Classement




Contenu populaire
Contenu avec la plus haute réputation dans 28/10/2020 Dans tous les contenus
-
C'est trop fastoche Yo ! Bon gré, mal gré, dernièrement tu as gardé le poisson de ton voisin et comme ton voisin c'est un abruti et que tu n'est pas ichtyophile alors tu lui as fait un superbe aquarium, tadaaaa ! Surströmming.mp42 points
-
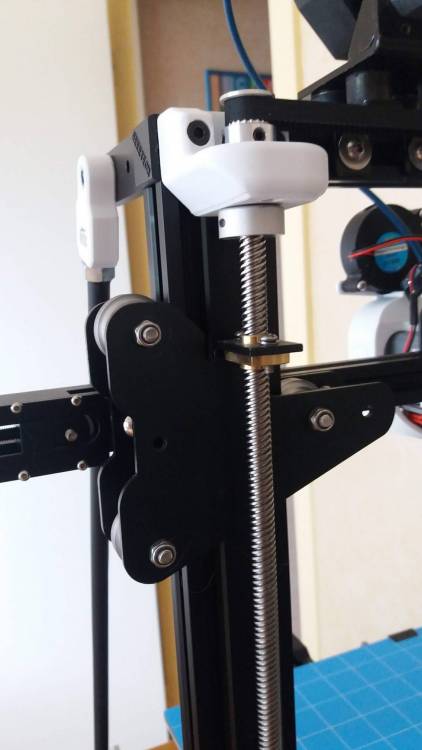
Enfin reçu ! monté et CA FONCTIONNER PARFAITEMENT ! je suis soulagé, du coup il s'agissait bien d'un moteur défectueux. j'en ai eu pour 9€ de ma poche. Ridicule qu'il n'aie pas eu envie de me le remplacer gratuitement... par contre c'est difficile de remonter la courroie car aucun système de tension de cette dernière du coup il faut faire attention de ne pas la sectionner.2 points
-
Maintenant que les choses ont été dites et que tout est clair pour tout le monde (enfin je le pense), je suggère de s'asseoir autour d'une e-binouze et de réfléchir à comment la faire tenir dans une super choppe viking qu'on rêve d'imprimer. Quand on regarde l'existant, la plupart du temps les design "foodsafe" sont l'équivalent des caches-pots. Il y a toujours un contenant pour garantir l'étanchéité et éviter le garde-manger pour les bactéries. Je me pose la question, jusqu'à quelle taille une porosité est-elle néfaste pour l'alimentaire ? Car au microscope, toutes les matières, peu importe le traitement de surface, comportent des anfractuosités... Je pose la question, car il me revient en tête une technique que j'ai découvert récemment : Je ne sais pas si l'état de surface après dissolution du sel est suffisant pour de l'alimentaire. Avec du sel très très fin on doit pouvoir obtenir quelque chose d'intéressant.2 points
-
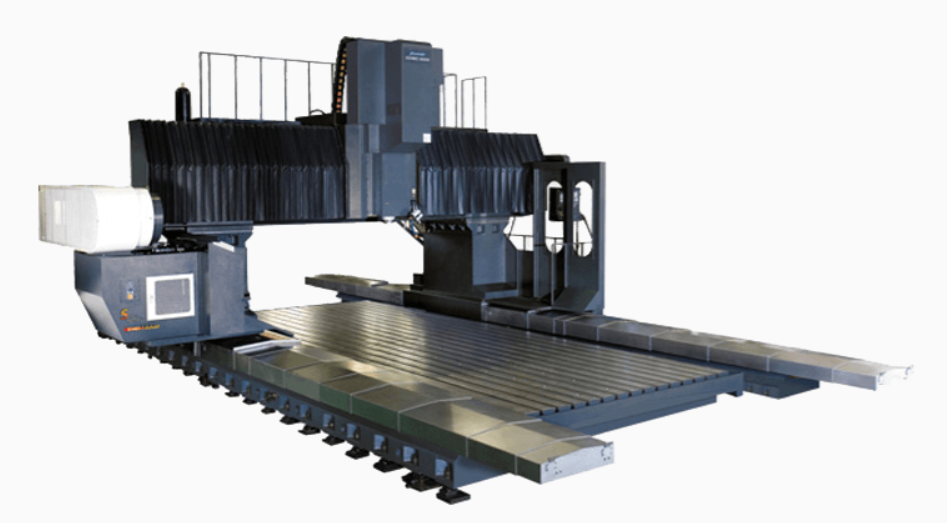
Pour avoir monté (dans une autre vie) des machines de taille respectable je peux témoigner que mettre un peu de jeu à une glissière qui force en intercalant du clinquant calibré, c'est monnaie courante, surtout si la machine est si grosse qu'elle ne peut plus être démontée !
 2 points
2 points -
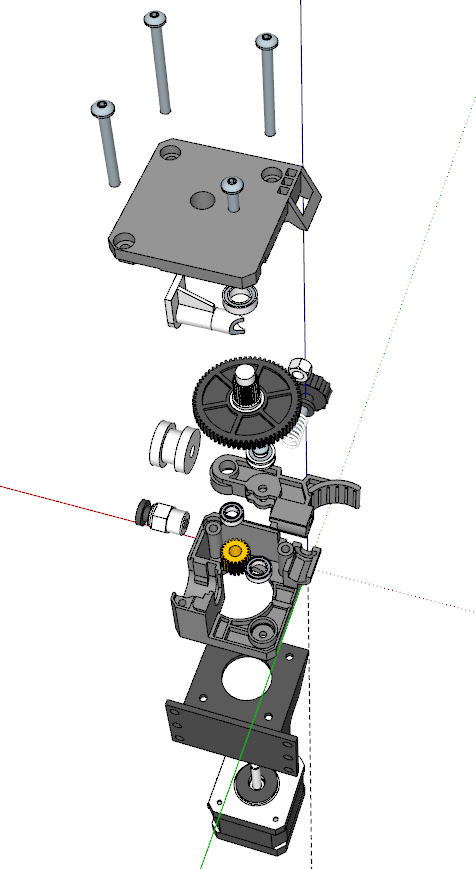
Çà a l'air joli comme tout ça. C'est un mix a toi pour un extrudeur 3:1 ou celui existant sur la tronxy ? Si c'est une création à toi, il fait combien d'épais ? j'aime bien mes BMG mais je les trouves un peu trop mastoc.1 point
-
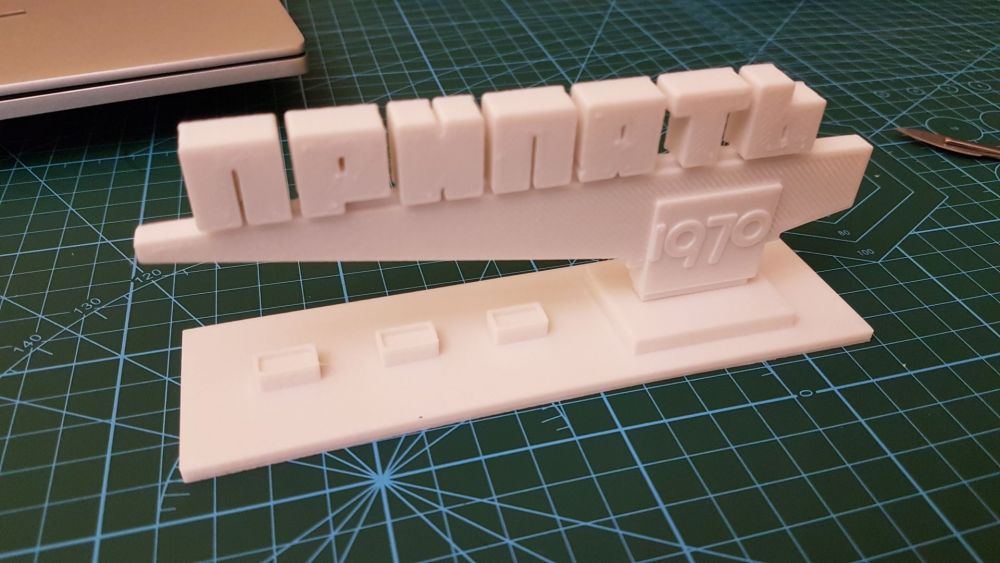
Une boîte pour mettre les masques usagés (contrairement à moi qui mets le même depuis le début)
 1 point
1 point -
Et oui, la vie de maker de fil comporte bien des vicissitudes, même avec une grande cape et un beau destrier.1 point
-
La Titi's procédure a été faite pour ça N'hésites pas a remercier les contributeurs avec le coeur1 point
-
J'y ai passé pas mal de temps mais c'était intéressant !
 1 point
1 point -
et oui avec un firmware fini et aboutit le je serai surement ainsi avec des retrait en plus : M420 G29 M500 M212 ... Je propose pas le gcode parfait mais celui que j'utilise pour l'instant vu les bugs des diffèrent firmwares actuel . il est certain que cela vas évoluer selon les version mais voilà pour ceux qui sont ou seront dans la muise au début il auront une piste lollll pour pas trop s'arracher les cheveux1 point
-
comme tu écris que tu fais un calcul de rentabilité, n'oublie pas d'ajouter un pourcentage de rebut car tu en auras pour diverses raisons (exemple défaut d'accrochage du fil car après avoir becté ton Kebab tu as touché le plateau avec tes doigts gras) si tu ajoutes 15% tu dois pouvoir t'y tenir.1 point
-
Tu fais cancel ou arrêt d'urgence? Normalement avec le premier tu dois pouvoir déplacer la buse après coup. Tu peux personnaliser beaucoup de choses avec Klipper et son système de macros. Le plugin OctoKlipper permet aussi de rajouter des boutons macros faciles d'accès dans octoprint. Si tu veux un comportement particulier lors du cancel je te suggère de créer une macro spécifique dans le fichier printer.cfg et y faire appel dans OctoKlipper. Il est également possible de personnaliser le menu accessible avec l'écran, et y rajouter par cette macro ou remplacer la fonction d'origine. edit: Je n'ai pas testé mais ceci devrait écraser le comportement d'origine de cancel. [gcode_macro CANCEL_PRINT] rename_existing: BASE_CANCEL_PRINT gcode: ... BASE_CANCEL_PRINT A rajouter dans printer.cfg. Remplace les ... par les commandes GCODE que tu souhaites, ex: G1 X0 Y01 point
-
Salut, Merci pour ta réponse, l'extrudeur avait bien un default en faisant un calibrage, grâce au marqueur sur le filament je me suit aperçu que le filament n'était plus entrainé de temps a autre dans la gaine donc j'ai resserrer la vis ressort a l'extrudeur et c'est rentré dans l'ordre, après quelques (5 ou 6 ) calibrage d'extrudeur comme indiqué dans ton post l'extrudeur me tire bien les 100mm et il me reste bien 10mm a l'entrée de l'extrudeur. Il me reste plus qu'a réglé l'axe des X car sur une hauteur de cube 20mm il m'imprime un cube d'une hauteur de 19.20mm . En tous cas merci pour ta rapidité a répondre, tu a résolu mon problème1 point
-
Hello, Perso j'ai appris à me méfier des annonces d'Adobe ... Par exemple, cela fait des années que l'on a tous les ans des vidéos de démonstrations sur les nouvelles moutures de photoshop nous montrant à quel point le détourage est devenu simple ... J'ai commencé sous la version 6.1 (pas cs6.1, non, 6.1), et depuis, rien a vraiment changé, on utilise toujours les lassos, pourtant on a des vidéos montrant la révolution de la nouvelle version. Nous connaissons tous ici les problèmes des scans 3D (et toi @Bosco2509 tu es surement un des mieux placé sur le sujet), pour avoir des résultats passable, cela prends des centaines de photos et des heures complètes de retouches (les retouches servant plus généralement à cacher les défauts qu'autre chose...), et on nous propose ici un outils qui est capable entre autre de : - Générer une volumétrie spatial sans même avoir fait le tour de l'objet - Générer un modèle 3D sans retouches - Imaginer les limites physiques de l'objet sans les lui donner Mouais... perso j'ai des doutes hein, mais bon, je ne demande qu'à avoir tort Au passage, l'article rédigé sur le blogue ne correspond pas à ce qui est dit dans la vidéo Edit : le dernier Iphone embarque du Lidar, ça explique peut être aussi pourquoi s'en est un sur la vidéo1 point
-
Salut, Je te renvoie vers une réponse que j'ai fournie récemment. La calibration de l'extrudeur devrait être un bon début, je pense.1 point
-
Ne pas perdre de vue que nous sommes ici sur un foirium de LOISIRS et que la bonne humeur, la rigolade et l'empathie doivent impérativement dépasser les questions d'égo. @divers tu devrais pouvoir sans trop de douleur avoir un discours un peu plus "mainstream" qui ne défrisera personne.1 point
-
Salut , Pour complété un peu les infos je vous propose mon gcode de démarrage a ajusté selon vos besoin et paramètre M502 M501 G28 ; home all axes M92 E424 ;Définir les steps/mm M106 S0 ; turn off fan M201 X2000.00 Y2000.00 Z100.00 E10000.00 ;Setup machine max acceleration M204 P2000 R2000 T2000 M212 Z-0.85;Set Bed Level Sensor Offset M218 T1 X-21 Y-27 ;Set Hotend Offset M220 S100 ;Reset Feedrate M221 S100 ;Reset Flowrate M301 P8.7 I0.41 D46.1 M420 S1 Z0 G29 M500 G1 Z5 F3000 ; lift G1 X20 Y10 F1500 ; avoid binder clips G1 Z0.2 F3000 ; get ready to prime G92 E0 ; reset extrusion distance G1 X120 E10 F600 ; prime nozzle G1 X150 F5000 ; quick wipe amusez vous bien première couche excellente ainsi ,après l'ajustement manuel évidement hein1 point
-
Oui, elle fait du MBL à chaque début d'impression, réglable de 9 à 245 mesures (grille de 7x7 et 5 mesures par point), avec compensation de la température du capteur inductif et de l'effet des aimants sous le plateau. Mais elle va plus loin que ça, elle fait aussi une calibration des steps XYZ automatique ainsi qu'une compensation de la perpendicularité (skew) grâce à des points de référence placé à l'intérieur du plateau, de sorte que le premier cube que tu imprimera fera bien 20.00mm de côté et sera bien perpendiculaire. Le seul et unique réglage nécessaire est l'offset Z que la machine ne peut pas mesurer/deviner. Mais une fois réglé, tu n'y reviens plus jamais. Si tu as plusieurs plateaux, le réglage peut être mémorisé pour chacun d'entre eux. Pratique pour jongler entre un texturé et un lisse.1 point
-
Ouais j'étais là dedans aussi. (plus côté CN que méca, mais quand y faut y faut) Mettre de niveau une machine de 100m de long ça se fait (faisait) avec une sorte de "rigole" provisoire pleine d'eau qui en fait le tour complet (comme un chéneau suspendu). Le niveau de l'eau est la référence d'horizontalité absolue. Imagine une sorte de pied en fonte qu'on déplace sur la table comme un support de comparateur, sauf qu'à la place du comparateur il y a une aiguille verticale très pointue. Le jeu consiste à ce que l'aiguille touche la surface de l'eau de partout. Le contact de la pointe de l'aiguille avec l'eau se fait dans une plage oui/non de quelques centièmes. Aujourd'hui avec le laser c'est devenu plus facile.1 point
-
Non, j'ai essayé de regarder dans les vidéos ... Mais on voit que le plateau avancé au maximum ne dépasse pas, mais aucune vue correcte de l'arrière avec le plateau reculé au maximum. J'ai l'impression qu'il n'a pas tendance à dépasser derrière, ou pas tant que cela. Sinon essaies peut être de d'envoyer un mail à JGMaker, ou à un des makers ayant eu les imprimantes en test.1 point
-
Salut @Cabott j'ai remarquer ton épaisseur de couche elle est a 0.01 le diamètre de ta buse est du 0.40 il serai bien de le mettre a 0.30 pour toutes les couches1 point
-
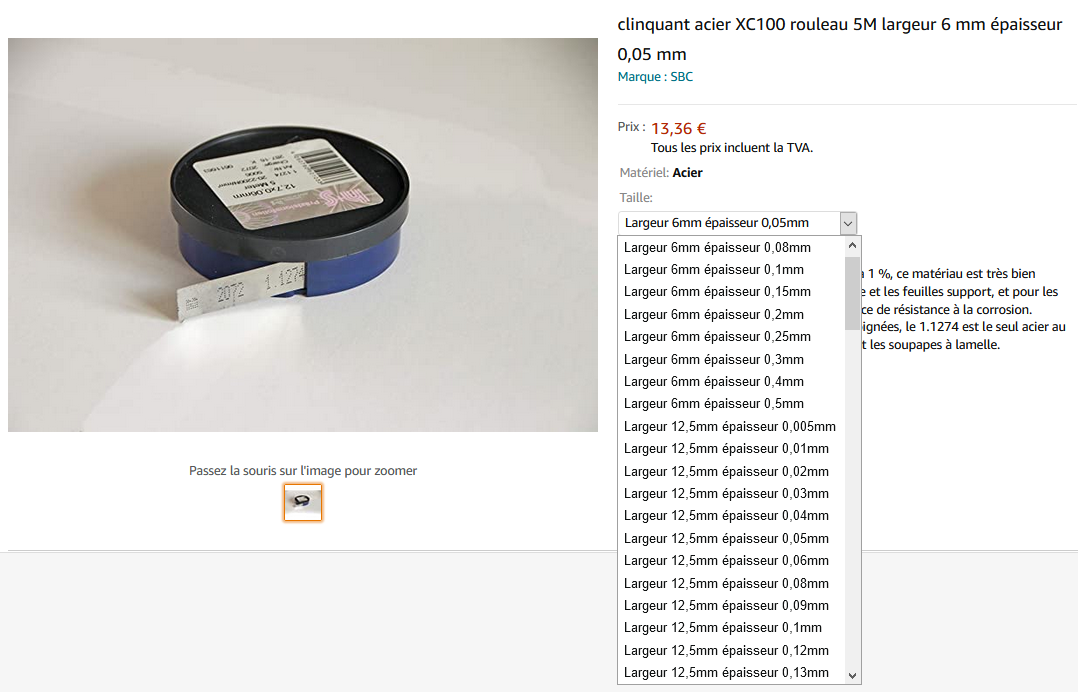
Salut @Grap, pour remplacer tes bouts de papier, tu pourrais mettre du clinquant :
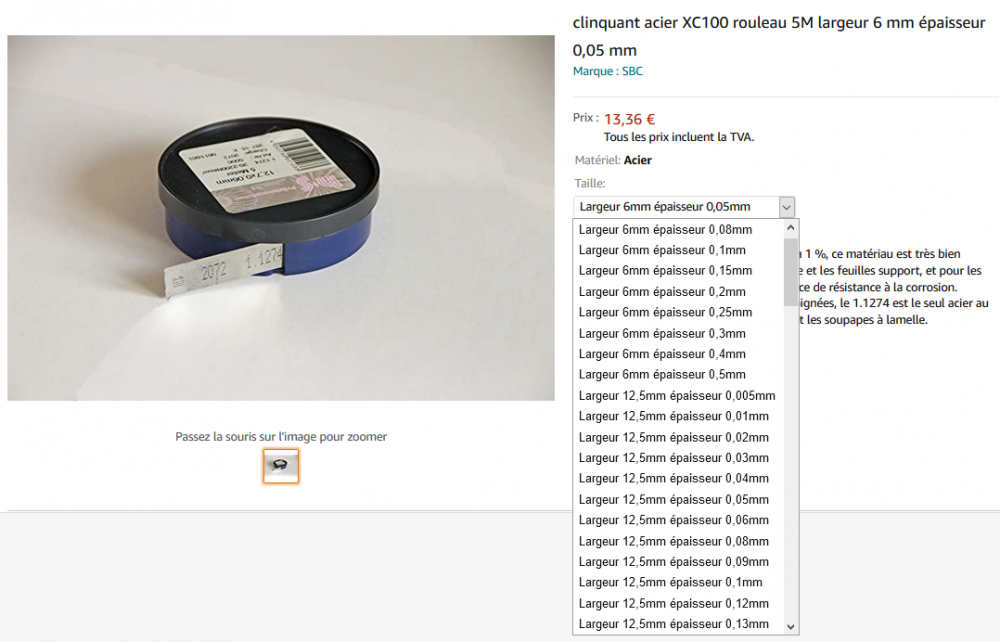 1 point
1 point -
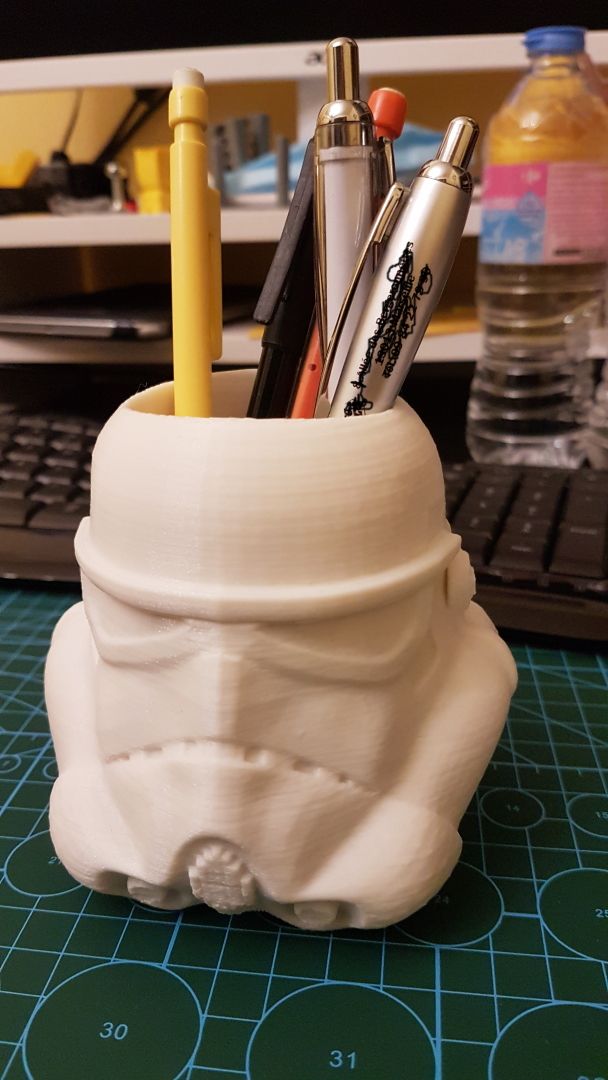
salut, J'ai mis à jour le 1er post avec quelques infos: J'ai réalisé l'étalonnage des dimensions d'impression grace à un petit programme fournis par FLSUN je pense (moi je l'ai trouvé sur Facebook voir lien ci dessous). Maintenant les impressions sont pile poil ! Etalonnage des dimensions d'impression: https://www.facebook.com/groups/2739512036307036/permalink/2744509645807275/ Fichier joint (voir 1er post) how to Calibration size Q5.rar J'ai aussi mis à jour mes start/end code pour d'une part éviter que la buse encore chaude vienne s'écraser sur une impression qui vient de se terminer ( sans ça elle descend de quelques cm qui peuvent être critique quand l'impression est haute!); et d'autre part pour créer une ligne de purge de la buse au démarrage de chaque impression (sinon il faut faire un "skirt" à chaque fois!). Start/end code Cura: Sart gcode printer: G21 G90 ; absolute positionning M82 ; mode absolut extruder M107 T0 ; fan off M190 S{material_bed_temperature} M109 S{material_print_temperature} T0 G28 ; home G92 E0 ; definir position G0 E3 F200 ; extrude 3mm a 200 G92 E0 ; initialise position 0 End Gcode printer (j'ai retiré le M84 pour éviter que le poids de la tète la fasse plonger encore chaude sur l'impression !): M107 T0 M104 S0 M104 S0 T1 M140 S0 G92 E0 G91 G1 E-1 F300 G1 Z+0.5 E-5 X-20 Y-20 F9000 G28 ;X0 Y0 ;M84 ;steppers off retire sinon la tete plonge de qq cm G90 ;absolute positioning Ligne de purge ( 1/2 cercle en périphérie au fond) en ajoutant ce start code dans l'onglet extruder: G92 E0 G0 F6000 X105 Y0 Z.3 ;G3 X0 Y105 I-105 K0 E30 F600 ; 1/4 tour G3 X-105 Y0 I-105 K0 E30 F600 ; 1/2 tour G0 F6000 Z15 G92 E0 Sinon je suis toujours super content de cette imprimante, je constate que les plus gros problèmes que j'ai pu rencontrer viennent de la qualité du filament plus qu'autre chose ( ou en tous les cas du couple filament/paramètres ). Mes plus belles impressions sont avec des bobines de PLA issues d'un lot de 7kg makershop (couleurs fournis au hasard, j'ai eu du bleu, jaune, rouge, blanc, gris, vert de gris, vert métal, et échangé du noir) , et malheureusement ils sont incapables de me donner les références exactes pour que je puisse reprendre les mêmes! J'ai aussi du GEEETECH (Giantarm c'est pareil) pas trop mal. Mes dernières réalisations ( la photo fait ressortir les petits défauts du copper silk mais j'ai imprimé vite et oublié de "cacher le seam")







 1 point
1 point -
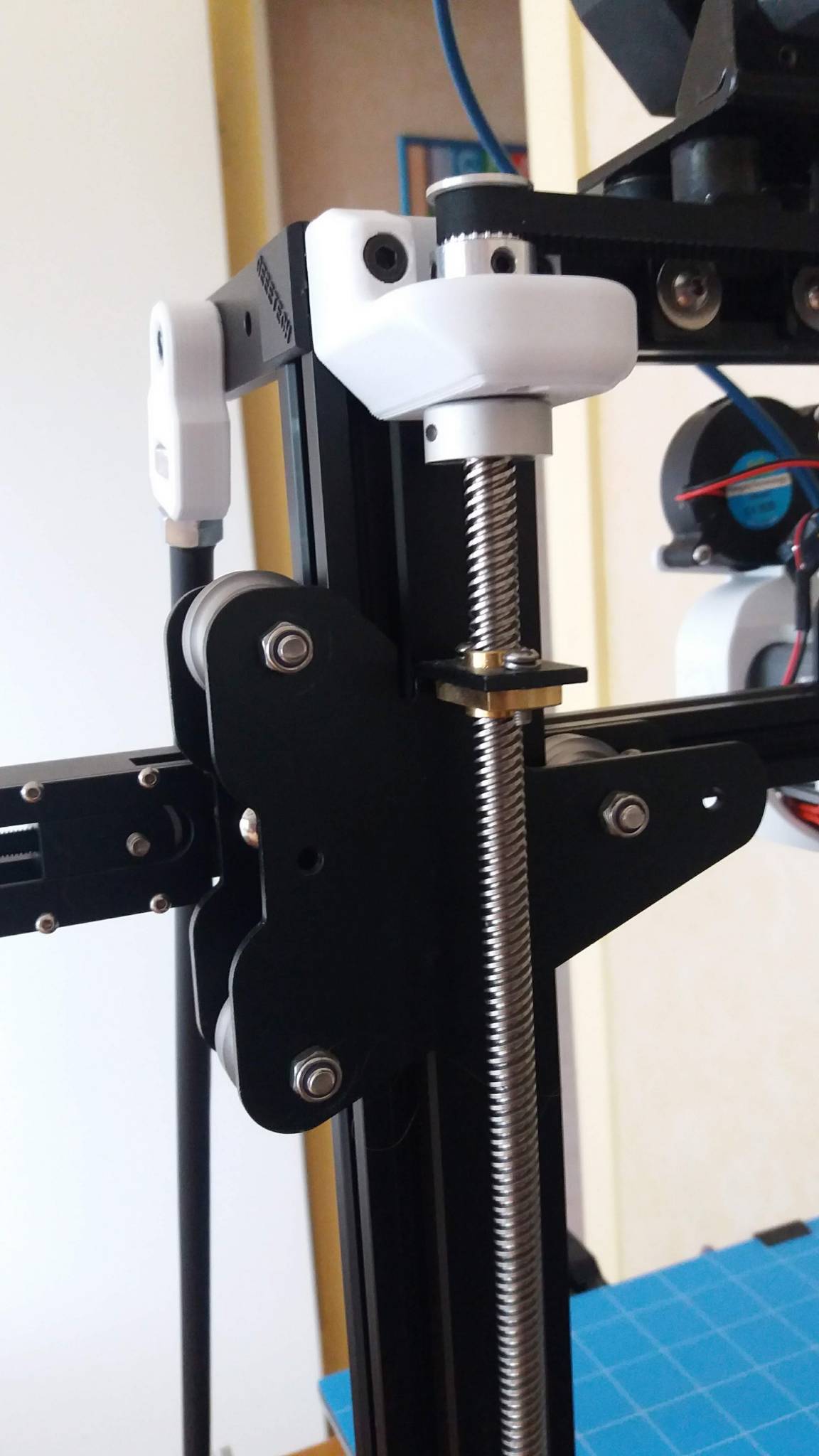
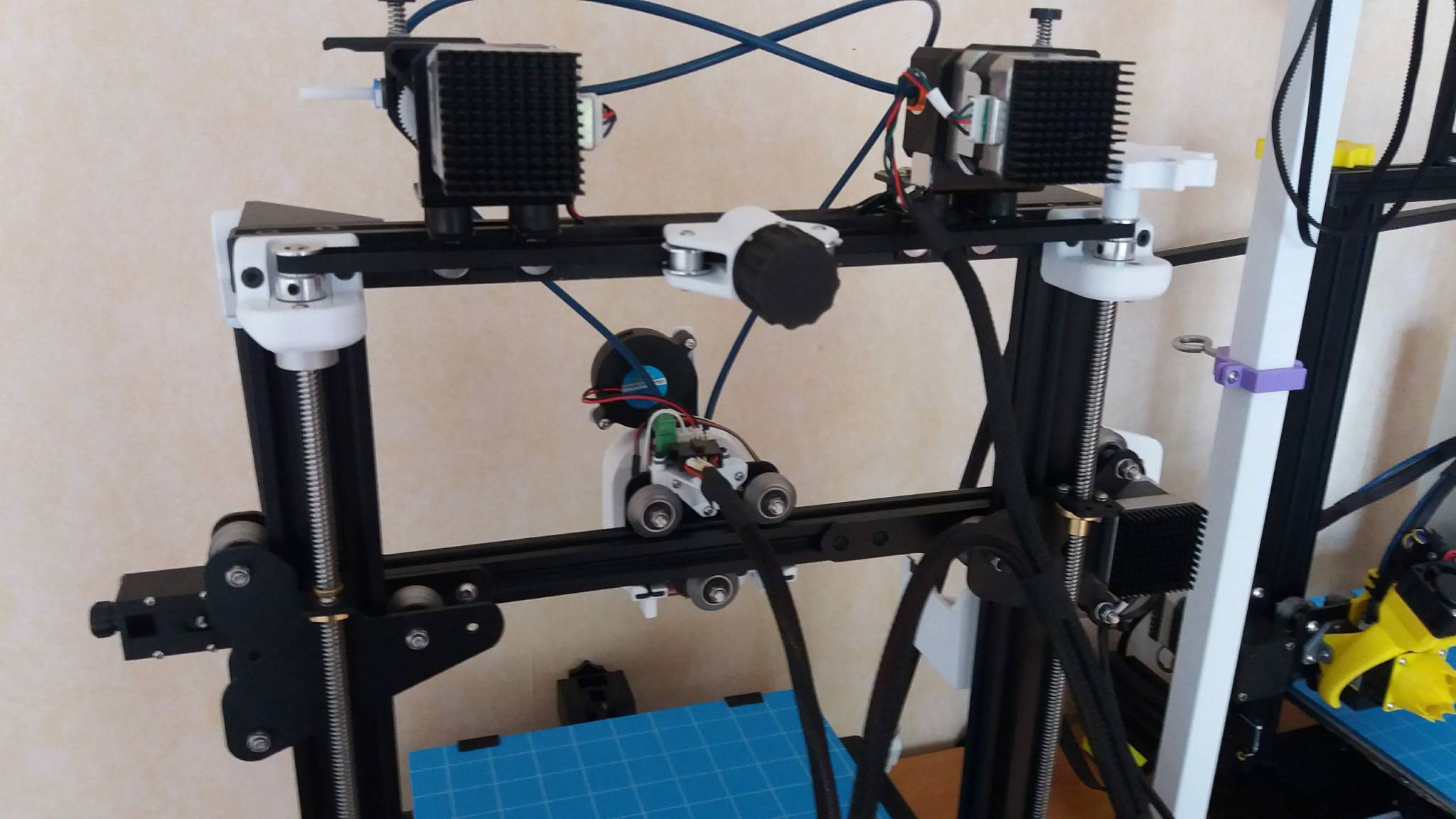
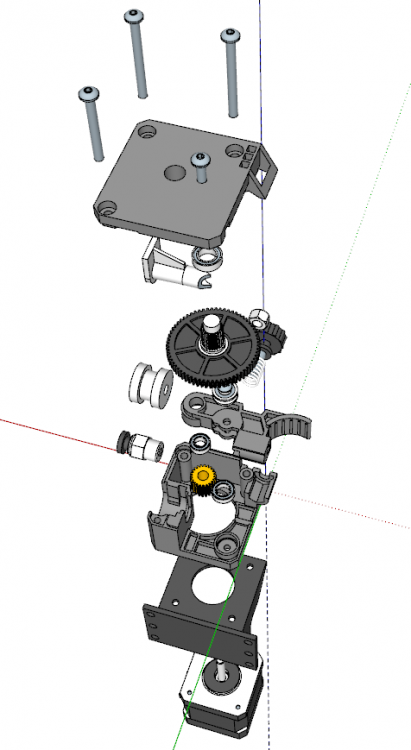
Dernière modification, pose d'un double axe Z synchronisé de @Titi78 et de 2 extrudeurs BMG de trianglelab.


 1 point
1 point