Classement



Contenu populaire
Contenu avec la plus haute réputation dans 15/08/2021 Dans tous les contenus
-
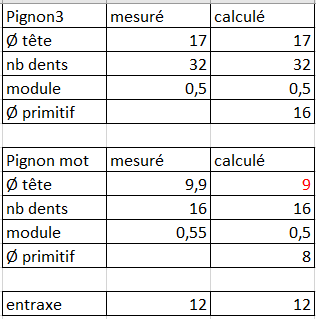
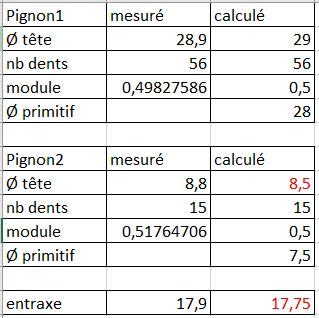
Suite et fin: tout est ok sauf le Ø du pignon moteur qui est trop fort de 0,45 mm au rayon....ce qui va engendré des contacts au fond de dent du pignon de 32 et donc des pts durs.
 3 points
3 points -
Hello, de mon coté, je trouve les choses suivantes: donc je note aussi la différence de 0,15 mm sur l'entraxe mais comme c'est en positif, à mon avis, cela ne peut pas générer de pt dur. Par contre, je trouve aussi que le pignon de 15 devrait faire 8,5 de Ø exter et pas 8,8 ce qui fait 0,15 en trop au rayon. Ça pourrait se compenser avec l’écart d'entraxe mais pas forcement si la mesure d'entraxe n'est pas exacte...dans ce cas, à voir si un petit coup de lime sur le sommet des dents du pignon de 15 ne pourrait pas redonner un peu de jeu et réduire les points durs. @Ahote, pour pouvoir faire le calcul sur l'autre partie, il me manque le Ø, le nb de dents du pignon moteur et l'entraxe avec l'arbre.
 3 points
3 points -
Voilà, la procédure d'installation (draft) de Klipper pour les Wanhao D12 est terminée. Je mettrai à jour en fonction de vos questions, remarques,... afin de garder celle-ci la plus complète et compréhensible possible. Dans le même ordre d'idée de compréhension, je traiterai des modifications mécaniques sur mon imprimante dans un autre sujet, avec juste des liens entre les sujets. Bonne lecture1 point
-
Merci J'adore les extensions pour Octoprint Une liste partielle (et partiale) de quelques greffons installés : Pour avoir des éléments à gauche (défaut) et à droite : Octoprint-Widescreen ou UI Customizer Pour réorganiser leur placement : Octoprint-DragonOrder ou via UI Customizer qui le permet également Pour mettre n’importe quelle image dans l’onglet des températures : Octoprint-CustomBackground Pour réorganiser les onglets de la fenêtre principale et remplacer le texte par des icones : Octoprint-Taborder Pour changer l'apparence et modifier quelques éléments CSS : Themeify Pour avoir la température à gauche ou à droite (Octoprint-Widescreen / UI Customizer) : Octoprint-SidebarTempgraph Idem pour le flux vidéo : Octoprint-WebcamSB Et encore bien d'autres greffons (plugins) très utiles mais que ne modifient pas l'apparence générale (commande de prises connectées, gestion des bobines de filament, historique des impressions, visualisation du nivellement du plateau, moniteurs de ressources du Raspi et quelques autres encore ). Bon nombre de ceux que j'utilise sont le fait d'un contributeur talentueux et prolixe : jneilliii Il faudrait que je fasse un sujet sur ma «customisation» d'Octoprint si je trouve le temps1 point
-
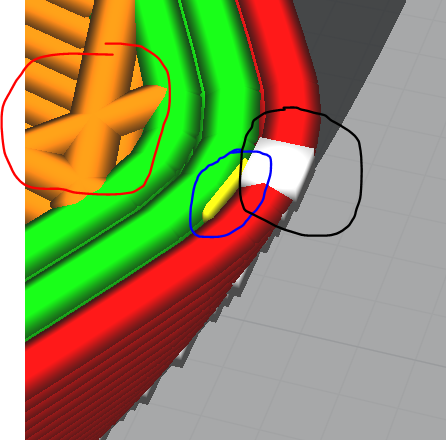
Salut @Synote, Oui, c'est souvent un problème de puissance de refroidissement du filament dans cette zone en surplomb difficile à imprimer mais pas que. Avant d'envisager une modification du ventilateur, tu peux aussi corriger: une température un poil élevée qui favorise la création d'un bourrelet de matière dans la pointe qui refroidit moins bien que le reste un peu de sur extrusion qui amène trop de matière (au passage, ta première couche semble aussi trop écrasée ) un départ de couche situé sur la pointe ( il vaut mieux le mettre sur l'arrière du benchy) un remplissage qui se croise à la pointe et qui génère un gros volume de filament l'option "remplir tous les trous du modèle" sous Cura par exemple qui amène la buse à faire une reprise sur la pointe du benchy et donc un bourrelet exemple: cercle noir = départ de couche et cercle bleu = remplissage des trous et cercle rouge = croisement remplissage -> défaut assuré ! Tu as aussi la vidéo de Teaching Teach qui donne des infos sur l'interprétation des défauts d'un benchy:
 1 point
1 point -
Merci beaucoup, effectivement c'était ça ! J'avais des problèmes de stringing (résolus autrement) mais j'ai du laisser ça activé. Le plugin va m'être très utile aussi merci !1 point
-
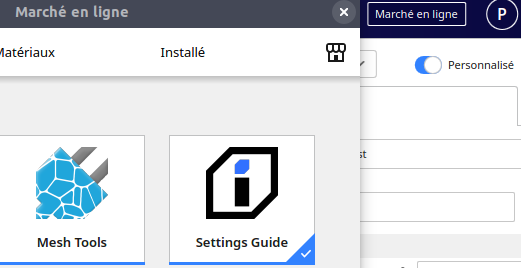
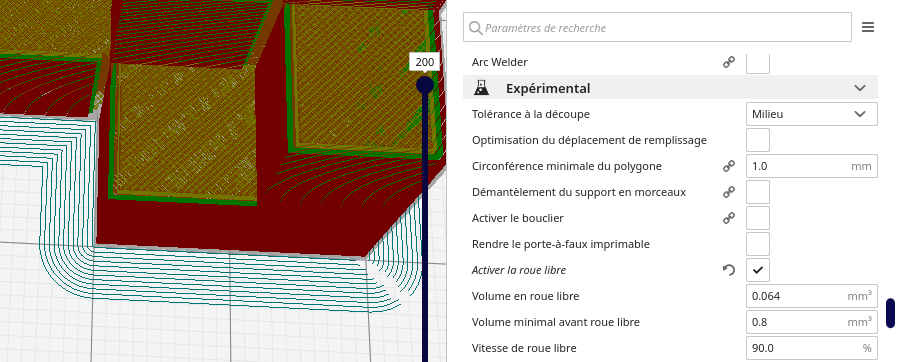
Salutation ! Tu a surement de coché "Activer la roue libre" dans la section "Expérimental" Avec : Sans : Edit : Pour comprendre l'impacte des paramètres de Cura, je te conseil vivement d'installer le plugin/extension "Settings Guide" (les textes sont traduit en fr. malgré le nom du plugin en anglais) depuis le "marché en ligne" sous cura ! (il te faudra créer un compte Ultimaker ...)
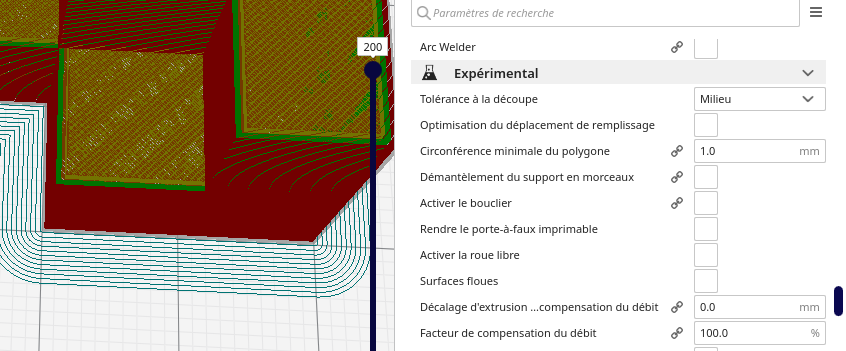 1 point
1 point -
Les bouquins de Prusa et le site sont très complets. Il ne faut pas utiliser d’autres méthodes que celles conseillées et validées depuis longtemps par Prusa. refait un réglage première couche avec la procédure Prusa. Fait un essai avec un fichier test de Prusa pour voir si tu as les mêmes problèmes.1 point
-
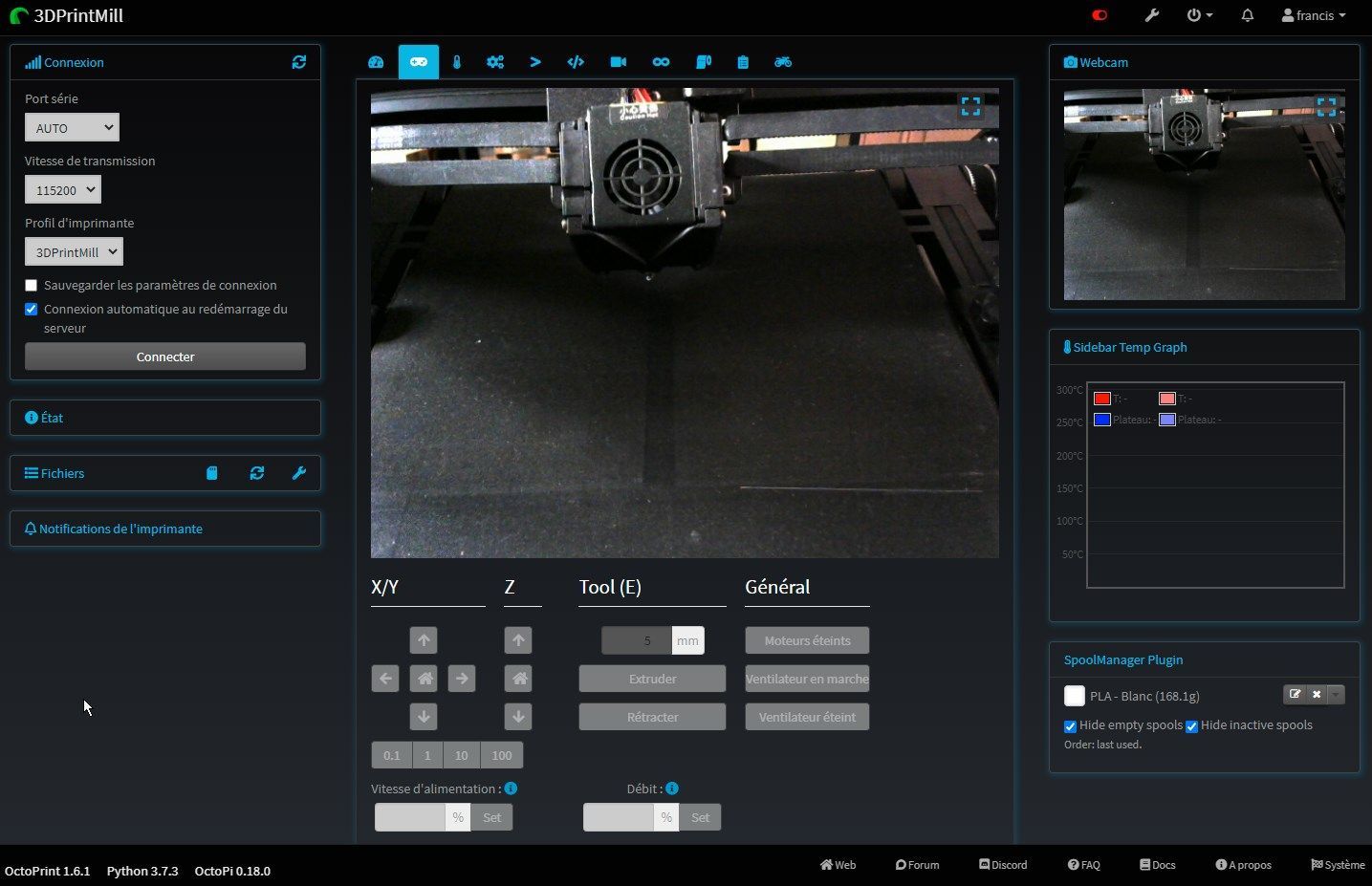
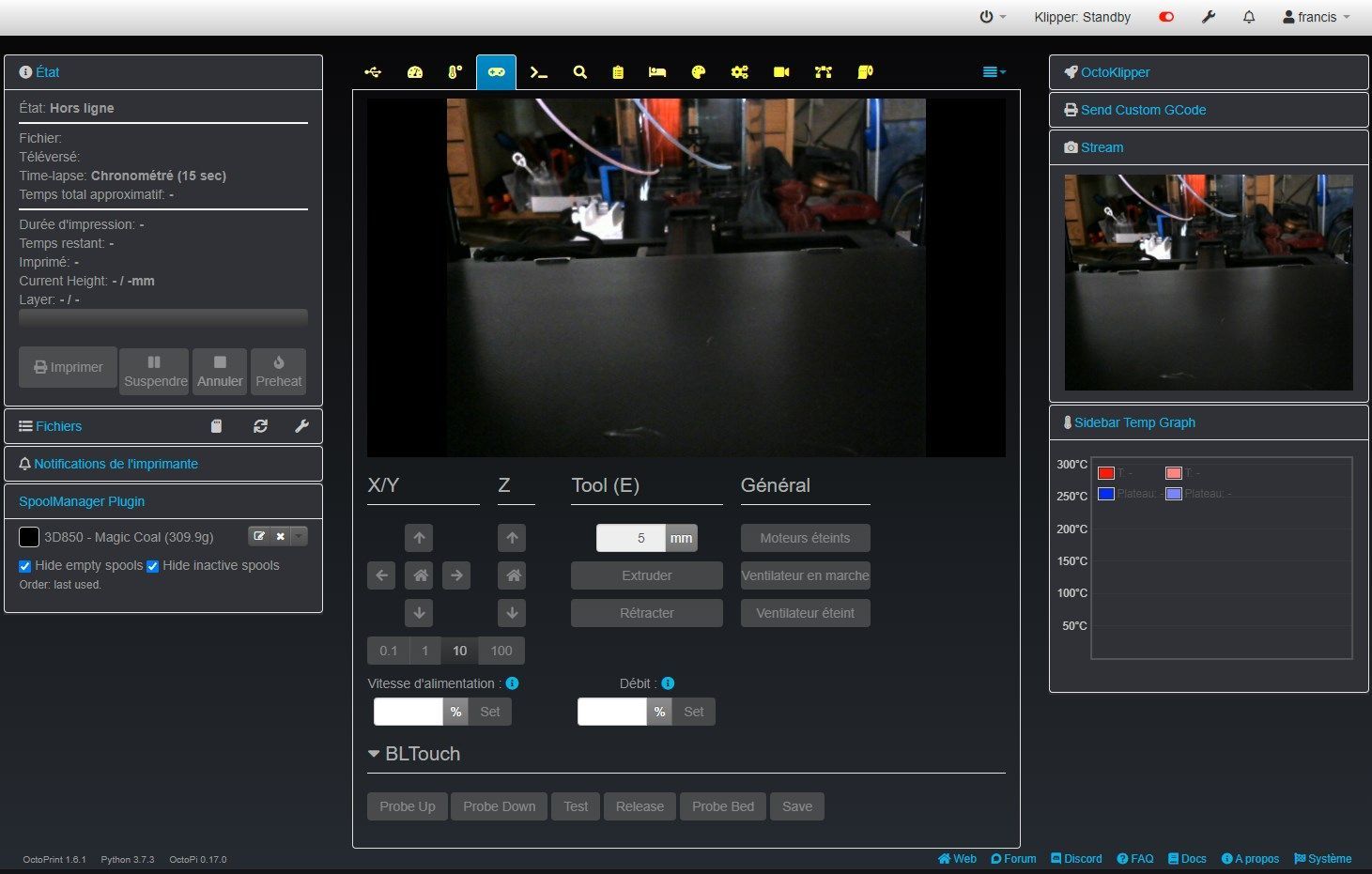
Peut-être que la fenêtre de ton navigateur est trop petite pour afficher cette section Sur mes Octoprint, j'utilise un bon nombre d'extensions qui modifient la présentation. Avec la 3DPrintmill (CR30) , c'est UI Customizer : Avec la CR10V2 (CR6-SE), c'est Widescreen : Aucune de ces extensions n'a été francisée. Un conseil: Si tu veux qu'un utilisateur sache que tu l'as interpellé, tape l'arobase (@) puis commence à saisir son pseudo, au fur et à mesure de ta frappe tu pourras sélectionnerf son pseudo dans la liste déroulante. Par exemple: @Serge62 si tout s'est bien passé, le pseudo apparait précédé de l'arobase (@). En plaçant le pointeur de la souris sur le pseudo, les infos minimales concernant l'utilisateur s'afficheront
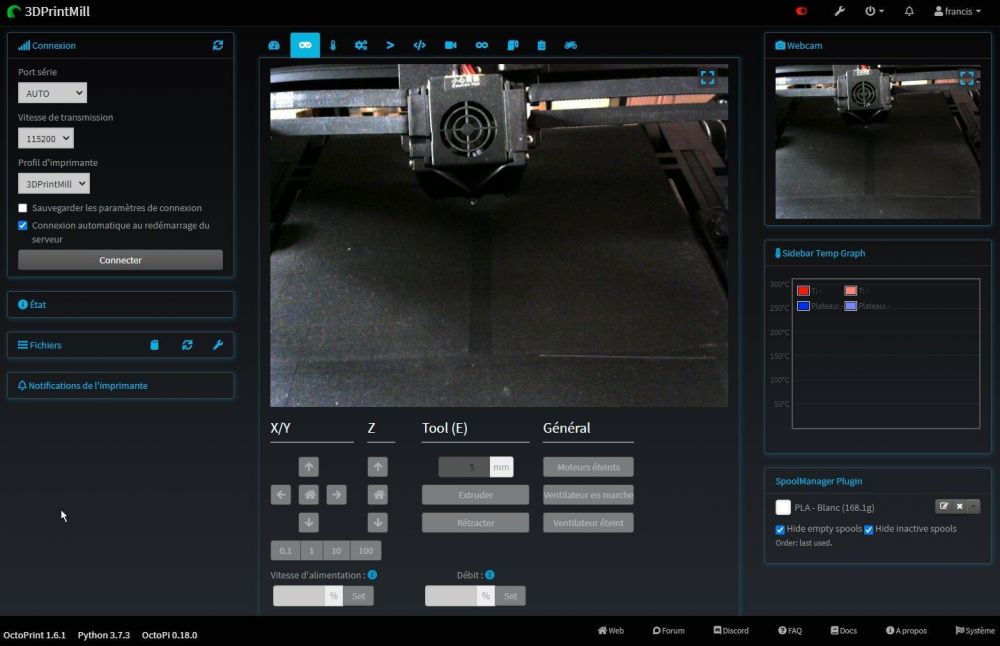

 1 point
1 point -
Je me doute bien mais sur les imprimantes a moins de 1000€ aucun ne sera d'échange ou de retour pour réparation, pourquoi car l'expédition et renvoie d'une imprimante 3D de ce prix couterais trop chers, l'alim doit valoir 30€ a tout cassé. Le remplacement de l'alim est simple tu n'a rien a défaire sur la carte mère juste a débrancher les câble d'entre et sortie d'alim et les mettre sur la nouvelle au même endroit. Tu prend ton temps et note sur une feuille ou sont câble les fils. si tu as de la colle chaude l'astuce du jour utilise un pistolet a air chaud ou un sèche cheveux tu passe au dessus de la colle cela va la ramollir et permettre de retirer les câbles sans rien abimé. Après toujours être prêt a mettre les mains dans la machine avec les imprimantes 3D, j'ai commencé en Novembre l'impression 3D j'avais jamais touché avant, et après avoir appris a m'en servir et avoir le revêtement du bed qui c'est arraché, j'ai décider d'apprendre a la modifié et améliorer, résultat en janvier je concevais mes propres firmwares, et attaqué la transformation de ma Genius. Aujourd'hui je suis capable de modifié a améliorer n'importe quelle imprimante cartésienne du marché. Je te dis pas que tu dois faire comme moi, mais en ce renseignant un peu on ce rend compte que l'électronique est simple sur un imprimante 3D, la mécanique aussi su les cartésiennes, la parti firmware est un peux plus complexe a appréhender si pas de bagage IT.1 point
-
Salutation ! Je ne suis pas vraiment initié a FreeCAD ni a LaserGRBL et je n'ai pas de CNC. Sans les fichiers (projet FreeCAD et/ou export SVG) pas simple de t'aider. là ma 1er idée c'est soit une mesure d'un objet qui a une petit rotation donc magie de la trigo on se retrouve avec masque englobant plus grand ... soit une taille de trais qui s'ajoute a la mesure dans l'export SVG et donc sous LaserGRBL ... mais je peux aussi être complètement a coté.1 point
-
oui le fait de la brancher en USB apporte le 5v 0.5a de ton port usb pc donc l'ecran est alimenté et fonctionne parfaitement pour la carte mère juste les composant vital, impossible de démarrer la chauffe ou deplacer le moteur car pas assez de puissante 2.5w au lieu de 160w Pas de panique c'est juste l'alim qui a griller ou c'est mis en sécurité avec un fusible interne qui a grillé. Ce genre de soucis arrive parfois sur un petit defaut de conception d'alim ou si surtension (moi j'ai mon imprimante sur onduleur parasurtenseur). Pour Artillery 3D Expert si il reagisse pas Artillery Chine te fera le necessaire sans soucis, je sais que artillery 3D Expert est pas toujours des plus reactif. Par contre non il ne t'enverrons pas une imprimante neuve il t'enverrons l'alim a remplacer.1 point
-
@Yellow T-potbonjour, pour le moteur on est a 16 dents pour un diamètre de 9.9mm pour ce qui est de l’entraxe il est vraiment très chiant a prendre celui-ci... je dirait qu'on se situe autour des 12mm mais comme il n'y a pas de centrage pour le moteur ça peut varié de + ou - 2mm....1 point
-
Bonjour, Es-tu bien certain que la roue dentée d'entrainement est bien fixée sur l'axe du moteur ? Normalement l'axe moteur a un méplat et une voire deux vis de pression viennent fixer la roue sur l'axe. Si c'est mal serré, la pointe de la vis en sortant du méplat pourrait très bien expliqué le bruit et le fait que la roue dentée n'est plus entrainée : le filament n'avance plus (mais ça fonctionne quand tu pousses à la main). Donc je commencerai par vérifier ce point. Sinon, démonte ton moteur, garde le connecté électriquement : si tu lance une commande pour faire avancer le filament (g-code ou menu), le moteur tourne-t-il ?1 point
-
Parfait Comme ca j'ai bien Tool0 et Tool1 dans OctoPi Et j'ai un bouton pour extruder sur chaque outil Merci encore1 point
-
Sous OctoPrint (en admin ?) : -> Printer Profiles -> icon "Edit" d'un profile -> Hotend & Extruder ->
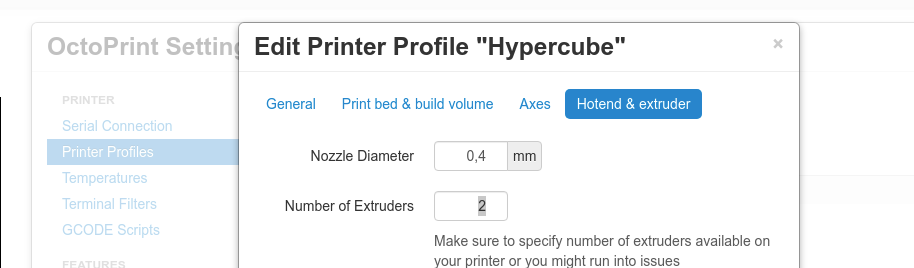
 1 point
1 point -
Oui Je vois pas trop comment mettre un profil mais tu as effectivement mis le doigt sur le problème Quand je fais T1 sur le terminal de l'écran tft, ca fonctionne et j'ai : Active Extruder: 1 Ensuite je peux utiliser G1 E100 ... même depuis OctoPi Faut que j'essai avec le code dans un print mais je pense que ca devrait aller Bizzare quand même que ca bloque seulement avec ca depuis OctoPi Un grand merci à toi1 point
-
Tu travail avec OctoPi ? Peut être qu'il faut mettre un profil d'imprimante avec deux extrudeurs et se connecter avec sous OctoPi ? (Edit : J'ai déjà remarqué que OctoPi se permet de "corriger"/"bloquer" des commandes si cela ne correspond pas au profil ou a sont idée/paramétrage (ex : Mise en majuscule des arguments d'un M16: Expected Printer Check mais quand on a un nom de machine avec des minuscule c'est problématique ... et pour M16 j'ai pas trouvé où lui dire de ne pas mettre en majuscule, mais je n'est pas chercher beaucoup non plus.) ) Car là j'ai fait un rapide teste (avec ce dont on a parlé en modif de Configuration.h) depuis Repetier host avec une carte hors imprimante avec juste deux moteur sur E1 et E0 et capteurs de température et j'ai pas ce genre de message pour T2 (qui donc n'existe pas dans ma config ) 03:13:31.115 : N40 T2*12 03:13:31.121 : echo:T2 Invalid extruder 03:13:31.121 : ok mais j'ai bien "echo:Active Extruder: ..." pour T0 et T1 ... 03:14:25.924 : N41 T0*15 03:14:25.928 : echo:Active Extruder: 0 03:14:25.929 : ok 03:14:26.865 : T:26.63 /0.00 B:26.88 /0.00 @:0 B@:0 03:14:28.195 : N42 T1*13 03:14:28.200 : echo:Active Extruder: 1 03:14:28.200 : ok1 point
-
Là je ne sais pas vraiment mais oui dans l'idée Tu contrôle avec M503 qu'il y a bien deux extrudeurs (et aussi au niveau relevé de température Edit : nop un seul relevé de température de tête cf: buse partagé) car il y a peut etre encore des truc a activer dans le firmware et si ok T1 ou T0 Puis si bien a température d'extrusion ou avec utilisation d'un M302: Cold Extrude voir aussi d'un M83: E Relative G1 E100 F240 ; extruder 100 mm avec l'outil/l'extrudeur actif a une vitesse de 240 mm/min1 point
-
Bonsoir ! Il me semble qu'il faut activer en plus // For Cyclops or any "multi-extruder" that shares a single nozzle. #define SINGLENOZZLE Edit : Et éventuellement si les deux extrudeur n'on pas les même steps/mm /** * With this option each E stepper can have its own factors for the * following movement settings. If fewer factors are given than the * total number of extruders, the last value applies to the rest. */ #define DISTINCT_E_FACTORS1 point
-
J'arrive après la bataille , je prends le train en marche. Je n'ai pas ce type d'extrudeur. les roues dentées qui engrènent doivent avoir le même module (= m ). Le diamètre primitif (équivalent au roues de fiction pour avoir le même rapport de réduction) d = m Z ou Z représente le nombre de dents de la roue et m le module (qui est en passant normalisé 0,5 0,6 0,8 1 1,25 1,50 2 2,5 3 4 5 6). Le diamètre de tête (diamètre extérieur de la roue ) da = d + 2 m. da = mZ +2m= m(Z+2) Pendant qu'on y est diamètre de pied (mesure sur le creux des dents) dr = d - 2,5 m. L'entraxe est égale a= (d1+d2)/2 ou d1 et d2 sont les diamètre primitif des deux roues qui engrènent. Tout ça pour dire que sauf erreur de ma part il y a un twist dans les valeurs données qui peuvent être dues soit à moi, soit aux mesures elles mêmes pas très faciles à prendre. Si la grande roue(z1=56) engrène avec la petite (z=15) avec un module de 0,5 L'entraxe a= m(Z1 +Z2)/2 a= 0,5(56+15)/2=0,5x71/2=17,75 au lieu de 17,9 ce qui peut expliquer le problème d'engrènement. Entre autre le bruit.1 point
-
Le plus simple est d'utiliser un logiciel comme Pronterface (Printrun: 3D printing host suite) et de relier l'imprimante à un ordinateur via USB. Le G-code M503 te fournira tous les paramètres de ta machine. Pour les pas c'est la ligne commençant par M92 : Tu peux également n'envoyer qu'un simple M92 qui ne retournera que les valeurs des pas pour chaque axe Si ton imprimante accepte le G-code M500, tu peux, toujours via Pronterface, modifier les pas d'un axe via M92 (exemple: M92 E715) puis enregistrer le tout dans l'EEPROM via M5001 point
-
C’est un truc de dingue ce bruit on dirait une vieille imprimante papier . Ok c’est plus clair, maintenant avec tes explications. Elle a toujours fais ce bruit là ? Parce c’est sûr que ce n’est pas normal. C’est effectivement l’extrudeur qui a un soucis. A part ce bruit elle imprime quand même ? Il y a du filament qui sort ? Es-tu sûr d’avoir remonté à l’identique ? As tu essayé de faire passer du filament à vide à la main ? Est ce que ça force ? Je ne connais pas le H2 mais ça doit être du dual gear avec une molette de réglage de la tension. As tu essayé de desserrer complètement cette molette ?1 point
-
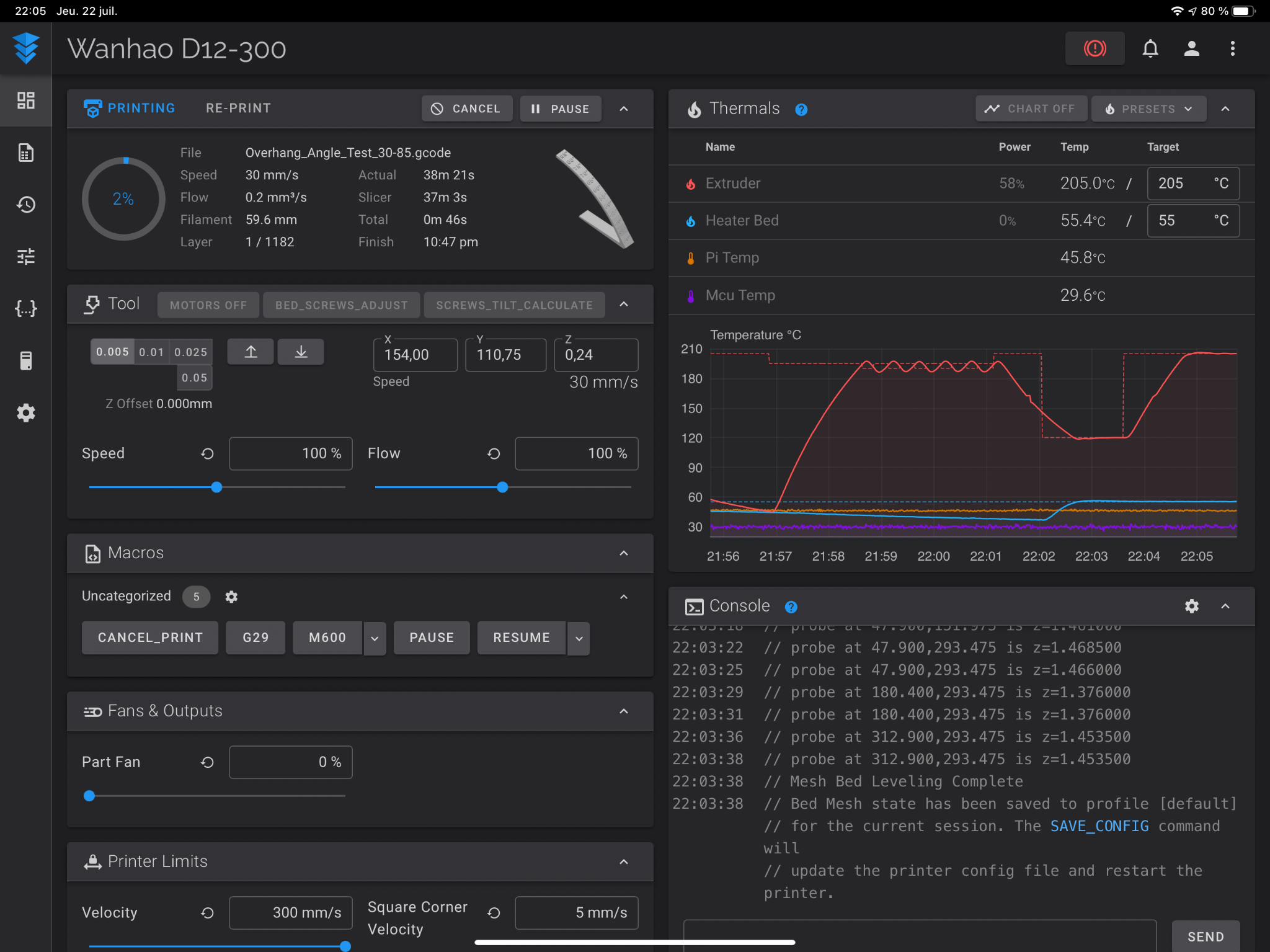
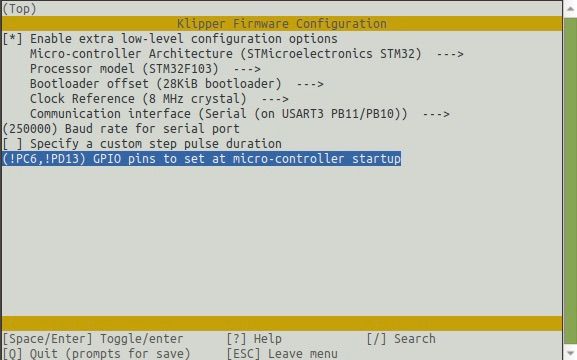
Remplacement Firmware Marlin/Molise et Octoprint par Klipper Avant tout, en terme de qualité, Klipper ne va rien apporter. Après y avoir consacrer un certain temps à bien tout calibré et avoir compris les contraintes liées à des impressions à haute vitesse, on arrivera à un niveau de qualité semblable ce n’est honnêtement pas encore mon cas… je suis encore novice en impression 3D et avec Klipper) 2e point potentiellement négatif pour certains, on va perdre totalement l’écran de contrôle sur l’imprimante. Pour ma part, ça ne pose aucun problème car en échange, n’importe quel écran qui a accès à un browser (gsm, tablette, pc,…) devient un écran de contrôle. Par contre, on va réduire de façon très significative le temps d’impression (vitesse et accélération) en ayant quasiment aucun ringing/ghosting, on aura un accès très facile à la configuration machine changement en live), on peut tout gérer à distance, macros évoluées pour faire à peu près tout ce qu’on veut,… Pour ceux qui sont pas à l’aise avec l’Anglais, je conseil de parcourir le topic de @fran6p afin de se familiariser avec la procédure d’installation Pré-requis - Un Raspberry Pi: Klipper va tourner sur le raspberry, faire tous les calculs et envoyer toutes commandes à la carte de l’imprimante. Un Pi Zero W fait très bien le job même si comme toujours, un peu lent à l’usage (installation, mise à jour, reboot,…) - Une (bonne) carte SD: je dirais minimum 16Gb car en plus du firmware, il y a pas mal de fichiers de config, des images, tous les fichiers d’impression (si on conserve tout) - Une vieille tablette/GSM (facultatif): si on souhaite avoir un écran de contrôle poser à côté de l’imprimante Installation interface: Klipper, c’est le firmware. Mais il nous faut une interface pour pouvoir lui communiquer facilement avec. Il existe différentes solutions, mais pour ma part j’ai choisi Fluidd. Ceux qui sont amoureux ou qui ont des plugging spécifiques, ça fonctionne avec Octoprint, mais pour ma part, je ne vois aucune raison… Fluidd est totalement intégrer, et à ma connaîssance fait tout (et plus) et plus rapidement que ce que fait Octoprint. L’installation sera donc très simple… https://docs.fluidd.xyz/installation/fluiddpi 1) Télécharger la dernière version de FluiddPi Lite 2) on copie, l’image de FluiddPi sur la carte SD 3) on met à jour le fichier fluiddpi-wpa-supplicant.txt pour connecter notre Raspberry à notre réseau 3) on installe la carte SD dans le Pi et on démarre 4) on se connecte en SSH avec son adresse IP ou fluiddpi.local 5) On configure le Pi: The default username and password is pi and raspberry. Run the raspi-config tool; sudo raspi-config Change your Password via System Options -> Password. Change your Timezone via Localization Options -> Timezone. Change your Locale via Localization Options -> Locale. Optionally change your hostname via System Options -> Hostname. Your hostname should be a single word. Fluidd will no longer be available at fluiddpi.local but rather yourhostname.local On redémarre le Pi avec un sudo reboot C’est déjà terminé pour l’installation de l’interface Fluidd et Klipper Vous pouvez vous connecter à l’interface à l’adresse http://fluidd.local Installation du firmware sur l’imprimante Maintenant qu’on Klipper et une interface installés sur notre Raspberry, on va s’attaquer au firmware de l’imprimante. Contrairement à Marlin, on va simplement ici créer un lien de communication entre le Raspberry Pi contenant Klipper et la carte mère de l’imprimante. Pour ce faire, on va se connecter en SSH sur notre Pi t'utiliser les commandes suivantes: cd ~/klipper/ make menuconfig Dans l'écran qui s'affiche, on choisi les options suivantes: enable "extra low-level configuration setup", select the "28KiB bootloader", select "serial (on USART3 PB11/PB10)" communication set "GPIO pins to set at micro-controller startup" to "!PC6,!PD13" (<-écrire à manuellement) On quitte en sauvant et on lance la création du firmware: make Ici, c'est la petite astuce pour que ça fonctionne sur nos Wanhao avec carte MKS Robin Nano 1.2 On va lancer un script qui va convertir le fichier généré pour qu'il soit reconnu lors du démarrage de l'imprimante et ainsi activer l'upload. ./scripts/update_mks_robin.py out/klipper.bin out/Robin_nano35.bin On récupère le fichier généré -> out/Robin_nano35.bin et on le copie sur la carte SD qui ira dans l'imprimante (celle qu'on utilisait pour transférer les fichiers d'impression) On éteint l'imprimante (si ce n'est pas encore fait), on insère la carte et on la redémarre. Le flash du firmware devrait avoir lieu et l'écran reste maintenant noire. Pour s'en assurer, on peut retirer la carte et regarder sur son PC/MAC que l'extension du fichier à bien été changée. Tant qu'on est toujours connecter en SSH au Pi, on va récupérer une info dont on aura besoin plus tard pour le fichier de config de Klipper. Ça nous permet de récupérer le serial port connecté au micro-controller. ls /dev/serial/by-id/* Le Pi devrait répondre avec une info du genre: /dev/serial/by-id/usb-1a86_USB2.0-Serial-if00-port0 On copie ça quelque part dans un éditeur de texte, sur sa main, dans sa mémoire,... mais je préconise quand même la 1er solution On a maintenant l'interface FluiddPi et Klipper installés sur le Pi et le Firmware dans l'imprimante. Configuration de Klipper pour la Wanhao D12Vous allez commencer par récupérer le fichier printer.cfg ci-joint et le mettre à jour avec le serial port printer.cfg [mcu] serial: /dev/serial/by-id/*** l'info récupérée au plus tôt *** Faites attention que ce fichier de config est pour - Wanhao D12-300 - BLtouch - TMC2209 en UART - extrudeur Orbiter ou BMG - sonde de chauffe 40W Il faudra donc mettre à jour certain paramètres en fonction de votre configuration. Mais c'est là toute la beauté de Klipper, ça va très vite car il ne faut pas compiler/flasher. On traitera des config spécifique à chacun au fil des posts du sujet. Ce fichier de config devra être copié sur le Raspberry Pi dans le dossier klipper_config Là, non plus, je rentre pas dans les détails ici... il y a plein de méthodes sur le web expliquant comment se connecter à distance au root d'un Raspberry pour y transférer des fichiers (WinSCP, SAMBA,...) On peut ensuite se connecter à l'interface http://fluidd.local
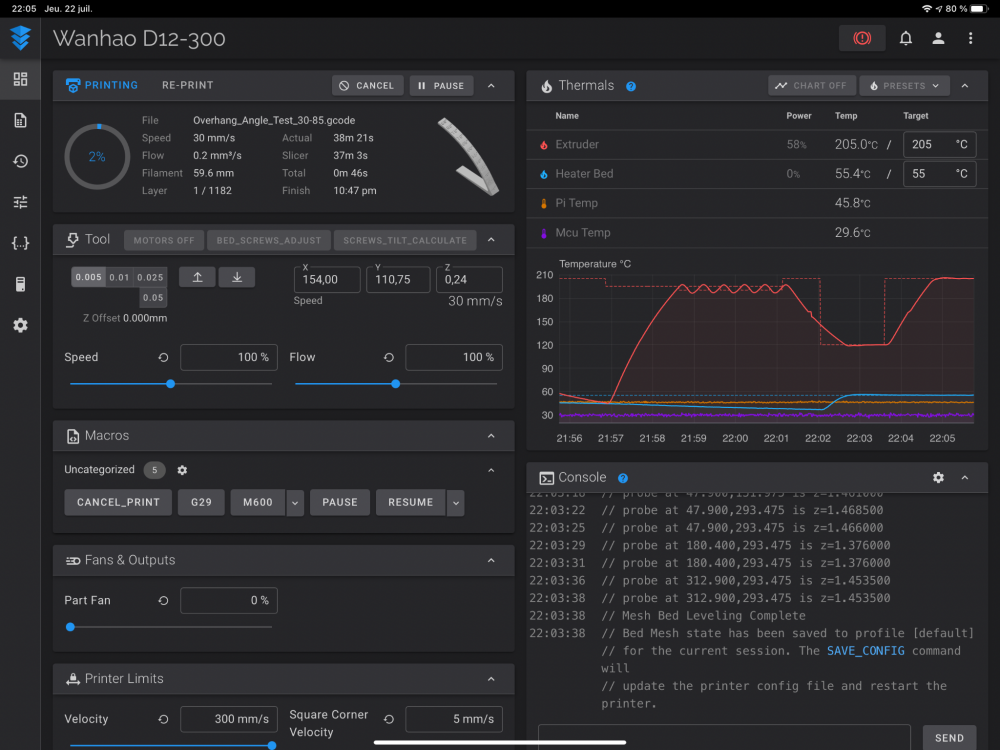
 1 point
1 point -
Oups pardon, mais pour le suicide ça marche aussi. (c'est juste plus lent et douloureux )1 point
-
C'est chouette l'idée du capot qui se soulève entièrement mais ça va pas être simple à faire et ça va coûter bien plus cher que de simples portes. Tu fait une cage en profilé, devant tu met une porte en plexi sur charnières simple et sur les côtés (surtout ou il y a l'établi), tu met juste une plaque de plexi qui coulisse, 99% du temps tu ne va ouvrir que celle de devant. En plus cela te permet de faire un espace de stockage au dessus de l'imprimante, la ou avec ton capot coulissant tu ne peut pas, tu pourra aussi installe plus facilement un éclairage dans le caisson.1 point
-
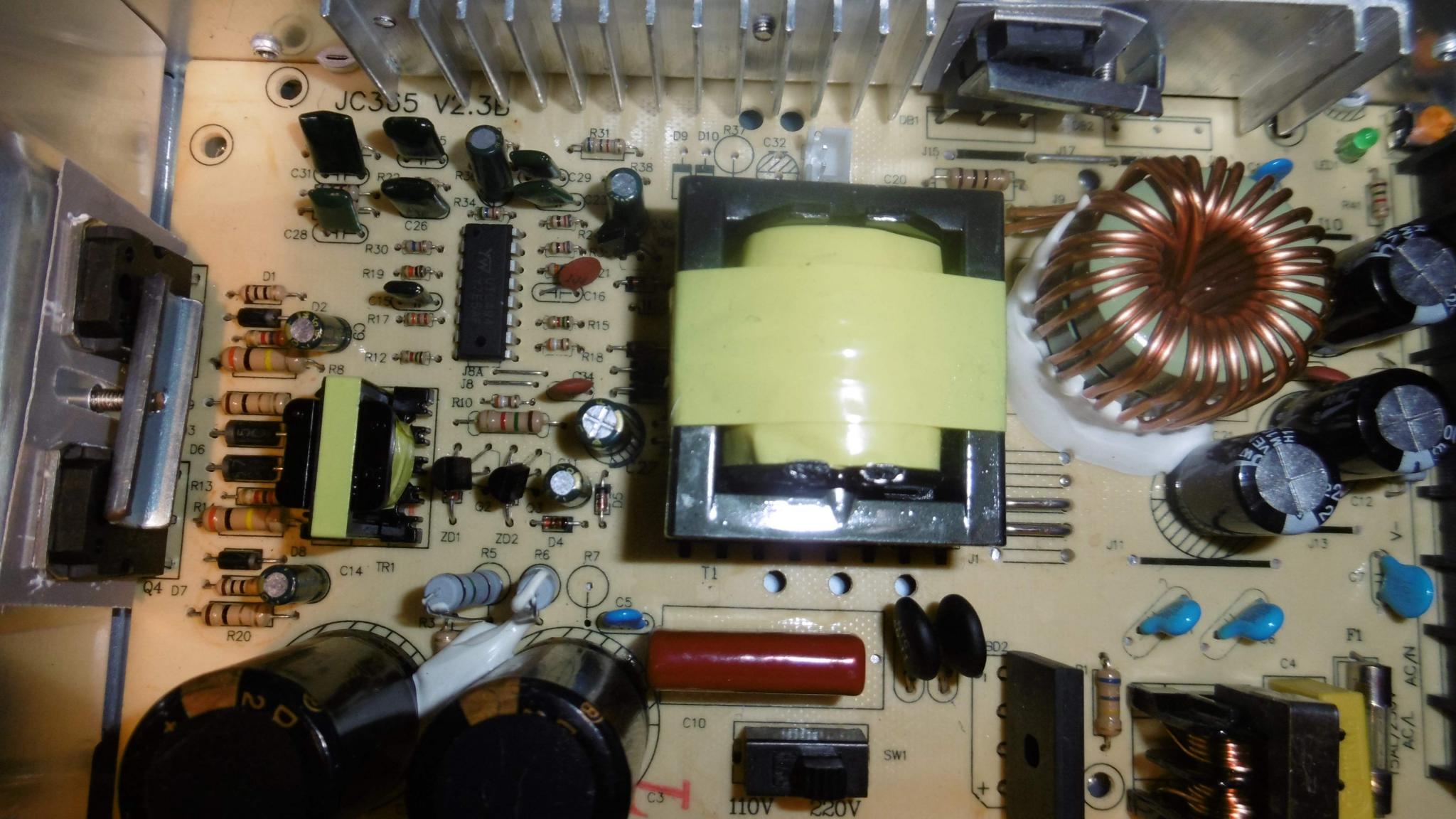
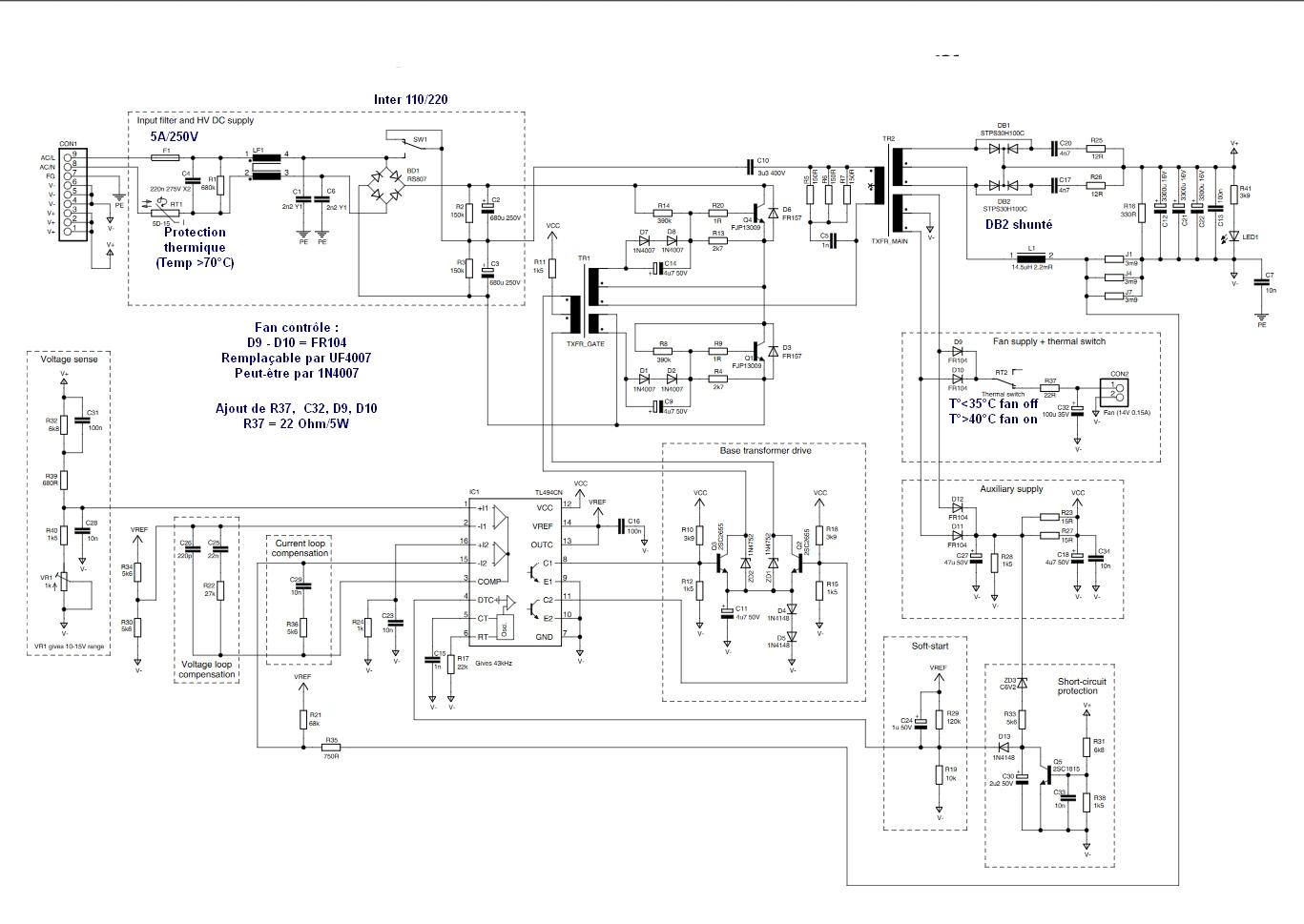
Bonjour, La curiosité m'a poussé à faire une petite visite dans les entrailles de l'alimentation chinoise clone d'une alimentation Mean Well série S. Tout d'abord, j'ai été intrigué par la présence d'un connecteur JST à 2 broches entouré d'empreintes de composants non installés. Je me suis tout de suite aperçu que ce connecteur pouvait servir à l'alimentation d'un ventilateur. J'ai cherché et trouvé trouvé un schéma qui correspond en tous points au circuit imprimé. Il pourra servir au dépannage éventuel de ces alimentations et aussi à l'amélioration de leur fiabilité. Je vous livre mes premières observations : Après étude du schéma et du circuit imprimé, on peut ajouter un ventilateur. Il suffit d'ajouter 4 composants sur la carte (2 diodes, 1 résistance et un condensateur). J'ai apporté quelques notes sur le schéma. Je ferai les modifications sur la carte et les essais demain.
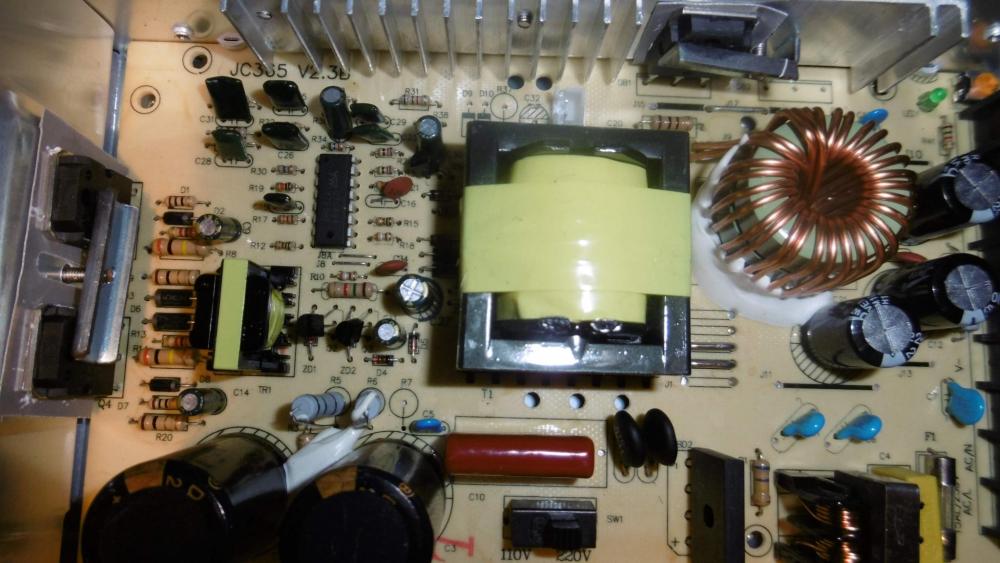
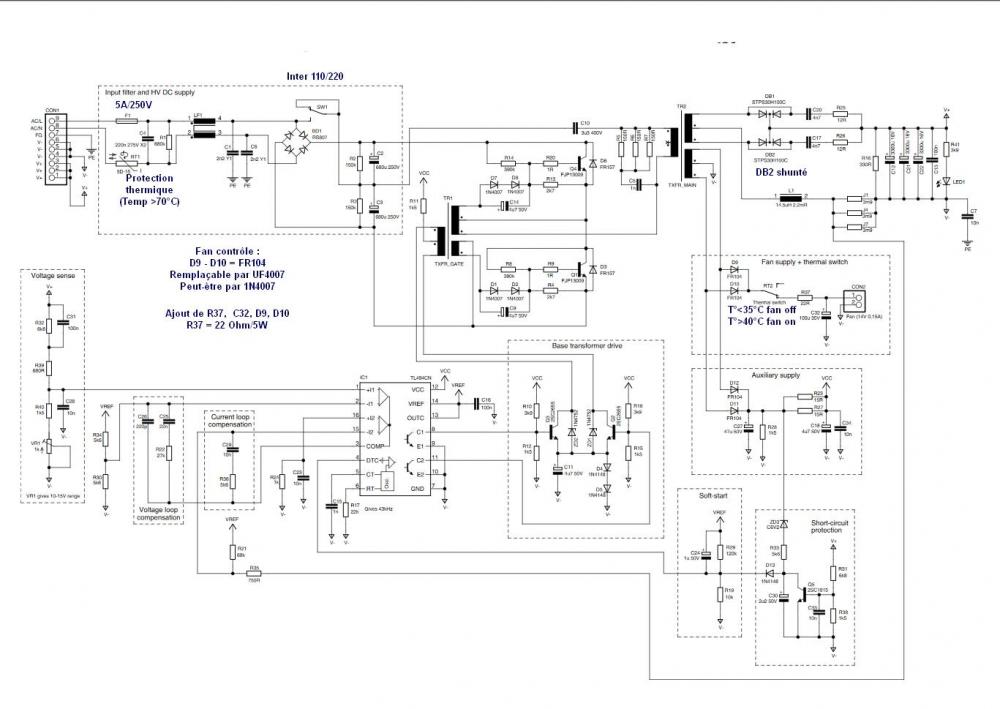 1 point
1 point -
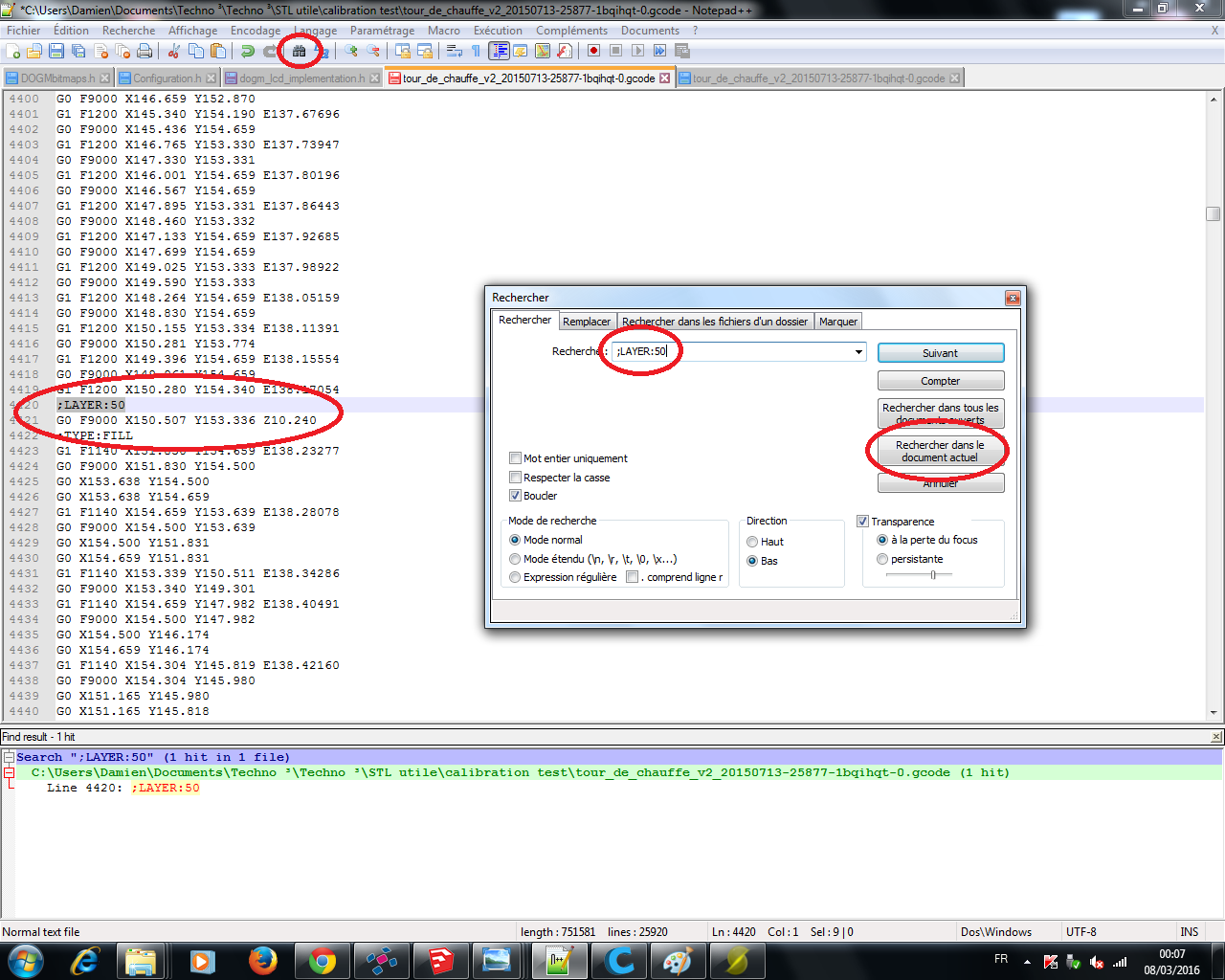
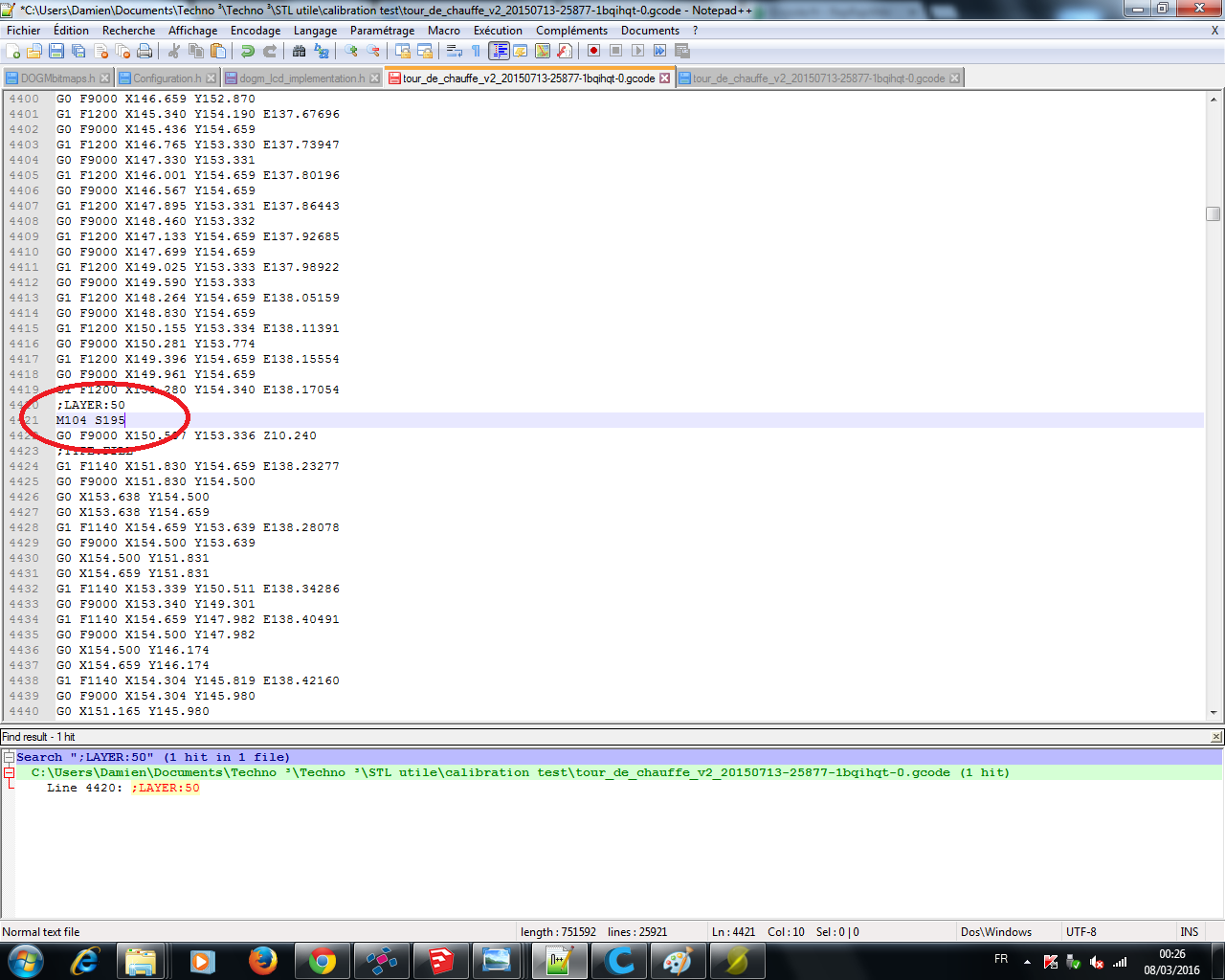
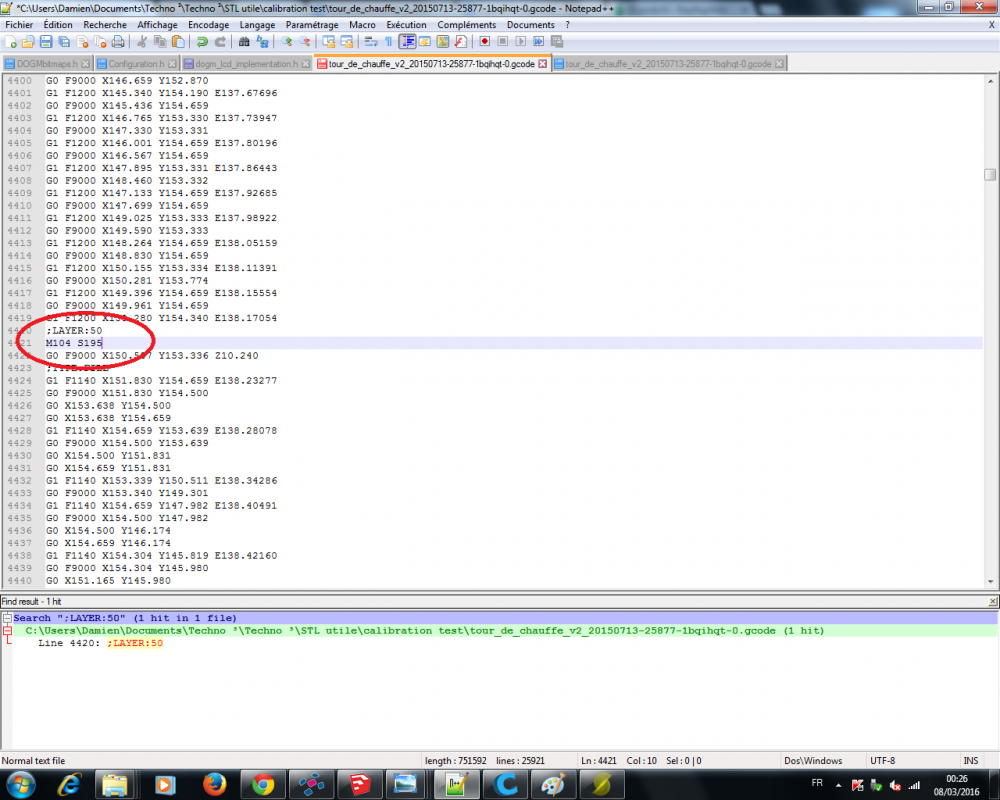
La température d'extrusion influe pas mal sur la qualité d'impression. Une température haute permet d'avoir une bonne adhérence des couches les unes aux autres mais le rendu sera moins propre et a l'inverse une température basse permet d'avoir un meilleur rendu mais les couches adhérent moins bien entre elles et la pièce devient plus fragile, il faut donc trouver le juste milieu. Un bon nombre de "tour" de test sont disponible sur thingiverse pour permettre de régler la température d'extrusion, il existe d’ailleurs tout un tas d'autre test pour calibrer sa machine du mieux possible. http://www.thingiverse.com/search/page:1?q=calibration+test&sa= Vous pouvez aussi modéliser la tour vous même, personnellement j'ai pris celle ci: http://www.thingiverse.com/thing:729703 Trancher le modèle dans votre logiciel en réglant la température d’extrusion a 200 et une hauteur de couche a 0.2. Une fois le Gcode obtenu, ouvrez le dans un logiciel d’édition de code, j'utilise notepad++. Il va maintenant falloir rajouter des commandes permettant de modifier la température pendant l'impression tous les centimètres. Cliquez sur la paire de jumelle dans la barre d'outil, une fenêtre s'ouvre ça nous permettra de rechercher directement les lignes qui nous intéresse sans avoir a parcourir tout le code. Si le Gcode a été généré avec Simplify 3D tapez ; layer 50 (avec les espaces) pour trouver la ligne qui vous intéresse. Si le Gcode a était généré avec cura (comme celui de la photo ci dessous) entrez ;LAYER:50 (tout attaché sans espace) dans l'onglet recherche puis cliquez sur "rechercher dans le document actuel" ça vous amène a la 50eme couche (soit environ un centimètres de hauteur sur l'axe Z). Juste en dessous de la ligne ;LAYER:50 rajouter la commande M104 S195 (on définit la température de chauffe a 195° pour les prochaines commandes): Faire le même chose toute les 50 couches en réduisant de 5° a chaque fois. Ensuite imprimez la tour et examinez la pour déterminer quelle température d'extrusion convient le mieux a votre filament. Si vous avez des questions au sujet de ce tuto, suivez ce lien Si vous avez des questions au sujet de la tour de chauffe, posez là sur le forum
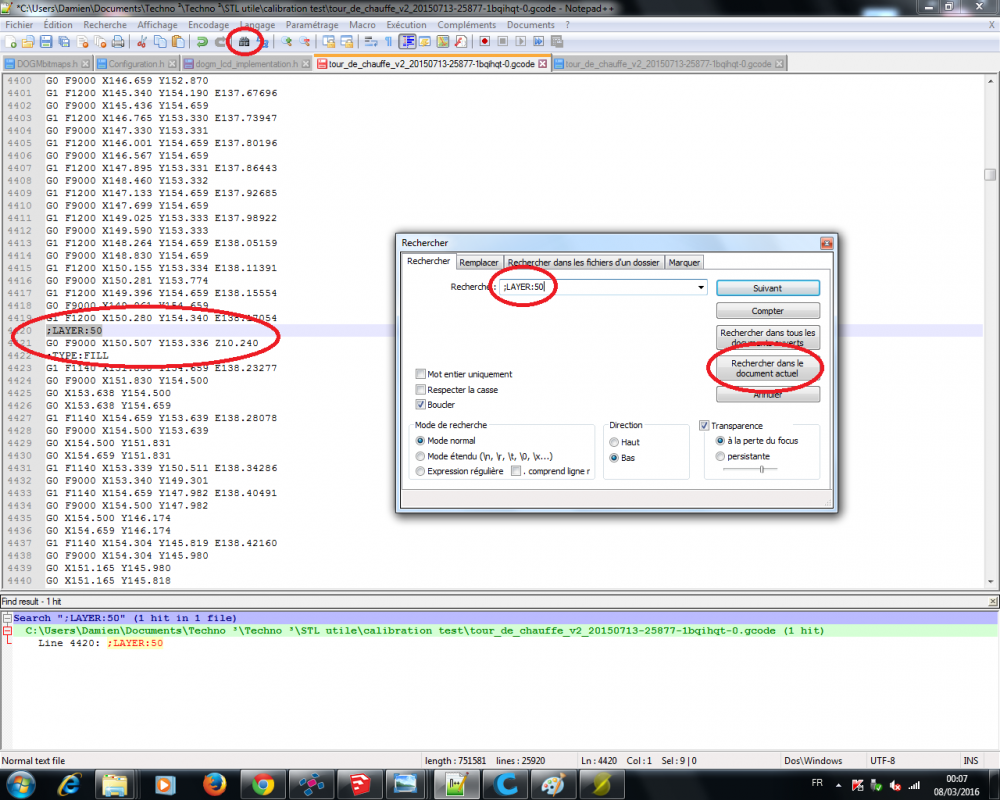
 1 point
1 point