Classement



Contenu populaire
Contenu avec la plus haute réputation dans 28/04/2020 Dans tous les contenus
-
de toute façon on apprend que ya des trucs de changé au fur et a mesure .....2 points
-
Ne me souvenant plus si cette question a déjà été posée, je la (re)pose: Le ventilateur dans la cage métallique qui doit tout le temps tourner pour refroidir le radiateur de la tête, il fonctionne correctement? Il n'aurait pas été changé par un moins «bruyant» mais moins efficace ?2 points
-
AFNOR met à disposition gratuitement un référentiel pour faciliter et accélérer la fabrication en série ou artisanale d’un nouveau modèle de masque, dit « masque barrière ». Celui-ci vise protéger la population saine, en complément des indispensables gestes barrières face au Coronavirus. https://masques-barrieres.afnor.org/home/telechargement (Inscrivez-vous pour avoir les mises à jour des fichiers.) Masque.pdf MasquePatron.pdf
 2 points
2 points -
Ouai je te comprend, avec les dépots de brevet que tu as du faire partout dans le monde pour protéger ta recette, ça a du te couter le prix d'une machine industrielle !2 points
-
Je vous invite à aller voir ce topic où Bosco et les autres y ont déjà bien réfléchi, aussi avec un convoyeur à rouleaux pour sortir les pièces2 points
-
salut a tous , pour ceux qui ont une alfawise u50 comme moi et qui recherche le firmware 217 de mise à jours . si sa peut servir à quelqu'un . firmxare u50 217.rar1 point
-
Bonjour, Ton problème est typique d'un mauvais remontage de la buse ou bouchage suite à l'usure (fonte) du bout du tube plastique PTFE. Pour changer la buse, il faut suivre la Titi procédure (j'ai rien inventé mais ça fait du bien de se faire plaisir) En premier avant d'utiliser la Titi procédure, il faut dégager la machine en Z assez haut pour pouvoir passer les outils et bien voir la buse. Sinon c'est galère ! En deuxième avant d'utiliser la Titi procédure, il faut lire la Titi procédure en entier pour être bien sure d'avoir compris la manip ! En troisième avant d'utiliser la Titi procédure, ne pas hésiter à poser des questions avant de tout démonter pour améliorer la Titi procédure Avis important : faire attention aux câbles de la tête Avis important: la Titi procédure n'engage aucunement Titi78 en cas de détériorations de votre matériel. Elle est décrite ici bien gentiment afin de vous dire qu'elle est aussi décrite dans la section tuto que vous n'avez certainement pas regardé avant de demander de l'aide mais comme le Titi est serviable il a écrit cette tartine pour aider l'imprimeur en détresse ! Voici donc la Titi procédure : 1- chauffer à 190-200° pour bien ramollir le filament et en faire sortir un peu par la buse en le poussant ou en utilisant l'extrudeur. Si votre tête est de type «tube PTFE traversant de part en part pour aller jusqu'au contact de la buse», passer directement au point 4 Si votre tête est de type «full metal», utiliser la méthode «cold pull» des points 2 et 3 2- chauffer à 100° pour avoir un plastique vitreux mais pas liquide et couper bien au ras de la buse le filament qui dépasse 3- enlever le filament en tirant dessus à la main un coup sec pour aspirer le plastoc mou et en sortir les résidus brulés 4- dévisser la buse (attention Sacha c'est chaud (et pas facile à dire vite) 5- enlever le tube plastique PTFE en libérant le pneufit (bague dessus à appuyer tout en tirant le tube) <EDIT / COMPLÉMENT> il arrive que le tube est tellement déformé qu'il ne peut pas sortir en tirant dessus. Dans ce cas il y a 2 possibilités : 5a- Enlever le tube ptfe du pneufit COTE EXTRUDEUR, libérer le pneufit du radiateur coté tète (bague dessus à appuyer pour déverrouiller) et Pousser le tube ptfe pour le faire sortir coté buse (enlevée à l’étape 4) . 5b - Enlever le tube ptfe du pneufit COTE EXTRUDEUR, Dévisser le pneufit du radiateur pour sortir le tube . 6- couper la chauffe, débrancher l'imprimante et laisser refroidir mais on ne démonte pas le heatbreak ni le bloc de chauffe du radiateur. 7- bien enlever toute trace de plastique fondu/carbonisé dans le bloc de chauffe ET à l'intérieur du tube de hotend ET sur la buse en extérieur car normalement le trou devrait être propre suite à l'étape 2 et 3. Faire attention à ne pas abimer les câbles de la cartouche de chauffe et de la thermistance qui sont dans le bloc de chauffe. pour enlever les traces de plastoc je fais passer le tube ptfe à travers le radiateur et si besoin comme tout est encore monté je remet en chauffe pour ramollir et nettoyer à chaud. On peut aussi utiliser la queue d'un foret de Ø 4 (ou 3.8 si on a) pour pousser les résidus coincé à la sortie du heatbreak. Éviter de rayer le heatbreak est préférable cependant comme le filament ne passe pas dans le heatbreak directement mais c'est le tube PTFE qui le traverse et qui guide le filament jusqu’à la buse, cela n'a pas de réelle importance 8- vérifier le bout du tube plastique et le recouper net et perpendiculaire (en cas de défaut cela provoque des fuites qui viennent se carboniser et bouchent la buse ce qui provoque ton problème). Pour cela il y a un outil de coupe sur thingiverse : https://www.thingiverse.com/thing:2436559 9- bien vérifier que tout est propre 10- bien vérifier que tout est propre sinon retour étape 7 11- remontage de l'ensemble en suivant la procédure décrite a partir de l'étape 12 (et pas autrement sinon ça ne marchera pas longtemps) 12- remettre le tube plastique sans verrouiller le pneufit (ne pas remonter la bague) pour qu'il soit a 2 mm de la sortie du bloc de chauffe. le but est de pouvoir revisser à la main la buse et quelle vienne s'appuyer sur le tube et le pousser en serrant. Comme ça le tube est bien en contact avec la buse . 13- visser la buse avec la clé mais pas à fond . if faut qu'il reste 1 mm de réserve de serrage. le but est de visser la buse pour qu'elle pousse le tube PTFE qui n'est pas bloqué 14- relever la bague de verrouillage du pneufit pour bloquer le tube. 15- serrer la buse avec la clé mais pas comme un bourrin pour ne pas casser le filetage dans le bloc de chauffe alu. Comme le tube est coincé cela le plaque contre la buse et permet l'étanchéité tube ptfe/buse. 16- penser à mettre un Merci en utilisant les icones (cœur blanc/bleu pour voir les icones Coupe blanche/violette pour dire Merci) en bas a droite de ce superbe message rédigé avec soin par un canari bénévole (et vole c'est normal pour un canari) Toute ressemblance avec d'autres tutos est normale. J'espère que ce message ne s'autodétruira pas avant plusieurs siècles et qu'il sera ajouté par @fran6p à la liste des tutos jamais lus de ce formidable forum! <Modération> C'est fait </fin> Pour compléter, un schéma indiquant précisément l'endroit (flèche rouge) où un incident se produira si le PTFE n'est pas totalement en contact avec la buse: Et pour que chacun parle le même langage, une représentation des pièces avec leur vocabulaire :

 1 point
1 point -
Bonjour à tous. Petite présentation de mon Alfawise U30 PRO et ses quelques modifications. J'ai acquis cette imprimante il y a 2 mois environ pour compléter mon MK3S et retrouver le plaisir de bidouiller une machine. J'ai apporté quelques modifications: - remplacement des ventilateurs par des silencieux, un 4020 pour la carte mère et deux 4010 pour la tête, - J'ai passé l'écran à droite car l'imprimante est sur ma gauche et je l'ai incliné à 45° pour qu'il soit face à moi, - j'ai mis une rallonge pour la carte SD, - monté le fang Deamoncrack, - monté des pieds en caoutchouc pour les vibrations, - Mis un mosfet pour le plateau chauffant, - installé un extrudeur Bondtech original et du coup plus de craquement de l'extrudeur. - je teste en ce moment un plateau texturé comme sur la MK3S pour pouvoir enlever facilement les pièces et avoir une accroche un peu moins efficace que d'origine. Je prévois de monter un "All In One" de chez Hotend.fr dans les jours qui viennent et déplacer l'interrupteur sur le devant.
 1 point
1 point -
Bienvenue chez les imprimeurs fous confinés !1 point
-
Bienvenue !1 point
-
A l’occasion de son 6ème anniversaire, Creality a profité d'une conférence en live sur YouTube pour annoncer pas moins de 7 nouvelles imprimantes 3D ! https://www.lesimprimantes3d.fr/creality-imprimantes-2020-20200426/1 point
-
ouai.... ces makers tous des obsédés1 point
-
quelques petites améliorations, j'ai fait ma drybox et ce w-e si j'ai un peu de temps je met en place mon octopi ^^ J'ai changé le ventilo d'origine (celui qui donne sur la carte mère) et j'ai baissé son voltage à 19v avec un abaisseur de voltage, on s’entend un peu mieux xD) j'ai monté aussi des TL-smoother, pas que j'en avais trop besoin, mais c'est toujours un petit plus toujours pas reçu le 3d-touch, ca commence à faire long (va falloir que je contacte le vendeur, voir si il a un numero de suivi - a moins que la poste est perdu le colis facon je sent que je vais paniqué un peu (a l'install) quand il va arriver ^^ @pascal_lbca y est le chat c'est habitué, maintenant il viens dormir juste en dessous lol Quelques photos de tout ca :)=
 1 point
1 point -
il nous faut des photos de ta machine pour contrôler les galets courroie montage de l'extrudeur bref tout ce que l'on ne peut pas voir1 point
-
Très intéressant et surtout très utile Même si tu as résolu ton problème seul (ce qui est bien), la moindre des choses puisque tu demandais de l'aide aurait été d'expliquer comment tu l'avais résolu afin que d'autres utilisateurs rencontrant un problème similaire y trouvent une piste de recherche /solution.1 point
-
A froid ??? et quant tout se dilate avec la chaleur les réglages sont bon à recommencer, je règle toujours buse et plateau chaud et ma première couche est nickel.1 point
-
qu'elle est ta première question !1 point
-
Pour les ceusses qui utilisent une plaque de verre, la solution est pourtant éléphantaire, mon cher Watson : en avoir deux (comme Papa) De cette façon, tu peux renvoyer la sauce Illico et attendre que ça se décolle tout seul1 point
-
Merci pour ton message !1 point
-
Ce problème peut être résolu en utilisant un MOSFET externe pour le plateau chauffé: https://www.facebook.com/groups/1956466614652527/permalink/2327050730927445/
 1 point
1 point -
Oula ! pinceau et brosse à dent pour nettoyer tout ça ! Et il faut que le filament soit bien au milieu de la roue dentée ! une vis de serrage sur le méplat, très important, et la seconde bien serrée aussi.1 point
-
Donnes nous tes paramètres de slicer stp. Tes 3cm tu les mesures ou ? (Et j'insiste cet extrudeur en plastique c'est de la **** il est souvent la cause de sous extrusion...)1 point
-
Ça me fait penser au stand d'ultimaker au salon Print Show en 2013 au carrousel du Louvre (pfiou c'est vieux), ils imprimaient en boucle des bracelets, c'est la tête d'impression qui le poussait pour l’éjecter. Il y avait un mur de 5 imprimantes de large par 5 imprimantes de haut (de mémoire), ils avaient lancé les prints en décalé avec seulement un contour, du coup, toutes les 30sc il y avait un bracelet éjecté ^_^1 point
-
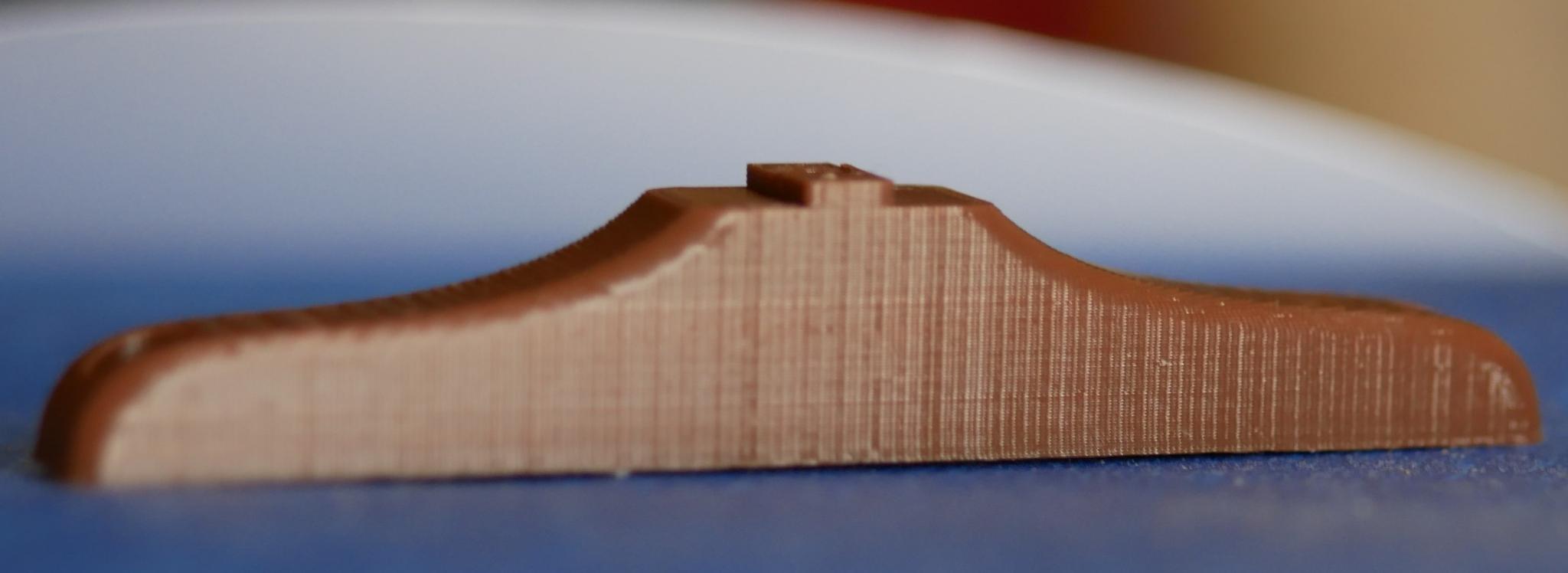
Mon avis est assez mitigé. A l'époque où je l'ai prise (elle n'était pas sortie depuis longtemps), avoir un kit coreXY à ce prix (dans les 250€ de memoire), c'était avant tout intéressant pour s'amuser et tester cette cinématique, et je l'avais prise pour ça, pas dans le but de l'utiliser (j'ai d'autres imprimantes que celles dans mon profils qui sont celles que j'utilise vraiment pour imprimer, une M200 Zortrax pour les petites pièces et une P3Steel custom avec une surface d'impression de 400 par 400 pour les pièces plus grandes). Par rapport à mes autres imprimantes, les résultats sont exploitables oui, mais souffrent de petits défauts, du moins sur mon modèle, qui font que je ne l'utilise pas quand je veux une pièce clean et bonne géométriquement. Un exemple de défaut (esthétique) : On peut voir des lignes verticales sur cette pièce; la photo est prise pour les faire apparaître (éclairage rasant), elles ne voient pas la plupart du temps Après, comme je l'ai dit, c'était une des premières versions de la X5S , le constructeur l'a amélioré après (remplacement de certaines pièces en plastique, modification du chemin de courroie, modification du lit...), elle est donc assez éloignée de la X5SA, et encore plus de la Pro.
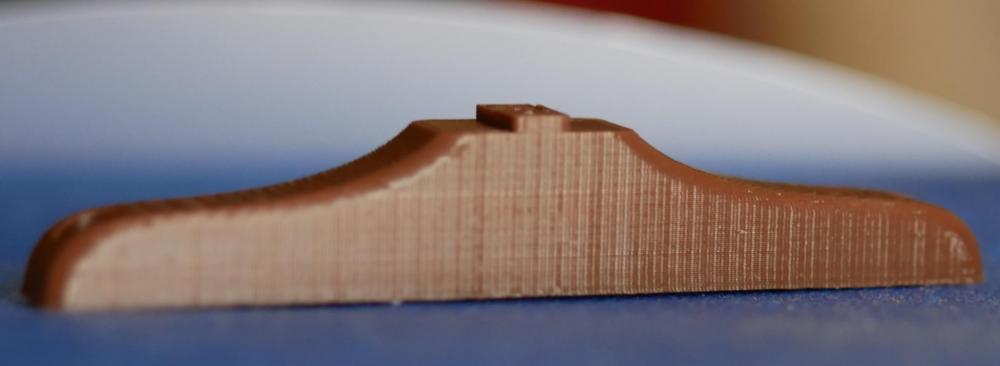 1 point
1 point -
Bonjour, Simple avis perso des différents tests que j'ai pu faire par le passé sur mes imprimantes: 1mm, c'est TRES gros. Ça demande une rétraction importante et très rapide, un cooling du radiateur de la hotend et de la pièce adaptés et une certaine inertie du bloc de chauffe pour compenser la perte d'énergie transférée au filament (le "piège", c'est d'augmenter démesurément la température d'extrusion pour palier au manque d'inertie, ça génère du oozing). 0.6mm, ca accélère déjà pas mal et c'est beaucoup plus gérable avec un setup standard.
 1 point
1 point -
Tu prends le profil de la U20 et tu changes les dimensions du plateau dans l'onglet G-code.1 point
-
Ton imprimante imprime bien il faut juste baissé le plateau dans le coin gauche en haut.1 point
-
Bienvenue chez les imprimeurs fous confinés !1 point
-
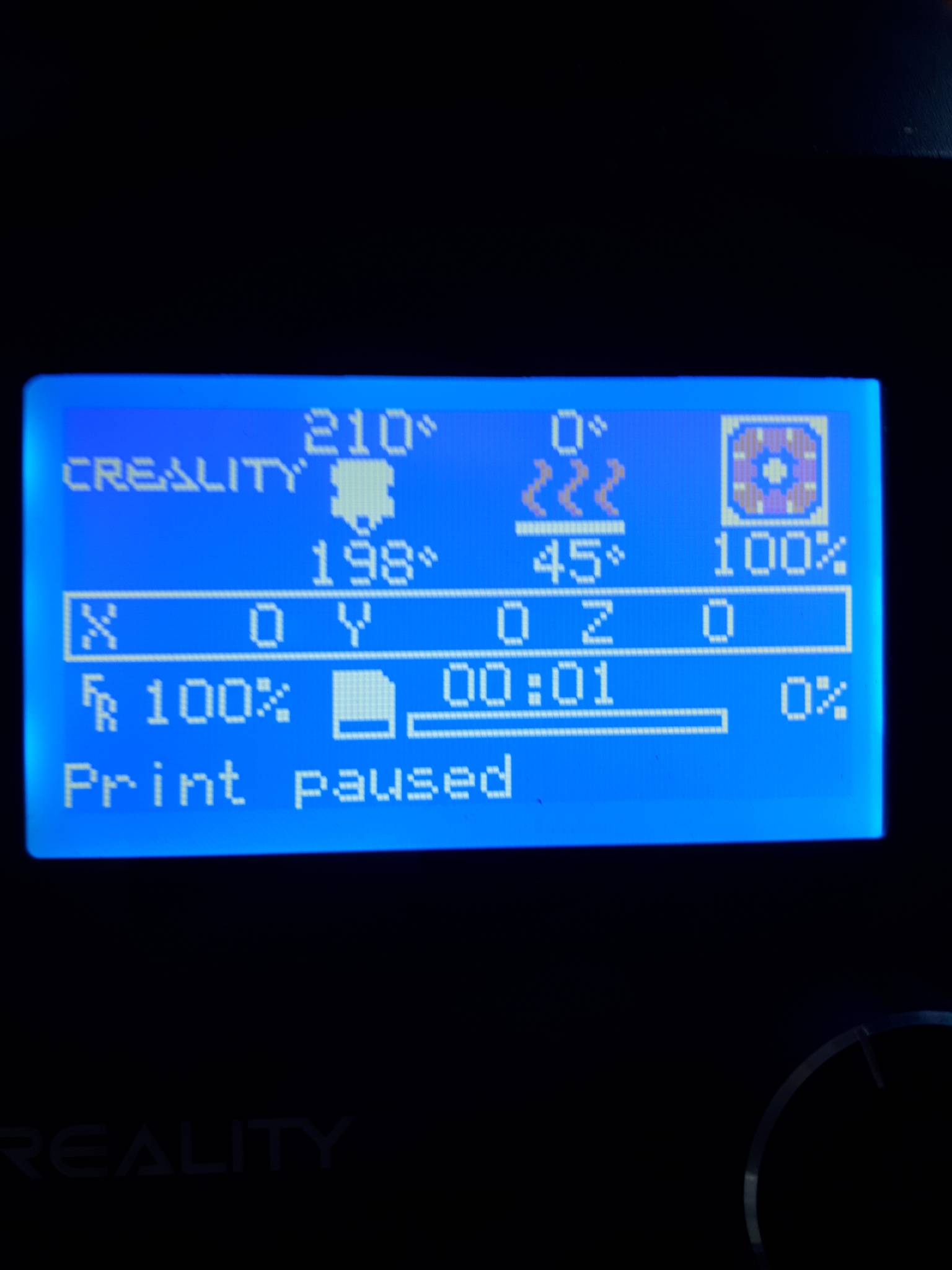
Bonjour, Je possède une creality v2 depuis quelques mois et je n'ai jamais eu de problème. Aujourd'hui je lance une impression et pendant la préparation de l'impression, je fais un changement de filament et depuis elle reste bloqué sur print paused. J'ai arrêté l'impression et rien n'y fait. J'ai essayé d'imprimer autre chose, elle se prépare et au moment de démarrer l'impression, elle se met en pause. J'ai changé de carte sd et c'est pareil. Je viens de relancer l'impression, elle a démarré et s'est remise en pause au moment où j'avais changé le filament la première fois. Je ne sais plus quoi faire Si quelqu'un a une idée? Merci Marc
 1 point
1 point -
Je ne veux pas être désagréable hein mais tu ne veux pas bricoler la ender 5 plus (si il y'a quelques bricoles a changer) néanmoins tu te montes une imprimante avec +500 pièces faites. Ensuite tu compares une ender 5 plus et une prusa XL qui ne sont pas comparables en soit, pas du tout le même budget, ni la même philosophie. Alors moi je te retourne 2 questions en quoi la ender 5 plus t'intéresses ? des points cruciaux que tu recherches ? Et oui question SAV Créality est de mon point de vue pour les avoir contacter plusieurs fois ultra réactif et au top dans la satisfaction client. Maintenant leurs pièces viennent de loin donc quand il y'a prise en charge il faut être un peu patient.1 point
-
C'est ce que j'ai fait, j'ai tout brulé. Mes livraisons de ce matin je les ai toutes effectuées à poil et le Codiv-19 aura bien du mal à s'accrocher ... car j'ai rasé tous les poils. La véto, l'orthophoniste, la podologue et la dentiste étaient très contentes et très ravies de la livraison ! Elles ont enfin vu un vrai mec depuis le début du confinement, ça les change grave des livreurs de La Poste Pour les boites jaunes, qui vont bien pour le nettoyage des visières : Fromage frais en faisselle "La Bressane" (Auchan)
 1 point
1 point -
Merci d'avoir répondu rapidement. Et prenez soin de vous1 point
-
Si un modo veut améliorer/condenser/réécrire/ajouter des images sur ce post c'est avec plaisir, j'aurai aimé faire un truc plus fini mais je manque terriblement de temps en ce moment Installation du Kit BL Touch 3.1 de chez Creality sur ma ender 3 équipé d'une carte mère v1.1.5 (Tuto fait de mémoire pas le temps de refaire la procédure et prendre des photos pour le moment l'imprimante ne cesse de fonctionner donc n'hésitez pas a me dire si j'ai fais un oubli ou une erreur :)) La carte mère vient de chez creality, elle possède déjà un Bootloader. Cette vidéo peut aider pour la connection et le lancement de progisp pour téléverser un firmware https://www.creality3dofficial.com/products/creality-bl-touch Liens/fichiers logiciels: - Progisp - Firmware TH3D (https://www.th3dstudio.com/knowledgebase/th3d-unified-firmware-package/) J'ai utilisé la version TH3D_UFW_U1.R2. A6 donc vous pourriez avoir quelques trucs un peu différent sur les nouvelles versions - Mon firmware (a utiliser a vos risques et périls :)) Alors 2 inconvénients: - L'imprimante va faire un auto-level sur 9 points a chaque print mais vous êtes sur qu'au moindre changement cela est pris en compte pour le print - Lorsqu'il va faire son auto-level la buse va suinter du fil donc il faut la nettoyer manuellement Dés que j'ai du temps (je pourrais faire appel au fofo qui de suite me donerrai la soluce lol mais j'aime bien le faire moi-même ou du moins essayer): - Inclure l'option d'un Auto-Level dans mon firmware sur 12 points qu'il garde en mémoire et que je lance quand je le souhaite - Qu'il commence la ligne de purge à une température choisie afin d'éviter un suintement trop important 1) Avant l'installation du BL Touch, il faut régler son Bed au mieux possible puis on débranche électriquement par sécurité. 2) Ensuite on installe matériellement le BL Touch (on passe son cable dans la gaine, un peu chiant mais ça se fait ^^) et on retire le EndStop Z 3) On mesure la distance entre la Buse et la pointe du BL Touch dans le sens du X, Y 4) J'ai installé Progisp et choisi le firmware unifié TH3D (j'ai essayé d'autres firmware mais pris par le temps TH3D est le seul qui a fonctionné parfaitement de suite, donc je me pencherai sur d'autres plus tard :)) 5) Configurer le firmware TH3D - Dans le dossier TH3DUF cliquer sur "OpenfirmwareWindows" - Cliquer sur l'onglet "Configuration.h" puis faites CTRL+F, dans la fenêtre de recherche tapez "ender 3" - Cliquer sur "trouver" jusqu'à "Creality Ender 3 ... 'Sanguino 1284p' ...", puis décommentez la ligne "#define Ender3" (décommentez signifie surpprimer les // devant #define Ender3) - Descendez quelques lignes et décommentez "#define Custom_probe" - Faites CTRL+F, notez "silent" et décommentez la ligne "#define TMC_CREALITY_BOARD" - CTRL+F, notez linear, vérifiez que "//#define Linear_advance" soit bien commenté c'est important (il faut que les // soit présent) au risque d'endommager votre machine - CTRL+F, notez BLTOUCH, décommentez "#define BLTOUCH" et "#define SERVO0_pin 27" - CTRL+F, notez X_PROBE, regardez le schéma N (nozzle/buse) c'est a cet endroit qu'il ait expliqué la mesure buse/BLTouch. En dessous du schéma notez les mesures que vous avez faites. Pour ma part cela donne #define X_PROBE..._EXTRUDER -42 ; #define Y_PROBE..._EXTRUDER -17 - Cliquez sur Outils -> Type de carte : Sanguino 1284p - Cliquez sur Programmateur et sélectionner "AVRISP mkII" "USBasp" (si vous téléverser en USB directement sans clé USBasp choisir "AVRISP mkII") - Onglet Croquis Cliquez sur "Exporter les binaires compilées" - Une fois la compilation terminée, cliquez sur Croquis -> Afficher le dossier des croquis. puis rechercher *.hex. - Sélectionner et copier le fichier without_bootloader, celui nommé TH3DUF_R2.ino.hex Collez le sur le bureau 6) Connection de l'imprimante avec le l'ordinateur via le cable USB ISP (USBASP) et son adaptateur (bien respecter le sens, une lumière bleue doit s'allumer si c'est pas le cas le branchement est mauvais) 7) Lancement de Progisp - Vérifier que ATmega1284P soit bien sélectionné dans "Select Chip" - Cliquer sur le bouton "..." - Changer les valeurs: LowValue "D6" HighValue "DC" ExtValue "FD - Cliquer sur Write puis fermer la fenêtre - Cliquer sur Load Flash - Sélectionner le fichier du firmware que vous avez collé sur le bureau TH3DUF_R2.ino.hex - Cliquer sur Auto - Quand c'est fini débrancher la clé USB ISP 8- On utilise l'adaptateur pour brancher le BL Touch ATTENTION au sens du branchement la vidéo le montre très bien, fiez-vous aux couleurs. 9) Il peut être difficile de refermer le boitier (j'ai légèrement plier les broches pour diminuer la pression mais cela est à vos risques et périls) 10) Positionnez l'axe X en hauteur 11) Branchez l'imprimante puis allumez 12) Procédure de Sécurité: Allez dans PREPARE puis AUTO-HOME et là lors la descente de l'axe X mettez votre doigt sous l'aiguille du BL-Touch voir si ca réagit et que tout va bien 13) Si tout est ok, une fois qu'il est placé en Auto-Home allez dans PREPARE -> MOVE Z -> Baissez pour vous mettre a 0 14) PREHEAT PLA (attention qu'il n'y ait pas de filament qui coule, puis on prend une feuille de papier, CONTROL -> MOTION -> PROBE Z-OFFSET et on descend jusqu'à ce que se soit au top en frottement (vous pourrez l'ajuster après un print ou 2) 15) STORE SETTING Et c'est fini. (Dés que j'ai un moment je completerai mon post avec quelques images) TH3DUF_R2.ino.hex progisp+1.72.zip1 point
-
Reste les canons et un ailerons (les autres la colle sèche) à recoller, je les ai cassée en enlevant les supports... photos de famille il est beaucoup plus chiant à imprimer que le premier et je vais pas pouvoir le poncer aussi bien sans tout péter mais il a quant même de la gueule et il sera encore mieux une fois en peinture.




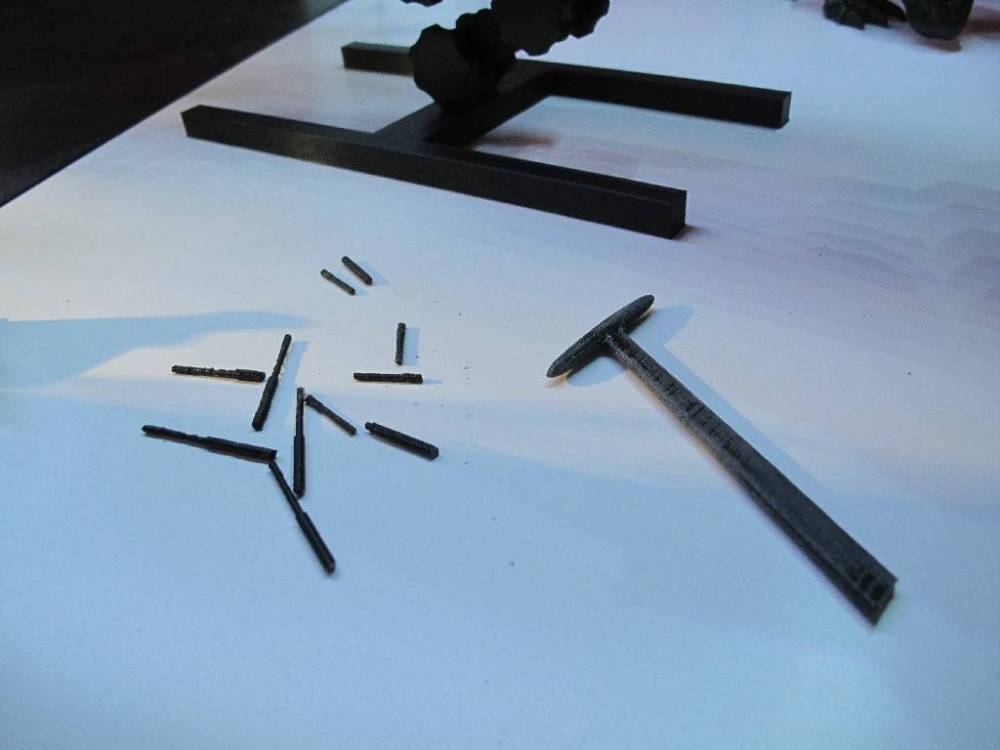
 1 point
1 point -
Modèle d'Anet : A8 Type & modèle de l'extrudeur: D'origine Filament : Real Wood De chez : 3D Hero Température d'impression :205° Lit : 40° Surface d'impression : Ziflex Support : Oui Slicer : Cura 3.6.0 Lien du fichier : https://www.myminifactory.com/fr/object/3d-print-tintin-the-broken-ear-arumbaya-statue-14395 Peu de post impression, juste un nettoyage des supports au niveau des avants bras. Et une petite couche de verni teinté chêne moyen Photos :
 1 point
1 point -
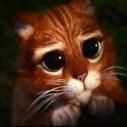
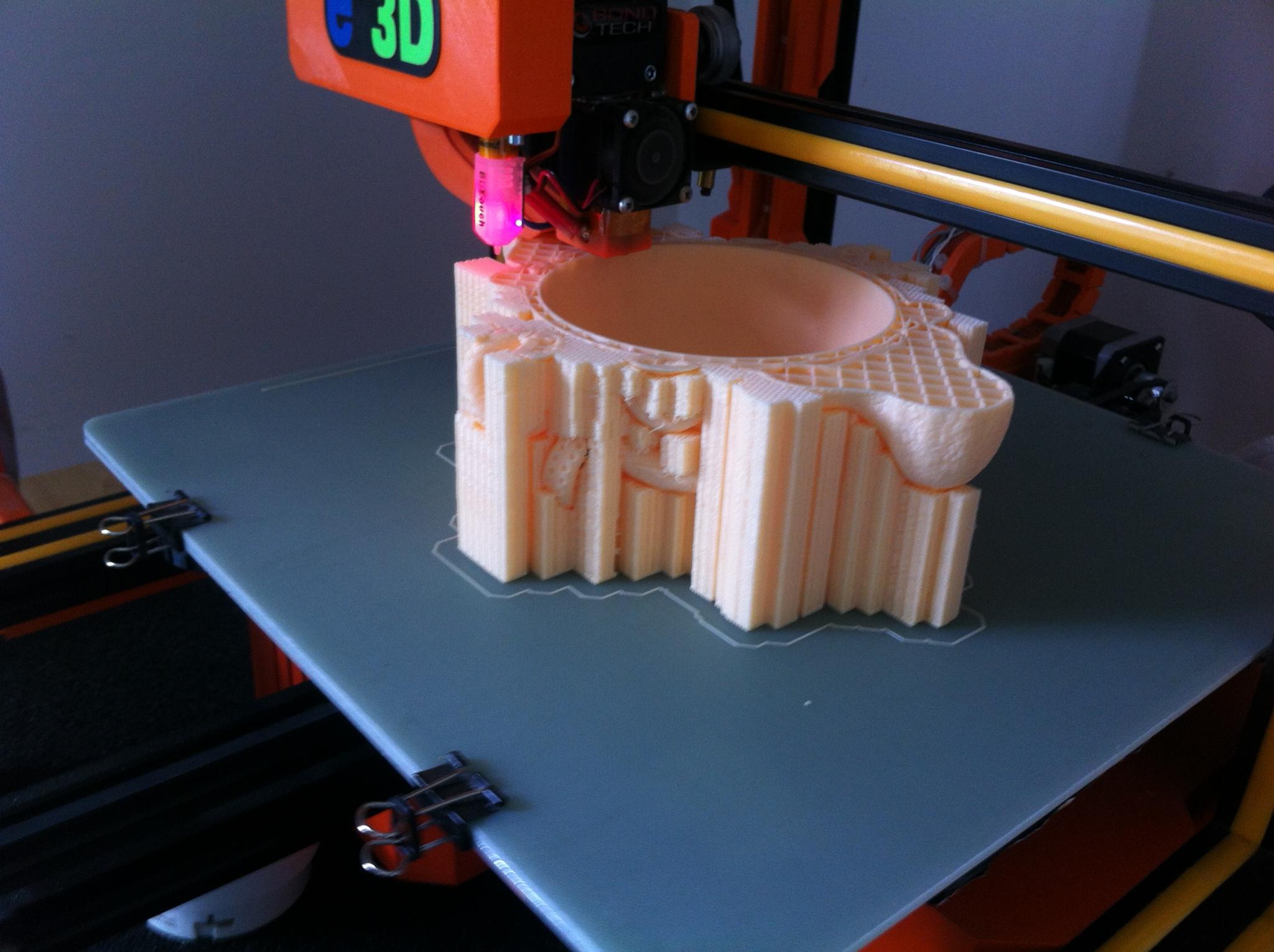
j ai commencé impression de mon vase octopus , je l ai déposé sur cult gratuitement ----> https://cults3d.com/fr/modèle-3d/art/octopus-vase , il suffit juste de faire un j aime sur cette page ,merci

 1 point
1 point -
Bonjour à tou(te)s, Comme convenu je vous fait un petit résumé de mon expérience sur une CM V07. Je pense que c'est applicable à toutes les version <= à V08, mais je ne peux confirmer que ma propre expérience. Je ne vous parlerais que des différences par rapport au très bon tuto de CacaoTor, qui se focalise sur la V0G Tout d'abord coté branchements, je vous confirme la photo suivante : C39 à dessouder et pas de résistance de pull up nécessaire. Coté code : Pour le 'Configuration.h', il faut juste ignorer la partie concernant 'BLTOUCH_V3', quelquesoit la version de CM concernée. Celle-ci est maintenant obsolète et conduira à un échec à la compilation : #define BLTOUCH_V3 #if ENABLED(BLTOUCH_V3) //#define BLTOUCH_FORCE_5V_MODE #define BLTOUCH_FORCE_OPEN_DRAIN_MODE #endif #endif Il faudra également éditer le fichier 'pins_ALFAWISE_UX0.h' (dans src/pins/), pour adapter les lignes suivantes : Commenter : //#define SERVO0_PWM_OD //#define SERVO0_PIN PD13 // Open drain PWM pin on the V0G (GND or floating 5V) Et decommenter : #define SERVO0_PIN PE5 // Pulled up PWM pin on the V08 (3.3V or 0) Et vous n'aurez plus qu'a compiler. Je vous joins mon fichier précomilé, au cas ou ça vous intéresse. Bon prints project.bin1 point
-
Je n’ai pas le temps t'attendre passivement que ça se décolle tout seul. J'ai qu'une machine, et il faut qu'elle produise et cela rapidement. Je rajoute un ingrédient secret à de l'eau sucrée et il restera secret, il y a plusieurs raisons à ça, autrement je l'aurais communiqué !0 points