Classement




Contenu populaire
Contenu avec la plus haute réputation dans 11/11/2020 dans Messages
-
Salut je suis toujours sur la version marlin 6.2 et je n'ai pas de stress en particulier tout fonctionne bien . la je suis sur un print de Jack Suly lolllll format xl hauteur 65CM +- si je ne me trompe pas ...
 2 points
2 points -
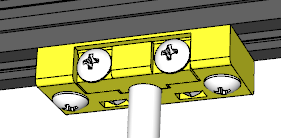
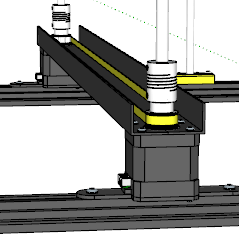
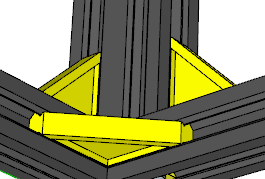
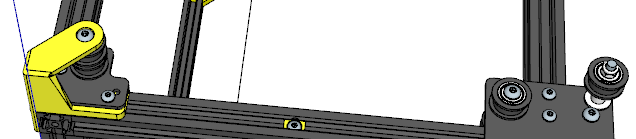
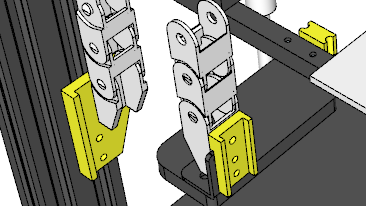
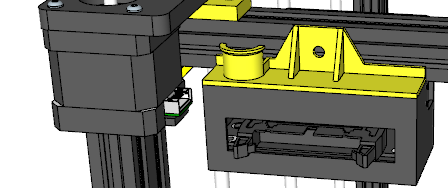
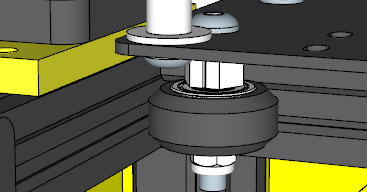
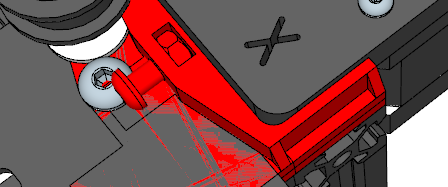
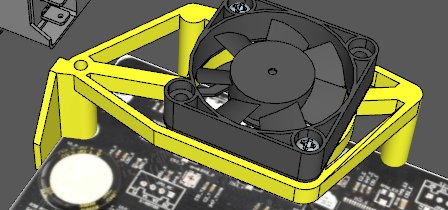
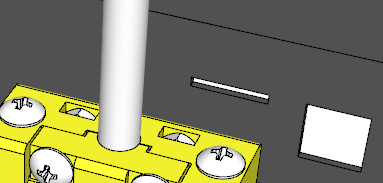
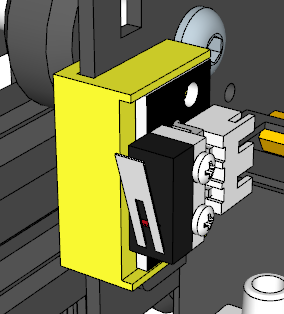
Hello la compagnie , donc le petit résumé des tops et des flops de mon montage: Les tops: les brides de tenue des tiges de guidage Ø8 j'ai du m'y reprendre à 2 fois pour les concevoir mais la dernière version me va bien. C'est facile à régler et ça ne met plus de contrainte dans les profilés supérieurs qui sont donc bien rectilignes. la courroie de synchro des moteurs Z conception simple et ça marche bien. Les profilés protègent la courroie et vont me servir aussi de support pour le parcours du câble du moteur Z2 Les cales sous vis pas de fluage, j'ai du démonter deux vis après assemblage et le couple de desserrage était bon. Une fois tout assemblé la rigidité est au rdv. Perso, je mets un peu de graisse sur chaque pas de vis car le coupe acier/alu a tendance à gripper. Les équerres d'angle à glisser Ça tient bien la géométrie du cube. je les ai numérisées à 30 mm de longueur et il ne faut pas plus sinon ça touche avec d'autres éléments au montage. Franchement, je conseille de les mettre. le réalignement des poulies des chariots Y. Ça demande un peu de travail et l'achat de visserie et rondelles mais avoir chaque courroie dans un vrai plan et qui travaille en ligne, ça me semble primordiale pour une coreXY. Les adaptateurs pour les maillons de la chaîne XY. Ça peut sembler du détail mais une chaine qui fini par toucher les courroies, ça ne le fait pas. Les adaptateurs orientent les premiers maillons vers le haut de 3° afin de compenser. les adaptateurs pour la chaine Z Avec le décalage du boitier de connexion de la nappe, j'avais besoin de rentrer en Y la chaine de 11 mm pour éviter qu'elle touche, au passage comme pour le XY ça assure l'orientation. le décalage du boitier de connexion de la nappe Avec ça la nappe est presque en ligne avec la sortie dans le boitier de cm et le connecteur sup ne travaille plus à l'arrachement dans le sens des clips. La gaine fait aussi une boucle simple plus sympa. le profil X5SA sous Ideamaker 4.0 ??? je galère avec Cura (alors que nickel pour la Ender-3) et mon premier essai avec Ideamaker me semble plutôt bien...benchy en cours d'impression. (NEW) Le plateau alu dont la planéité est relativement bonne (défaut maxi dans les 0,2, je trouve ça honnête pour un plateau de 400x400 ! ) Les flops: montage de 3 équerres d'angle en trop et oui, excès d'optimisme et méconnaissance de la bête au moment d'assembler le cube ! Il y a une équerre qui ramponne avec le boitier de la CM dans le coin bas droit et deux qui ramponnent avec le débattement tout arrière des chariots Y. Et bim ! les platines de tension de courroie sur les moteurs XY donc effet collatéral, ben, ces platines sont aussi en ramponneau avec les chariots Y, donc game over, il faut que je retrouve un système de tension moins volumineux. les guidages linéaires pour l'axe Z les 4 HS en sortie du carton avec des billes carrées et des fissures dans les corps plastiques les clés 6 pans d'origine comme disait Dominique dans sa vidéo de Guero-Loco pour la X5SA: "c'est une plaisanterie". J'ai utilisé les clés 6 pans de ma Créality. le câble de connexion USB j'ai fait des essais d'impression à partie de Cura avec la carte SD et à partir de la connexion USB. Avec le câble, j'ai des boursouflures dans les courbes...il faudrait que j'essaye avec un autre câble mais comme j'ai d'autres problèmes avec Cura, je vais voir plus tard. le ventilateur du boitier de la carte mère et son support Trèèèèèèèèèès bruyant. Monté sur un support->pareil , puis monté sur caoutchouc->pareil , puis emmitouflé dans une bande de feutre autocollante->pareil..........donc commande d'un nouveau ventilateur en 4020 qui tourne moins vite et souffle plus et surtout qui ne devrait faire que 25dB. A voir. l'accès au lecteur de carte micro SD Pas facile sur le coté droit juste derrière une des tiges Ø8 mais en plus, la CM semble un poil haute à l'intérieur du boitier et ça frotte à chaque introduction de la carte SD. Un coup de lime à mettre au prochain démontage que je vais faire pour le remplacement du ventilo la qualité des courroies elles sont vrillées, je pensais que dans le temps et la tension ça irait mieux mais...c'est une déformation rémanente donc achat de nouvelles courroies en cours. Le profil X5SA sous Cura 4.7.1 c'est la fête aux blobs...rien n'y fait, même avec une rétraction de 9 mm...je viens de charger la V4.8, on va voir ( EDIT: ça semble mieux avec le 4.8 ! ) le raccord entre le lit chauffant et le boitier il y a une sur-longueur des câbles et pour le moment je n'ai pas trouvé un hygiénage correct... (NEW) Le support pour le contacteur fin de course X ce n'est pas un flop complet mais il est compliqué à monter. A refaire je chercherai une solution pour le mettre un poil plus haut et éviter le ramponneau du connecteur avec le capot métallique qui est juste derrière ! (NEW) Les 6 vis M4x35 en inox de fixation du plateau chauffant qui sont pourvues de têtes bombées et pas de tête fraisée ce qui ne permet pas de réaliser un assemblage correct mais en plus nécessite d'en meuler les tête pour que le plateau au dessus puisse appuyer à plat...nul ! (New) Le buildtak d'origine collé sur une plaque d'alu donc non déformable et sur lequel le PLA adhère vraiment de trop (solution passer un peu de wd-40 dessus de temps en temps pour en réduire l'adhérence). Voili voila et j'ai encore des modifs dans les cartons...


 2 points
2 points -
2 points
-
Bonjour, Ton problème est typique d'un mauvais remontage de la buse ou bouchage suite à l'usure (fonte) du bout du tube plastique PTFE. Pour changer la buse, il faut suivre la Titi procédure (j'ai rien inventé mais ça fait du bien de se faire plaisir) En premier avant d'utiliser la Titi procédure, il faut dégager la machine en Z assez haut pour pouvoir passer les outils et bien voir la buse. Sinon c'est galère ! En deuxième avant d'utiliser la Titi procédure, il faut lire la Titi procédure en entier pour être bien sure d'avoir compris la manip ! En troisième avant d'utiliser la Titi procédure, ne pas hésiter à poser des questions avant de tout démonter pour améliorer la Titi procédure Avis important : faire attention aux câbles de la tête Avis important: la Titi procédure n'engage aucunement Titi78 en cas de détériorations de votre matériel. Elle est décrite ici bien gentiment afin de vous dire qu'elle est aussi décrite dans la section tuto que vous n'avez certainement pas regardé avant de demander de l'aide mais comme le Titi est serviable il a écrit cette tartine pour aider l'imprimeur en détresse ! Voici donc la Titi procédure : 1- chauffer à 190-200° pour bien ramollir le filament et en faire sortir un peu par la buse en le poussant ou en utilisant l'extrudeur. Si votre tête est de type «tube PTFE traversant de part en part pour aller jusqu'au contact de la buse», passer directement au point 4 Si votre tête est de type «full metal», utiliser la méthode «cold pull» des points 2 et 3 2- chauffer à 100° pour avoir un plastique vitreux mais pas liquide et couper bien au ras de la buse le filament qui dépasse 3- enlever le filament en tirant dessus à la main un coup sec pour aspirer le plastoc mou et en sortir les résidus brulés 4- dévisser la buse (attention Sacha c'est chaud (et pas facile à dire vite) 5- enlever le tube plastique PTFE en libérant le pneufit (bague dessus à appuyer tout en tirant le tube) <EDIT / COMPLÉMENT> il arrive que le tube est tellement déformé qu'il ne peut pas sortir en tirant dessus. Dans ce cas il y a 2 possibilités : 5a- Enlever le tube ptfe du pneufit COTE EXTRUDEUR, libérer le pneufit du radiateur coté tète (bague dessus à appuyer pour déverrouiller) et Pousser le tube ptfe pour le faire sortir coté buse (enlevée à l’étape 4) . 5b - Enlever le tube ptfe du pneufit COTE EXTRUDEUR, Dévisser le pneufit du radiateur pour sortir le tube . 6- couper la chauffe, débrancher l'imprimante et laisser refroidir mais on ne démonte pas le heatbreak ni le bloc de chauffe du radiateur. 7- bien enlever toute trace de plastique fondu/carbonisé dans le bloc de chauffe ET à l'intérieur du tube de hotend ET sur la buse en extérieur car normalement le trou devrait être propre suite à l'étape 2 et 3. Faire attention à ne pas abimer les câbles de la cartouche de chauffe et de la thermistance qui sont dans le bloc de chauffe. pour enlever les traces de plastoc je fais passer le tube ptfe à travers le radiateur et si besoin comme tout est encore monté je remet en chauffe pour ramollir et nettoyer à chaud. On peut aussi utiliser la queue d'un foret de Ø 4 (ou 3.8 si on a) pour pousser les résidus coincé à la sortie du heatbreak. Éviter de rayer le heatbreak est préférable cependant comme le filament ne passe pas dans le heatbreak directement mais c'est le tube PTFE qui le traverse et qui guide le filament jusqu’à la buse, cela n'a pas de réelle importance 8- vérifier le bout du tube plastique et le recouper net et perpendiculaire (en cas de défaut cela provoque des fuites qui viennent se carboniser et bouchent la buse ce qui provoque ton problème). Pour cela il y a un outil de coupe sur thingiverse : https://www.thingiverse.com/thing:2436559 9- bien vérifier que tout est propre 10- bien vérifier que tout est propre sinon retour étape 7 11- remontage de l'ensemble en suivant la procédure décrite a partir de l'étape 12 (et pas autrement sinon ça ne marchera pas longtemps) 12- remettre le tube plastique sans verrouiller le pneufit (ne pas remonter la bague) pour qu'il soit a 2 mm de la sortie du bloc de chauffe. le but est de pouvoir revisser à la main la buse et quelle vienne s'appuyer sur le tube et le pousser en serrant. Comme ça le tube est bien en contact avec la buse . 13- visser la buse avec la clé mais pas à fond . if faut qu'il reste 1 mm de réserve de serrage. le but est de visser la buse pour qu'elle pousse le tube PTFE qui n'est pas bloqué 14- relever la bague de verrouillage du pneufit pour bloquer le tube. 15- serrer la buse avec la clé mais pas comme un bourrin pour ne pas casser le filetage dans le bloc de chauffe alu. Comme le tube est coincé cela le plaque contre la buse et permet l'étanchéité tube ptfe/buse. 16- penser à mettre un Merci en utilisant les icones (cœur blanc/bleu pour voir les icones Coupe blanche/violette pour dire Merci) en bas a droite de ce superbe message rédigé avec soin par un canari bénévole (et vole c'est normal pour un canari) Toute ressemblance avec d'autres tutos est normale. J'espère que ce message ne s'autodétruira pas avant plusieurs siècles et qu'il sera ajouté par @fran6p à la liste des tutos jamais lus de ce formidable forum! <Modération> C'est fait </fin> Pour compléter, un schéma indiquant précisément l'endroit (flèche rouge) où un incident se produira si le PTFE n'est pas totalement en contact avec la buse: Et pour que chacun parle le même langage, une représentation des pièces avec leur vocabulaire :

 1 point
1 point -
1 point
-
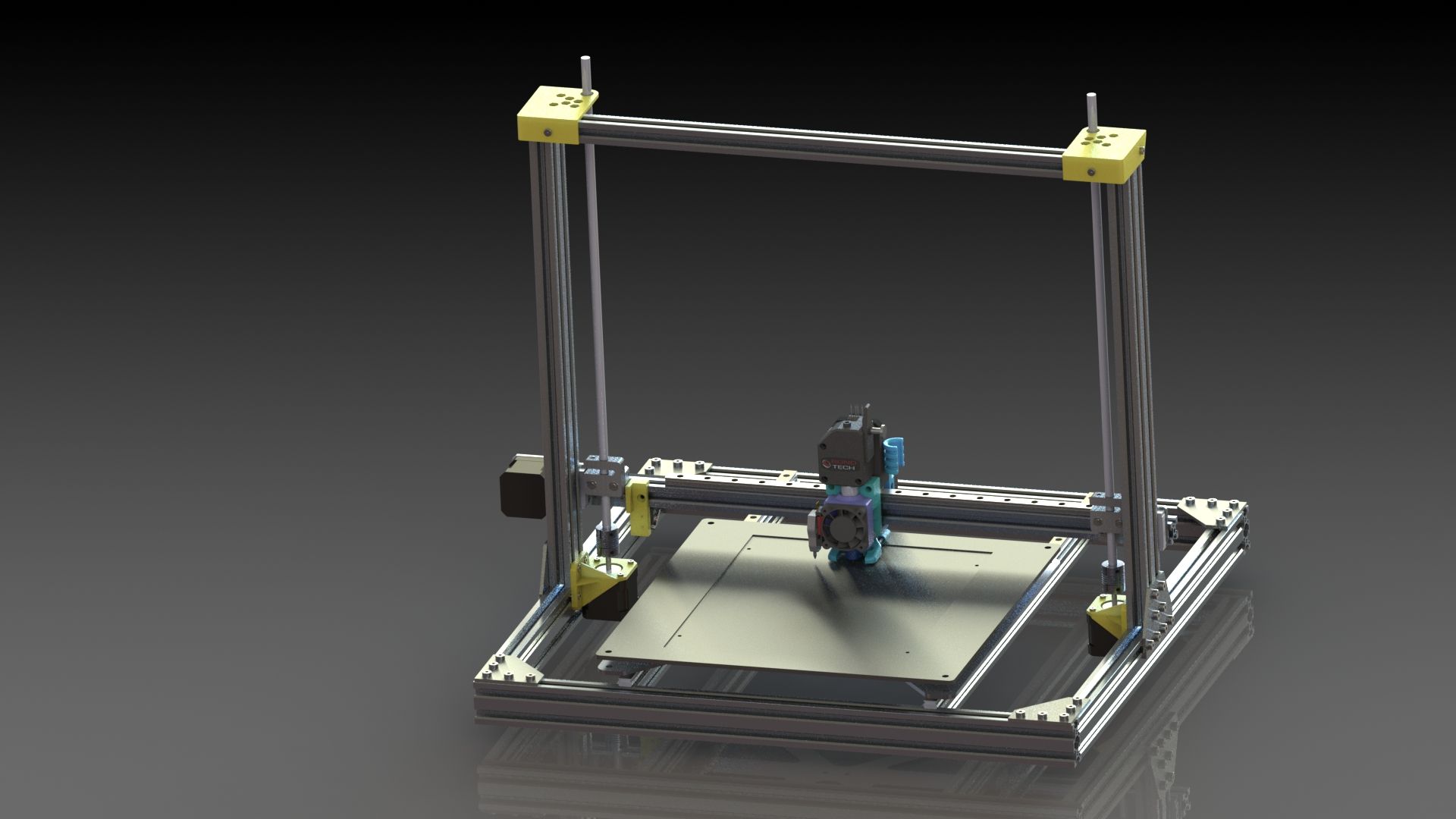
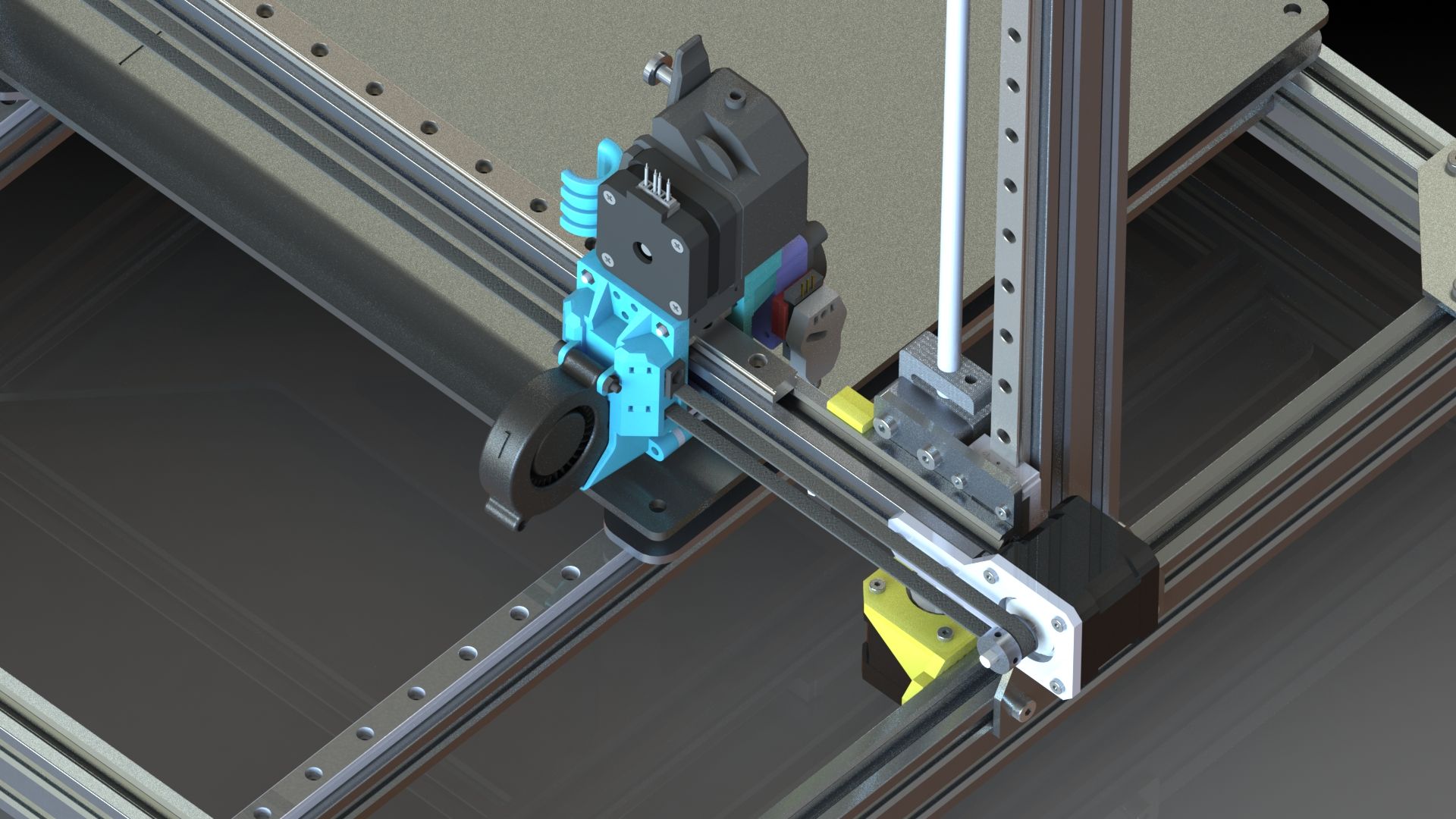
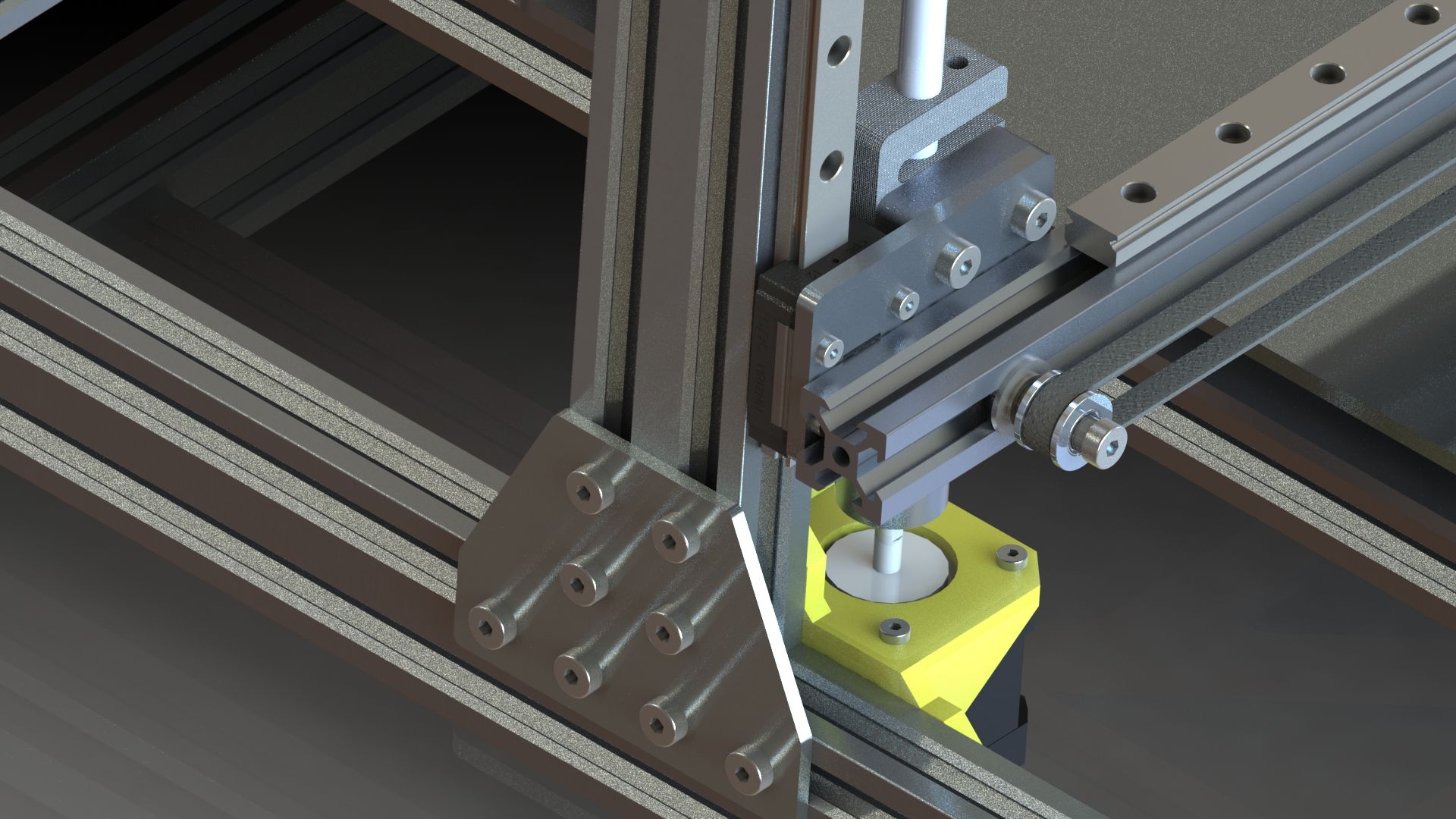
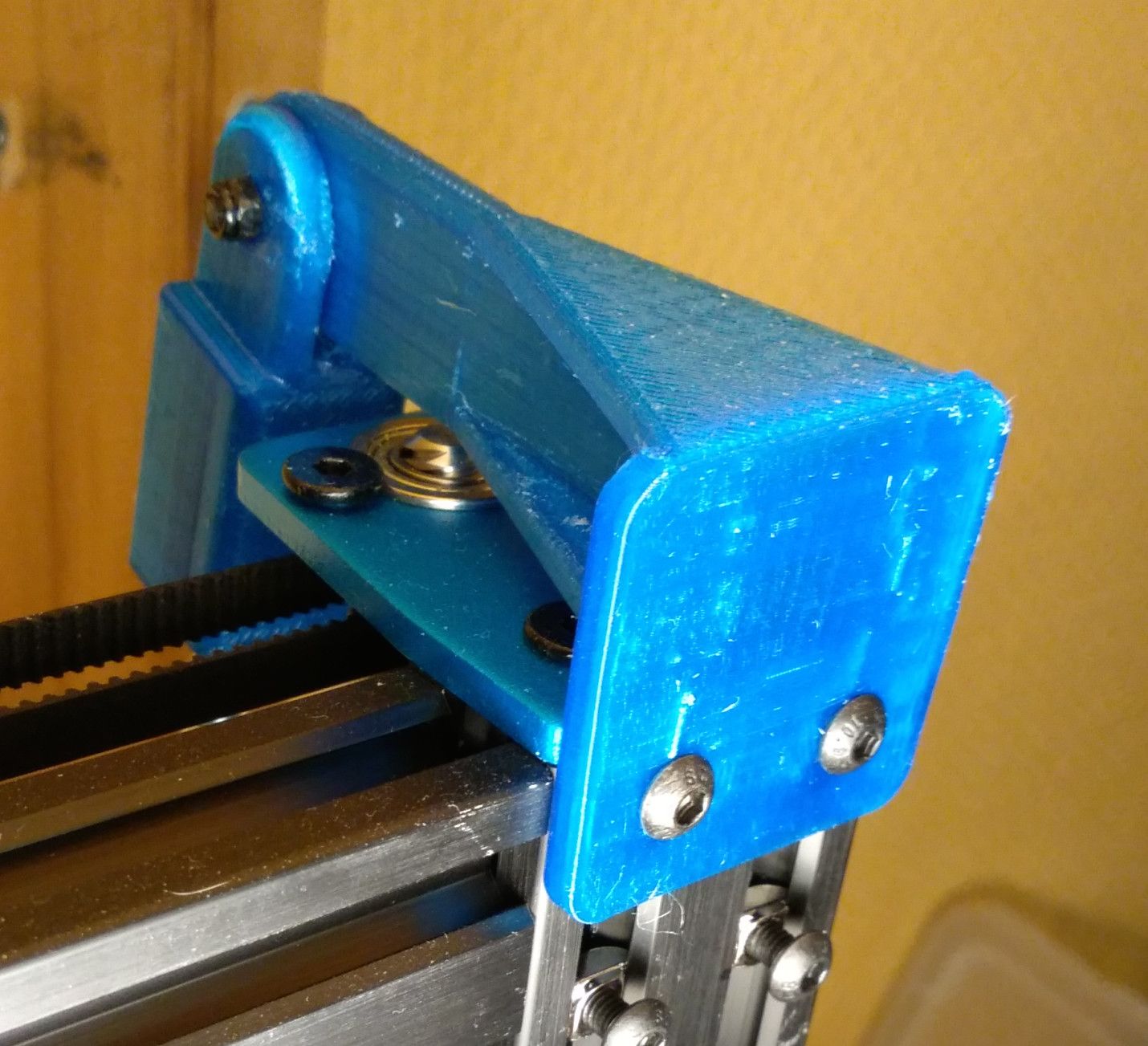
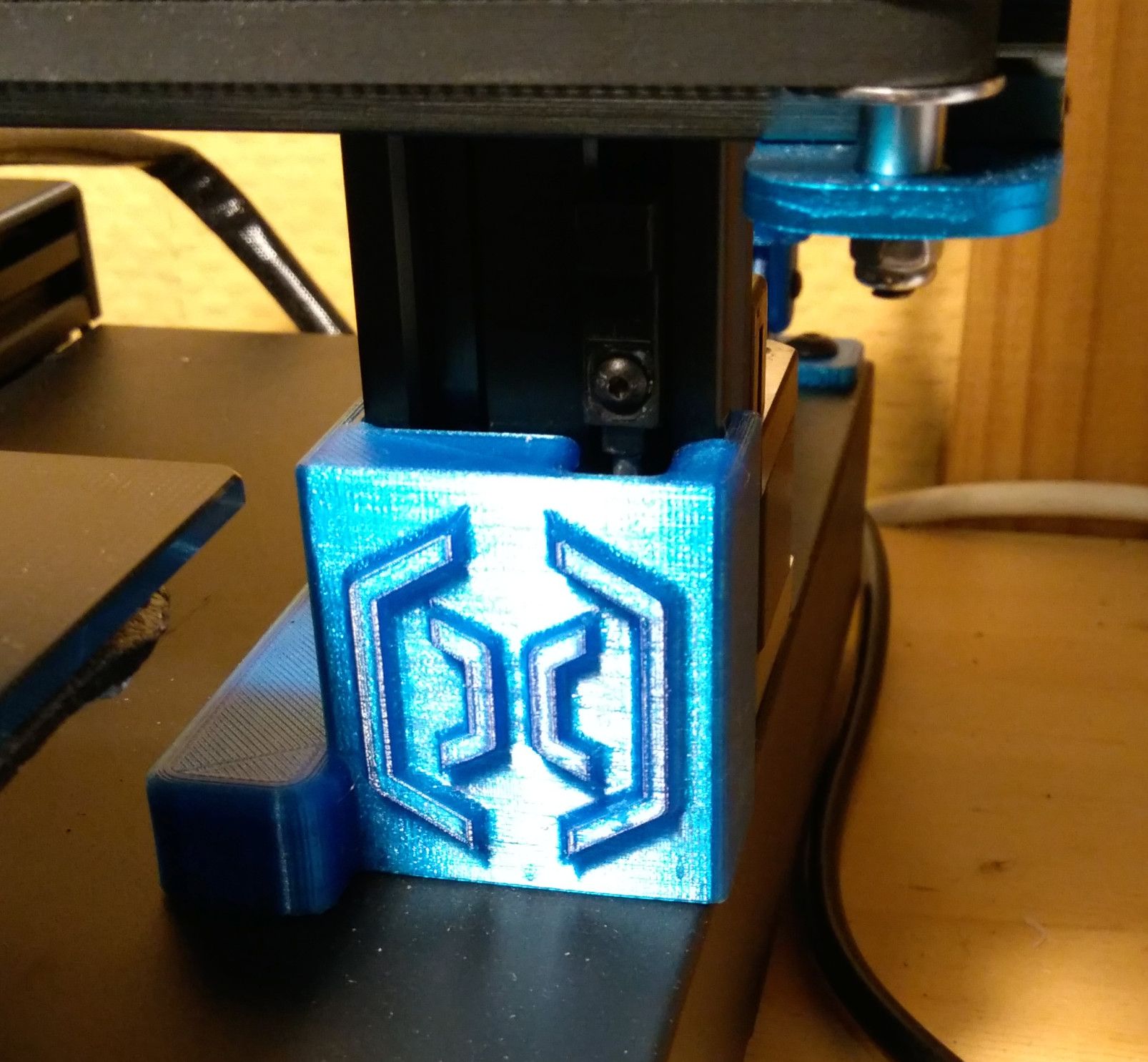
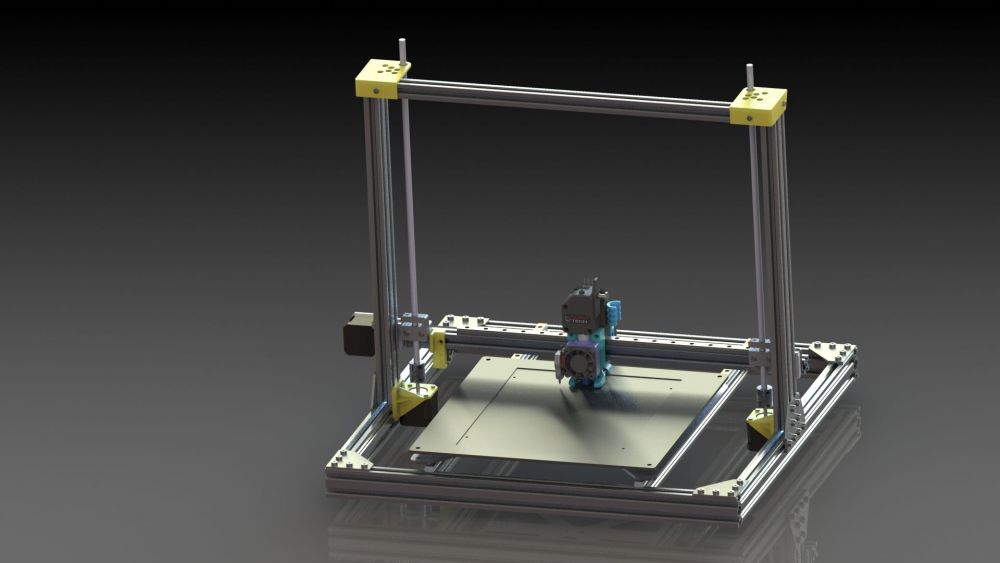
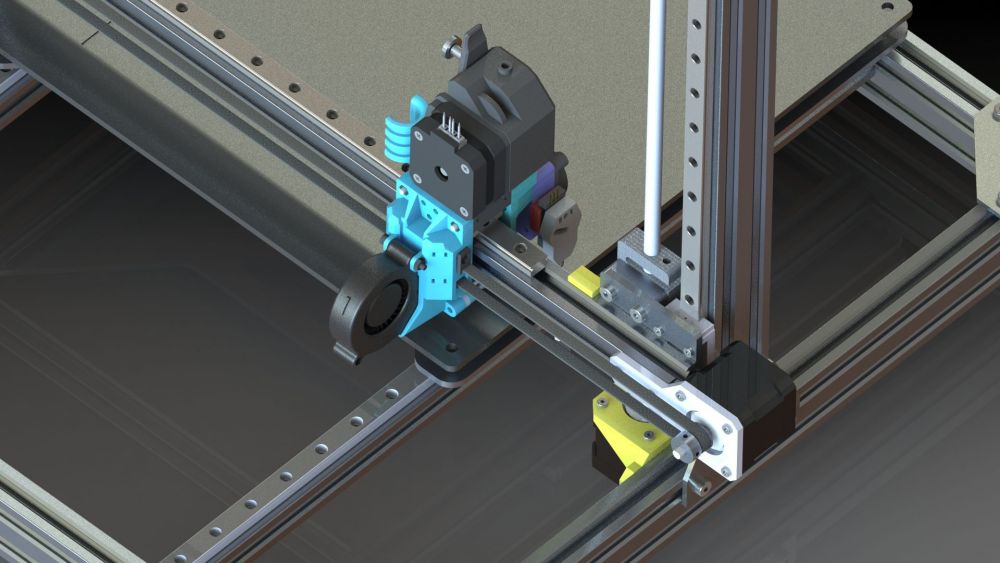
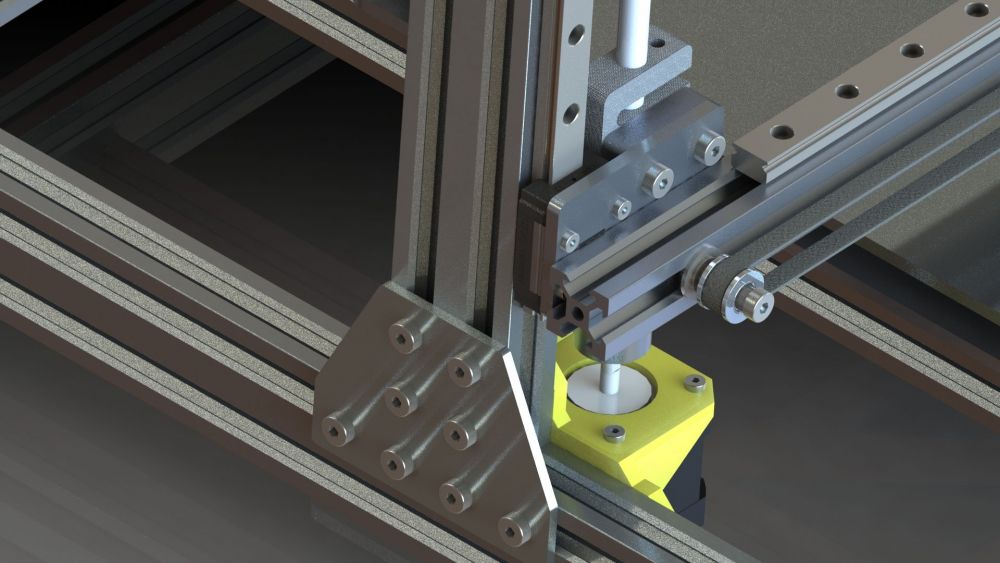
Voila je vous présente mon petit projet en cours pour remplacer mon Anet E10 qui commence a sérieusement partie en vrille. Le but dépiauter l'Anet pour refaire quelques chose de plus sérieux, dans les grandes lignes: Réutilisations de quelques pièces montées sur l'Anet (moteurs, extrudeur BMG, AIO Evo, Touch Mi, rails axe Y volume d'impression: 300x300x300+ (plateau 330x330 avec pad 220V) tous les axes sur rails linéaires minimiser le nombre de pièces imprimés pour la rigidité des différents axes (alu découpe laser) pièces imprimé: chariot X, supports moteurs Z .. euh c'est tout J'ai a peu prêt tout conçu moi même sauf je dois l'avouer la tête d'impression, j'ai piquer l'EVA avec quelques modifs mineurs pour y mettre l'AIO Evo. et le touch mi Une partie des pièces sont commandées, me manque encore les tôles en découpes laser à mettre dans le tuyau, mais j'ai pas terminer le dessin du support du bed. Le reste en image Voila, si vous avez des remarques je prends, tout n'est pas encore figé. Et je suis preneur aussi des bonnes idées pour remplacer par la suite la carte mère Anet par un truc plus sérieux, j'ai en tète une SKR pro + TMC 2209 Mais est ce que c'est le bon choix ? Driver moteur, les mêmes partout ou pas ? Pas compris pourquoi certain parfois en mettent des différents sur l'extrudeur ? A+ Nystao

 1 point
1 point -
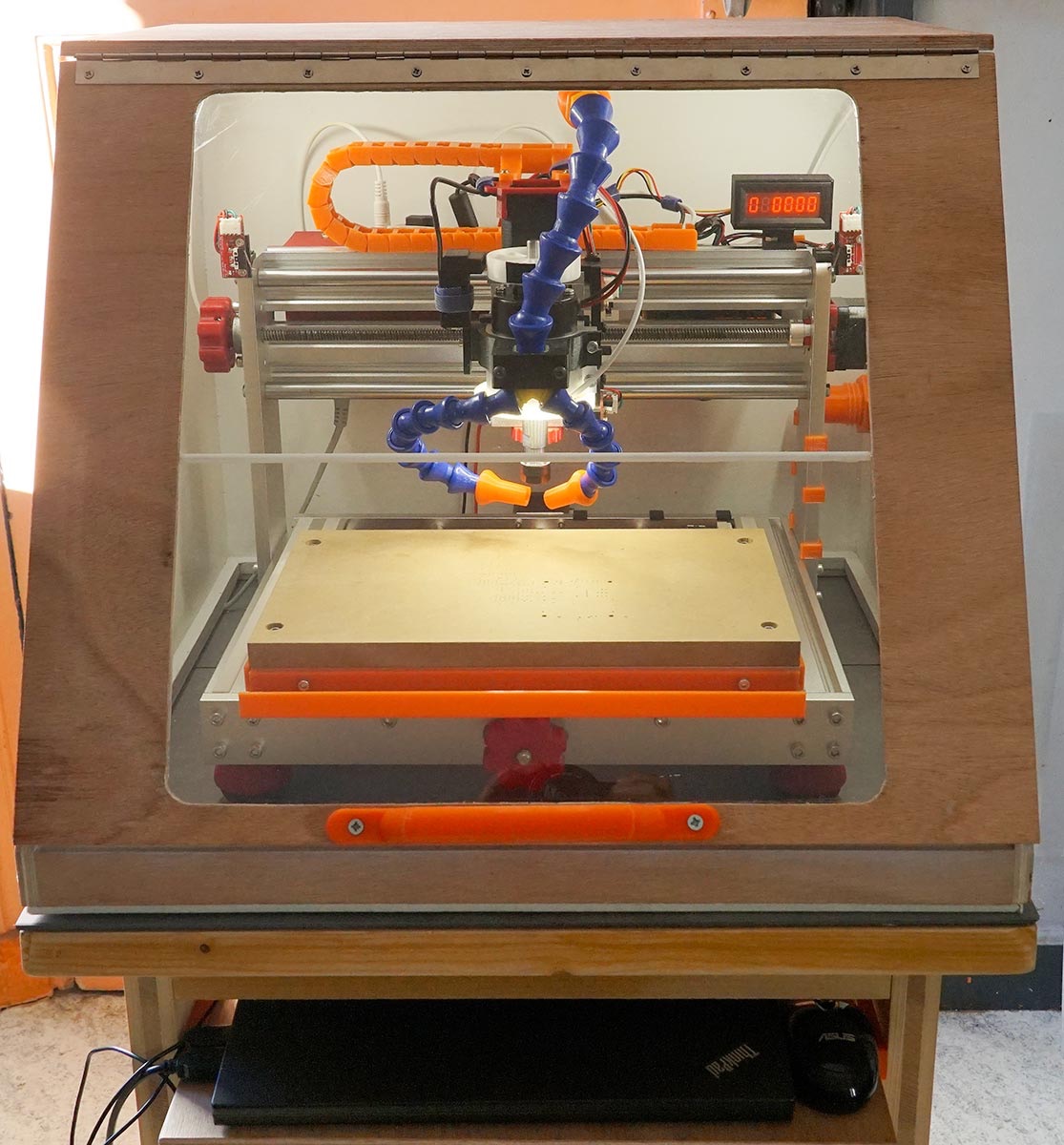
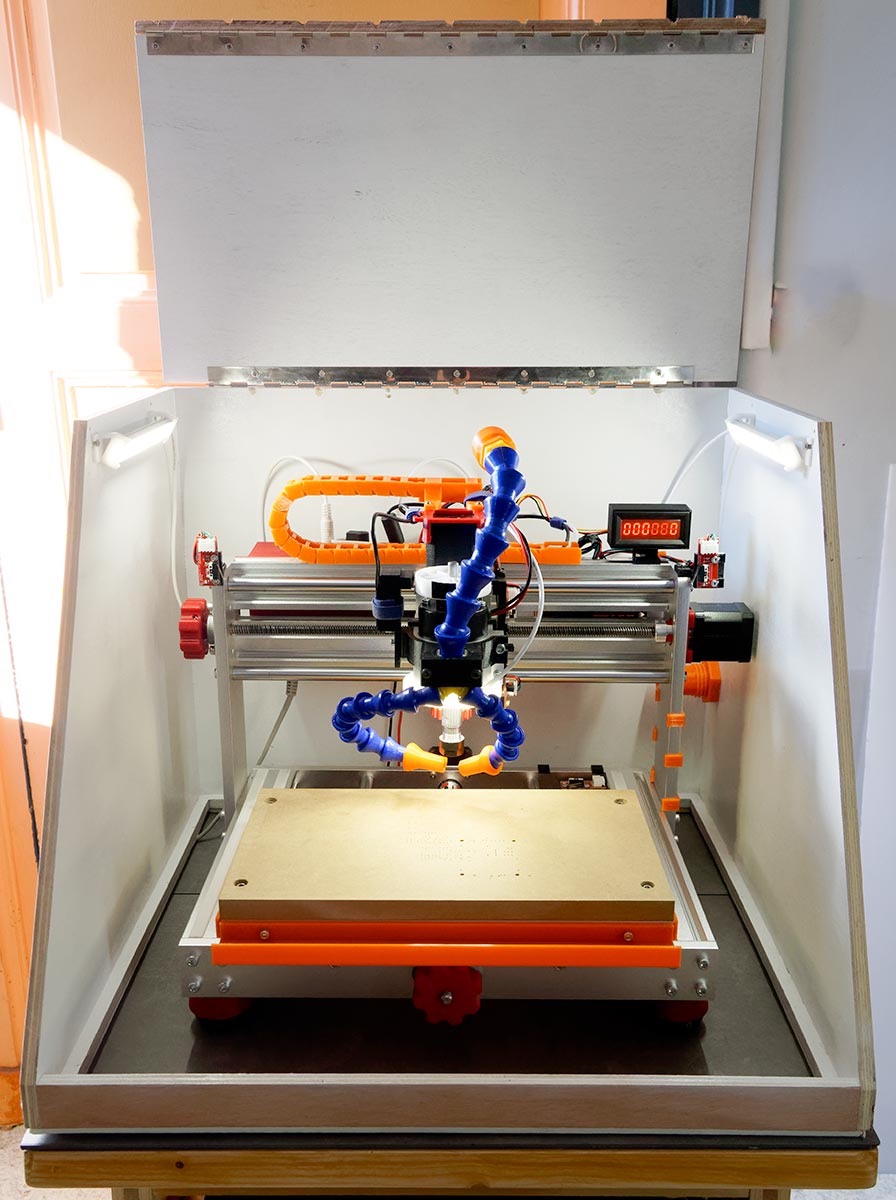
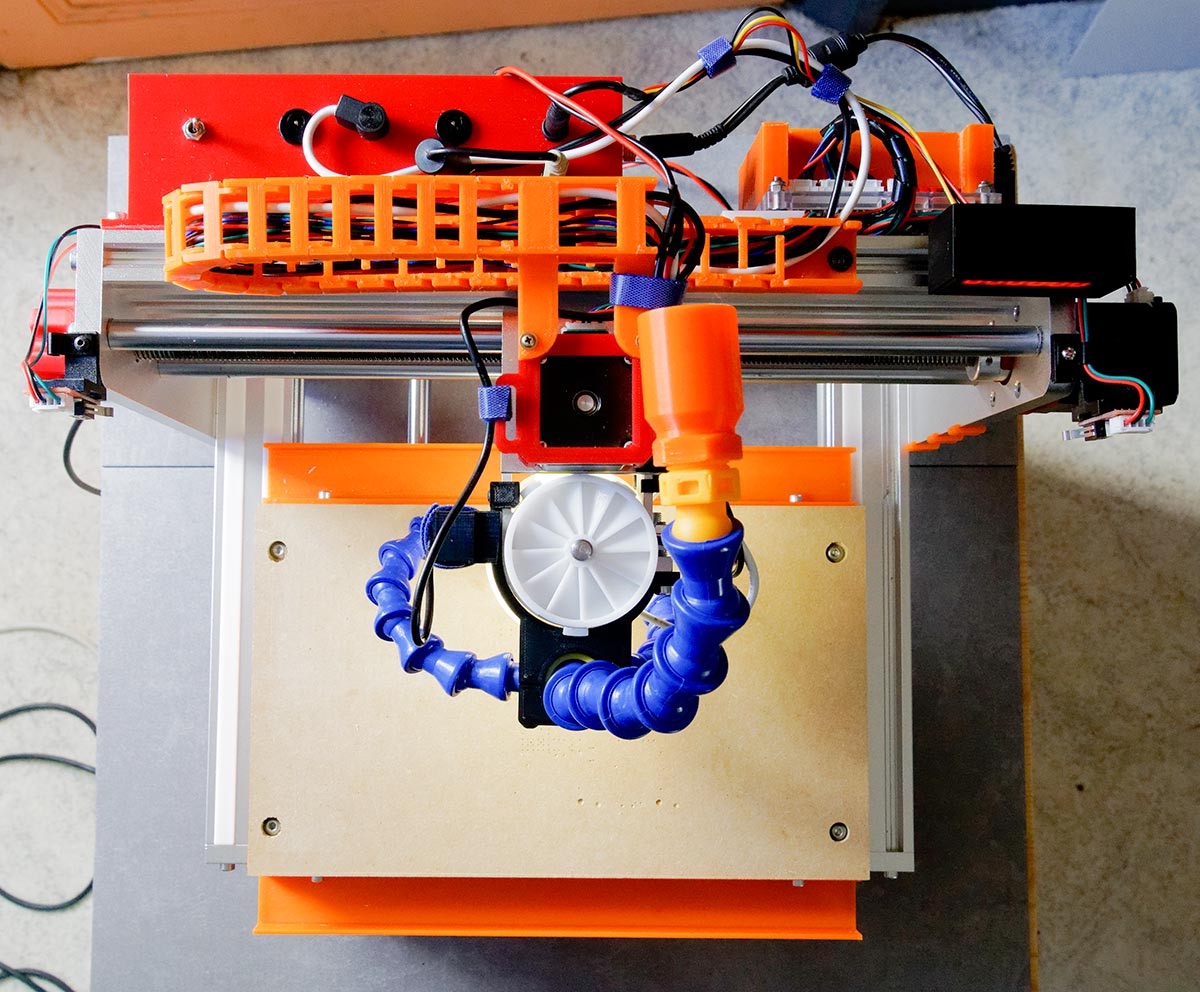
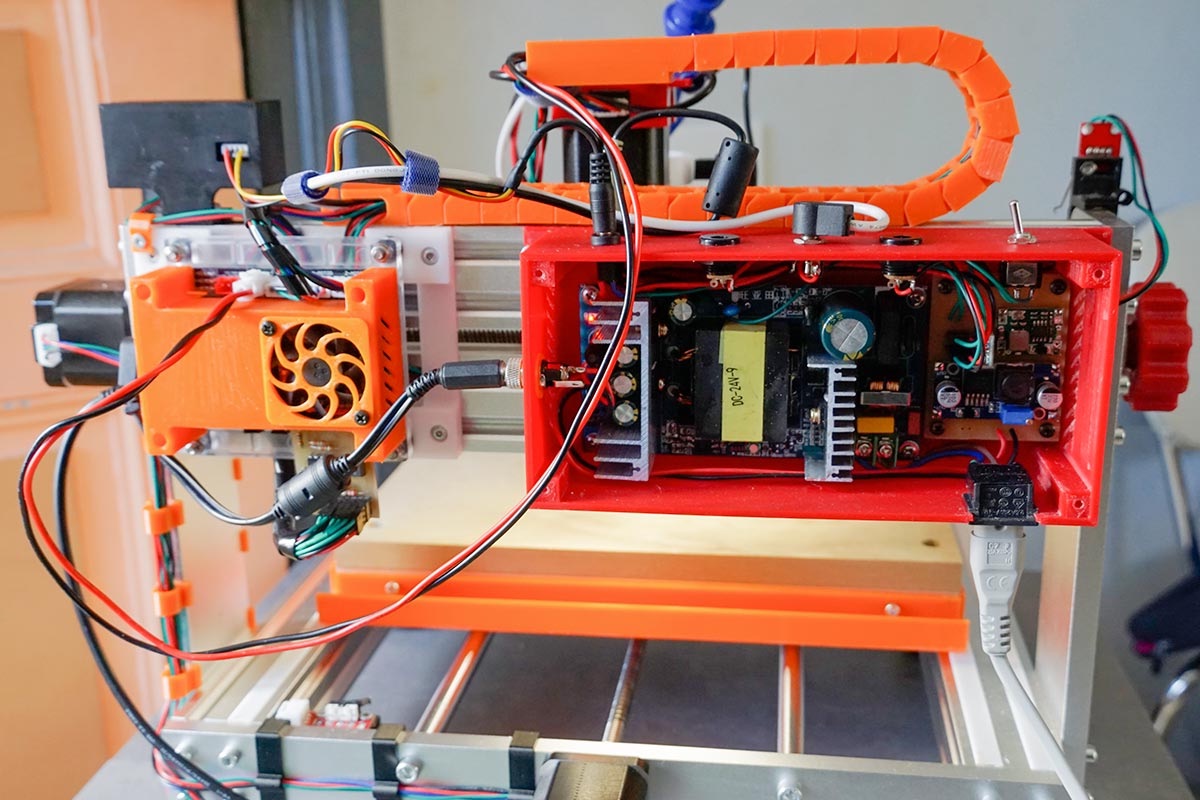
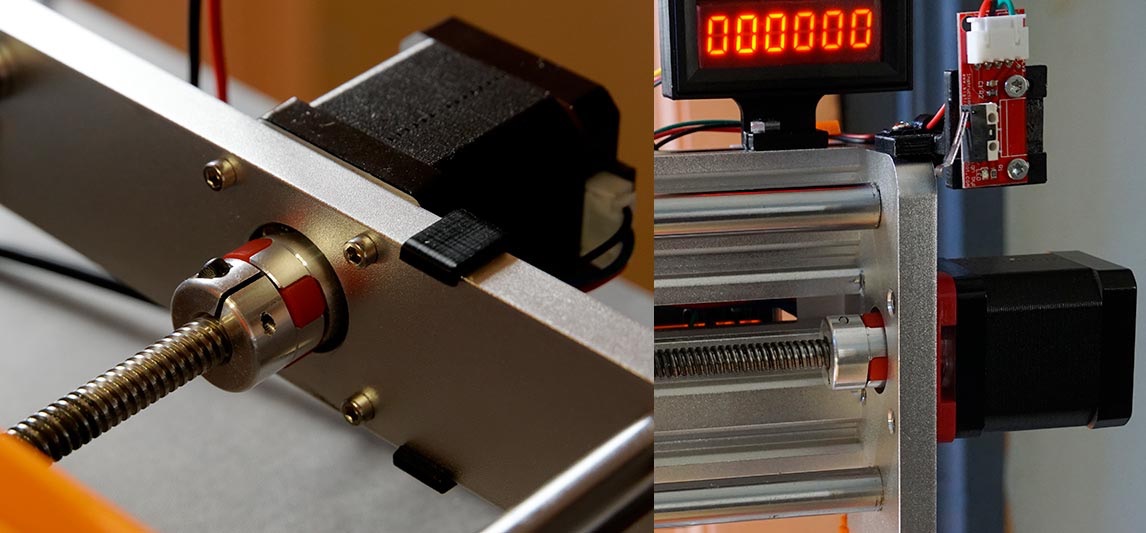
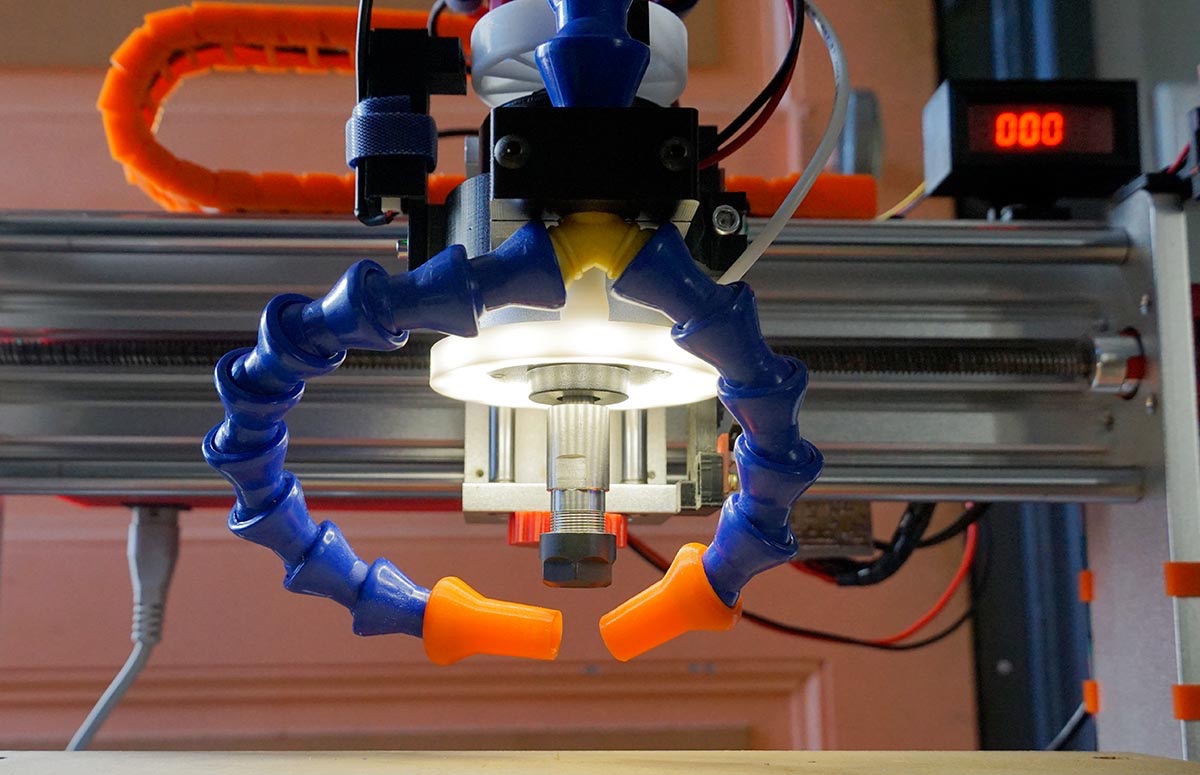
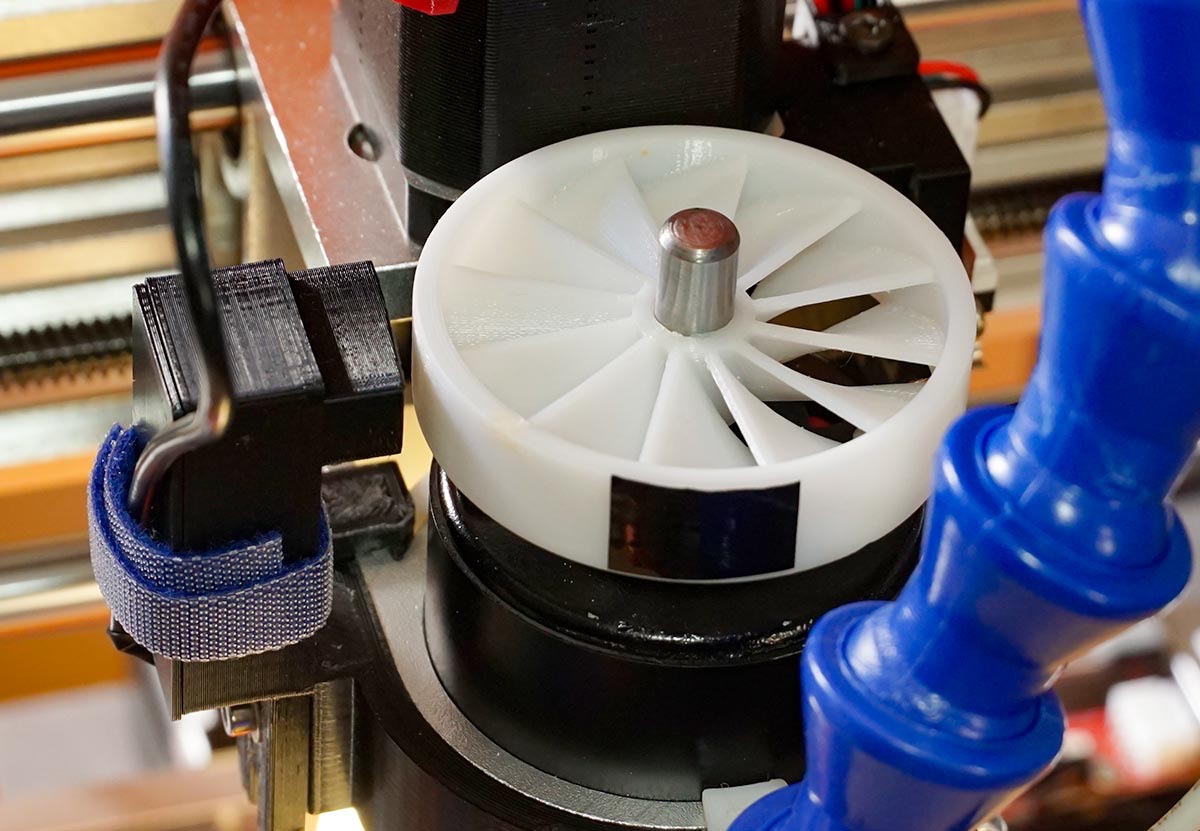
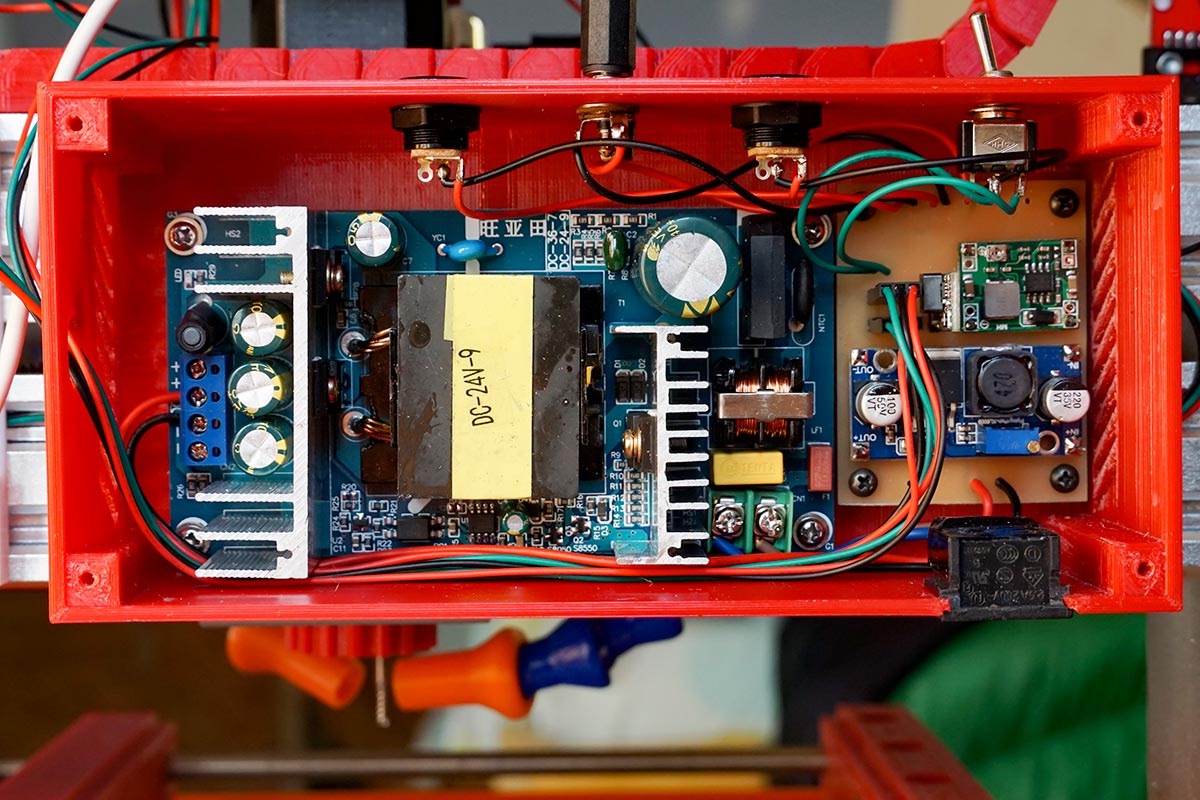
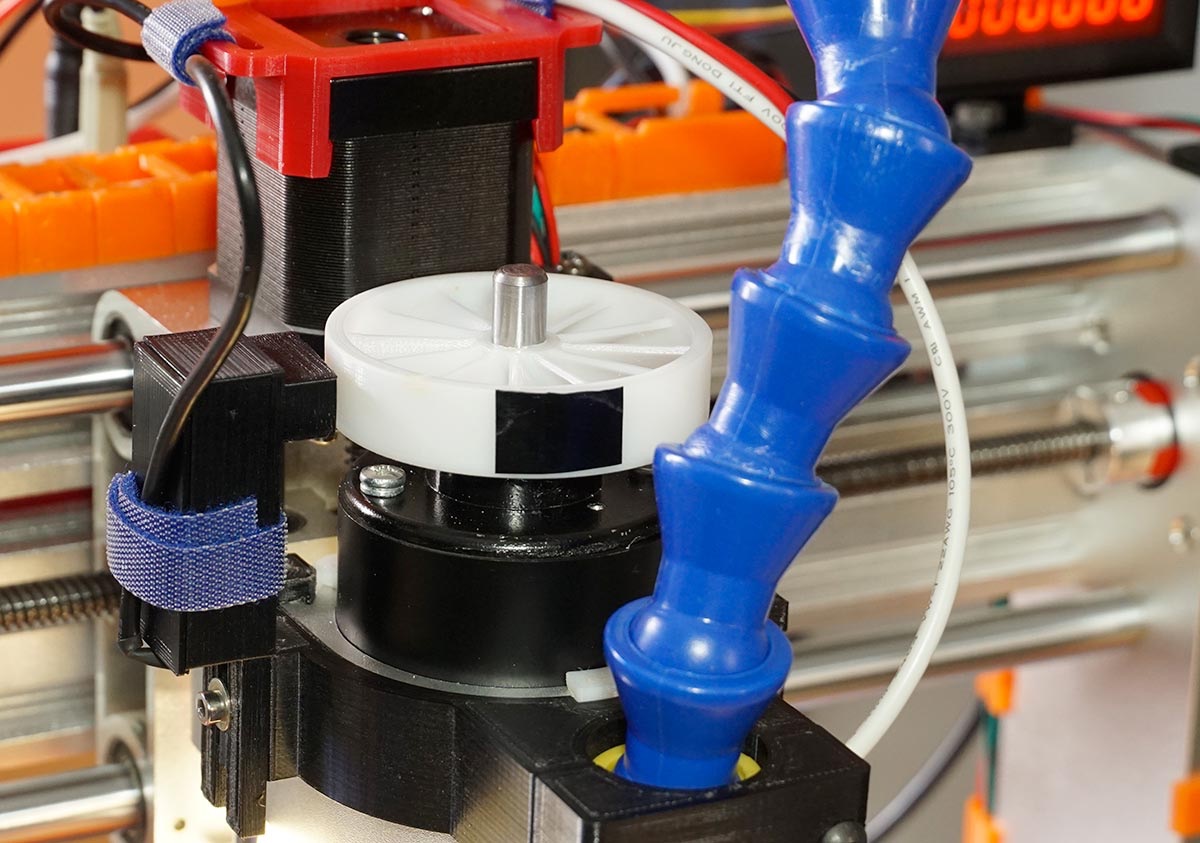
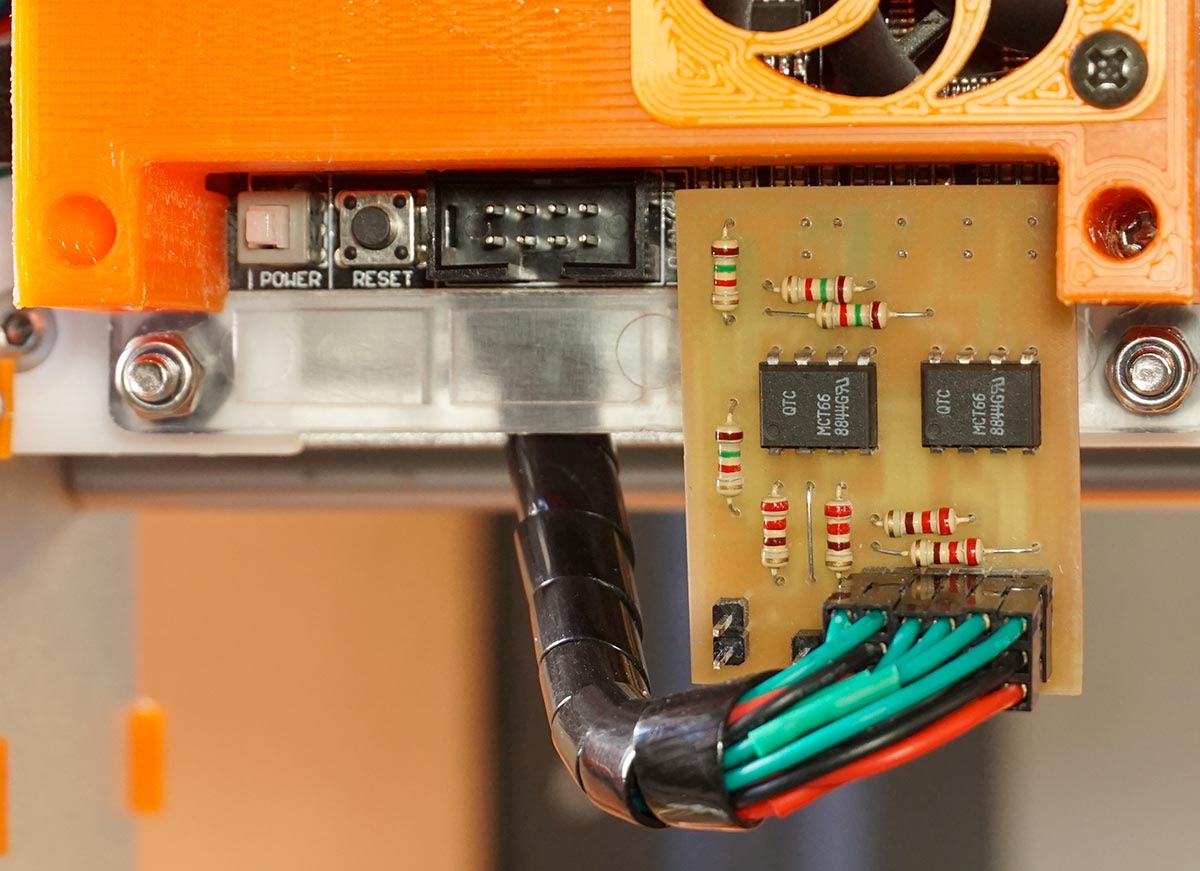
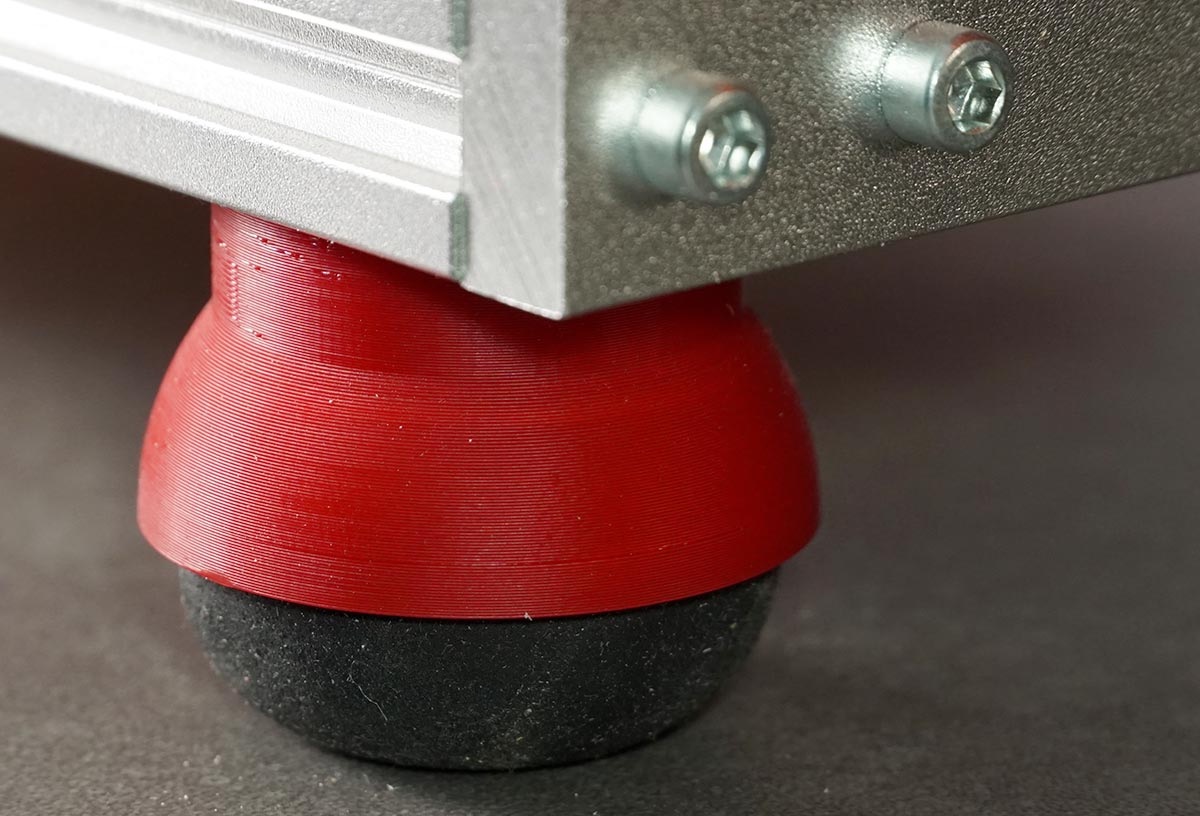
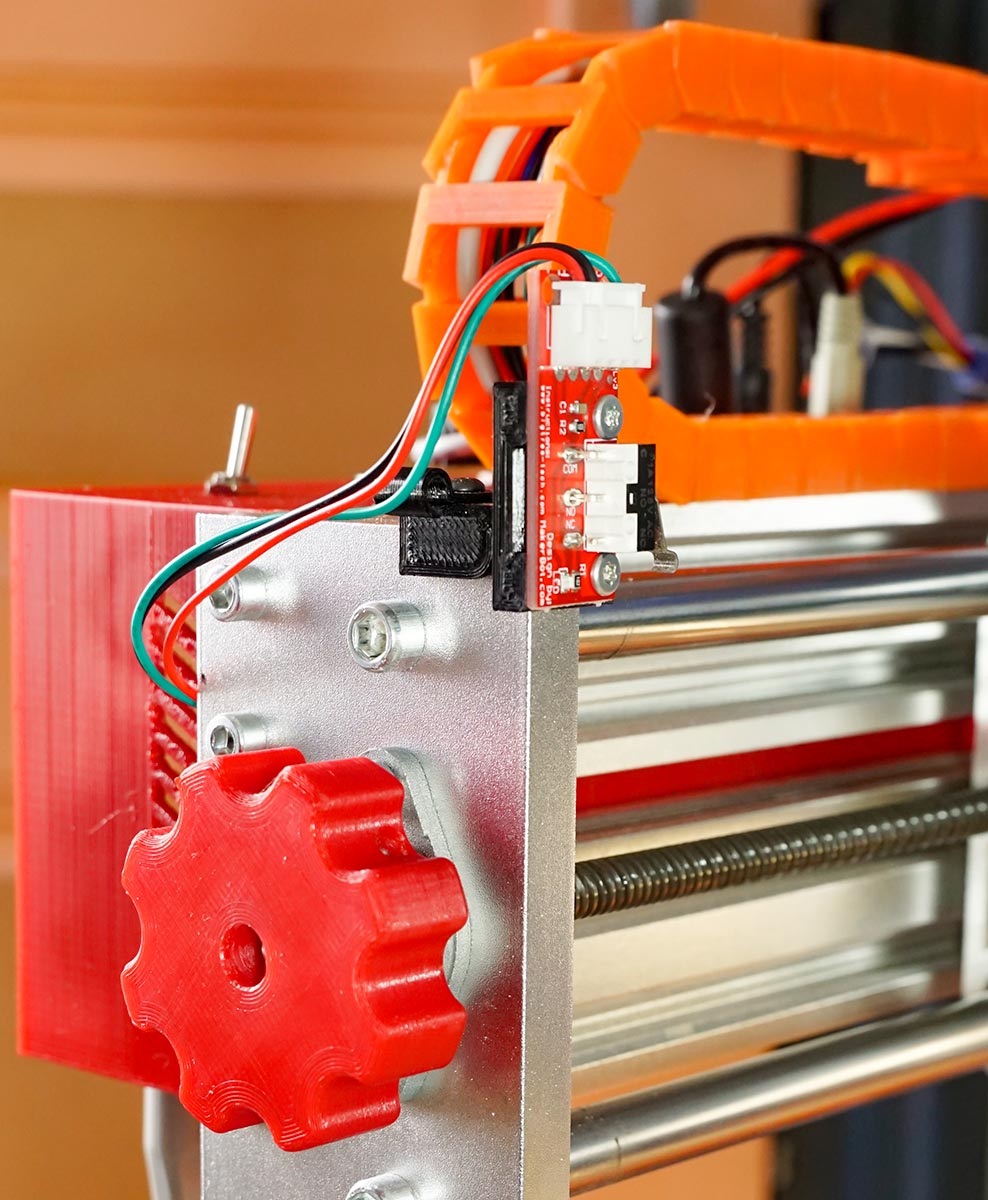
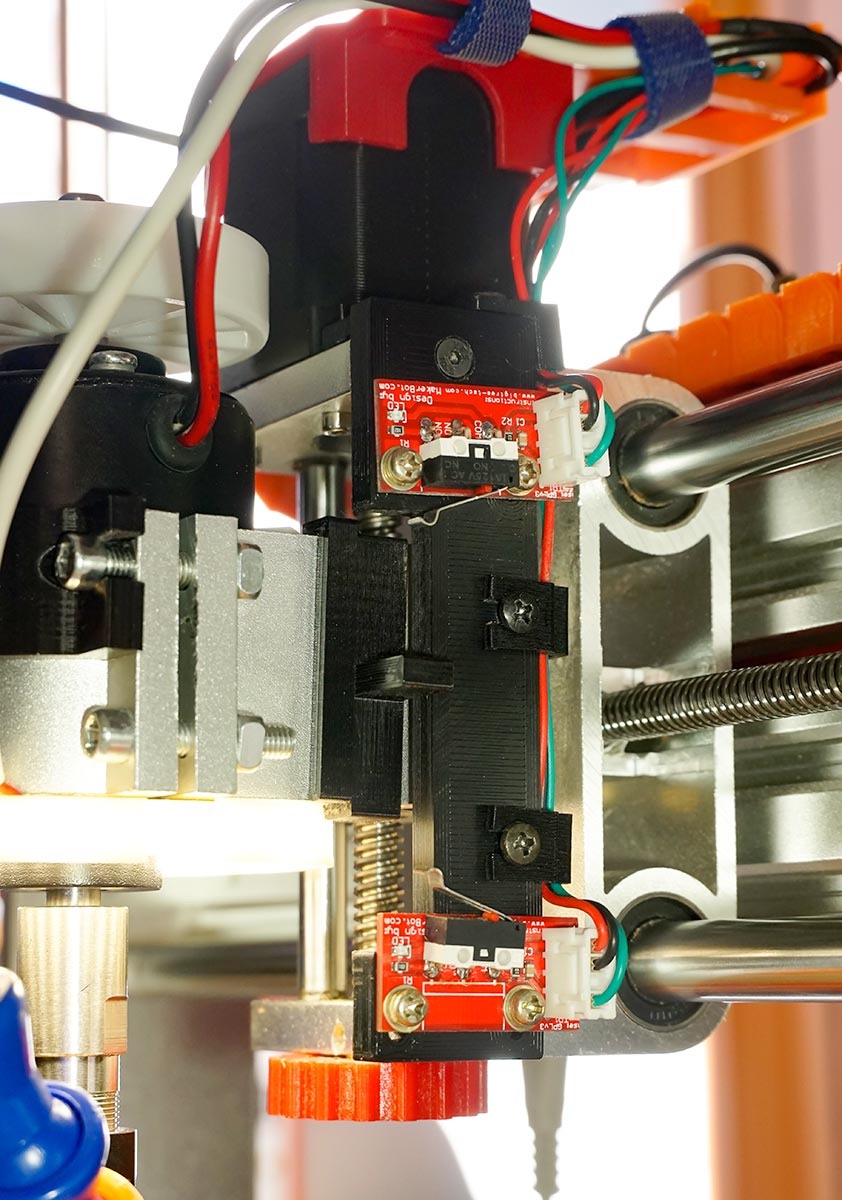
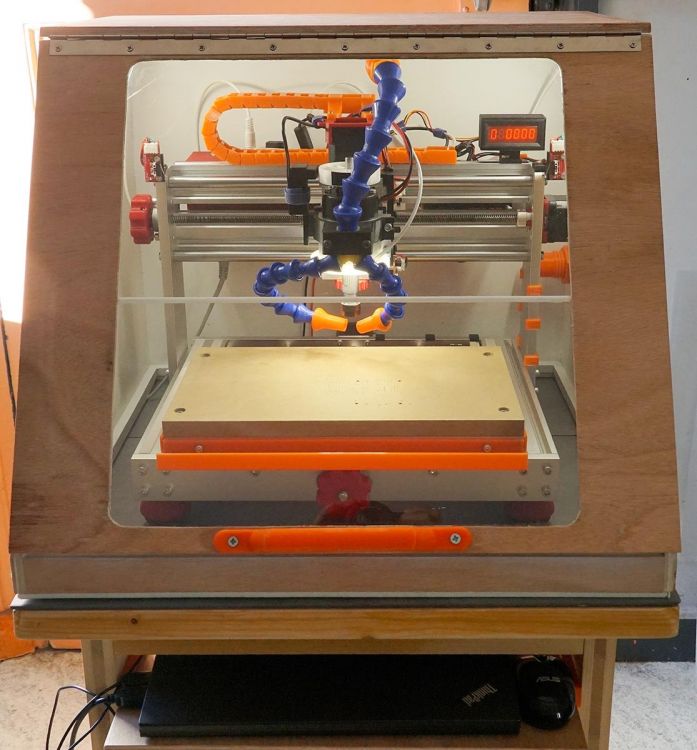
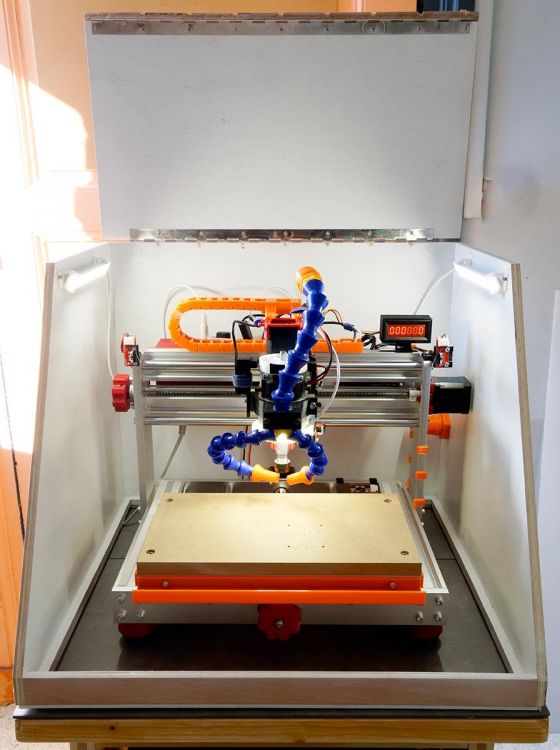
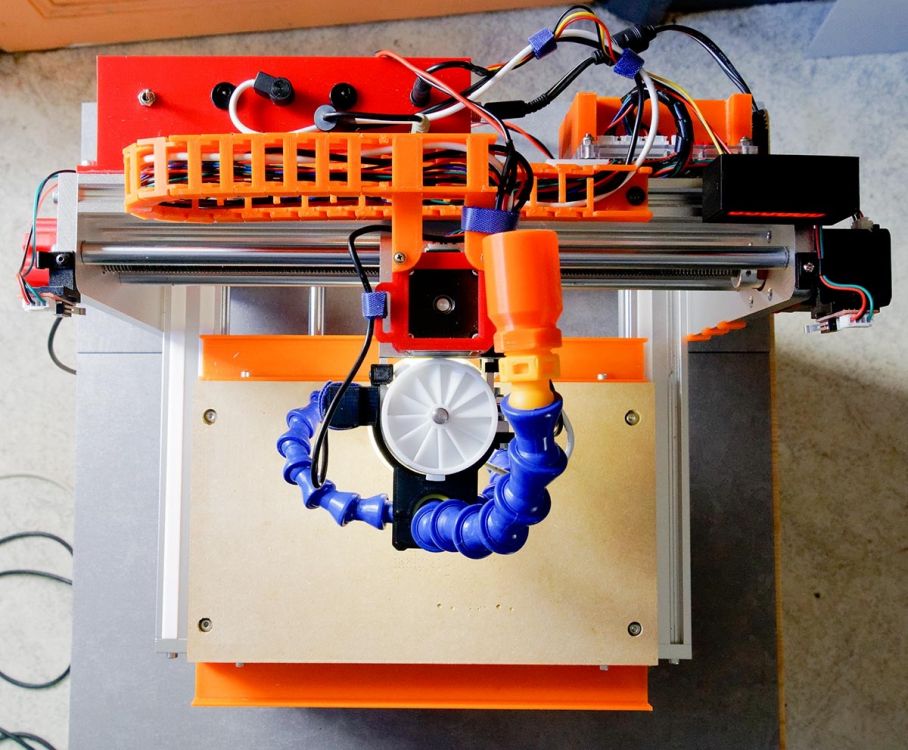
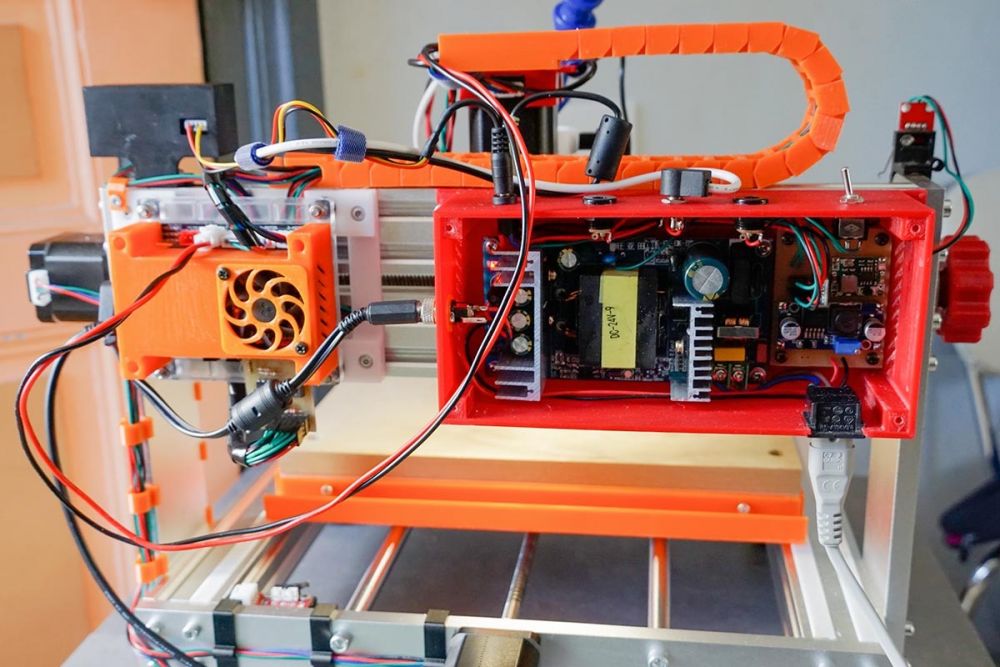
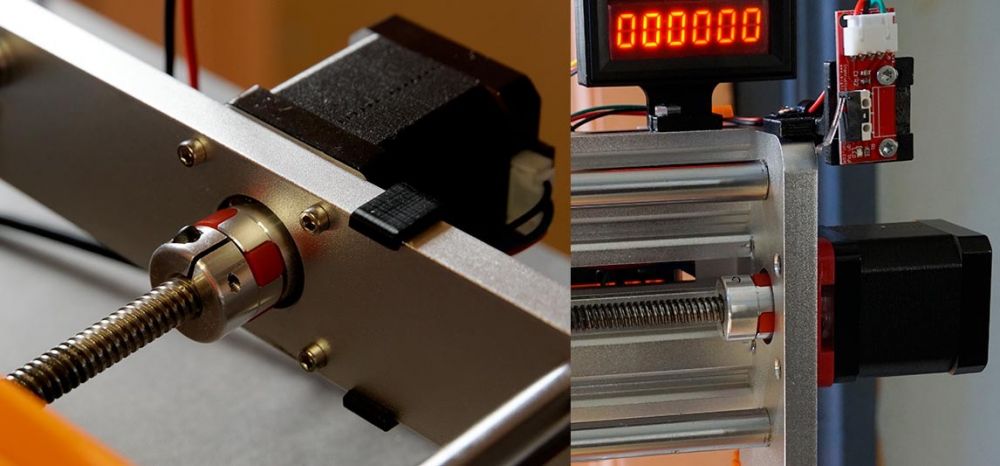
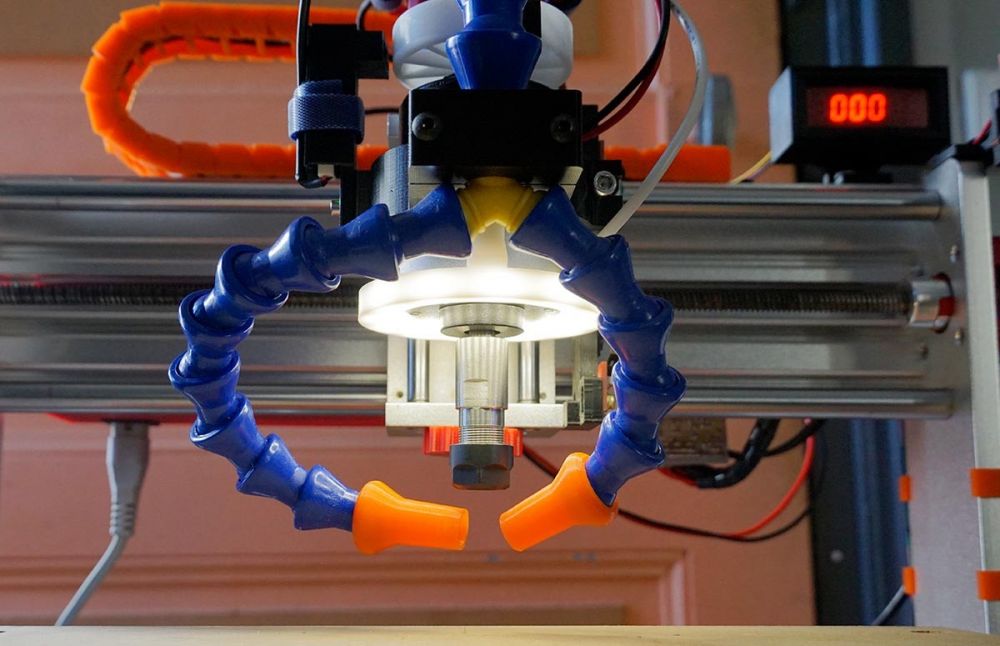
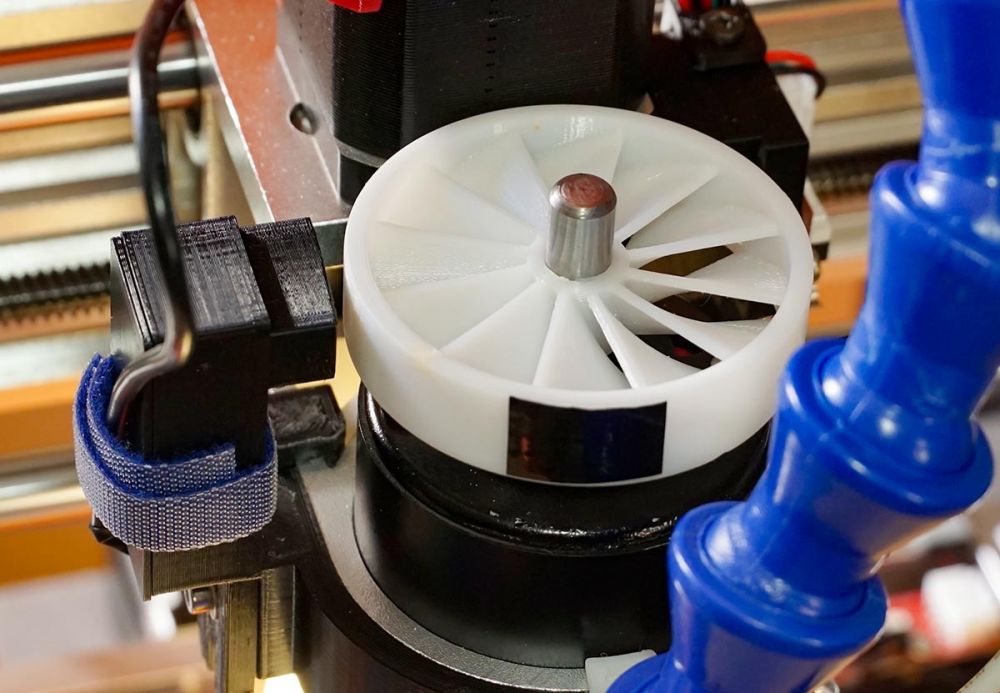
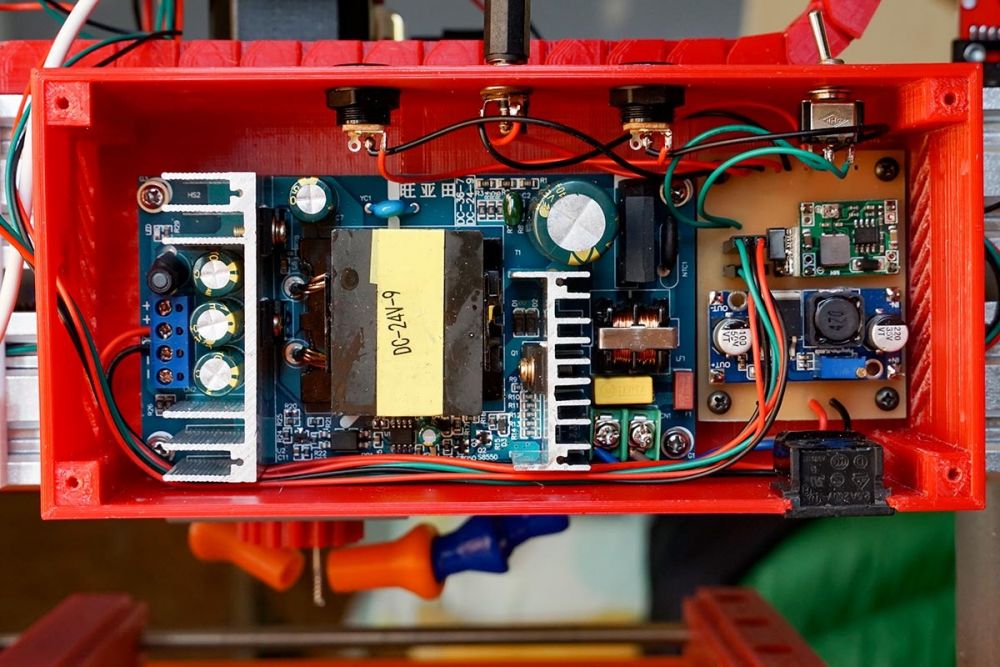
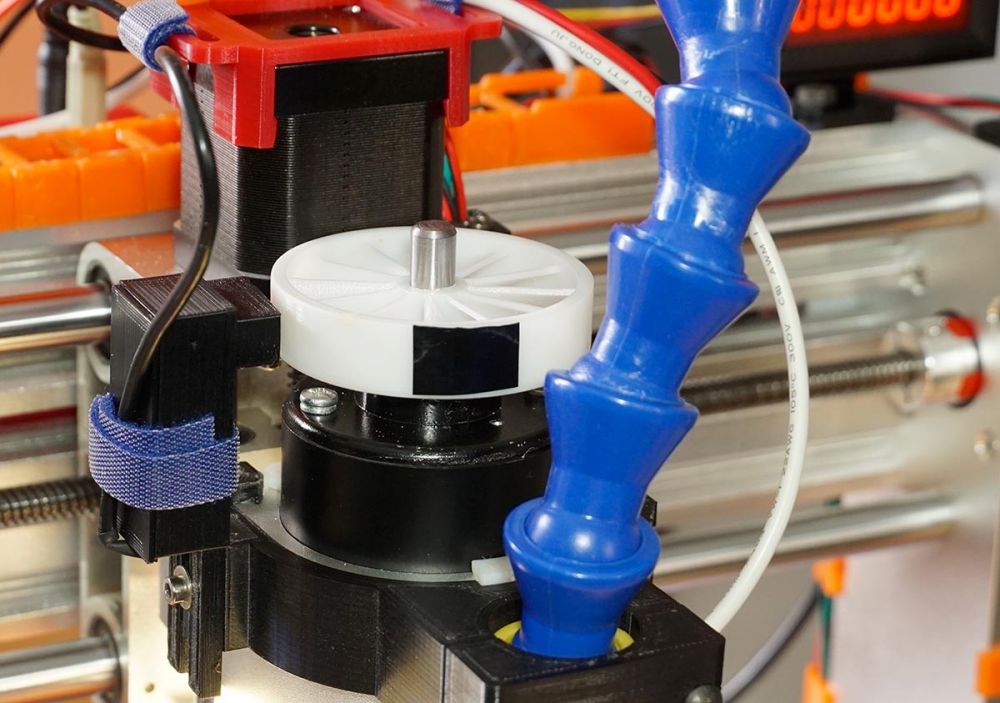
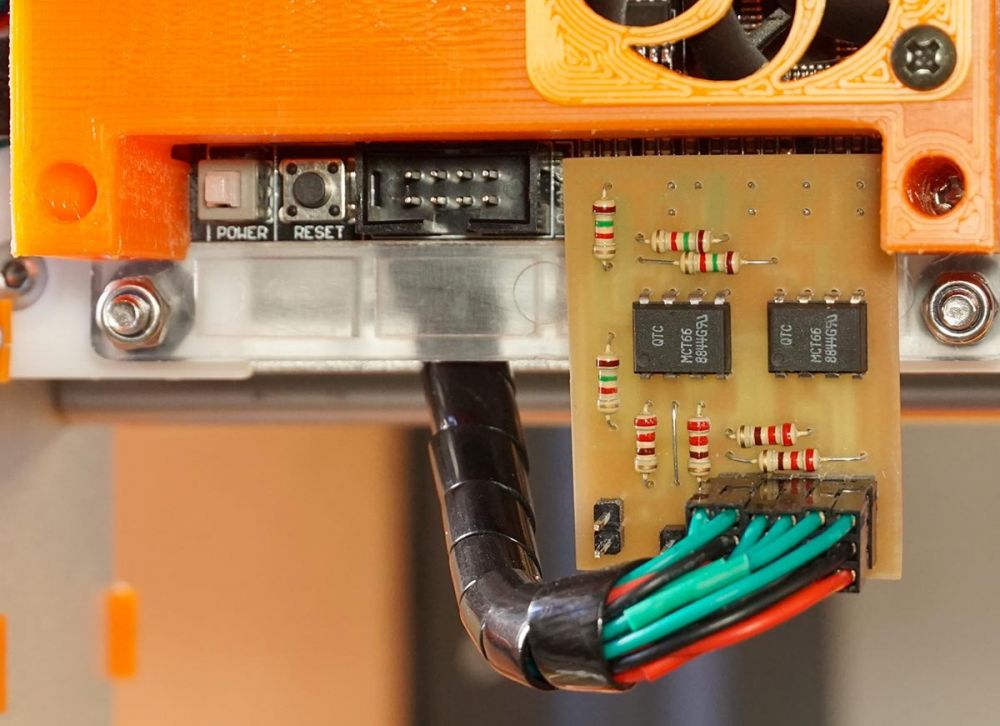
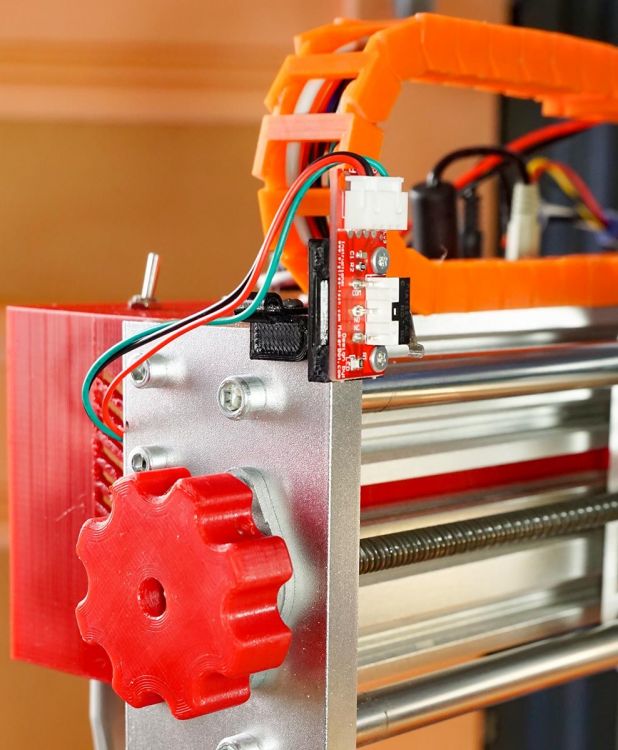
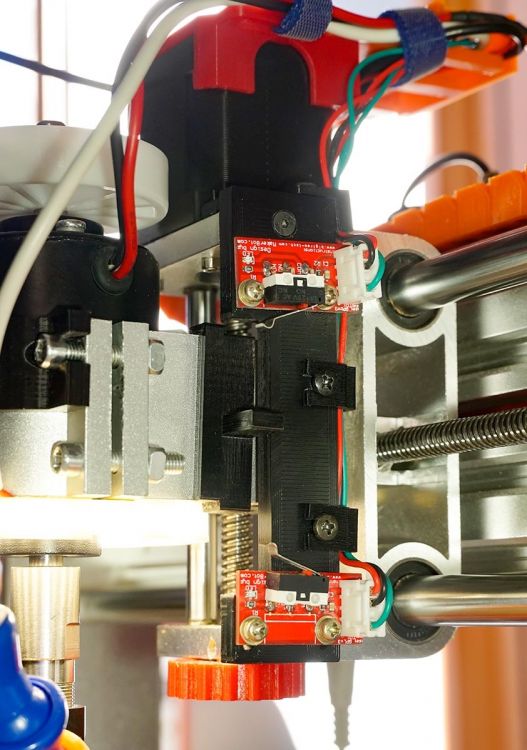
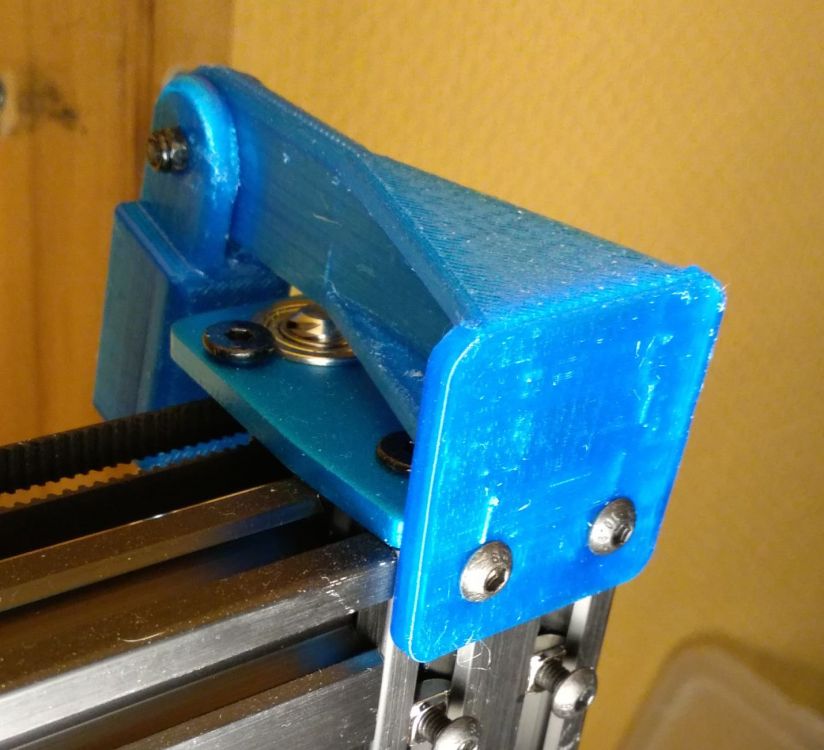
Bonjour, Voici la présentation de ma CNC 3018 Max tout alu. Acheté via Aliexpress. Elle aura couté environ 300 euros avec frais de douane compris. Le chassis est particulièrement bien soigné et fait preuve d’une bonne rigidité. Dommage que la fixation de broche ne soit pas amovible, ce qui limite le diamètre possible à 52mm. La carte GRBL est une Camxtool v3.4 qui n’est ni mieux ni pire qu’une autre c’est à dire bof et re-bof. J’ai entrepris quelques modifications, certaines indispensables à mon avis, d’autres plus facultatives voire discutables. Les indispensables : - End stop avec carte opto-isolateurs - Pieds anti-vibration - Ventilateur, donc boitier carte électronique - Ventilation Moteur de broche - Coupleurs moteurs pas à pas - Déplacement manuel de l’axe Z via molette. Je l’ai enfermée dans un coffret en bois et plexi avec éclairage LED. Système d’aspiration des copeaux. Compte-tour avec capteur optique. Molettes de déplacement plus confortables. J’ai ajouté plusieurs alimentations : 24v pour la carte électronique, 39v pour l’éclairage, 12v pour le compte tour, 5v pour les end stop et le capteur optique. Du coup l’alimentation 24v d’origine sert à alimenter uniquement le moteur de broche, qui sera remplacé prochainement par un brushless. Pour piloter tout cela j’utilise CNCjs. J’aurais aimé utiliser Candle, mais je n’arrive pas à comprendre pourquoi il ne fonctionne pas chez moi…


 1 point
1 point -
apres ca change pas grand chose , surtout si t'es en prime1 point
-
En effet, j'ai l'impression que les deux filaments ont une couleur très proche. Donc, pour des pièces esthétiques le pla sera sans doute une bonne solution; par contre, pour des pièces demandant un peu plus de résistance le petg sera meilleur. Conclusion, faut faire l'expérience pour faire ton choix.1 point
-
Moi je nettoie à l'alcool ménager supérieur à 95° (3€ le litre en supermarché), ça marche très très bien.1 point
-
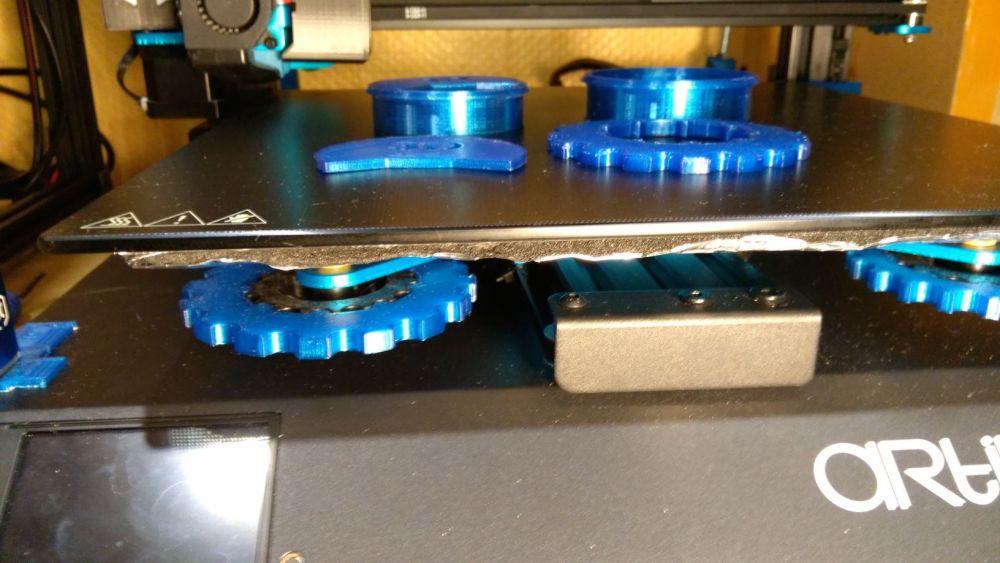
Bonjour, Voici quelques photos et objets imprimés avec le PETG Eryone Bleu Trans. L'accroche sur le plateau est un peu plus difficile qu'avec le pla. Souvent, j'ai fait un radeau ou bien utilisé du scotch de peintre. A part ça, j'ai trouvé un profil adapté : chauffe à 245 °C et bed à 70 °C. Cordialement, Jeffy

 1 point
1 point -
oui mais j ai plus envie de mettre les mains dedans je suis passe sur un autre model ou je n ai plus aucun soucis1 point
-
c'est la seule méthode possible sinon ton objet pousse dans le vide pour éviter la casse de ton arête , il faut couper le support en n'en laissant qu'une petite partie sur ton arête , puis faire une post cure aux uv pour tout durcir , et enfin poncer le reste de ton support pour retrouver ton arête nickel voila une vidéo de Thomas sur lychee qui parle des supports ( c'est valable sur tout les slicers)1 point
-
l'abs assez dur a gerer sans caisson fermé mais tu a du pla 3d870 qui repond a des contraintes mecanique importante et qui beaucoup plus facile a imprimer que l'abs1 point
-
Amazon ou MakerShop1 point
-
bouche bé!!! je te salue trééés bas! aie! bravo pour ce résumé, je ne comprend pas tout mais ça va venir, et ça me motive à faire un retour lorsque j'aurais ma pro 4001 point
-
De rien effectivement je n'avais pas fais attention a ton upgrade pour l'écran. Et oui toujours faire attention que le bltouch soit déclaré dans le gcode :). Bonnes impressions1 point
-
ok merci de ton retour1 point
-
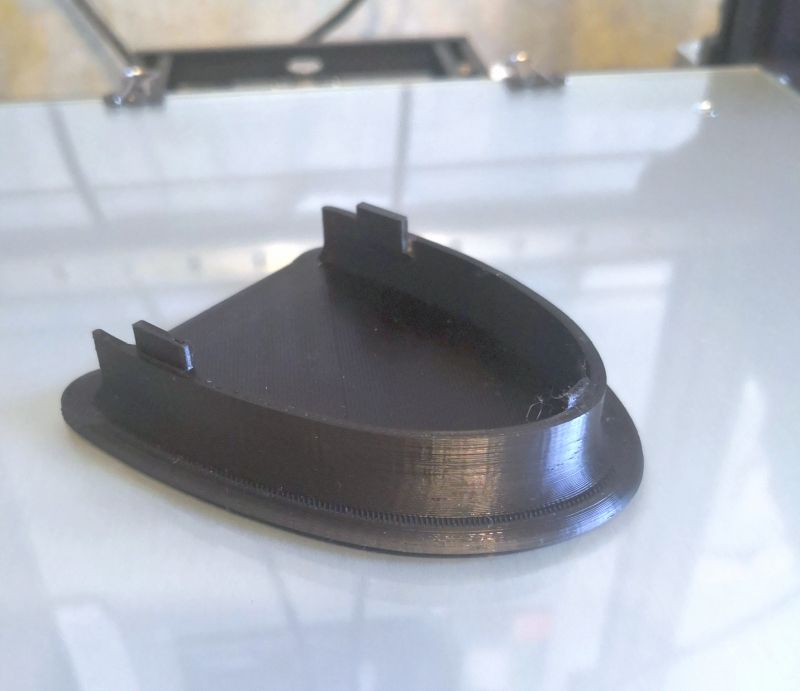
Bonjour, Impression d'un petit support pour une ancienne pendule de voiture (Ford Capri), ce support permet de poser la pendule sur un bureau ou autre et intègre aussi la partie alimentation électrique de la pendule via 3 piles AA et un convertisseur DC-DC pour arriver à une tension de 12V. Voila. @+
 1 point
1 point -
Bonjour ,1 point
-
Hello tous le monde, Comme il est d'usage de faire une petite bafouille quant on arrive, voila la mienne. Tombé dans le monde de l'impression 3Davec une Anet E10 a peu pres en meme temps que 'sieur @Jean-Claude Garnier Par contre bien plus lent pour cogiter cogiter à son amélioration remplacement ... mais la ca y est c'est parti, j'ai presque fini de dessiner ma bête a moi. Concernant l'Anet elle avait subi quelques évolution tout de même, nouveau chariot X (dessine myself), support de bed moins mou, extrudeur BMG, AIO Evo, Touch mi et pour finir des MGN sur l'axe Y parce que j'en pouvait plus des tiges lisse en chewing gum. Pourquoi je suis venu ici après si longtemps, j'espère y trouver quelques conseils avisés sur le choix de l'électronique de ma futur bébête ... même si au début elle tournera sans doute avec la carte de l'Anet (sous Marlin , Klipper, ???) ... mais bon ca se sera l'objet d'un autre post. A+ Nystao1 point
-
Faut pas lui en vouloir, il a des excuses c'est un pauvre immigré Lorrain égaré à Lyon. Un enfant de Bitche >>. "Son of Bitche" pour ceux comme @Yellow T-pot qui aiment les anglicismes approximatifs. ... En Français, un F... de P... quoi Parfois oui..... Mais c'est pour ça qu'on t'aime. N'en abuse pas, camême hein....1 point
-
Alors à mon avis tu n'a pas suivi la titi's procédure pour monter ta buse , résulta sous extrusion car tube ptfe pas en contacte avec la buse. Un peu de lecture1 point
-
Bonjour, @Willynet7 Voici la version 2 avec le menu en Français et Bltouch driver 4988 Marlin.ino.hex1 point
-
Pitain @Nystao et son pseudo Starwarzien, mon vieux con-plice de parapente, du temps où j'avais mes genoux d'origine ! Bienvenue sur ce foirium àlc que j'ai l'insigne honneur de polluer de mon impertinence depuis que je suis tombé n'dans en Décembre 2017 Faut que je te présente à mes potes, histoire qu'ils t'accueillent dignement, tu verras y'en a des bons et d'autres moins bons mais bien rigolos le taulier @Motard Geek @ fran6p @Je' @Kachidoki @Tircown @ mikebzh44 @Locouarn @Guizboy @ Titi78 @gelam @Desmojack @Vecteur @CacaoTor @Bakatora @Maeke et plein d'autres que ma mémoire de poisson rouge a déjà oubliés !1 point
-
alors j qi mis en. place les deux piècse et j ai un peut galéré pour la pièce arrière, mais quelle bonheur de ne plus avoir la chaîne qui traîne sur les courroie... il me reste a bien géré le bowden que j ai aussi déplacé! je vais m en faire un autre jeux au cas ou. pour le trancheur j utilise exclusivement ideamaker qui fait un job remarquable et sans faille.1 point
-
Hello @Loicstk, je viens de remplacer ma version 4.7.1 par la 4.8. Non, tu ne perds rien. A la première question: voulez-vous remplacer l'ancienne version ? -> j'ai mis OUI A la deuxième question: "dou you want to remote...." - voulez vous supprimer vos anciens fichiers ? -> c'est là qu'il faut dire NON (sinon tout est perdu). J'ai bien tout mes réglages pour les deux imprimantes.1 point
-
Je l'ai eu a ce prix la +/- (208€ avec l'assurance) La réduction de base, le coupon (il en restait 3...) et les -5% pour un payement par Paypal ^^1 point
-
Désolé, pas de Facebook chez moi ... Et pas besoin puisqu'ils t'informent par mail !1 point
-
Pour ceux qui ne connaissent pas, voici l'explication géniale : Suis super fan !1 point
-
Pour ceux que ça intéresserait, sait-on jamais, voilà le code : J'ai fait ça vite donc c'est pas hyper clean, mais ça marche. using namespace std; #include <stdlib.h> #include <stdio.h> #include <string.h> #include <iostream> #include <fstream> int main() { ifstream gcodeToRead("C:\\Users\\Fabien\\Desktop\\test.gcode",std::ifstream::in); ofstream gcodeToWrite("C:\\Users\\Fabien\\Desktop\\test-inv.gcode",std::ofstream::out); string str; const char* strc; int layerCounter=0; int lineCounter=0; int lineNumber[4000]; long charIndex[4000]; int counter_bis=0; if (gcodeToRead.is_open()) { while (! gcodeToRead.eof()) { getline(gcodeToRead,str); strc =str.c_str(); lineCounter++; if (strcmp(";LAYER:",str.substr(0,7).c_str())==0) { lineNumber[layerCounter] = lineCounter; charIndex[layerCounter]=gcodeToRead.tellg(); layerCounter++; //cout << layerCounter <<endl; //cout << lineNumber[layerCounter-1] <<endl; } if (strcmp("M141 S0",str.substr(0,7).c_str())==0) { lineNumber[layerCounter] = lineCounter-1; charIndex[layerCounter]=gcodeToRead.tellg(); layerCounter++; //cout << layerCounter <<endl; //cout << lineNumber[layerCounter-1] <<endl; } } gcodeToRead.clear(); gcodeToRead.seekg(0); lineCounter=0; //Write the header in the new file while (lineCounter <lineNumber[0]-1) { getline(gcodeToRead,str); gcodeToWrite<<str<<endl; lineCounter++; } //Write the Layers in reverse order for (int i=1; i<layerCounter;i++) { gcodeToRead.clear(); gcodeToRead.seekg(0); lineCounter=0; gcodeToWrite<<";LAYER:"<<i-1<<endl; if (i==1) gcodeToWrite<<"M107"<<endl; while( lineCounter<lineNumber[layerCounter-i-1]) { getline(gcodeToRead,str); lineCounter++; } while( lineCounter<lineNumber[layerCounter-i]-1) { getline(gcodeToRead,str); gcodeToWrite<<str<<endl; lineCounter++; } } //Write the footer lineCounter=0; gcodeToRead.clear(); gcodeToRead.seekg(0); while( lineCounter<lineNumber[layerCounter-1]-1) { getline(gcodeToRead,str); lineCounter++; } while(!gcodeToRead.eof()) { getline(gcodeToRead,str); gcodeToWrite<<str<<endl; //cout<<str<<endl; } } else { printf("file does not exist"); } printf("gcode inverted"); gcodeToRead.close(); gcodeToWrite.close(); return 0; }1 point
-
Petite réalisation pour ma femme, conçue avec Fusion 360. Filament PLA Geeetech température Bed : 60 degrés température buse 190 degrés couche de 0,12 à 0,16 remplissage 10%. machine : CR-6SE

 1 point
1 point -
Effectivement, il faut activer la restauration du dernier nivellement sauvegardé dans l'EEprom. il suffit de dé-commenter, dans le fichier configuration.h, la ligne 1243: //#define RESTORE_LEVELING_AFTER_G28 Cela correspond à la solution 2. Il faudra donc faire le nivellement en manuel et le sauvegarder (voir ici). Il sera appliqué à chaque prise d'origine (G28). N'oublie pas la modif du GCode de démarrage M420 S1.1 point
-
Merci ! On peut démarrer comme ça pour le moment et si le besoin d'une galerie se fait sentir, on mettra ça en place.1 point
-
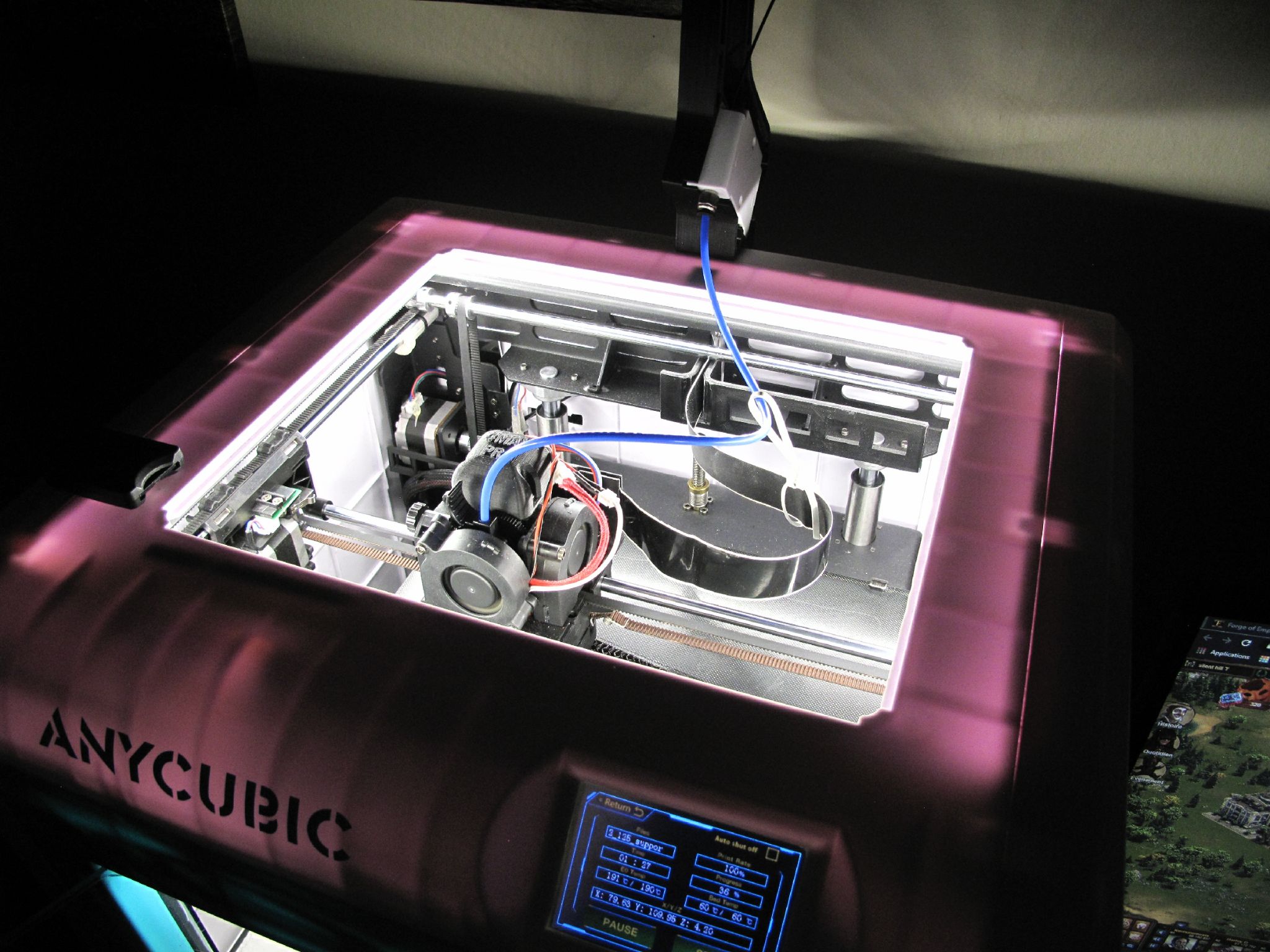
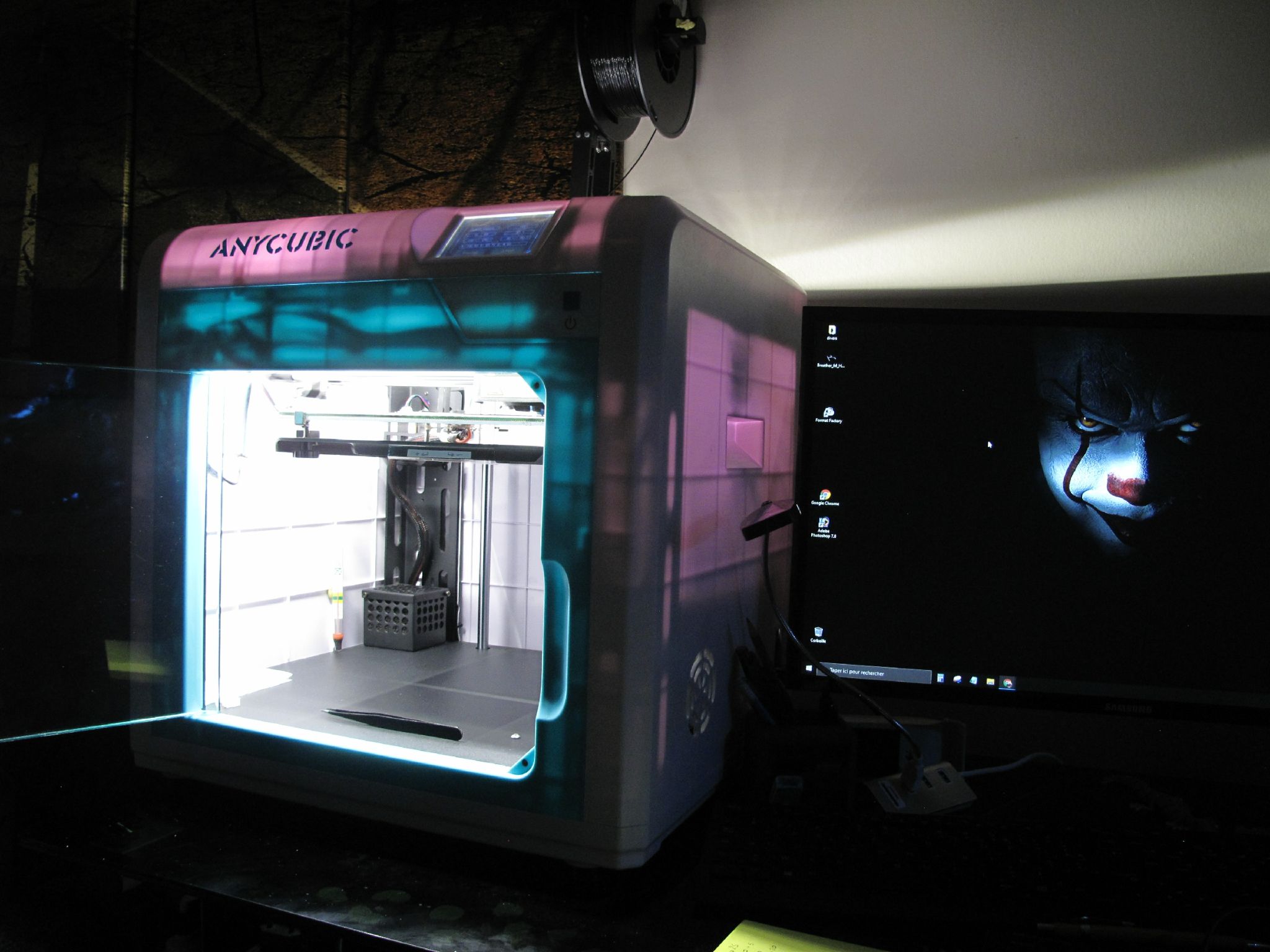
led du sav reçu et montée, j'ai pas resoudée directement j'y ai mis une prise JST et j'ai remplacée mon ruban led alimenté par usb par celle en 12v, j'y ai aussi mis une prise JST comme ça je peux mettre celle d'origine ou les autres et elles s'éteignent en même temps que l'imprimante. Ca éclaire top sans éblouir du coups, je rebranche pas celle d'origine (qui chauffe trop de toute façon).
 1 point
1 point -
@Alain Bruno Bonjour, As-tu consulté le dépôt de BTT ? Le document PDF indique que les pilotes sont des «MAPLE R3» et en cherchant dans le dépôt tu devrais les trouver1 point
-
C'est ce type d'isolant que j'ai commandé pour la ma Geetech A10M. A ce que j'ai lu... c'est un isolant régulièrement installé... et même installé par certain fabricant d'imprimante 3D. Cela isole bien à ce que j'ai lu... donc je te répéterais ce que l'on m'a dit : Cet isolant est suffisant. Pas besoin de liège en supplément. Par contre... je te conseil de le commander ici : https://fr.aliexpress.com/item/1-PC-200-300mm-Feuille-Auto-adh-sif-Isolation-Coton-Coton-D-isolation-thermique-10mm-paisseur/32898864386.html?spm=a2g0s.9042311.0.0.74926c379EYS34 Il y a une sacré différence de prix... et cela partira sûrement du même endroit...1 point
-
oui perceuse a colonne foret 4.2 taraud m50 points