Classement



Contenu populaire
Contenu avec la plus haute réputation dans 19/03/2021 dans Messages
-
5 points
-
Allez, on y va ! Je vais tout reprendre sans les détails, vous pourrez aller voir les premiers posts de chaque étape pour vous rafraîchir la mémoire. On part du principe que votre pièce sort d’usinage... 1/ Attachement de la pièce : Attachez votre pièce avec du titane ou de l’aluminium. Le contact doit être ferme : Vous devez pouvoir secouer l’attachement sans que la pièce bouge. A partir de maintenant, ne touchez plus la pièce ! Ici, des attachements en titane. La section des attachement est dépendante du courant qui va traverser la pièce : Grosse surface = gros courant ! 2/ Lavage dégraissage : Amenez votre bain de lavage à 70° et maintenez cette température. Trempez votre pièce 15 minutes. Sortez et rincez à l’eau déminéralisée (une fois suffit). En surface, les corps gras s'émulsionnent... En fonction de l'alliage, des traces peuvent apparaître. Ne touchez à rien, les autres postes de préparation vont régler ça. 3/ Décapage : A température ambiante, trempez votre pièce 5 minutes. Sortez et rincez 2 fois à l’eau déminéralisée. Dans le bain de décapage à la soude, l'aluminium réagit très vite. Suivant l'alliage, la pièce peut ressortir blanche (série 1000 et 6000), grise (série 5000, alliages moulé,...) ou noir comme ici (série 2000 et 7000) 4/ Désoxydation : A température ambiante, trempez votre pièce 3 minutes en agitant un peu. Sortez et rincez 1 fois à l’eau déminéralisée. Après désoxydation, les pièces doivent redevenir parfaitement blanches sans aucune trace ! 5/ L’anodisation : Amenez votre bain d’anodisation à 18°C, trempez vos pièces dans le bain, mettez en route l’agitation et/ou le brassage. Reliez la pièce au + de l’alim. Mettez les potentiomètres de tension (V) et ampères (A) au minimum. Allumez l’alimentation. Ajustez la tension à 16V et laissez le courant au max. Voilà, reste à surveiller 2 points : - La température doit rester à 18°C, idéalement entre 17,5 et 18,5. - Vérifiez que la tension et le courant ne varient pas brusquement. Normalement, la tension devrait rester à 16V et le courant augmenter légèrement tout le long du cycle. Au bout de 45 mn, coupez l’alim, l’agitation et/ou le bullage, sortez la pièce et rincez la dans un bain d’eau déminéralisée. Faites un 2ème rinçage dans un autre bain d’eau déminéralisée propre. En sortie du bain d'anodisation, la pièce peut être blanche (série 1000 et 6000, certains 2000), grise (série 5000, alliage moulé) ou comme ici légèrement champagne (7075) 6/ La coloration : Amenez votre colorant entre 45 et 55°C (pas plus!). Trempez la pièce et agitez un peu. Suivant le colorant, le temps d’immersion varie de 1 à 10 mn. De temps en temps, sortez la pièce et trempez la dans un bain d’eau déminéralisée propre pour évaluer la saturation. Si vous trouvez que la coloration n’est pas suffisamment saturée, retournez dans le colorant. Rincez dans de l’eau déminéralisée. Plus la pièce trempe dans le colorant, plus la couleur sera saturée. 7/ Le colmatage : Amenez le colmatant à ébullition puis trempez votre pièce pendant un temps égal au temps d’anodisation. Le colmatant doit rester à ébullition pendant tout ce temps. Voila, le processus d'anodisation est terminé, rincez au robinet et admirez vos réalisations








 4 points
4 points -
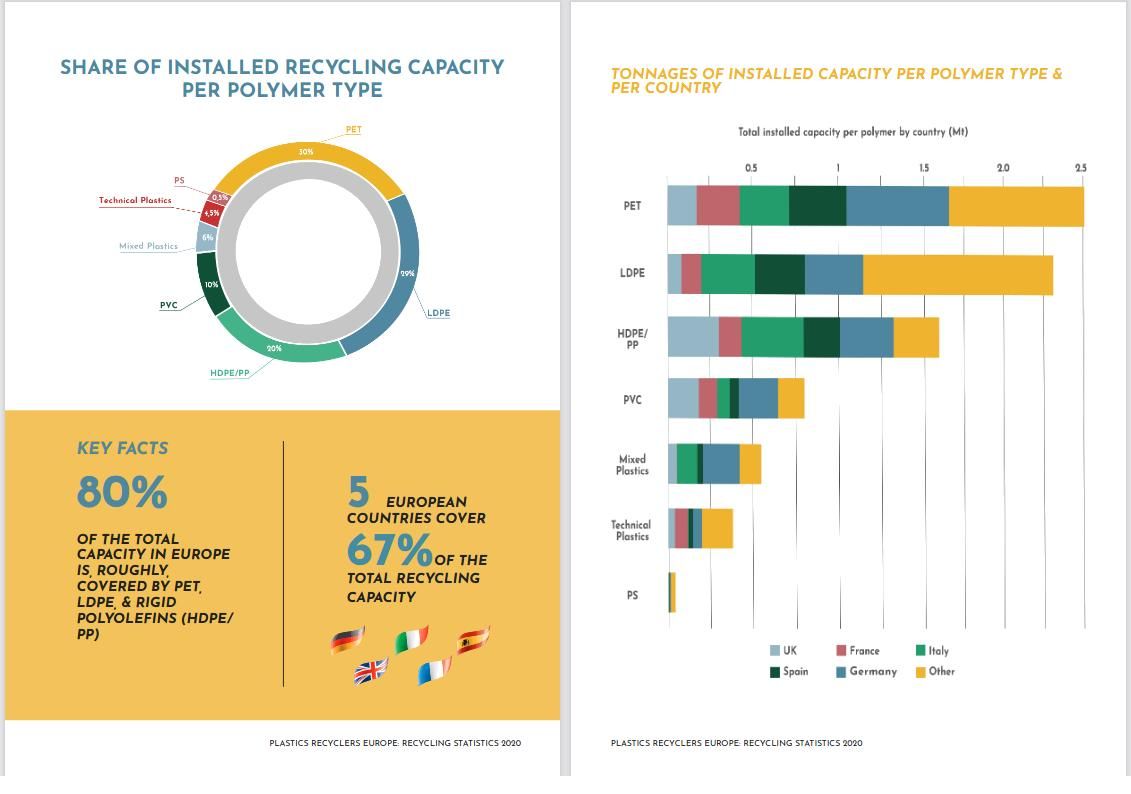
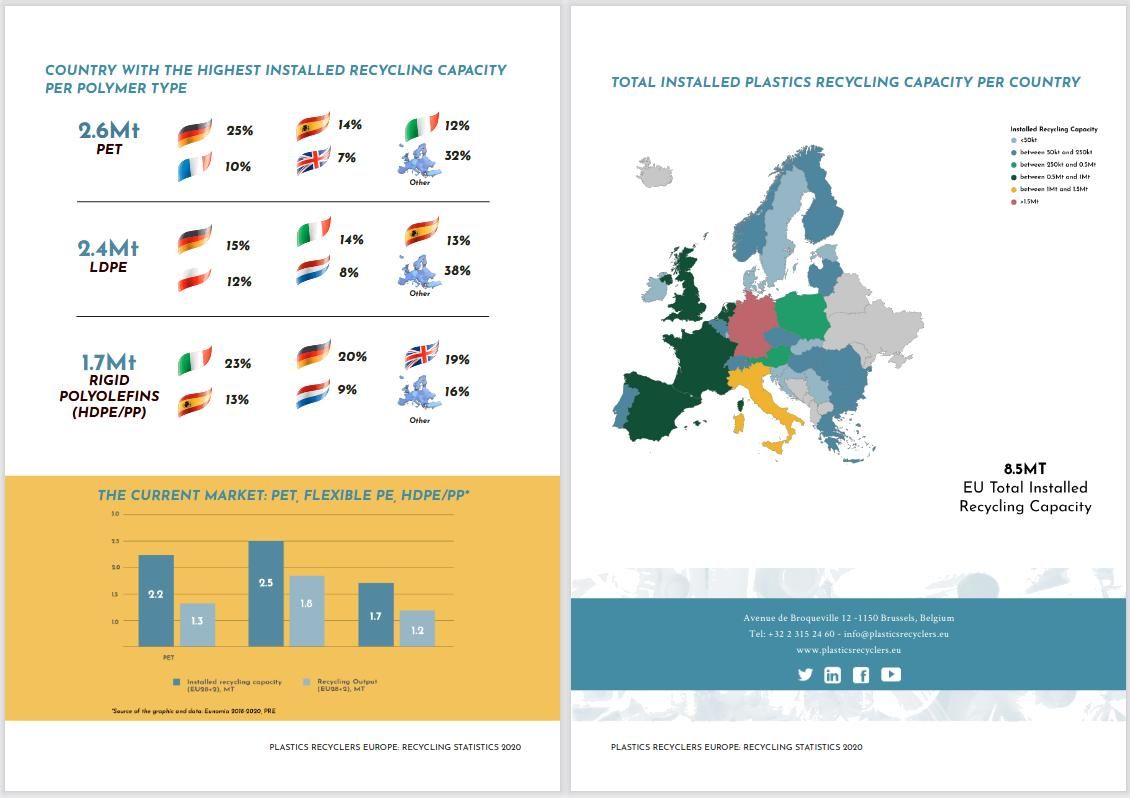
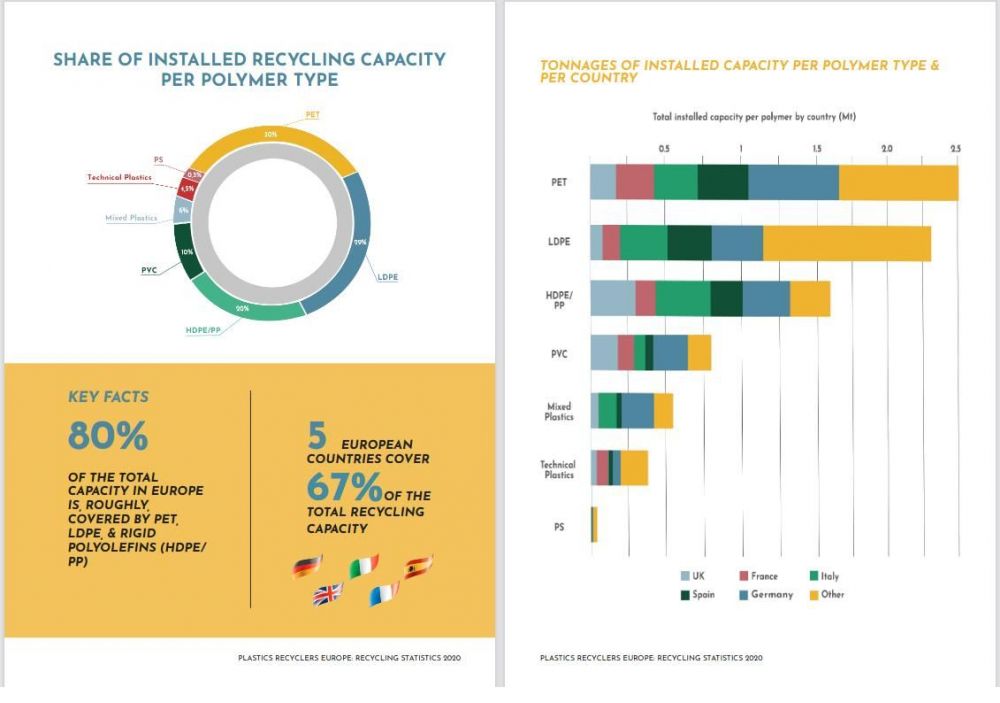
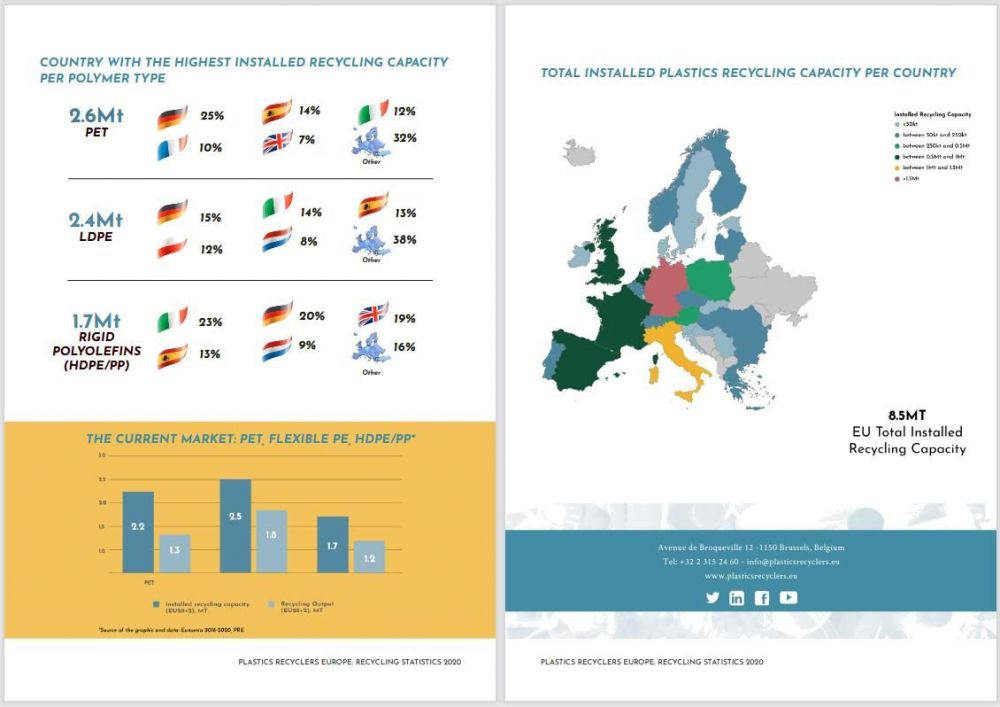
Quelques chiffres et graphiques (faciles) concernant la filière du recyclage des plastiques en Europe. Il serait intéressant de les mettre en phase avec les productions des différents pays afin de voir si proportionnellement il y a une logique entre les deux. recyclage plastique.pdf3 points
-
Trop chouette @razor ! Je suis toujours admiratif de tes créations.3 points
-
Même pas : Le principe est le suivant : Sur ton PC tu as un client VPN et sur ta box le VPN activé et configuré. Lorsque tu actives le VPN sur ton poste, il se connecte à ta box via un protocole sécurisé (par cryptage des données) et ton PC est alors considéré comme "chez toi". C'est à dire qu'il est connecté comme si tu étais branché en direct sur la box ou en wifi. Donc à moins qu'SFR ne fasse arriver le VPN dans une zone hors de ton réseau (DMZ), tu n'as ni ouvertures, ni redirections à faire. C'est effectivement nettement plus sécurisé et hautement recommandé. Certes tu n'es pas une grande entreprise avec pignon sur rue, donc moins exposé, mais les attaques sont quand même bien réelles. Surtout quand les box intègrent directement le service, pourquoi s'en priver ? (Sans cela c'est quand même nettement plus compliqué à mettre en oeuvre).3 points
-
La coloration et le colmatage : Ce sont des postes assez simples à condition de respecter certaines règles. Quand vous avez anodisé votre pièce, vous avez créé une couche d’alumine. Cette couche est massive pour 1/3 et poreuse pour les 2/3 restant (en surface de la pièce). Le bain de coloration est constitué de pigments qui vont pénétrer dans la couche poreuse et ainsi réaliser une teinture dans la masse qui donne cet aspect aussi particulier à l’anodisation : La teinture dans la masse n'a rien à voir avec une peinture... Les pigments se présentent en poudre ou concentrés liquide à diluer dans de l’eau déminéralisée. Pour bien diluer le colorant, voici comment faire : - Prenez 1/2 litre d’eau déminéralisée, que vous faites bouillir. - Dès que vous arrivez à ébullition, coupez le feux, versez les pigments et remuez. - Laissez revenir à température ambiante en remuant de temps en temps. - Transvasez dans une bouteille d’un litre, rajoutez le complément d’eau déminéralisée et agitez. Gardez vos colorants au frais et à l’abris de la lumière. Pour l’utiliser, amenez votre colorant à 20°C et ajustez le PH ( voir « Pour aller plus loin »). Ensuite, versez dans un récipient et faites chauffer entre 40 et 55 °C. Pas plus de 55, car à partir de 60°C vous allez commencer à colmater, ce qui sera catastrophique pour une belle coloration ! Faites attention aux recettes de grand-mère ! Utilisez des « colorant organique pour anodisation », le reste ne vous attirera que des ennuis... Le bain de colmatage, lui, va refermer les pores. 2 solutions : - Colmatage à l’eau distillée : Prenez de l’eau distillée, faites la bouillir et trempez vos pièces pendant 2 fois le temps d’anodisation en maintenant l’ébullition. - Colmatage avec un additif : Prenez de l’eau distillée, ajoutez le colmatant, faites bouillir et trempez vos pièces pendant 1 fois le temps d’anodisation en maintenant l’ébullition. Voilà, vos pièces sont finies ! Pour aller plus loin : Les colorants : Le PH du bain de coloration est très important : La plupart des colorants organiques dédiés à l’anodisation s’utilisent à un PH entre 5 et 5,5. Le noir, c’est souvent 4,6/4,8. Sur Amazon, un PH-mètre, c’est 15 € et avec un litre d’ammoniaque (rayon produit entretien en super-marché) vous ferez des quantités de solution PH+. Avec un litre de vinaigre d’alcool blanc (rayon vinaigrette ) vous ferez des quantités de solution PH-. L’ajustement se fait avec l’un ou l’autre fortement dilué (une cuillére à café dans un verre d’eau déminéralisée) et seulement quelques gouttes sont nécessaires. Voici une petite vidéo qui vous explique comment ajuster le PH d’un bain de colorant. C’est aussi valable pour le bain de colmatant : https://www.youtube.com/watch?v=ar7wbQhhwew Les colmatants : Vous avez 2 solutions pour colmater : « Eau distillée seule» ou « eau déminéralisée avec additif colmatant ». Franchement, vous faites comme vous voulez, mais : - Un additif colmatant haut de gamme, c’est dans les 9 euros la dose pour créer 16 litres de bain avec de l’eau déminéralisée (2 euros les 10 litres environ)… L’eau distillée, c’est environ 15 euros les 10 litres… - Avec de l’eau distillée, il faut doubler le temps de colmatage. Si vous avez anodisé 1h, il faudra colmater 2 h. - Faites bouillir pendant 2 h de la flotte et vous allez vite vous rendre compte que la quantité de liquide qui termine en vapeur est énorme ! - Un additif a l’avantage de bloquer quasi instantanément le dégorgement de pigment. Avec de l’eau distillée, c’est beaucoup plus long… Aussi votre bain de colmatant à l’eau distillée aura une durée de vie très courte. - Un dégorgement faible, c’est une coloration moins (voir pas du tous) dénaturée... - Un bain additivé sera plus stable en PH (effet "buffer" de l’additif). - Un bon additif de colmatage intègre un filtre UV, durcit la couche et donne un effet velouté très agréable au touché sur la pièce. Soyons clairs : Les combines qui trainent sur le net, c’est des bêtises… Par exemple, ajouter du sel de cuisine est une ânerie… Ça va ruiner vos pièces ! Utilisez soit de l’eau distillée au PH de 6 OU de l’eau déminéralisée avec un additif au PH de 6, point ! L’eau pour une ligne d’anodisation : En théorie, l’eau de dégivrage du congelo, l’eau de pluie, le condensa de clim sont utilisables… Sauf que si vous utilisez un TDS-mètre pour évaluer la qualité de ces eaux en PPM (partie par million), vous allez vous rendre compte que : - L’eau de dégivrage est aux alentours de 180 PPM, - L’eau de pluie est aux alentours de 100 PPM, - L’eau de condensa est aux alentours de 300 PPM. - L’eau déminéralisée ou distillée est à 0 PPM Pourquoi ? C’est très simple : Pour avoir de bons résultats avec ce type d’eau, il faut un labo ! Si en théorie, ces eaux sont pures, en faite, le simple fait de les récupérer sans un équipement adéquate va les polluer. L’eau de pluie, ça va marcher si vous la récupérez à 4000 mètres dans une zone reculée sans pollution, quant au condensa, vous n’imaginez pas le bouillon de culture biologique… Ce qu’il faut pour anodiser, c’est une eau entre 0 et 3 PPM ! Et puis pour récupérer un volume d’eau conséquent, avec une clim ou un congélateur, bon courage ! Donc, laissez tomber les eaux de récupération et utilisez de l’eau déminéralisée ou investissez dans un petit osmoseur d'aquarium qui vous fournira de l'eau de très bonne qualité. Prochaine étape, on anodise une pièce ;-)
 3 points
3 points -
Bonjour, Je m'adresse au débutant comme moi qui font peut être face à certains soucis avec leur D12 230 mono : - Cheveux d'anges (stringing), dans la mise à jour du 16/03/21 pour cura trouvée sur le site de wanhao, la "distance de rétractation" est de 3 mm, résolu pour moi en la mettant à 6 mm. - les supports difficiles à être retirer car trop collés à la pièce, "support Z distance" est de 0.1 , résolu pour moi en mettant 0.25 . - Rien ne sort de la buse d'extrusion après avoir changer de bobine, apparemment le fil n'arrivait pas à atteindre la chambre de chauffe, il devait bloquer quelque part dans la tête d'extrusion... résolu pour moi en taillant l’extrémité du fil en pointe de crayon, plutôt qu'en biseau. Si ça peut donner des pistes à certains, tant mieux Autrement je suis super content de ma première machine .2 points
-
Alors ... ca n'est pas trop l'objet du forum, mais bon ... puisque c'est le sujet de la demande ... Disons que tu es à cheval entre le bien et le pas bien : je m'explique : Si le VPN est porté par la box (ou un firewall, dont elle remplie aussi les fonctions en fait) un vilain hacker se retrouverait face à un système qui a été conçu pour lui résister, et surtout, il est toujours A L'EXTERIEUR de ton réseau. Ta box ayant 2 connexions : 1 internet et 1 réseau local (filaire et wifi, rarement séparés dans les boxs). Donc si il s'attaque au protocole openvpn et réussi à trouver une faille, il ne sera que sur ta box et devra ensuite la "casser" pour accéder à ton réseau local. Dans le cas ou tu ouvres le port sur ta box ... il est certes cantonné au port 1194 et sur le raspberry, mais il est déjà DANS ton réseau ... déjà moins bien. Ceci dit OpenVPN est fait pour ça donc relativement résistant. Mais il arrive qu'on découvre une faille et qu'ils arrivent à l'exploiter pour outrepasser les limitations que tu as mis (port 1194 et ton raspberry). Pour éviter cela, il faut impérativement faire une chose : maintenir à jour le server openvpn que tu as installé sur ton raspberry et le client OpenVPN que tu utilises. Ainsi quand une faille est découverte, tu bénéficies des updates qui la referme, sinon : tu seras alors vraiment exposé ! Est ce que c'est fréquent ? Non, mais ça arrive et même sur des protocoles sensés être sécurisé, comme par exemple le SSH qui est un protocole sécurisé et sur lequel une jolie faille a été découverte récemment. Un exemple de fonctionnement d'une faille ? Imagine la mémoire d'un ordi comme une série de cartons posés les uns à côté des autres. Quand tu fais une action qui demande de la mémoire, on t'alloue un carton sensé sécuriser tes actions vis à vis des autres et t'empêcher de faire n'importe quoi ... à savoir tu te battras contre OpenVPN qui ne voudra pas te laisser passer parce que tu n'as pas la clé ... et c'est là que le souci commence : tu es déjà dans la mémoire de l'ordi ! Donc dans certains cas, le hacker va saturer la mémoire qui lui est allouée (en gros il rempli le carton) et dans certains cas, le système part en vrac et n'arrive plus à le contenir (en gros le carton déborde, il arrive parfois à avoir accès à d'autres cartons) ... c'est à dire d'autres actions en cours en mémoire, mais qui n'ont rien à voir avec ton OpenVPN ... qui n'aura servit que de porte d'entrée. Si par malheur la nouvelle case mémoire ou ils se retrouvent a des droits assez élevés et qu'ils arrivent à en prendre le contrôle, ils se retrouvent sur ta machine avec des droits que tu ne leur as pas donnés ! Bien entendu ils peuvent répéter l'opération dans leur nouvelle boite, voire vers une autre machine de ton réseau. C'est pour ça qu'il y a deux choses à éviter : 1/ ouvrir directement vers sa machine. Pour information, dans une entreprise, les machines exposées ne sont pas sur le même réseau que les machines de travail .Elles sont dans ce que l'on appelle une zone démilitarisée (DMZ), c'est à dire une zone que l'on sait exposée, donc gérée avec précautions et dans laquelle on ne va pas mettre tout et n'importe quoi (données sensibles). 2/ ouvrir des choses qui n'ont pas besoin de l'être : par exemple répondre "ok" quand windows te demande si tu veux que d'autres ordinateurs du réseau voient tes partages, alors que tu ne partages rien ! Autant laisser la porte fermée ! Ok, c'est un exemple et il existe d'autres types d'attaques, et l'explication est "scabreuse" mais c'est juste pour te donner une idée du principe d'une attaque. (Ne cherche pas les cartons dans ton pc ... y'a pas la place, surtout dans un Raspberry !)2 points
-
j ai acquis ma première imprimante resine ,la saturne , j ai adapté deux models que j ai fais précédemment pour celle ci.

 2 points
2 points -
Ben tu n'es pas devin @PPAC ?2 points
-
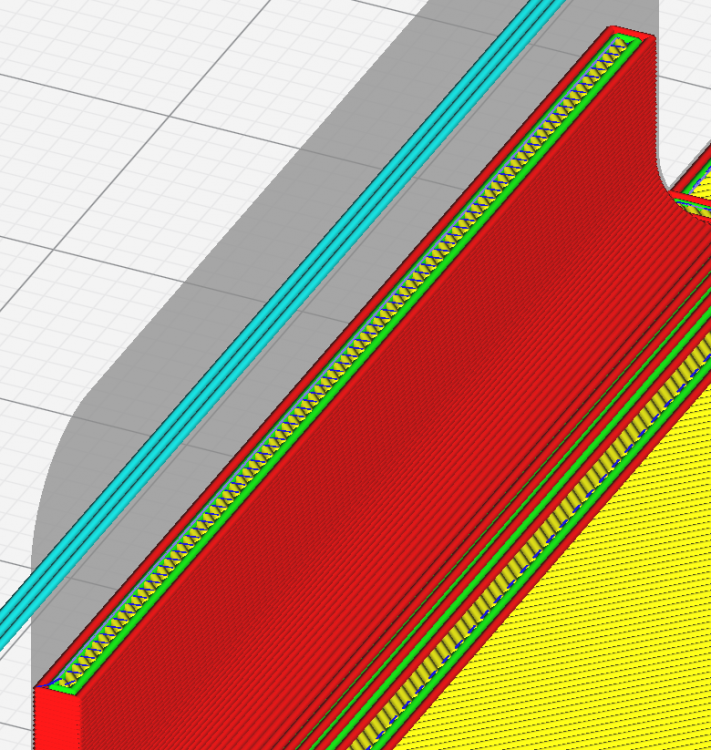
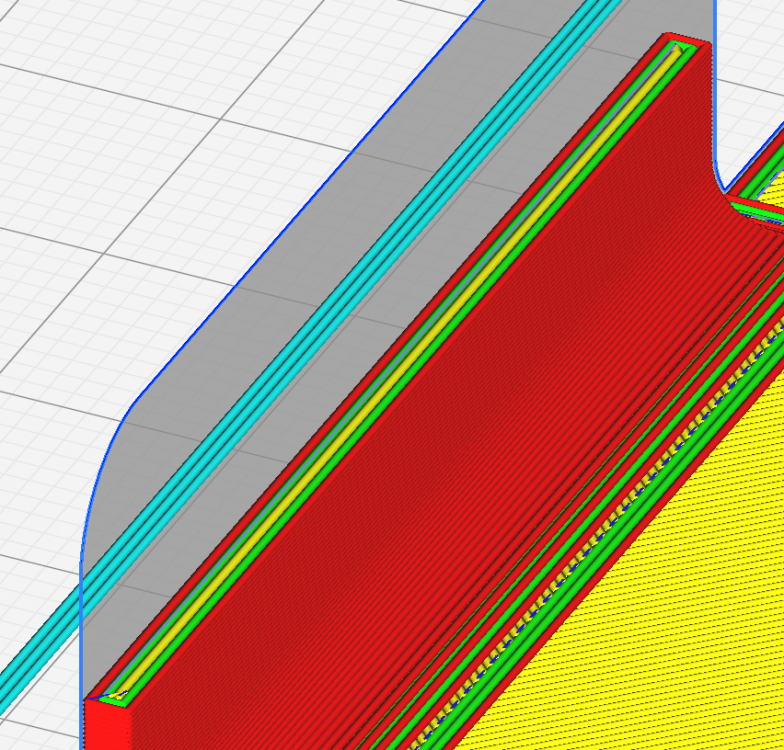
Après pas mal de tests, j'ai réussi à obtenir ce que je voulais. J'aurais tout essayé, ventilation, retrait, tour d'amorçage, exposition jointure, rotation de la pièce.... En fait ça venait d'un truc tout bête que j'ai trouvé en analysant plus sérieusement l'impression par CURA à partir du test N°8 (j'aurais pu faire ça avant...) : Mes tests de 1 à 8 malgré tout les changements étaient comme ci-après En fait mon remplissage bourrait au départ et ca s'amalgamait au fur et à mesure mais en mettant un plus grand retrait, voir descendre le débit au démarrage. J'ai solutionné le tout en rajoutant une coque qui ne peut pas être complètement imprimée, ça fait la même chose que le remplissage mais une passe continue. Tout est dans les petits traits bleus de CURA
 2 points
2 points -
Il y a beaucoup de paramètres utilisés pour générer le gcode, issus du profile de l'imprimante dans ton slicer. Donc chaque différence risque de créer un souci : Plateau légèrement différent, origine calculée différemment, extrudeurs différents, etc ... Par contre si ce que tu veux, c'est la petite séquence avant l'impression, tu peux juste la récupérer pour la mettre dans le profile de ta seconde imprimante. Cherches dans le profile de l'imprimante dans ton slicer, tu devrais avoir quelque chose comme "GCode de démarrage"2 points
-
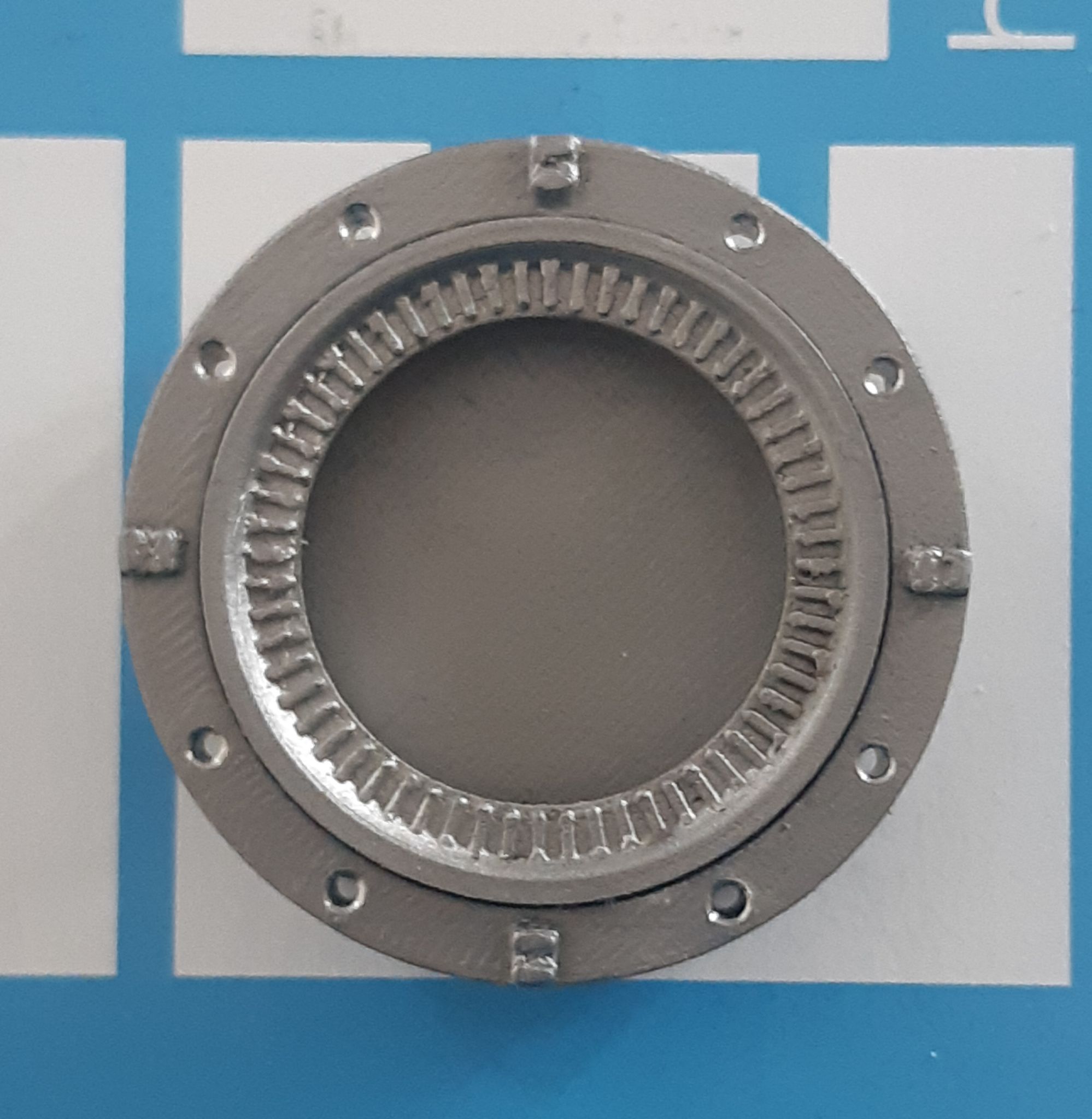
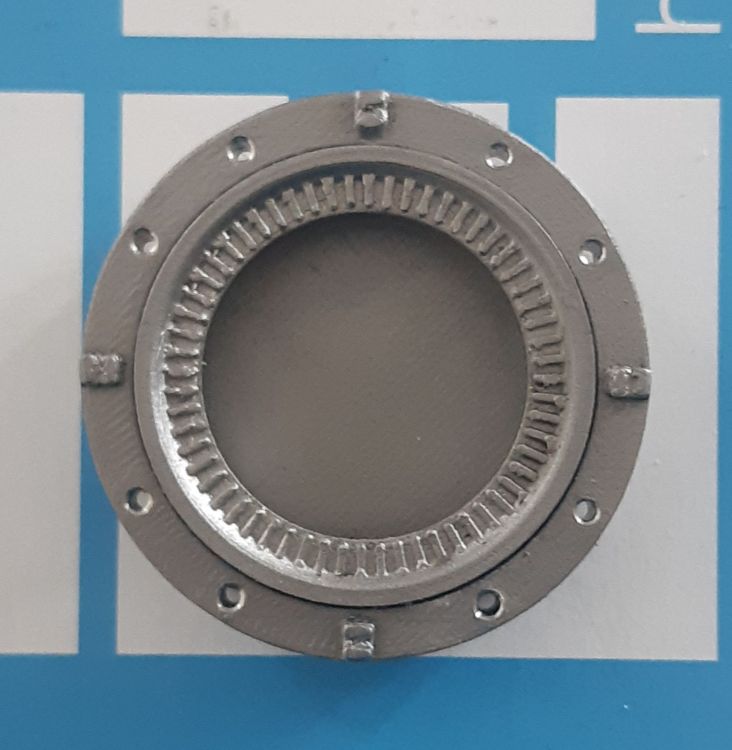
Bonjour, Suite à un projet proto perso j'ai usiné les pièces en INOX imprimées par SCUPLTEO : opérations d'usinages pour des perçages, taraudages et alésages. je devais respecter des cotes bien précises à 6/100 de mm en assemblage. Challenge réussi avec beaucoup de précautions et de savoir faire ! La matière est très dure même comportement que le même métal issu dans lopin de barre traditionnel. Il faut surtout les bonnes vitesses de coupe avec du lubrifiant spécifique. Quand tous les paramètres sont corrects les copeaux sont comme des fils d'argents. L'état de surface est très bon Ra de 0.8 acceptable même pour des surfaces au contact des joints toriques. Conclusion : c'est exceptionnel l’impression 3D INOX c'est une bonne solution pour les industries du médical, de l’automobile, de l’aérospatiale, afin de créer des prototypes fonctionnels, ou la production en séries. si vous êtes curieux c'est ici les explications du fabricant sclupteo IMPRESSION 3D CI-JOINT une pièce en Inox 8 perçages... a+
 1 point
1 point -
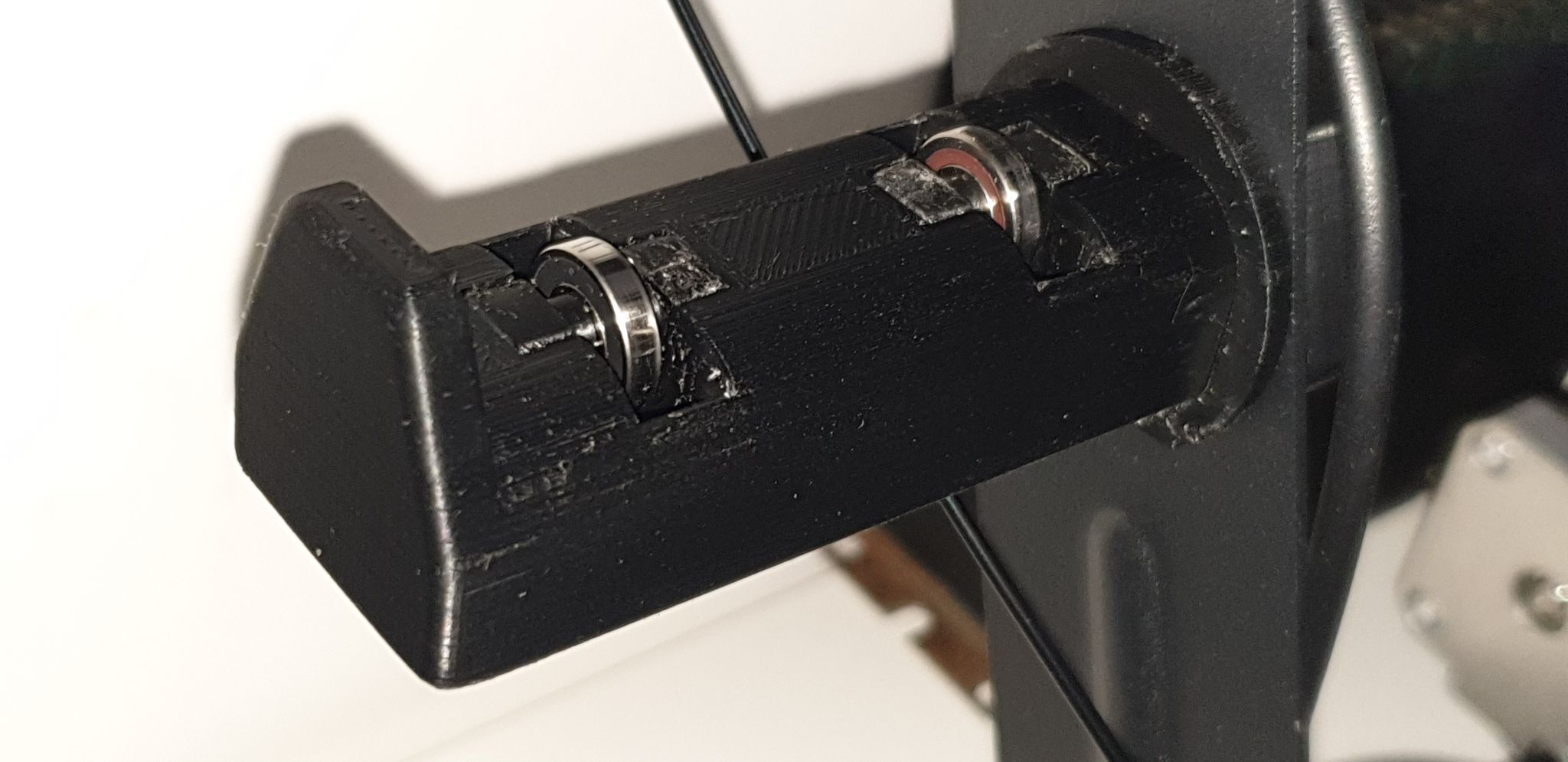
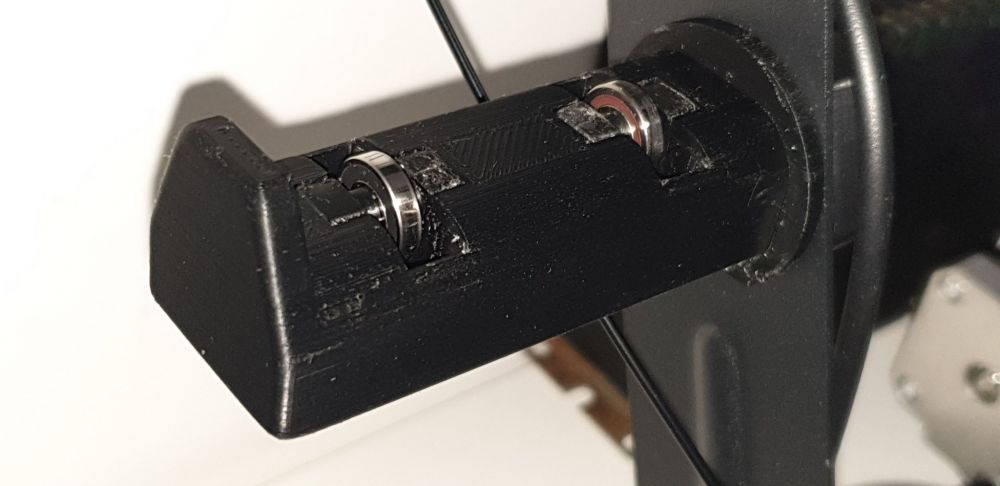
Salut @NOX le proto est très intéressant car le support est solidaire de l'extrudeur sans apporter une contrainte sur la connectique de la prise SVGA. je conseille ce montage qui pour moi est une très bonne étude sans solliciter la prise SVGA (mécaniquement très stable) Bon il faut ouvrir l'extrudeur pour extraire le PCB de la prise SVGA; avec un peu de méthode c'est facile à modifier. a+1 point
-
De toutes évidences lors d'un stop print certaines horloges ne sont pas réinitialisées . Si ça c'est pas un problème de micrologiciel !!1 point
-
Il est possible que ce soit ton PLA comme cela a été mon cas. Essaie un autre PLA comme l'ERYONE, ça devrait aller mieux.1 point
-
Merci pour ta réponse @Jonathan06 Donc le problème d'origine de ce poste vient surement de la : le filament ramolli au dessus du heatbreacker car le ventilo ne tourne pas et lorsque l'extrudeur pousse le filament il se compacte et forme un bouchon. Du coup le filament ne sort plus et l'extrudeur le ronge en tentant de le pousser. Je ne devrais plus avoir le problème maintenant, je croise les doigts1 point
-
Bonjour, je vous explique. Quand j'ai reçu l'imprimante, je me suis vite rendue compte qu'il y avait un problème avec la chauffe de la buse. J'ai donc contacté ortur et après plusieurs explications, vidéos à l'appui, ne sachant pas d'où cela pouvait venir, Ils m'ont envoyés une carte mère. J'ai mis pas mal de temps avant de changer la carte par ce que entre temps j'ai compris que c'est le "stop print" qui pose problème. Bon, je change la carte, pour la chauffe de la buse rien de mieux. Mais il y a quelques jours, décalage du Y, chose qui ne m'étais jamais arrivé. Cela viendrait il de la nouvelle carte ? Mercredi je décide de remonter la carte d'origine et je viens d'enchaîner 4 prints de 7 heures sans laisser refroidir l'imprimante. Pas de décalage !!!! Pour ne pas faire de conclusion trop rapide, j'ai remonté a nouveau la deuxième carte et je vais re enchaîner les 4 prints. Et vous n'allez pas me croire si je vous dis qu'en remontant la deuxième carte, je viens de me rendre compte que mercredi j'avais oublié de rebrancher le ventilateur de refroidissement. 28h de prints sans ventilateur !!!! Je ne le crois pas moi même ! Je vous tiens au courant pour la suite.1 point
-
Normal, une résistance qui se répète sur tout les moteur, car il y a des aimant dedans! Pas la peine de démonter le ventilo. Le ventilo latéral doit tourner tout le temps car c'est lui qui empêche le filament de fondre au dessus du heatbrecker. S'il ne tourne pas la chaleur remonte le long du filament puis ca fait ramollir le filament au dessus de la buse et ca risque de créer un bouchon, puis c'est la galère à déboucher! Il faut que tu vérifies les branchement d'abord au niveau de la tête. Tu démontes le capot orange, puis tu suis les fils du ventilo qui arrivent sur un bornier. Tu vérifies le serrage des borniers. Si tu as un voltmètre tu peux mesurer la tension au niveau du bornier. Tu devrais avoir 24VDC. Si ce n'est pas le cas tu me dis je te dirai ou vérifier par la suite. [EDIT] S'il tourne maintenant alors je n'ai rien dit1 point
-
@Idealnight J'ai en projet de (re)faire un chti document sur ces greffons (en fait je l'avais commencé mais il est parti en fumée quand un de mes disques durs a décidé de se faire «seppuku» (évidemment je n'avais pas fait de sauvegardes alors que quand j'étais encore administrateur réseau je préconisais d'appliquer trois règles : sauvegarder, sauvegarder et sauvegarder ).1 point
-
Bon, plus de peur que de mal. Il a du y avoir un choc sur l'armature qui entoure le ventilateur. J'ai redéformé le plastique pour qu'il ne touche plus les pales du ventilateur et maintenant il tourne !1 point
-
Ah, je n'avais pas fait attention mais effectivement j'ai fait un peu long ... Parfait, par contre n'oublie pas les deux côtés ... Il faut mettre à jour openvpn aussi bien sur le raspberry que le client sur ton pc.1 point
-
@bina j'ai détaillé un peu plus le principe des VPN ici :1 point
-
Hey ! Quelques nouvelles de l'avancement du meuble pour y mettre l'Ender 3 Pro ! J'ai pu profiter de l'expérience d'un ancien menuisier et de sa menuiserie, il m'a beaucoup aidé et j'ai appris plein de choses ! Un grand merci à lui Le meuble n'est pas encore fini, il manque encore quelques éléments : les façades en Plexiglas (en attente de livraison), la ventilation (je ne sais pas encore comment je vais m'y prendre), et les supports de filaments qui iront dans le caisson du haut (en cours de conception). De plus, j'aimerais déporter l'alimentation et la carte mère de l'imprimante à l'extérieur, je suis à le recherche de quelques conseils, je pensais les mettre dans le tiroir du haut mais je serai forcé de le laisser ouvert quand j'imprime (pas très pratique). Vos retours sont les bienvenus A+ M2C

 1 point
1 point -
et si en plus il y a de la colle dessus après usage ...1 point
-
Go pour le sèche-cheveux. J'essaierai de le faire en cachette de Madame et de ma fille aînée " tu fais quoi encore ? Tu as pas assez de jouets à toi ?"1 point
-
Oui et non ... C'est un peu plus compliqué que cela. L'idéal aurait été que ce soit la box qui porte le VPN. Mais dans ta situation tu as fait le nécessaire.1 point
-
1 point
-
Salut, Est-ce que tu peux fournir une photo de ton impression et le résultat du palpage = matrice de correction (GCode M503)? Oui, sauf si ces lignes sont dans la partie UBL et que tu utilises l'ABL. Le #define MESH_INSET me fait dire que tu n'es pas dans la bonne partie. Dans ce cas, il faut rechercher la condition du style: #if EITHER(AUTO_BED_LEVELING_LINEAR, AUTO_BED_LEVELING_BILINEAR) EDIT: n'hésite pas à fournir tes fichiers Configuration.h et Configuration_adv.h. Ça lèvera les doutes.1 point
-
Salutation @Max. En principe, un extrudeur bien calibré fournis en réel la valeur demandé ... donc si pour 100 mm demandé tu a l'extrudeur qui fait avancé le filament de 40 mm il semble que les "step/mm" pour l'extrudeur sont a modifier ... voir les tuto video youtube : "calibrage extrudeur" Edit : bien noter qu'il existe (sur le firmware marlin) une protection qui bloque l'extrusion a froid donc : soit pré chauffer avant, soit utiliser la commande gcode https://marlinfw.org/docs/gcode/M302.html Aussi , une belle photo bien nette de tes impressions pourrais aider a te donner des conseils plus adaptés ... Sinon tu pourrais trouver des pistes avec : https://www.simplify3d.com/support/print-quality-troubleshooting/ Bonne continuation !1 point
-
Hello, Voici le contenu du fichier : Source : https://www.plasticsrecyclers.eu/

 1 point
1 point -
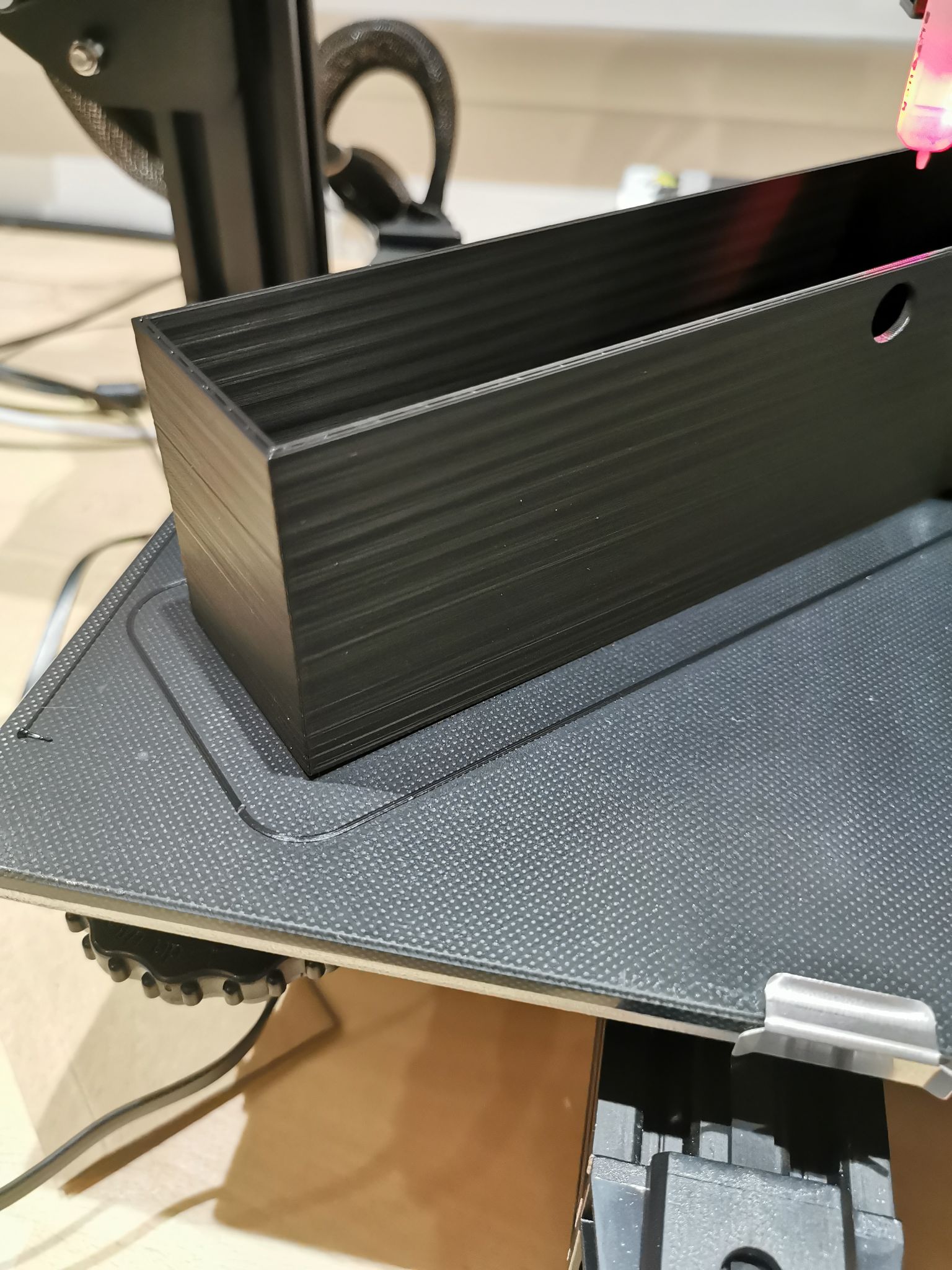
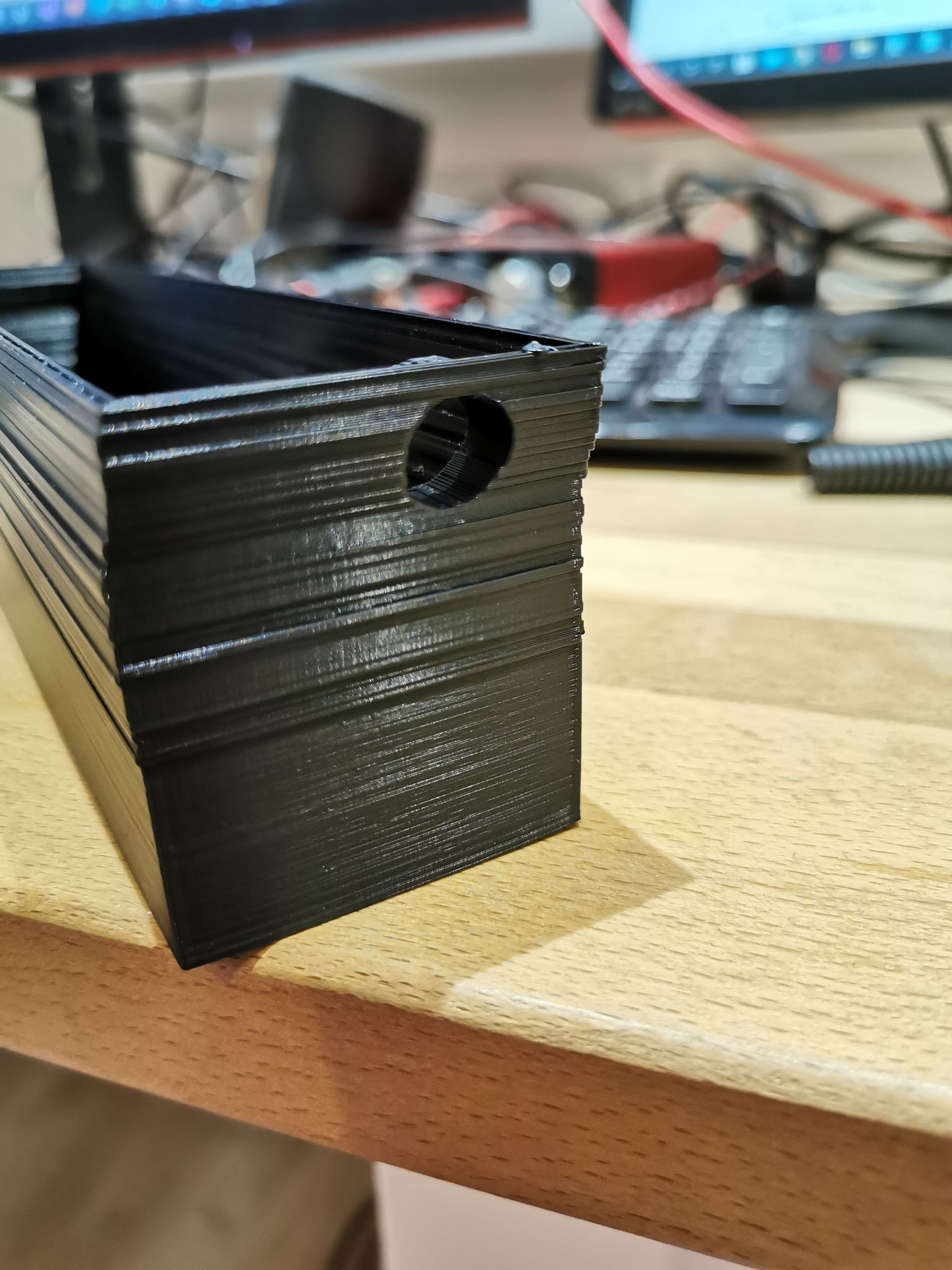
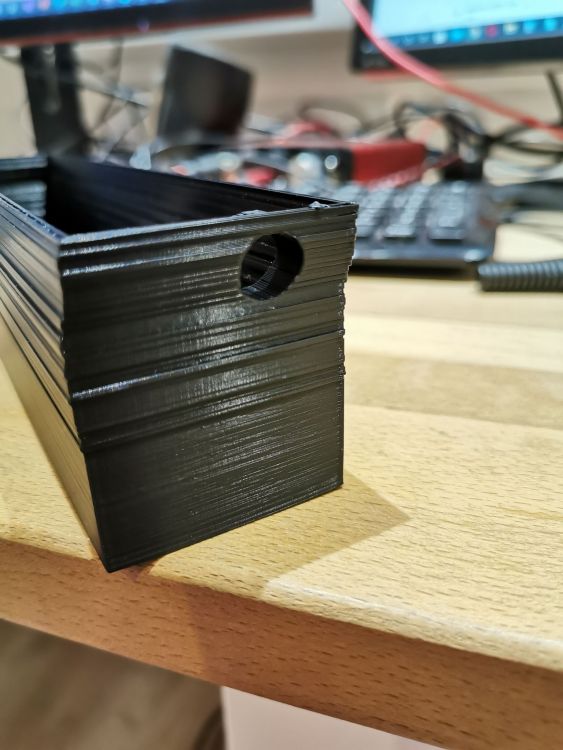
Bonjour à tous, Je viens de faire l'acquisition de ma première imprimante 3D qui est une ENDER 3 V2 (CM 4.2.2) achetée chez Aliexpress la semaine dernière. Après un gros travail d'ajustement fortement aidé par la lecture de ce forum, et l'installation d'un BLTouch, je suis arrivé en 2-3 jour à des impressions presque parfaites ! J'ai donc décidé de me lancer dans des plus grosses pièces et notamment une grosse boite carrée en 3 morceaux de 22x4 par 5 cm de hauteur environ pour faire une réplique de l'horloge de la Delaurean de retour vers le futur, bref ... Et là les ennuis ont commencé : les deux premières boites ce sont imprimées parfaitement en 12-13h (photo 1). Au milieu de la 3ème (à environ 3 cm de hauteur, soit environ 8h d'impression, j'ai commencé à avoir un affreux décallage dans les axes Y et X en escalier avec de temps en temps pendant l'impression que la courroie sautait un cran et que l'extrudeur (enfin le truc qui chauffe le plastique quoi ;)) sautait. Photo 2. Depuis j'ai retenté une impression : décallage affreux dès les premiers cm. La suivante, après réglage des courroies et toutes les vérification que j'ai trouvées sur le forum était "potable". Je veux dire pas d'escalier comme sur les 2 précédentes, mais une surface pas très régulière avec des bourrelets (photo 3) et franchement un résultat fort décevant par rapport à tout ce que je sors depuis une semaine J'ai ensuite commencé la bricole : essai d'un autre firmware, essai de retension des courroies, réglage du plateau, vérification du paraléllisme, etc. Après de nombreuses heures sur le forum, les problèmes qui ressemblent le plus au mien sont des utilisateurs qui l'ont réglé en changeant la CM d'une 4.2.2 pour une 4.2.7. Je ne souhaite pas mettre un multimètre sur ma CM allumée pour bricoler des offset, j'aurai trop peur de tout péter, et il semble que de toutes façon cela ne soit qu'une solution palliative en cas de CM défectueuse. J'en ai commandé une à 30 € sur Aliexpress par pragmatisme... au pire ce ne sera pas une grosse perte. mais je vais essayer d'optimiser les choses en attendant Mes questions à la communauté sont donc les suivantes : 1) Y-a-t-il d'autres vérification à faire avant de changer la CM ? 2) je n'ai pas trouver d'instruction très claire pour régler la courroie, vous avez des conseils ? 3) les spécialistes de la 4.2.2 buggée, mes symptômes vous évoquent la même maladie ? Merci à tous pour vos conseils. Amitiés, Hervé


 1 point
1 point -
Salutation @Pr_Geek Comme tu semble avoir méticuleusement vérifié tous se qu'il y avait a vérifier ... la piste de la carte v 4.2.2 qui bug semble le plus logique... Je compatis et espère que la version 4.2.4 de cette carte sera la solution miracle ! Pour le réglage de la courroie, je ne saurais te donner d'information vraiment utile, mis a part l’habituelle "bien tendu mais pas trop" et que l'ensemble des éléments attaché ou en contacte avec cette courroie soit bien dans un même l'axe, bien aligné ... (mais cela me semble assez évident pour toi ...) Bonne continuation !1 point
-
Salutation @yamar Il y a tellement peut d'informations ( Nom et version de l'imprimante, Matériau utilisé ... PLA ? , Température d'impression ?, paramètres du trancheur ...) Des belles photos bien nette aurais donné plus d'information qu'une vidéo ... Donc : Oui pas top comme résultat mais il y a pire ... ! Il doit y a voir quelques truc a régler ... température, vitesse ... Edit : Peut-être trouvera tu des pistes sur : https://www.simplify3d.com/support/print-quality-troubleshooting/ Espérant que tu donne plus d'information ou que tu trouve la solution, bonne journée !1 point
-
Papy retraité j'avais depuis longtemps été tenté par l'impression 3D mais toujours peur de me lancer par manque de connaissance tant en création qu'en impression..... Finalement je viens de sauter le pas après avoir suivi les mooc "S'initier à la fabrication numérique", "Programmer avec Arduino" et "Imprimer en 3D" sur Fun-Mooc. Tellement hâte de réaliser mes travaux pratiques que plutôt qu'aller au fablab le plus proche, j'ai fait l'acquisition d'une Anycubic Mega Pro. J'ai déjà réalisé quelques print, (uniquement en PLA pour l'instant), certains avec succès, d'autres dont la qualité est à améliorer, mais ça viendra......1 point
-
@Max. bonjour, c'était pour vérifié mais comme ils sont sur 0 c'est prusa qui fait le calcul as tu calibré ton extruder avec ta buse de 0.8 ?1 point
-
Salut, concernant le plateau de 235 mais renseigné à 220, on peut trouver des explications du coté de l'Ender 3 qui a les mêmes caractéristiques de plateau (cf article). Cette différence s'explique surtout par la conception et tolerance de fabrication (pas de reglage physique endstop X par exemple). On peut gratter jusqu'à 230, mais 2.5mm de part et d'autre du plateau, ça ne fait pas une grande marge...mais pourquoi pas si ça peut sauver un coup1 point
-
@Max. bonjour, as tu changé tes largeur d'extrusion dans l'onglet réglage impression - avancé ? et tu est sur quelle machine ??1 point
-
Euh, quand j'importe le .ini de Vap38, Prussa se ferme, et je n'ai rien vu de changer quand je redémarre... Normal ? Sinon pour les ventilos. de toute façon nos tenlog allument et gèrent les 2 ventilos en même temps il me semble. Pas moyen de séparer les réglages...1 point
-
Je l'ai récupéré ici https://github.com/kanocz/3dconfigs/blob/master/Tenlog.ini1 point
-
Je l'ai redessiné plus court pour ceux que ca intéresse SupportFilament.STL EcrouSupportFilament.STL
 1 point
1 point -
Effectivement j'ai le fang Deamoncrack et un 3DTouch. Après installation j'avais mesuré les décalages et j'avais bien -30 sur X et -25 sur Y, ce que j'ai mis dans mon fichier du Marlin 1.1.19. Ce sont ces valeurs que j'ai reprises pour les mettre dans le Marlin V21 point
-
J'ai trouvé sa sur thingiverse et sa le fait très bien! https://www.thingiverse.com/thing:2923295
 1 point
1 point -
yop , c est pas un de mes models , juste fait une modif pour la charge des accus , installation electro + print abs + le flash1 point
-
je serais toi je reprendrai toute la mécanique, parallélisme axe X par rapport à la structure de l'imprimante, excentriques, courroies... Quelques tutos bien utiles pour t'aider:1 point
-
Razor, Très belle passion, tu vas devenir le Facteur Cheval de l'impression 3D. Il disait: "Pour distraire mes pensées, je construisais en rêve, un palais féerique…"1 point
-
yop, je vous met mon dernier print et ma dernière sculpture en date , print fait avec ma nouvelle machine hypercube (voir projet sur le forum) socle en cours , perso fini juste quelques retouche jointure et une couche finale de primaire . taille 110cm fini avec socle et Eclairage led yeux casque et pointe de arme


 1 point
1 point -
Bonsoir, j'ai donc effectué la manipulation puis j'ai réimprimé mais il y a juste le lit qui c'est imprimé.0 points
-
Je pense que l'extrudeur est bien calibré. En lui demandant d'extrudé 100mm le fils bouge de 4cm et de 50mm il extrude 2cm.0 points