Classement




Contenu populaire
Contenu avec la plus haute réputation dans 04/04/2020 dans Messages
-
Joli cadeau, didon ! Je ne sais pas quel âge tu as, mais le Français évolue aussi vite que le coronavirus, sais-tu ? Peut-être seras-tu surpris d'apprendre que d'nos jours le boule >>>>>4 points
-
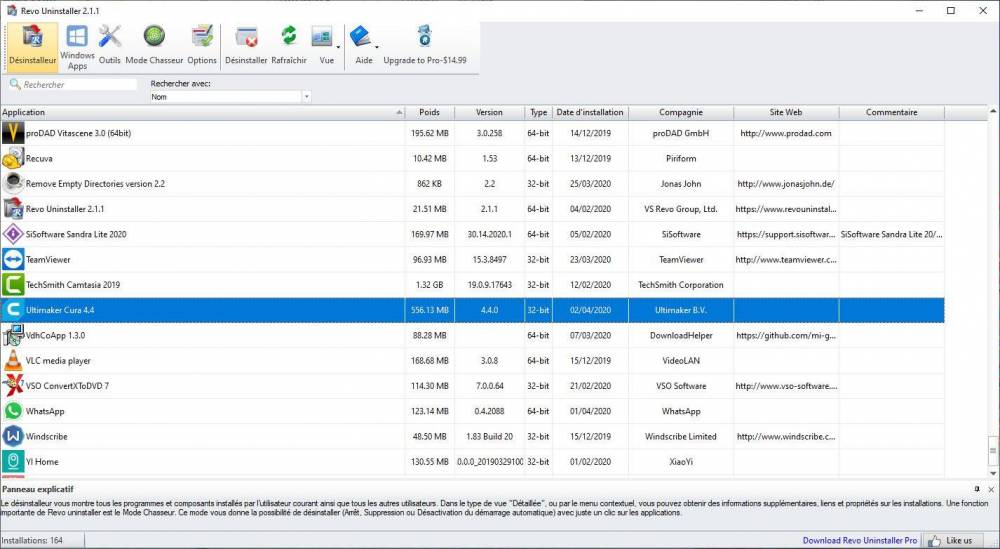
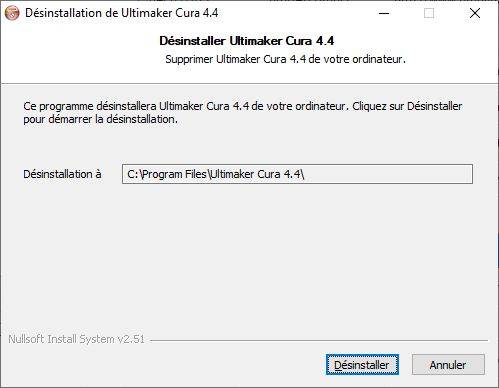
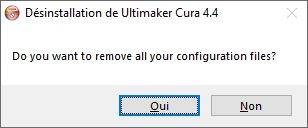
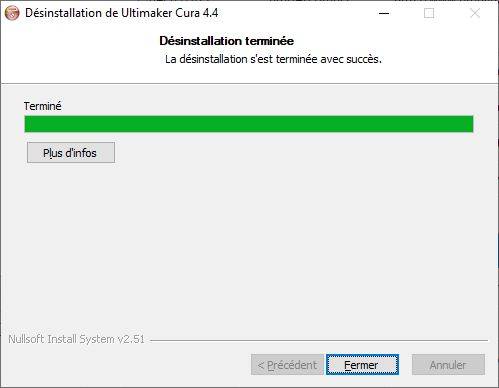
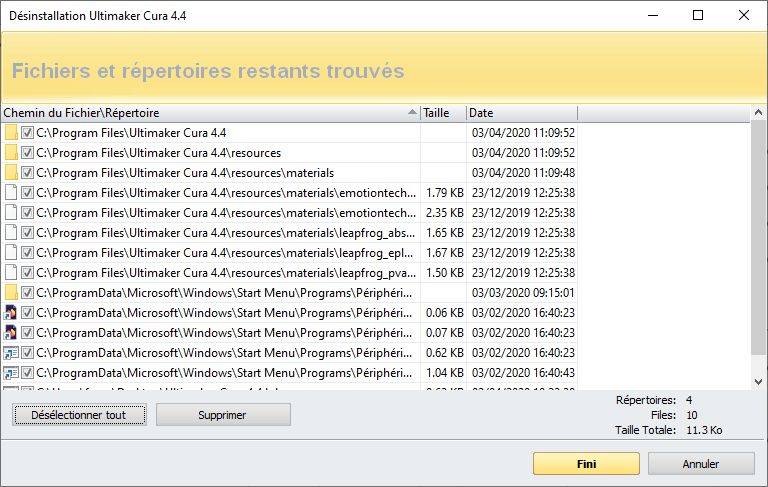
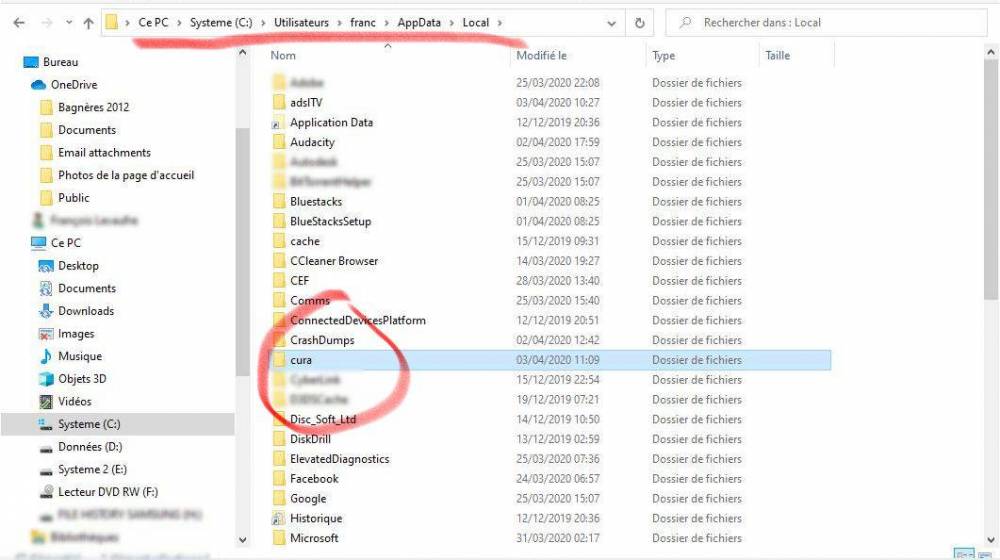
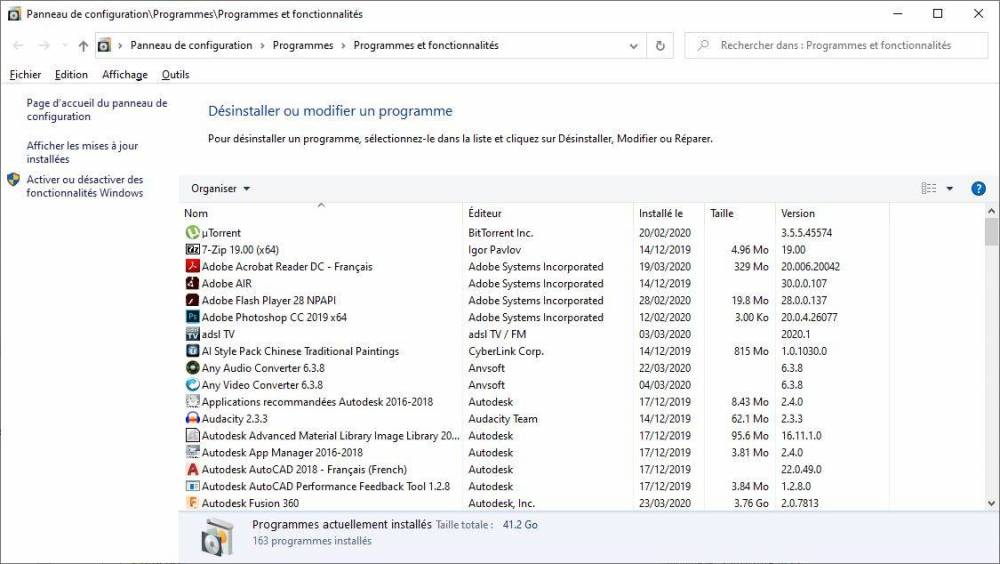
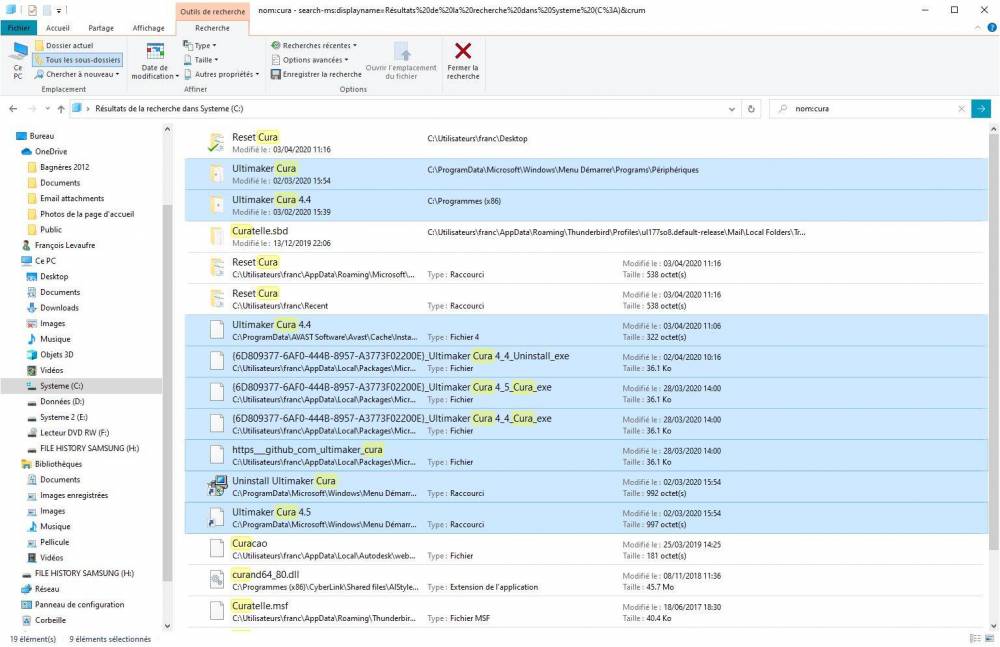
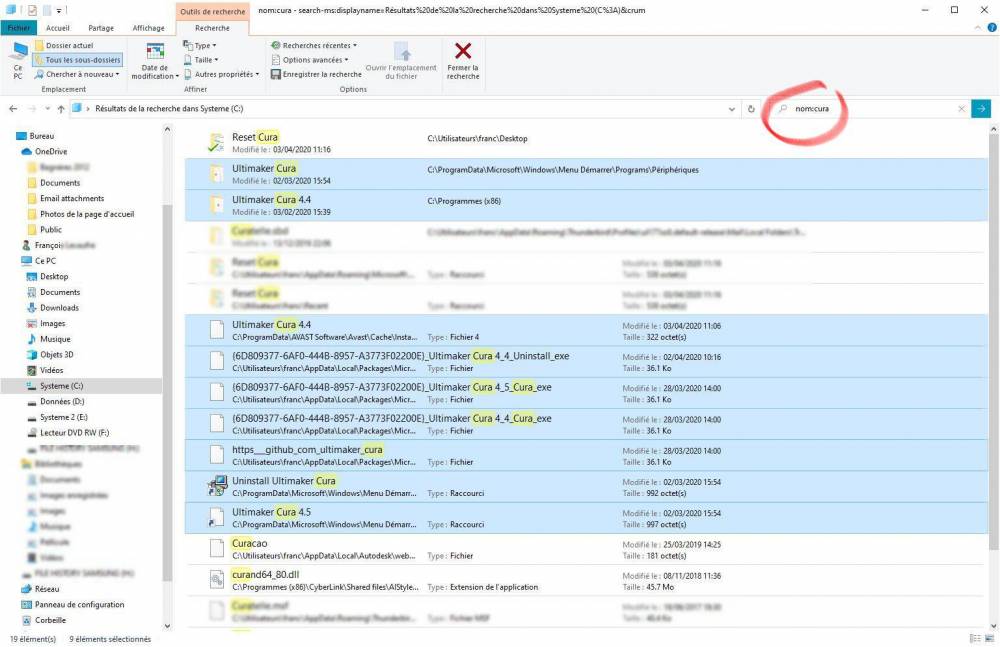
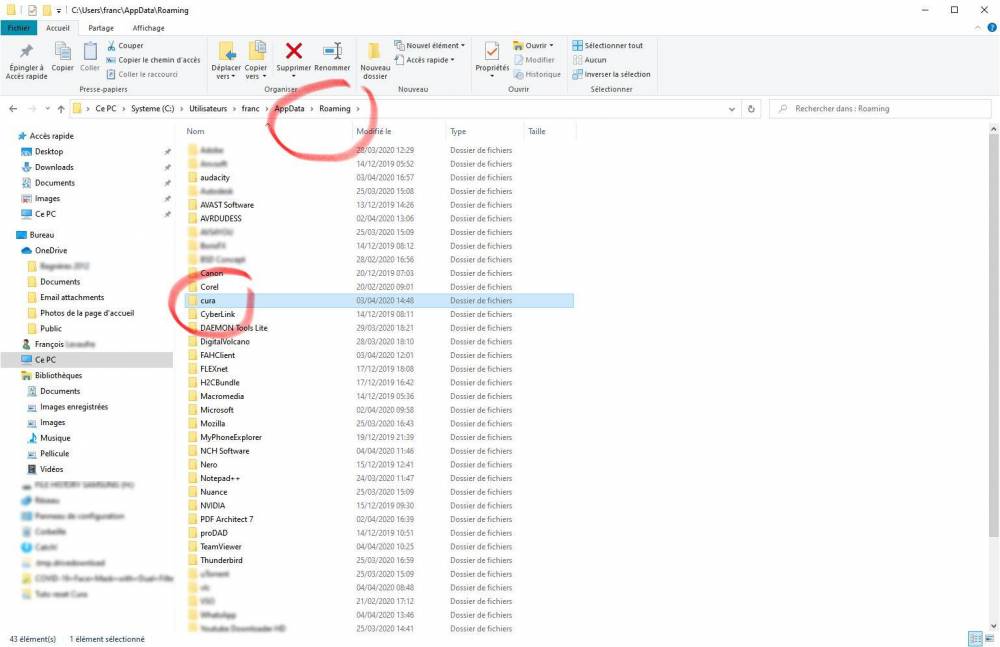
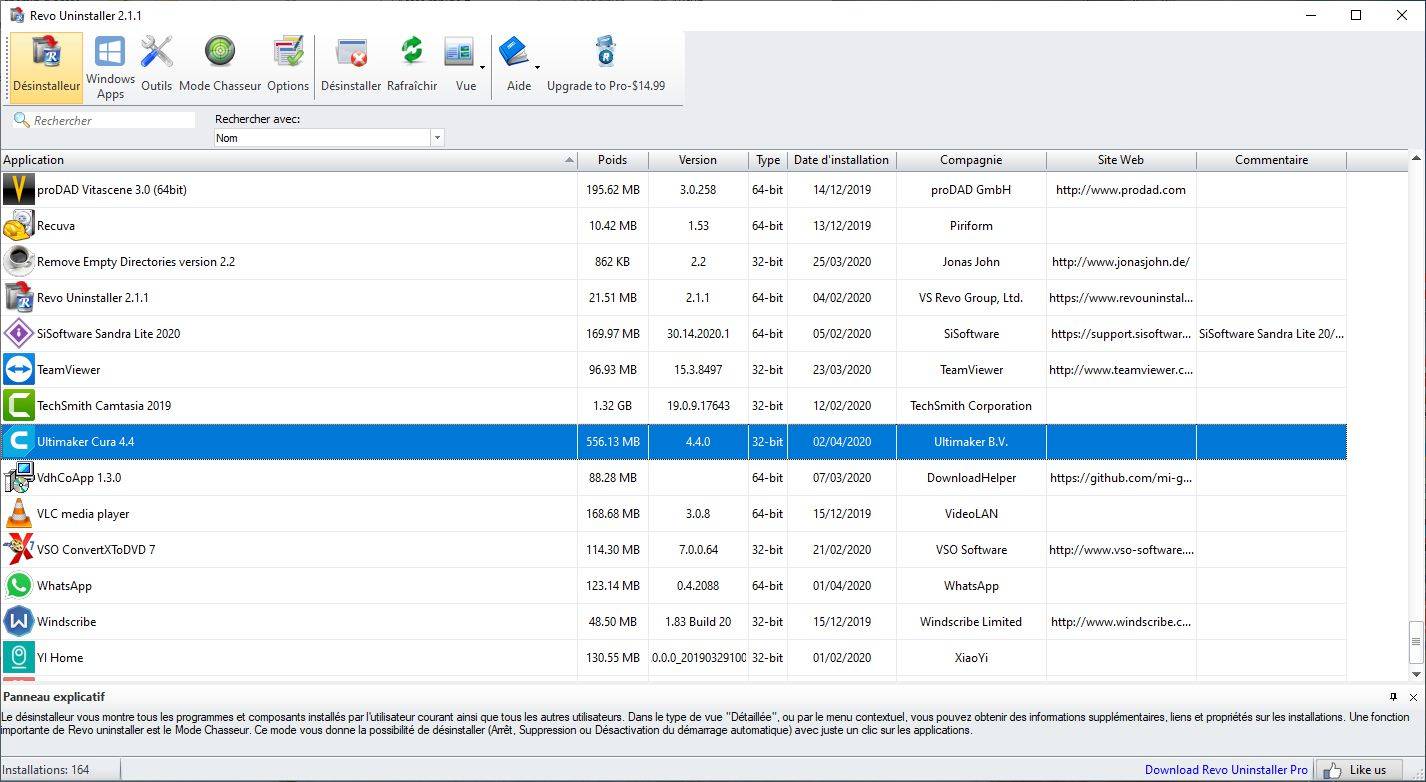
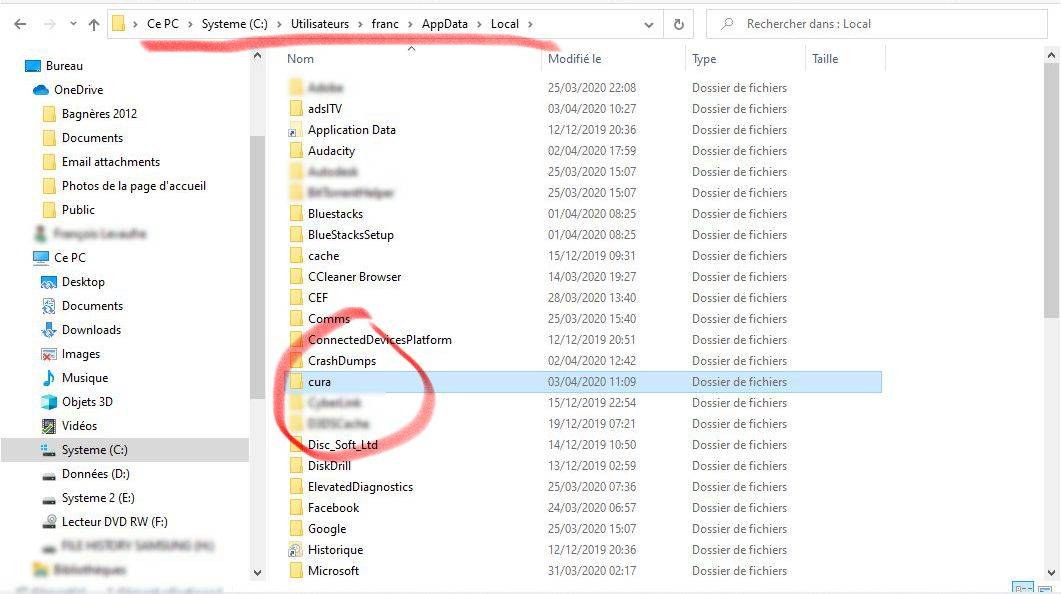
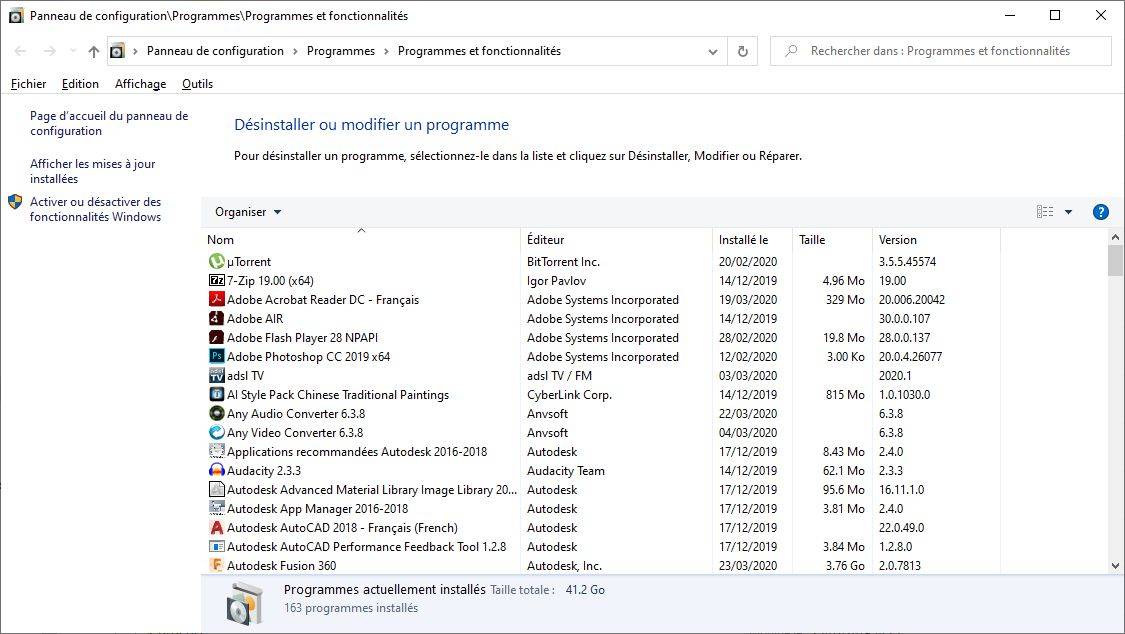
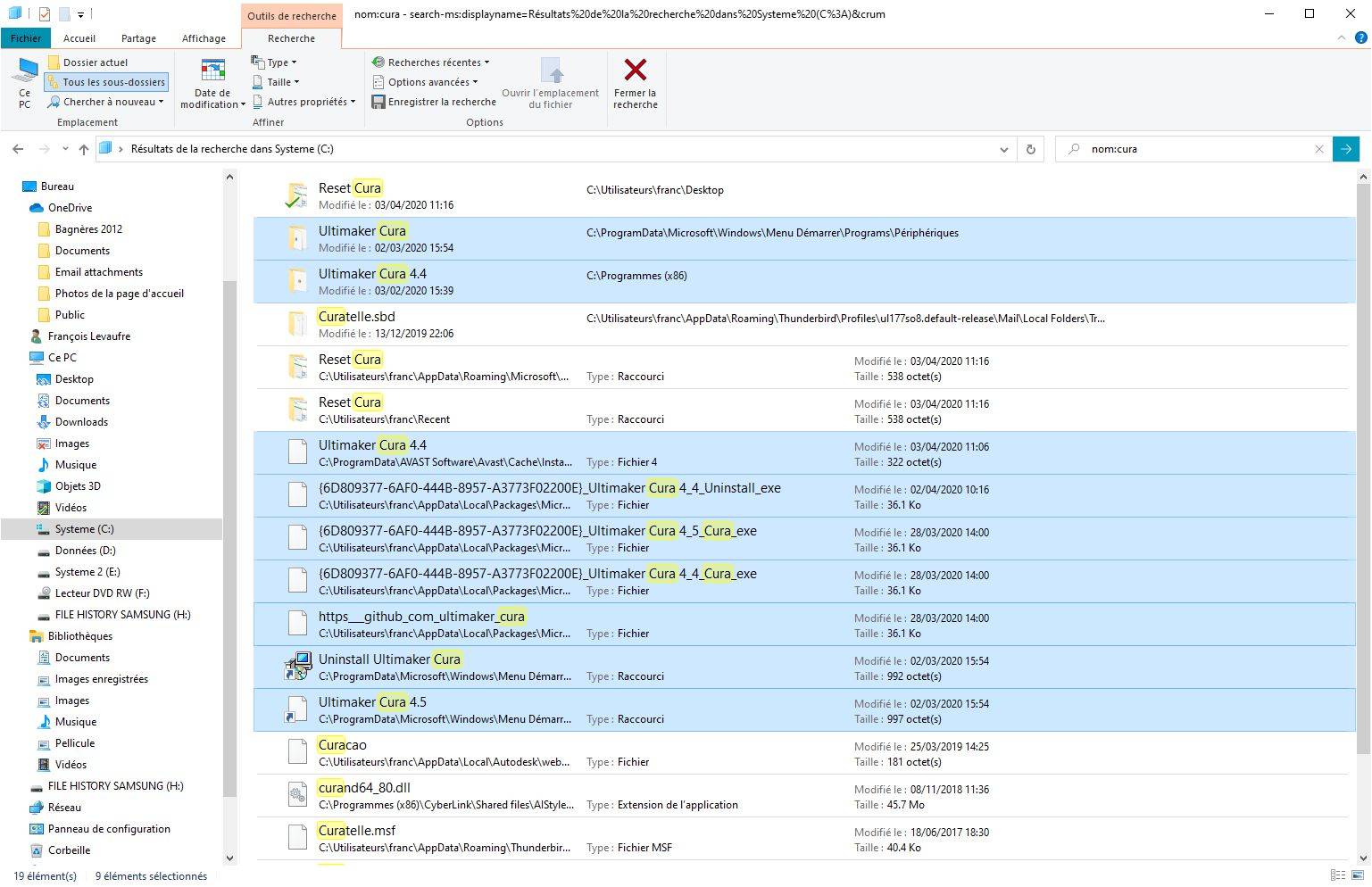
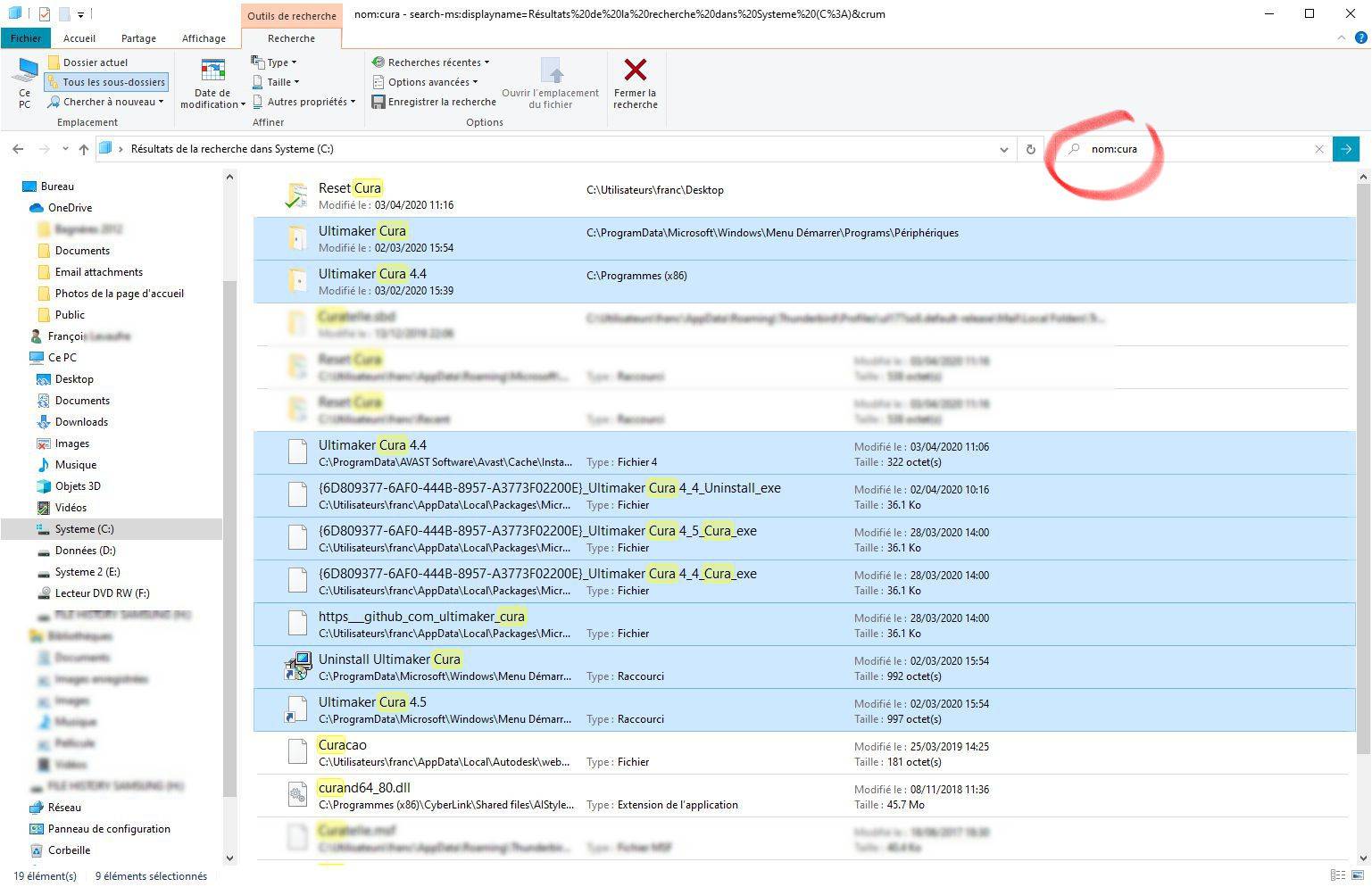
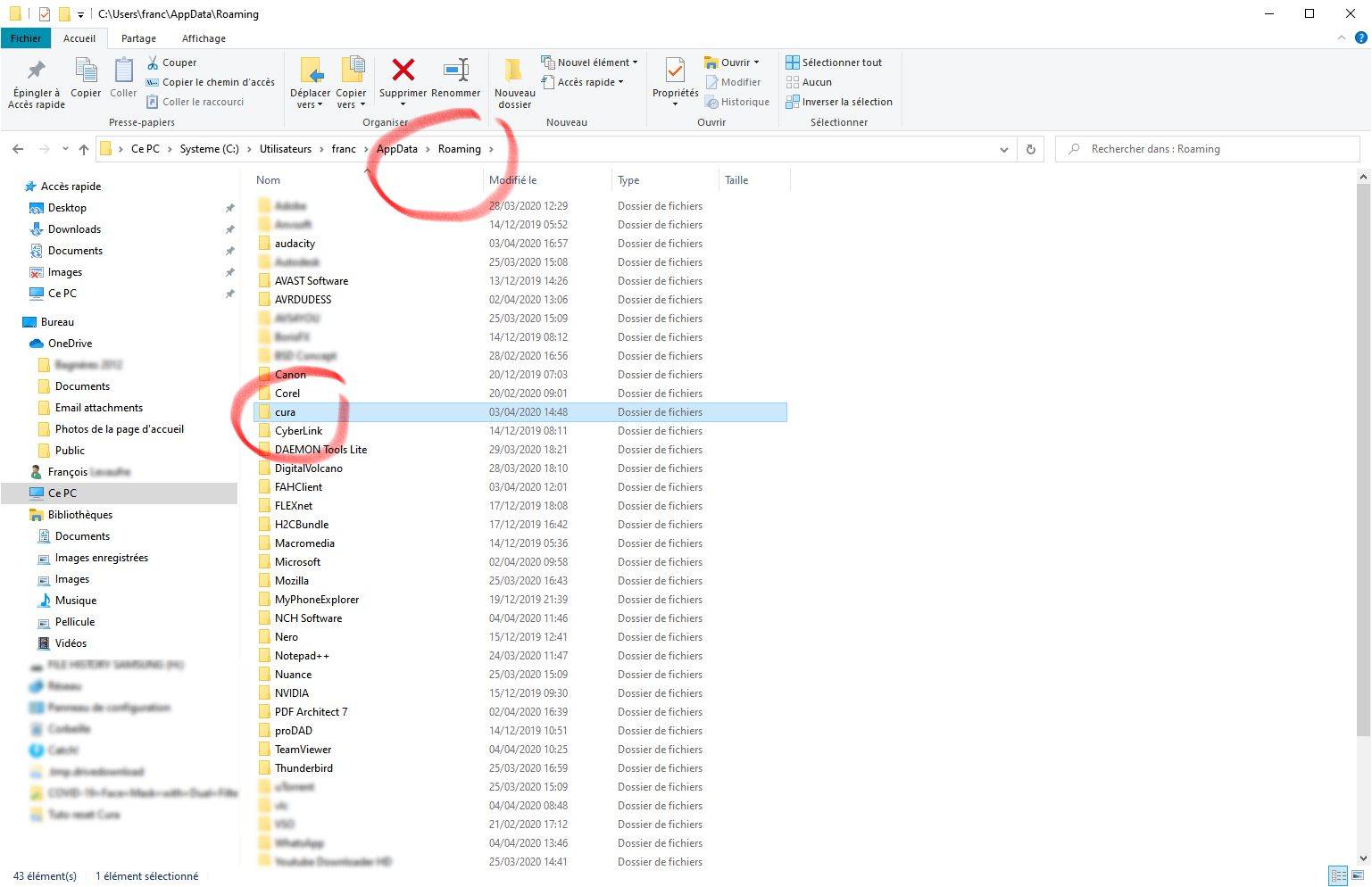
Bonjour à tous. Vous avez peut-être été confronté, comme moi, à des bugs inexpliqués lors des prints, en utilisant Ultimaker Cura. Actuellement j'utilise la version 4.5.0, mais à cause de l'empilement des mises à jour, j'en ai retrouvé 3 versions successives dans mon disque dur ! Je vous explique ci-dessous comment réinitialiser Cura. C'est à dire revenir à une version "propre", comme si on venait de l'installer, en supprimant les dossiers cachés laissés par le logiciel Pour désinstaller "à fond" un logiciel, quel qu'il soit, j'utilise Revo Uninstaller. Vous n'y êtes pas obligé, vous pouvez juste faire une désinstallation standard. Cura vous demande ensuite si vous voulez supprimer tous vos fichiers de configuration. Comme mon installation de Cura est foireuse, bien évidemment que je choisis d'effacer mes fichiers de configuration ! Cura vous indique alors que la désinstallation est terminée Là, normalement, vous vous dites : c'est bon, j'ai tout viré, je peux réinstaller Cura... C'est faux !!! Pour vous donner une idée, voici ce que mon désinstalleur trouve encore après la désinstallation : ... et voici ce que l'explorateur de fichiers trouve ; remarquez que dans la barre de recherche, j'utilise l'expression name:cura Je vous explique OÙ trouver les dossiers cachés restants : Dans C:\users\%USERNAME%\AppData\Local (le chemin exact varie selon votre installation) : Dans C:\users\%USERNAME%\AppData\Roaming (le chemin exact varie selon votre installation) : Et voila !!! Quand vous réinstallez Cura, vous êtes dans une install propre !
 3 points
3 points -
@Titi78, J'espère que tu auras un prix sur les tartelettes et croissants.... Blague à part, j'ai une petite astuce pour gagner du temps sur la remise en température du bed et de la tête: Comme j'ai accès au Gcode avant et pendant l'impression (merci Repetier), j'ai supprimé, dans le end-code, l'extinction des chauffages ( ajouter des ";" pour commenter) ;M140 S60 ;M104 S217 ;M190 S60 ;M105 ;M109 S217 ;M105 Comme ça les chauffages restent allumés pendant que vous décollez, et A LA FIN DU PREMIER PRINT, commentez le "start-code" de la même manière, comme ça vous n'attendez pas que les températures soient remontées au bon niveau (Gain: 2 min...), puisqu'elles ne sont pas descendues !! ;M140 S60 ;M104 S217 ;M190 S60 ;M105 ;M109 S217 ;M105 C'était l'astuce de Tonton Rupek, ne me remerciez pas.... (si, si faites-le, j'aime bien les câlins !)3 points
-
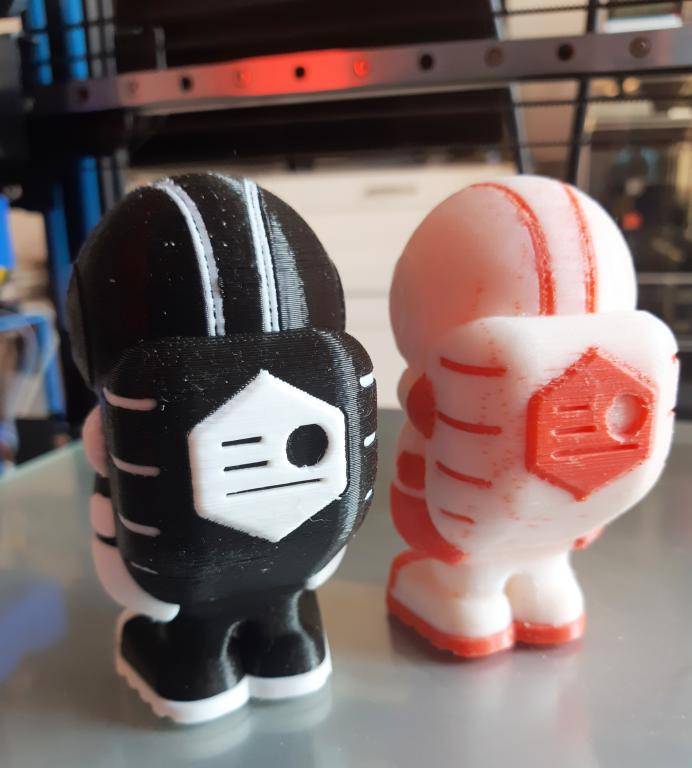
Voici le test d'impression sans tour de purge et sans écran anti gouttes. En premier plan l'impression sur la TL d3 PRO; en arrière plan l'impression avec la GEEETECH A10M. la différence est énorme ! durée d'impression 4h30 pour le panda. Conclusion l'impression en dual couleur en deux têtes c'est la solution comme quoi les techniques sont différentes pour un usage particulier. A vous de conclure sur le choix d'une imprimante en fonction d'un besoin spécifique !

 3 points
3 points -
Bon faut aimer avoir une déco geek....3 points
-
Bonjour, Comme promis voici l'impression du sujet réalisé à grande vitesse rien que pour mettre l'imprimante en difficulté. test réalisé à 65mm/s layer hauteur 0.3mm pour gagner du temps 5 heures d'impression sans difficulté. l'impression est de qualité, pas de gouttelettes ou fils, le bed est propre, le réglage des températures et rétractions sont au top. il suffit de regarder et de comparer les sujets le rouge est imprimé avec l'imprimante A10M Geeetech en couches 0.2mm. j'ai placé la photo du bed avec le bouclier anti goutte qui n'est pas indispensable. Nota cette impression est réalisée sans support et sans tour de purge des filaments... prochain essai impression avec support en layer fin en 0.2mm


.thumb.jpg.2edaa68bc297387cd5e9159cdb7ca460.jpg)
 3 points
3 points -
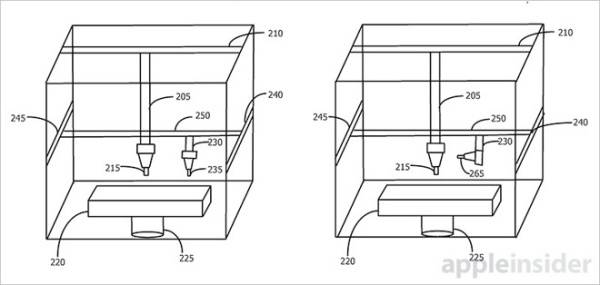
Salut ! Au cours de mes pérégrinations sur le net... j'ai découvert... ceci : Le saviez-vous ? Entre 2013 et 2015, Apple brevetait une imprimante 3D : la iPrinter ! Sources : https://www.mac4ever.com/actu/106565_iprinter-et-si-apple-sortait-une-imprimante-3d-photos https://www.cnetfrance.fr/news/apple-depose-un-brevet-pour-une-imprimante-3d-39796614.htm Un système innovant d'impression 3D en couleurs ! (source) Elle présentait un large écran LCD tactile couleur. Son concept était innovant : Et je cite Apple dans un communiqué : Apple avait annoncé un tarif de 2990 euros. Et un système de cartouche de matière à 299 euros la recharge. Malheureusement... après des années d'études... un dépôt de brevet... un concept présenté... elle ne fût jamais commercialisé. _____________________________________________________________________________________________________________________________________________________________________ Mon avis : Non ! Ce n'est pas un poisson d'avril ! C'était très sérieux ! J'en ai sursauté sur mon fauteuil en voyant le prix des consommables : 299€ la bobine/recharge. Je n'ai pas trouvé plus d'infos sur la contenance de la cartouche... mais 299€, j'espère qu'elle faisait 10kg ou qu'elle permettait un très grand nombres d'impressions... Je n'ai pas trouvé beaucoup d'infos sur le volume d'impression... Sur le fait qu'elle n'a jamais été commercialisé : Après sûrement une étude de marché auprès de client, ils ont dû se rendre compte que "leur clientèle" n'était pas intéressé ou trop peu pour commercialisé massivement cette imprimante.

.thumb.png.d270ceeba226b6c2c8c5f1bc7c93455f.png) 2 points
2 points -
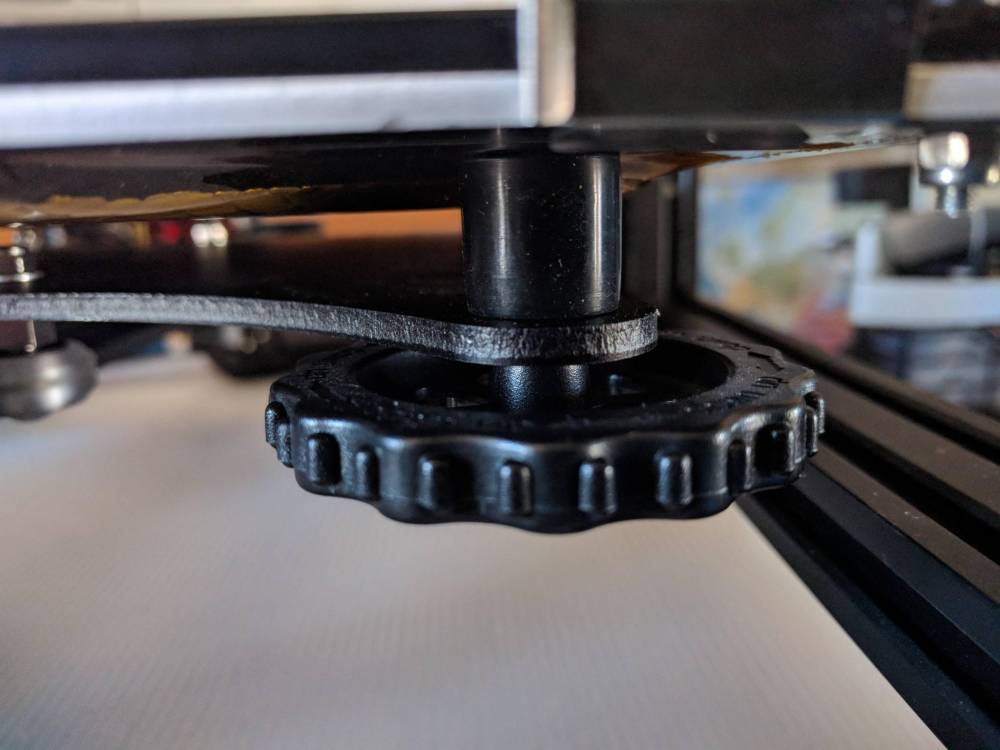
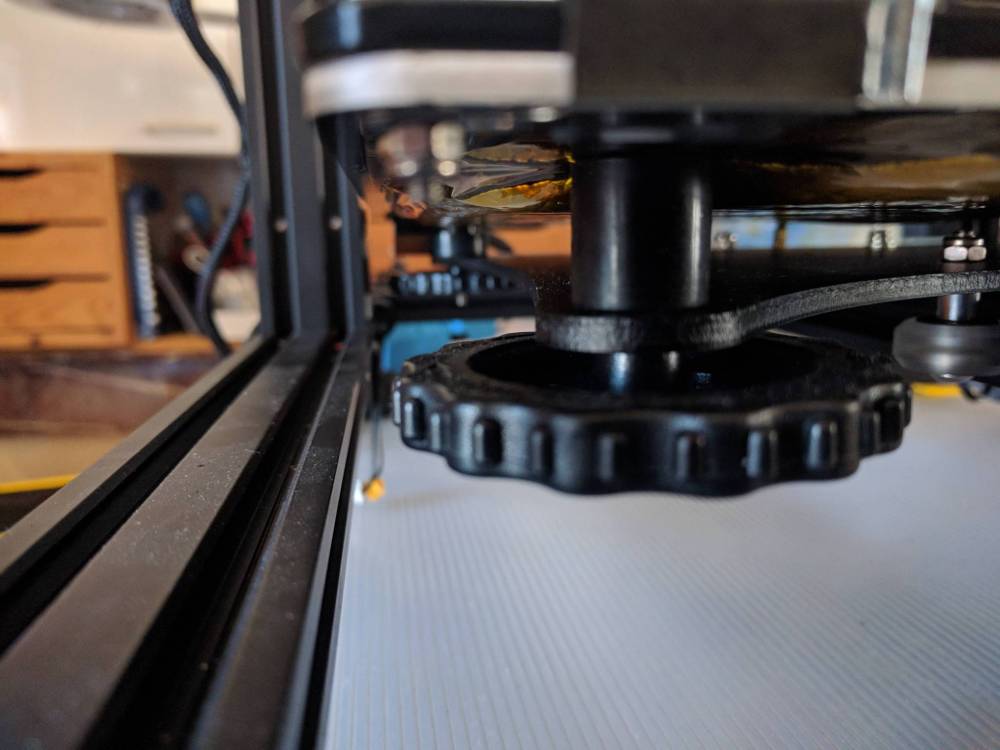
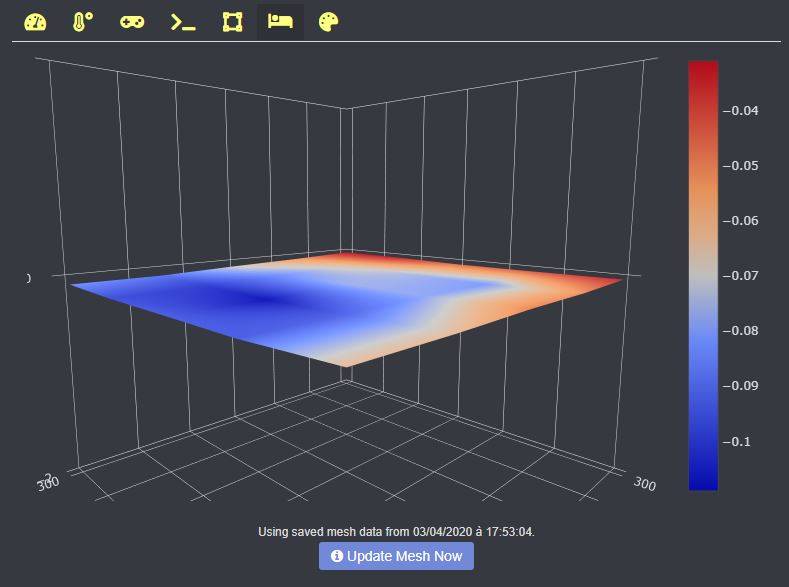
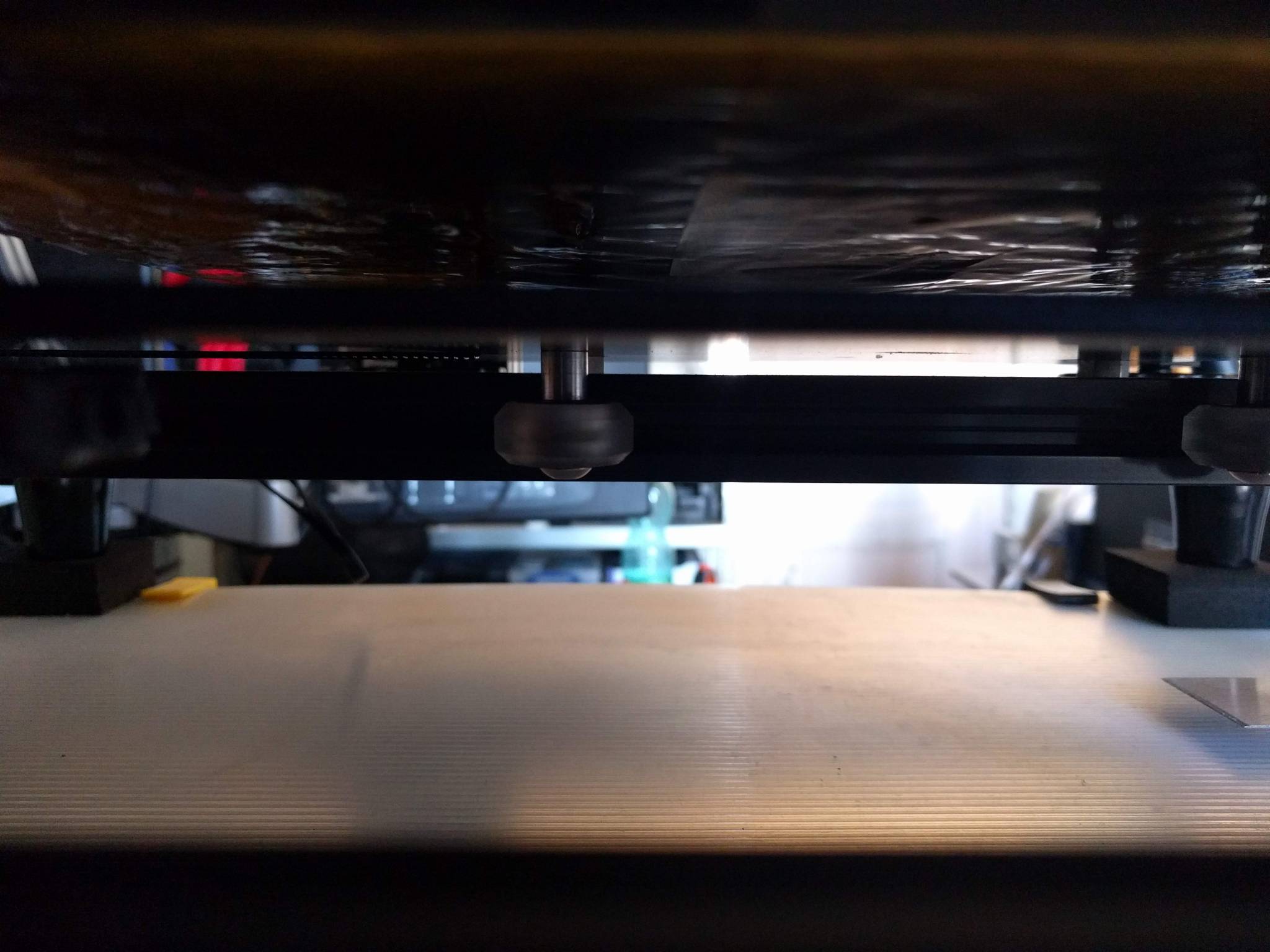
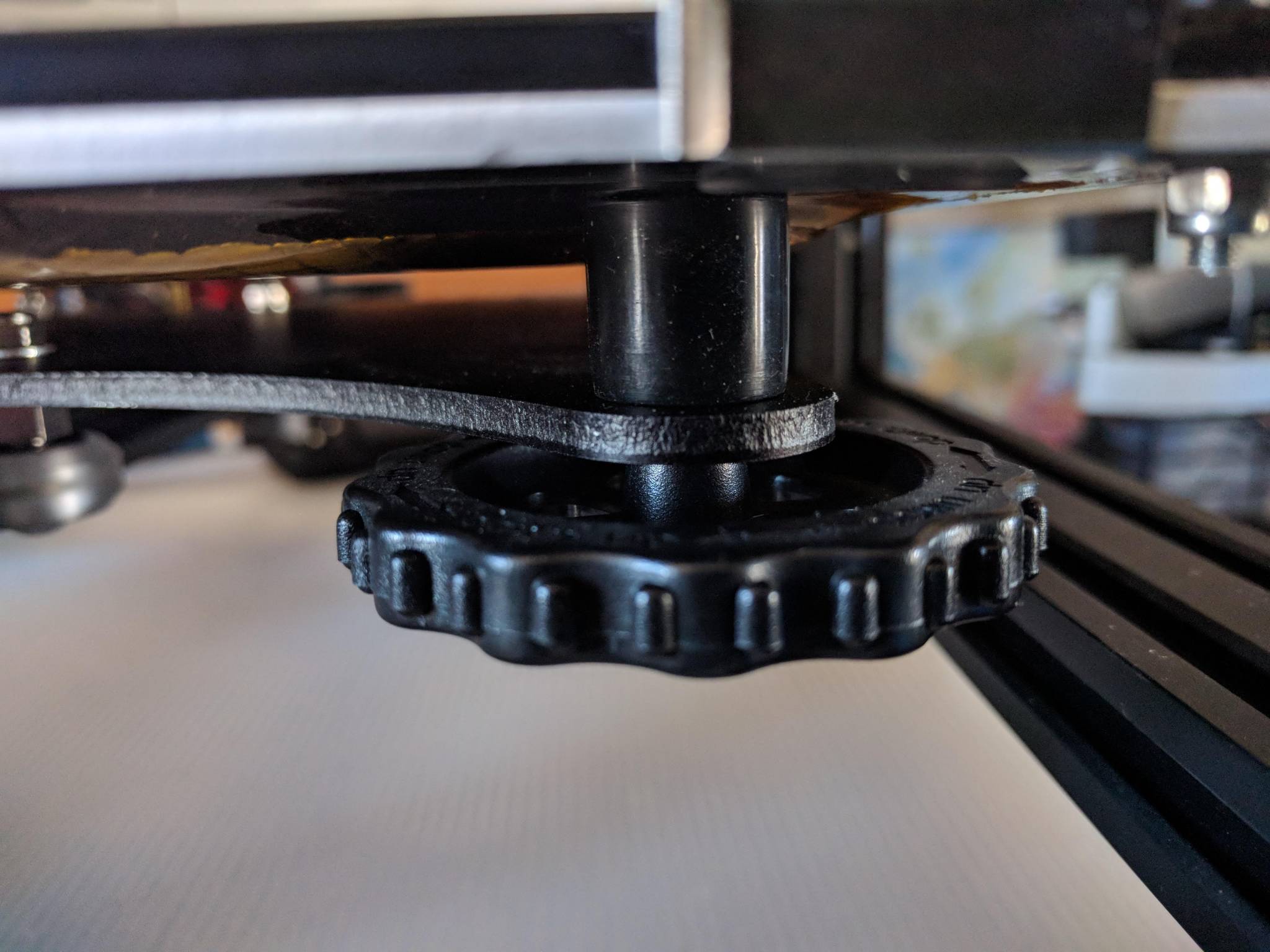
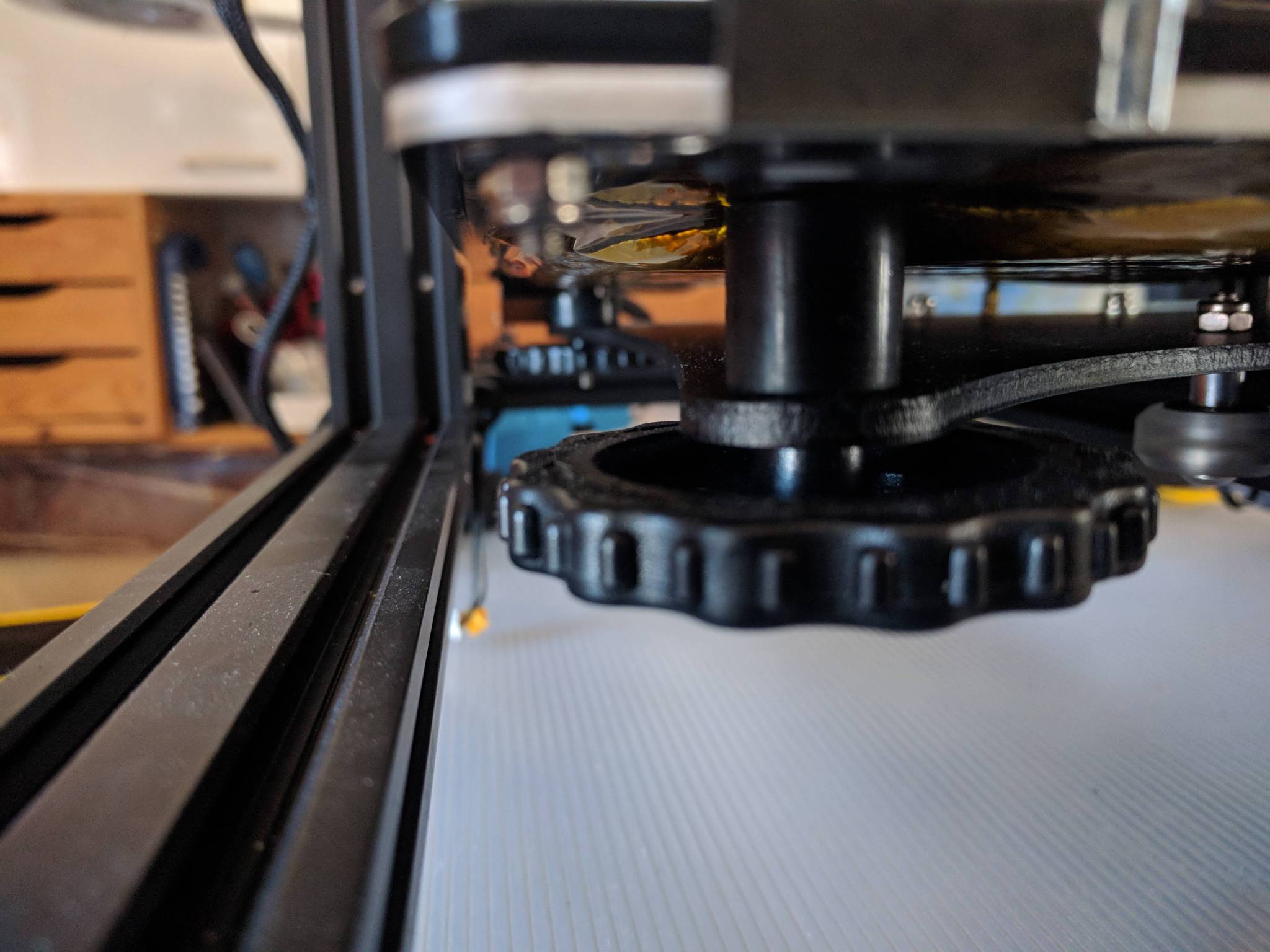
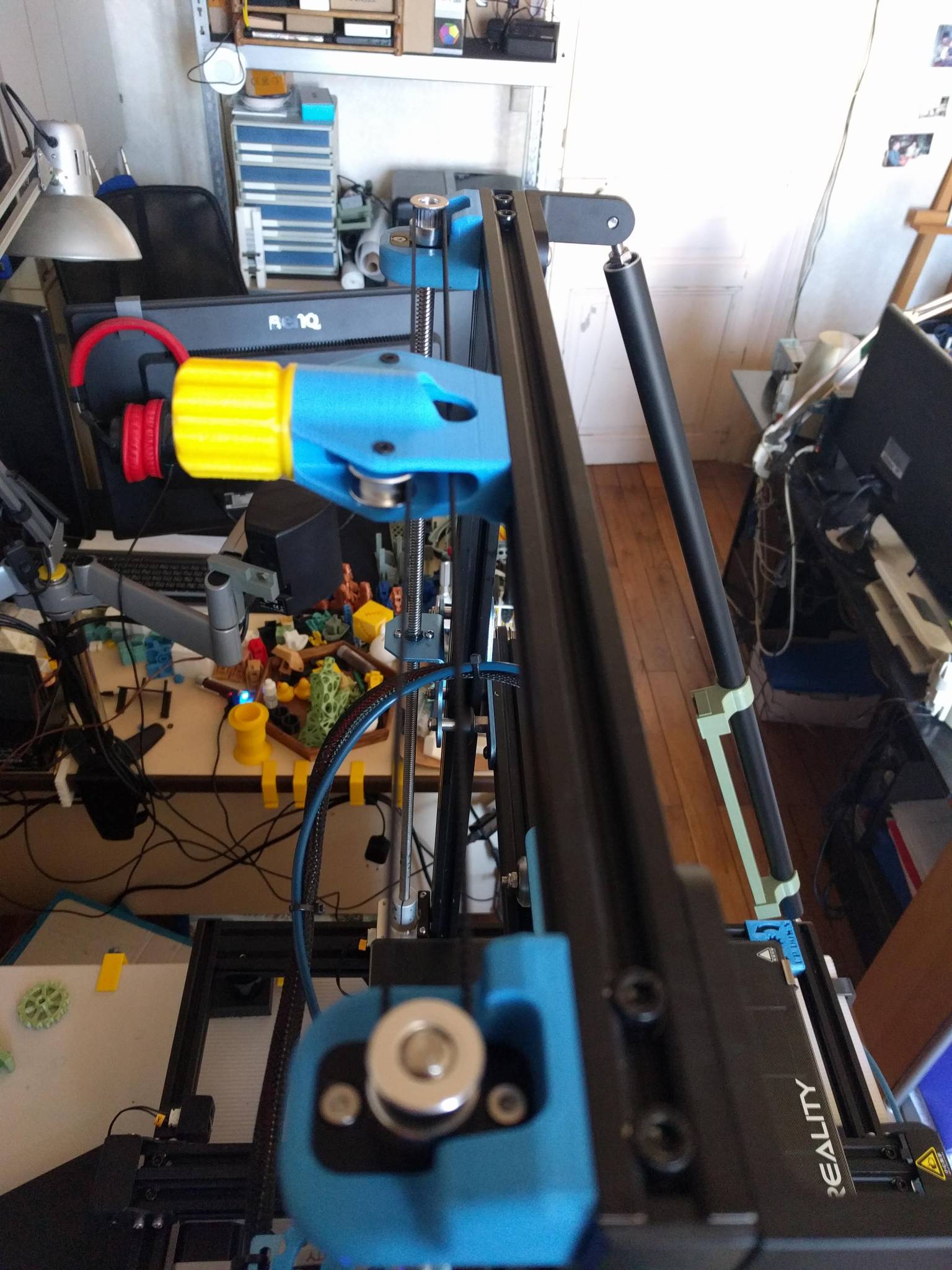
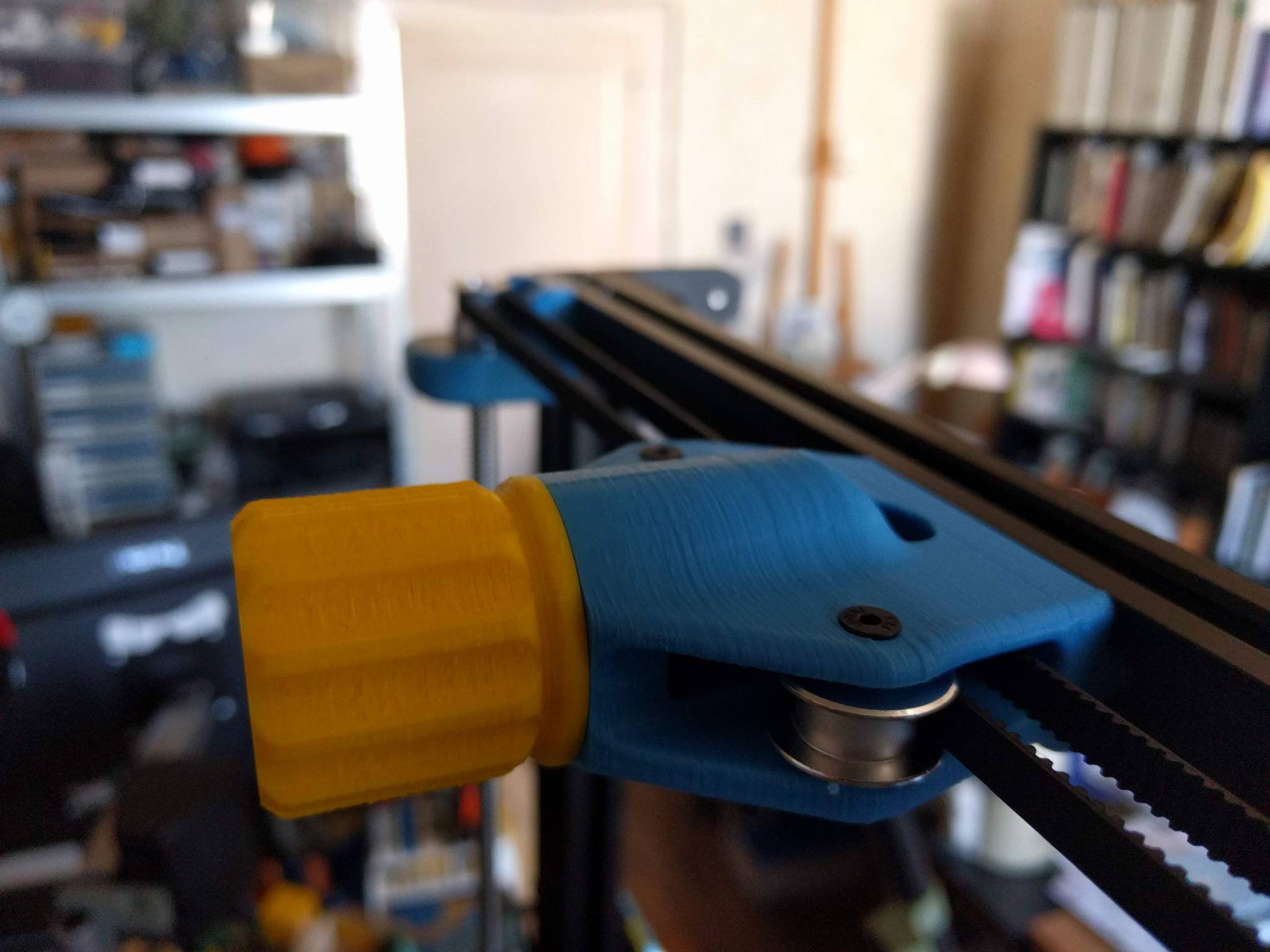
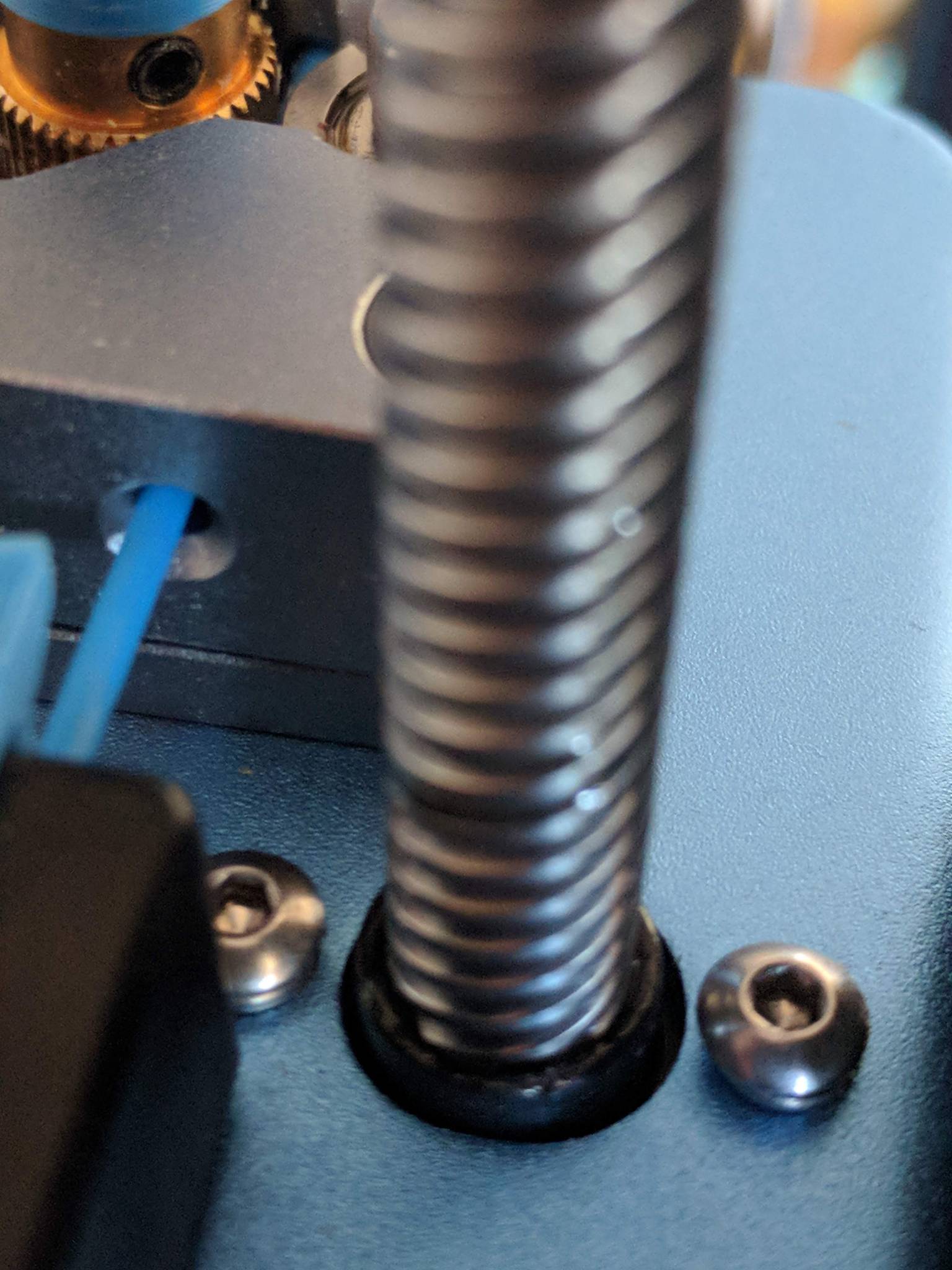
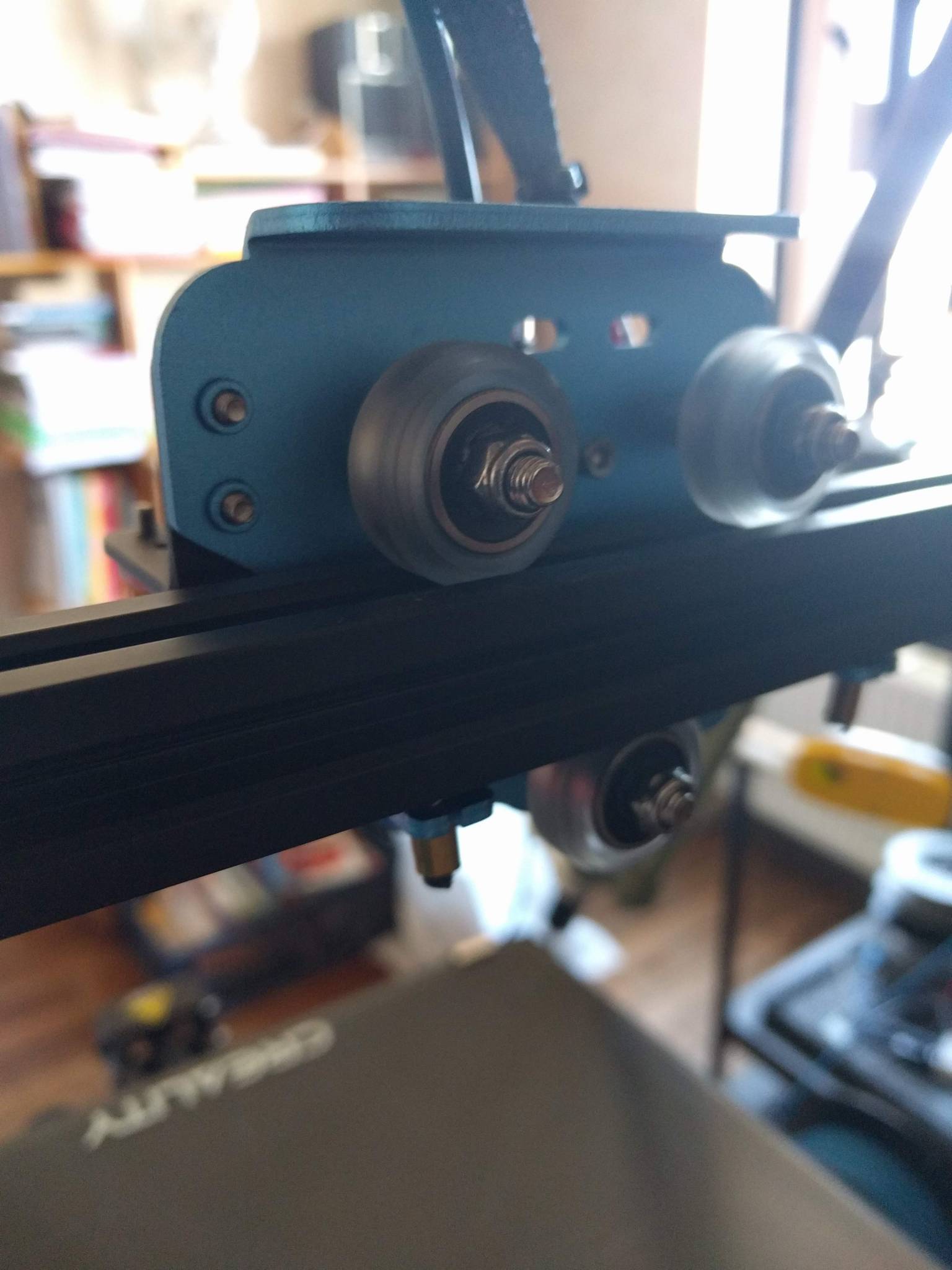
Quelques nouvelles du front (pour ceux qui sortiraient de leur grotte, je rappelle que nous sommes en guerre ). Profitant du confinement, j'ai effectué quelques modifications / révisions sur ma CR10V2. J'avais en plus les pièces nécessaires depuis déjà un bon moment mais je n'avais pas encore pris le temps de les utiliser. 1) Ajout de la synchronisation des deux tiges filetées trapézoïdales en utilisant les modèles de @Titi78 : 2) Remplacement comme sur ma CR10 dite l'«ancienne» des galets de roulements en POM par des polycarbonates (j'aime vraiment leur dureté et leur transparence) sur l'axe X et Y (le Z étant moins sollicité je n'en vois pas l'utilité). Je précise que comme pour ma CR10, ma CR10V2 n'utilise que quatre galets pour l'axe Y (les deux du milieu ont été retirés): plus facile d'effectuer le réglage des excentriques et pas de perte de qualité. 3) J'utilise un ABL (Bltouch) pour à la fois effectuer la mise à zéro de l'axe Z et pour réaliser la topographie de mon plateau. J'ai remplacé le système des ressorts par des cales en silicone (carné ) de dimensions fixes (trois identiques, une plus basse au niveau du connecteur d'alimentation du lit chauffant) . Elles sont tout de même un peu (pas trop) souple et peuvent donc quand même être réglées grâce aux mollettes de réglage. C'est un point important car la surface d'accroche est la vitre Creality (genre Ultrabase) : ça évite la casse. 4) Pour tester, j'ai remplacé les noix de guidage des tiges filetées de l'axe Z en laiton par des noix en POM (même avance 8mm pour un pas de 2 mm). Je verrai à l'usage si c'est / c'était une bonne chose). 5) Profitant du démontage des tiges filetées, je les ai dégraissées puis j'ai remis une couche de graisse / huile avec PTFE avant de les remonter. Après réglages, l'impression a pu reprendre sans Annie Croche (qui reste confinée chez elle ). Voici maintenant la topographie de mon plateau : Prenez soin de vous et de vos proches. Restez curieux mais restez chez vous.




 2 points
2 points -
2 points
-
@Yo' et @Ironblue, vous avez regardé sur cette liste s'il y a un groupe FB dans votre département ? Les demandes sont régulières un peu partout en France. Sinon, on essaie de synthétiser sur cette page avec également des conseils pour la désinfection. N'hésitez pas à donner votre avis sur les STL et à signaler la sortie d'une nouvelle version.2 points
-
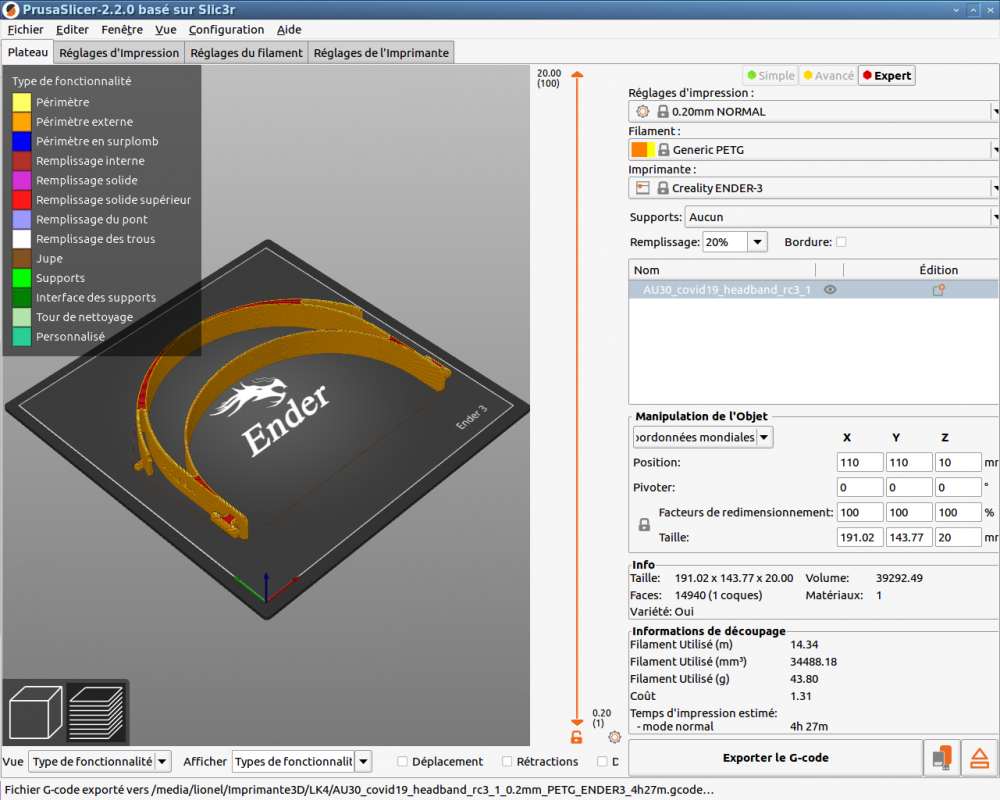
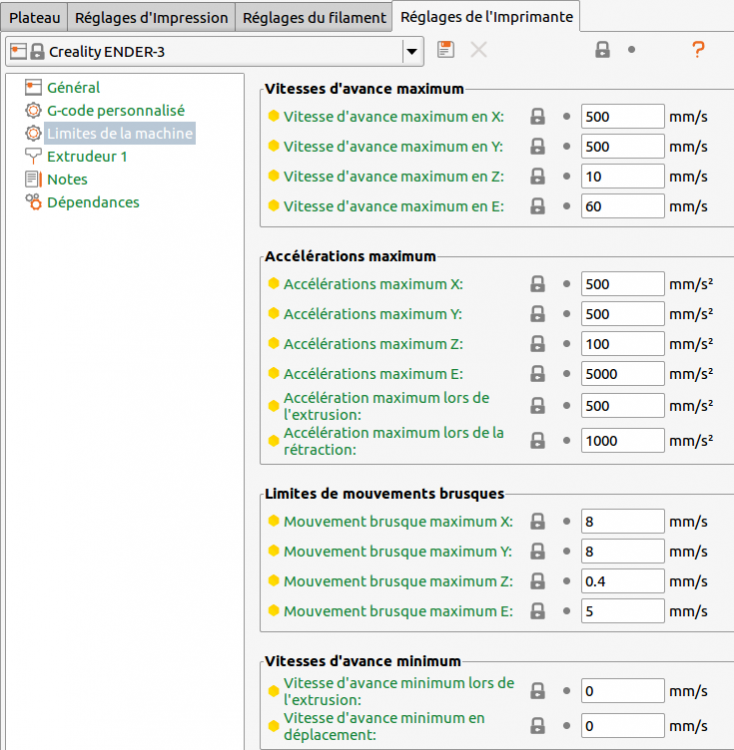
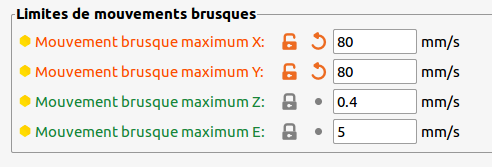
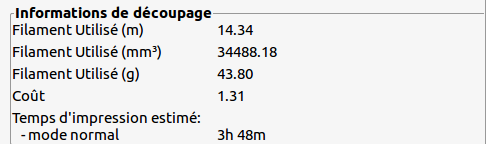
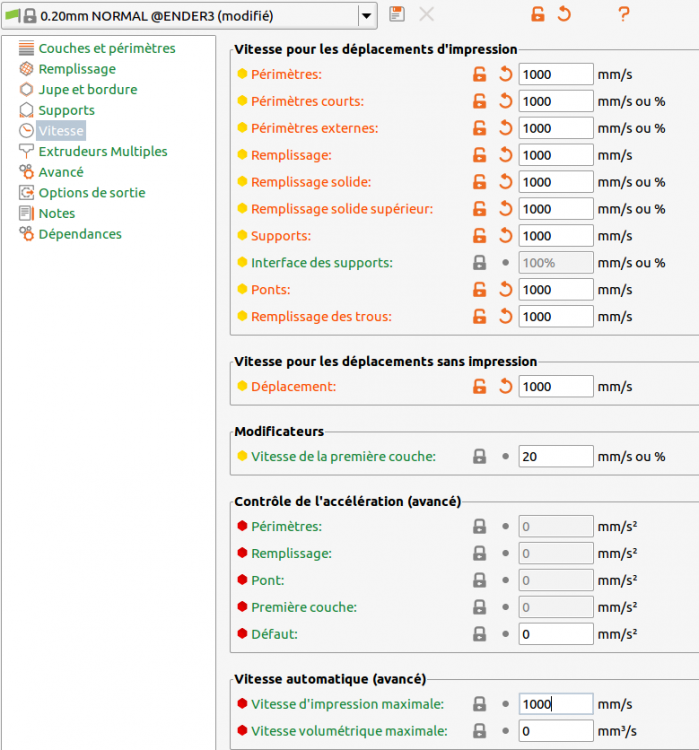
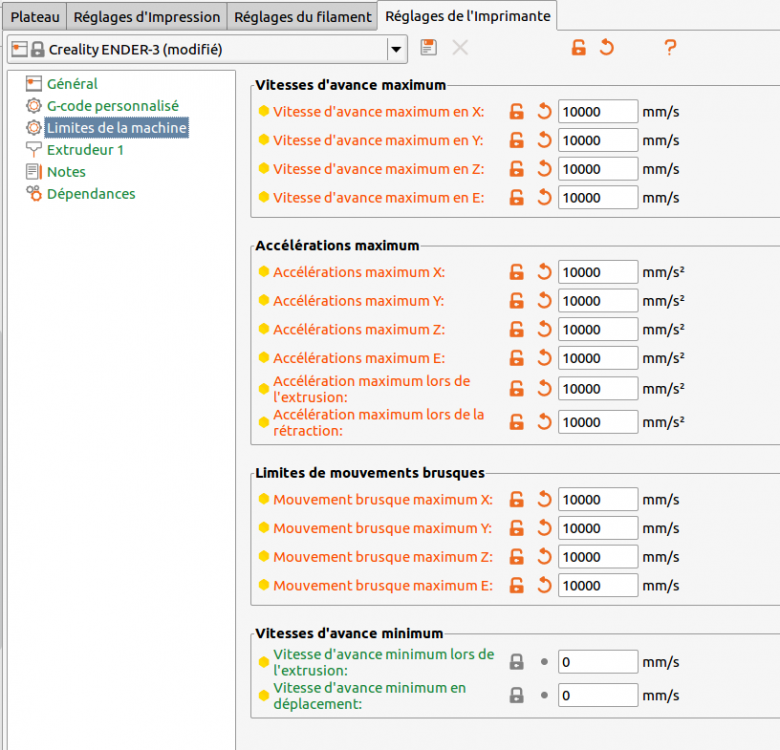
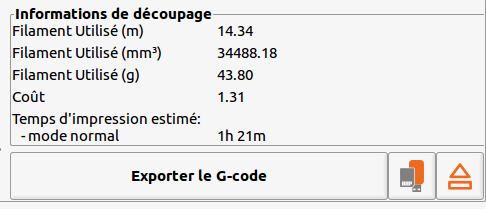
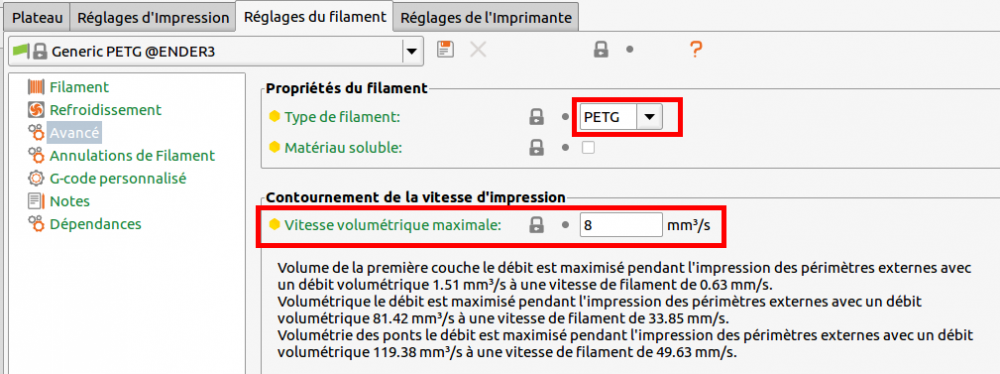
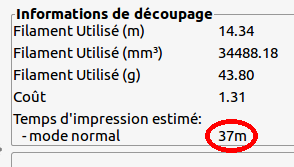
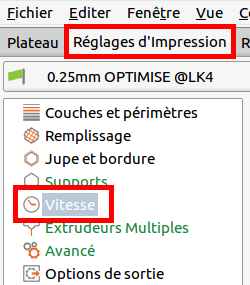
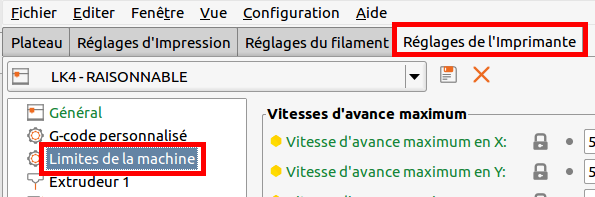
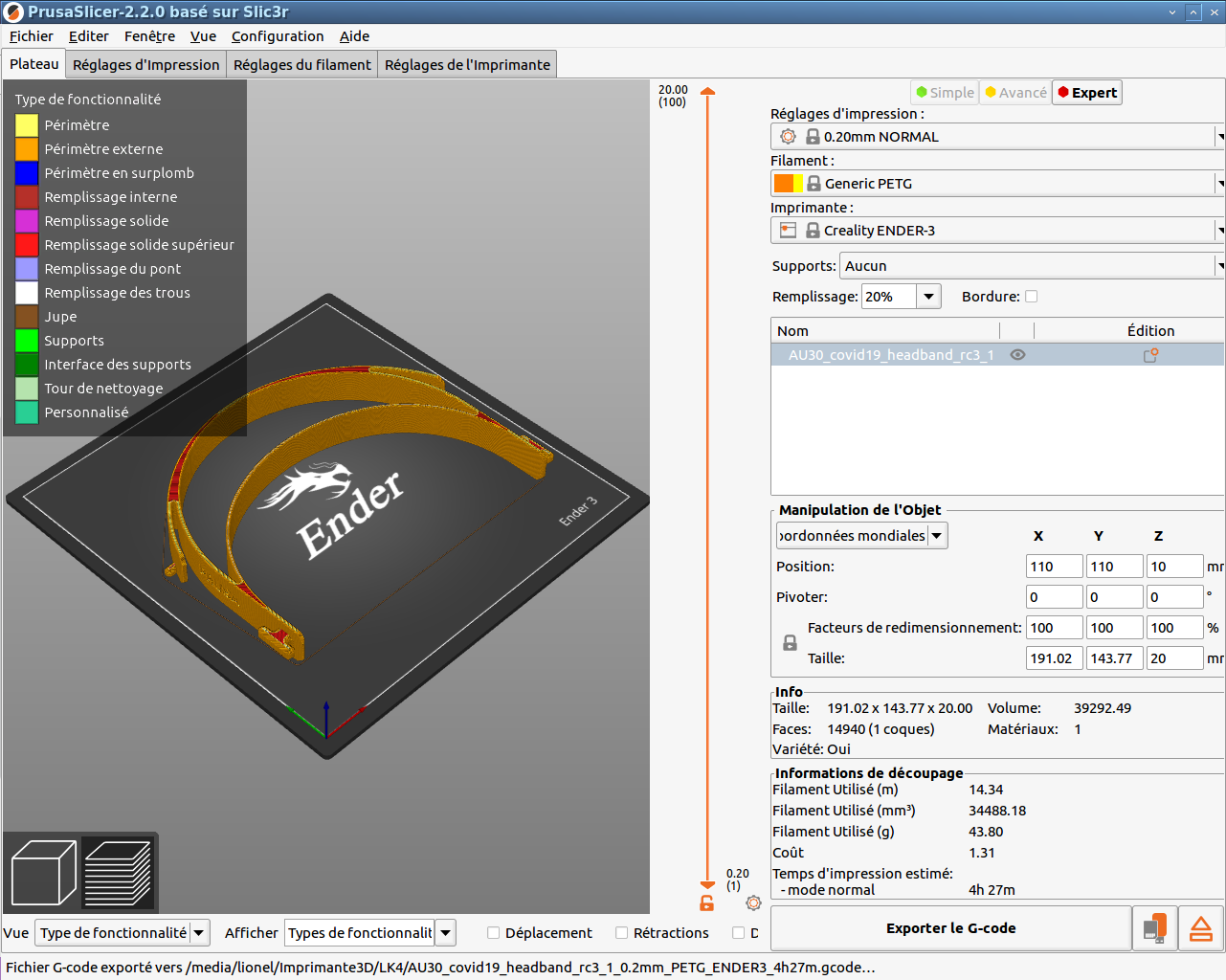
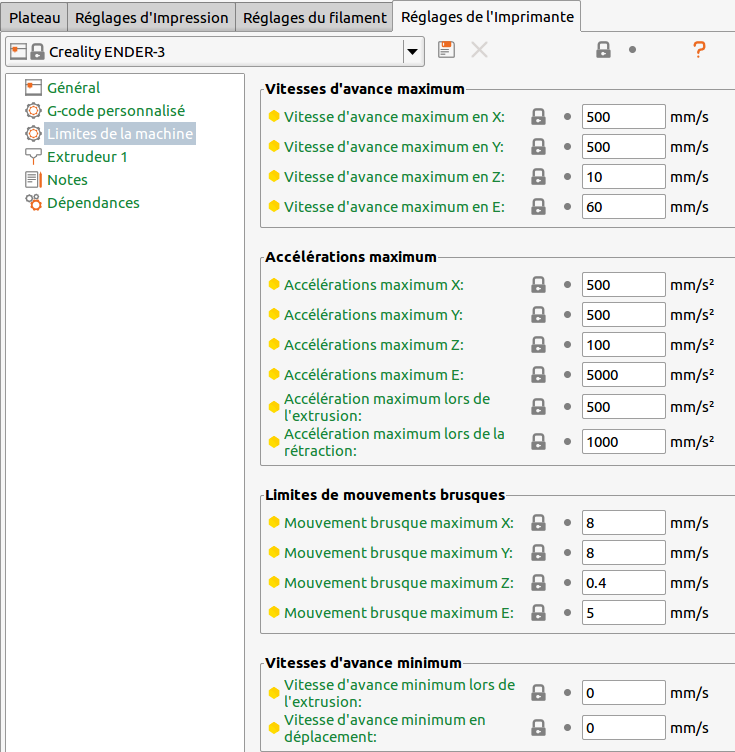
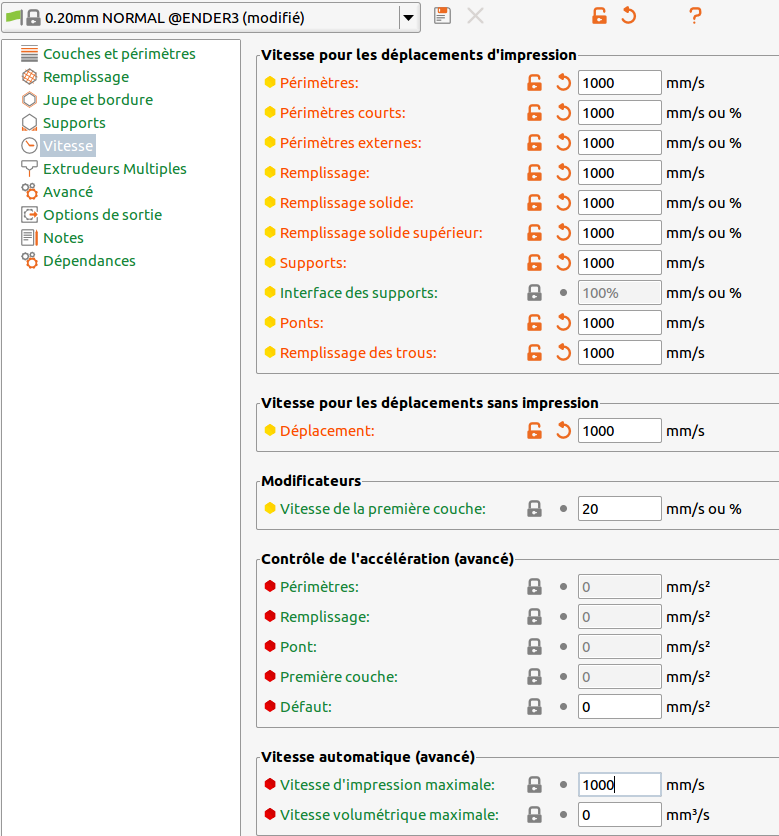
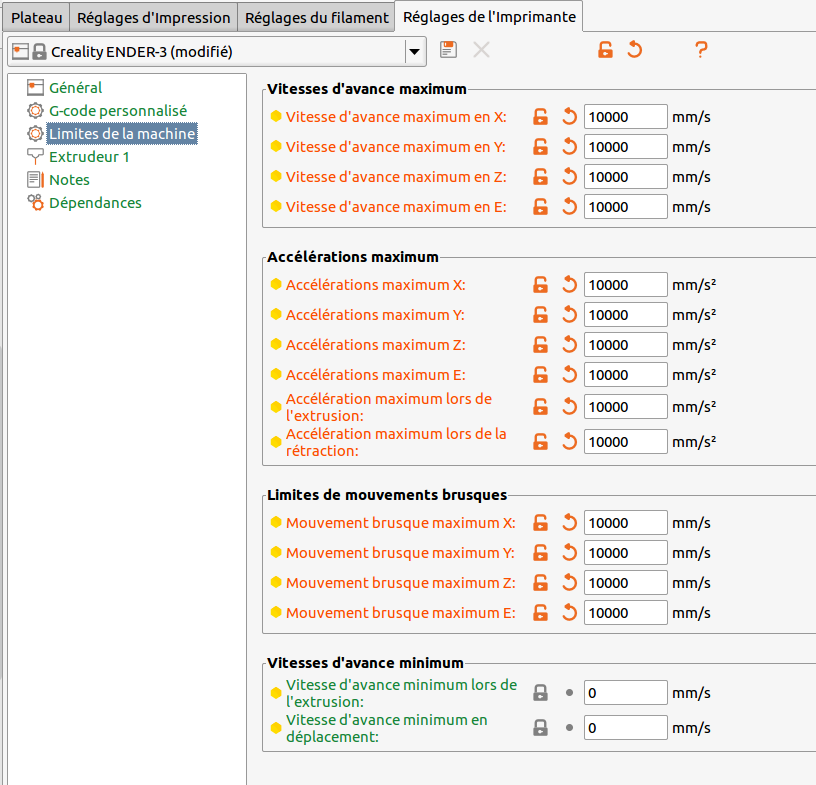
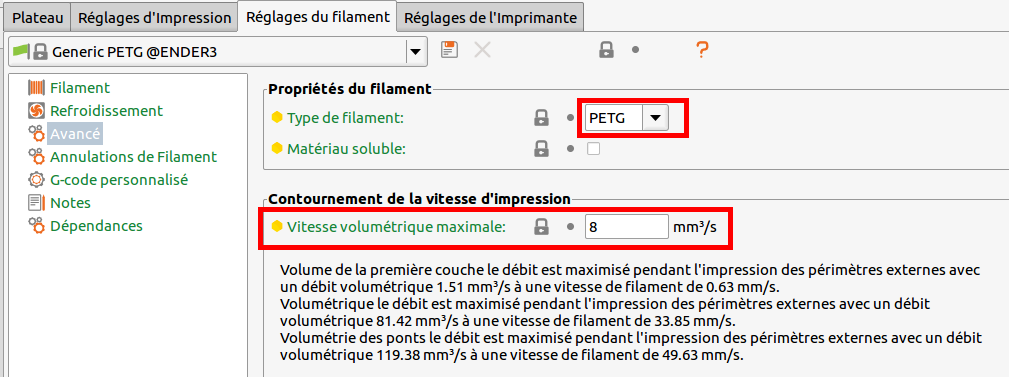
Hello, Dernièrement, grâce à @fran6p , j'ai découvert PrusaSlicer. Au fil de mes lectures, j'ai lu un message fort intéressant de @Kachidoki. Puis en cherchant à comprendre pourquoi mon imprimante se déplaçait "lentement", j'ai ouvert le Gcode généré par PrusaSlicer et j'ai vu ces quelques lignes en début de fichier. M201 X500 Y500 Z100 E5000 ; sets maximum accelerations, mm/sec^2 M203 X500 Y500 Z10 E60 ; sets maximum feedrates, mm/sec M204 P500 R1000 T500 ; sets acceleration (P, T) and retract acceleration (R), mm/sec^2 M205 X8.00 Y8.00 Z0.40 E5.00 ; sets the jerk limits, mm/sec Pour les personnes qui ne connaissent pas, ces lignes de codes modifient les paramètres qui sont définies dans le firmware de la machine et qui indiquent les valeurs maximums de débit, d'accélération, de vitesse et de jerk. Le plus beau n'est pas encore là. Le plus beau, c'est que lors du tranchage, PrusaSlicer prend en compte ces valeurs pour calculer le temps d'impression. Par exemple. En prenant les profils par défaut de la ENDER3, en tranchant le STL de la visière, j'obtiens un temps de 4H27 Maintenant, je vais dans les réglages et je modifie une valeur dans les limites de la machine. Ici, le "mouvement brusque" (jerk en anglais). Comme on peut le voir sur l'image du dessous, il est réglé à 8 pour X et 8 pour Y. Je vais y mettre une valeur fantaisiste de 80 (à ne pas utiliser car potentiellement destructrice pour votre imprimante) Maintenant, je tranche de nouveau la pièce à imprimer et voici le nouveau temps. 3H48 au lieu de 4H27. L'idée derrière tout ça, c'est d'utiliser la capacité de ce trancheur pour trouver des vitesses qui se veulent optimum, ou quasi optimum pour vos impressions. Avant de vous lancer, il faut prendre en compte le fait que le réglage que vous allez faire sera optimum pour la pièce qui est découpée mais ne le sera pas forcement pour une autre pièce. Il n’empêche qu'il sera probablement très bon pour cette autre pièce. Il y a des valeurs qui peuvent être destructrices pour votre imprimante. En premier lieu, le mouvement brusque. Sur certains mouvements, la machine va se mettre à vibrer et certaines pièces peuvent casser / se dévisser / se dérégler / etc... Au début, je vous recommande de ne pas déplacer 30 en X et en Y En second lieu, l'accélération. Lors d'accélérations trop violentes, le moteur peut sauter des pas (car il n'a pas assez de couple, un réglage s'impose peut-être). Ceci va provoquer un décalage entre les couches imprimées. Votre pièce peut également se décrocher du plateau. Il est à noter également que des valeurs trop élevées (et ça concerne tous les réglages) vont impacter le rendu final. Dernièrement, il faut garder à l'esprit que les réglages que vous allez faire sont théoriques et ne concernent que certains paramètres. Votre imprimante ne va pas forcement pouvoir atteindre les valeurs max que vous aurez choisi mais dans l'ensemble, le résultat sera pas mal. Par la suite, il faudra s'occuper de la ventilation, du débit, de la température, etc... mais ce n'est pas le but de ce tuto. Il y en a d'autres --> ici <-- et --> là <-- plu tout ceux des autres sections. Bref, après le blabla, l'action. Le but du jeu est de régler les valeurs à un niveau minimum afin de préserver une bonne qualité, mais pas trop bas, pour ne pas perdre de temps sur l'impression. Pour commencer, il faut mettre des valeurs fantaisistes. Je n'ai pas touché la vitesse de la première couche car ce n'est pas elle qui va faire la différence et une première couche ratée, c'est une impression qui ne se terminera pas. Maintenant, il faut trancher. La nouvelle valeur est de 1h21. Ensuite, il faut s'assurer que la valeur limitante actuelle est la vitesse volumétrique maximale. Attention à bien choisir votre filament. Pour vérifier que cette valeur est bien la valeur limitante, il faut la modifier et trancher de nouveau. Ceci confirme que la valeur limitante est bien ce réglage. Maintenant, il faut remettre la valeur d'origine. Et on sait que quoi quelque soit les réglages, la durée d'impression théorique ne pourra être inférieure à 1 heure et 21 minutes. Maintenant, le travail répétitif mais productif commence. Il faut trouver les bonnes valeurs. Je vous montrer le réglage de quelques unes, puis ce sera à vous de faire la suite jusqu'à ce que toutes vos valeurs soient judicieusement réglées. Ensuite, il faudra faire un test d'impression pour valider. Il faut garder en tête le précédent temps. Dans notre cas : 1h21. Je modifie la vitesse des périmètres. Je découpe à nouveau Le temps n'a pas bougé. La valeur n'est donc pas limitante. Je vais la baisser jusqu'à ce qu'elle influe sur la durée d'impression. Là, la durée a augmenter. Maintenant, il faut y aller à tâtons entre 80 et 100 (de 5 en 5 suffira) pour trouver un bon compromis. 95 ou 100 sont des valeurs intéressantes qu'il faudra confirmer lors d'une impression. Maintenant, les périmètres courts. Je m'aperçois qu'une valeur très faible n'a aucun impact sur la durée d'impression. Plutôt que de garder cette valeur, je vais remettre celle d'origine car cette valeur (10) pourrait être fortement limitante pour l'impression d'un autre objet. Pensez bien à enregistrer de temps en temps, surtout si vous allez voir un autre profil. Après être allé voir le profil d'origine, j'ai modifié la valeur. La valeur étant celle d'origine, le nom passe en vert. Maintenant, c'est à vous de jouer. Je vous conseille de commencer par les vitesses. Puis de régler les limites de la machine. Je vous le répète : pas plus de 30 en jerk en X et Y et pas plus de 900 en X et Y en accélération ! Avec suffisamment d'expérience (et de pièces pétées ? / d'impressions échouées ?), vous pourrez adapter ces valeurs.










 1 point
1 point -
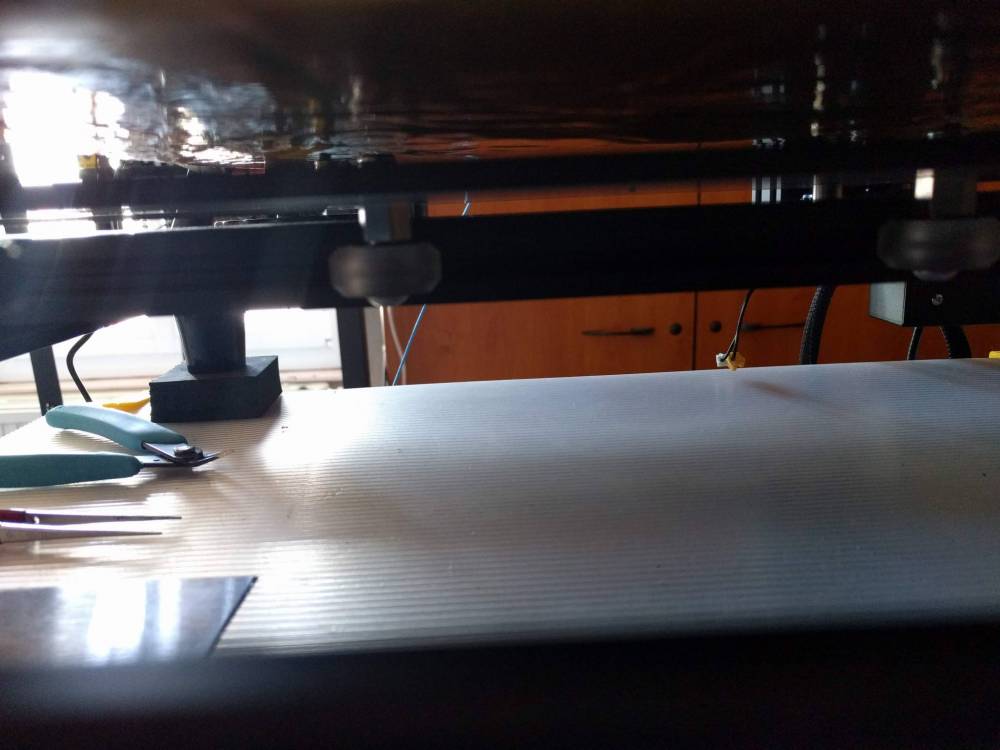
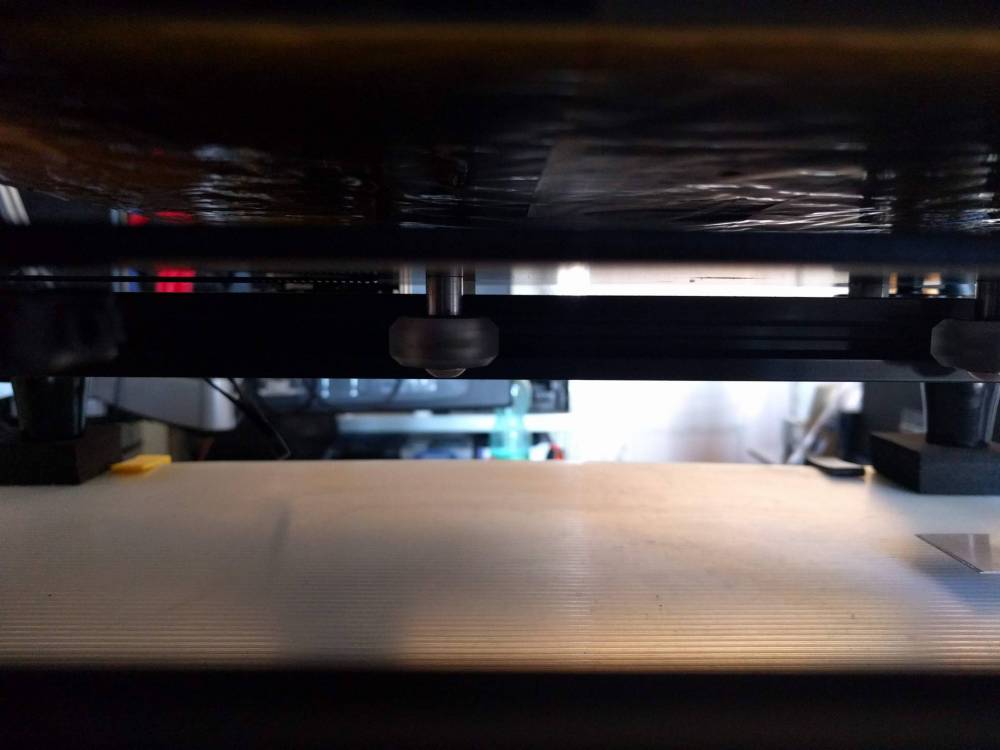
Bonjour à tou(te)s, Je voulais depuis quelques temps libérer un peu mon bureau et placer ma bobine de filament sur le dessus de l'imprimante (une U20). Ne trouvant pas vraiment mon bonheur, et aussi aimant faire les choses par moi mème, je me suis lancé dans un système maison. Et voila ce que ça donne une fois installé (petit coup de pub au passage , très bon filament ) : Je suis très satisfait du résultat, ça fonctionne plutôt bien. C'est adapté à toute les bobines que j'ai en stocks, mais ça reste réglable en largeur par le biais des pas de vis et des entretoises imprimables. Je vais par contre apporté des modifications pour sécuriser en cas de nœuds dans la bobine. Comme toujours, si ça intéresse quelqu'un, voila mes modèles : (v1) : Support.stl Vis.stl Entretoise.stl Guide.stl

 1 point
1 point -
A la mienne je lui ai imprimé un ouvre porte par le bras sur mesure en prenant un modèle existant. Du coup elle m'a offert la baguette et la boule (corrigé @Jean-Claude Garnier ^^)1 point
-
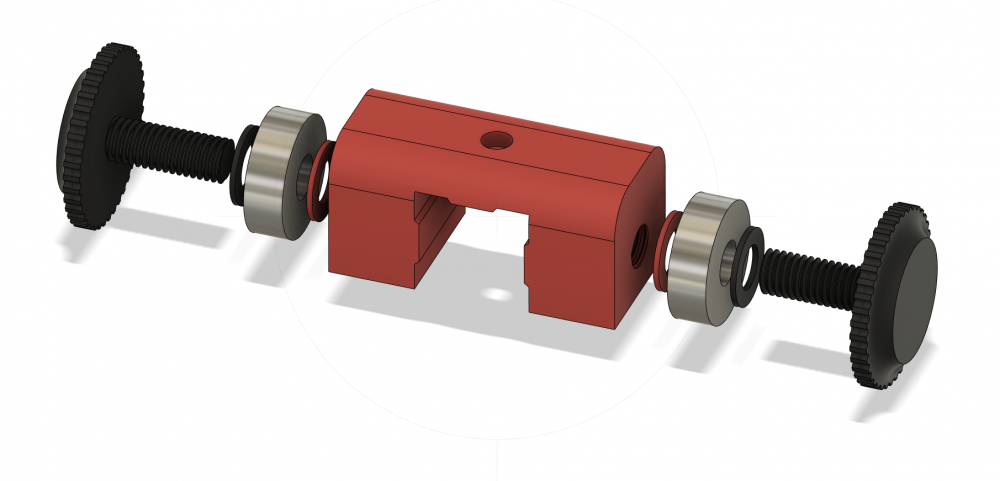
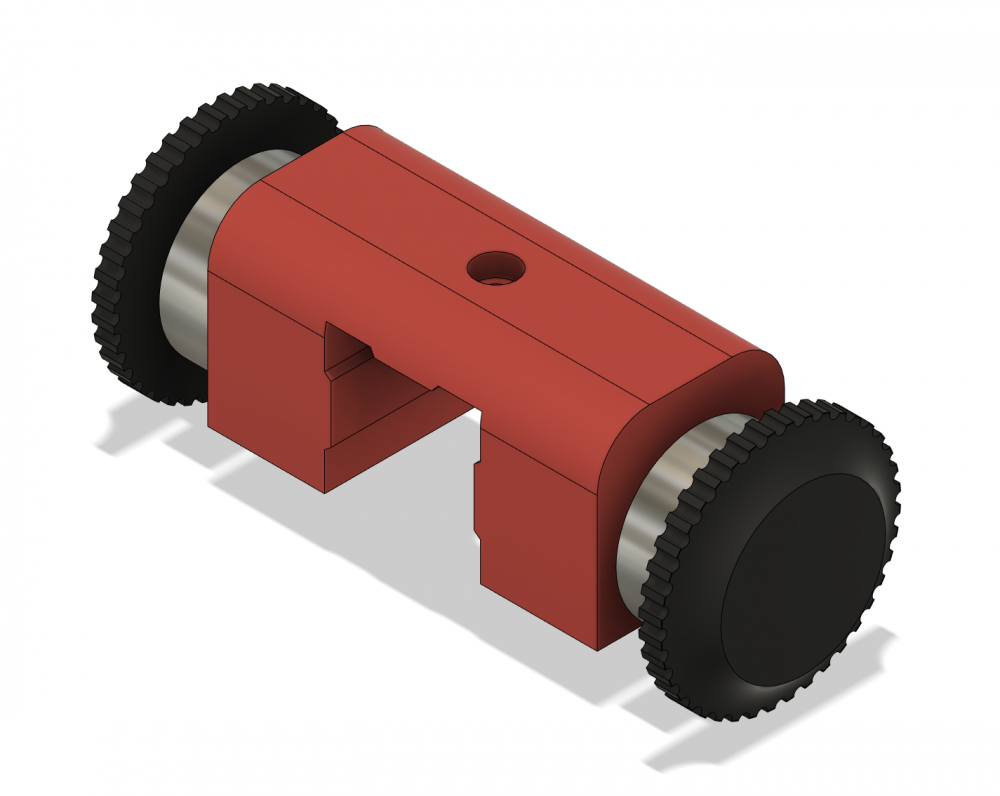
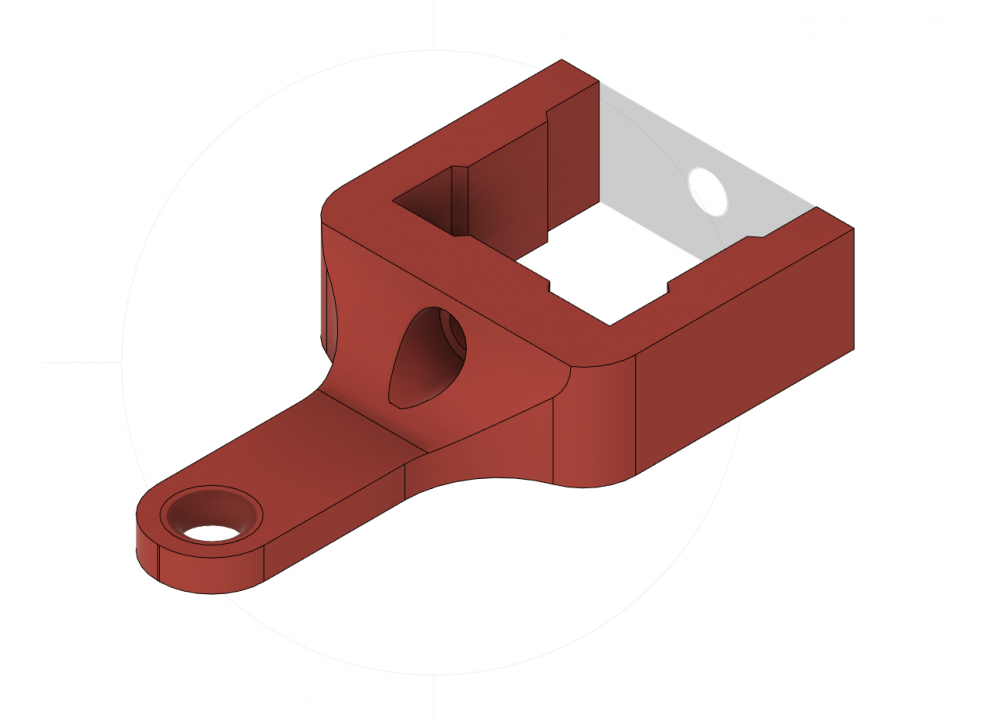
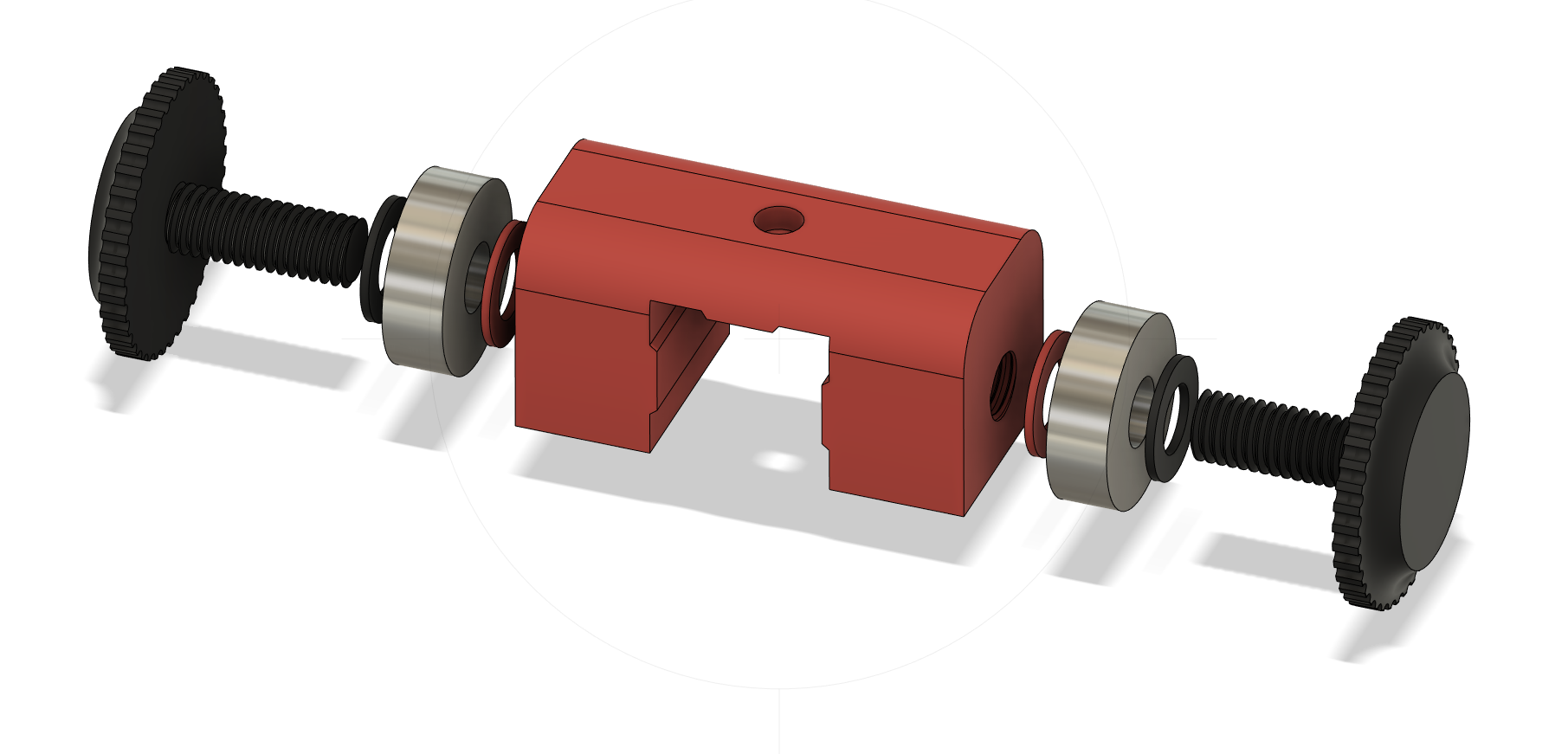
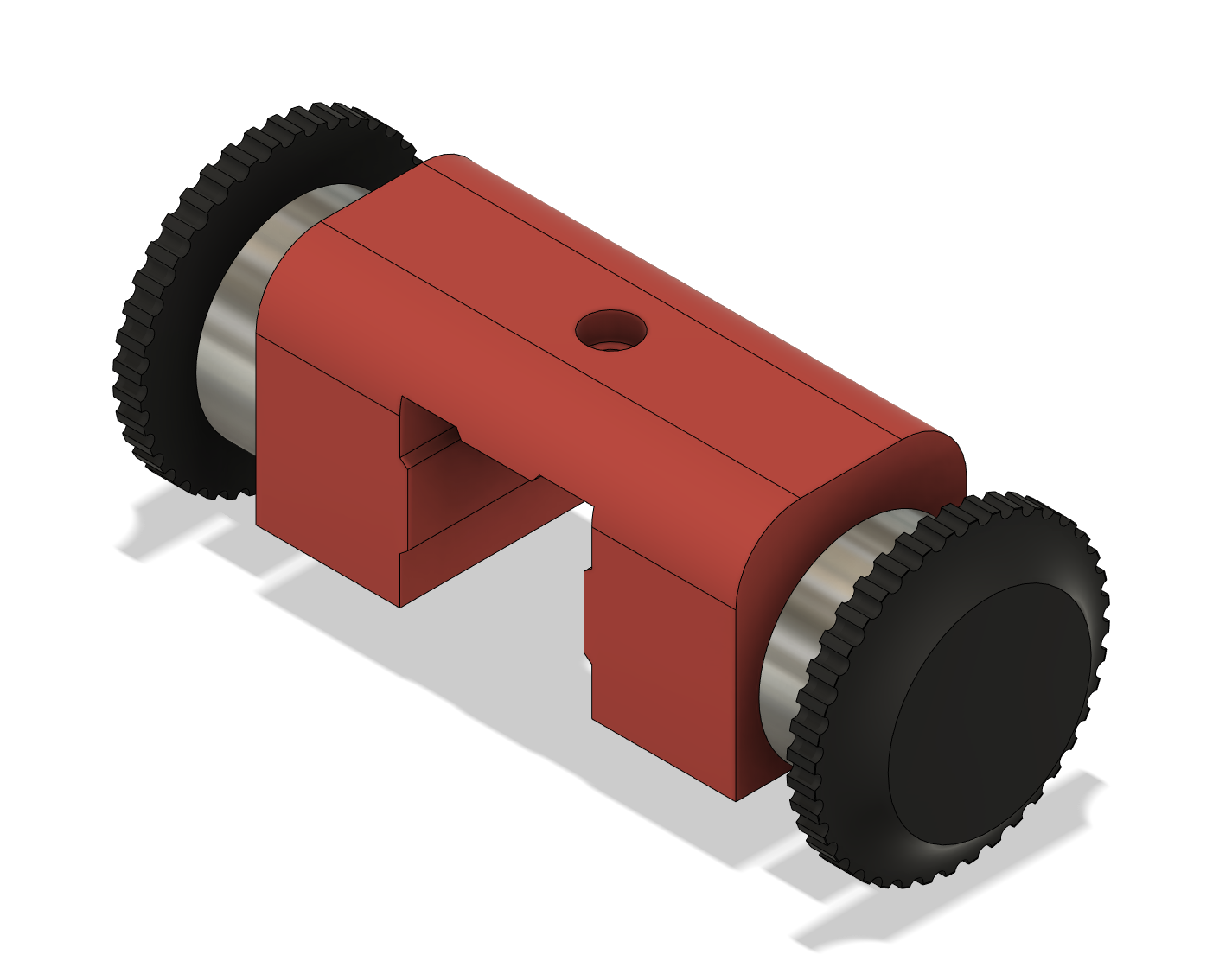
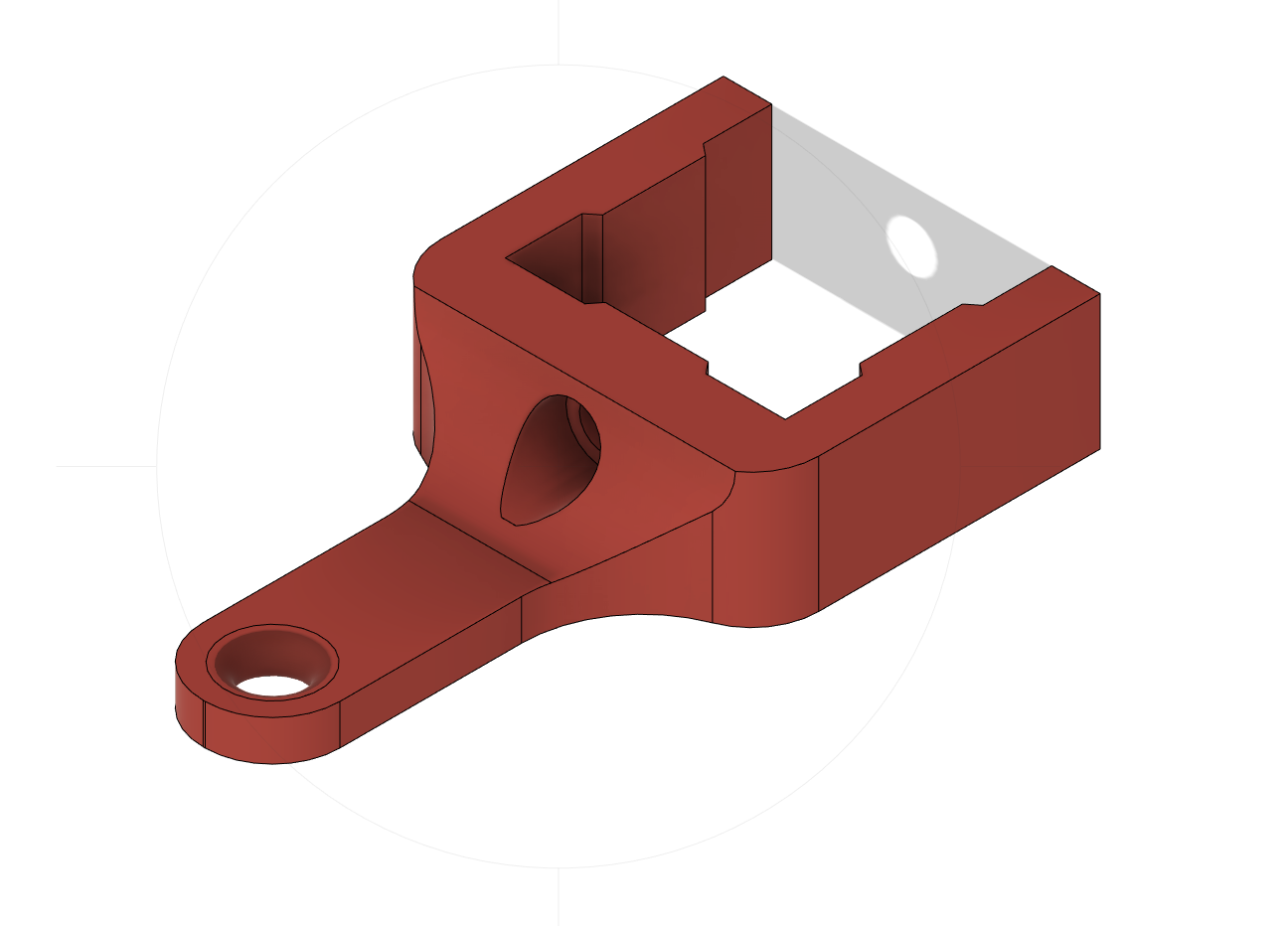
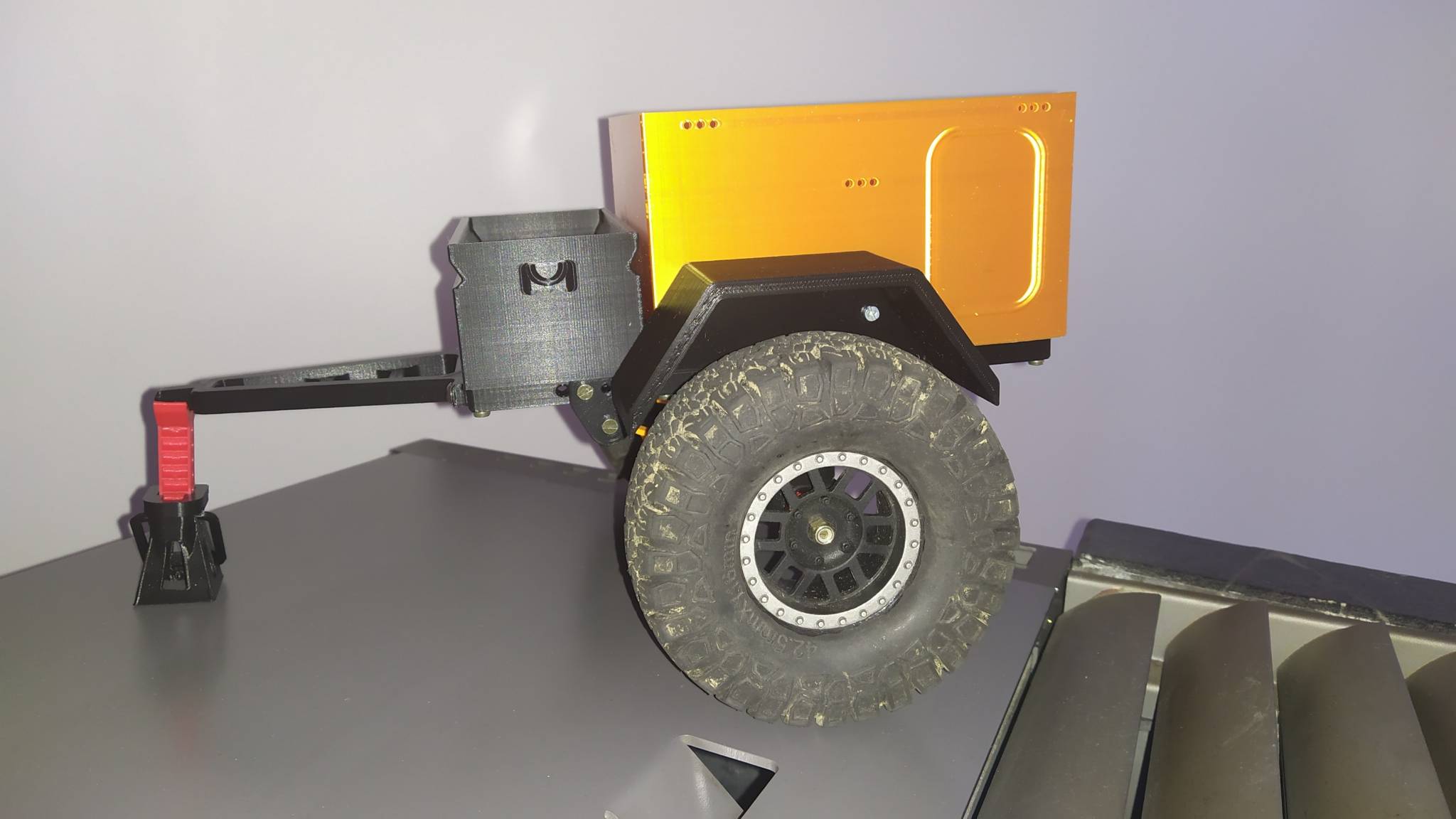
Hello, Voici un petit projet pour mon 4X4 Traxxas TRX4 defender. Place aux photos: Et une petite vidéo de test






 1 point
1 point -
Salut à tous. Je reviens sur ce "post" qui démarrait bien mal. Ca fait plaisir de voir que l'ambiance à changé.... Bon, quoi qu'on en dise, dans ma région, on livre des modèles "Héliox" , comme celle que je fabrique depuis plus de 15j ainsi que @Yo' (la visière en 5mm avec 4 picots/crochets écarté de 80mm) et les "médics" ne nous ont pas fait de retours négatifs, trop contents qu'ils sont qu'on viennent les aider.... Avec une buse de 0.4 et du PLA chauffé à 215 (et, oui, quand on va vite, faut chauffer plus !) tout ça sur vitre et colle "AhA"( ), je sort une visière toutes les 15 min pour chacune de mes 2 bécanes !!! ---> production prévue: 50 unités/j J'ai une "trouilloteuse" (je vois que le terme se généralise !) pour A4 qui perce tout en une seule fois. Et j'ai a peine le temps de ranger ma prod et de joindre mes clients et fournisseurs, que la prochaine m'appelle !!! (Ding-dong, j'ai ajouté une sonnerie en fin de gcode !! Je débande pas.....(et à mon age, c'est une performance !) Si vous voulez tester non Gcode "violent": un petit mp A+1 point
-
Bonjour, je viens de résoudre mon soucis en Utilisant le nouveau FirmeWare 3.1 et son installation rapide décrite ici : https://smartcub3d.com/installation-rapide-du-firmware/ Merci Thierry !1 point
-
Tu as regardé le tuto pour flasher le firmware ? https://smartcub3d.com/installation-rapide-du-firmware/1 point
-
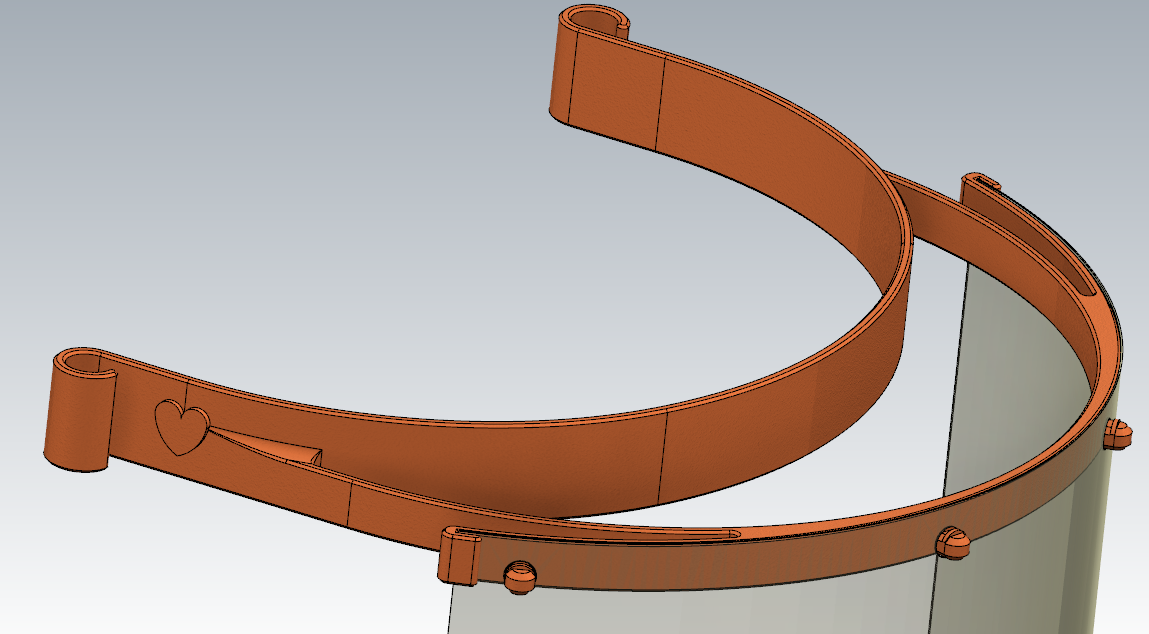
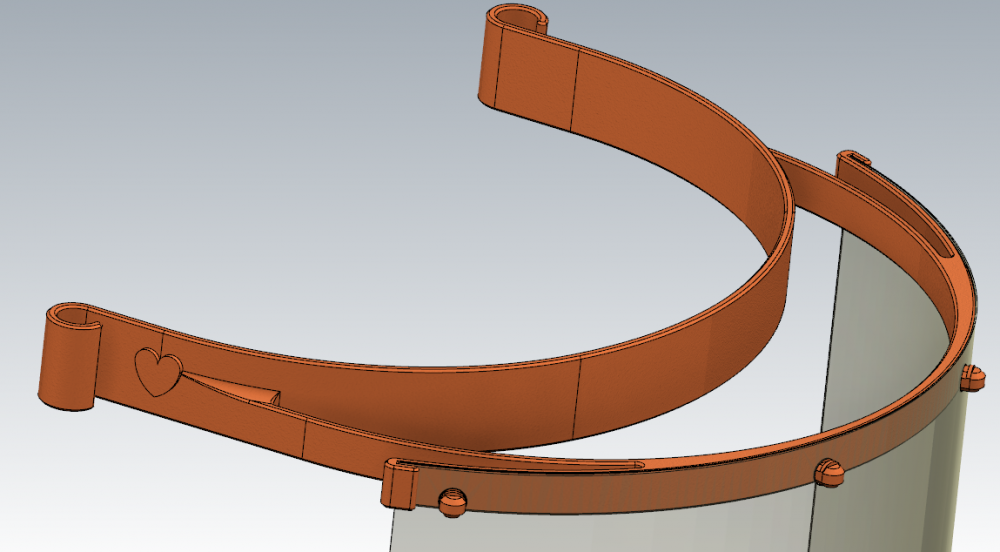
@Kachidoki Je ne les utilise pas mais ils sont là si l'utilisateur préfère s'assurer du maintien de la feuille, perso en 0 infill et en augmentant le nombre de parois le support est très souple il n'a pas cassé sous les pressions que je lui ai fait subir. Là ou je te rejoints c'est qu'avant de poster une version et ça je le dis a tout ceux qui impriment en masse veuillez tester les visières sur vous et leur faire subir une condition extrême. J'ai testé plusieurs version et j'en ai écarté pas mal faute de confort, ou pas intuitif pour changer la feuille ou trop fragile ou une feuille qui s'use trop vite a fore ce mettre et enlever des picots. Sur ton image la visière du bas est cassante (ou plutôt se tord). celle que j'ai posté plus haut je n'ai pas rencontré le problème. Attention je ne fais pas l'apologie d'une version ou autre ce n'est qu'un avis1 point
-
Hé oui Revo Uninstaller c'est le pied ! C'est fou les cochonneries qui sont laissées par une désinstallation simple...1 point
-
Fais une photo, ce sera plus parlant1 point
-
Utilise un autre trancheur pour voir si ce ne serait pas ton fichier qui poserait problème ou passe ton fichier dans un «réparateur» comme https://service.netfabb.com/login.php1 point
-
Oui (par contre ça devrait le faire plus ou moins sur tous). Sur mes CR10, ces deux galets ont été enlevé pour ne garder que les quatre externes, j'en parle ici : Il te suffit de les nettoyer de temps en temps (c'est un agrégat d'huile et de poussières).1 point
-
Salut tout le monde, merci a toi LOLO710 pour le temps que tu passe a faire tes poste. j'ai quand même aurait tu un liens de téléchargement de ta version de Marlin ? merci en tout cas1 point
-
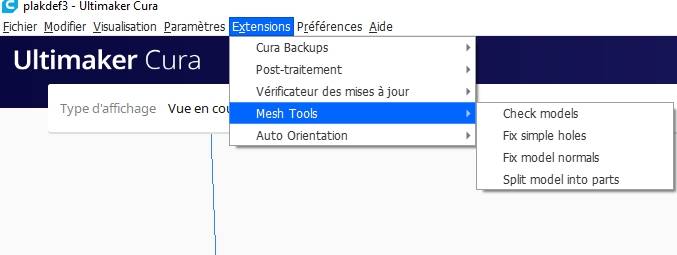
@sam2626 Bonjour, Dans le marché en ligne,tu installes le plugin 'Mesh Tools' puis tu redémarres Cura. Tu importes le stl et tu vas dans le menu comme sur la copie d'écran. Ensuite tu selectionnes l'objet que tu souhaites isoler,et tu l'exportes en stl., puis tu le(s) réimporte(nt) en le(s) plaçant comme tu veux. C'est tout
 1 point
1 point -
Jolis timbres poste... mais j'ai perdu ma loupe...tu ne sais pas faire des captures d'écran ?1 point
-
Salut, Sans mettre le f3d en ligne, ça va être difficile de trouver. Une chose quand même l'outil Fillet comme l'outil chamfer pose parfois problème et il faut passer par sweep.1 point
-
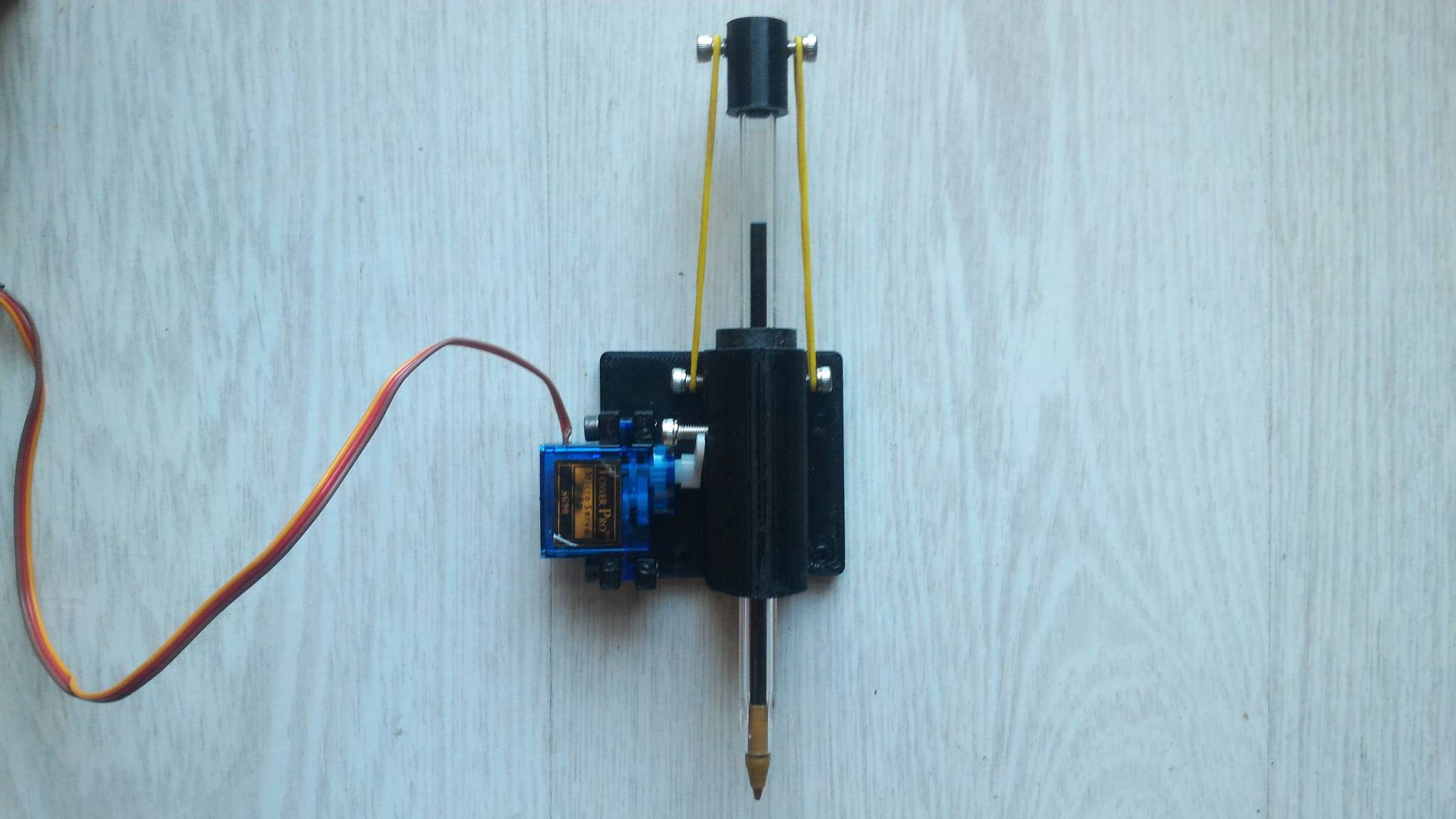
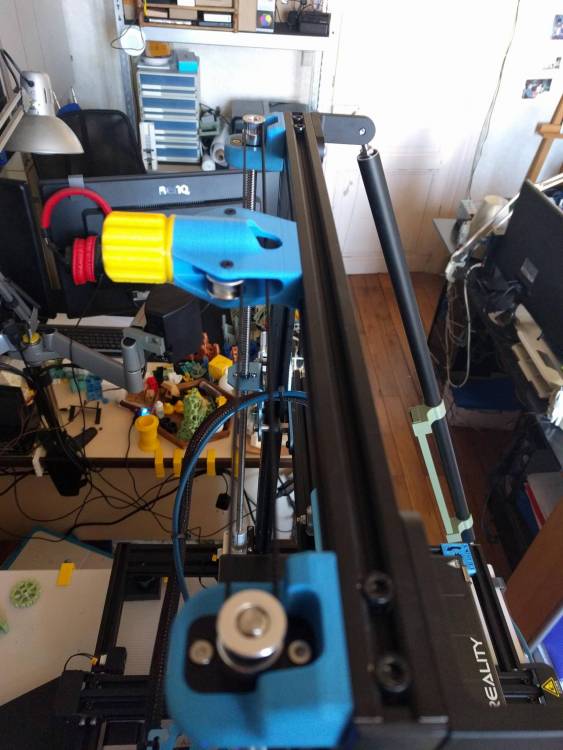
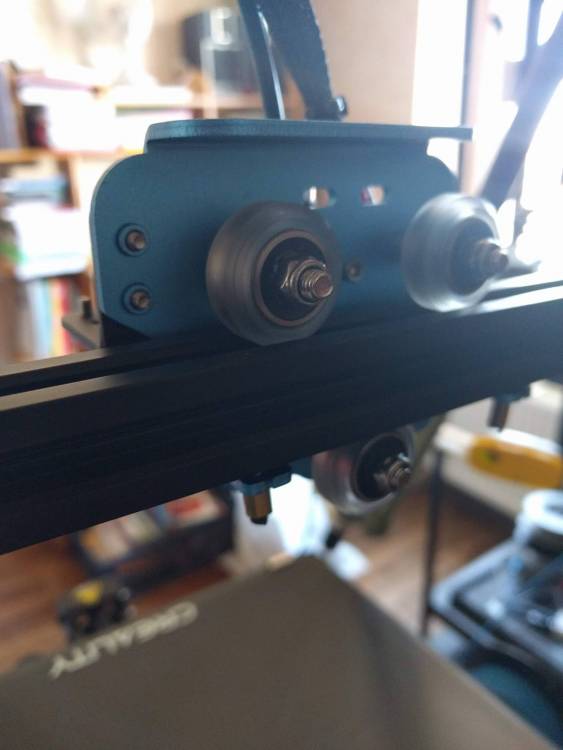
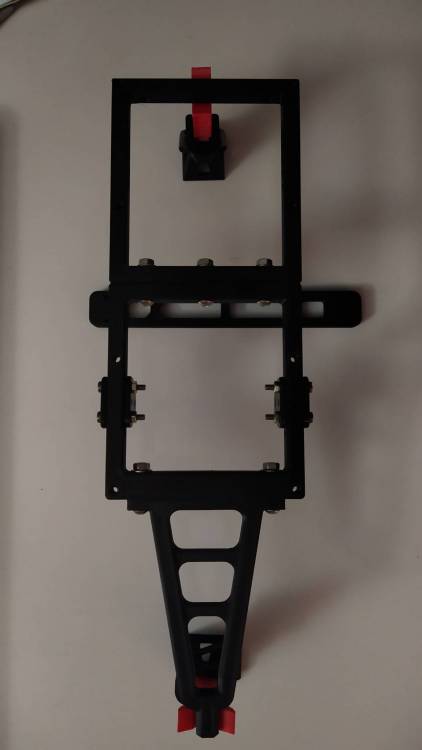
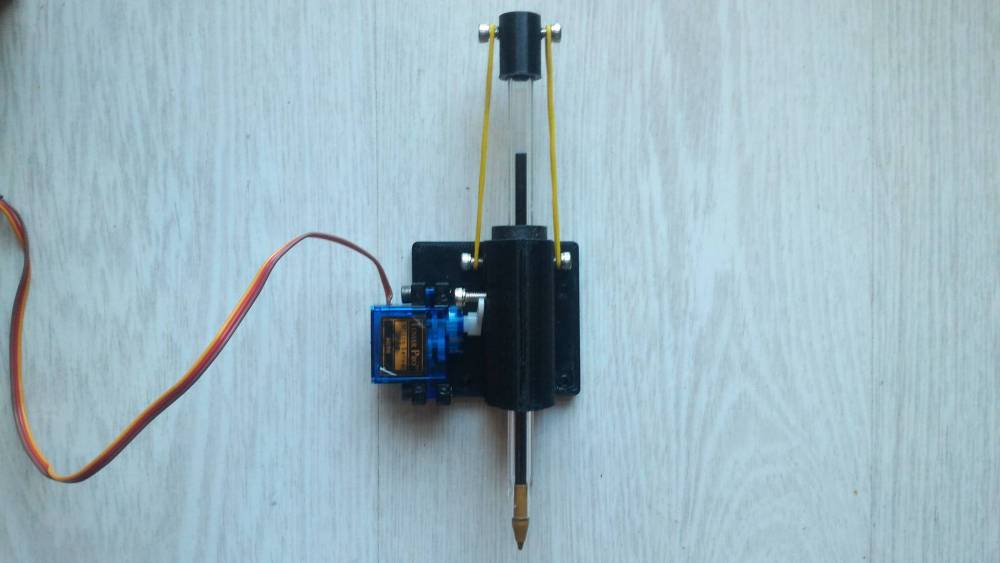
Système perso de l'axe du stylo. Tous les fichiers STL seront sur mon Thingiverse une fois que j'aurais montée la machine.
 1 point
1 point -
Bonjour, Voici un lien pour confectionner une Charlotte Valve, pour les masques de plongée vendue par une grande enseigne de sport , qui a détournée son usage premier pour en faire des respirateur artificiel . Si cela vous intéresse, tous est expliqué dans la page : https://cults3d.com/fr/modèle-3d/outil/easy-covid-19-emergency-mask-for-hospital-ventilators1 point
-
J'ai édité mon message pour préciser que le code que j'ai affiché est celui de Marlin 1.1.9. Pour trouver les limites d'accélération de ma GeeeTech, je me suis fait un Gcode dans lequel Je calibre la vitesse au max Je calibre l'accélération à 500 (de mémoire) Je fais faire quelques aller-retour à un axe (Y en premier car c'est lui qui sera limitant) sur toute sa longueur. J'augmente l'accélération de 100 Je fais faire quelques aller-retour à un axe sur toute sa longueur. J'augmente l'accélération de 100 etc ... Jusqu'à ce que le moteur saute des pas. Il n'est pas nécessaire de peaufiner ce réglages vu qu'il est fait à vide et que lors de l'impression, avec le poids de la pièce, le plateau risque de sauter des pas si le réglage est trop optimisé à vide. Pour le jerk, je l'ai réglé lors d'une impression lorsque j'ai entendu vibrer ma tête d'impression depuis la pièce d’à coté.1 point
-
Un très grand MERCI à Stenidae pour son aide, ça fonctionne enfin avec ses fichiers1 point
-
Salut Désolé j'ai pas pu résister !! Je suis déjà dehors !!!1 point
-
Je suis développeur soft embarqué de métier, je sais fouiller du code source Le même code dans Marlin 2.0.x : /** * M205: Set Advanced Settings * * B = Min Segment Time (µs) * S = Min Feed Rate (units/s) * T = Min Travel Feed Rate (units/s) * X = Max X Jerk (units/sec^2) * Y = Max Y Jerk (units/sec^2) * Z = Max Z Jerk (units/sec^2) * E = Max E Jerk (units/sec^2) * J = Junction Deviation (mm) (If not using CLASSIC_JERK) */ void GcodeSuite::M205() { #if DISABLED(CLASSIC_JERK) #define J_PARAM "J" #else #define J_PARAM #endif #if HAS_CLASSIC_JERK #define XYZE_PARAM "XYZE" #else #define XYZE_PARAM #endif if (!parser.seen("BST" J_PARAM XYZE_PARAM)) return; //planner.synchronize(); if (parser.seen('B')) planner.settings.min_segment_time_us = parser.value_ulong(); if (parser.seen('S')) planner.settings.min_feedrate_mm_s = parser.value_linear_units(); if (parser.seen('T')) planner.settings.min_travel_feedrate_mm_s = parser.value_linear_units(); #if DISABLED(CLASSIC_JERK) if (parser.seen('J')) { const float junc_dev = parser.value_linear_units(); if (WITHIN(junc_dev, 0.01f, 0.3f)) { planner.junction_deviation_mm = junc_dev; #if ENABLED(LIN_ADVANCE) planner.recalculate_max_e_jerk(); #endif } else SERIAL_ERROR_MSG("?J out of range (0.01 to 0.3)"); } #endif #if HAS_CLASSIC_JERK if (parser.seen('X')) planner.set_max_jerk(X_AXIS, parser.value_linear_units()); if (parser.seen('Y')) planner.set_max_jerk(Y_AXIS, parser.value_linear_units()); if (parser.seen('Z')) { planner.set_max_jerk(Z_AXIS, parser.value_linear_units()); #if HAS_MESH && DISABLED(LIMITED_JERK_EDITING) if (planner.max_jerk.z <= 0.1f) SERIAL_ECHOLNPGM("WARNING! Low Z Jerk may lead to unwanted pauses."); #endif } #if HAS_CLASSIC_E_JERK if (parser.seen('E')) planner.set_max_jerk(E_AXIS, parser.value_linear_units()); #endif #endif } Ça passe par une méthode planner::set_max_jerk : void Planner::set_max_jerk(const AxisEnum axis, float targetValue) { #if HAS_CLASSIC_JERK #if ENABLED(LIMITED_JERK_EDITING) constexpr xyze_float_t max_jerk_edit = #ifdef MAX_JERK_EDIT_VALUES MAX_JERK_EDIT_VALUES #else { (DEFAULT_XJERK) * 2, (DEFAULT_YJERK) * 2, (DEFAULT_ZJERK) * 2, (DEFAULT_EJERK) * 2 } #endif ; limit_and_warn(targetValue, axis, PSTR("Jerk"), max_jerk_edit); #endif max_jerk[axis] = targetValue; #else UNUSED(axis); UNUSED(targetValue); #endif } La fonction limit_and_warn fait ce job de limitation. Comme tu peux le voir, c'est conditionné par des macros, donc désactivable. No limit ? Pour aller plus loin, ça serait intéressant de trouver une méthode qui permette de définir ces limites physique de manière quantifiable. Comment savoir jusqu'où on peut pousser ces paramètres avant que la machine n'en souffre ? Pour piloter PrusaSlicer en ligne de commande, j'ai trouvé ça ==> https://github.com/prusa3d/PrusaSlicer/wiki/Command-Line-Interface Tu dois pouvoir utiliser prusa-slicer-console.exe pour avoir la version sans IHM.1 point
-
Salut, Va voir ce sujet, notamment à partir du second message.1 point
-
Je fais sur demande des visières aussi à partir d'un remix maison du prusa qui s'imprime en 1h et quelques sur ma cr10s avec l'électronique d'origine à 100mms .je préfère les faire par 1 où 2 surtout qu'il n'est plus superposable J'en ai fait 5 cet après-midi pour des manipulatrices radio. Elles vont sûrement en demander d'autres. Je préfère les faire "sur demande " car n'ayant pas facedebouc je le fais localement Edit voici à quoi ça ressemble :
 1 point
1 point -
Pratique, je suis aussi tombé sur ce firmware TFT avec option "disconnect" : https://www.thingiverse.com/thing:4251390 Je ne sais pas ce que ça donne... J'aimerais tester le Linear Advance mais j'ai la flemme d'ouvrir la machine, même pour y mettre une "prise"1 point
-
Pas de TVA, pas de charge sociale, pas de frais de douane... La chine vous remercie1 point
-
@Yo' N'hésite pas à démarcher, n'attend pas les demandes. J'ai contacté une infirmière libérale, qui en a commandé pour 4 cabinets. J'ai contacté les pompiers du village, qui en ont parlé aux pompiers du village d'à côté, qui eux-même en ont parlé à d'autres. J'ai fais bien entendu tous les commerçants du village, et aujourd'hui la postière, car le bureau de poste va bientôt ré-ouvrir. J'en suis à 152. Mes bobines "fraîches" de 2kg que j'ai mis au cul des 3 machines mercredi ont pris une sacré claque. A ce rythme, je tiendrai le weekend et ensuite les machines seront de nouveau à l'arrêt. Mais cette fois-ci je ne pourrai pas remettre le filament de ma poche, je tourne à 1kg par jour en moyenne, j'ai passé pratiquement 7kg à ce jour. Au moins j'économise sur le chauffage. EDIT: pour ceux qui veulent imprimer le Prusa Shield plus rapidement, en supprimant les logos on gagne 6 min sur une impression de 1h28 (je prend mes réglages en référence). Ça paraît peu, mais sur un empilement de 10, ça fait 1h de gagné, je passe à 15h, soit ~90% du rendement du stacking officiel de Prusa (11h pour x8) avec des réglages encore plus agressifs. Ce qui monte ma capacité à 45 pièces par jour. Je suis loin des 10 que j'estimais au début... Je peux encore augmenter si @Yo' trouve des réglages hypersonic pour ma CR-10.1 point
-
Arf ! on reconnais les amoureux de la nature préservons là...1 point
-
En effet, le sujet derape! Pour le code compile, format projet.bin, Egalistel a recompile les code recemment, pour un peu toutes les machines. Lien de son folder : https://cutt.ly/ytvUpDw Le dernier code source est disponible la : https://github.com/tpruvot/Marlin/tree/2.0.5.3-longer3D @fabian les MAJ sont tres regulieres...1 point





.jpg.9bb5f3c62558ddf1c9983f2a7b879e46.jpg)


.png.1b7186a58ffe7b63e922a65ccba44e84.png)


















.thumb.jpg.8e4f3c7962529d5b54999ca8667a07c0.jpg)