Classement




Contenu populaire
Contenu avec la plus haute réputation dans 01/10/2020 Dans tous les contenus
-
Bonjour à tous, vieux frères qui m'avez réchauffé de votre sympathie lors de la disparition de mon épouse en Juillet après des années de souffrances. Le temps est venu pour moi de refaire surface, ce qui n'enlève rien à ma peine but the show must go on. Vous ne vous débarrasserez pas de moi aussi facilement : je vais progressivement me remettre à vous raconter des conneries, vous soumettre de nouveaux projets à base de "bouts d'ficelle et de tringles à rideaux", de CNC's à deux balles, de solutions off-pensée unique, vous saôuler de conseils mal t'à propos, me moquer de vous sans vergogne mais avec cruauté, bref participer du moins pire que je pourrai à ce pitain de foirium chénial. Enfin je vais essayer...... Un merci global et sincère à tous ceux qui m'ont particulièrement bien causé par MP, je ne citerai personne pour ne pas faire de pub à@CacaoTor, @Artazole, @Locouarn, @cmatec, @Chevelu37, @gelam, @Yo', @Kachidoki, @Desmojack, @fran6p, @Bakatora, @bracame, @Vector, @Motard Geek, @Bosco2509, @Maeke, @Pascal03, @mikebzh44, @Poisson21, @rampa, @Guillaume3D, @pascal_lb, @Guizboy, @Tircown, @Titi78, @DBC3D et pardon aux ceusses que j'oublie, car y'en a sûrement. ,
 5 points
5 points -
Bonsoir, et merci à vous, cela fait quelques années que je n'étais pas passé sur le forum. Je ne savais pas qu'on parlait de mes vidéos , c'est avec plaisir que je fais tout ça. La partie 2 sur la Tenlog, je vais parler de beaucoup de choses, il y aura aussi un partage de mes profils d'impressions comme toujours.3 points
-
Bravo superbe travail ! la vidéo est bien réalisée; beaucoup de points techniques intéressant avec des conseils positifs. Bien évidemment quand on connait son imprimante c'est un peu long; j'avais un doute sur le serrage des différents équipements il n'en n'ai rien mes vis sont bien serrées. Cela m'a permis de faire un check complet de mon l'imprimante surtout le chariot du BED. Il faut noter que le prémontage est adapté pour le conditionnement de l'imprimante pour le transport. les courroies ne sont pas tendues à une valeur optimale pour éviter un pli marqué de la courroie pendant le stockage! Objectivement la vidéo apporte des enseignements techniques précieux; la durée est juste un peu longue à mon gout. je dis çà car quand j'étais en activité il fallait surtout gérer le temps et aller à l'essentiel. Aujourd'hui ce n'est plus le cas; je flâne je prends mon temps la retraite permet ces avantages ! dans tous les cas pour les débutants il est précieux de s'imprégner de tous les détails du montage. Encore bravo à l'auteur !. Je suis impatient de découvrir la partie 2. A+3 points
-
3 points
-
J'en demandais pas tant, mais je prends quand-même. Vous savez quoi ? Vous êtes une sacrée bande de fayots ! "en même temps" .... ça tombe plutôt bien : j'adore le cassoulet. ... je vais y aller doucement, au début...
 2 points
2 points -
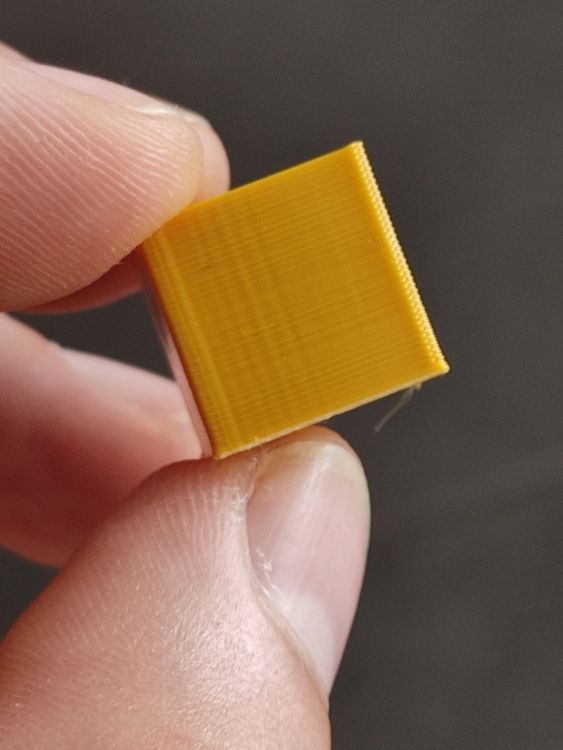
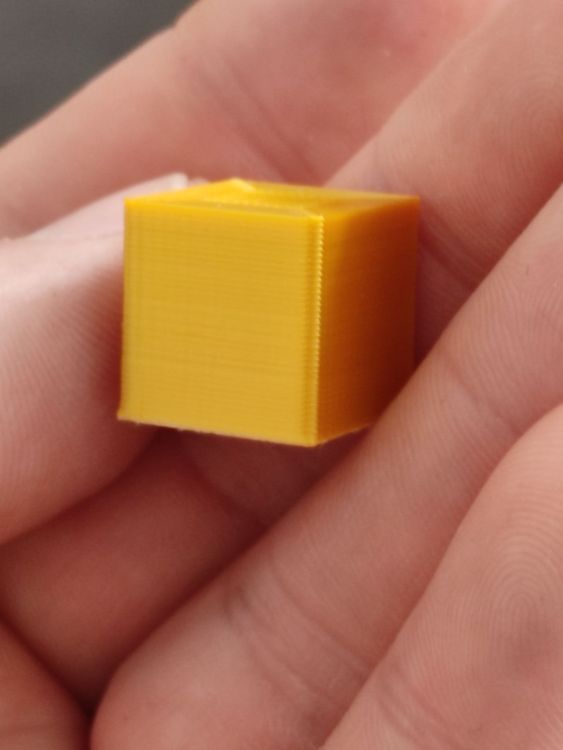
Bonjour, voulant bien faire les choses, j'ai voulu positionner des dumpers sur mes axes X et Y. Au même moment je changé de slicer. j'ai fait mes petits cubes de test basique et là je constatent que mes arrêtes partent en étoile... Je cherche, je n'ose pas posté ici car j'ai deja pas mal posté... et je demande quelques photos des arrêtes à d'autre maker utilisant la Tenlog et leur print sont bluffant propre, net... je cherche dans les réglages, de pla, imprime des dizaines de cube.... mais toujours pareil... Je sollicite alors @vap38 que je tiens ici à remercier vraiment sincèrement pour sa patience et son expertise. Après de nombreuses recherches et échanges, nous constatons que la mécanique n'a rien, les réglages de base non plus ne semblent pas être déconnant (mise à par le jerk qui a amené un plus). la différence entre nos bécanes, ce sont les dumpers je décide de les virer, relance un print avec les conseils de vap et là miracle mes angles commence à devenir propre. En réglant le jerk directement dans le Gcode et pas dans les reglages d'ideamaker j'ai même de joli cube. Pourquoi j'écrit tout ça au-delas de remercier vap, c'est pour vous dire de faire attention si vous décider d'acheter des dumpers, les miens sont plutôt de bonne qualité, mais en chauffant un peu ils amènent une flexibilité qui nuit à la qualité d'impression. Avant avec dumpers Après sans dumpers
.jpg.29110b5bfc75a78aea42f0e0459bca26.jpg)
 1 point
1 point -
Bienvenue @NeoprodFX ! Hâte de voir la parti 2 !1 point
-
Pour les ressorts je vais en parler dans la partie 2, un gros conseil c'est de tout démonter le plateau qui d'origine était beaucoup trop serrer ce qui le faisait courber, ensuite j'ai monté légèrement les deux capteurs Z avec une calle pour qu'il soit au même niveau 0.5mm, mais permette aux ressort d'être serré sans forcé plus sur un coté qu'un autre. En remontant mon plateau était beaucoup plus plan et surtout plus stable sur les 4 coins.1 point
-
Bienvenue @NeoprodFXdans le monde des imprimantes IDEX et TENLOG C'est une découverte qui change la vie d'un Maker. Encore merci de ta participation très objective qui va permettre de répondre à toutes les questions des apprentis maker et des confirmés qui sauront t'apporter un soutien. Nous allons encore apprendre et affiner nos connaissances c'est la fonction essentielle du forum (le partage des connaissances) je suis impatient de découvrir la partie 2 Bon courage a+ Francis1 point
-
Pour la visserie c'est moi qui en ai discuté avec lui sur instagram La partie 2 va être aussi super intéressante j'ai hate, il est en cours de préparation.1 point
-
Je me suis essayée à l'ASA, je l'ai pris chez filament-ABS, ça s'imprime aussi facilement que du PLA, perso je l'ai imprimée avec ces paramètres : Nozzle 245°, bed 90°, vitesse 50mm/s, ventilation à 50% dans une imprimante fermée. J'ai déjà imprimer pas mal d'ABS à 250/260 pendant des heures et mon tube ptfe en contact avec soit buse laiton, soit buse acier n'a pas souffert que ce soit celui d'origine, ou une copie de capricorne.1 point
-
Salut, tu peux garder l'extrudeur que tu utilise pour le PLA. Il faut utiliser la température préconisée par le fabricant. Généralement autour des 230 °C1 point
-
Salut @buyne, Un prix et quelques photos seraient les bienvenues.1 point
-
Pour avoir déjà imprimé plusieurs pièces en ASA pour 1kg tout rond sur une Ender3 un peu sous stéroïdes. Je l'ai imprimé avec ces paramètres: 245°C hotend / 90°C bed, 5% de ventilation, mais je pense que 0% va tout aussi bien voire mieux, 25mm/sec pour les parrois et 50mm/sec pour le remplissage, buse 0.4, layers 0.2, imprimante dans une enceinte close évidement, Ce qui donne un débit hotend max de 4mm3/sec, càd très faible car la température est plutôt basse pour l'ASA. J'attire tout de même ton attention sur la dangerosité d'imprimer à 245°C avec la hotend d'origine. Le PTFE descend jusqu'à la buse et à ces température il relâche des particules particulièrement toxiques. Pour l'ABS/ASA il est vivement conseillé de remplacer au moins le heatbreak par un full-metal. Pour ma part je me suis contenté de mettre du PTFE capricorn, dont je suis certain de son origine. Il tient un peu mieux à la température mais il ne faut pas trop abuser. D'où cette barrière de 245°C que je me suis fixée. Plusieurs pièces un peu hautes ont fissurées le long d'intercouches. D'autres se sont décollées. Bref il faut admettre une part d'échec, de perte de matière et de temps surtout au début et avec une machine pas vraiment faite pour ça. Commande un peu plus d'ASA que nécessaire. Avec ton enceinte chauffée passivement, laisse le bed à température ~10 minutes avant de démarrer l'impression. Free tips: si tu positionnes la tête au centre et milieu du Z sans la faire chauffer tu auras une lecture assez fidèle de la température dans le caisson depuis sa thermistance; lecture directement sur l'écran et/ou octoprint selon le cas.1 point
-
Toujours à prendre avec des pincettes: les dernières nouvelles sont encourageantes puisque, apparemment, les cartons sont en cours de préparation. Marc doit encore vérifier que tout est dedans en montant un kit à partir d'un de ces fameux cartons et récupérer quelques adresses de backers. A la vitesse à laquelle les choses semblent avancer depuis le débuts je pense qu'on parle encore en semaines, espérons que ça ne soit plus des années, voire jamais. A suivre...comme @fran6p je n'y croirais vraiment que quand je la verrai. Ce qui me fait un peu ch*** dans cette histoire c'est que je lui garde encore une place alors que d'autres modèles d'imprimantes me font de l’œil.1 point
-
Bonne question, Réponse: ce serait pire que mieux.1 point
-
Hilson, avant de vouloir faire de grandes choses il faut commencer par apprendre à en faire de petites correctement. Cela a plusieurs intérêts: - Comprendre comment fonctionne l’impression 3D sans jeter des kilos et des kilos de filaments. - Connaitre les avantages et les inconvénients des pièces imprimées et surtout leurs limites. - Savoir faire la part des choses entre les pièces de structure en bois ou métal et les pièces d'habillage imprimées en plastique (tout faire en impression n'a pas de sens). - ET surtout éviter de te dégouter à tout jamais de la 3D tellement tu vas merder au début, si tu commences trop grand.1 point
-
C'est pas tant la première question qui m'a fait réagir car pour moi il y a pas de question con (bon si quant même... mais pas là), ce qui m'a fait réagir c'est ta deuxième intervention ou la tu insiste bien qu'une réponse de bon sens t'ai été donnée juste avant...1 point
-
Absolument pas, voici le lien https://www.amazon.fr/gp/product/B08DJ5FY8G/ref=ppx_yo_dt_b_asin_title_o01_s00?ie=UTF8&psc=1, c'est du Amazon. A verifier si cela à été un gros coup de bol, ou que l'on reçoit bien la 4.2.7 Et bien je passe à son installation (enfiiiin) cet après-midi ! Et son flashage ! Merci pour tout tes conseils, je te tiendrais au courant de l'avancée !1 point
-
tout d'abord bonjour, utilises ideamaker et l'onglet lissage...1 point
-
Content pour toi que tu aies reçu la 4.2.7 en lieu et place de la 1.1.5 (les pilotes TMC2225 sont encore plus «meilleurs» que les TMC2208 ). Pour le firmware à flasher, le .bin me semble le bon (le .rar c'est le code source si tu veux t'en compiler un par toi même). Ta carte tu l'avais commandé où (si ce n'est pas indiscret) ?1 point
-
D'une façon générale, une tête bi-couleur, c'est un nid à emmerde quel que soit la marque. À un moment ou un autre ça fini toujours par déconner.1 point
-
Une déformation des pièces ? Pour que la couche suivante se pose bien il faut que la couche inférieur soit un minimum solidifié. AMHA si tu envoies de l'air très chaud en cours d'impression, sur une petite partie de la pièce, tu vas aussi créer des contraintes.1 point
-
Oui Possible. Elle a surtout plus de mémoire et permet donc d'installer toutes les options inutiles donc indispensables Oui (idem pour une V4.2.2) Les firmwares fournis par Creality pour une Ender 3 Pro sont disponibles >>> ici <<< . Il faut évidemment prendre celui correspondant à son propre matériel (version de la carte mère, options (Bltouch ou pas, …) :
 1 point
1 point -
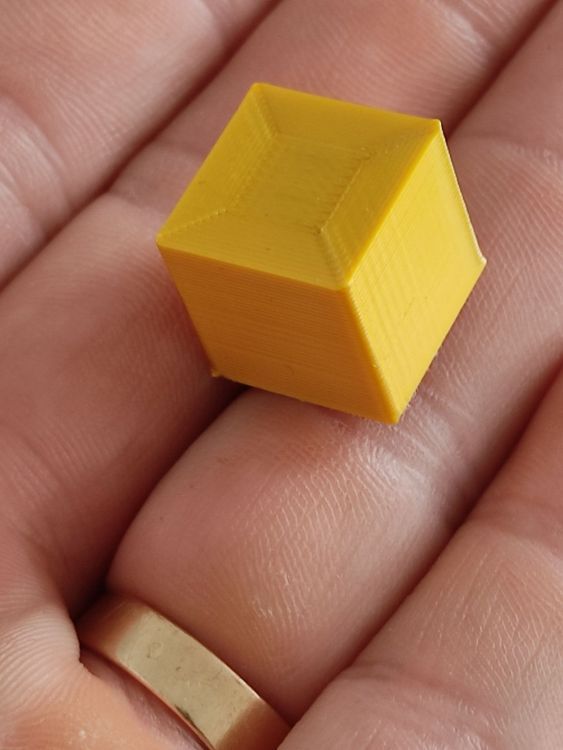
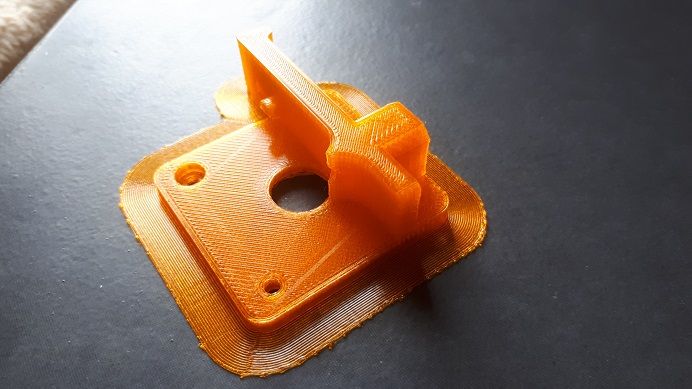
Cela fait longtemps que je n'ai pas posté mais je pense avoir résolu mes problèmes. En effet, j'ai fait l'acquisition d'un thermomètre laser à 50€ (il me sert aussi à la cuisine celui là, MDR), d'un buildtak magnétique à 25€ et d'une coupe de miroir de 3mm à 4€. Effectivement, ça fait cher la solution mais je voulais mettre toutes les chances de mon côté car j'en avais assez de galérer avec des radeaux. Comme je doutais de la surface même du plateau chauffant, je l'ai habillé du miroir de 3mm sur lequel j'ai collé le buildtak. Comme cela fait sur-épaisseur, bien évidemment il y a absorption mais avec un décalage de température de +10°C je rattrape précisément l'écart entre la consigne et la mesure réelle. Maintenant j'ai l'accroche nécessaire, plus rien ne se décolle. Ci-joint l'image de ma dernière impression avec ce nouveau matériel. La bordure autour de la forme ne présente aucune bulle (il s'agit d'un accessoire pour l'U20 pour imprimer du TPU). Merci à tous pour votre participation. J'espère que mes galères pourront en aider d'autres.
 1 point
1 point -
Comme je l'ai dit, les débuts sont souvent très durs, mais il ne faut pas abandonner trop facilement.1 point
-
Salut, deux liens pas trop cher en France ! https://www.amazon.fr/dp/B085QB8SVM/ref=cm_sw_em_r_mt_dp_T6pDFbMAAXQ5Z https://www.amazon.fr/dp/B07ZL1XCC6/ref=cm_sw_em_r_mt_dp_wdqDFb2KQD1KG Sinon, tu devrais trouver équivalent tant en prix qu'en 'précision' chez nos amis chinois. Sinon, dans les équipements métrologie usinage, très probablement de meilleure qualité et précision, mais il faut être copain avec son banquier !1 point
-
Et non. La v1.1.5 est aussi une 8 bits, la différence avec une v1.1.4 ce sont les pilotes A4988 remplacés par des TMC2208. Le firmware que tu indiques ne fonctionne qu'avec les nouvelles cartes 32 bits (les v4.2.2 ou 4.2.7) qui équipent la Ender 3 V2 pas ton Ender 3 Pro (sauf les toutes dernières machines livrées par Creality). Pour en savoir un peu plus : Seules les cartes 32 bits utilisent la carte SD pour flasher.1 point
-
Non, la v1.1.5 «silent» (équipée de pilotes TMC2208)1 point
-
Mauvaise nouvelle Cette version ne possède pas de chargeur de démarrage (bootloader) et on ne peut pas directement installer de firmware via une liaison matériel informatique / imprimante. Il y a donc malheureusement une étape initiale à faire avant de pouvoir injecter un firmware: installer le bootloader. Cette installation nécessite un équipement complémentaire: soit un Arduino Uno soit (le plus simple) une clé USBASP. Par contre, n'étant pas adepte de la marque du défunt Steve Jobs, je ne sais pas faire. Donc si quelqu'un (un fan de «pommes» ) passe dans le coin et sait alors qu'il apporte ses lumières. A partir d'un PC sous Windows, tu peux t'appuyer sur la documentation de hotends.fr ( @Fourmi) qui relate les étapes pour le faire avec une clé USBASP (la carte est une V1.1.4 donc la tienne). Une fois le chargeur de démarrage installé sur la carte, tu devrais pouvoir installer le firmware récupéré en utilisant Octoprint et le plugin «firmware_updater» (le RPI doit évidemment être relié à l'imprimante via un câble USB pour que ça fonctionne ).1 point
-
Que ce soit Windows, MacOS ou Linux, le temps d'installation est à peu près identique: Récupérer Etcher pour l'OS Récupérer l'image Octopi Installer cette image via Etcher Idéalement une fois l'image installée, installer un fichier vide nommé ssh dans la partition /boot (pas sûr que ce soit nécessaire mais au cas où, il est possible de se connecter en ssh sur la Pi (une fois qu'on connait son adresse IP) Paramétrer le Wifi en renseignant le fichier octopi-wpa-supplicant.txt (sans oublier de déclarer le bon code pays) Démonter la carte SD L'insérer dans le RPI puis allumer celui-ci Trouver l'adresse IP du RPI est peut-être l'étape la plus longue Le premier firmware que tu as récupéré ne concerne que les nouvelles cartes mères (silencieuse) v4.2.7 (ou 4.2.3). Pour ces cartes l'installation du firmware se fait en recopiant le fichier .bin à la racine de la carte SD puis en allumant l'imprimante. Etcher n'est utilisé que pour installer l'image Octopi sur la carte Sd. Pour installer le firmware, plusieurs méthodes existent. Suivant la carte mère installée dans ton Ender3 Pro cela peut demander plusieurs étapes si celle-ci n'est pas déjà munie d'un chargeur de démarrage (bootloader)? Il faudrait savoir quelle est celle qui est dans ton imprimante (v1.1.5 silencieuse ou pas ou une autre ?). Si c'est une 1.1.5, normalement elle est équipée d'un bootloader (processeur Atmega1284p), le flashage du firmware nécessite un fichier .hex et une liaison via USB entre l'imprimante et un ordinateur (Mac, Windows, ou simplement le RPI et l'installation d'un plugin pour Octoprint: Firmware Updater en suivant la documentation pour les quelques «pré-requis» (avrdude), ça fonctionne très bien).1 point
-
Bonjour, voici ma dernière réalisation c'est pour préparer la rentrée d'une classe de CM1 pour les initier à la mécanique et aux réductions des engrenages. C'est ludique et pédagogique. Chaque élève dispose des différentes pièces à assembler avec un tuto adapté au montage. La motorisation est assurée par un micro moteur réducteur du type ARDUINO.1 point
-
Bonjour, Comme certaines personnes l'ont remarqué, Geeetech a installé une gt2560 amélioré, il s'agit de la GT2560 REV A+ La principale nouveauté de cette carte, est qu'elle possède maintenant un connecteur 3 pins supplémentaire sur sa carte (3dtouch/bltouch), et donc plus besoin de vous embêtez à souder un connecteur 3 pins pour installer le BLtouch/3Dtouch Donc maintenant le connecteur 3 couleurs viens sur ce nouveau 3pins, et les cables (noir et le blanc) vienne directement se brancher sur le Zmin de votre carte. encore une des choses non préciser, le capteur, sur les ancienne carte utilisais le : #define SERVO0_PIN 32 (le pin 32) Maintenant il n'utilise plus le pin 32 mais le pin 11 : Extrait du manuel V2 : *Note: For GT2560 Rev A+, #define SERVO0_PIN 11 Car c'est bien beau d'avoir la nouvelle carte (déjà faut-il encore le savoir...) mais les gens utilise le manuel d'origine (ancien), du coup en se basant sur le manuel et le pin 32, aucune commande ne répondra sur votre 3dtouch via repetier... Hors en fouillant un peut, ils ont sortie un manuel VERSION 2 (il ont ajouté la gt2560 rev a+) Je vous joint le PDF du manuel 3dtouch VERSION 2, comme sa ceux qui ont la nouvelle carte, auront tout pour bien réussir leur installation. J'ai fais ce poste car après plusieurs MP ici et surtout sur le forum de geeetech, c'est toujours les mêmes questions qui revenais, d'ailleurs sur le forum geeetech, je viens de voir qu'une personne avais soudez le connecteur 3 pins, alors qu'il possédais la nouvelle carte....je vous laisse imaginer le travail inutile qu'il à fait...mais bon, faut dire que sur ce coup la Geeetech ne nous à pas informer, ni pour la carte, ni pour le nouveau manuel. Voila, je pense que vous avez toutes les cartes en main. Bon montage, et à vos printeuse 3DTouch auto leveling sensor User Manual version2.0.rar
 1 point
1 point -
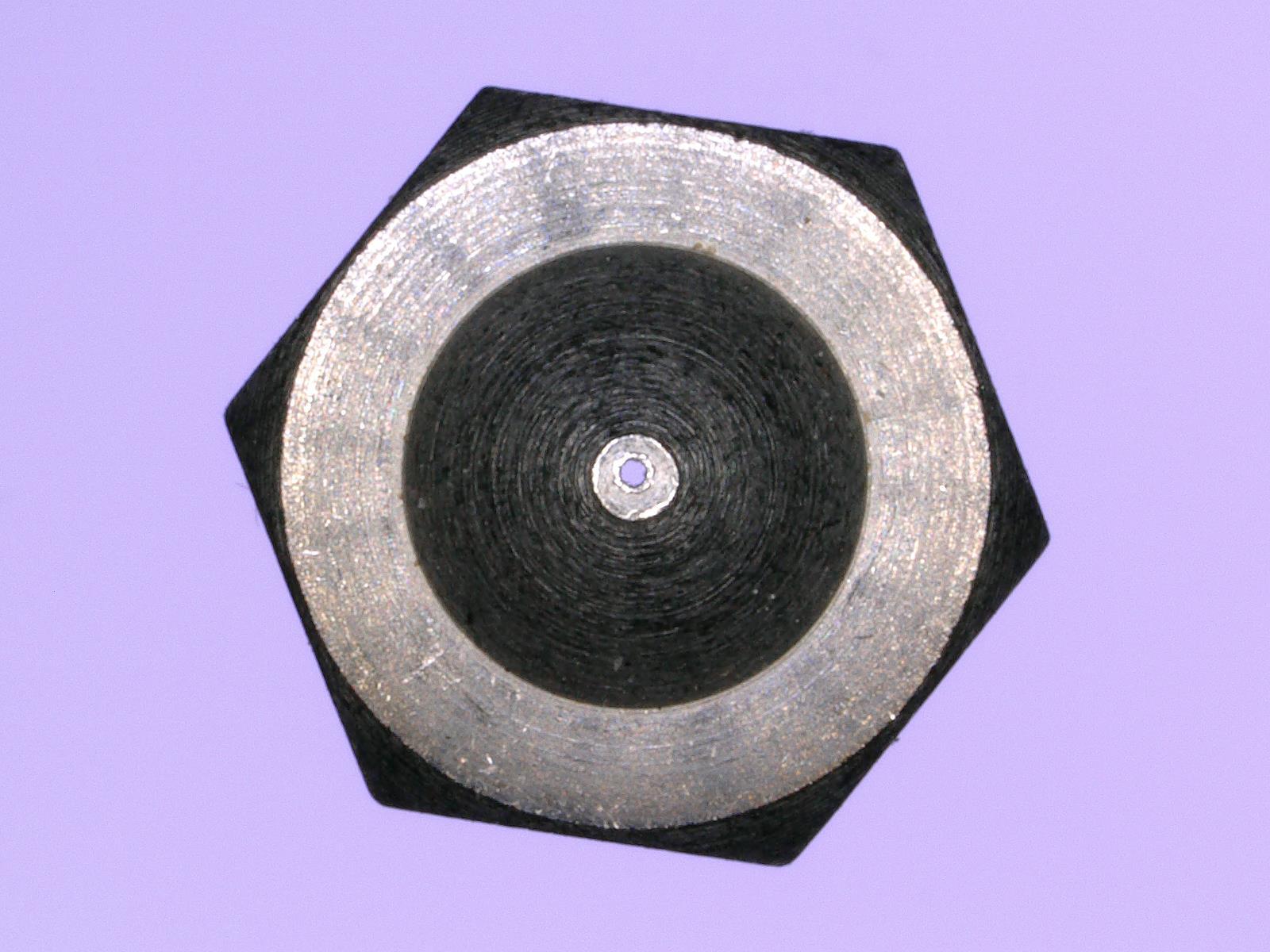
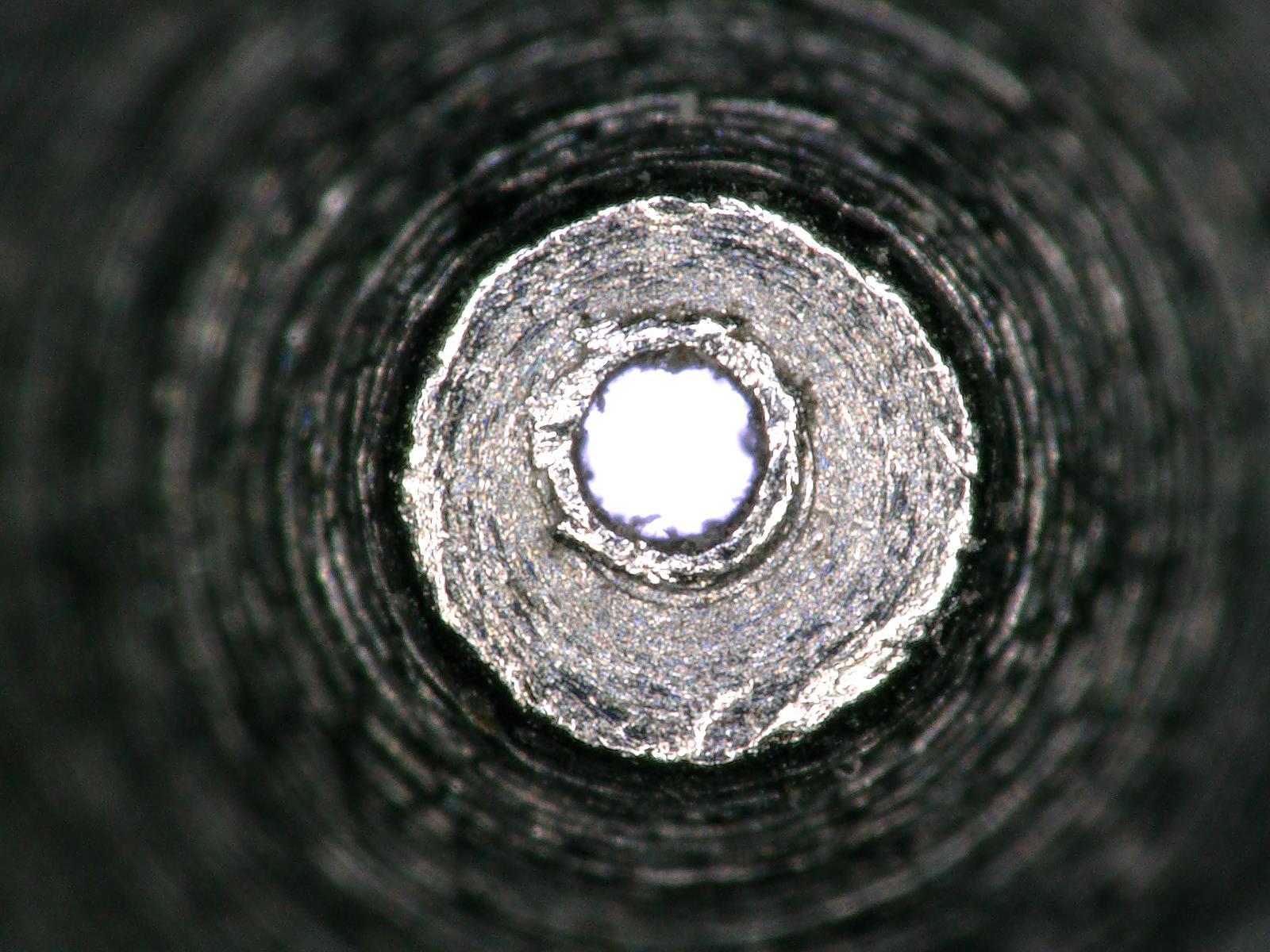
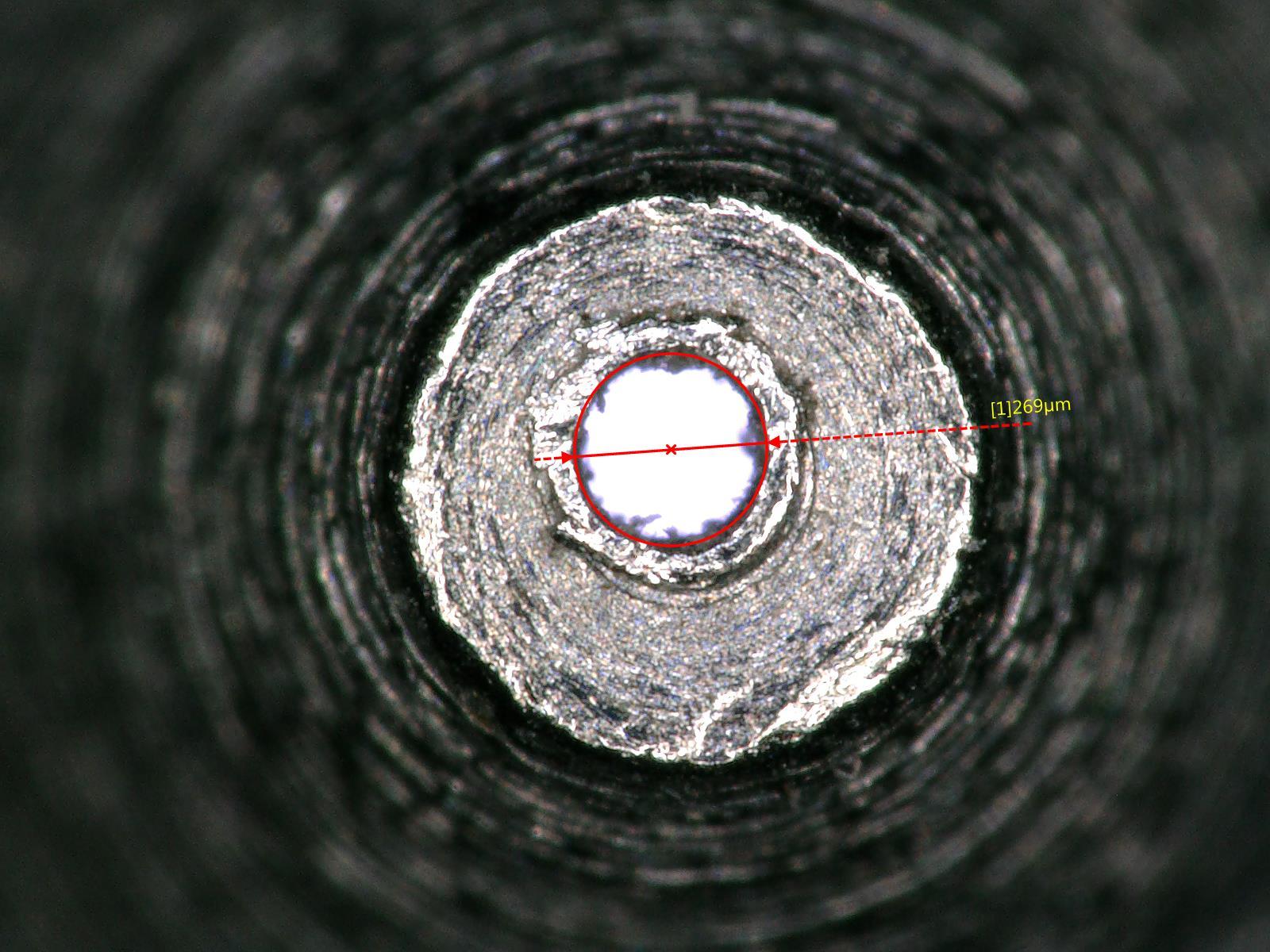
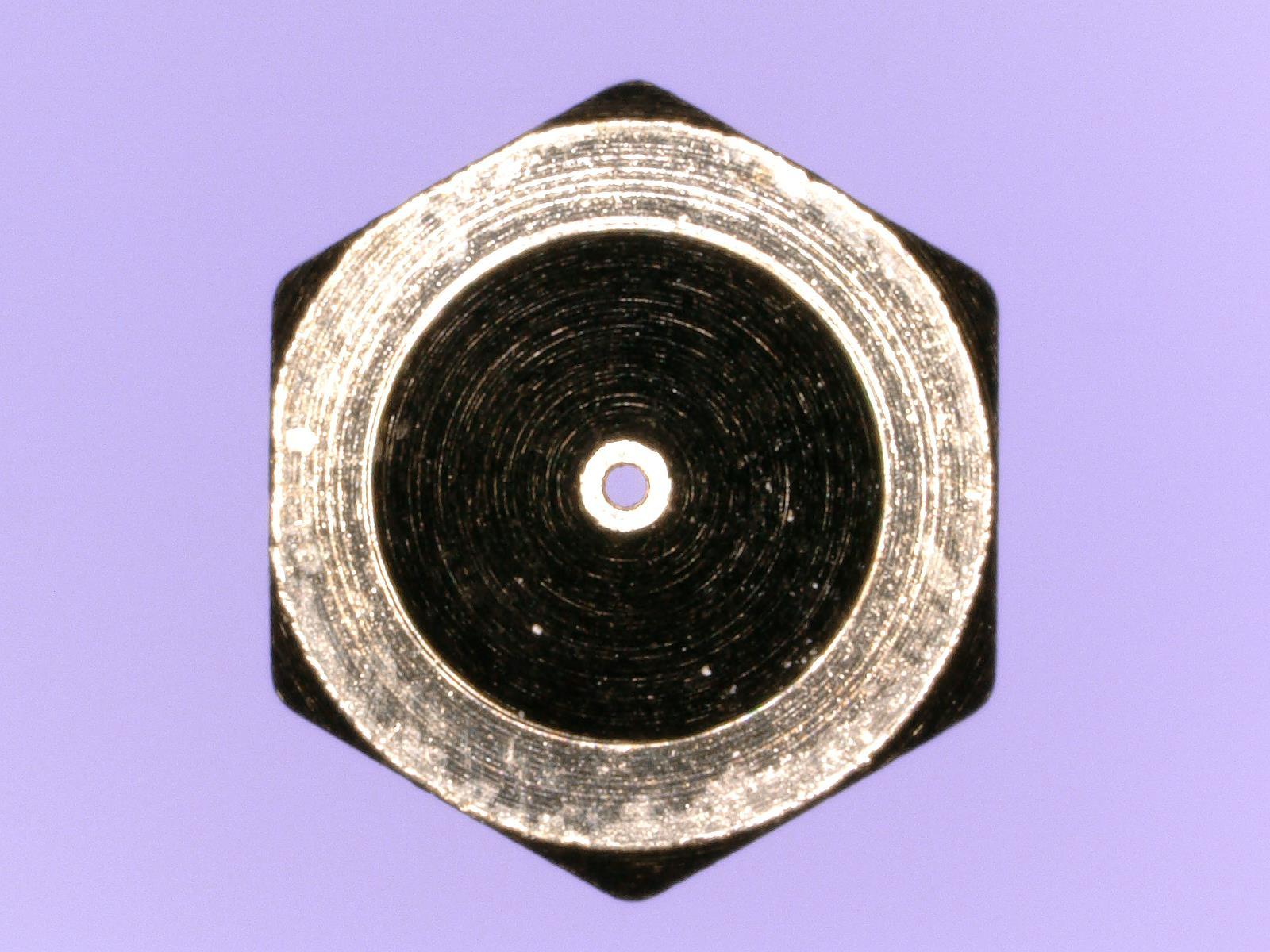
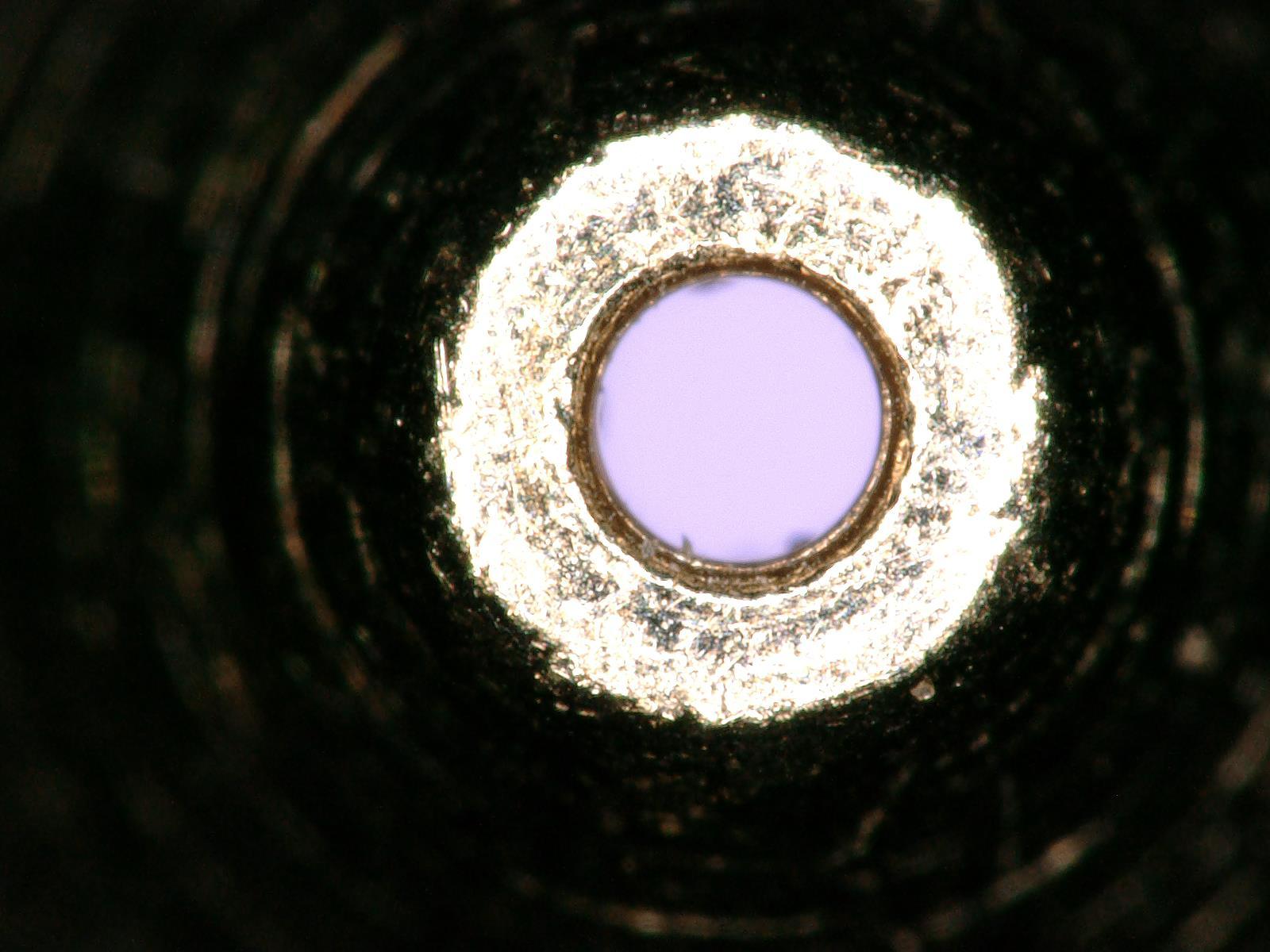
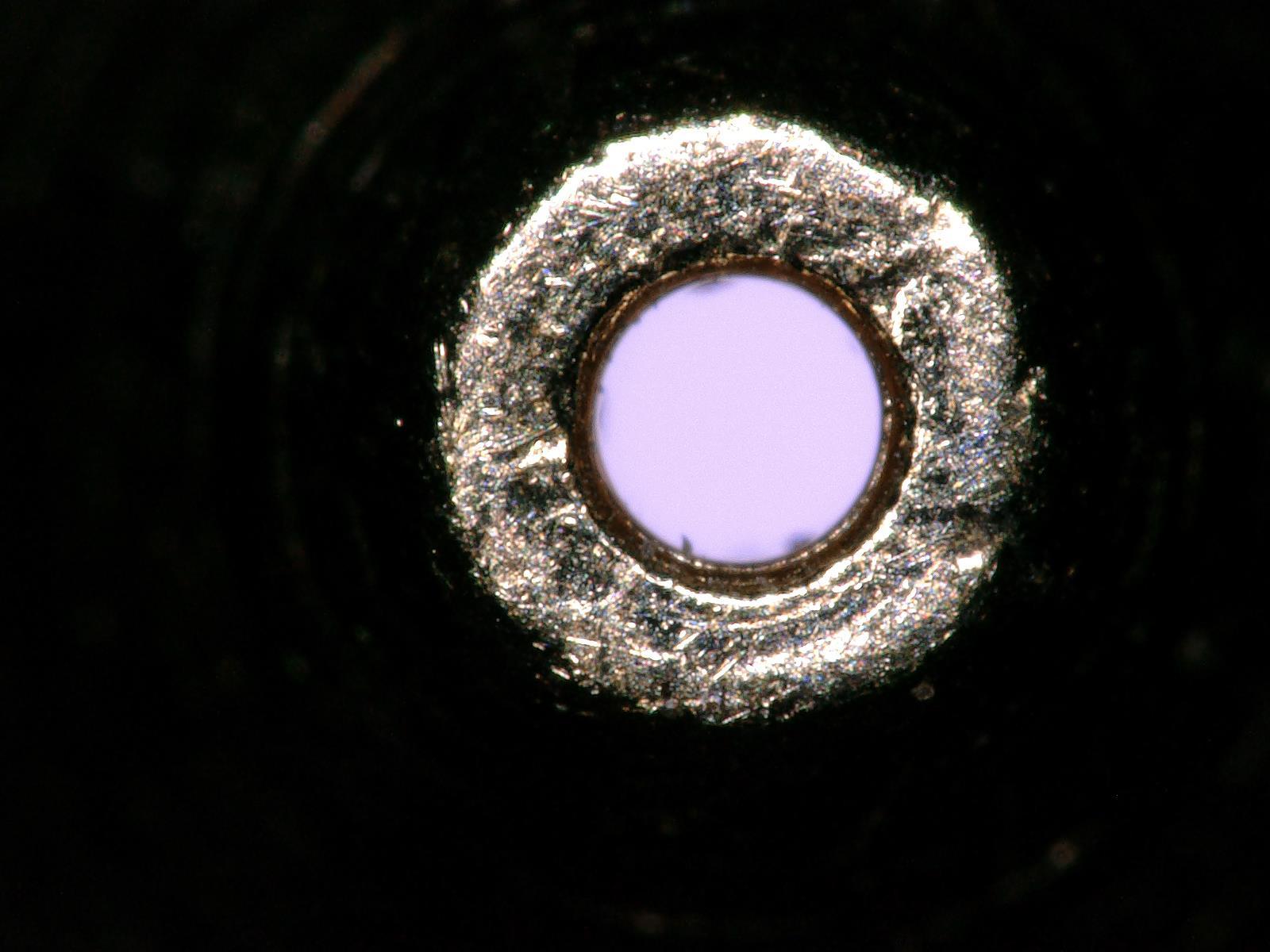
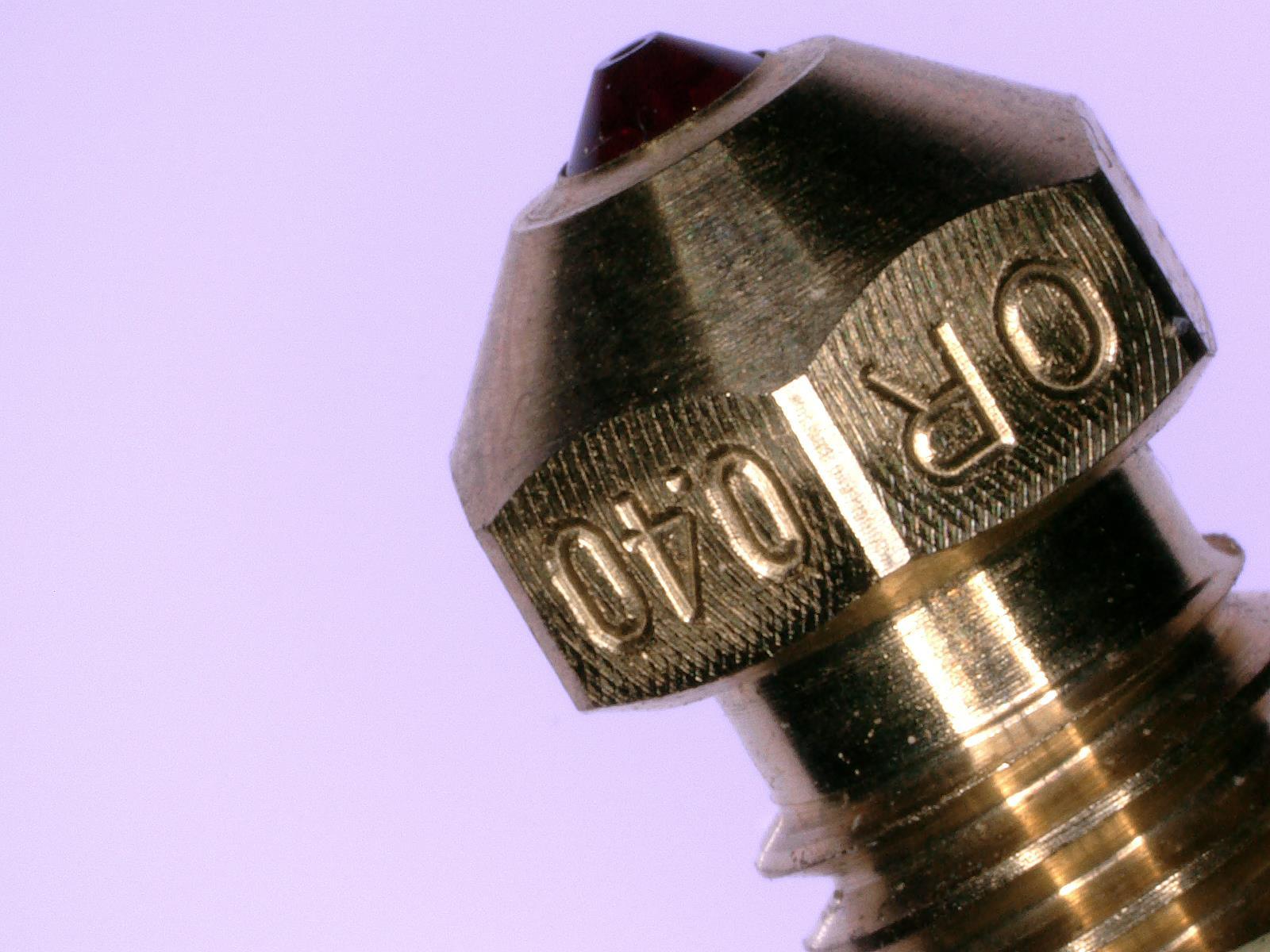
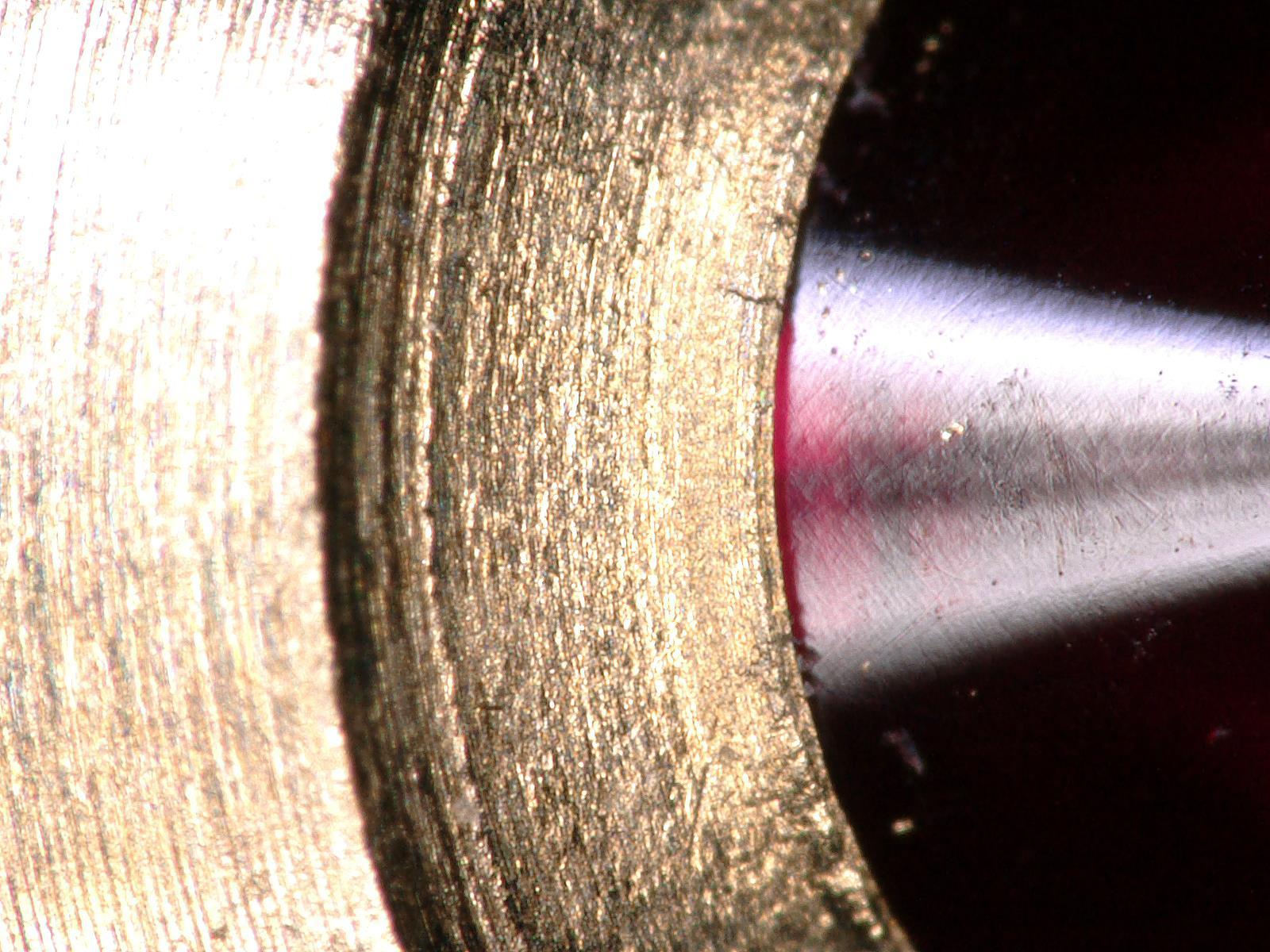
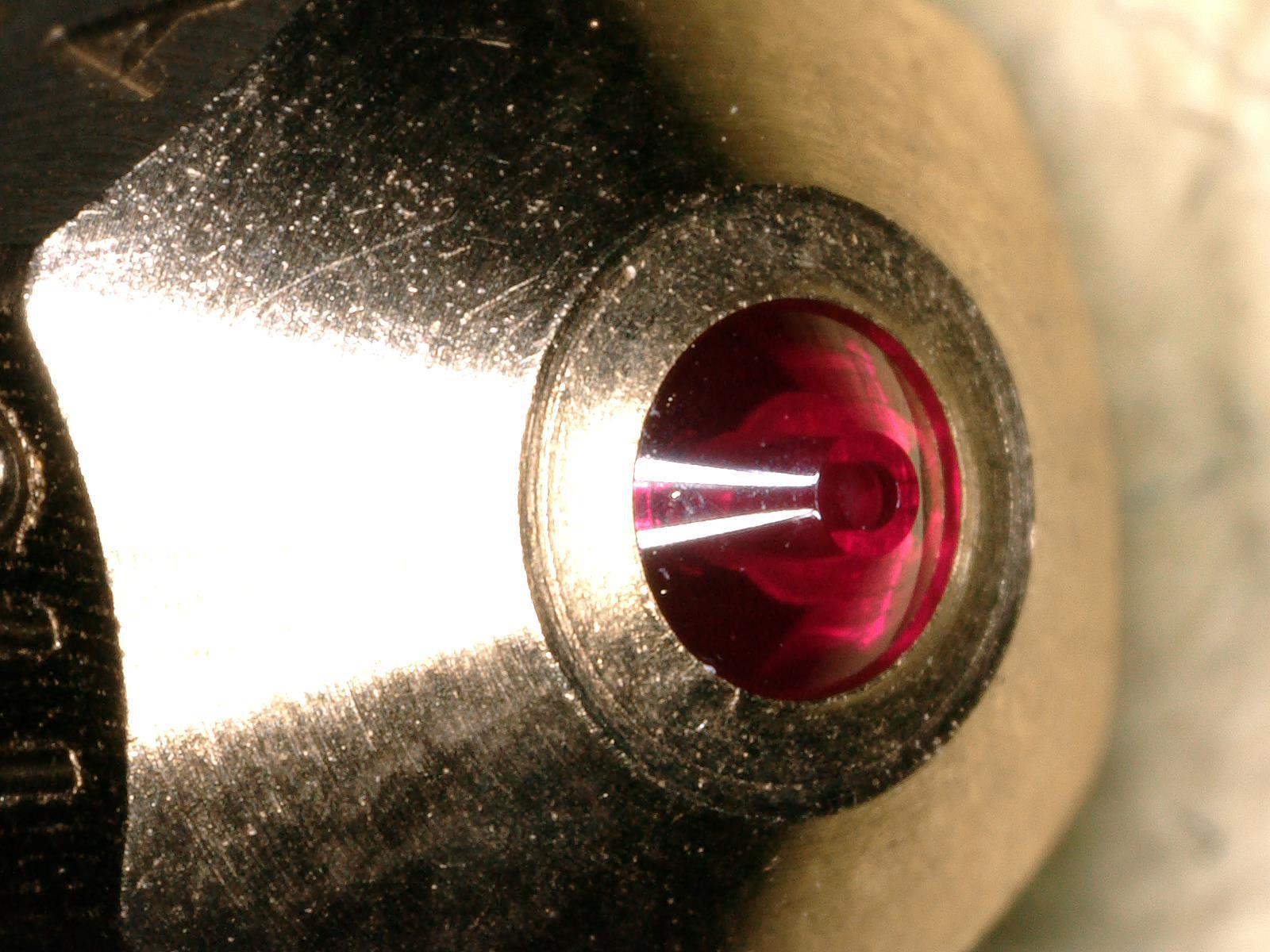
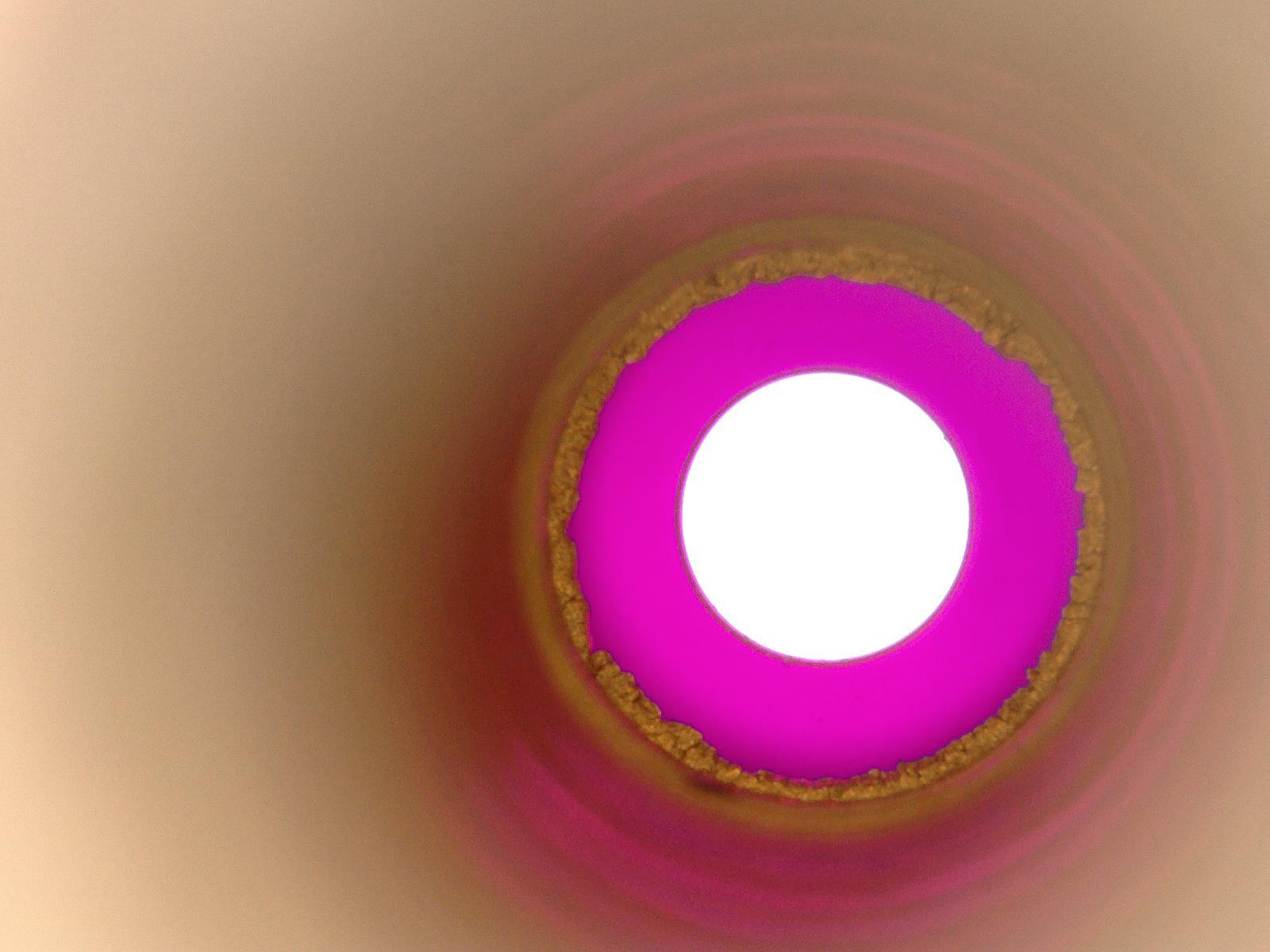
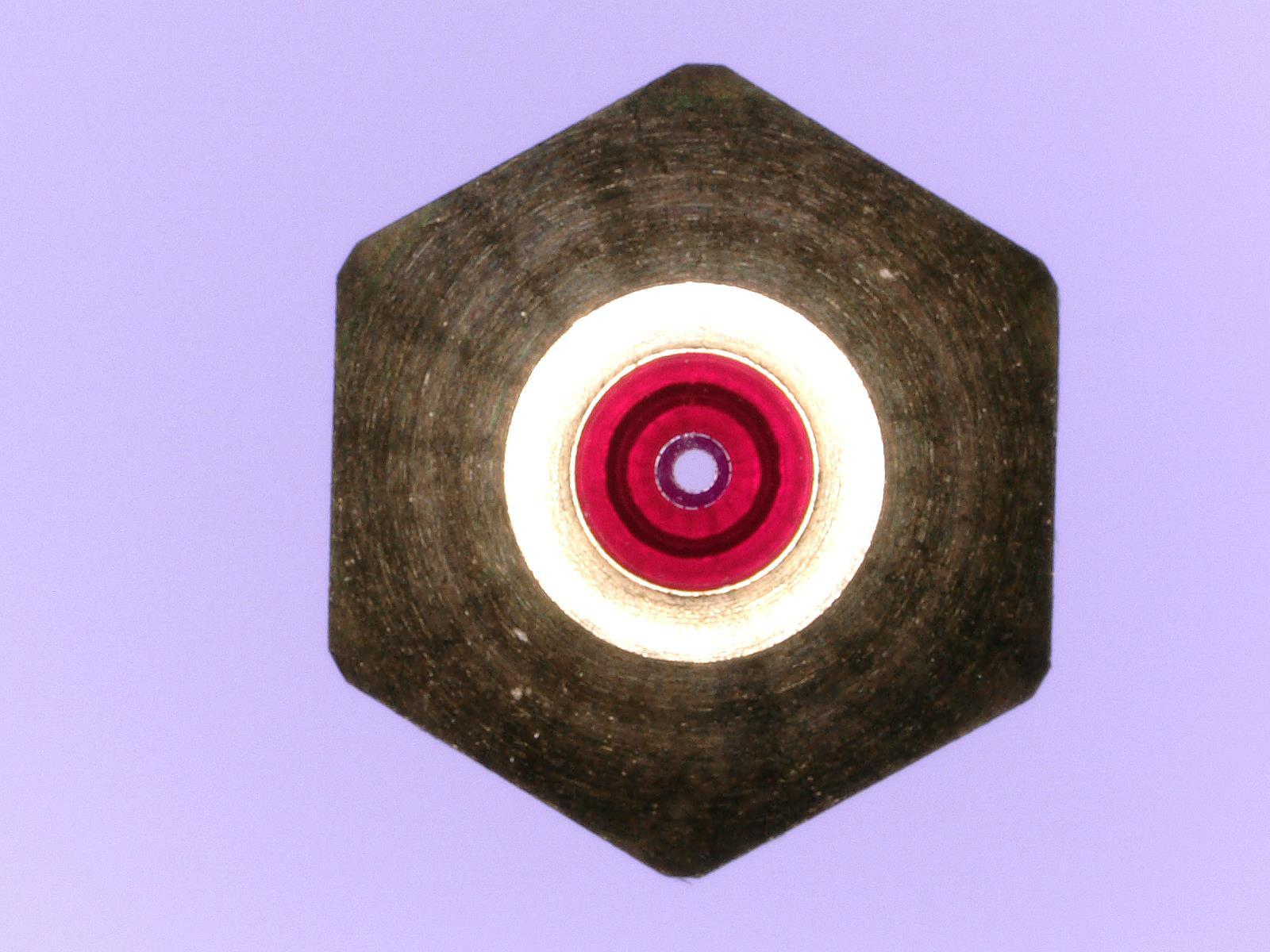
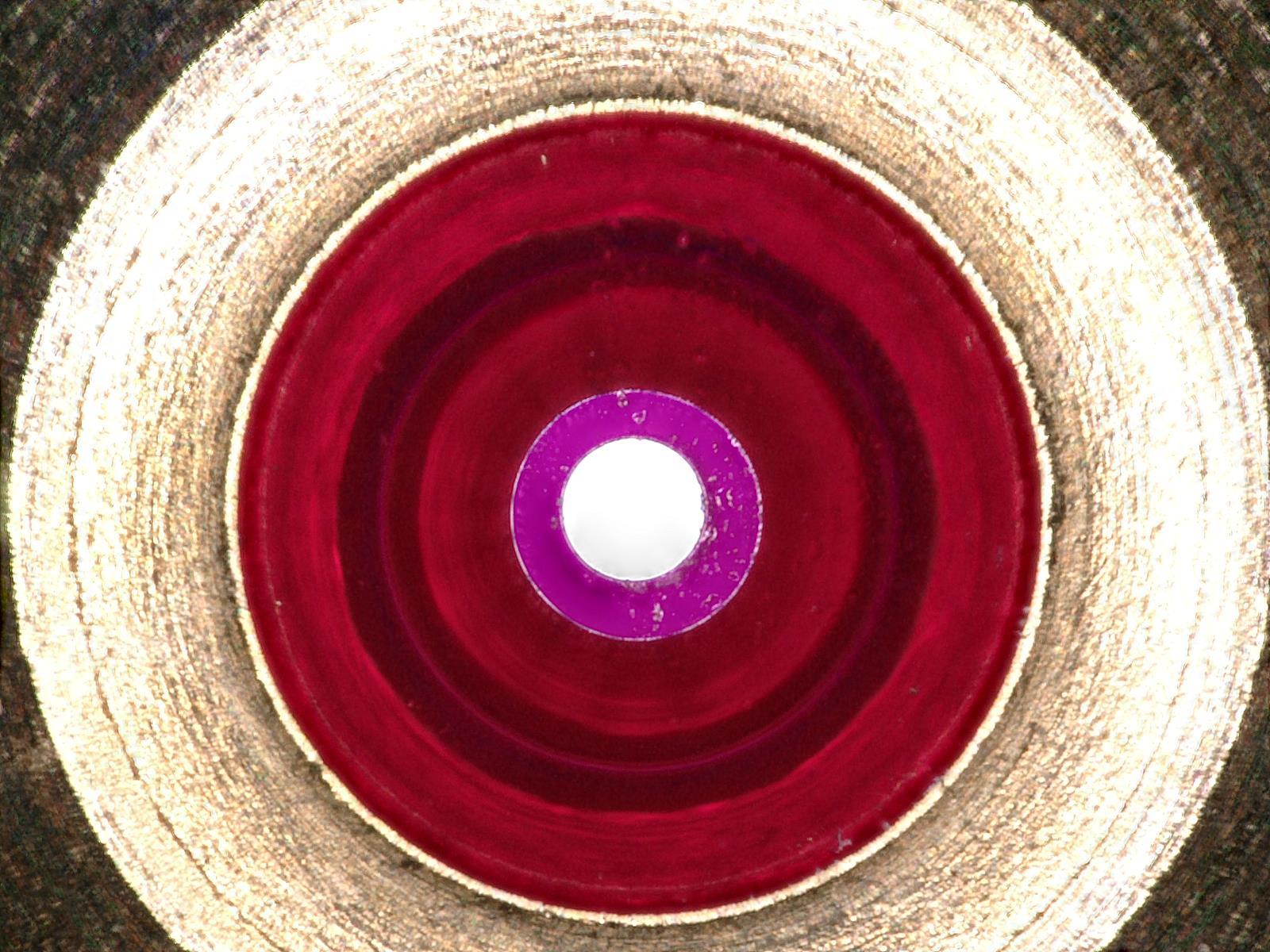
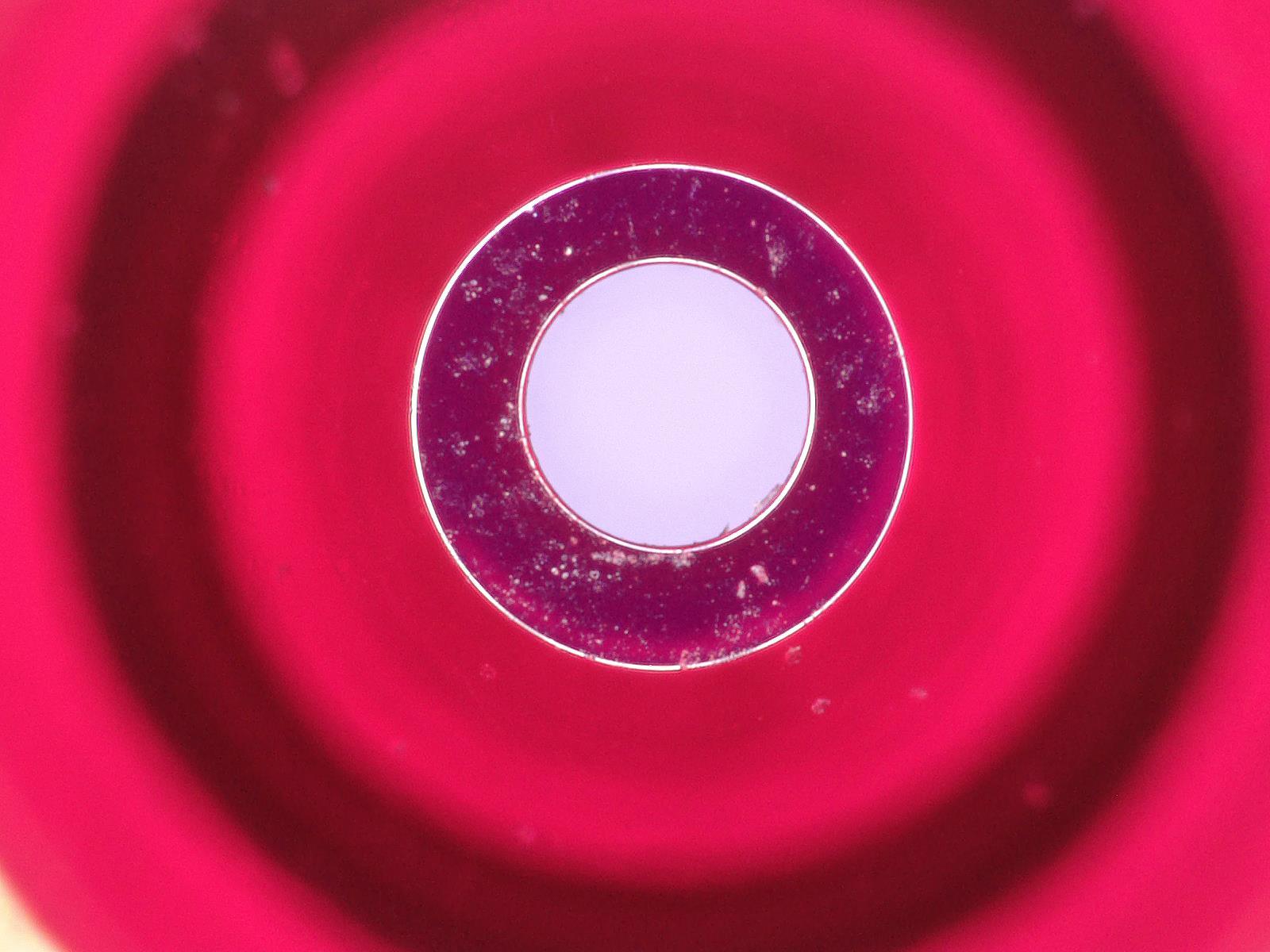
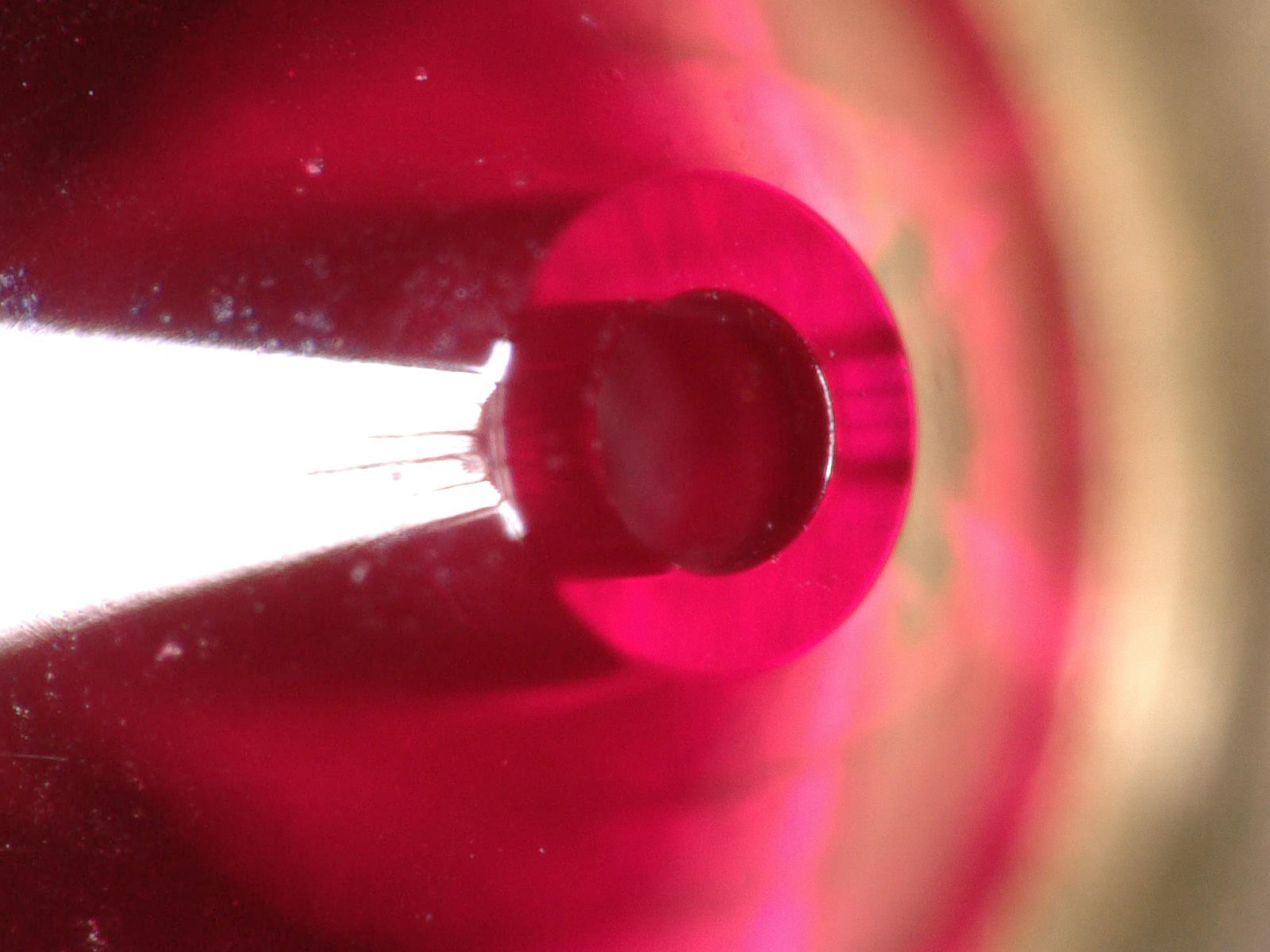
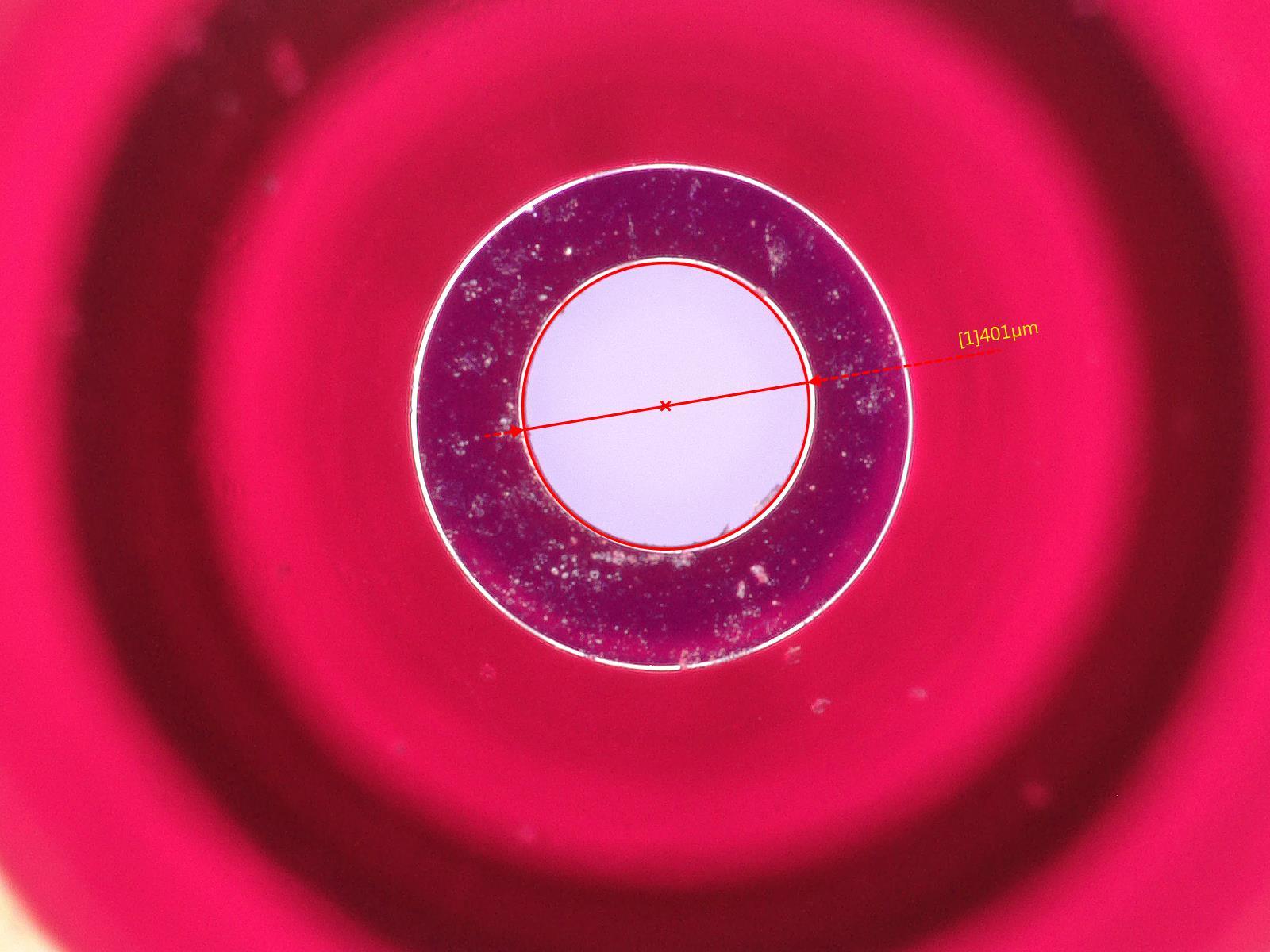
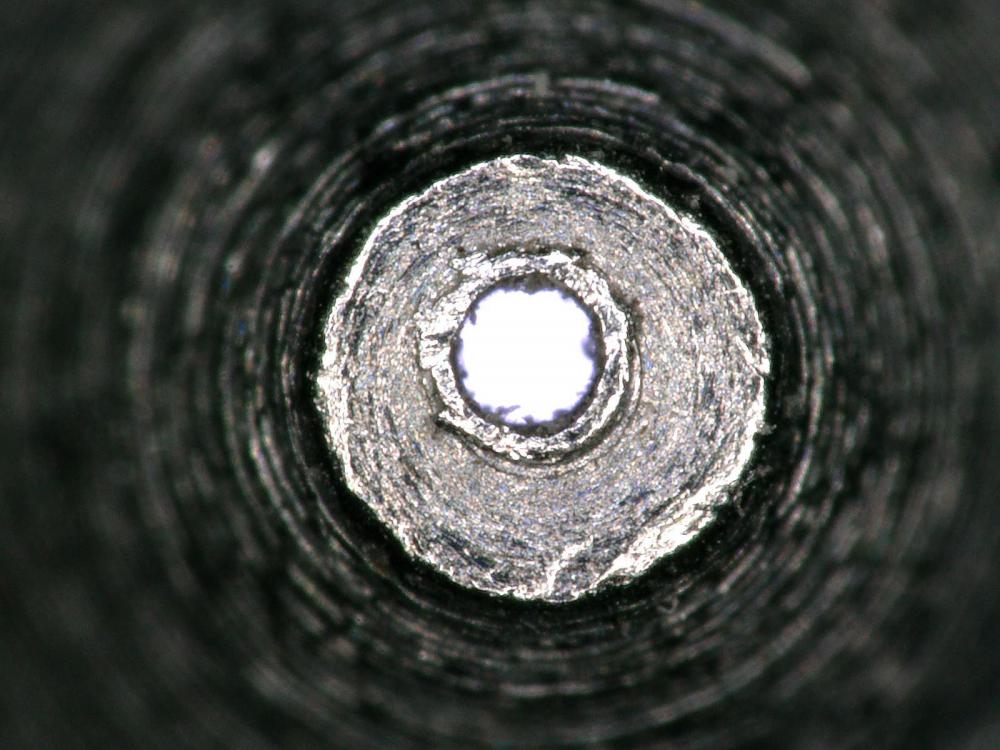
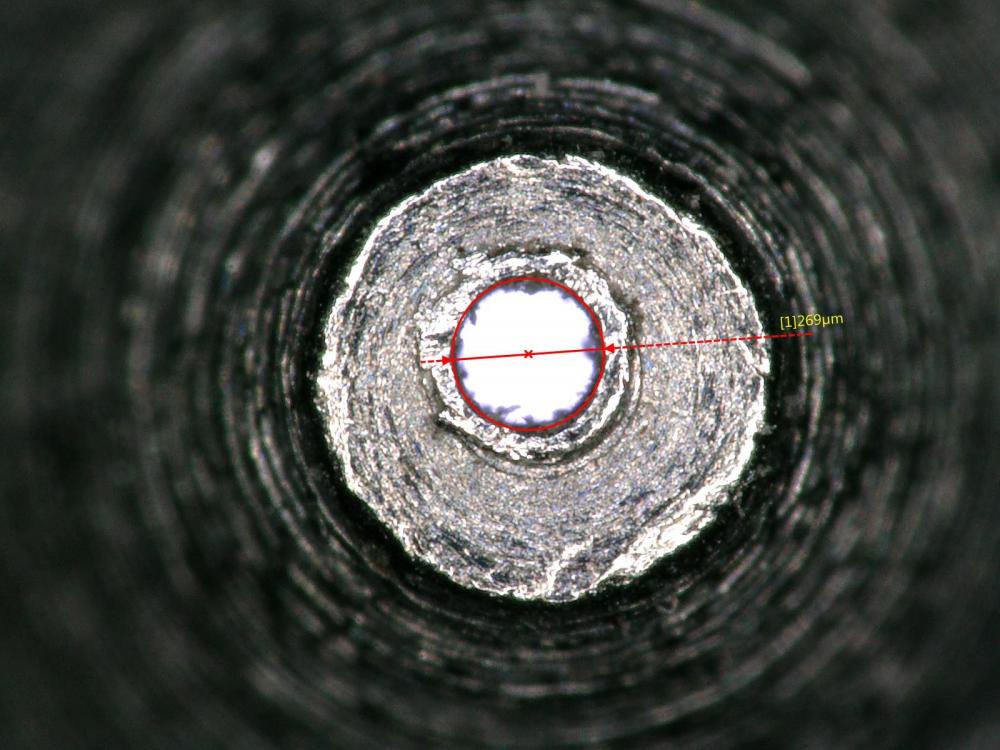
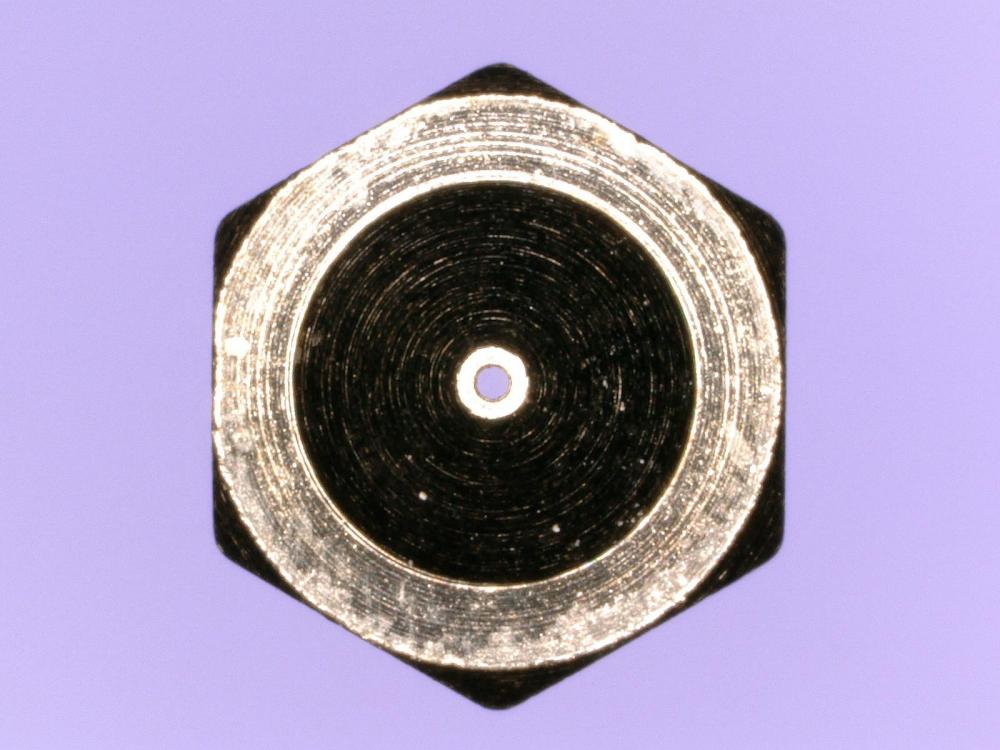
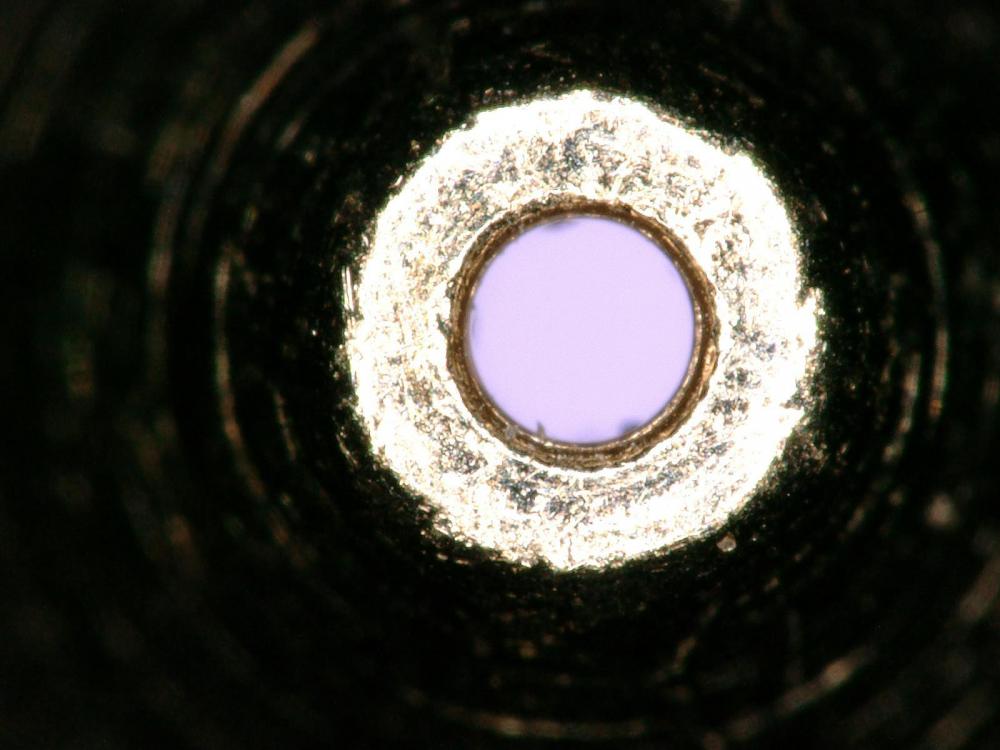
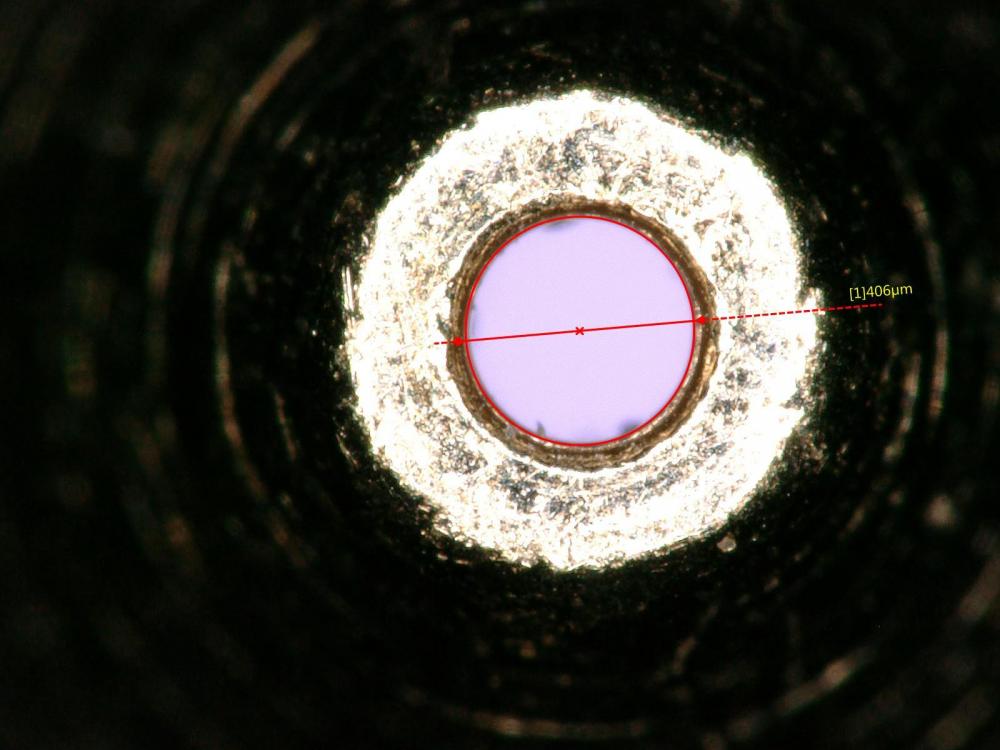
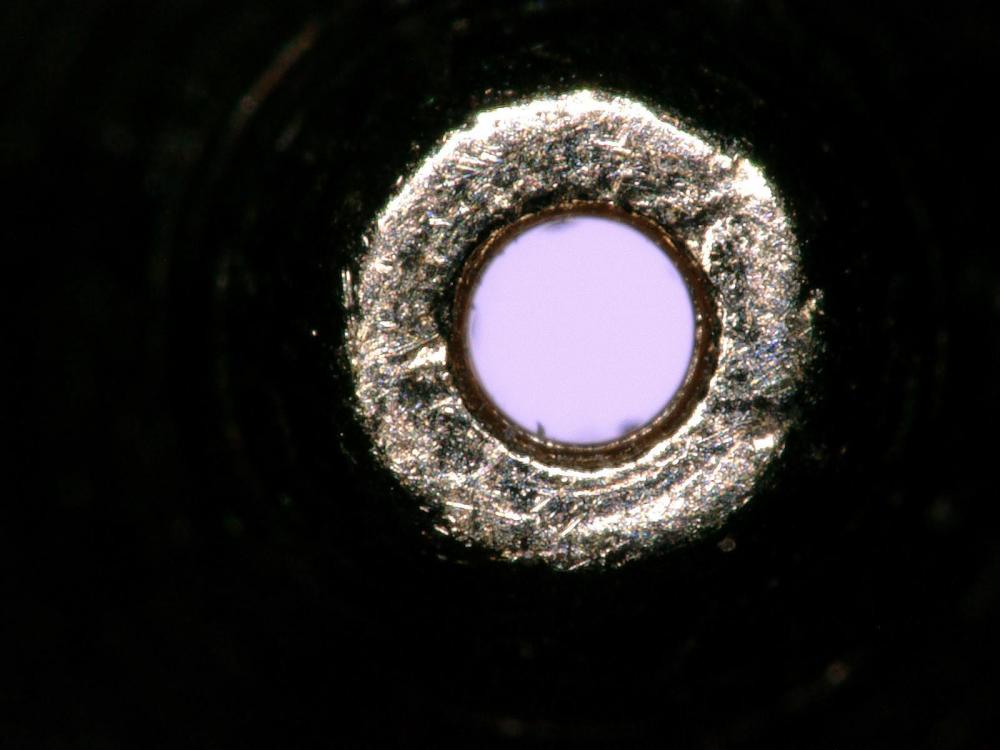
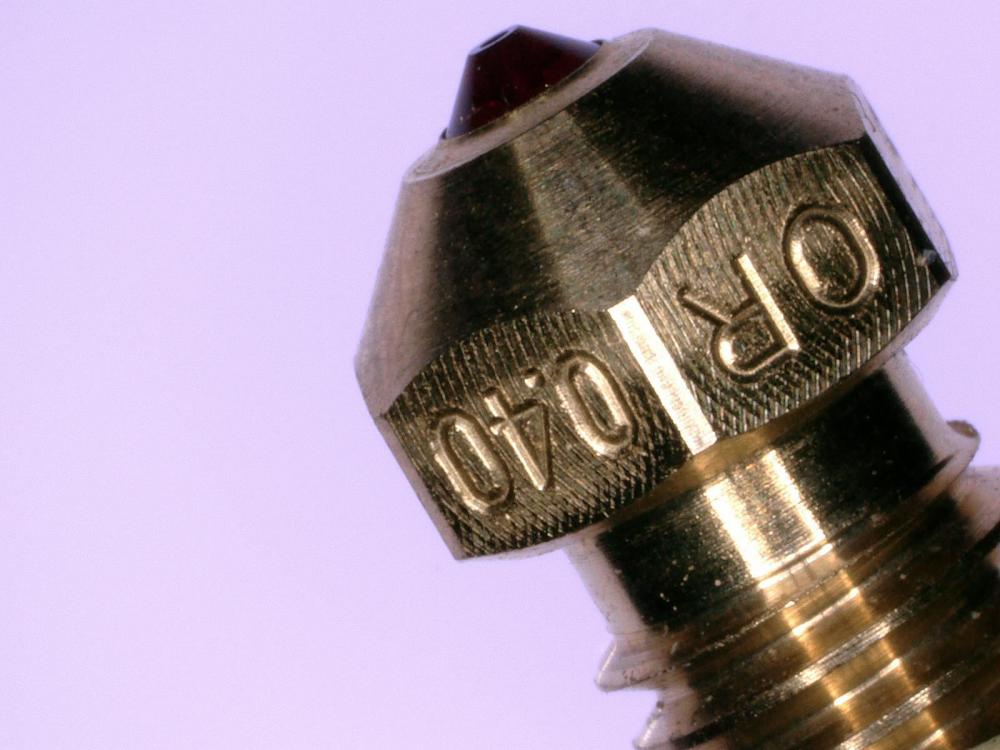
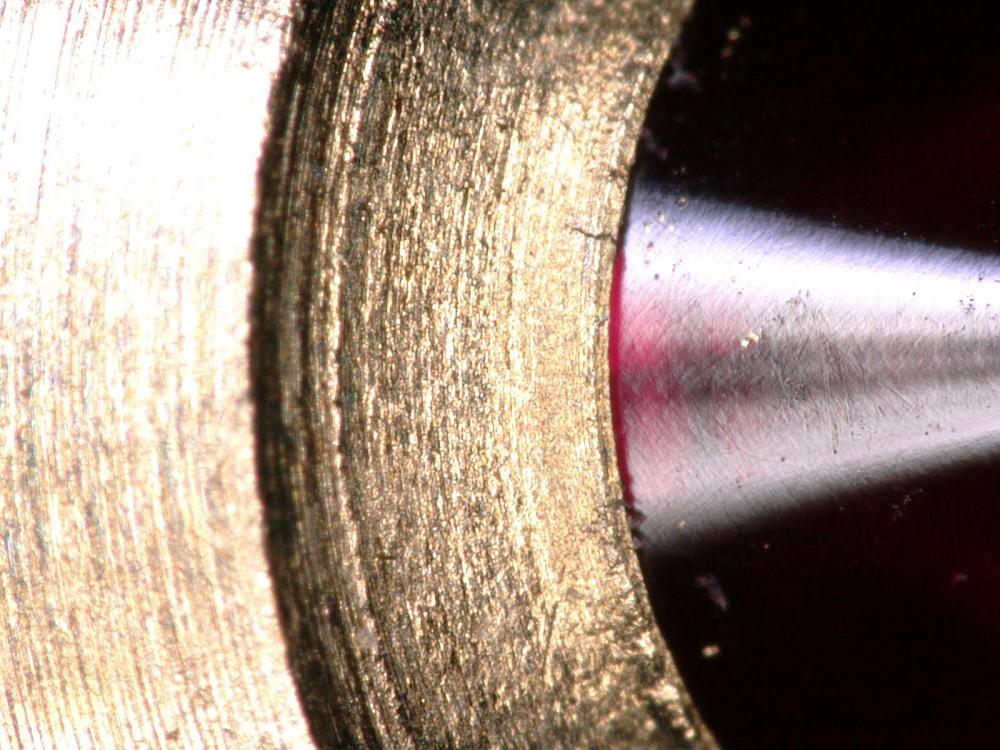
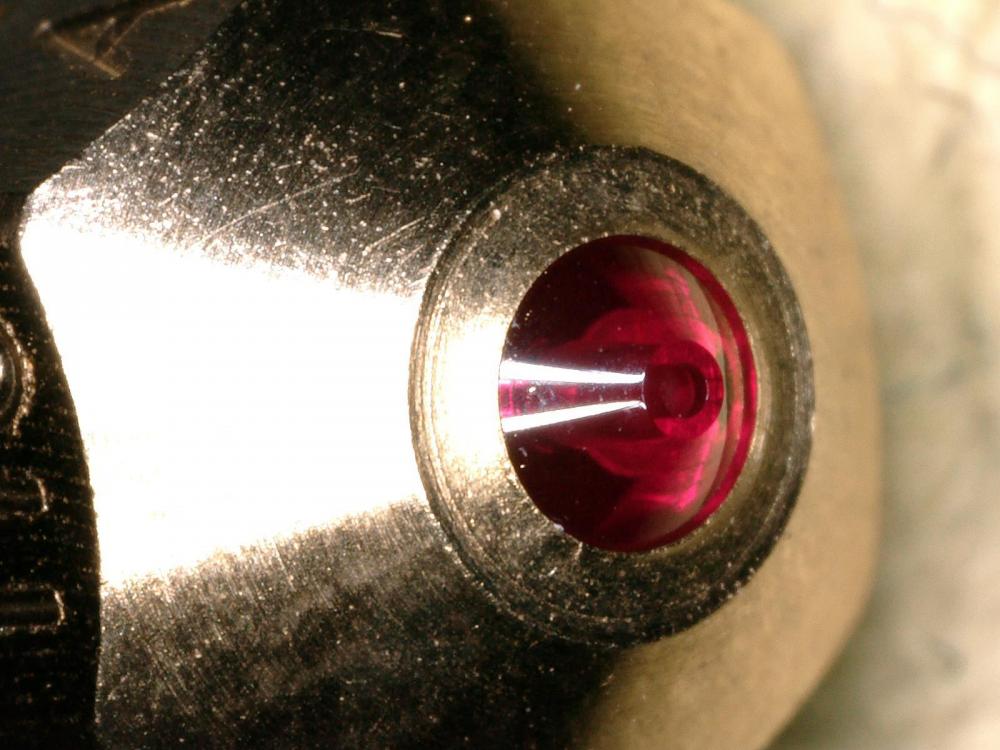
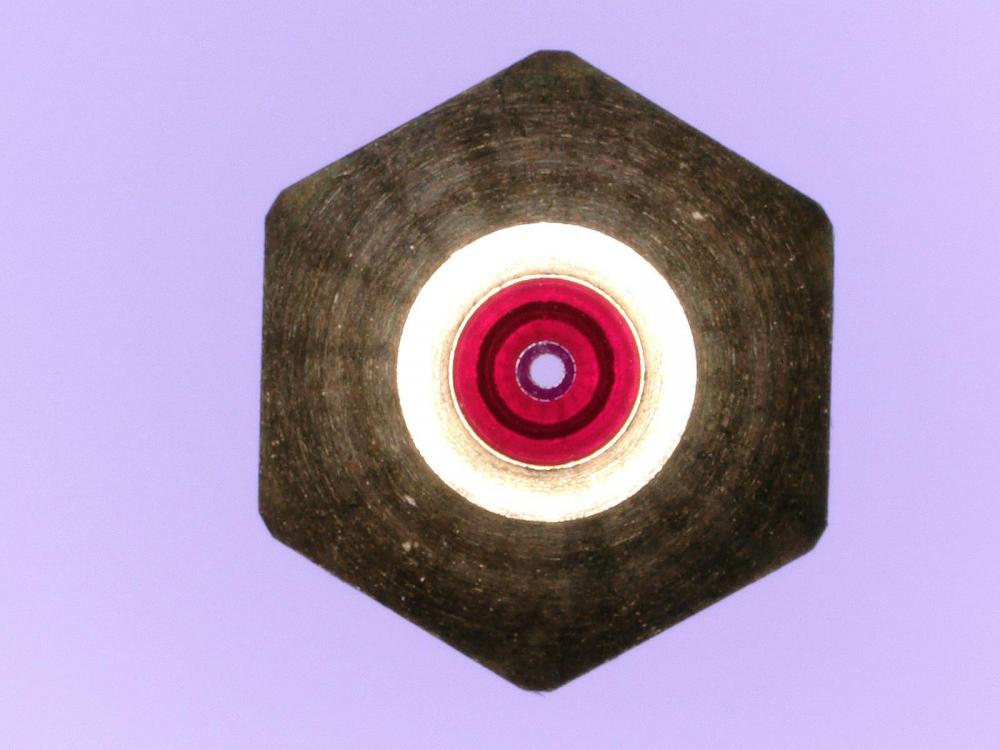
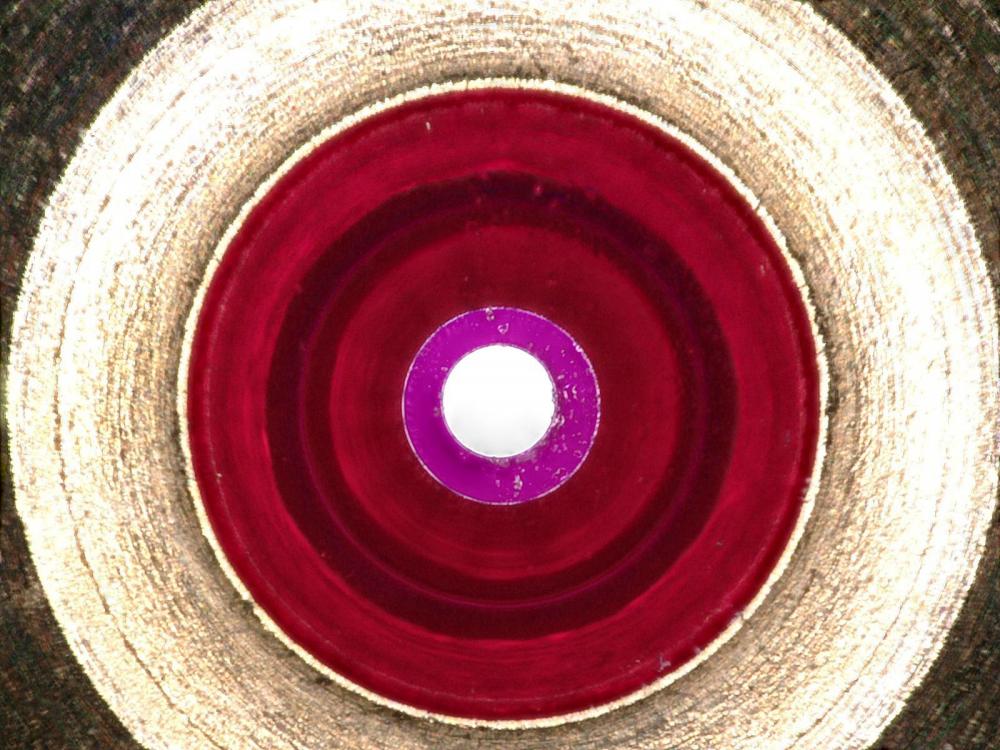
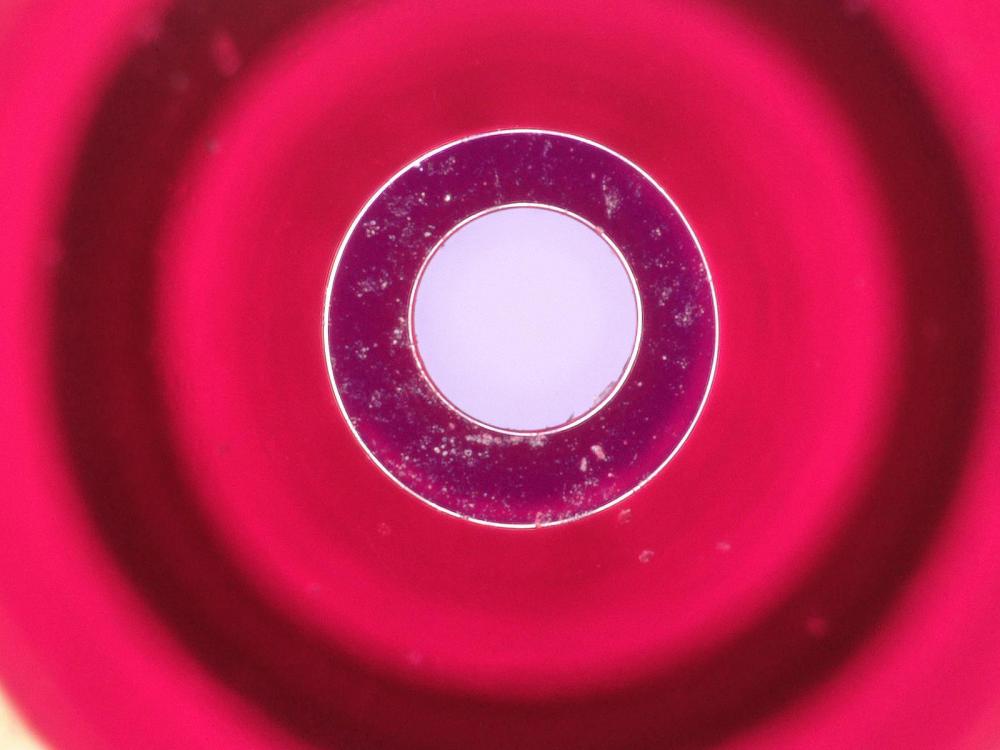
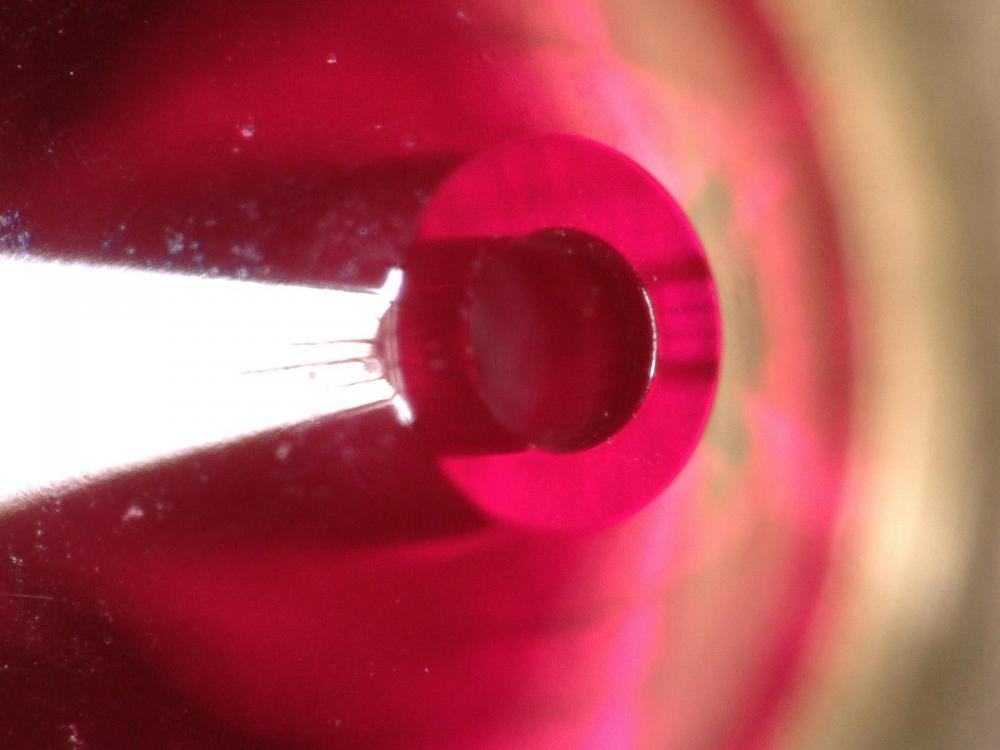
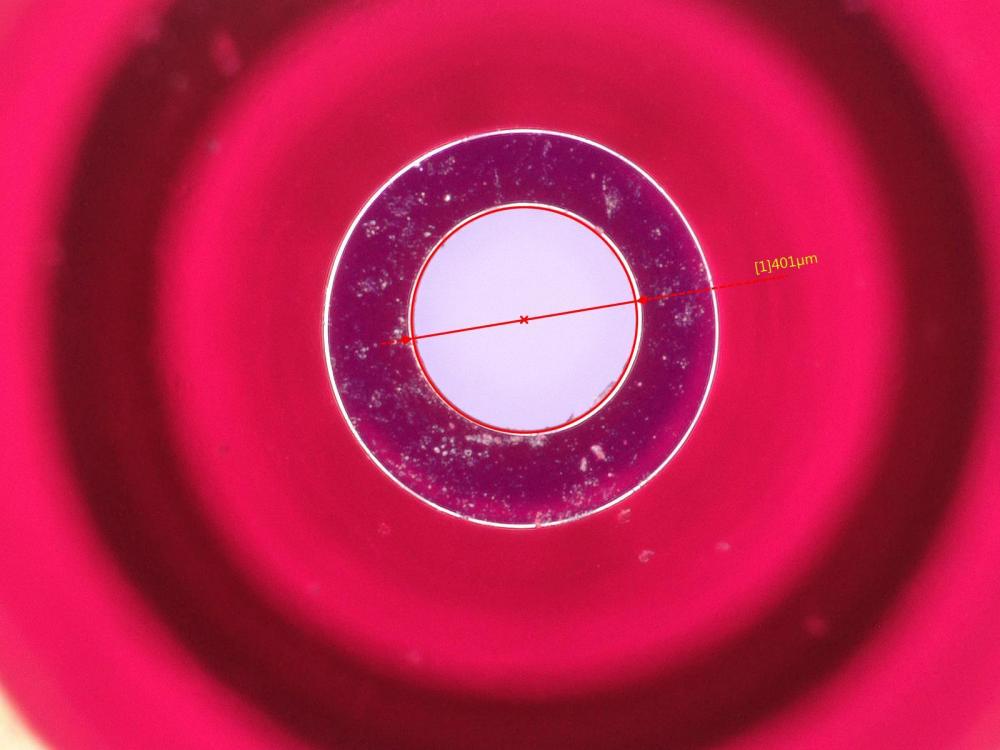
Bonjour à tous, Avec l'aimable participation de @nono30 qui m'a fait parvenir des buses neuves dont une Olsson Ruby, nous allons découvrir ensemble quelques clichés dont certains pourraient bien vous surprendre. Commençons par une buse inox de 0.25mm. L'inox étant plus dur que le laiton, il est moins sensible aux rayures et les traces d'usinage sont moins marquées. Cependant si on y regarde de plus près : La finition au niveau du perçage laisse à désirer. De plus : Le trou est carrément excentré ! Voyons cela de plus près : C'est vraiment étonnant de constater un usinage plutôt propre est concentrique, et un perçage aussi moche et excentré, on sent bien ici que l'outil était à bout de souffle. Concernant le diamètre, c'est plutôt dans les clous, même si un poil trop grand, certainement dû à l'arrachement de matière plutôt qu'à sa coupe. Repassons maintenant sur une bonne vieille buse laiton en 0.4mm : Dès la première observation, on remarque une finition étonnamment bonne pour du laiton. Le marquage est impeccablement frappé, ce qui est plutôt rare. Même la couleur fait penser à du plaqué or. C'est propre, c'est net. Bien rond et sans bavure ! Ce cliché est exactement le même que le précédent, seulement l'éclairage est passé de annulaire complet à annulaire partiel, cela permet de faire ressortir les défauts. Le perçage, rien à redire, on est pile poil dessus. C'est une très bonne buse laiton parmi toutes celles que j'ai pu observer à ce jour, tant au niveau précision, que d'aspect général. Les E3D originales sont plus nettes au niveau du perçage. Et maintenant le moment que vous attendez certainement tous (que ceux qui ont sauté les deux premières buses lèvent la main). La buse Olsson Ruby 0.4mm (attention je me suis lâché sur les photos): Marquée sur quatre faces, on ne peut pas se tromper de buse. Il semblerait même qu'ici le marquage soit usiné et non frappé. On voit même les stries de l'usinage, qui donnent à l'ensemble un aspect mieux fini, plus pro. Si on fait abstraction pour le moment de la partie ruby, le corps en laiton est tout simplement parfait, même pas une rayure, on sent ici que les buses ne tombent pas dans un panier à la sortie de l'usinage et qu'elles sont traitées avec un soin extrême sur toute la chaîne. En zoomant un peu plus, on constate un léger décentrage du perçage du Ruby. Mais quelle netteté ! En zoomant encore plus, on voit que c'est vraiment net, la partie plate est tellement plate, que lorsque je manipule la buse, elle reflète la lumière comme un miroir. Nous le verrons mieux plus tard. J'en attendais pas moins, ça se passe de commentaire ! Difficile de le représenter en photo, mais l'aspect est d'un lisse comme j'en ai rarement vu sur des pièces avec un grossissement x200. Concentrons nous sur le sertissage, ici vous pouvez apprécier la recherche de l'excellence sous tous les angles. J'aime beaucoup ce cliché, car nous y voyons l'extrême précision de l'usinage, aussi bien sur le laiton que sur le Ruby. Sur ce dernier nous distinguons à peine les stries. Le sertissage est vraiment très propre, on remarque tout de même quelques "points" de laiton sur le Ruby. Ici nous observons le sertissage depuis l'autre côté de la buse. C'est moins propre, mais non visible et ça n'impact en rien la qualité d'extrusion. Et en bonus, comme tout cela nous sert à faire des impression 3D, j'ai appuyé sur un bouton 3D du microscope : Bon c'est moche, mais j'ai bien aimé cette fonction "scanner 3D". Si vous avez des questions, n'hésitez pas, j'ai encore les buses en ma possession, mais n'attendez pas trop, j'en connais un qui doit se languir maintenant de pouvoir les utiliser. @nono30 je te laisse le soin de préciser la provenance de ces buses, on reprends contact quand tu veux en MP pour le renvoi. A vos commentaires !






 1 point
1 point -
Tout le monde y compris les constructeurs d'imprimante se casse la tête à essayer de refroidir de façon optimum le filament en sortie de buse.... d'après toi toutes ces personnes se seraient fourvoyer.... en faite faut le chauffer..... je veux une photo de tes prints pla avec réchauffement en cour d'impression....0 points
-
Le salon 3D Print 2020 est finalement annulé Vous aviez demandé votre badge pour visiter le salon 3D PRINT à Lyon mais dans un contexte encore incertain, nous avons pris la décision de ne pas tenir d’événement en 2020. Nous serons de retour en 2021, du 15 au 17 juin 2021 à Lyon – Eurexpo, Hall 4. Les équipes sont déjà fortement mobilisées pour vous offrir une édition sur-mesure avec un contenu de haut vol et des animations inédites. Aux mêmes dates, se tiendra le salon FIP France Innovation Plasturgie (Hall 1,2 &3), pour découvrir les dernières solutions et innovations de la filière. Restez connectés pour recevoir les premières nouveautés de l’édition 2021 ! A bientôt L’équipe d’organisation
 0 points
0 points








.thumb.jpeg.9a4019c4378b9b868774b9f3b684a811.jpeg)