
Classement




Contenu populaire
Contenu avec la plus haute réputation dans 07/02/2020 Dans tous les contenus
-
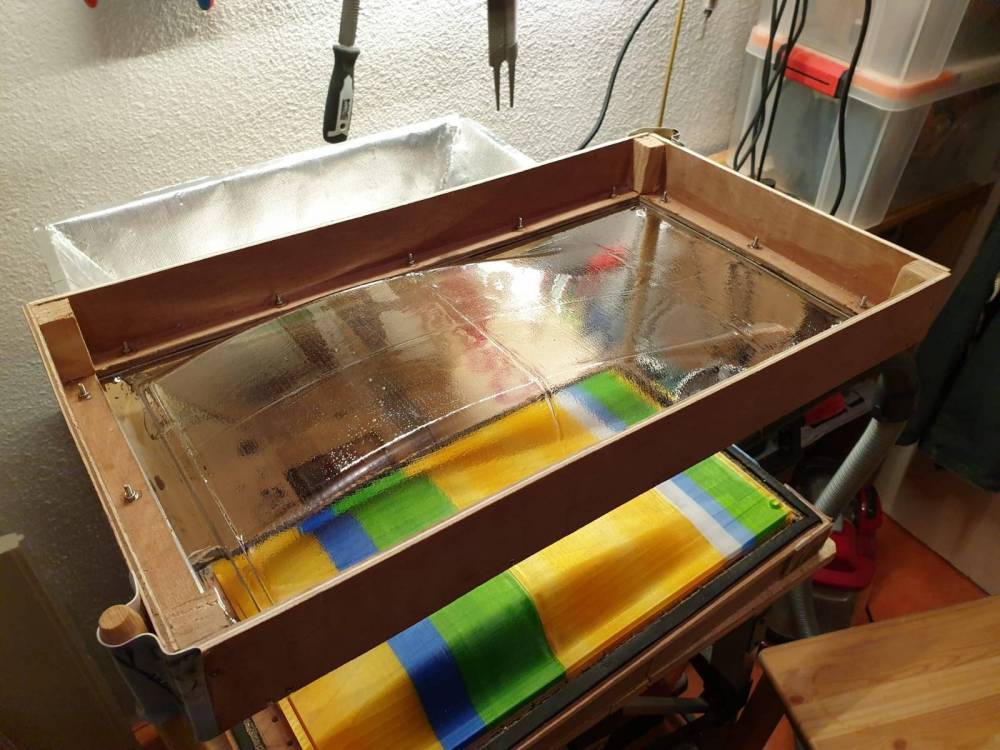
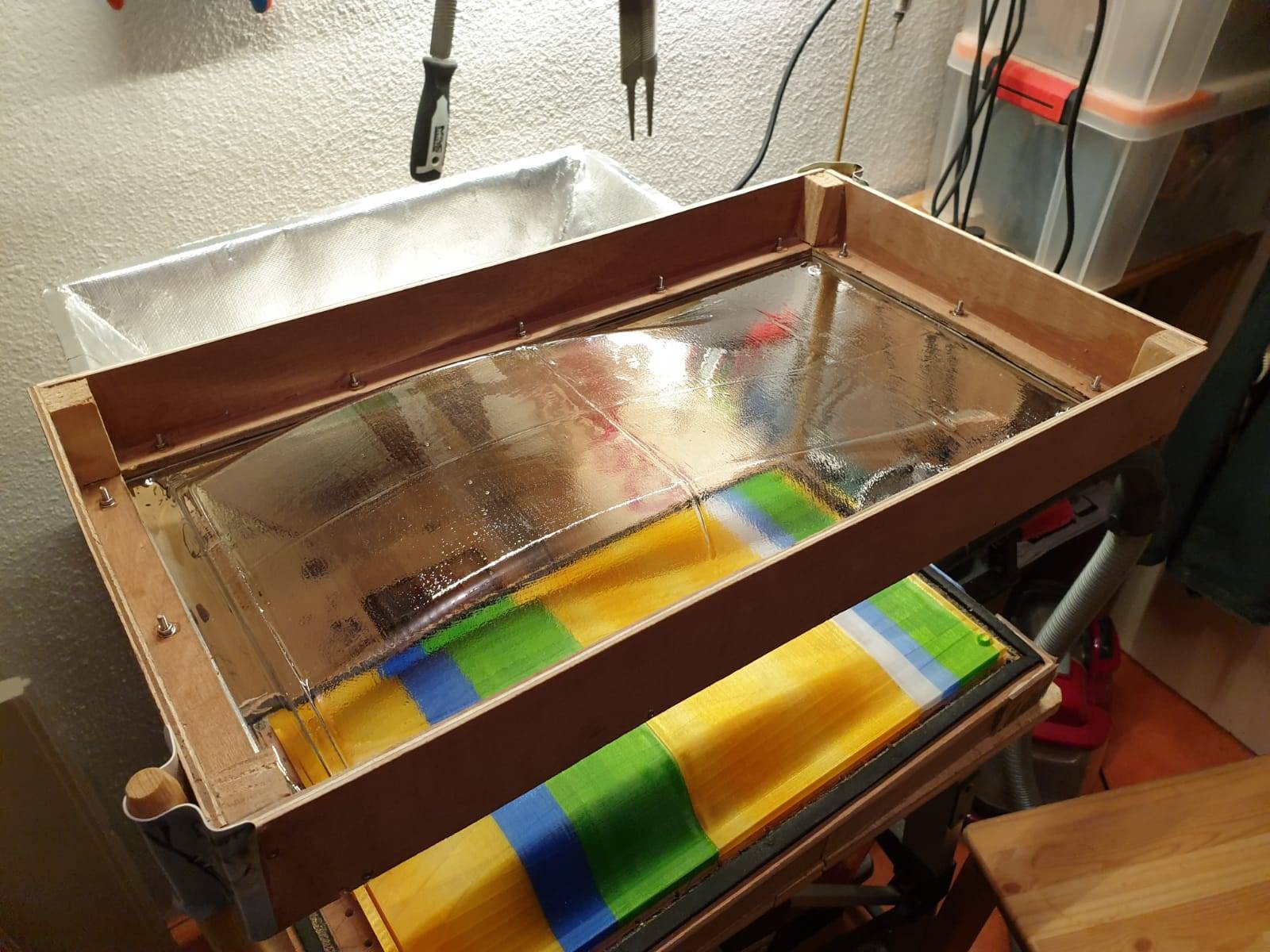
Salut ! Juste au cas où je ne sois pas le seul à ENCORE bricoler ma MicroDelta, j'ai mis en ligne mon carénage perso pour la bête : https://www.thingiverse.com/thing:4147700 Je passe par un process de thermoformage : je chauffe la plaque de polystyrène transparent (verre organique) prise dans un cadre rigide à l'aide d'une résistance de raclette party et d'un décapeur thermique. Puis quand toute la feuille est souple comme du tissus lourd, je plaque sur la contre-forme que j'ai imprimé. En faisant le vide sous la contre-forme, le plastique se plaque bien contre le moule et j'obtiens une coque toute belle ! Bon au préalable j'ai fait des essais qui ont donné des trucs moins beaux... C'est plus pro avec un peu de guidage vertical, un master plus propre et pas de contact entre la surface utile du verre organique et la surface perforée de la boite à vide. Truc pour lequel j'ai eu la flemme, mais je le paye désormais : j'ai laissé ma surface d'impression brute. Du coup on voit les stries des différentes couches sur le verre, et ça diminue franchement la transparence. Je ferais un essai en lissant au moins la zone qui permet d'observer les pièces durant l'impression avec un mastic pour coque de bateau... Pour l'instant j'obtiens 40°C environ dans l'enceinte (plateau à 95°C, tête à 250°C) avec juste ces plaques transparentes (et il fait 15°C dans mon local). Avec un plaquage polystyrène (tentative de thermoformage de Depron prochainement) et en bouchant quelques trous supplémentaires, j'espère améliorer ça significativement ! Je n'y présente que le carénage mais j'ai aussi... - Fait ma hotend refroidie à l'eau (le waterblock est coulé en laiton par Sculpteo) - Fait un plateau magnétique souple type Buildtak flexplate - Viré les ventilateurs de la tête (ceux qui soufflent sur la pièce) et remplacé par une pompe à air d'aquarium fixée au châssis de la machine (à améliorer, pas assez de souffle pour imprimer du PLA à la buse de 0.5mm) - Remplacé l'eMostrudeur par un Titan de chez E3D (comme beaucoup de monde semble-t-il) - Remplacé le ventilateur de la carte (eMotronic) par un plus grand, plus silencieux Et il me reste à... - Améliorer l'isolation thermique de mon carénage pour monter plus haut en température (ABS bas de gamme, nylon, PC...). - Remplacer cette pompe d'aquarium par une turbine (ça va encore la rendre bruyante...) qui apporte plus de débit et qui se régule via la carte (et pas en tout ou rien comme actuellement) - Ajouter un système de détection de panne du watercooling (un petit débit-mètre ou équivalent...) - Ajouter un système d'extraction de l'air avec filtre ABEK - Remplacer le support de bobine par une boite fermée afin de sceller la bobine hermétiquement sans devoir la démonter de la machine et la ranger dans un contenant étanche à chaque fois (ce que je ne fais que pour les filaments précieux comme le Nylon ou les PLA chargés type bois, bronze, pierre...) - Ajouter un éclairage dans la MDR (et puis tant qu'on y est un écran, un canapé, une machine à café...) - Améliorer la transparence de la vitre avant.



 2 points
2 points -
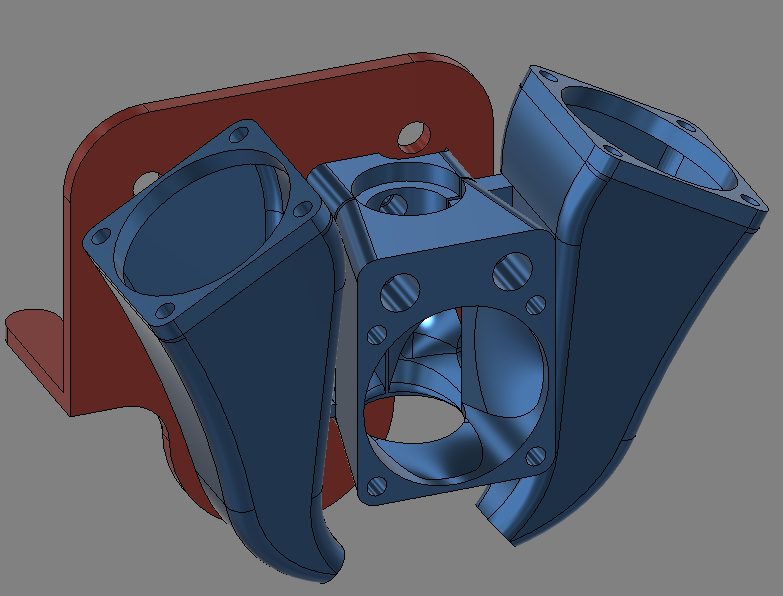
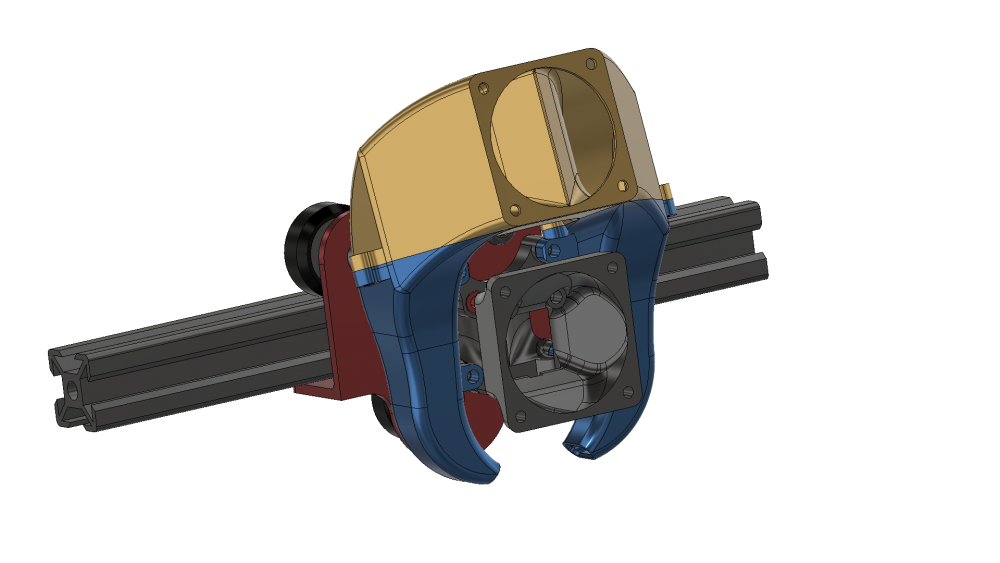
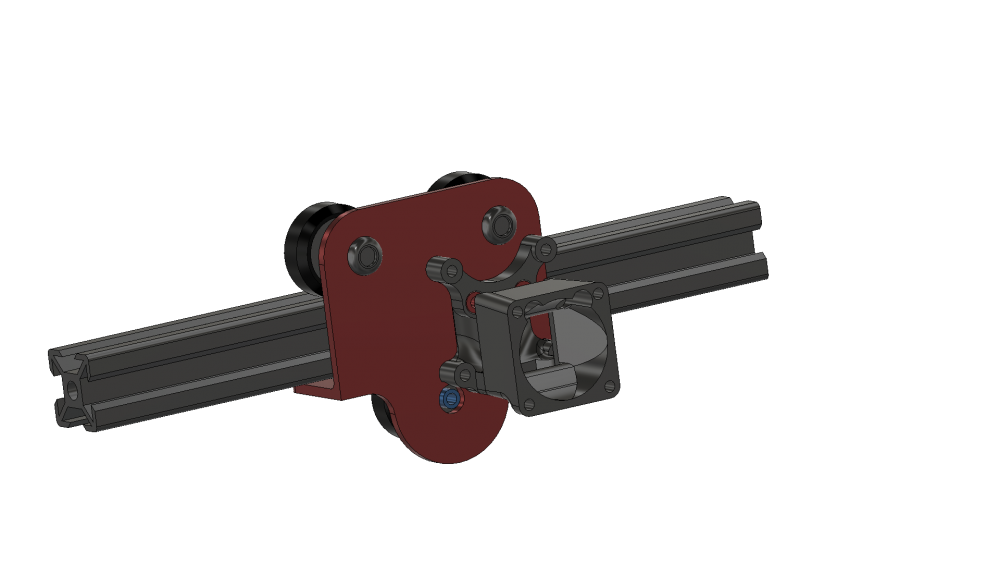
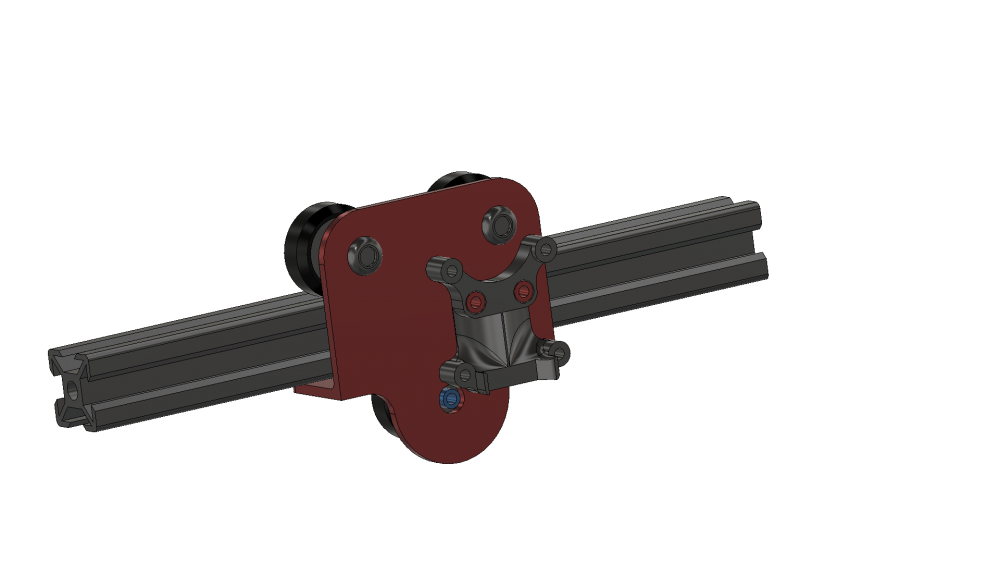
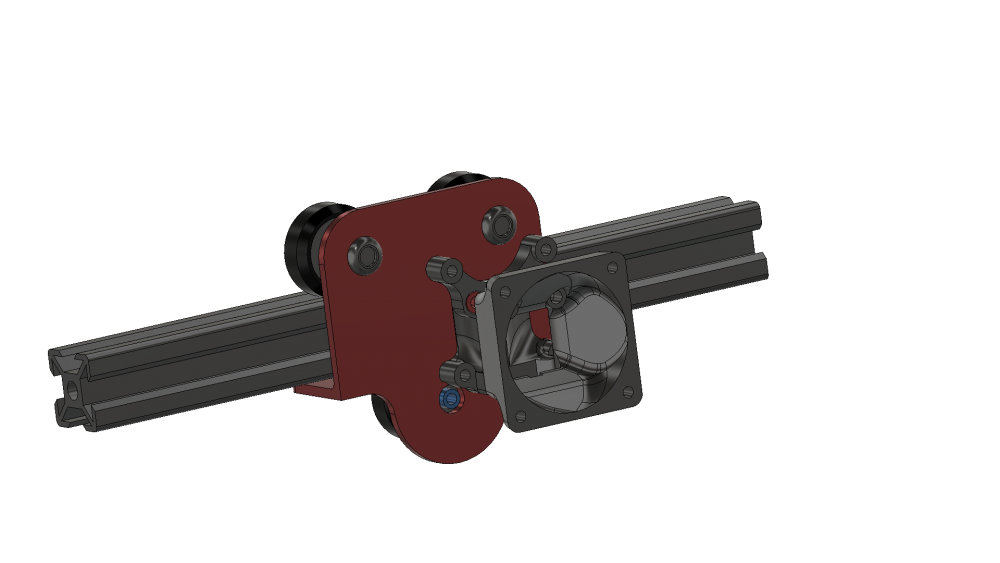
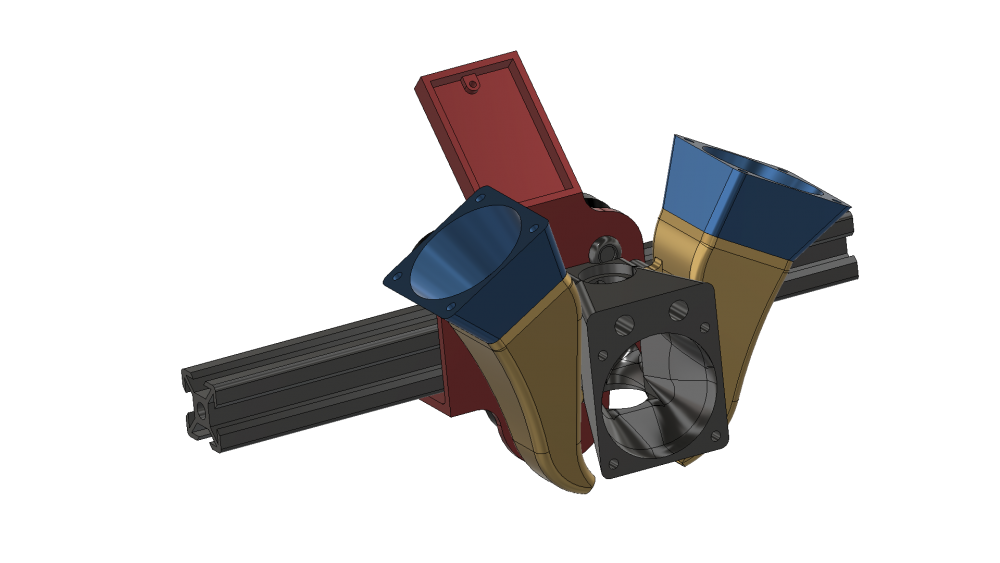
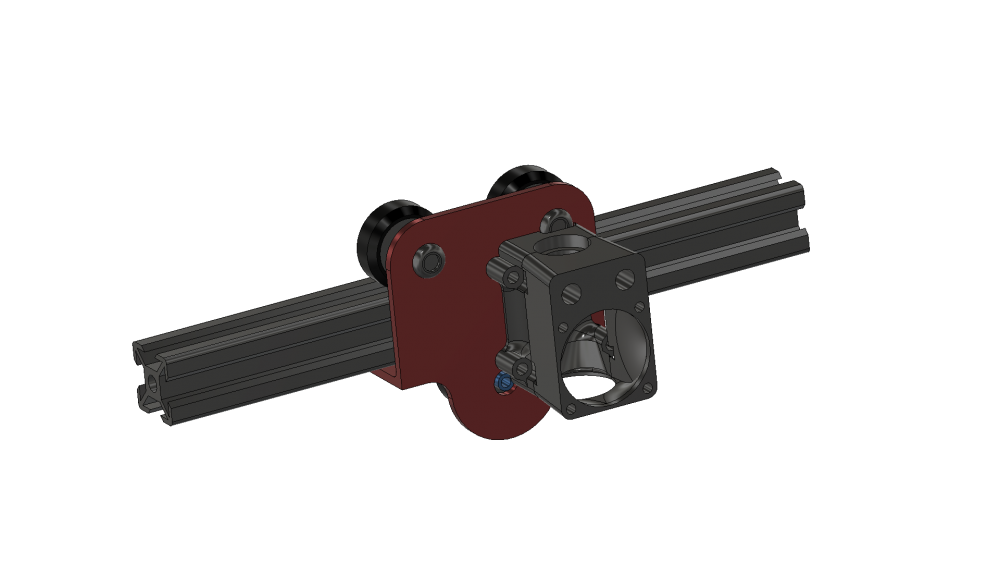
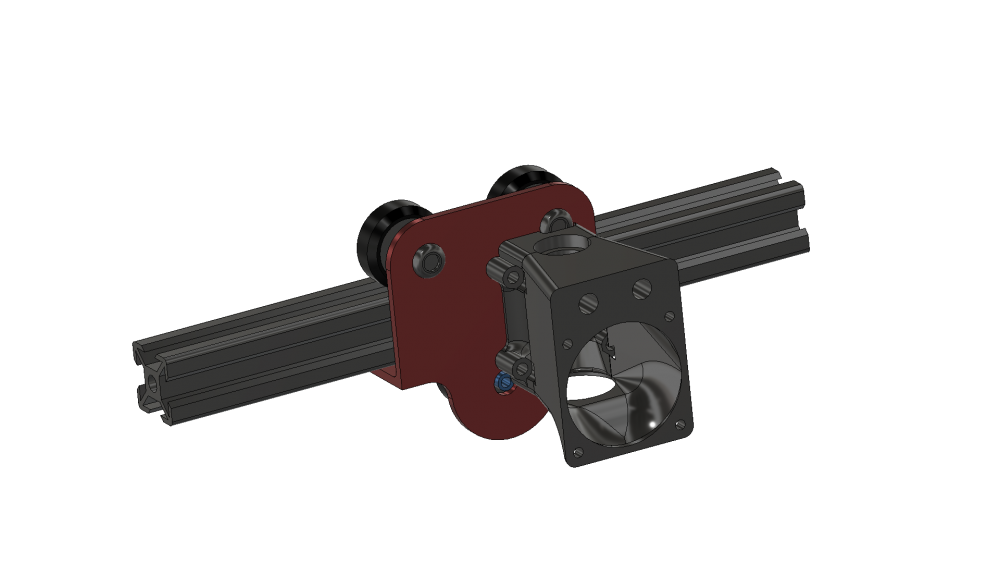
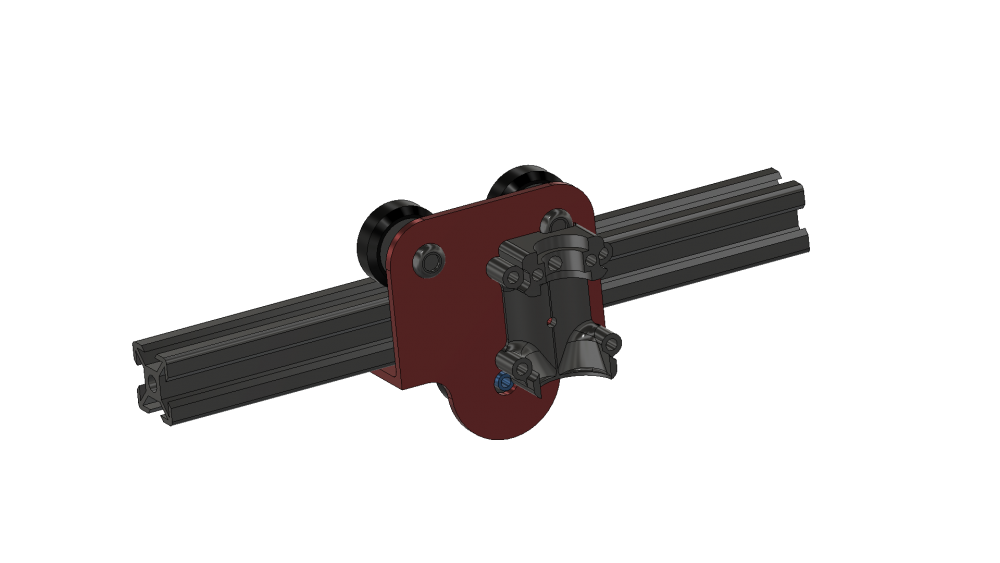
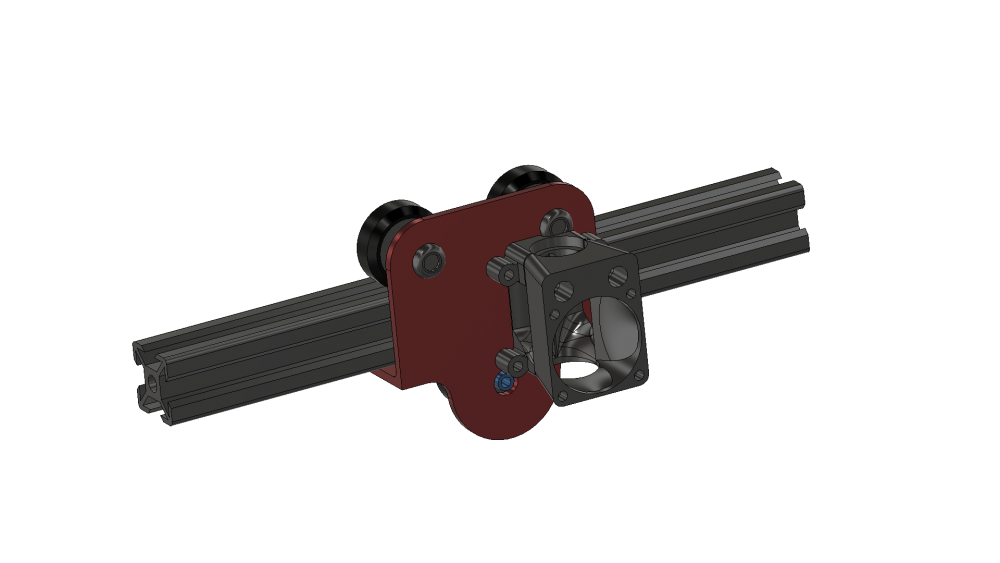
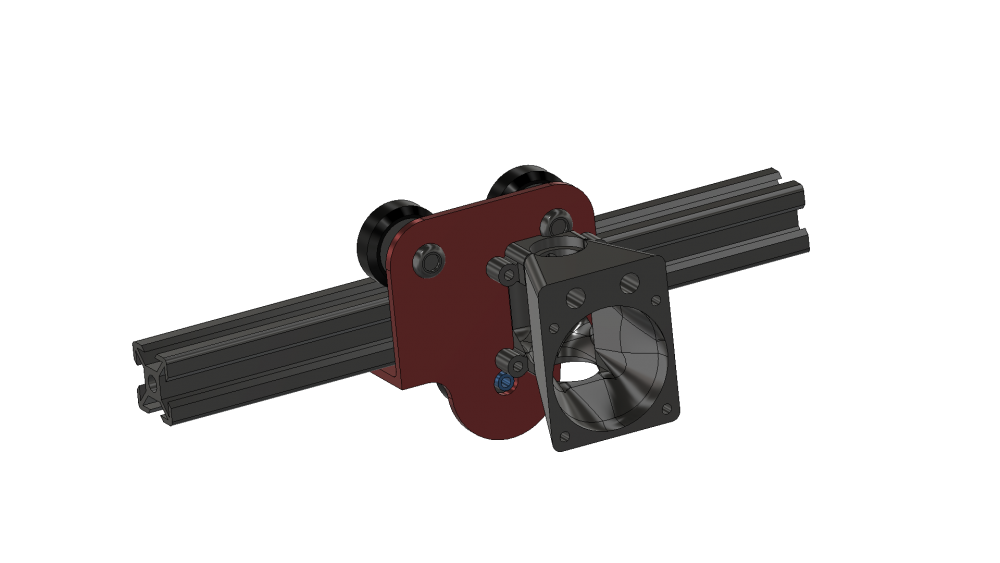
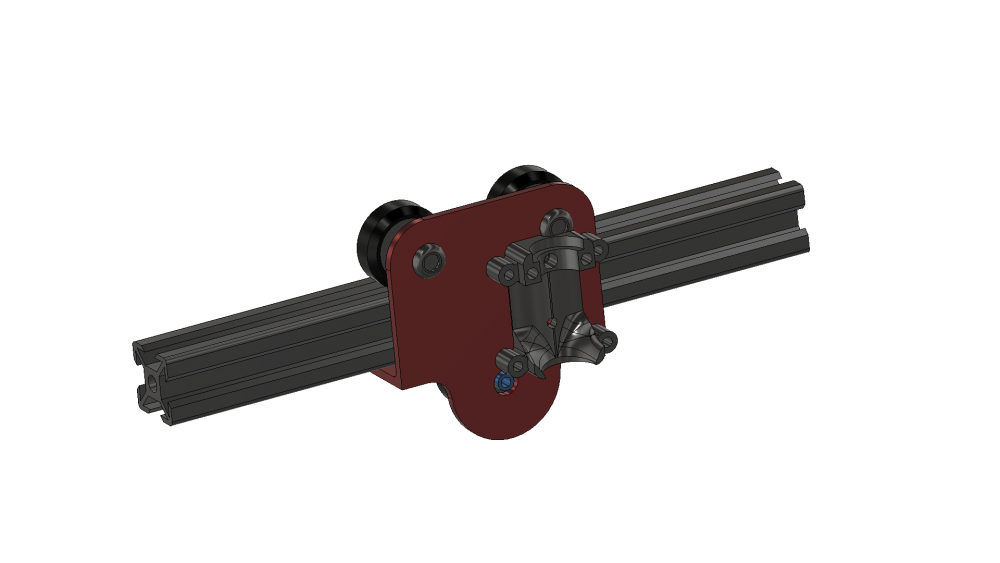
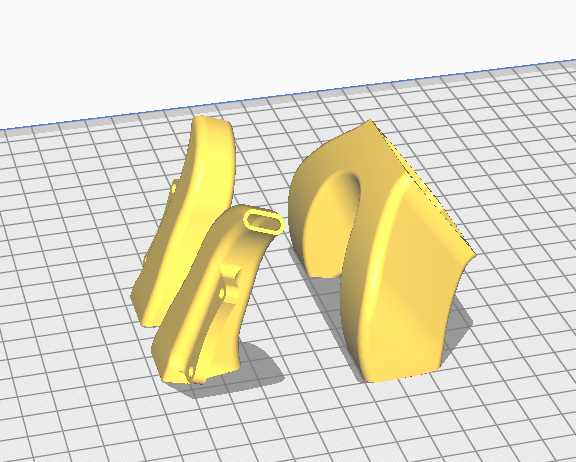
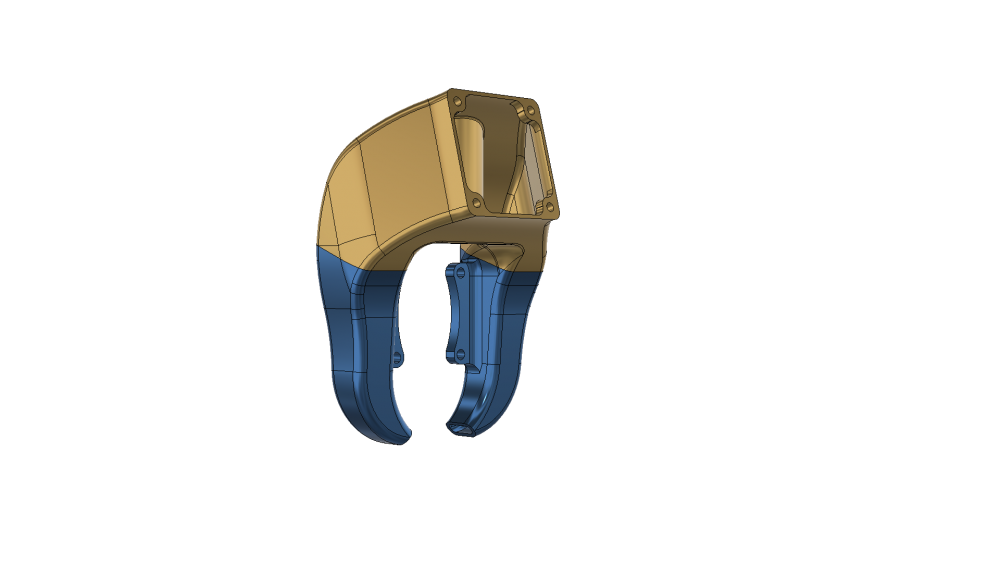
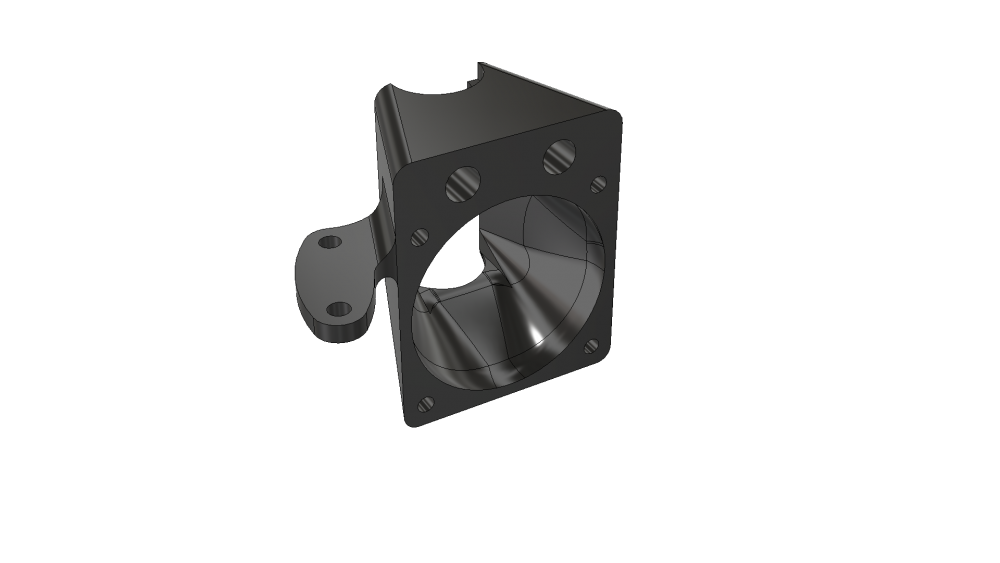
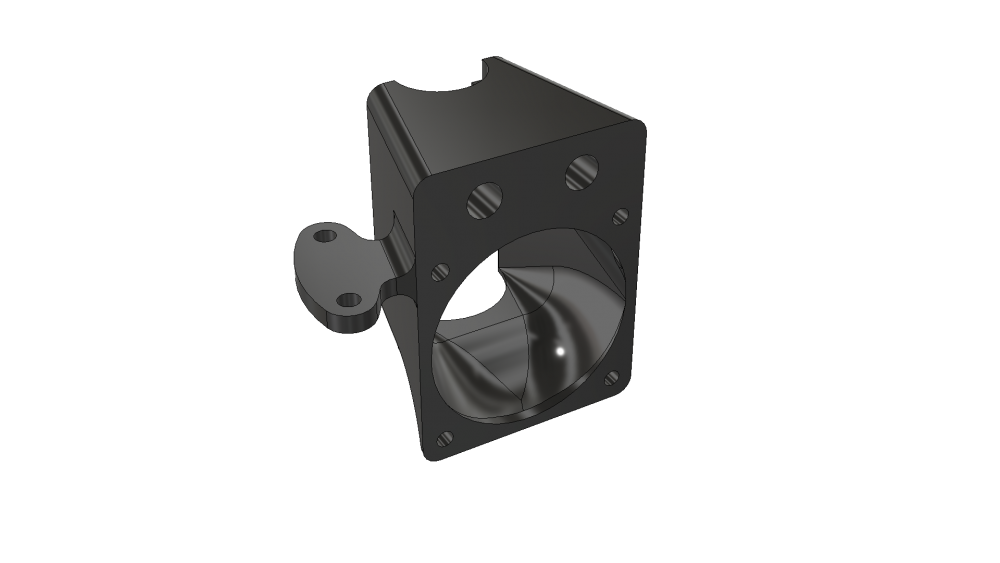
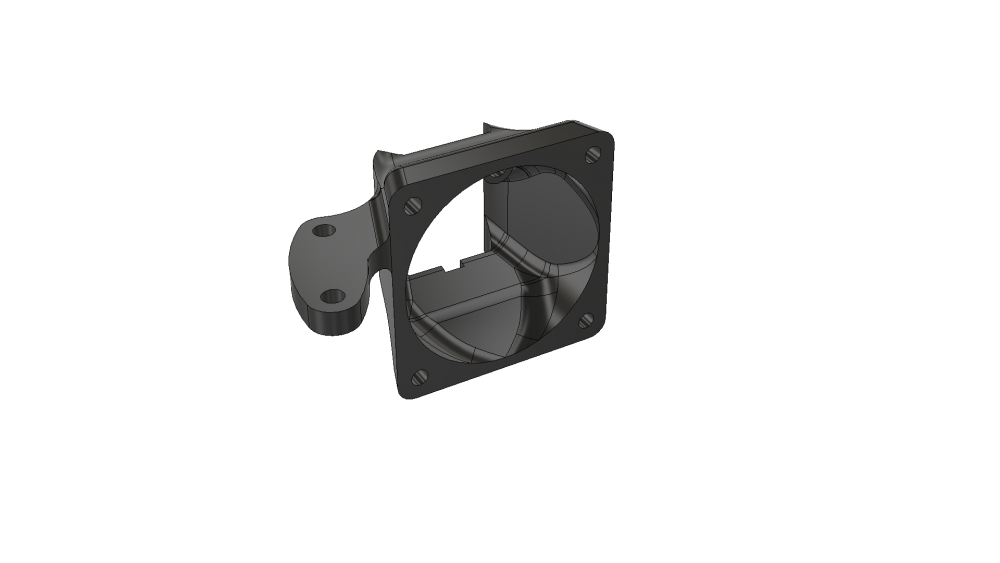
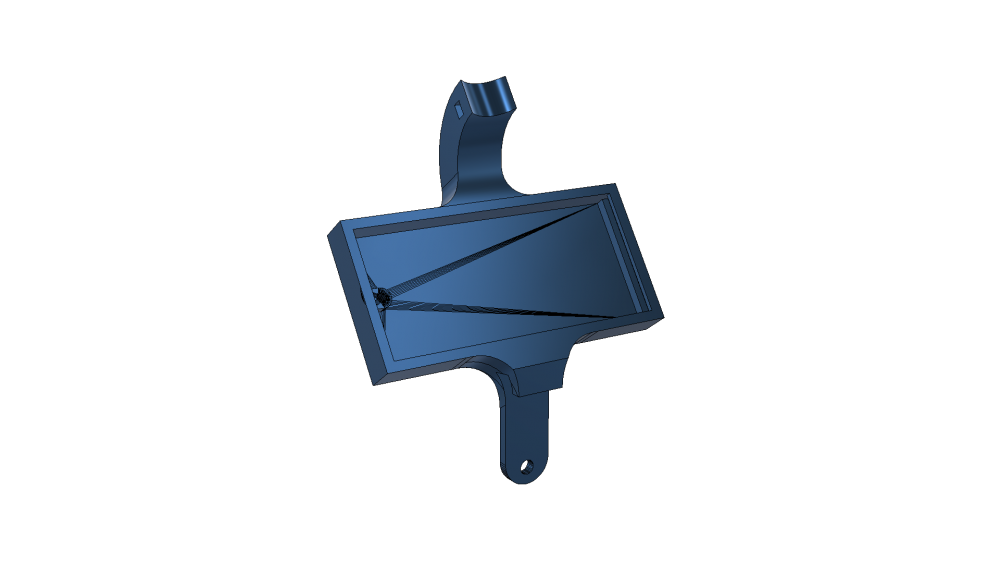
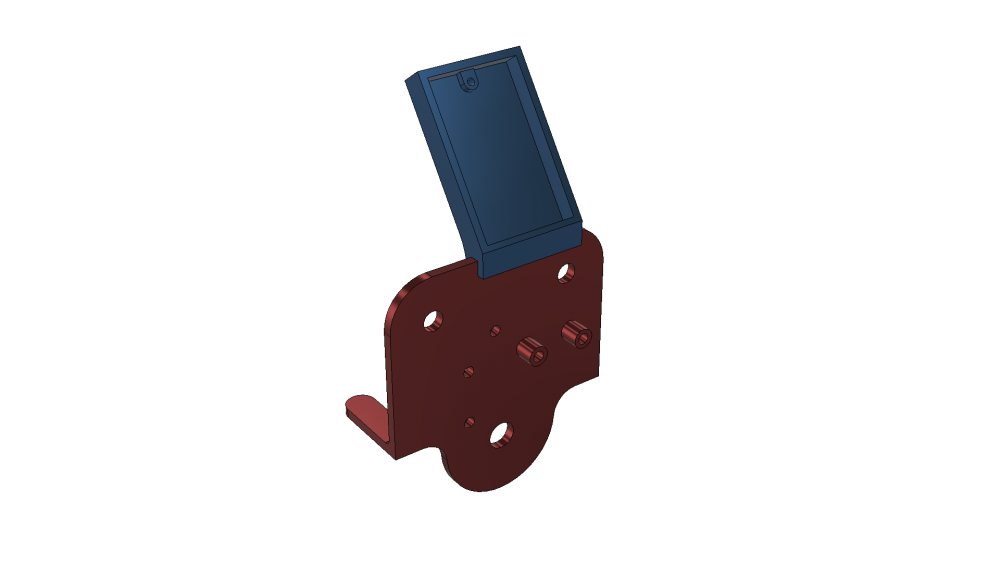
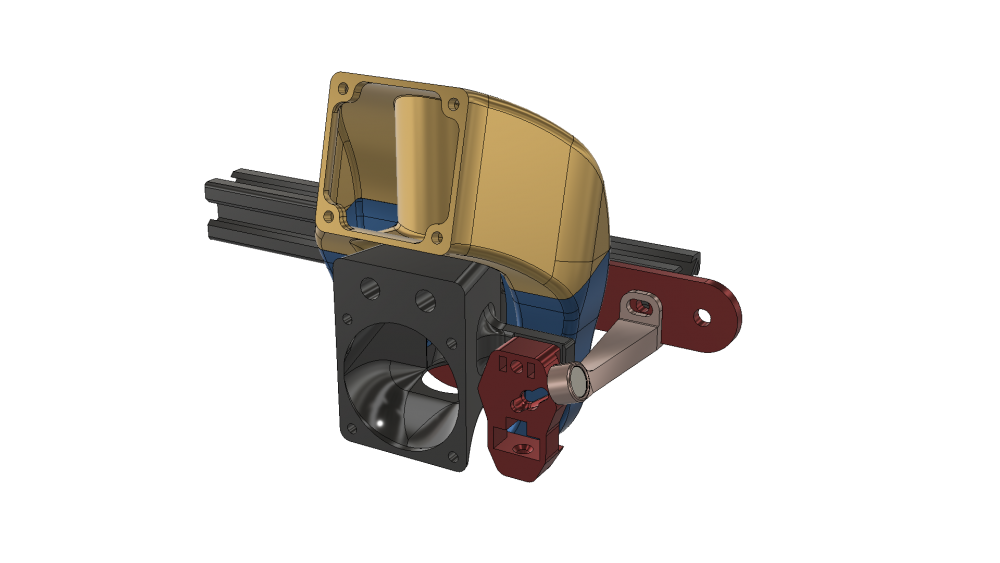
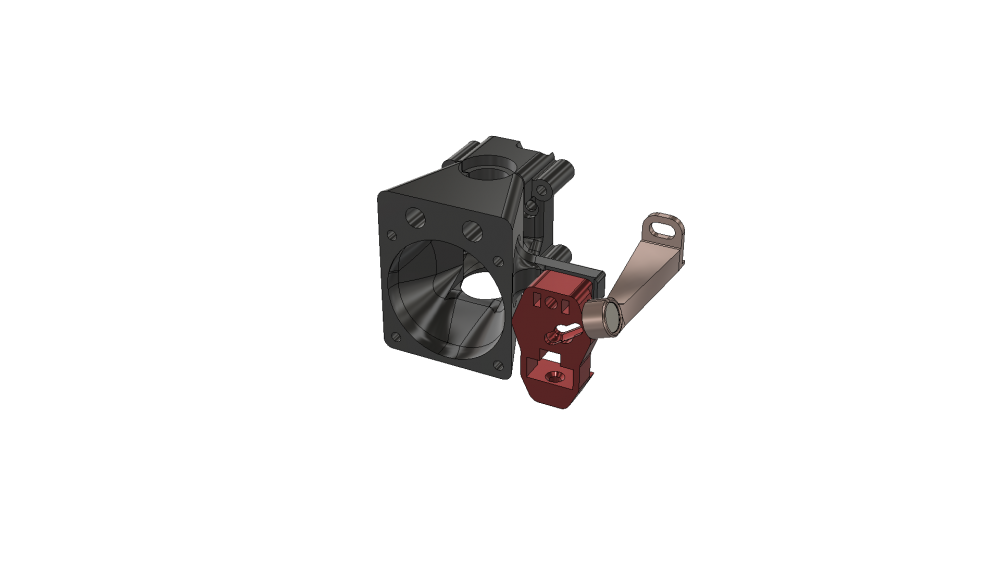
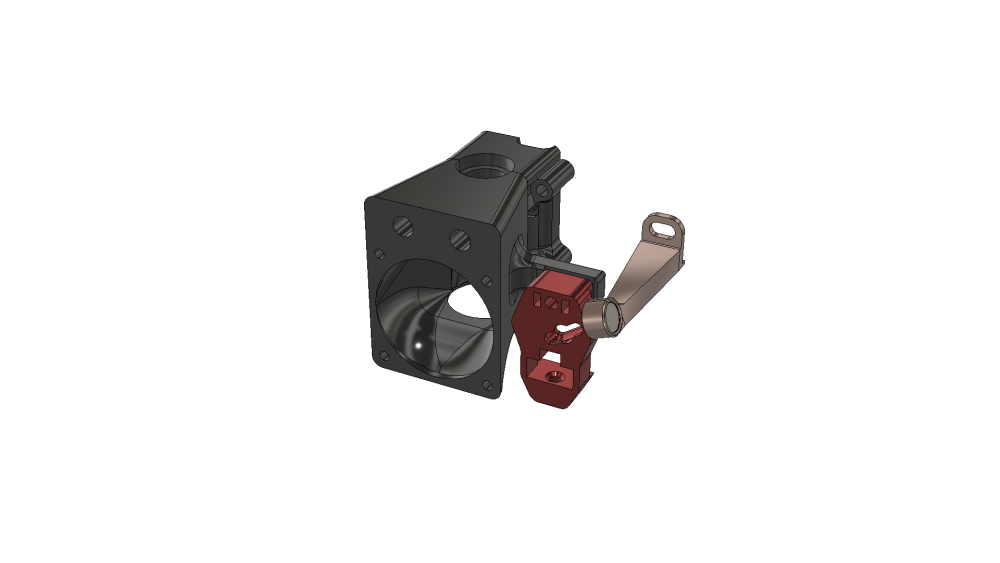
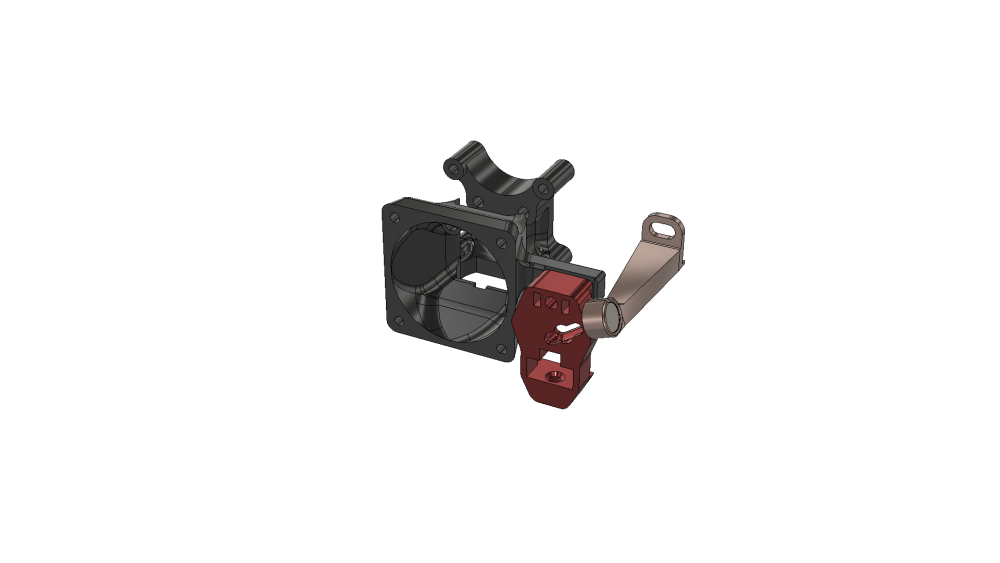
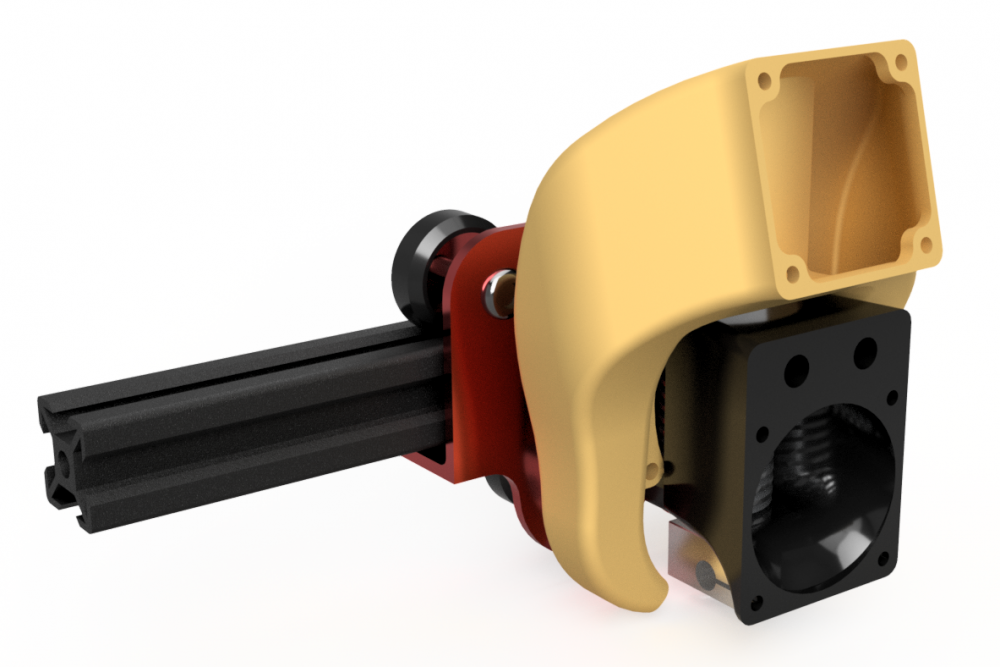
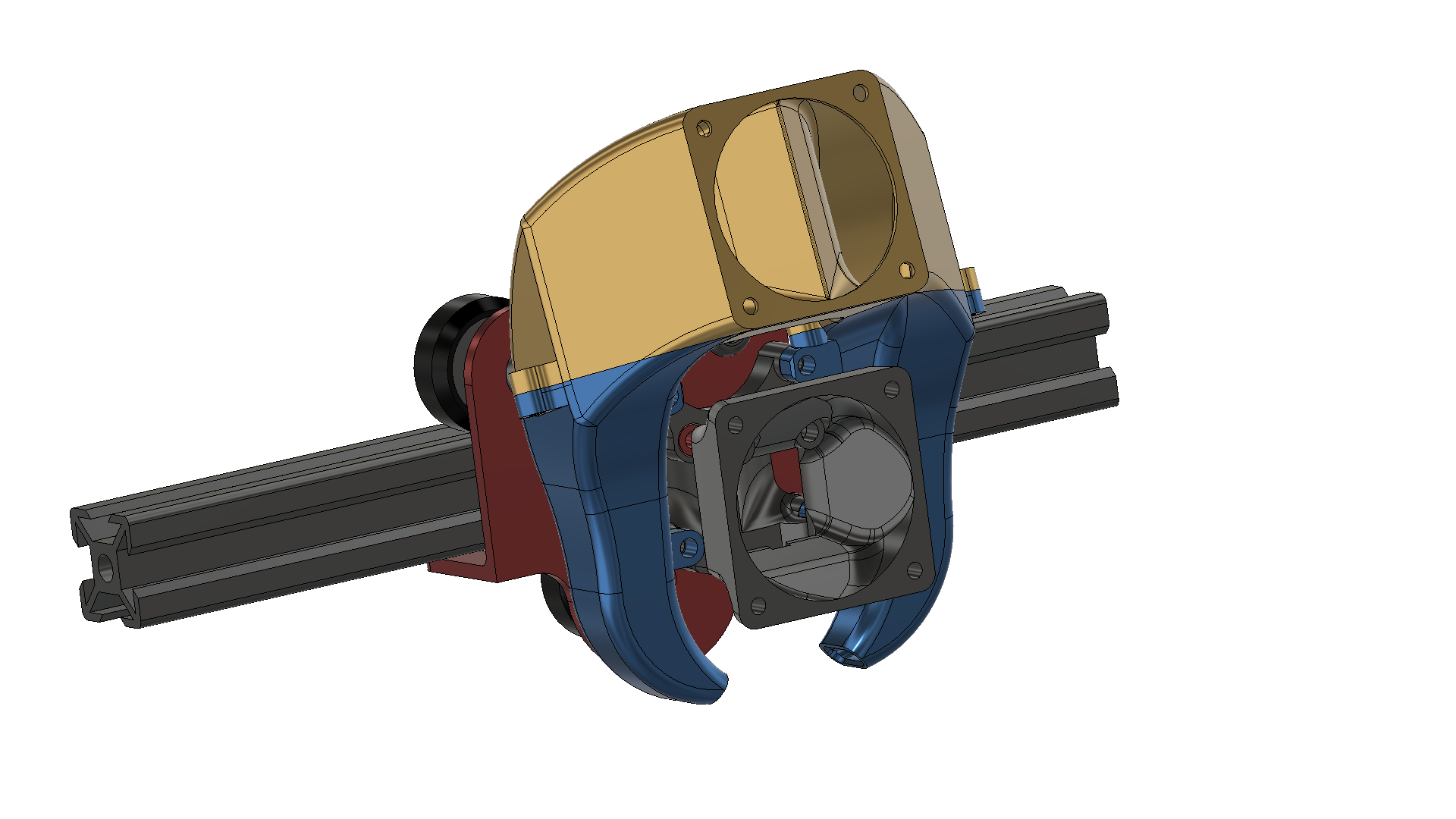
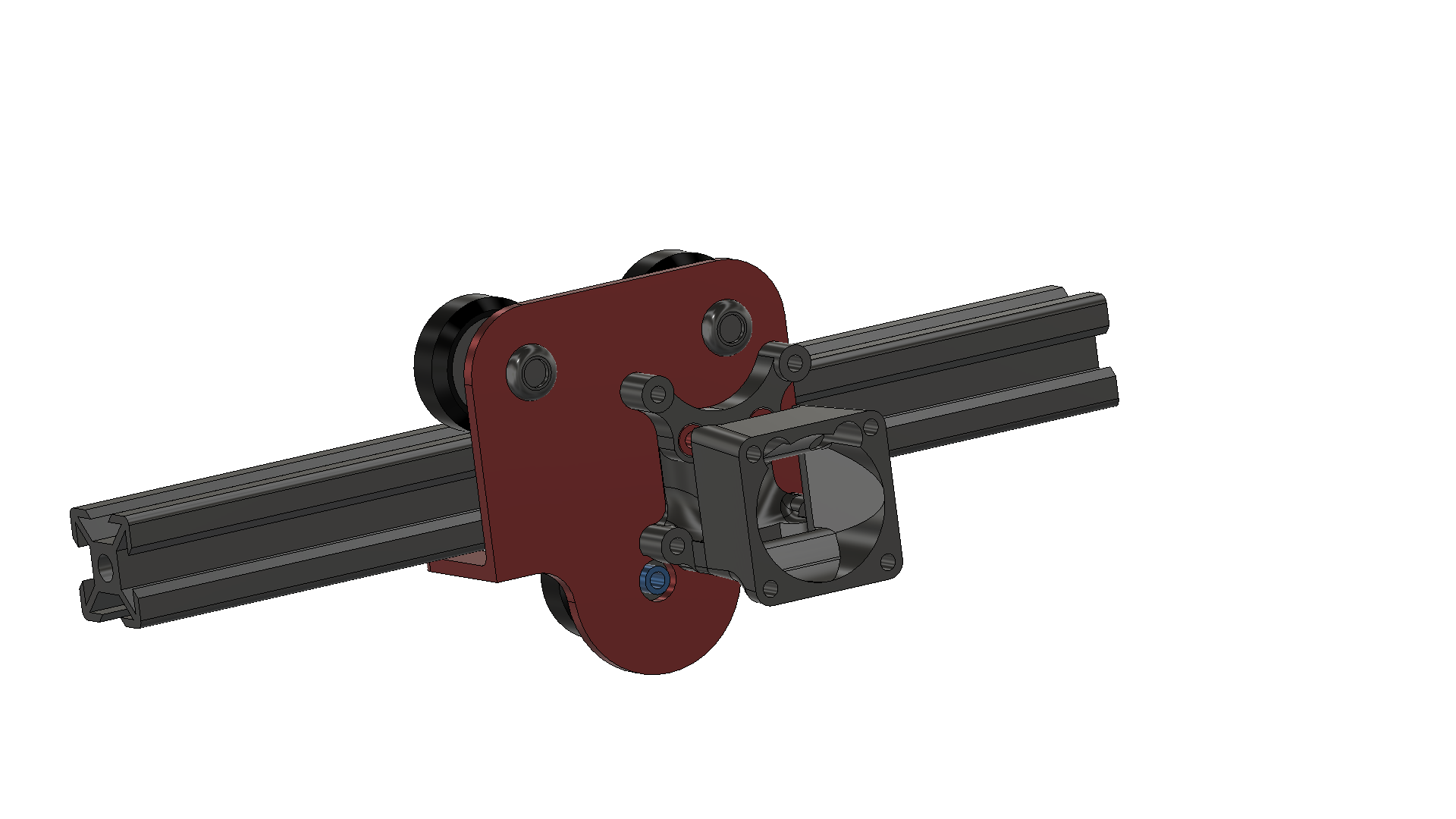
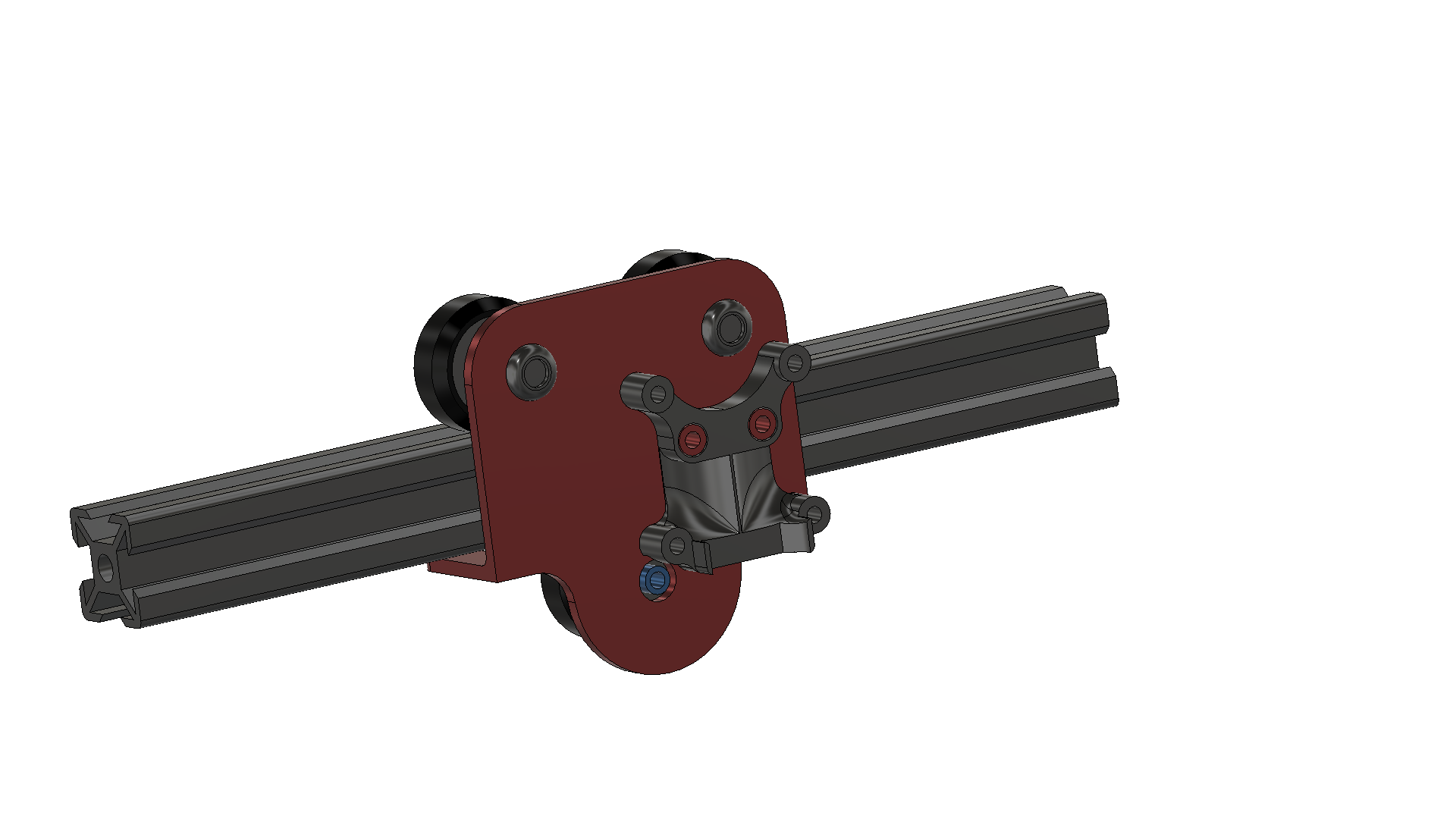
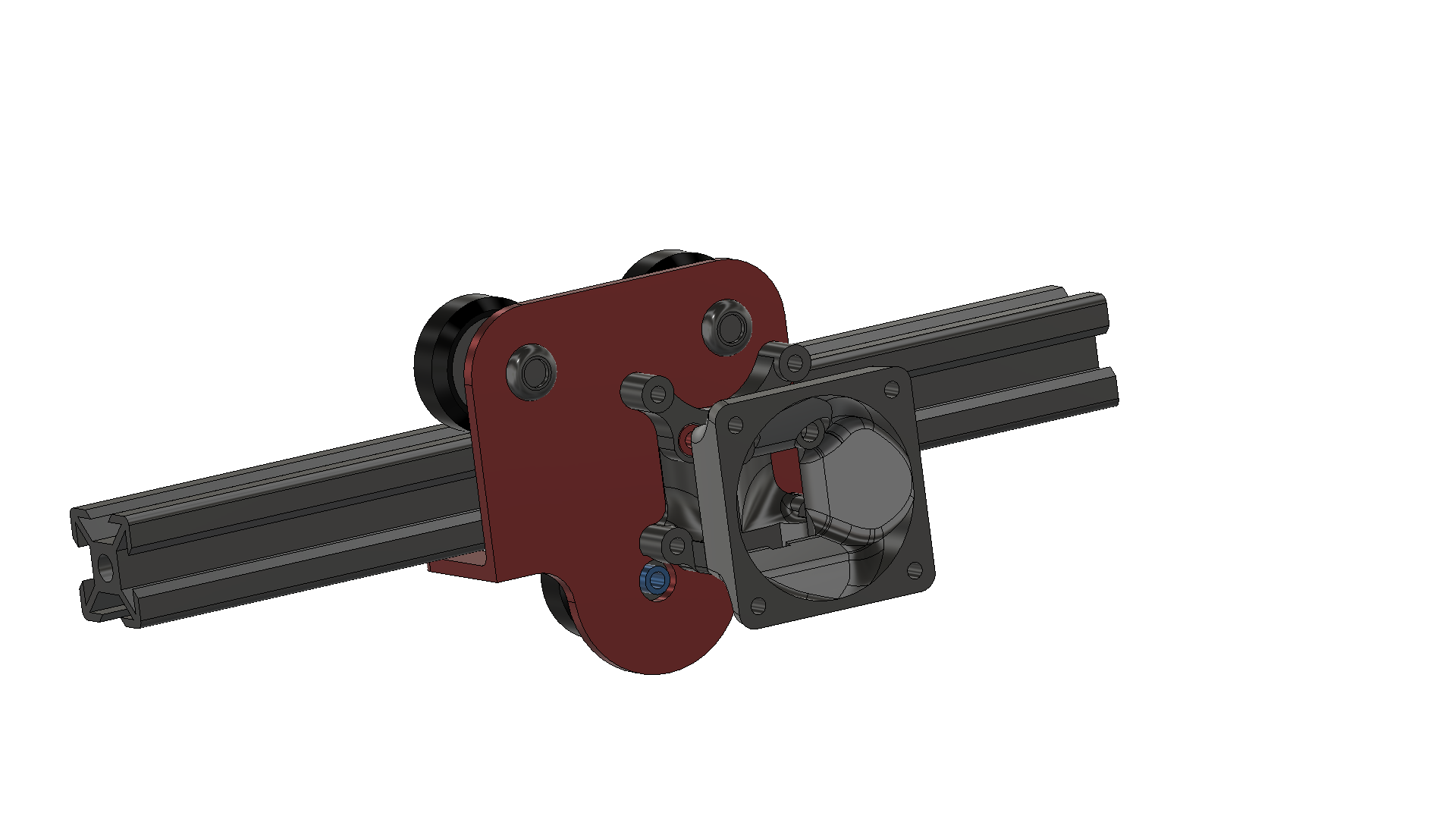
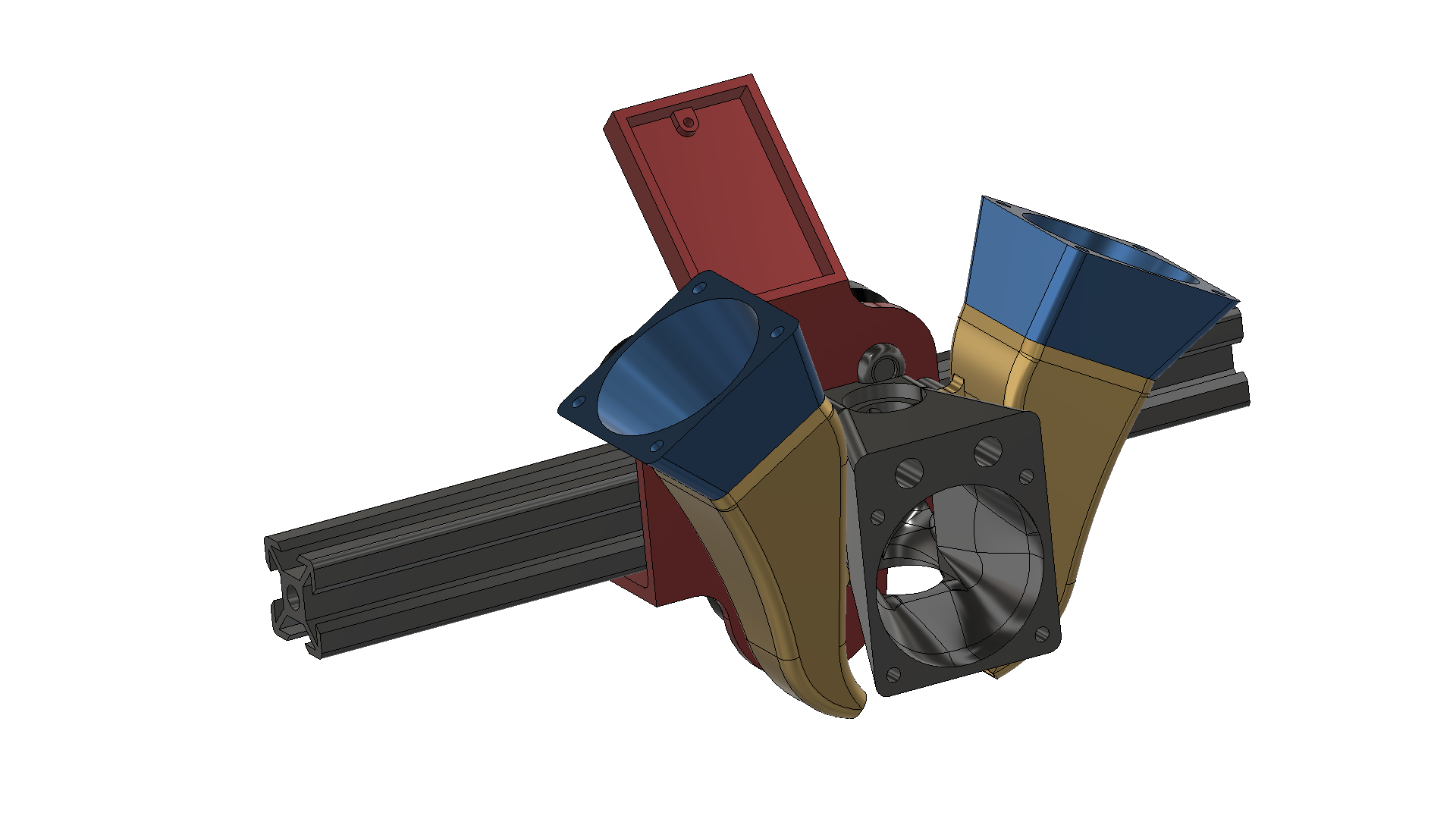
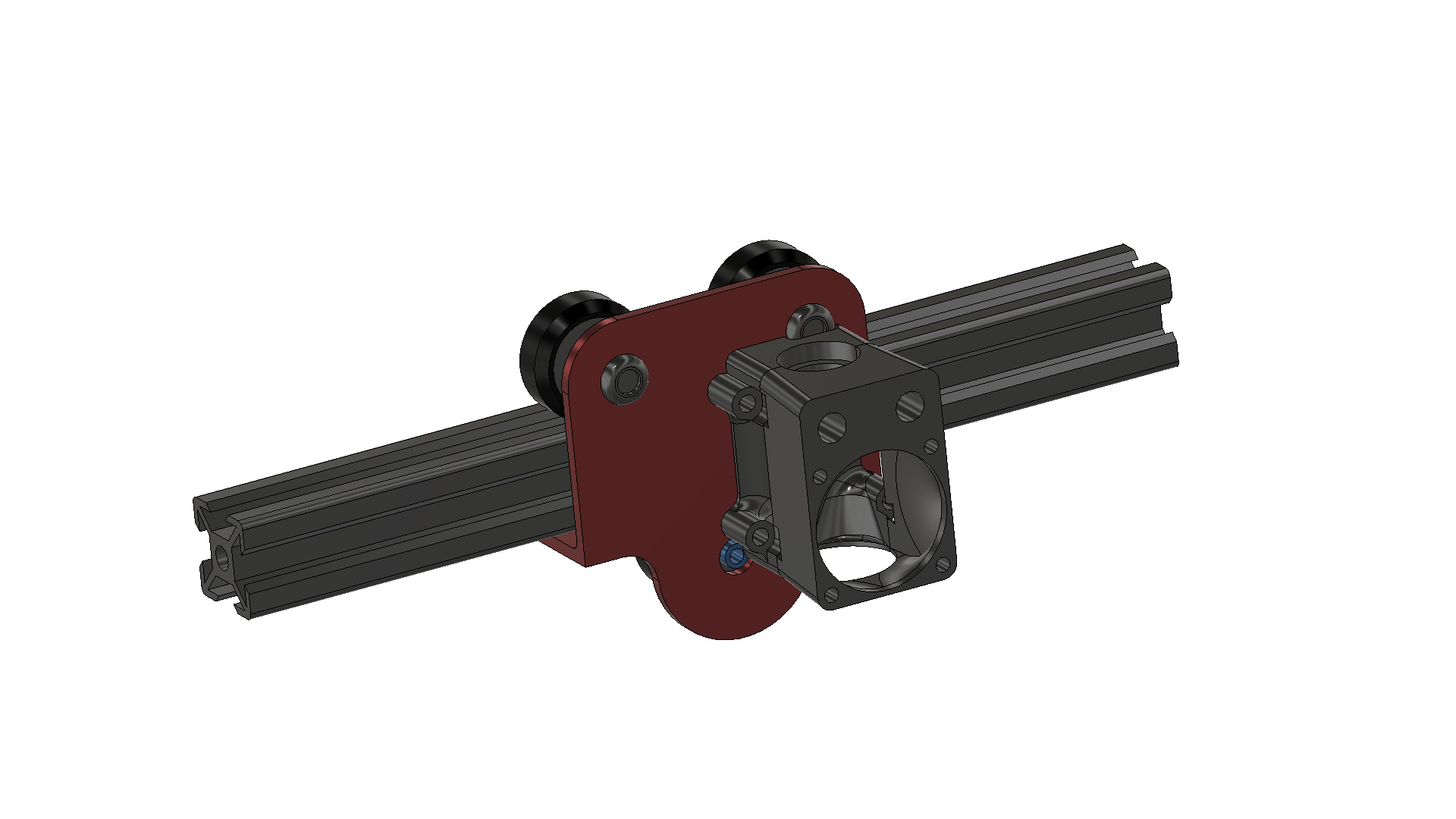
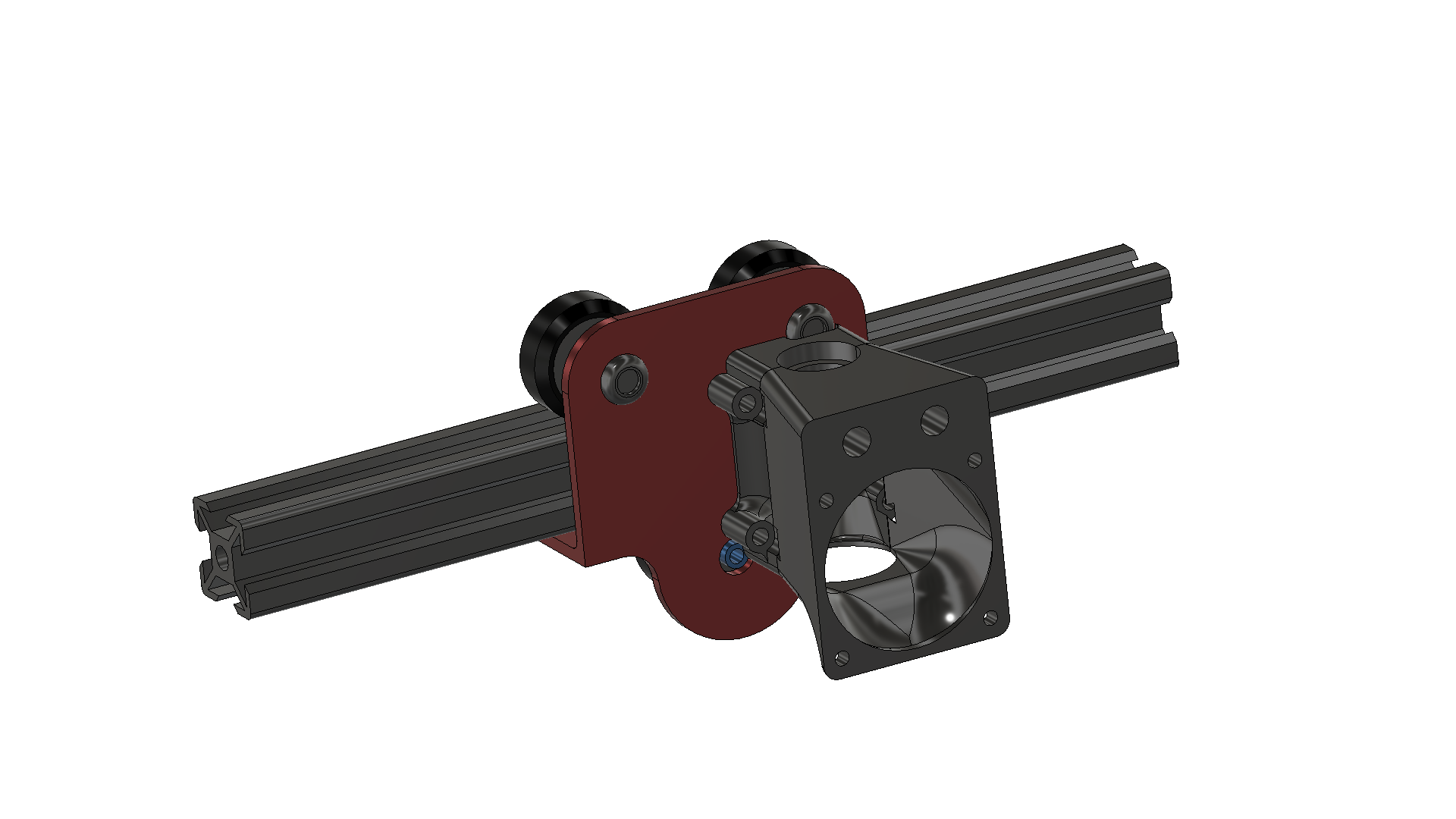
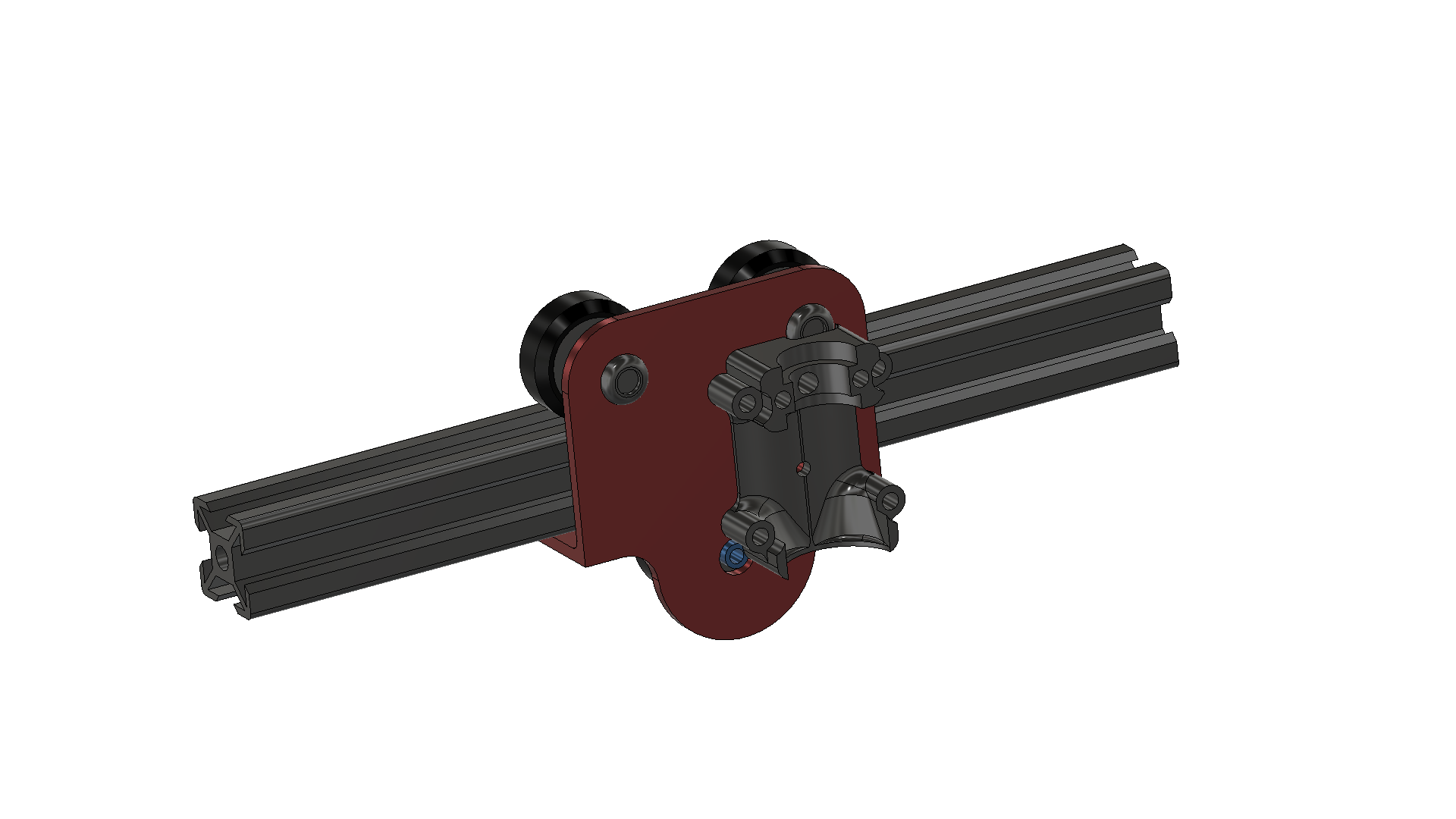
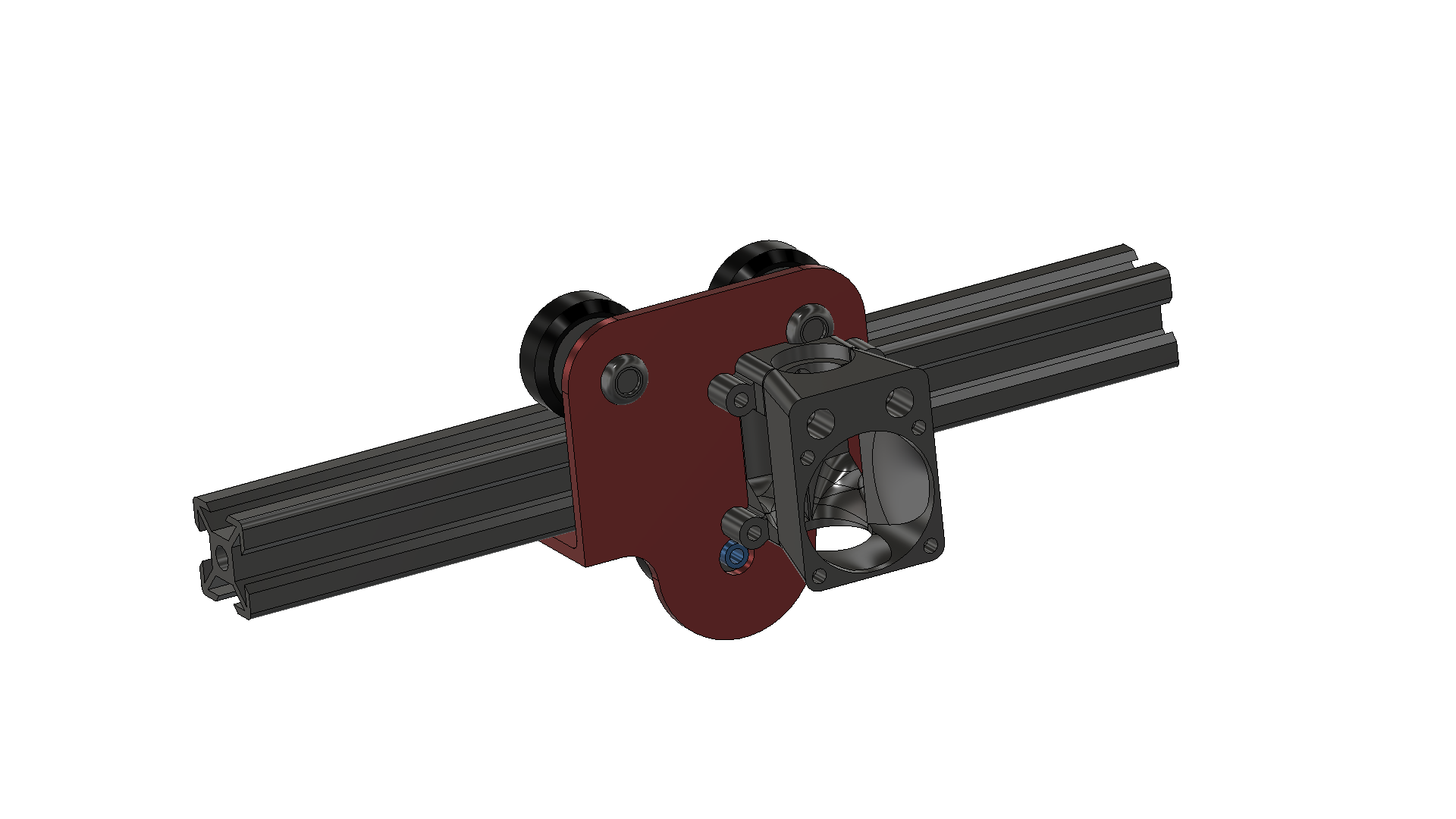
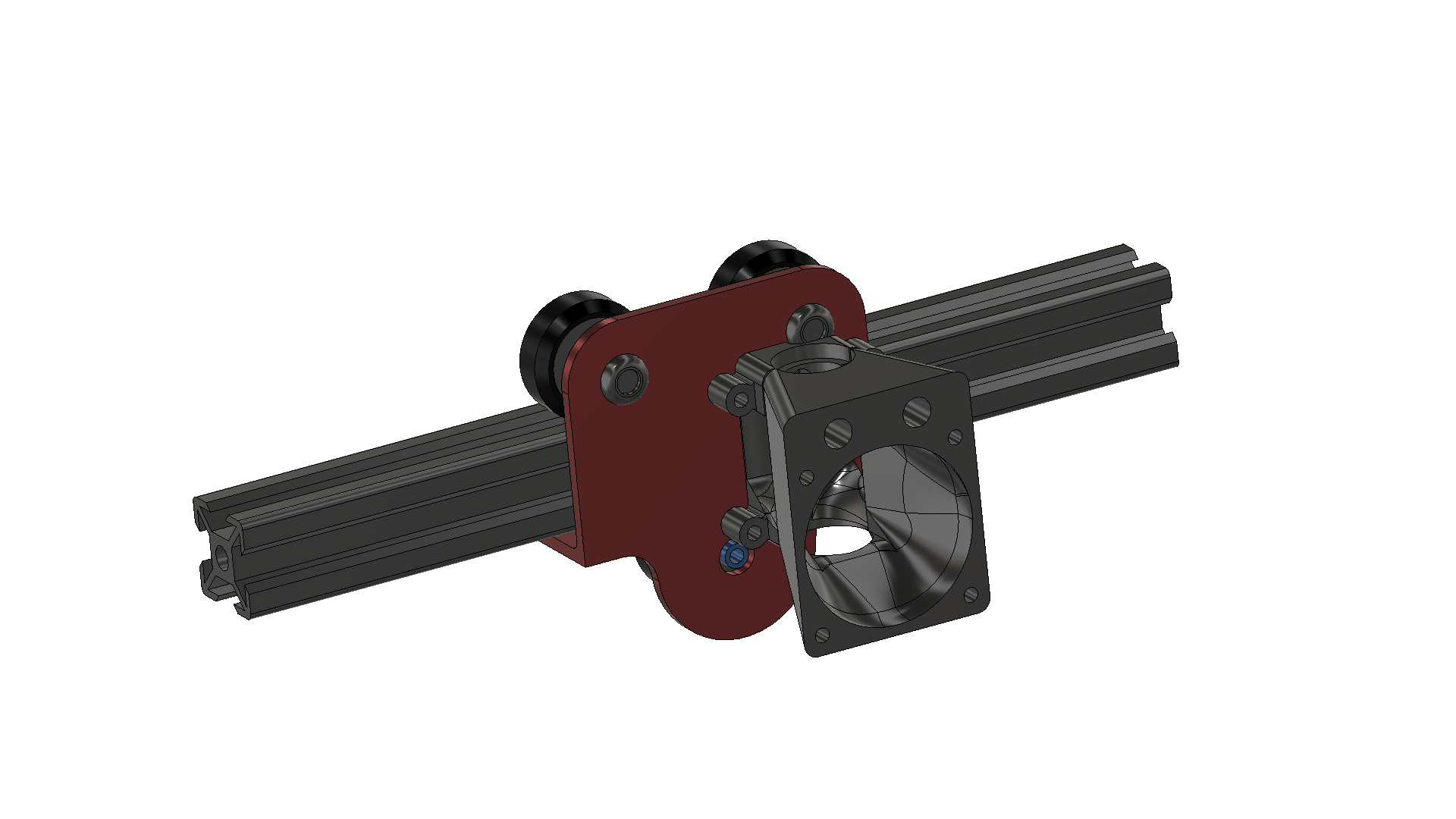
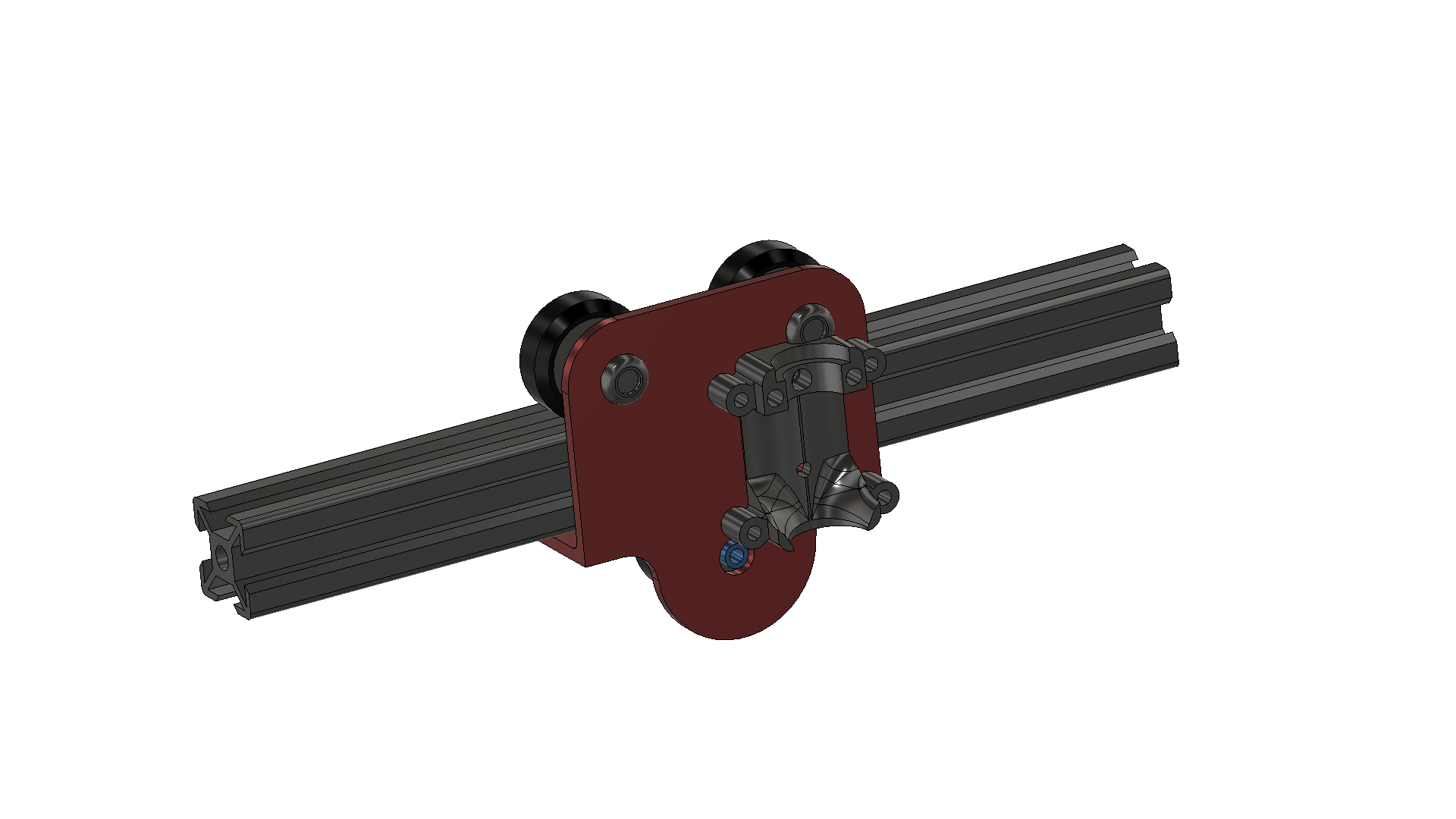
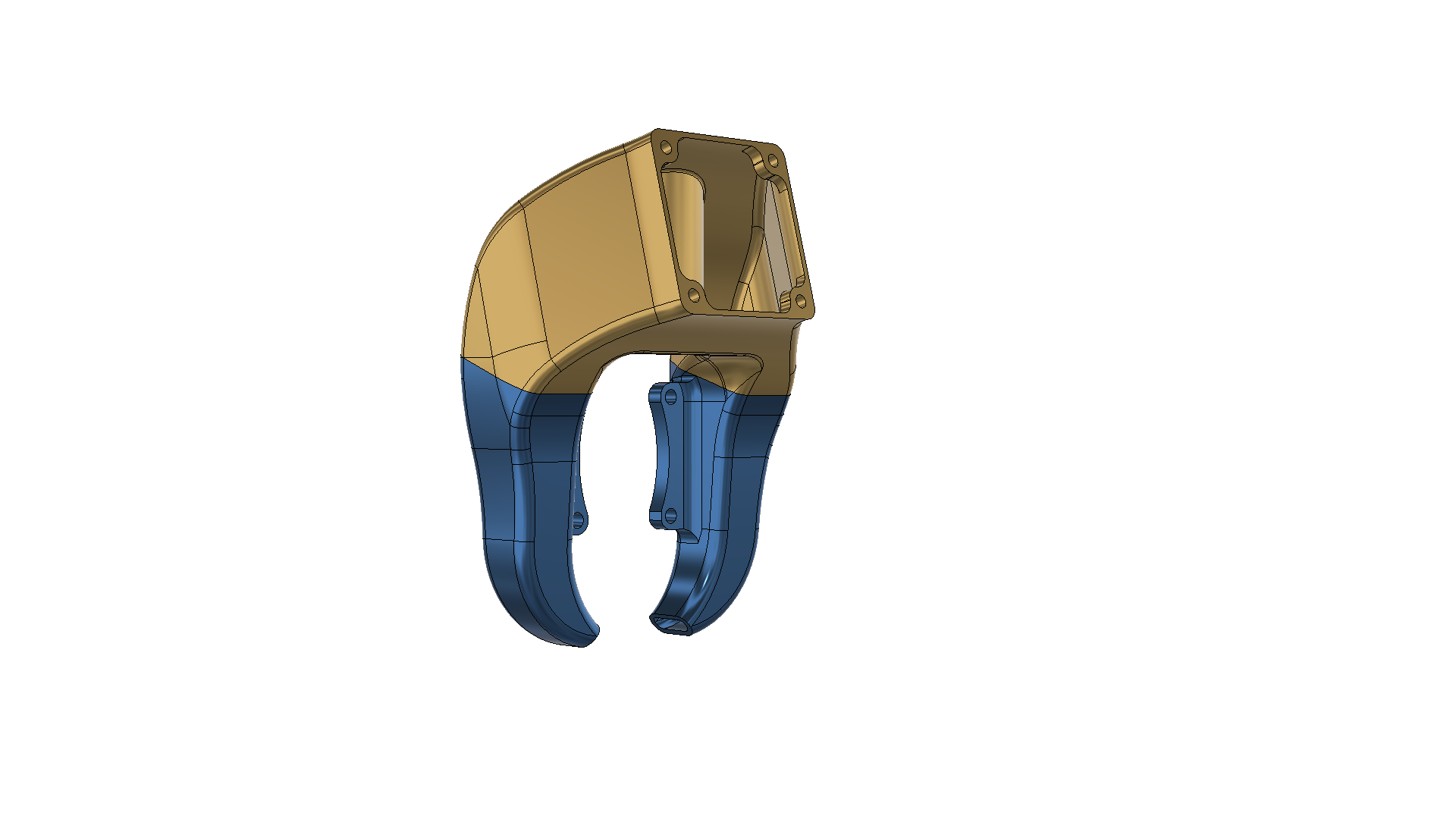
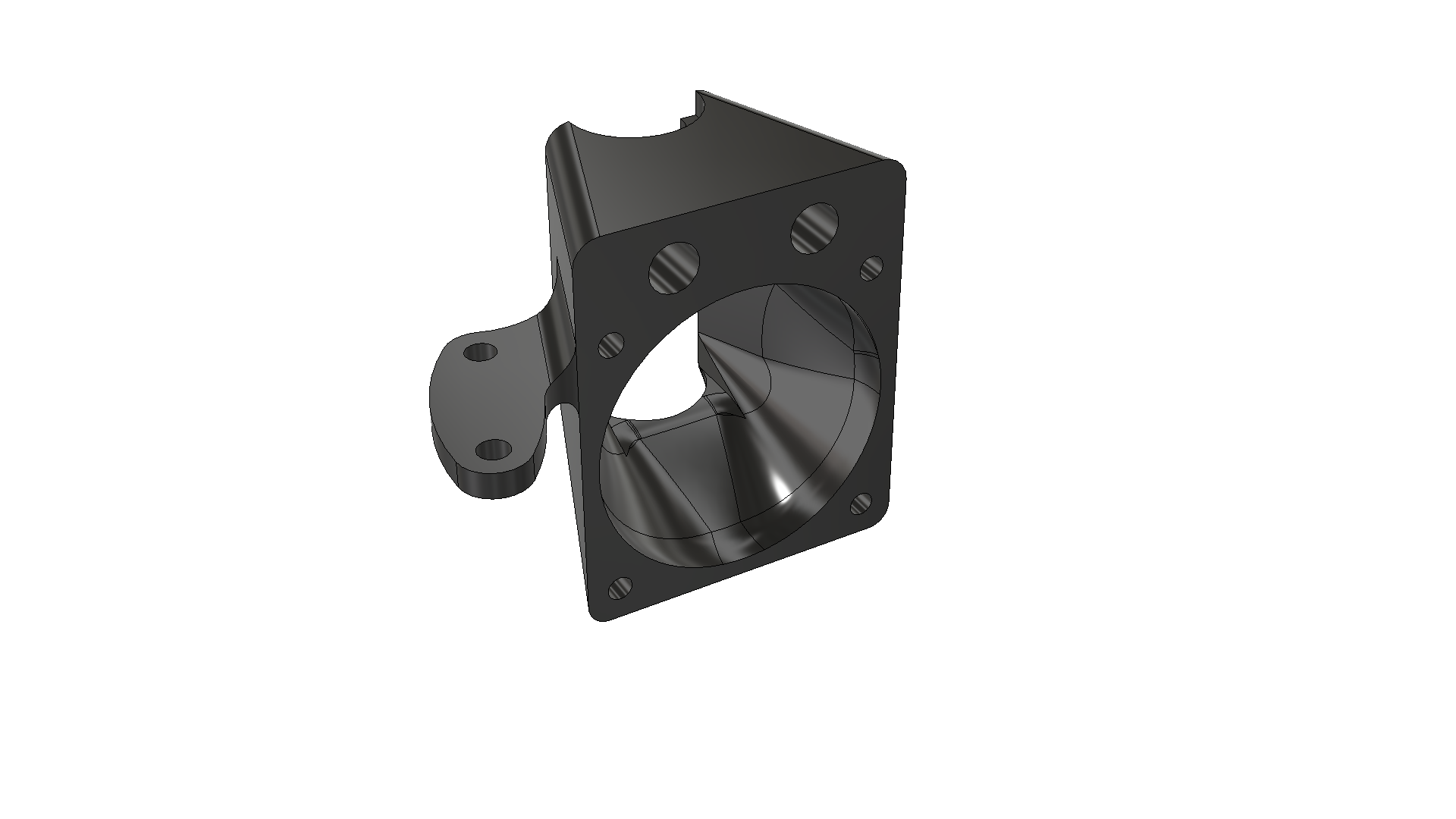
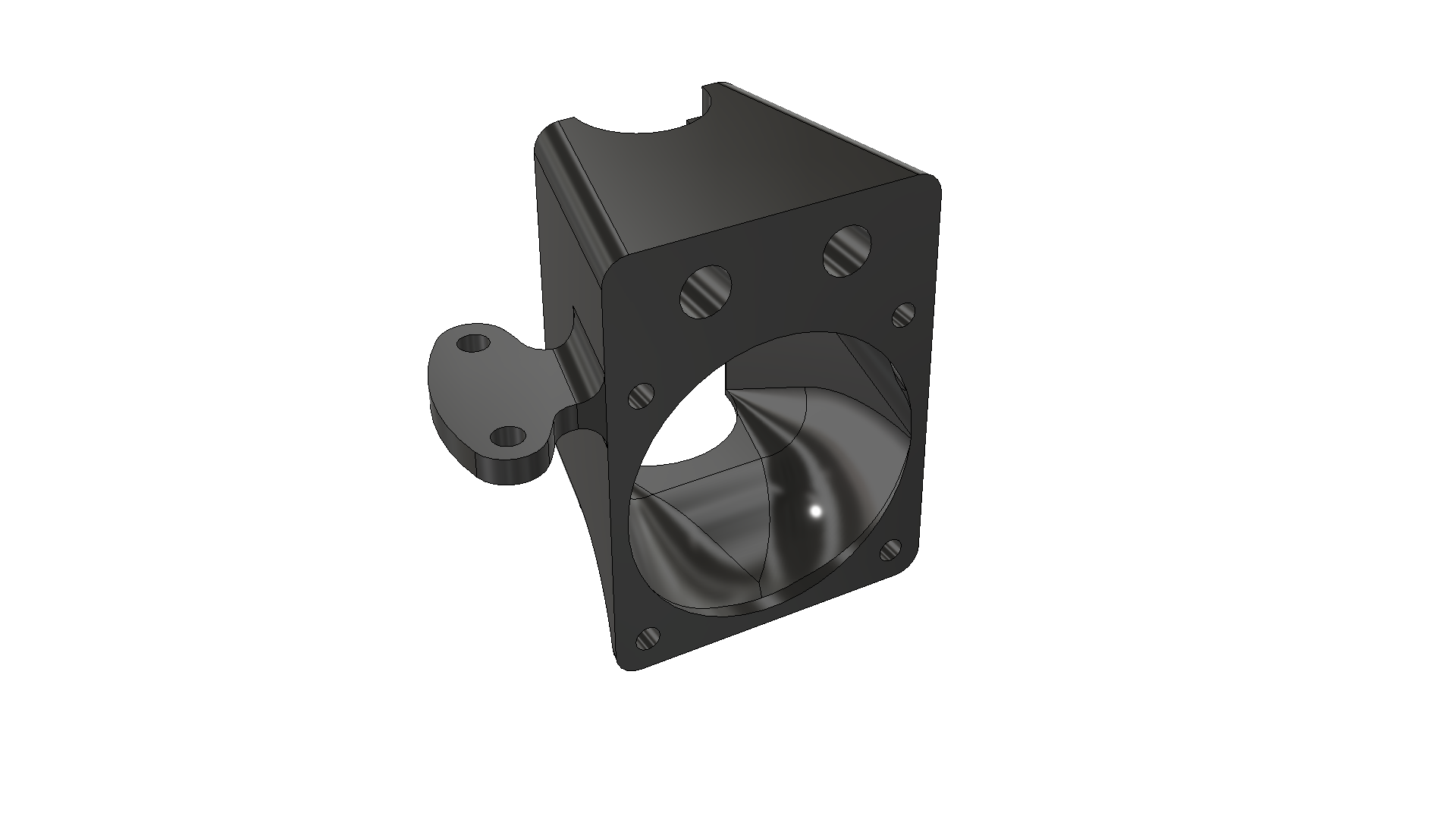
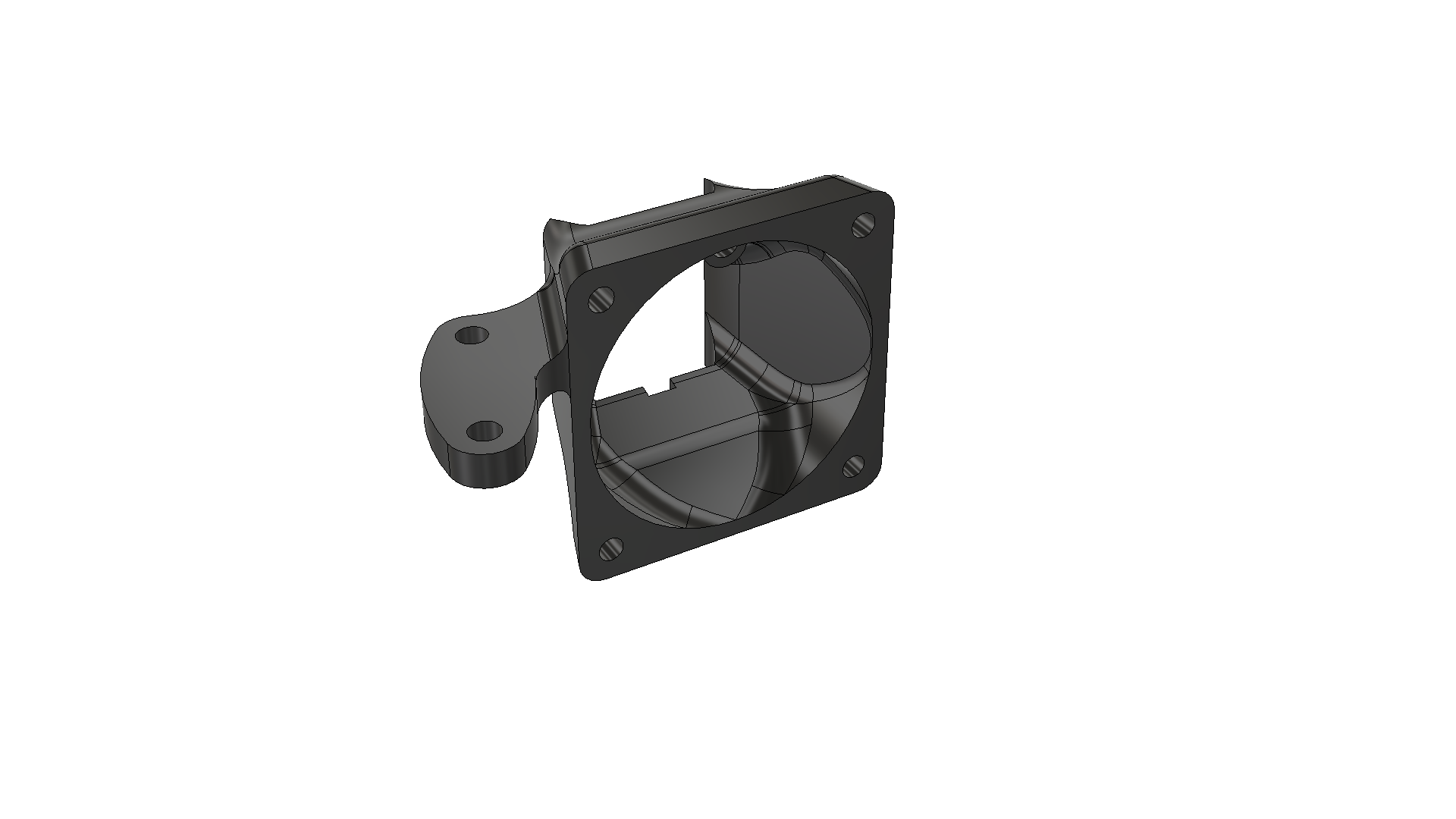
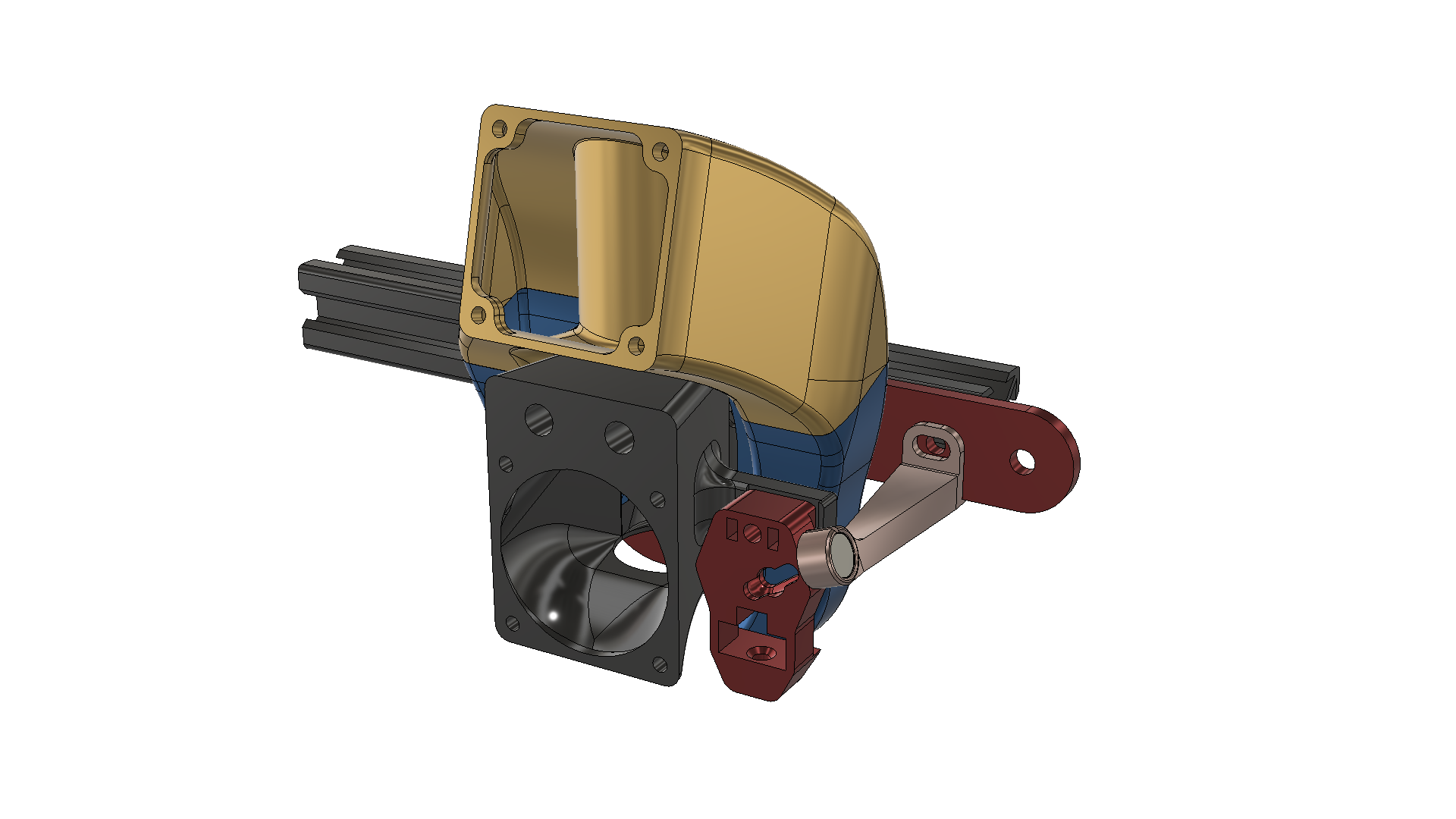
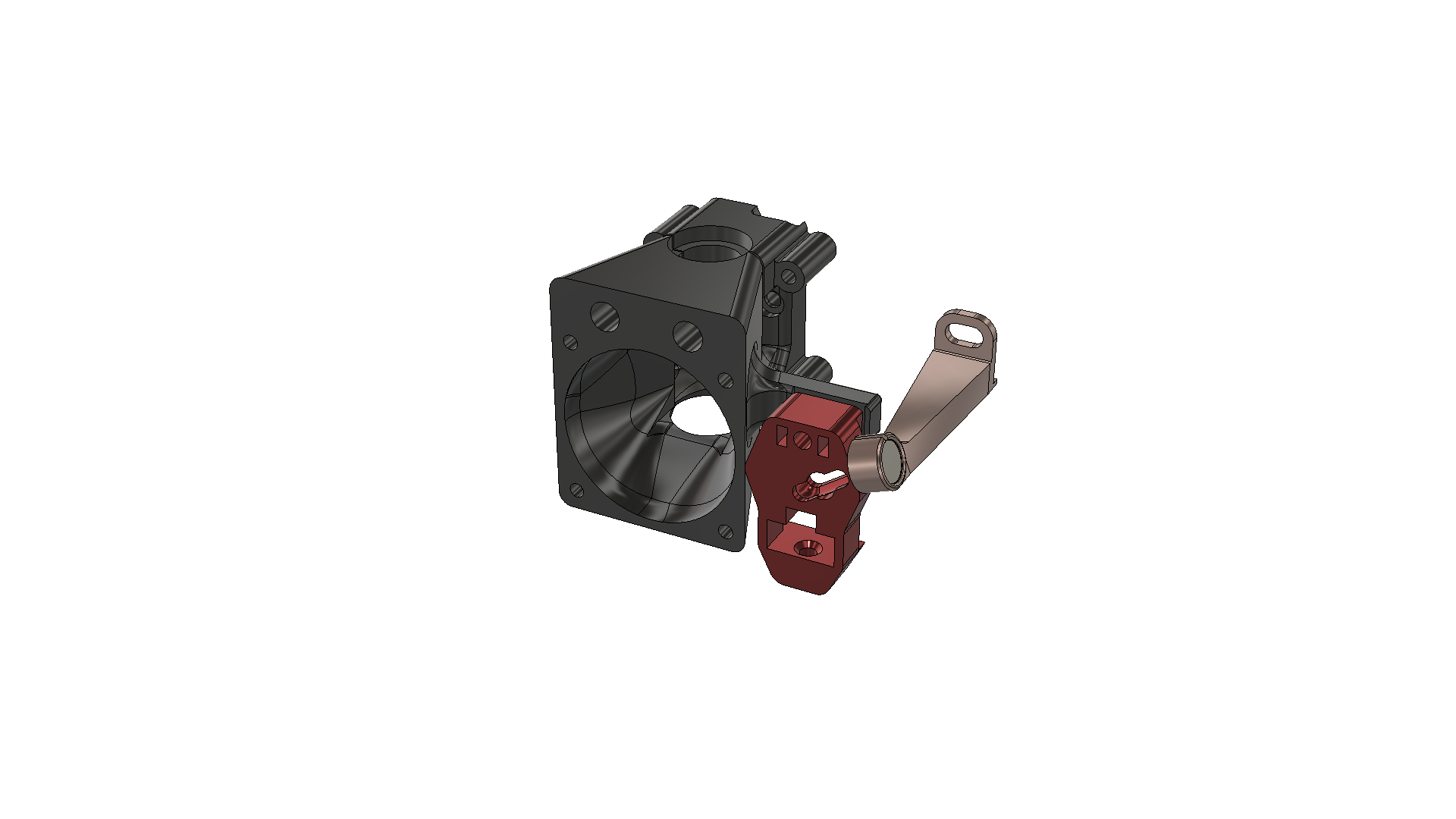
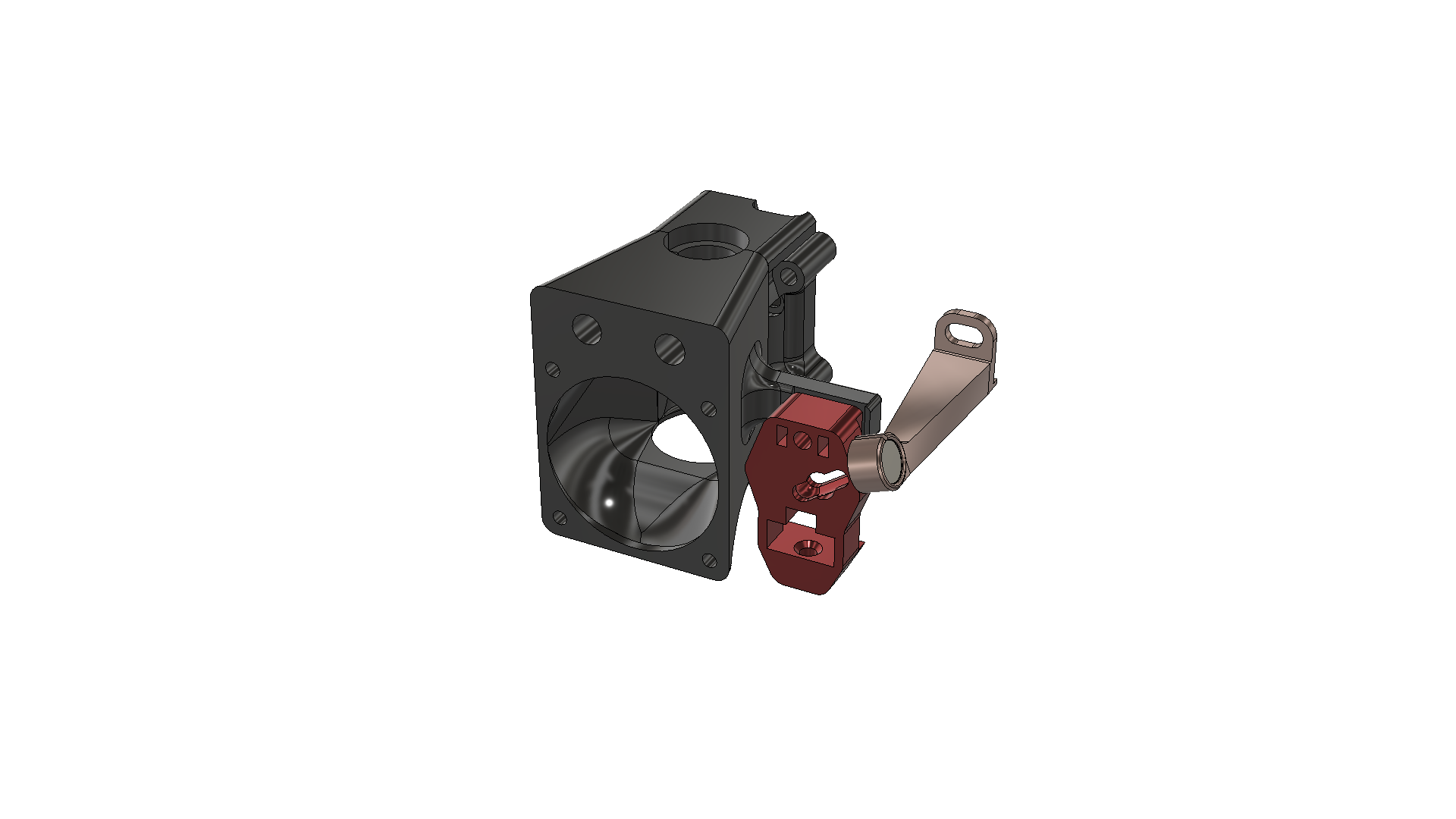
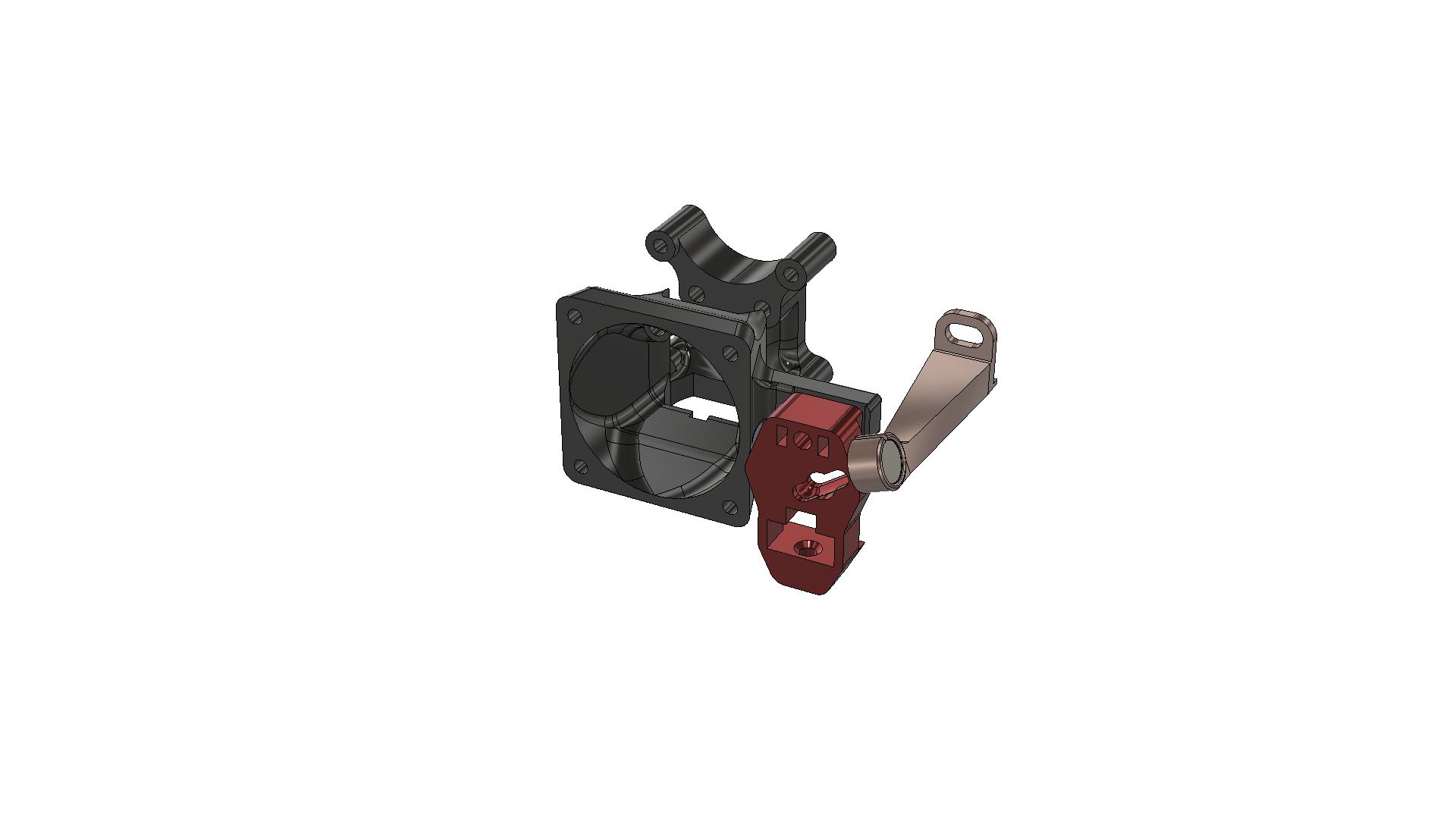
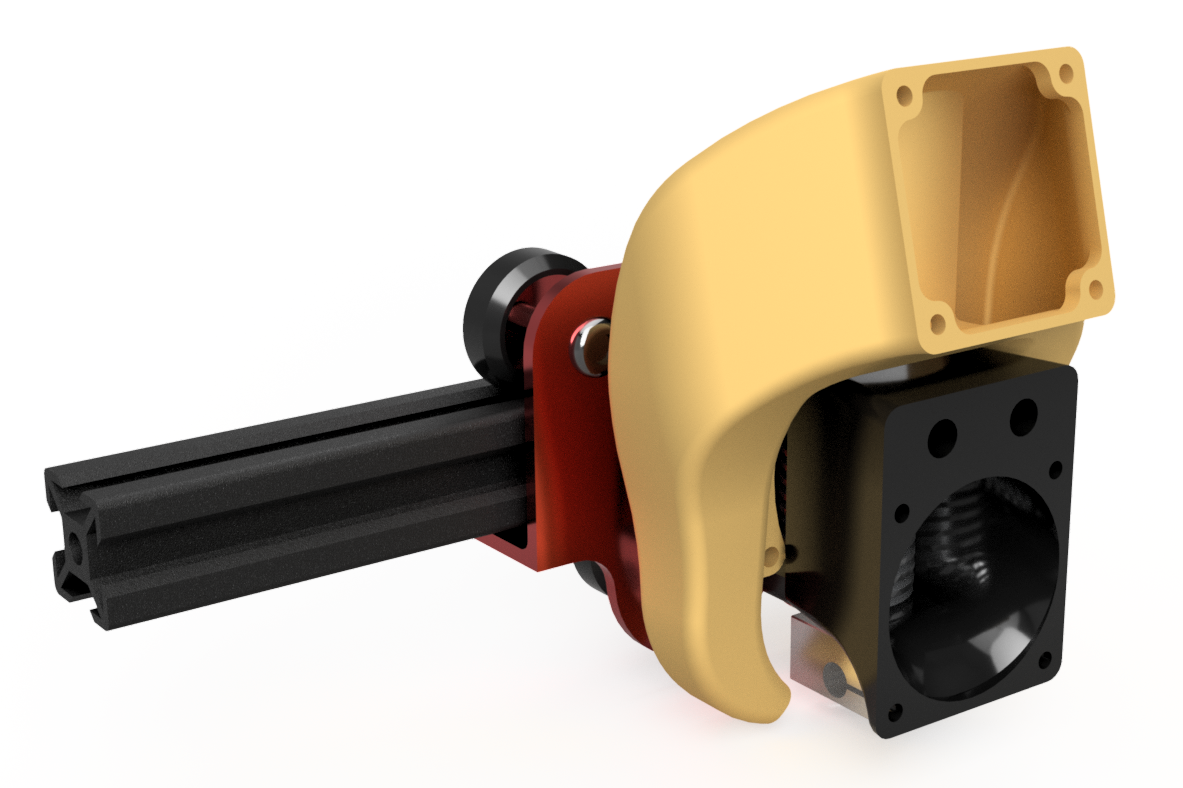
Bonjour à tous et bienvenue sur le topic officiel du fang modulable ! Les réponses à la plupart des questions concernant le montage, la visserie nécessaire, les paramètres d'impression ou les pièces à imprimer pour votre configuration se trouvent soit : DANS CE MESSAGE (cliquez sur "révéler le texte masqué" pour accéder à l'info qui vous intéresse) DANS LA NOTICE PDF (téléchargeable au bas de ce message) Donc merci de bien TOUT lire avant de poser des questions auxquelles vous avez déjà les réponses ! Origine du projet : MAJ 28/01/19 : Suite de l'aventure ! Entrons dans le vif du sujet ! Donc à ce jour nous avons plusieurs montages possibles qui vont du simple fang 40mm et support pour tête et ventilo d'origine : Au montage AiO/E3D et fang à double ventilos 30/40mm + BL-Touch/Touch-mi et support pour PCB de @Janpolanton : Tous les fangs sont compatibles avec tous les supports tête, toutes les têtes supportent le BL-Touch ainsi que le Touch Mi. Chaque support de tête possède quatre montages de ventilateur hotend différents : 1 support pour accueillir un ventilo 30mm 1 support pour un ventilo 40mm 1 support pour accueillir un ventilo 40mm + BL-touch. 1 support pour accueillir un ventilo 40mm + Touch Mi Concernant le BL-Touch/Touch-Mi, vous trouverez dans le dossier dédié un fichier texte qui précise les offset X et Y à indiquer dans marlin/smoothie pour votre modèle de tête ainsi que des instructions de montage. Tous les montages têtes amènent à un petit décalage du home sur l'axe Y (ente 6 et 9mm selon les modèles), il suffit pour palier à ce souci de déplacer un peu le endstop de l'axe Y de manière à ce que la tête tombe bien là ou elle le doit ! Pour ce qui est des liens de téléchargement, deux solutions s'offrent à vous : Un lien vers MEGA.NZ exclusif au forum, il contient en plus du fang 40mm une version double ventilos 30mm et les supports pour le PCB de @Janpolanton, de plus en passant par MEGA.NZ vous avez la possibilité de ne télécharger que ce dont vous avez besoin. Un lien vers la page Thingiverse du fang 40mm. CES LIENS SONT DISPONIBLES EN BAS DE CE MESSAGE ! Pour ceux qui ne sont pas à l'aise avec Mega.nz, quelques instructions : Illustrations des pièces dispo (je rappelle que les photos sont cliquables pour agrandir !) : Montage du Touch-Mi : MAJ 07/07/19 : Paramétrage de Marlin pour le TouchMi (par @sensei73) MAJ 10/03/19 : Nouvelle version du fang. Il existe deux versions du fang 40mm, une version "facile à imprimer" en trois partes et une version monobloc, plus difficile mais pas insurmontable ! Position et paramètres d'impression pour la version 3 pièces : Idem pour la version monobloc (par @jipee) LIENS DE TÉLÉCHARGEMENT : MEGA.NZ = >>>ICI<<< Thingiverse = >>>ICI<<< ----------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------- NOUVEAU ! Vous pouvez désormais acheter votre fang modulable imprimé en PLA 3D-870 chez CompoZan, ça se passe >>>ICI<<< ----------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------- INSTRUCTIONS DE MONTAGE FORMAT PDF : >>>ICI<<<. Voila, n’hésitez à laisser un petit like, ça fait toujours plaisir ! Enjoy !





 1 point
1 point -
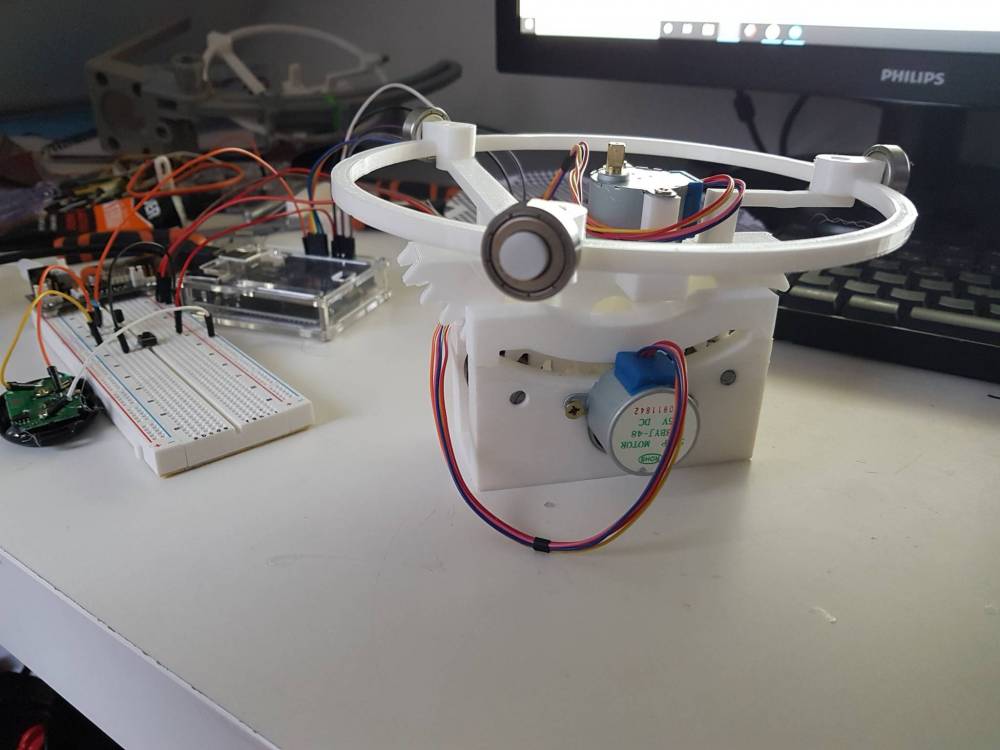
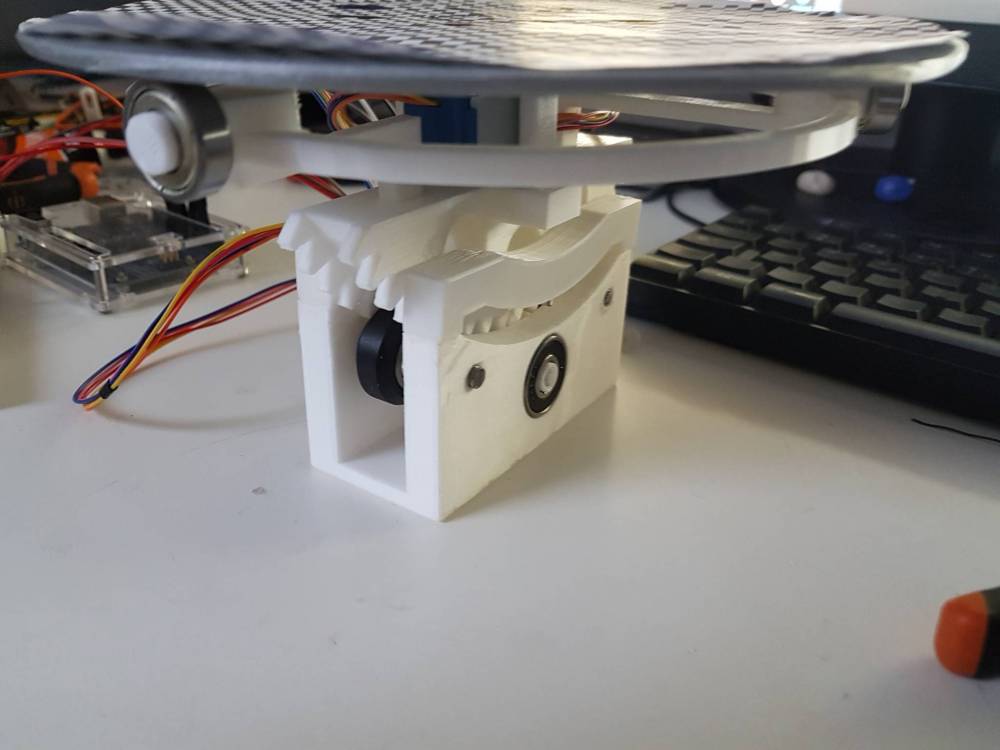
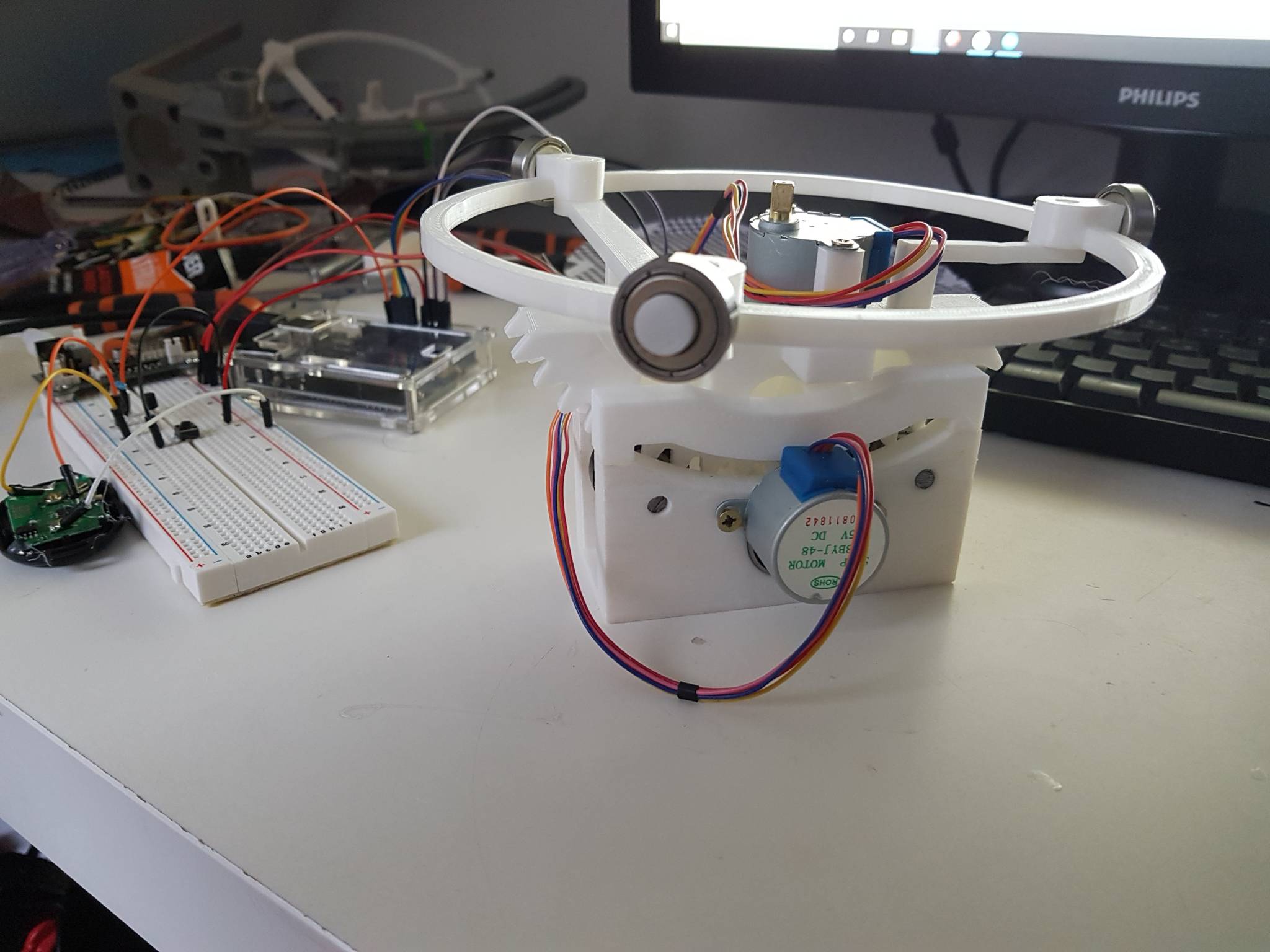
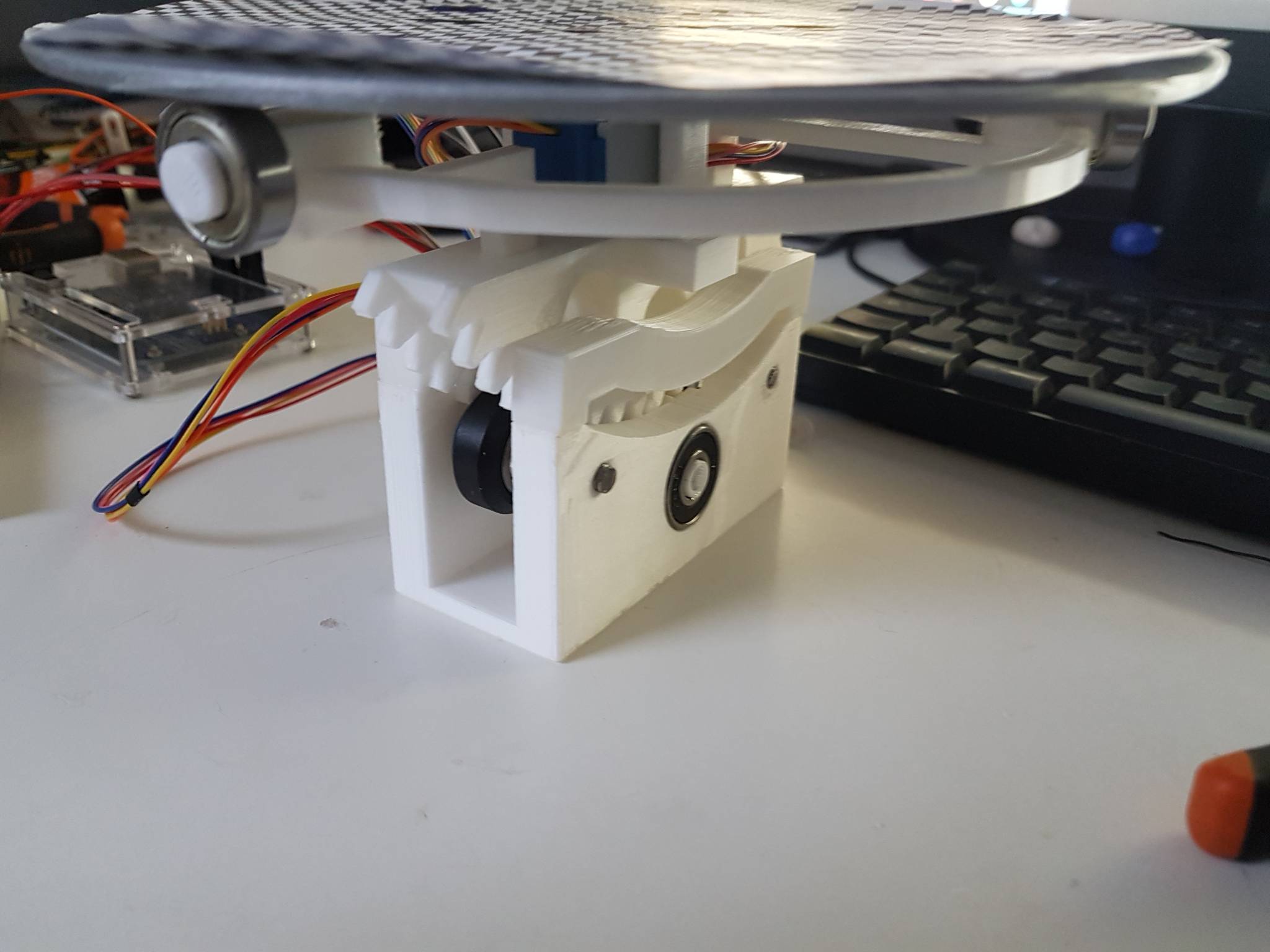
bonjour projet en cours d'élaboration ; plateau tournant sur 2 axes avec prise automatique de photos par un smartphone avec 2 petits moteurs pas à pas et un arduino ............ ça fonctionne , mais il y a encore du taf pour que cela soit présentable
 1 point
1 point -
Coupe ton tube PTFE 5 mm au-dessus du trou ATTENTION : faire une coupe bien perpendiculaire au tube. Sinon, tu auras d'autres fuites de PLA1 point
-
Cette remontée de pla est la cause de sous extrusion. Cela provient d'une coupe du tube non perpendiculaire à son axe et d'un mauvais montage du tube et de la buse. Le bout du tube est déformé sur la photo. Il faut recouper correctement le bout du tube ptfe sur 1 cm., bien nettoyer l'intérieur du radiateur vérifier que le tube passe dedans et ressort du bloque de chauffe puis suivre la Titi's procédure pour remonter corectement afin d'assurer l'étanchéité entre le tube ptfe et la buse. Tu feras ça demain à tête reposée Bonne nuit1 point
-
c est surement du pla fondu qui es remonté jusque la en passant entre le tube ptfe et la buse.1 point
-
ton filament que tu utilise est blanc ? regarde si c'est pas le pneufit qui a grignoté le tube ptfe1 point
-
La première grosse différence que je vois (à part le caisson), c'est le châssis, plus rigide sur la 4 max donc moins de vibration, moins de ghosting (bon il en a toujours...), impressions meilleurs à vitesse équivalente d'après dif avis sur le net. Pas de roulettes pour les mouvements X et Y donc pas d'excentrique à régler et pas d'usure de ses mêmes roulettes (bon pour l'usure des roulements sur l'anycubic, j'en sais rien), j'ai aussi le sentiment que les roulettes font plus de bruit que l'autre système (mais ça faut demander à quelqu'un qui a les 2). Direct drive sur l'anycubic pas sur la ender (je viens d'aller vérifier) donc facilité d'imprimer toutes sortes de filaments sans modifs. La surface d'impression est équivalente (à quelques cm près), l'ultrabase d'anycubic accroche vraiment bien (sauf avec une marque de filament pour mon cas) pour la ender je sais pas. Ce serai bien qu'un proprio d'ender viens donner son avis pour que tu puisse avoir les arguments des deux "camps".1 point
-
@youplayop Assure toi d'avoir choisi Ender 3 comme imprimante pour le profil CE3, et concernant le profil LK4Pro j'ai rentré les éléments donnés dans le tuto de Longer (en piece jointe). Je sais c'est une réfléxion co..ne mais on sait jamais. Cura4.4 basic configuration tutorial for LK4 or LK4Pro.pdf1 point
-
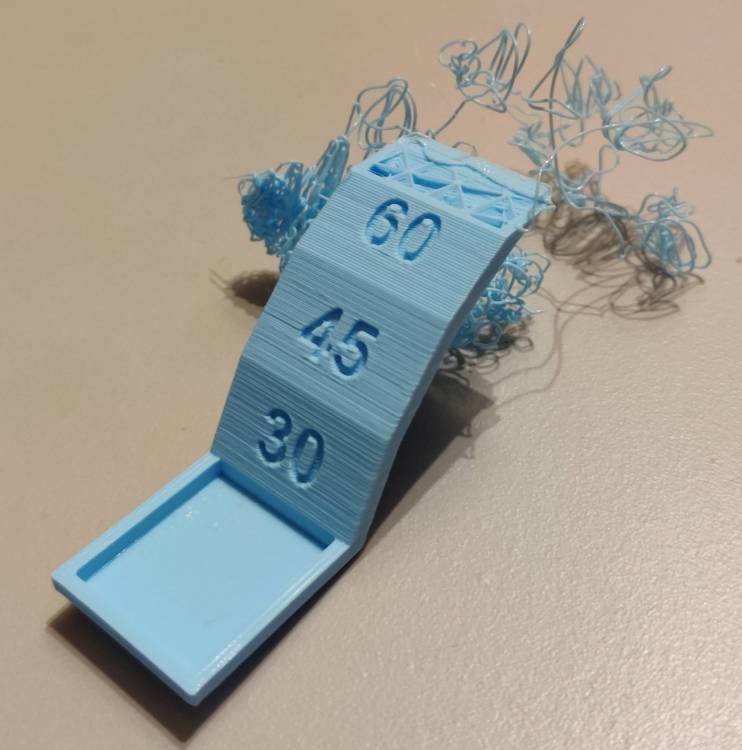
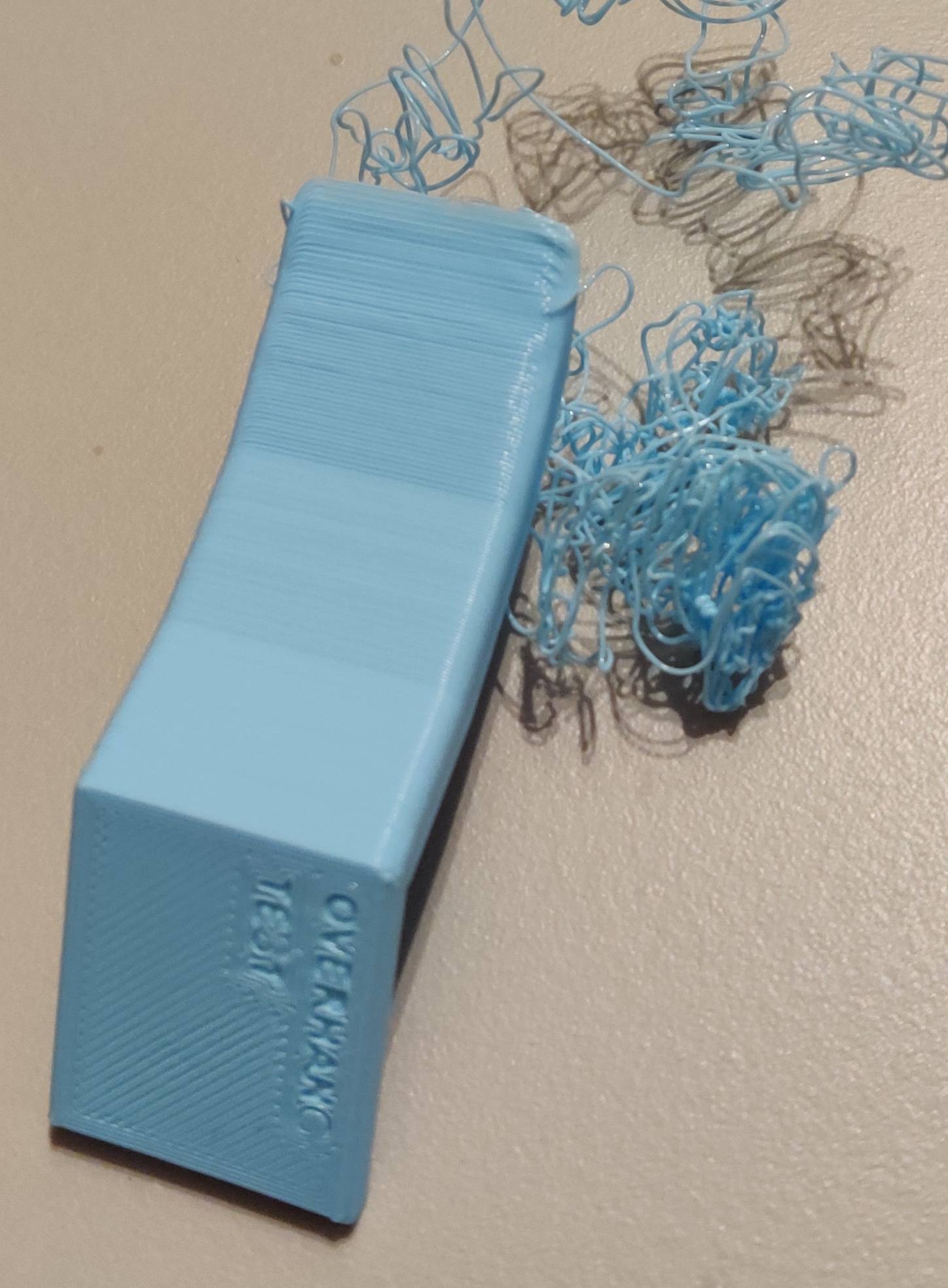
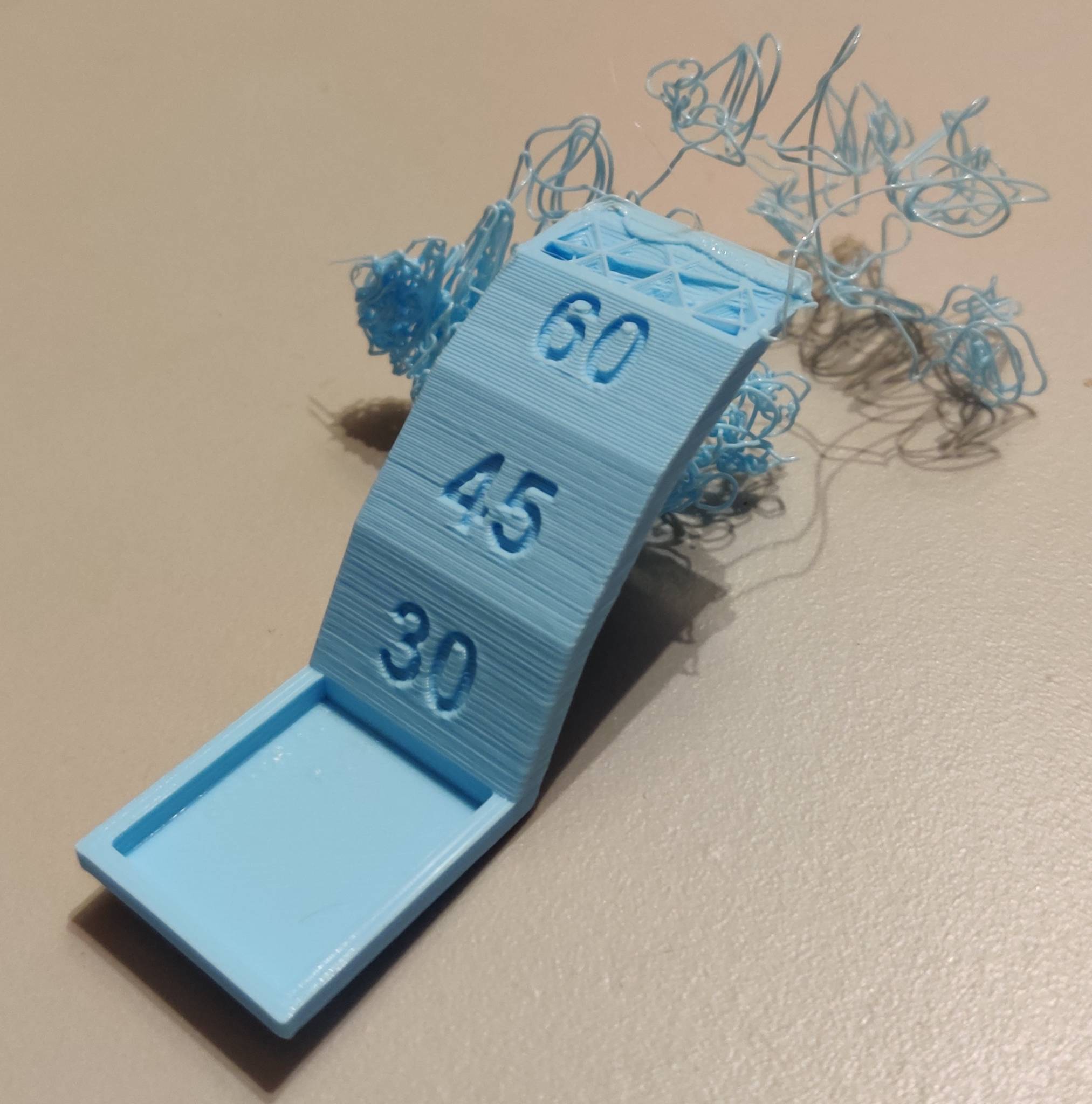
impressionnant cette différence de comportement, j'ai comme un vrai décrochage à 65°... j'avais laissé l'impression sans surveillance (l'amas de fil extrudé dans le vide) Imprimé avec ma conf, pas celle de Keryn car je n'ai pas réussi à l'importer sous Cura (dernière version), j'ai donc juste pris le stl et imprimé tel quel

 1 point
1 point -
De rien, c'est le principe du forum: aider quand / si on le peut. Tu peux aussi remercier un contributeur, en cliquant sur le cœur au bas de son post (il offre aussi d'autres possibilités ). Ça permet de réagir / d'indiquer son "opinion" sans forcément devoir compléter par écrit un post. Et cerise sur le gâteau, cela améliore sa réputation
 1 point
1 point -
Merci beaucoup !!! Le week-end va être long et ... studieux !1 point
-
Sans problème. Voici les deux profils. Profil CE3 Keryn.curaprofile Profil LK4 Pro Keryn.curaprofile1 point
-
Bravo colissimo!!! Le colis était à mon agence de distribution, je regarde le suivit, "colis réexpédié à votre nouvelle adresse" Euuuh, quelle nouvelle adresse? J'ai pas demandé à changer l'adresse de livraison et j'habite à la même adresse depuis 6 ans!!!!! Ils m'ont clairement entendu exprimer mon opinion, non mais!1 point
-
Réponse courte:
 1 point
1 point -
Peut etre que ça dépends aussi de la longueur du vecteur imprimé, d'un point de départ à un point d'arrivée il y a 3 changements, l’accélération positive qui part de 0 (début du vecteur) pour arriver à par ex. 80 mm/s ensuite la vitesse de consigne qui va etre stabilisée et pour finir l'accélération négative qui part de 80mm/s à 0 (fin du vecteur) Si le vecteur n'est pas tres long il n'y a pas de possibilité d'atteindre la vitese de consigne et le temps de déplacement total s'en ressent. Que l'on mette n'importe quelle valeur ça ne change rien. Cdlt1 point
-
En tout cas moi cela me l'évite, je suis même à 105 pour le débit et à 102 pour la couche initial avec certains pla pourtant de la même marque mais de couleur différente... Faut ajuster pour chaque bobine, je me sert de l'impression de la bordure pour me rendre compte tout de suite si mes paramètres sont bon ou pas.1 point
-
De mon point de vue les step ne changeront rien, cela peut s'avérer utile quand on souhaite approcher quelque chose de plus propre mais dans ton cas l'impression est vraiment **** :). Vérifier le bouchage de buse comme le dit @juanpa et voir procédure @Titi78. si l'extrudeur est toujours celui en plastique d'origine alors regarder que le bras ne soit pas fissuré souvent peu visible a première vue donc le démonter pour bien contrôler. Et retendre le ressort éventuellement avec l'impression de petites rondelles pour extrudeur. Enfin si il est cassé alors le changer pour un alu ou autre1 point
-
Salut ! C'est un vieux post, dernière réponse en 2017, il aurait mieux fallu te créer un post...bref. Tu as installé les drivers ? Tu n'aurais pas flashé le firmware par hasard ?1 point
-
Bonsoir et merci pour la leçon (qui servira aux lecteurs). Je posais la question sur le type de machine "graver + découpe" sans vouloir te conte-dire mais plutôt éclaircir la chose. La CN (industrielle) est mon métier depuis 25 ans ...... et je joue avec la mienne dans le garage depuis plus de 15 ans. @rampa comme l'indique J-C (Jesus Christ ?? ) Les blocks avec G53 implique l'utilisation de l'origine machine.1 point
-
La palette ce n'et pas que du matériel, c'est aussi du software avec un logiciel qui permet de "colorier" les STL. Sans parler des fonctionnalités supplémentaires de la machine (multi-spool, dégradé et j'en passe) et l'impression multimatériaux. Donc réduire la Palette à un simple MMU... ce n'est clairement pas le même produit. Le MMU c'est du bricolage et le système est plutôt bancal. Ceux qui sont passé du MMU à la palette ont clairement vu la différence. Le prix est justifié, vu la qualité du matos et de son environnement.1 point
-
Tuto mis à jour avec les fichiers 3D. Liste du matériel mise à jour. J'ai oublié : Dans l'idéal, procurez vous un condensateur 1000 µF en 15V minimum ( https://bit.ly/2GEG81i ) et une résistance de 470Ω ( https://bit.ly/2uPXl4V ) pour protéger la matrice de leds (ce n'est pas obligatoire mais conseillé car les leds WS2812 sont assez fragiles).1 point














.thumb.jpeg.9a4019c4378b9b868774b9f3b684a811.jpeg)




