
Classement



Contenu populaire
Contenu avec la plus haute réputation dans 02/10/2020 Dans tous les contenus
-

From the album: Alumine85
Imprimante : CR10S PRO V1 Filament : PLA Geeetech Rainbow2 points -
J'en demandais pas tant, mais je prends quand-même. Vous savez quoi ? Vous êtes une sacrée bande de fayots ! "en même temps" .... ça tombe plutôt bien : j'adore le cassoulet. ... je vais y aller doucement, au début...
 2 points
2 points -
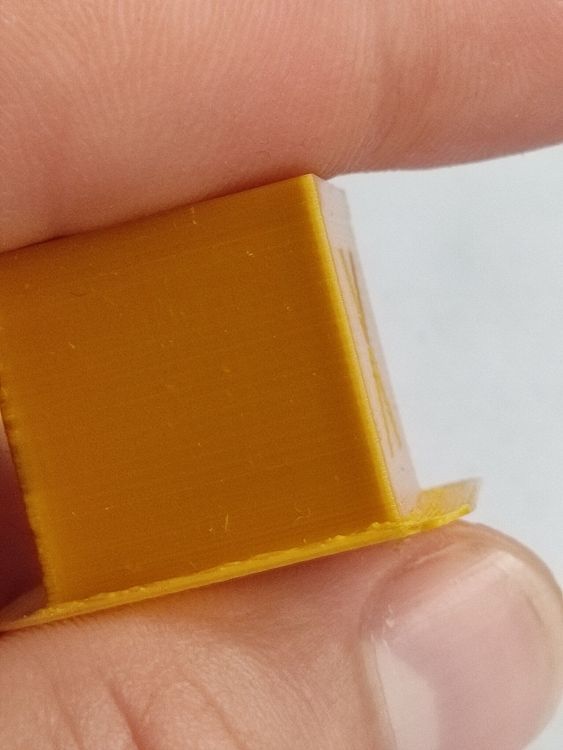
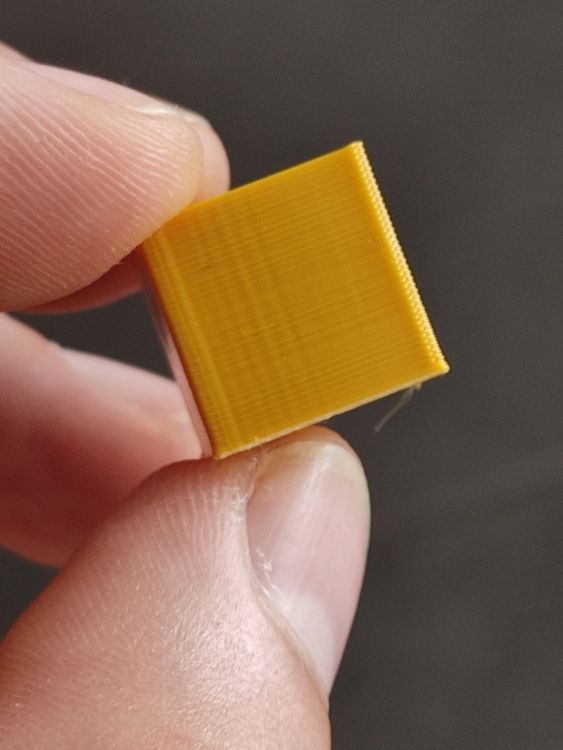
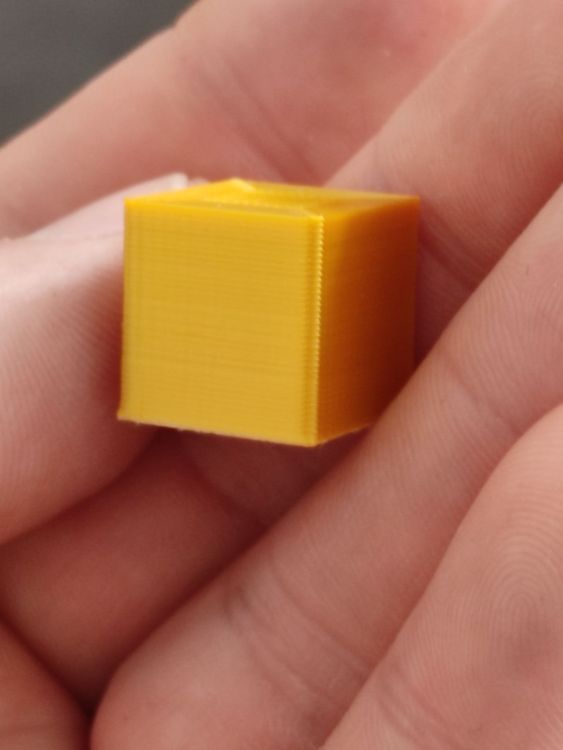
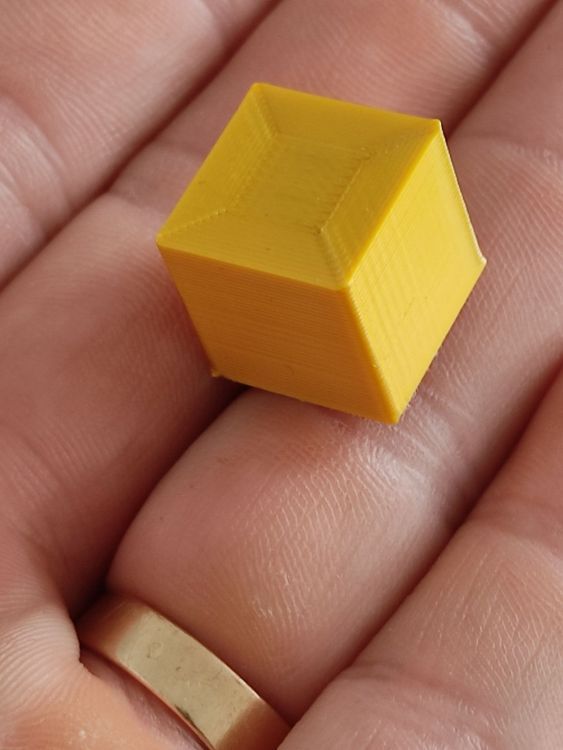
Bonjour, voulant bien faire les choses, j'ai voulu positionner des dumpers sur mes axes X et Y. Au même moment je changé de slicer. j'ai fait mes petits cubes de test basique et là je constatent que mes arrêtes partent en étoile... Je cherche, je n'ose pas posté ici car j'ai deja pas mal posté... et je demande quelques photos des arrêtes à d'autre maker utilisant la Tenlog et leur print sont bluffant propre, net... je cherche dans les réglages, de pla, imprime des dizaines de cube.... mais toujours pareil... Je sollicite alors @vap38 que je tiens ici à remercier vraiment sincèrement pour sa patience et son expertise. Après de nombreuses recherches et échanges, nous constatons que la mécanique n'a rien, les réglages de base non plus ne semblent pas être déconnant (mise à par le jerk qui a amené un plus). la différence entre nos bécanes, ce sont les dumpers je décide de les virer, relance un print avec les conseils de vap et là miracle mes angles commence à devenir propre. En réglant le jerk directement dans le Gcode et pas dans les reglages d'ideamaker j'ai même de joli cube. Pourquoi j'écrit tout ça au-delas de remercier vap, c'est pour vous dire de faire attention si vous décider d'acheter des dumpers, les miens sont plutôt de bonne qualité, mais en chauffant un peu ils amènent une flexibilité qui nuit à la qualité d'impression. Avant avec dumpers Après sans dumpers
.jpg.29110b5bfc75a78aea42f0e0459bca26.jpg)
 1 point
1 point -
Première impression en ABS, pas de souci très bon rendu en 0.3 à 80mm/s avec de l'optimus Seul truc chiant c'est que la bobine ne va pas dans l'emplacement d'origine, le trou central est trop gros sur la bobine donc elle ne repose pas sur l'axe de la machine et le diamètre extérieur de la bobine est aussi légèrement trop grand, ça rendre mais ça frotte. En attendant de faire un truc propre, j'ai fait du système D
 1 point
1 point -
Trop tard ... Aiiiiii1 point
-
Bon, si je comprends bien, l'humidification des filament, c'est un peu de la légence urbaine alors. Chez moi, après quelques mois, gardé dans des sachets refermables avec du gel de silicate, les filaments deviennent cassants mais s'impriment correctement. Bon, je vais surveiller les offres L.dl et acheter des pommes.1 point
-
Oui il faut du jeu mais tu peux mette une petite rondelle en laiton de 0.8mm çà limite l'amplitude tout en conservant un jeu de fonctionnement1 point
-
Bonjour :-), Sinon on imprime directement dans l'acétone ? Ca va être super lisse comme ça !1 point
-
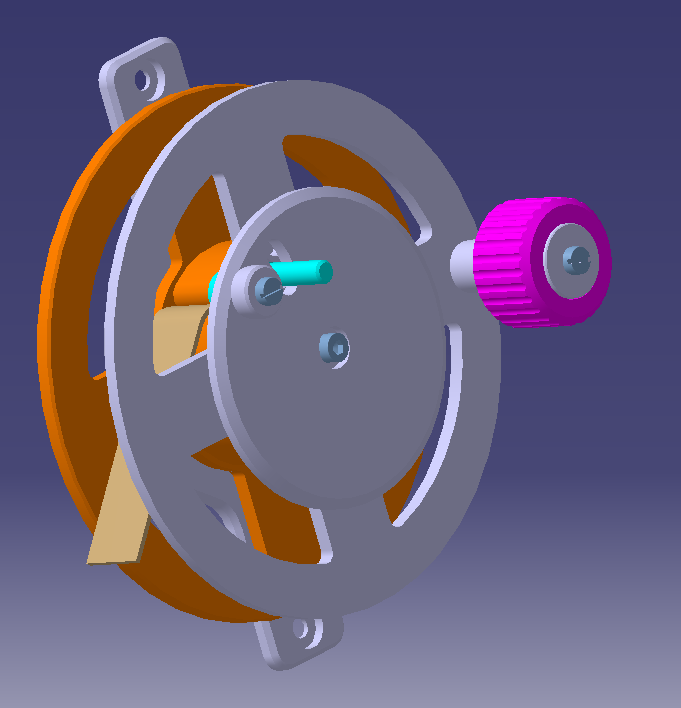
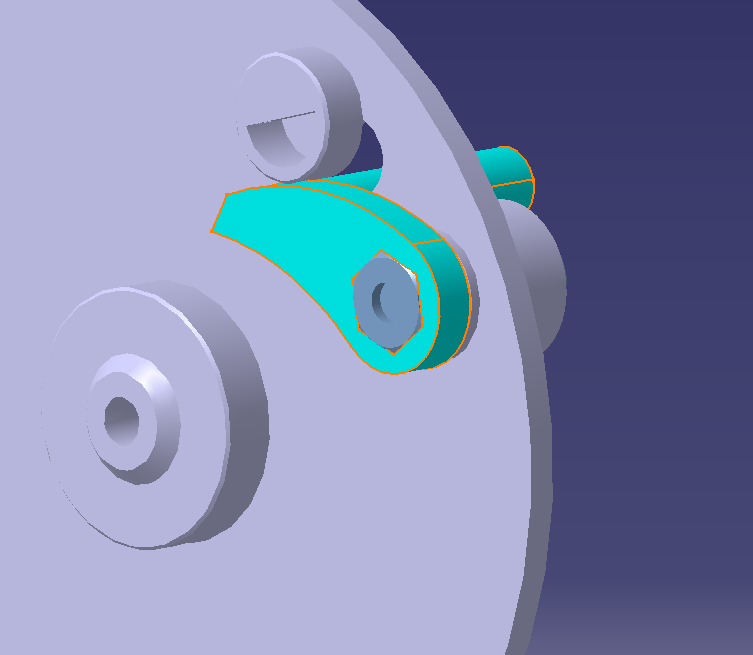
Les fichiers sont au nombre de 10. On a besoin de d'une vis M3x30, une vis M3x20 et une vis M3X10 et de 3 écrous HM3. Je ne compte pas les vis de fixation du support. ATTENTION: Le montage de l'écrou HM3 pour la vis M3x10 est particulier. Son logement dans la pièce 2cliquet.stl est volontairement plus petit. IL faut donc l'insérer dans la pièce 2cliquet.stl en le chauffant . Il ne doit pas dépasser de la pièce. Ni sa vis d'ailleurs. 2axe_bouton.stl 2bouchon.stl 2bouchon_cliquet.stl 2bouton_manivelle.stl 2cliquet.stl 2flasque.stl 2nouveau_flasque.stl 2rondelle.stl 2support_mural.stl 2verou_sangle.stl
 1 point
1 point -
@antoineblt L'australien «TeachingTech» est souvent une bonne source pour trouver des solutions . Son site (en anglais) pour effectuer les réglages essentiels d'une machine est lui aussi d'une grande utilité : https://teachingtechyt.github.io/calibration.html#intro Bonnes impressions, n'hésite pas à revenir nous en montrer quelques unes.1 point
-
Aprés un tour sur ce site, problème résolu, plus qu'à tout tester, en espérant que cela soit du plug and play pour le BL Touch https://gumroad.com/l/NJvbz Un GRAND merci à toi fran6p pour l'attention portée au post. En espérant que ce post soit utile à ceux qui débutent sur mac, et ender 3 ! Un repost du site https://www.trickymaker.com/tutoriaux/ qui fait d'excellents tutos sur la gestion et l’installation d'Octoprint ! La bise amis makers1 point
-
le petg a une température de transition vitreuse qui est supérieure 80 au lieu de 60 donc c'est un peu mieux mais je pense que même un avion imprimé en petg , il vaut mieux éviter de le laisser dans une auto qui est au soleil sauf si on est en bretagne ..=)1 point
-
@NOX Merci Peut être prochain projet1 point
-
Hello! Idée très intéressante ! J'avais le même soucis sur la Tenlog D6 en 60x60cm. Les 4 coins du Plateau tiraient vers le bas à cause de cette tension de serrage au niveau des vis de leveling. J'ai donc également imprimé des cales (de 9mm pour ma part) pour surélever les deux capteurs fin de course Z et diminuer cette tension (en effet le home de la buse en Z étant plus haut, il y a besoin de moins de tension pour que le plateau arrive à son niveau) Depuis le plateau est effectivement beaucoup plus plan. Mais comme la tension est moins importante, j'ai réimprimé des molettes de serrage(pour le réglage du leveling) incluant des écrous frein, pour ne pas avoir la mauvaise surprise de molette desserrées ou tombées à cause des vibrations crées par les mouvements du plateau. Pour finir, ces cales m'ont également permis de vérifier et compenser une différence non négligeable de hauteur de l'axe X en ses extrémités. Il y avait une différence d'environ 0.3mm entre la hauteur de E1 à l'extreme gauche et E2 à l'extreme droite apres un home en Z. (Différence certainement liée à un très léger défaut d'alignement et de perpendicularité de la structure du châssis) Bien à tous!1 point
-
Pour Cura tout se trouve dans support et les settings contiennent le mot interface. Certaines options ne sont visible que si plusieurs extrudeurs sont paramétrés. On peut y choisir l'extrudeur de support (celui avec le PLA en l’occurrence), l'extrudeur d'interface de support (celui alimenté en PVA), l'épaisseur d'interface, etc.1 point
-

From the album: Alumine85
Imprimante : Tenlog Filament : PLA SOVB3D1 point -
Bonsoir, et merci à vous, cela fait quelques années que je n'étais pas passé sur le forum. Je ne savais pas qu'on parlait de mes vidéos , c'est avec plaisir que je fais tout ça. La partie 2 sur la Tenlog, je vais parler de beaucoup de choses, il y aura aussi un partage de mes profils d'impressions comme toujours.1 point
-
Pour ceux qui se sentent l'envie de bidouiller, la CR-6 SE de Creality utilise un écran similaire et son firmware est un Marlin 2.0. Il y a même un version Community qui intègre la dernière version Marlin 2.0 bugfix avec les lib de gestion de l'écran. Je n'ai pas testé sur la U30 Pro mais le code à l'air très similaire. voici le lien vers le github https://github.com/CR6Community/Marlin/tree/creality-cr6-merge-attempt1 point
-
Bravo superbe travail ! la vidéo est bien réalisée; beaucoup de points techniques intéressant avec des conseils positifs. Bien évidemment quand on connait son imprimante c'est un peu long; j'avais un doute sur le serrage des différents équipements il n'en n'ai rien mes vis sont bien serrées. Cela m'a permis de faire un check complet de mon l'imprimante surtout le chariot du BED. Il faut noter que le prémontage est adapté pour le conditionnement de l'imprimante pour le transport. les courroies ne sont pas tendues à une valeur optimale pour éviter un pli marqué de la courroie pendant le stockage! Objectivement la vidéo apporte des enseignements techniques précieux; la durée est juste un peu longue à mon gout. je dis çà car quand j'étais en activité il fallait surtout gérer le temps et aller à l'essentiel. Aujourd'hui ce n'est plus le cas; je flâne je prends mon temps la retraite permet ces avantages ! dans tous les cas pour les débutants il est précieux de s'imprégner de tous les détails du montage. Encore bravo à l'auteur !. Je suis impatient de découvrir la partie 2. A+1 point
-
Si tu n'as pas trouvé de tuto, en voici un. Celui-ci concerne la mise en route (plus général). En ce qui concerne tes paramètres: hauteur de couche: à moins d'avoir un train à prendre, 0.15 / 0.20 serait plus raisonnable tout tes débits sont à 100%: ces débits sont à ajuster en suivant par exemple ce tuto ( section "Calibrage du Flow et Premiere impression d'un "Thin wall") Distance de rétraction : 6.5 -> 5mm Vitesse de rétraction: 25 -> 35 à 45 mm/s Paramètres que je te conseillerais: Compenser les chevauchements de paroi externe: à cocher Filtrer les très petits trous: à cocher Mode de détours: Tout Rétracter avant la paroi externe: décocher Décalage en Z lors d’une rétraction : décocher1 point
-
Salut. Pour le lancement d'impression, je n'en sais rien. Je ne sais pas si c'est encore d'actualité, à l'époque il fallait que le fichier soit nommé dagoma0.g Concernant l'extrudeur qui n'est pas capable de pousser, plusieurs pistes: Vérifie que l'extruder fait son taff: sort le tube bowden coté hotend, chauffe l'imprimante (sinon la sécurité empêche d'extruder), extrude en retenant à la main le filament. Si c'est facile de le retenir (normalement ça envoie 4~5kg de force): Vérifie que la roue d'entrainement soit bien vissée sur l'axe du moteur: la vis pointeau doit être serrée sur le méplat de l'axe du moteur. Vérifie que la roue d'entrainement n'est pas usée à l'endroit ou passe le filament. Ça m'est arrivé sur ma DV200, si la roue le permet il suffit de la décaler un peu sur l'arbre pour avoir une zone "neuve". Vérifie que la vis pointeau de la roue d'entrainement ne soit pas positionnée sur le passage du filament. Vérifie que la roue d'entrainement ne soit pas collée contre le moteur. Il doit rester un petit espace pour ne pas frotter. Vérifie que l'idler, la partie mobile qui est poussée par le ressort, plaque avec force sur le filament. Càd que le ressort est le bon, soit bien placé et que l'idler ne soit pas usé voir craqué. Si l'extrudeur est capable de pousser et la hotend n'est pas bouchée, c'est très simple: engage le filament à la main dans le tube bowden déconnecté de la hotend. Fait dépasser 1~2cm de filament en dehors du bowden, pas plus, pas moins. Réengage le tube bowden dans la hotend en le poussant bien au fond. J'ai souvent eu le cas avec des hotends E3D, même originales: le filament coince à l'entrée du heatbreak. Je charge toujours ma DV200 de cette manière. Assure toi juste de rentrer le tube bowden bien au fond de la hotend à chaque fois. Un bout de scotch sur le tube me sert de repère. Coupe toujours le bout des filaments. Il y a toujours une partie un peu plus épaisse qui se forme à l'extrémité lorsqu'on sort le filament de la hotend. Elle passe dans le tube bowden mais est trop large pour le heatbreak de l'E3D et bloque tout.1 point
-
1 point
-
Juste que j'ai fait mon service militaire en Allemagne en 66-67 et que j'ai servi sur Patton M47, au 12ème cuirassier à Tübbingen. ce char est une merveille de technologie 44tonnes et à donfe en tout terrain suspendu comme une DS (barre de torsion) voilà pourquoi.1 point














