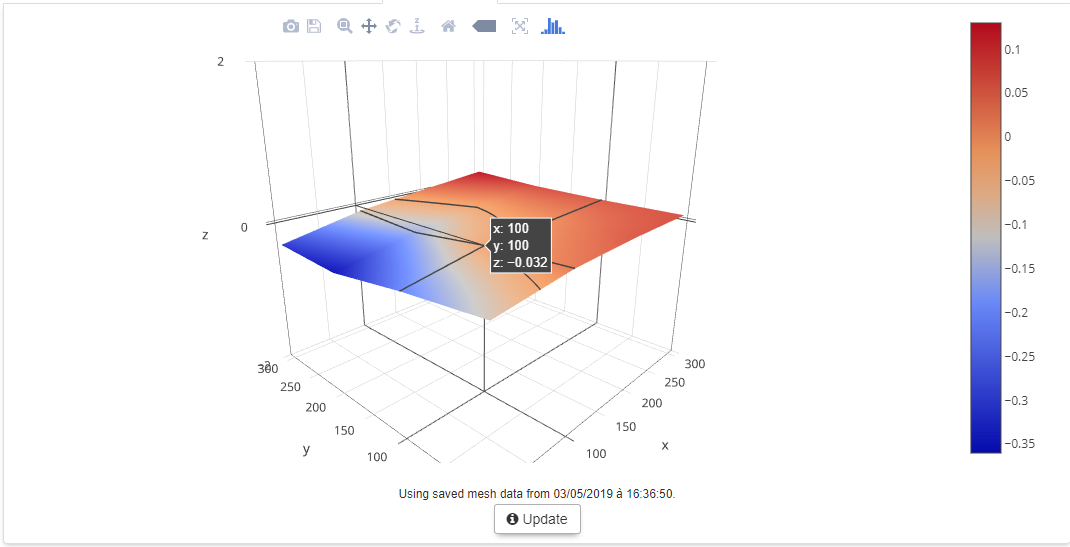
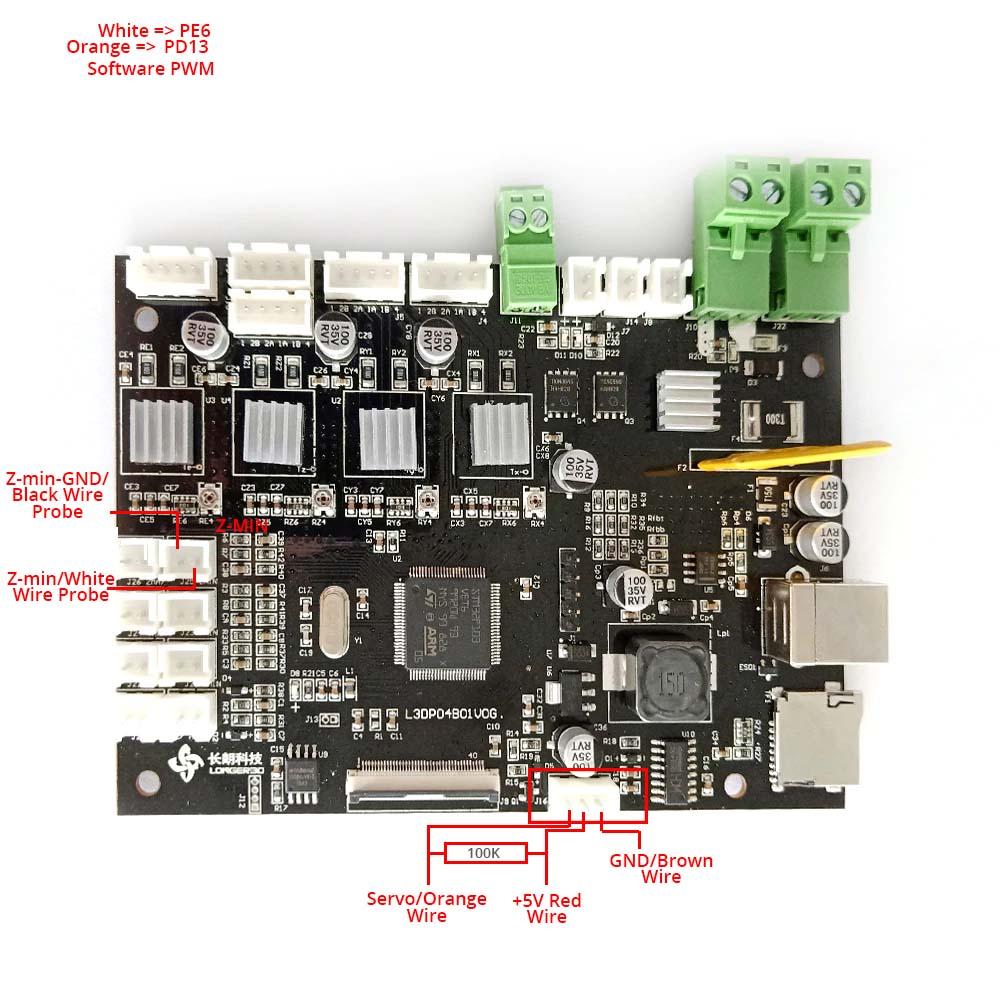
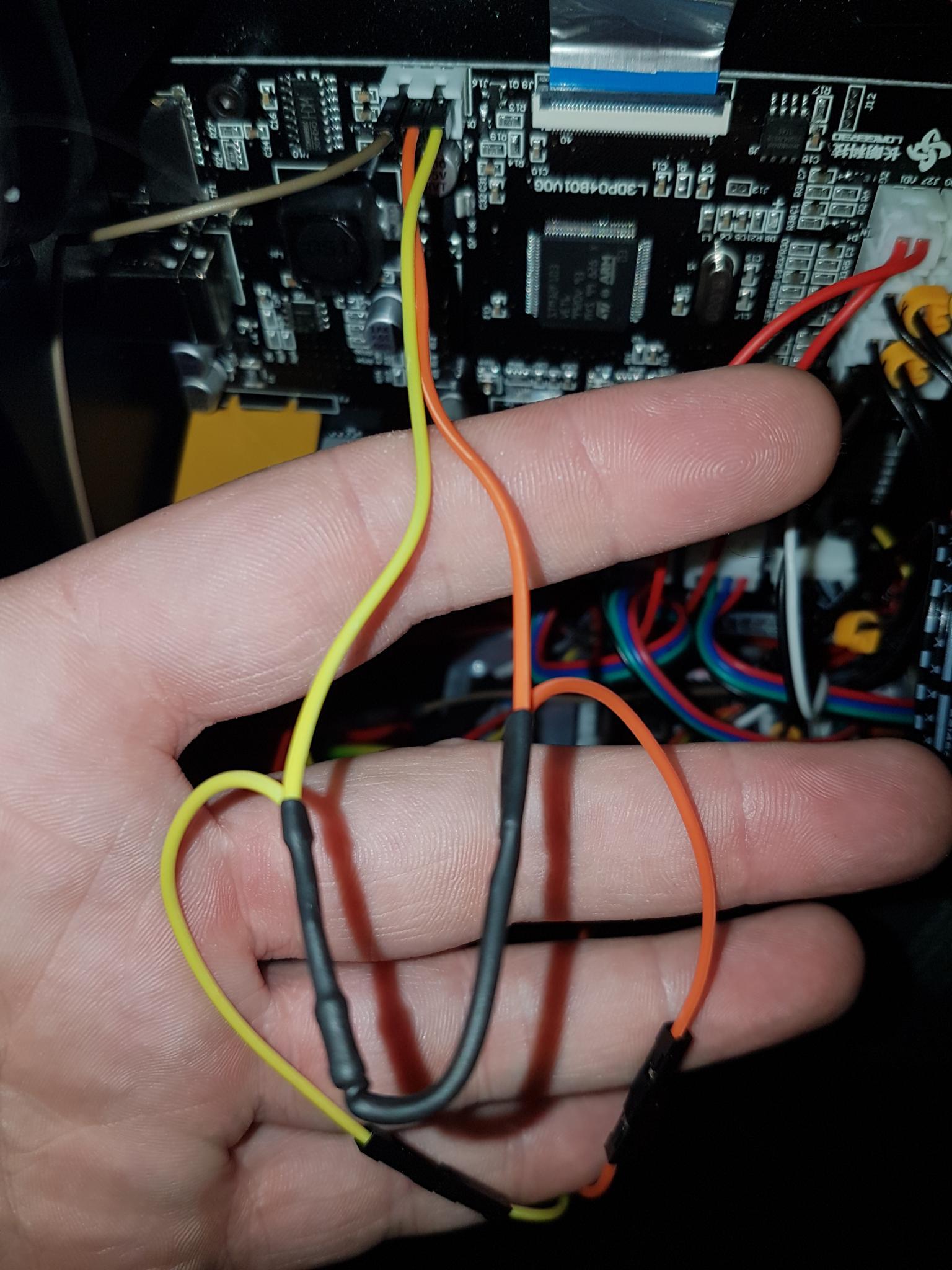
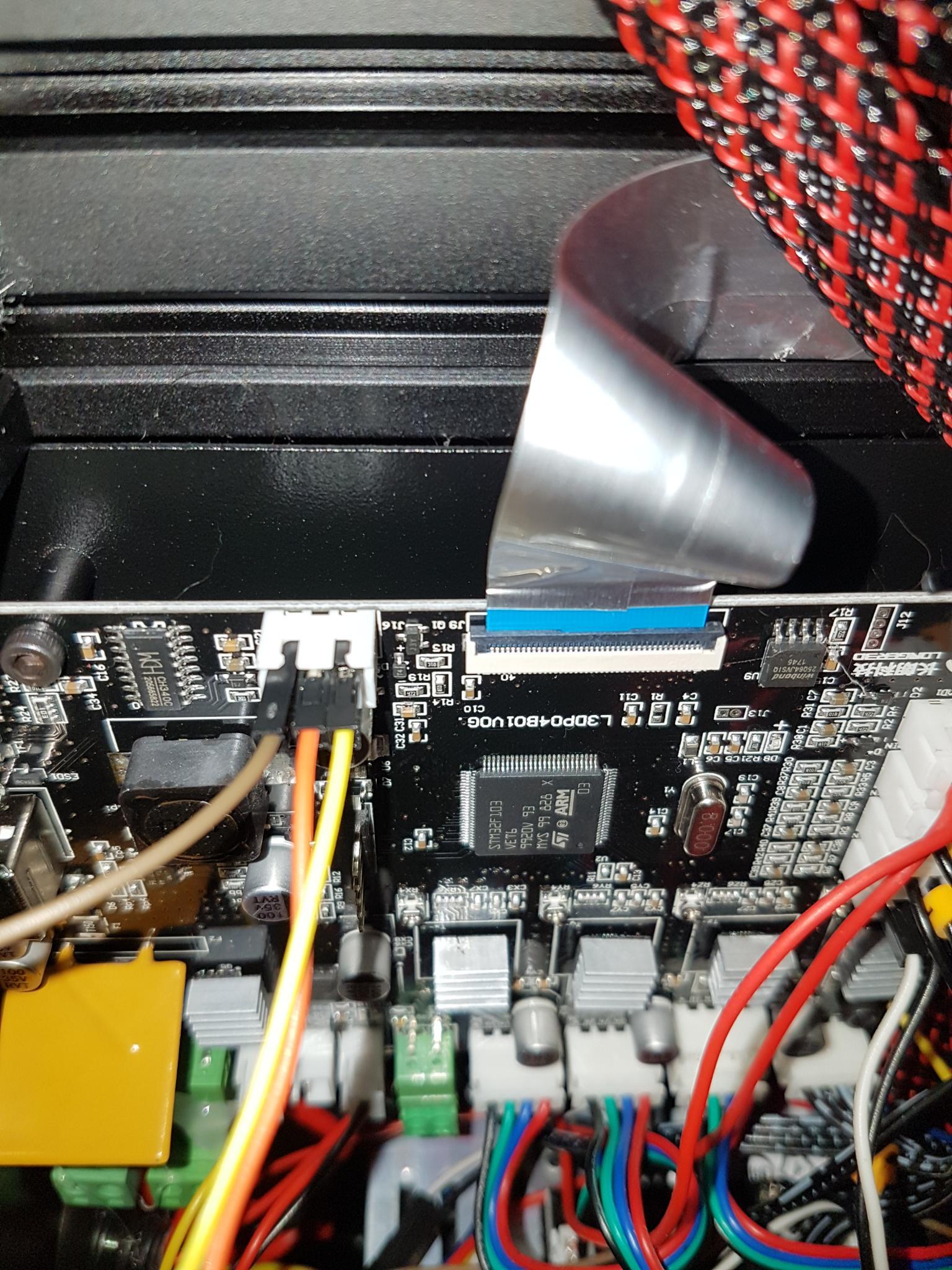
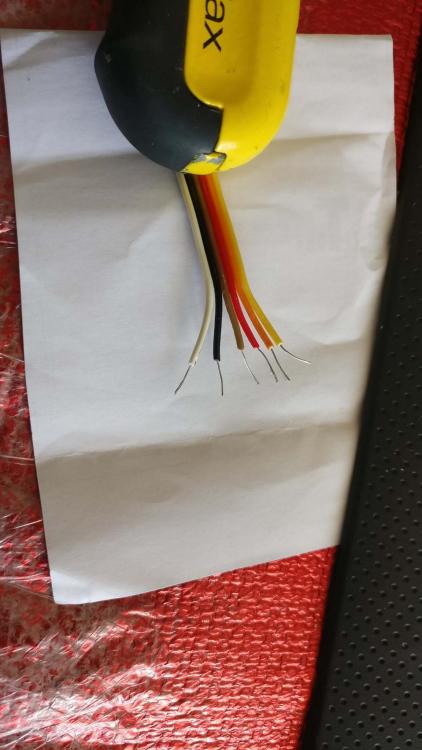
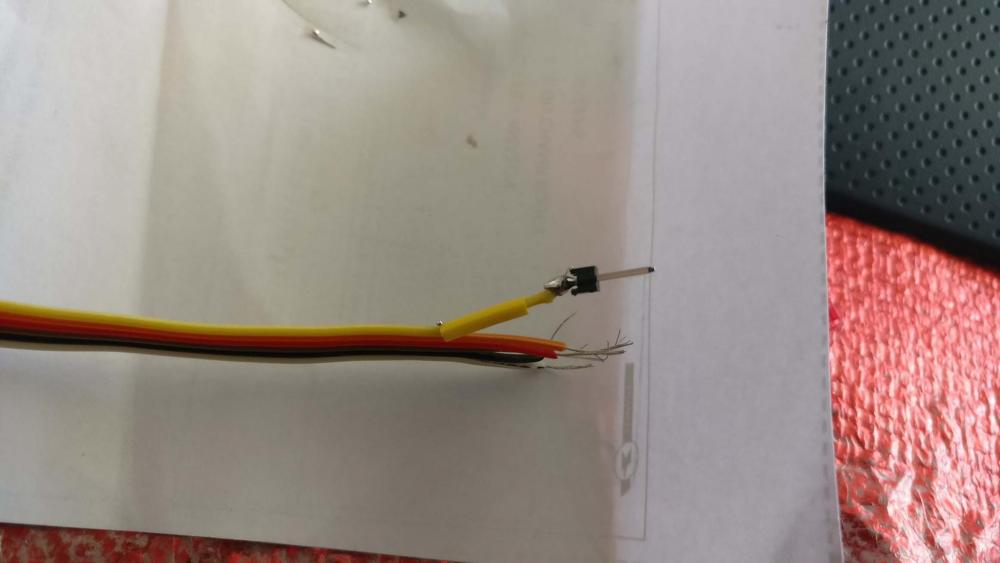
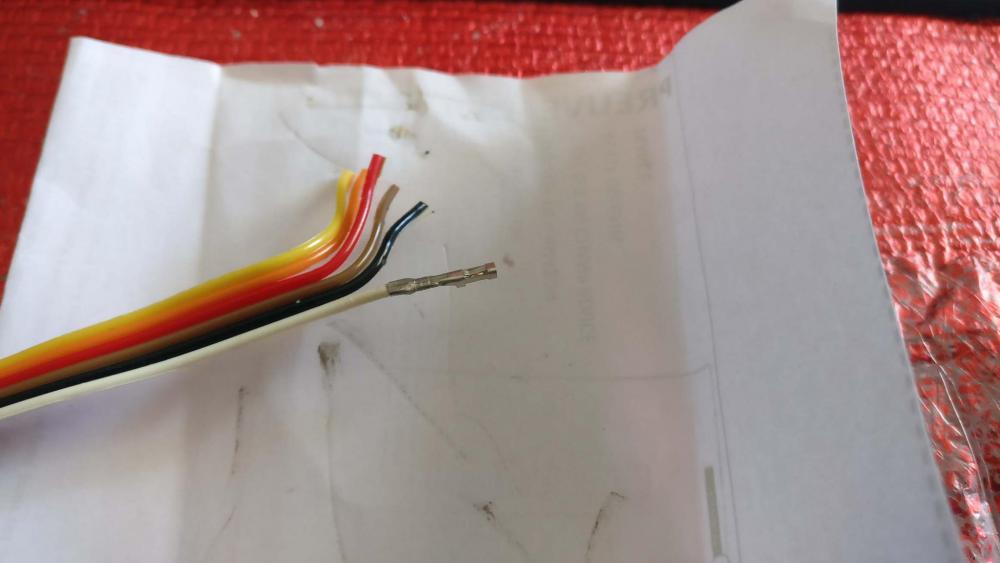
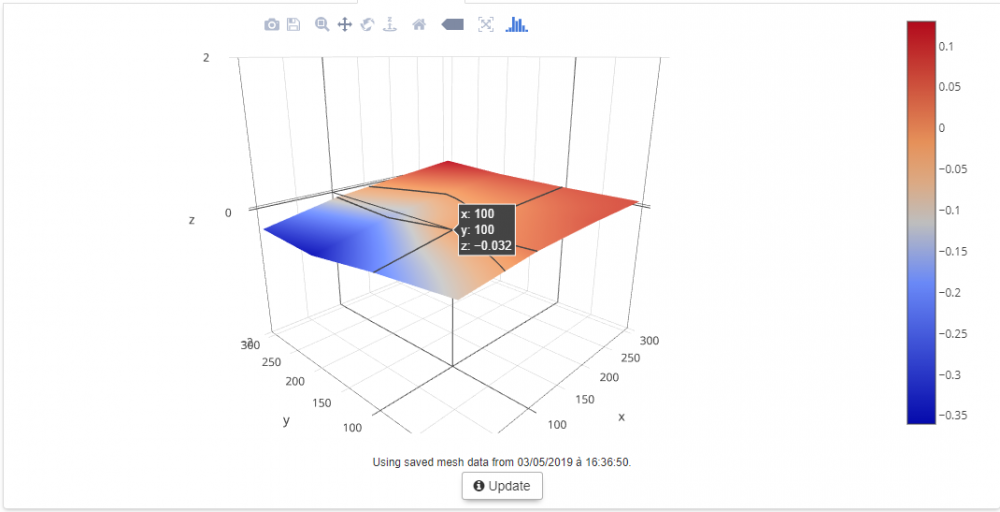
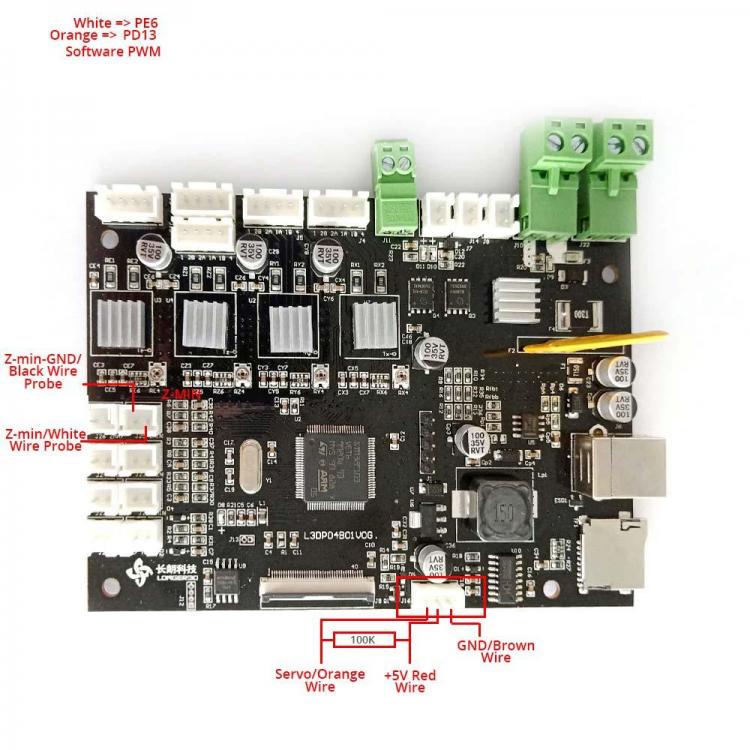
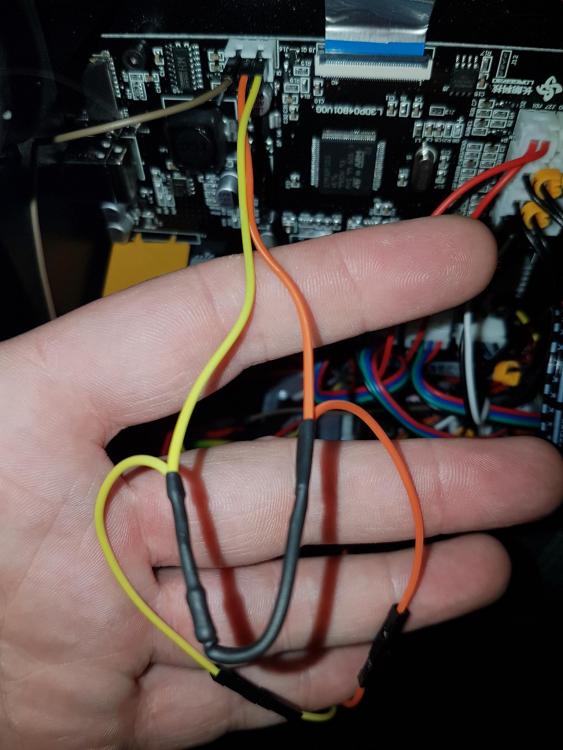
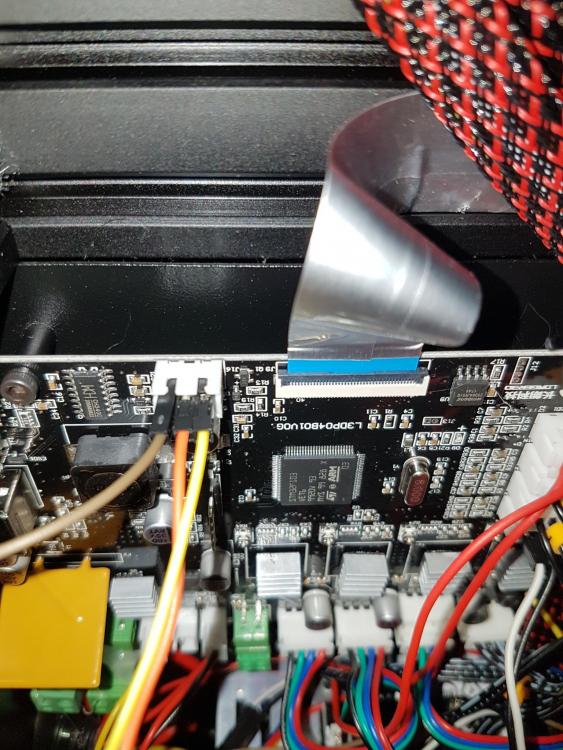
Tuto officiel pour installer un BLTouch ou un TouchMi sur Alfawise U20, U20Plus, U30, et Longuer3D équivalents ==================================================================== Mini tuto : Installation du TouchMi par @sensei73 ================================================================================ Installation du BL-Touch : Version 4.5 du 24/08/2019 (Update nouveau fichier .pins). De quoi ai-je besoin : Une carte-mère Alfawise orignale en version V0G. Que vous devrez identifier clairement. Mais si vous avez déjà flashé Marlin dessus, c'est que vous le savez ! Savoir déjà compiler et flasher Marlin sur une Alfawise. Avoir en mains, les dernières sources de Marlin pour Alfawise/Longuer3D. Un BL-Touch V3 original (ce tuto ne tiens pas compte des dysfonctionnements que vous pouvez rencontrer avec une copie) trouvable ici ou ici. Un peu de doc sur le BL-Touch (V3) Un Fang compatible (et oui sinon vous n'allez pas aller bien loin..). Il en existe déjà prêt à l'emploie pour ceux qui ont une hotend d'origine (MK8), une E3DV6, ou une AiO conçus par @deamoncrack et trouvables ici. Un fer à souder avec un peu d'étain. De la gaine thermorétractable. Une résistance de 1K ou 4.7k à 8.2k ohms de 1/4 de watt ou 1/2 watt pour "plus de sécurité". Inutile de prendre des résistances haute précision. Des fils types "dupont", d'une longueur raisonnable d'1,5m environ, trouvable ici. Il vous en faudra 5 sur la tresse uniquement. Vous pouvez prendre des versons avec les connecteurs duponts déjà montés dessus également. Pour ce qui suit, soit vous désirez faire votre propre rallonge de câbles, soit vous en achetez une directement. Si vous souhaitez faire la votre (version DIY), voici selon une méthode parmi d'autres, ce qu'il vous faut : Si vous souhaitez directement en acheter une, inutile de vous attarder sur cette partie du tuto. >>> On y va ! <<< Si vous avez choisi de faire votre rallonge DIY lire ce qui suit, sinon passez directement à la partie "Raccordements/connexions" : Si vous avez une carte-mère en version V0G : Si vous avez une carte-mère en version inférieur à V0G (V08, V07, V06 etc..) : Configuration Marlin 2-x Allez on passe enfin à la configuration ! Pour ne pas induire quiconque en erreur, je met ici uniquement les lignes de configurations qui nous intéressent. Si vous avez une AlfaWise U20, ET le fang E3DV6 de @deamoncrack, dans votre Configuration.h, il vous faudra modifier les lignes suivantes comme ceci : Il est fortement recommandé de passer la variable #define GRID_MAX_POINTS_X à 5 minimum. En effet, une valeur inférieur peut entraîner des erreurs de prise en compte des données par G29, ou créer des "trous de précision" dans la matrice générée après un G29. Si vous avez une AlfaWise U30, ET le fang E3DV6 de @deamoncrack, dans votre Configuration.h, il vous faudra modifier les lignes suivantes comme ceci : Si vous avez une AlfaWise U20Plus, ET le fang E3DV6 de @deamoncrack, dans votre Configuration.h, il vous faudra modifier les lignes suivantes comme ceci : En effet, il est impossible de donner une configuration générique pour votre BL-Touch, étant donné que les données de positionnements/décalages changeront selon le fang/support utilisé ainsi que la taille de votre plateau. Il vous faudra personnaliser ces données selon le fang/support utilisé. On passe à la configuration du fichier \pins\stm32\pins_LONGER3D_LK.h Si vous avez une carte-mère V0G, modèle de machine U20, U20+, U30 : Si vous avez une carte-mère de version inférieur à V0G, (V08, V07, V06 etc..) modèle de machine U20, U20+, U30 : Et on compile Marlin ! Tests Avant toute utilisation du BL-Touch sur votre machine, il vous faudra d'abord faire un home complet XYZ. Vous pouvez ensuite effectuer un G29, en prenant soin de positionner votre tête au centre du plateau au préalable. En cas de problème pour vérifier les offsets, cela vous évitera d’abîmer votre matériel. Il vous faudra également définir vous même le Z_OFFSET ( et non pas le ZPROBE_OFFSET). Voir mini tuto. Nous ne détaillerons pas ici l'utilisation du BL-Touch et sa configuration. Internet regorge déjà d'informations ! GCode de démarrage : Mini tuto Z-Offset pour BL-Touch ENJOY ! Cliquez sur le petit bouton merci, ça fera du bien à tous les participants !





 1 point
1 point -
Bonsoir Bzh2002, Oui, ça fonctionne très bien et bien plus simple qu'un pneufit. Tu enfonces le cabochon noir à collerette dans la partie supérieur de la cool-end. Tu emboîtes à fond le bowden comme pour un pneufit. Tu verrouilles le "pneufit" en position haute à l'aide du cavalier orange ; comme pour un pneufit normal. Voili-Voilou Bon réveillon !!!!!!1 point
-
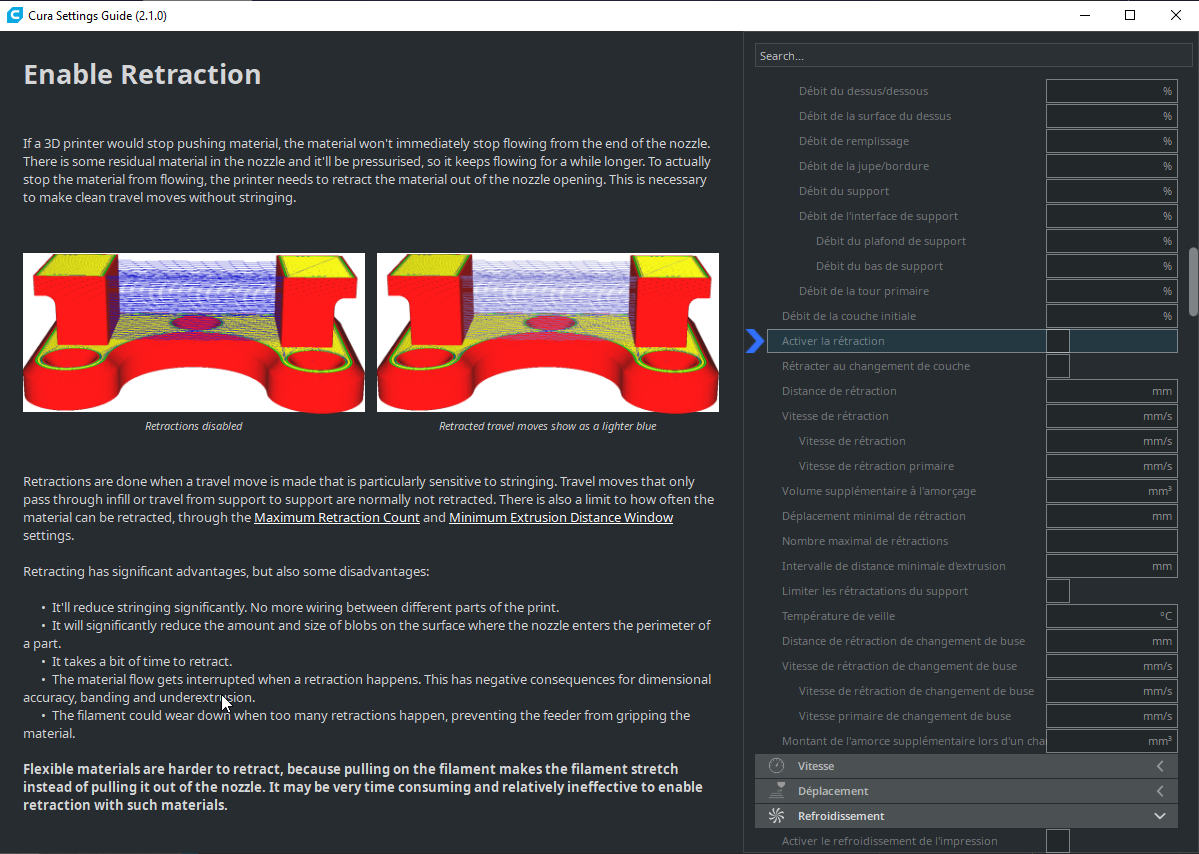
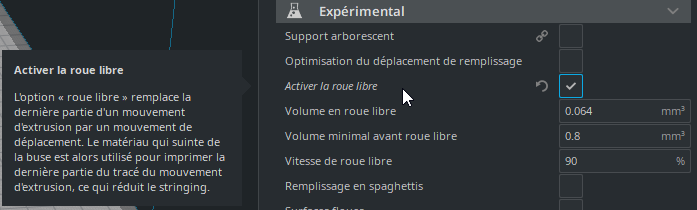
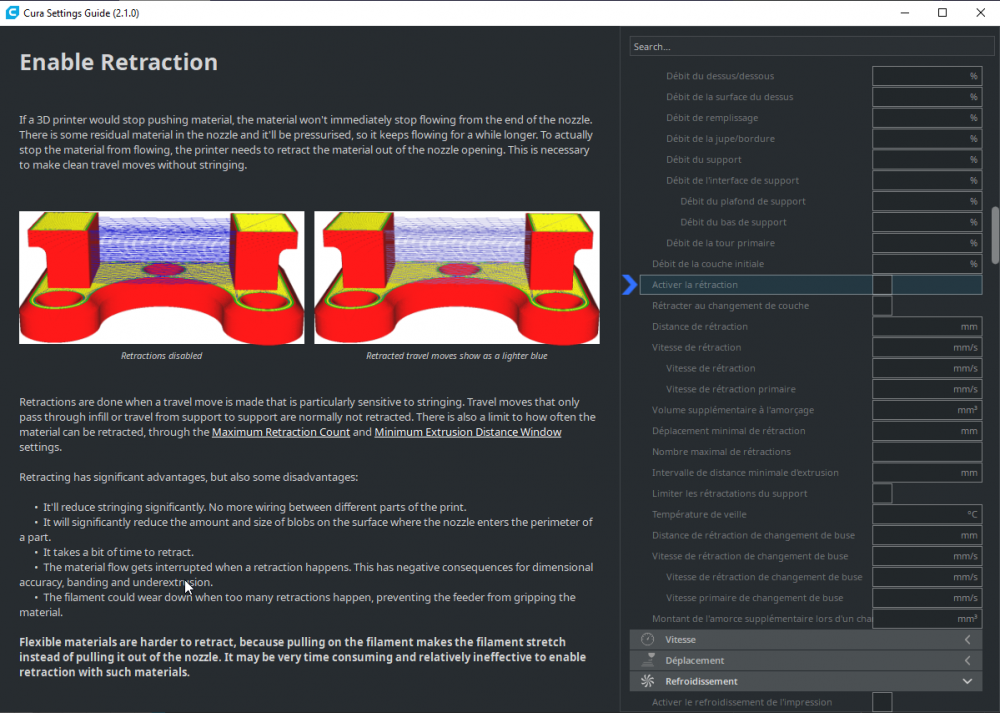
Non. Déjà tes tests à 8 et 9 mm c‘est limite. Si ton filament ramolli remonte trop haut, tu risques de colmater la tête (ça nous est tous arrivés ). Le stringing peut aussi dépendre de ton filament, particulièrement en cette période où le taux d‘humidité est plus grand. As-tu testé avec des vitesses de rétraction moindre (25 30 mm/s)? Dans Cura tu peux aussi activer la «roue libre» Et oui, les imprimantes 3D ce n‘est pas des imprimantes à jet d‘encres ou laser, plug and play, mais plutôt du plug and pray Si tu veux avoir des explications sur les paramètres de Cura, je te conseille d‘ajouter le plugin Settings Guide via la «place de marché», la plupart des options sont décrites avec des dessins mais c‘est en anglais Une fois installé, on y accède via: Ensuite on sélectionne dans la partie droite le paramètre dont on veut des explications:

 1 point
1 point -
Oui, un : sois patient pour le montage, ne te jette pas dedans la tête la première comme on l'a tous fait (on monte d'abord et on réfléchit après) Bref, applique le RTFM, c'est un bon principe (RTFM = Read The Fucking Manual) Un autre (gratuit) Si je puis me permettre : ta machine va très bien fonctionner au sortir de sa boîte. Donc commence par la comprendre et l'utiliser telle quelle avant de te lancer dans des "améliorations" comme on en voit trop qui font. Parfois c'est tellement "amélioré" que ça marche plus !1 point
-
Bonjour zorblug47 il existe de nombreuses videos sur youtube du guerro loco/tommy desrochers/bentek.....et plein d'autres qui sont des mines d'informations et qui sont tres formatrices1 point
-
Avec ton Ender3 en mode extrudeur déporté (bowden), habituellement c‘est entre 5 et 7mm de retrait avec les têtes d’origine (le PTFE traverse toute la tête pour aller jusqu’à la buse). Pour la vitesse de retrait il faut qu’elle soit assez rapide mais pas trop au risque de créer un vide entre le filament solide et celui ramolli pas encore liquide (25 à 40 mm/s). Sur ma CR10: 6.2 mm de retrait pour une vitesse de 35 mm/s (le tube PTFE mesure 50 cm de l’extrudeur à la tête). Chaque machine étant différente (et chaque lieu où elles sont installées), même si les modèles sont identiques, ce n’est que par différents tests que tu pourras trouver les bonnes valeurs. Sachant en plus que d’un filament (marque, type couleur) à l’autre il pourra y avoir de subtiles variations; bref l’impression 3D encore à ce jour est affaire de «bricoleurs» aimant mettre les mains dans le cambouis . A mon avis, oui, mais ce n’est que mon avis. Avec mon imprimante, je réduis de 5°C à partir de la seconde couche tant pour le lit chauffant que pour la buse (65° / 225° puis 60° / 220° (mon PLA est du Sakata / Ingéo 3D850 et j’imprime plutôt vite (70 voire 80 mm/s))). Je refroidis progressivement le filament jusqu’à la cinquiême couche (couche1:0, c2=25%, c3=50%, c4=75% puis c5=100%). Oui, je l’ai aussi parfois. C’est le filament qui continue de suinter lors du déplacement entre la fin de la ligne de purge et le début de l’impression du premier carré. Ton plateau comme la plupart des plateaux n’est pas parfaitement plan (le prix d’une plaque de métal rectifiée augmenterait sévèrement le prix de nos machines). Il y a peu de solutions pour compenser ce défaut, néanmoins un système d’auto-nivellement (ABL) peut faciliter l’accroche des impressions. La surface d’impression doit être correctement dégraissée et une fois dégraissée, on évite d’y reposer nos doigts . J’utilise de l’alcool isopropylique pour dégraisser / nettoyer ma surface (une feuille de PEI).1 point
-
Une autre idée (puisque l'impression test de la SD s'est bien déroulée, mais que la nouvelle impression est foireuse dès le "brim") : en rentrant les paramètres de l'imprimante dans Cura, tu n'aurais pas laissé le diamètre du filament à 2,85mm, par hasard ? Pascal1 point
-
Les extrudeurs Bondtech originaux sont très bien et environ au même prix que le E3D, par contre il existe un clone chez trianglelab https://fr.aliexpress.com/item/32917029058.html qui est très bien également1 point
-
Tu n'aurais pas des courants d'air froid, par hasard ? Chez moi l'imprimante est au garage, et un PETG qui s'imprimait sans souci il y a 3 mois se décolle maintenant au bout de quelques couches seulement. le filament a été conservé comme tous les autres, dans un grand bidon étanche (les fut blanc à couvercle rouge qu'on utilise pour garder les fringues au sec en spéléo/canyoning) avec 1kg de dessicant coloré au fond. le paramètre qui a changé, c'est la température ambiante qui a chuté d'une vingtaine de degrés. Pascal1 point
-
Le plus bruyant c'est celui qui refroidit la carte mère, et comme j'ai modifier le fang j'ai aussi changé les 2 autres. J'ai choisi des Sunon MF40202V2-1000U-A99 (je les est acheté chez Compozan)1 point
-
Le problème des premières couches vient en général des coupleurs et dun point dur. Sur un autre post ya pas longtemps j'ai expliqué comment régler ça. Il faut que la vis du Z soit en appuis contre l'axe du moteur pour éviter que le coupleur ne se tasse edit : voila l'autre post1 point
-
Petit message pour dire que tout va bien car on ne poste souvent que quant on à des problèmes donc : L'imprimant fonctionne tout les jours voir H24 quant je suis en vacance et aucun problème, je ne sais même plus quant il à fallu que je règle mon bed, la première couche est toujours nickel sans rien toucher(les suivant aussi...), je pense avoir trouver les bons réglages avec cura, pas de oozing, pas de wraping, pas de sur ou sous extrusion bref le bonheur. J'ai essayée prusaslicer par curiosité j'ai pas réussi à avoir une bonne impression, une question d'habitude je pense, je reste sur cura du coups. Je suis en train de finir un alien (environ 40cm) reste plus que la queue (le meilleur pour la fin) mais plus de 14h (annoncé donc plutôt 20h réel) d'impression donc je la lancerais demain en rentrant du boulot pour pas que l'imprimant fonctionne quant il n'y a personne à la maison après je me consacre à l'impression de l'arcadia de 78 et à la modif du stl de celui de 84 (la ça va me prendre la tête).

 1 point
1 point -
Bonjour , Oui je confirme. Perso je suis passé sur une clone BMG Dual drive (toujours en bowden). mais bien régler l'extruder de base fait bien le taf.1 point
-
Recycler des bouchons de plastique pour en faire des prothèses de main, imprimer des instruments de musique, réduire des coûts de fabrication et imprimer du verre sont au menu de cette semaine d'avant Noël https://www.lesimprimantes3d.fr/semaine-impression-3d-207-20191223/1 point
-
La vache !! on dirait que tu as repassé du filament sur ton bed !! Sinon pour le faire revenir une ponceuse acentrique avec du grain de 20 :-))) Hey je rigole hein , déconne pas1 point
-
Salut, Je ne suis pas un pro de Cura mais il me semble au vu de la photo que tu imprimes un "bouclier" autour de ton print (voir la configuration Cura). Sinon regarde sur le paramètre "nombre de lignes de paroi du support" Perso, sous Cura, j'utilise les supports de type "arborescent", ils consomment moins de matière et son plus simple à enlever (Config => Expérimental => Support arborescent).1 point
-
@Tenkaichi Bonjour, Vitesse d’impression trop élevée (80 mm/s) d’où le texte moins lisible. Rétraction insuffisante (les fils qui lient différents points = stringing). Pour trouver les bonnes valeurs, pas d’autres solutions que de faire des tests: d’abord en augmentant progressivement la valeur de rétraction, puis en testant la vitesse de rétraction (±) et dernier test en réduisant la température d’extrusion. Un seul paramètre modifié à la fois sinon difficile de trouver lequel est le plus important. Autre chose concernant tes températures, une variation trop importante (- 10°). Pour ta première couche, vu que tu la déposes très lentement, normalement elle devrait bien adhérer au plateau à la condition qu’il soit bien nivelé. J’insiste sur ce réglage car c’est la base (fondation) de la pièce : Dans la section Tutoriels, cette liste de sites permet visuellement d’apprécier ses pièces imprimées :1 point
-
Fais-toi la main en PLA sur ta bécane, cela te coutera moins cher et quand tu seras sur du résultat passe aux autres matières. Pour du PETG tu n'as pas besoin de monter ta machine en température. Chez Prusa j'ai trouvé çà: ATTENTION, n'oublie pas de changer ta buse.
 1 point
1 point -
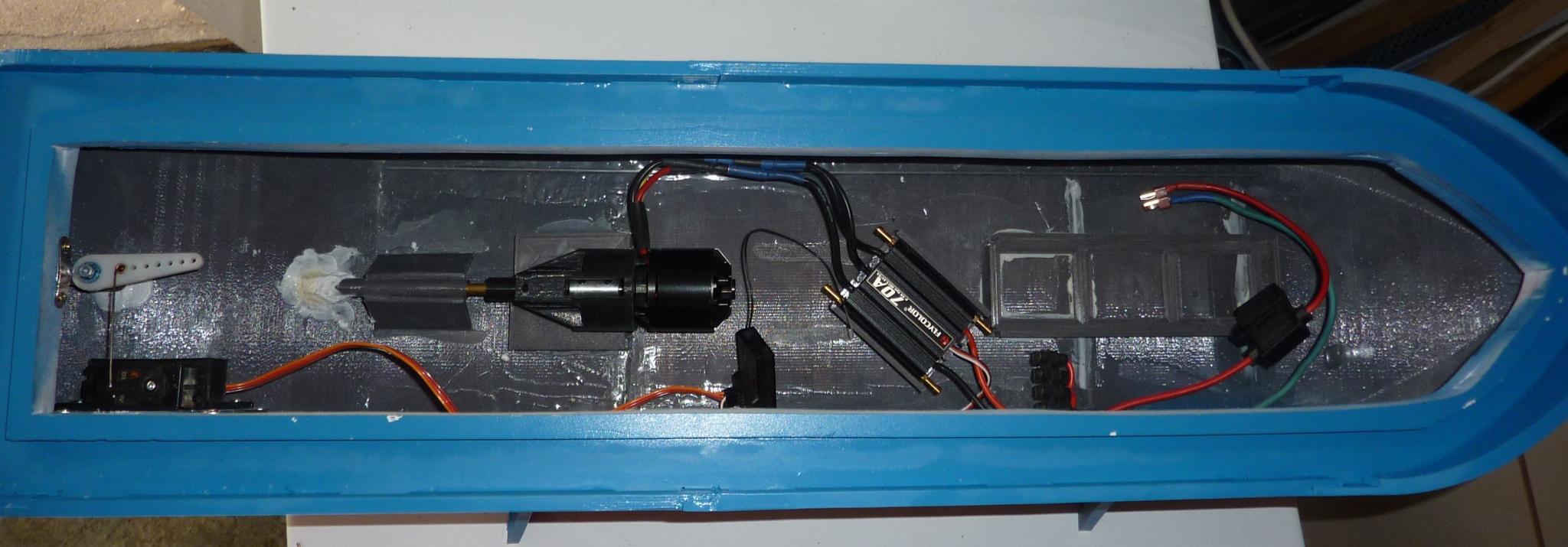
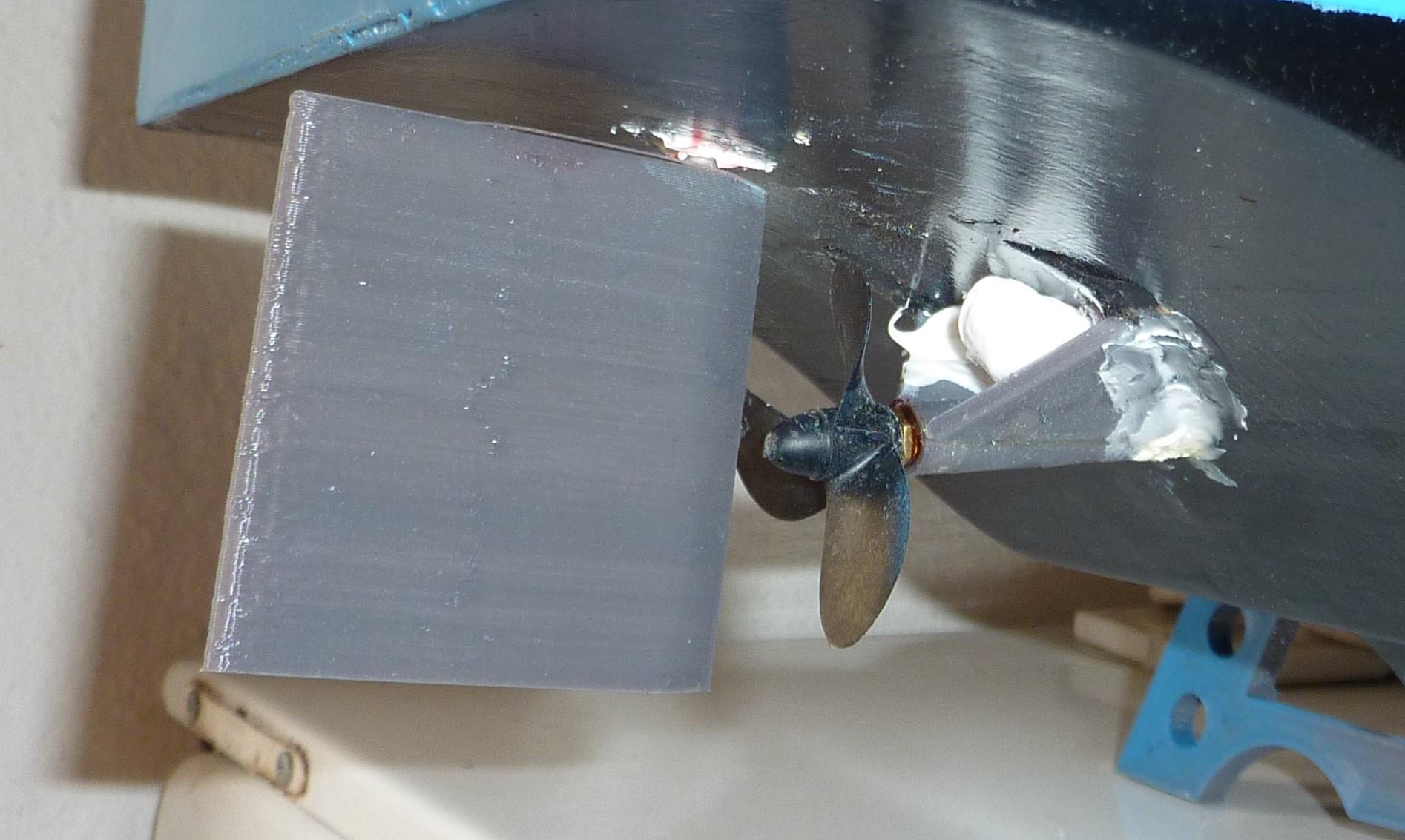
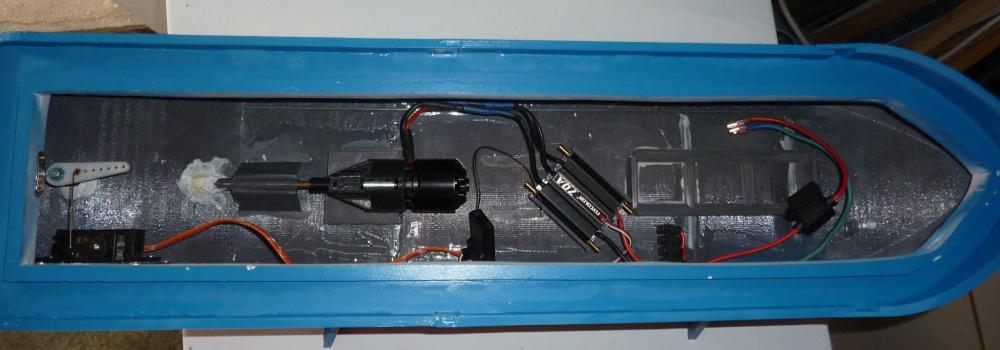
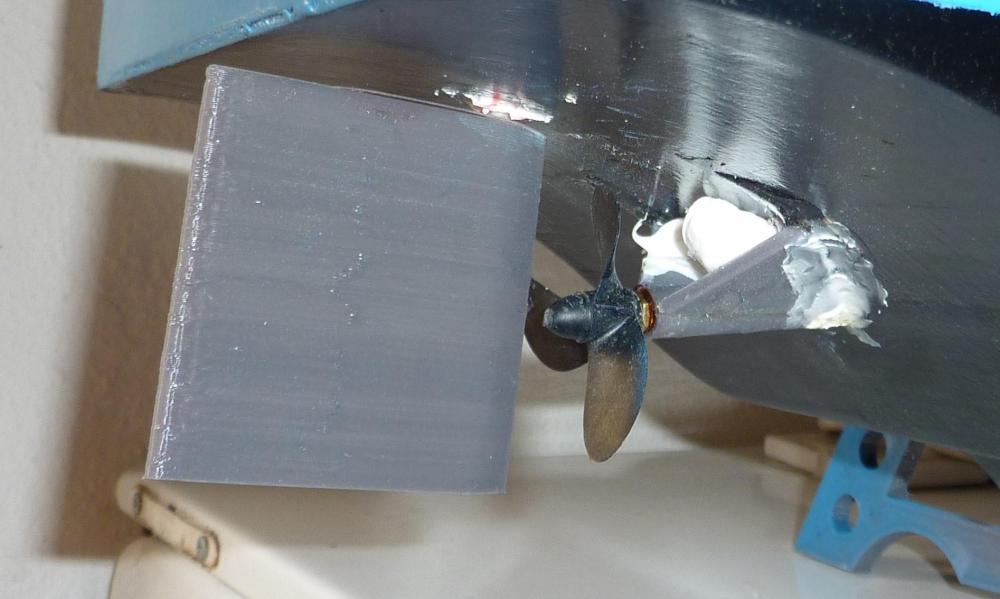
Bonjour, cela fait un bout de temps que je ne me suis pas connecté sur le forum, mais je suis toujours présent. Voilà les dernières nouvelles de mon bateau. J'ai imprimé la coque avec un remplissage de 70% et pourtant il y avait des endroits ou l'eau s’infiltrait. J'ai poncé, mastiqué et recommencé plusieurs fois, mais il y avait toujours des infiltrations, alors j'ai décidé de peindre la coque avec de la peinture goudronnée et là le problème était résolu. Toutes les pièces sur mon bateau ont été faites avec mon imprimante, bien sur je ne parle pas de l'électronique. Tout est opérationnel, la lance incendie pour arroser et amuser le monde, je pense qu'elle arrose jusqu'à 5 mètres, il est difficile de donner une distance exacte vu qu'il n'a jamais été dans un ru, rivière ou un plan d'eau, ce qui ne va pas tarder. L'avance, le recul, la direction, les lumières led tout est ok, il ne me reste que le buzzer contrôleur de tension basse pour lipo à brancher. J'ai du commander l’adaptateur des connections lipo 4s sur aliexpress, cela fait plus d'un mois et je ne l'ai pas encore reçu. Il a aussi fallu que je leste le bateau avec 2,5 kilogrammes de plomb pour qu'il tienne sur sa ligne de flottaison. J'ai trouvé ces plombs sur le site internet de Décath... Ils font 500 grammes chacun. Je mets quelques photos de mon bateau qui est dans un aquarium. Les pneus autour du bateau ont été imprimés en TPU. Sur une photo ont peut remarquer que les escaliers se sont décollés, un petit incident du à la manipulation. Par la suite j'essaierai de mettre une vidéo sur le forum lorsque le bateau navigue. Un gros merci à Titi78 sans lequel mon bateau n'aurai jamais existé.



 1 point
1 point -
C'est le moins qu'on puisse dire.... Je sais pas trop ce qu'en pensent Lézôtres, vu qu'ils ne se sont guère exprimés sur ton sujet. Ce que j'en pense moi, c'est que les solutions que tu imagines me paraissent assez peu réalistes, surtout tes chariots à 12 roulements.... Sans vouloir jouer les Cassandre, ça marchera jamais, ton truc : ya beaucoup trop de contraintes de partout, aucun réglage possible, les "cages" sont monobloc, comment tu les montes/démontes, comment tiennent tes poulies crantées, l'opération du Saint-Esprit ça marche pas toujours, tu n'imagines pas les efforts qu'elles doivent encaisser, "y'en a qui ont essayé, yzont eu des problèmes" Penche-toi un peu sur ce qui existe "pour de vrai" avent de réinventer la roue. Tu risques d'y passer du temps, de l'énergie, du pognon, pour au bout du bout avoir un mulet qui au mieux marchotera sans que tu n'en sois vraiment satisfait Enfin bon moi ce que j'en dis hein, dans la mécanique j'y connais que dalle1 point
-
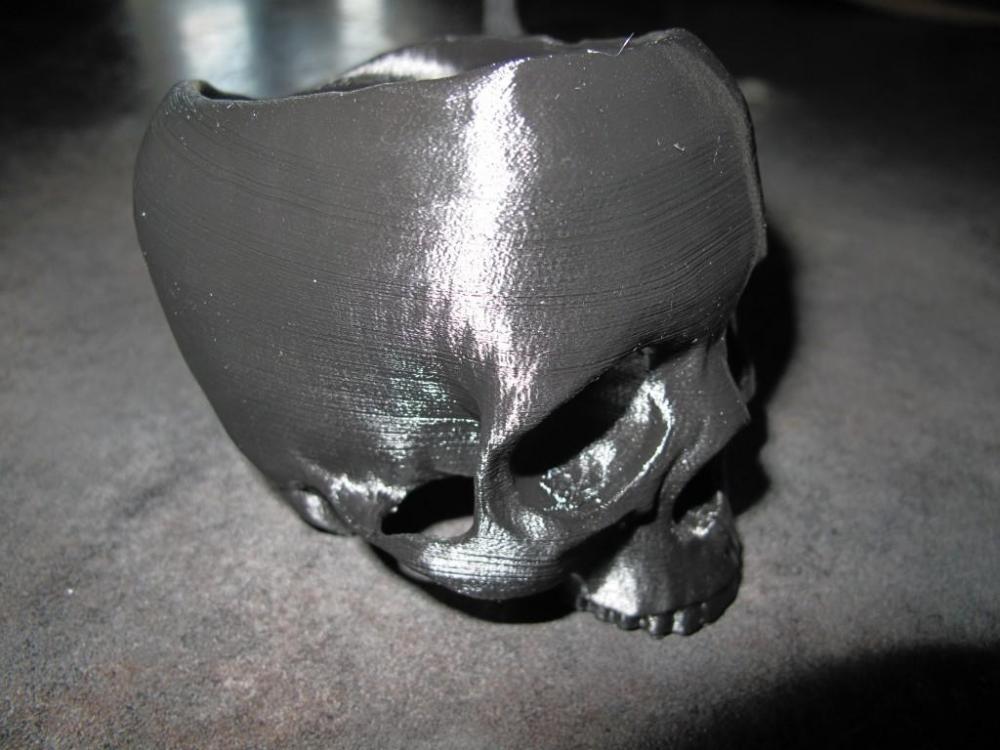
Bonjour, Voilà quelques images, maintenant, je vais me lancer pour dessiner une cabine, encore une grande histoire.


 1 point
1 point -
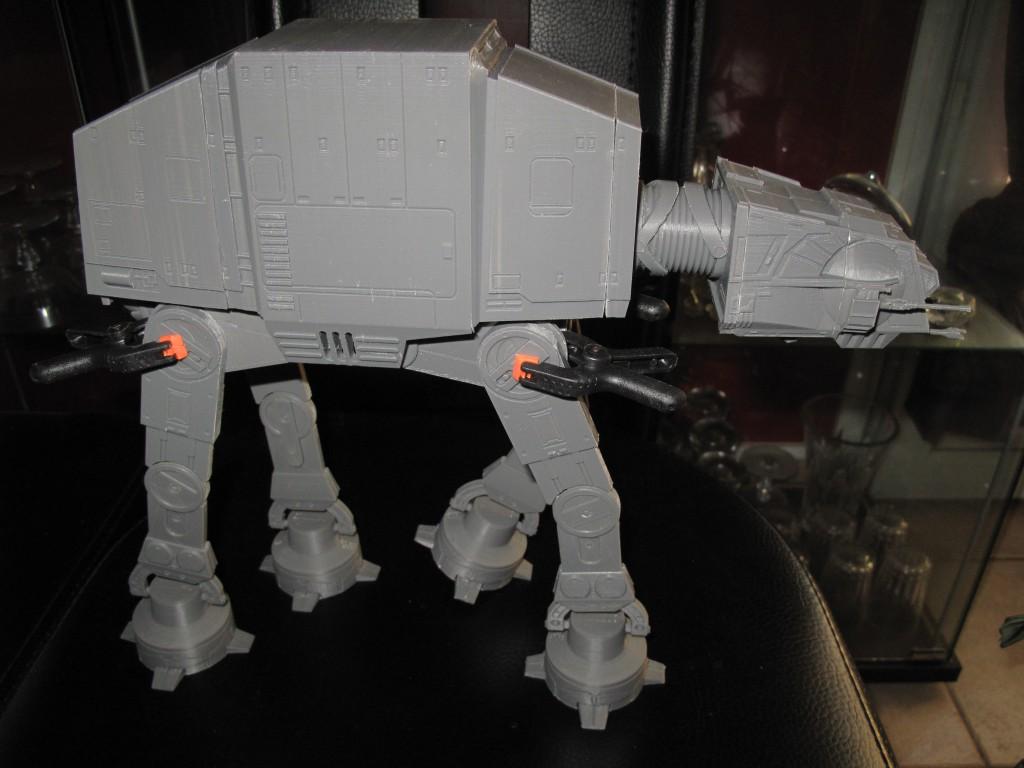
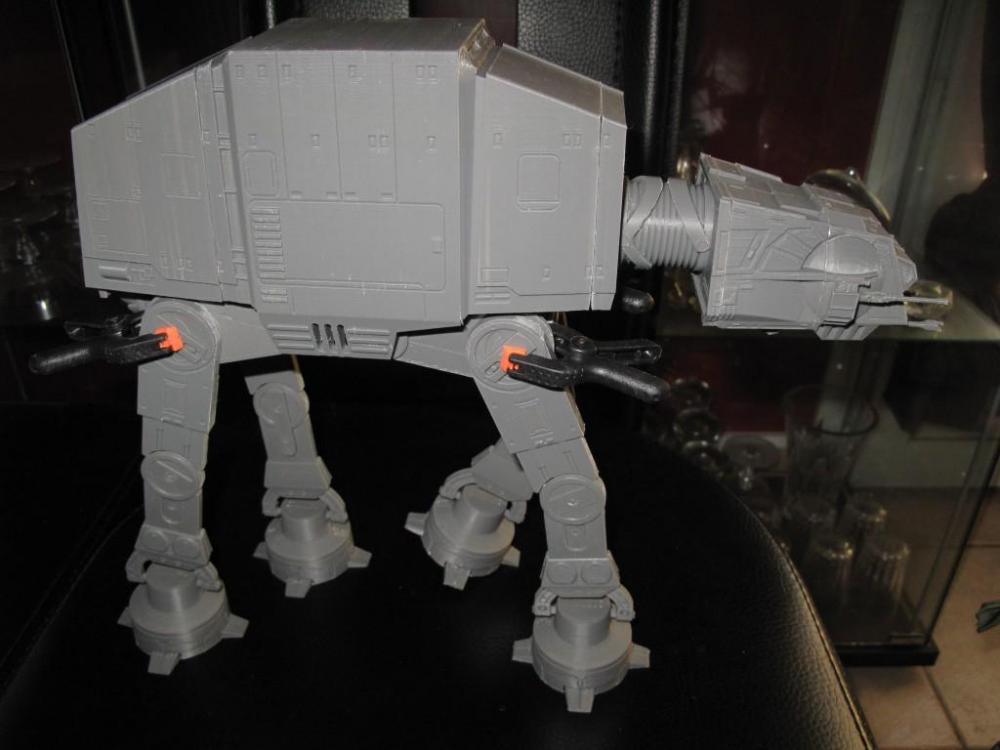
AT-AT presque fini, je suis dans les temps pour son anniversaire



 1 point
1 point -
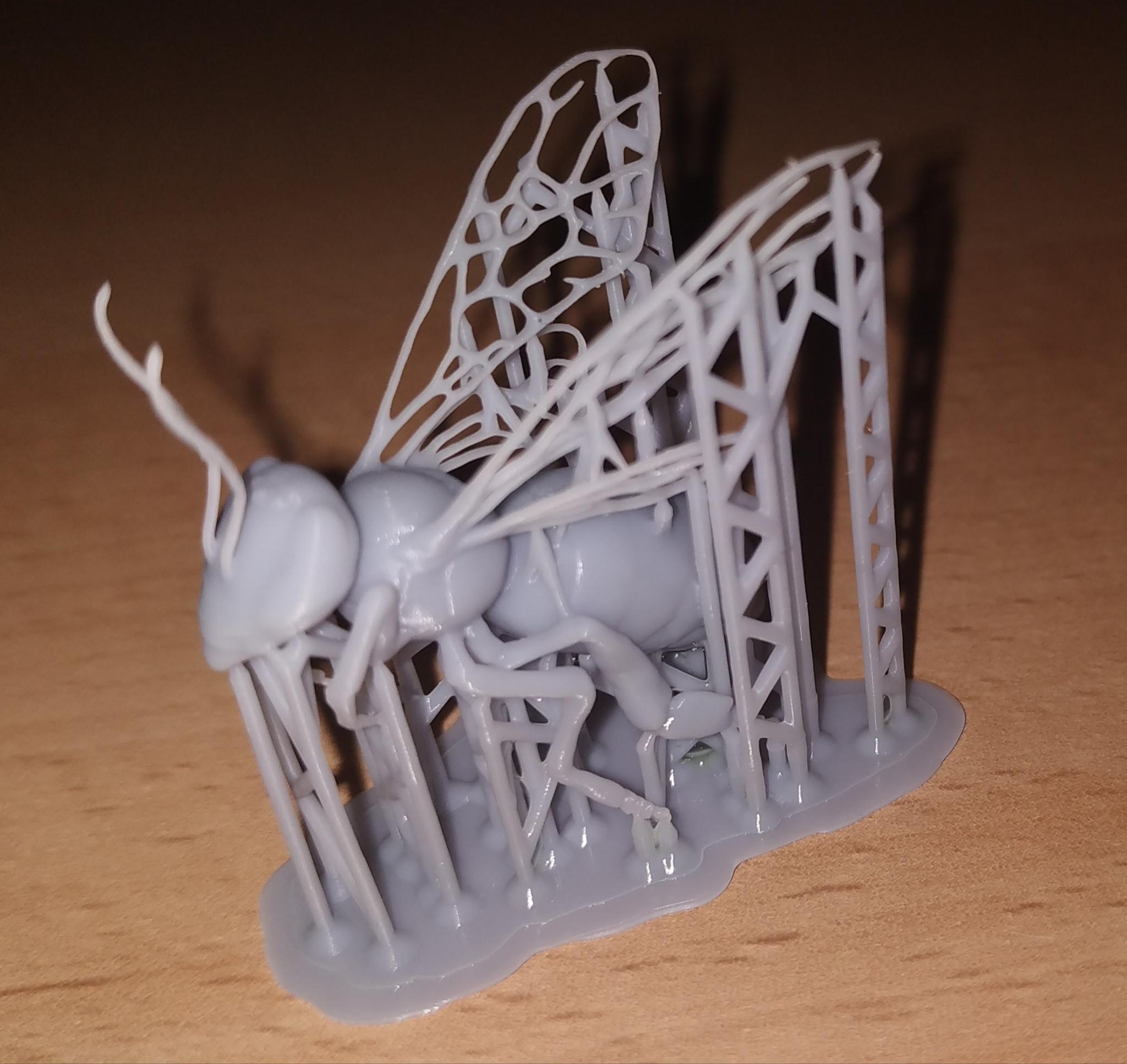
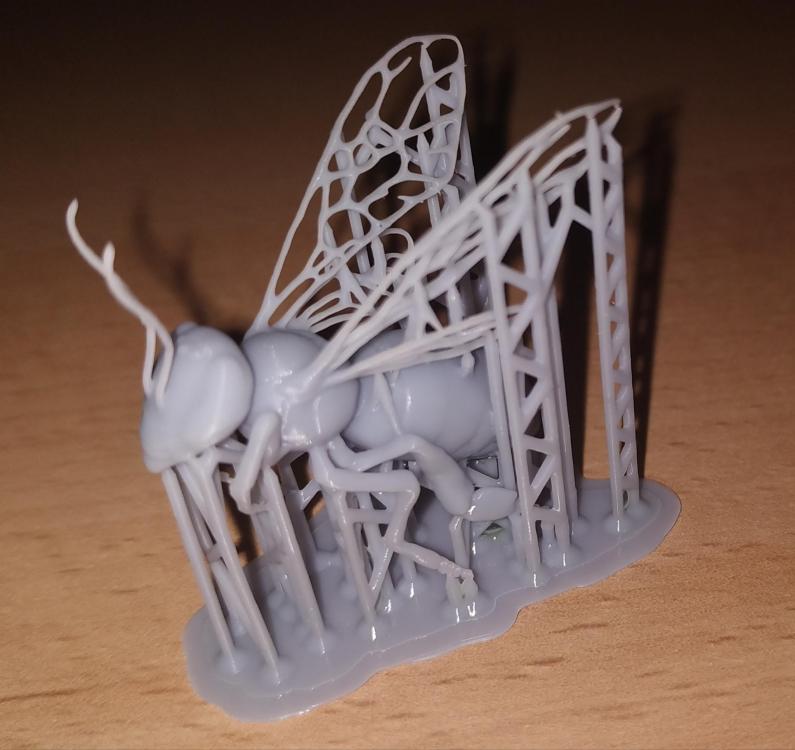
La voilà encore toute fraiche sortie de la chambre UV (Impression au 0.05)
 1 point
1 point -
Impression de cette nuit La je teste l'impression de l'abeille.



 1 point
1 point